Embed Size (px)
Citation preview

i
The Pennsylvania State University
The Graduate School
College of Earth and Mineral Sciences
CHARACTERIZATION OF
UNIAXIAL COMPACTION IN
SPRAY DRIED CERAMIC POWDERS
A Thesis in
Materials Science and Engineering
by
Robert David Carneim
©2000 Robert David Carneim
Submitted in Partial Fulfillment
of the Requirements
for the Degree of
Doctor of Philosophy
December 2000

ii
We approve the thesis of Robert David Carneim.Date of Signature
____________________________________ ___________________Gary L. MessingProfessor of Ceramic Science and EngineeringThesis AdvisorChair of Committee
____________________________________ ___________________James H. AdairAssociate Professor of Materials Science and Engineering
____________________________________ ___________________Ian R. HarrisonProfessor of Polymer Science
____________________________________ ___________________John R. HellmannAssociate Professor of Ceramic Science and Engineering
____________________________________ ___________________Virendra M. PuriProfessor of Agricultural Engineering
____________________________________ ___________________Richard E. TresslerProfessor of Materials Science and EngineeringHead of the Department of Materials Science and Engineering

iii
Abstract
A model granulated ceramic powder system was studied with systematically varied
binder content and binder plasticity (binder glass transition temperature, Tg). A submicron
α-alumina was used as the inorganic component and poly(vinyl alcohol)–4 wt% glycerol
was the base binder system. Four compositions were spray dried containing ~2, 3, 4 and
5 wt% binder (dry weight basis alumina). The resulting powders were classified and the 75–
150 µm granule size range powders prepared for testing. These powders were conditioned
at five different relative humidities to adjust binder Tg to five different values between –
32°C and +35°C.
All twenty compositions were tested in uniaxial compaction in a 6.34 mm diameter
cylindrical steel die to stresses from ~6 MPa to ~175 MPa. Green strengths of the samples
produced were measured using the diametral compression test. Compaction curves were
constructed and springback on ejection was measured. A selection of similar samples was
prepared and dimensional changes after compaction were measured as a function of time. It
was found that the compositions with low Tg during compaction resulted in the highest
achievable densities and green strengths. However, green strength increased and achievable
green density decreased with increasing binder content. Dimensional changes on ejection
were found to be dominated by the instantaneous springback in the axial direction (~5–8%).
Radial springback was generally less than 1% and the total dimensional change due to time-
dependent relaxation was generally less than 0.5%.
It was observed that compaction behavior was affected by sample size. A technique
was developed which determines this effect. By measuring two compaction curves of a
powder of different sample size, it was possible to calculate the force opposing compaction
due to friction at the die wall. This allowed the calculation of the intrinsic compaction curve
of the material, i.e., its compaction behavior in a frictionless die. With these two parameters

iv
known it became possible to predict compaction curves of the powder for different sample
sizes. Compaction curves calculated in this manner predicted experimentally determined
compaction curves with correlation coefficients greater than 0.99.
To aid in the characterization of individual granules and their interaction during com-
paction, an analysis was developed that calculates granule strength and intergranular bond
strength during compaction and the free granule strength. In a series of pellets pressed to a
wide range of pressures, granule deformation and adhesion varied greatly between samples.
The strengths of these samples were measured by diametral compression and the fracture
surfaces were analyzed to determine the relative amounts of intergranular and intragranular
fracture. A quadratic curve was found to describe the relationship between the overall green
strength of the sample and the area fraction of intergranular fracture. By applying knowl-
edge of the physical process at the 0, 50 and 100% intergranular fracture points along this
curve, this curve was deconvoluted to the unique pair of linear functions that track the
intergranular bond strength and the intragranular strength throughout the compaction cycle.
The 100% intergranular fracture point corresponds to little or no consolidation of the pow-
der; therefore, the value of the determined intragranular strength line is a measure of the
free granule strength. The free granule strength measured by this technique results in values
much lower than the often-reported granule yield point measurement due to the difference
in loading of the granules.

v
Table Contents
Page
List of Tables ................................................................................ viiList of Figures .............................................................................. viiiAcknowledgments ........................................................................ xiiChapter 1: Introduction ................................................................... 1
Background................................................................................................1Previous Work............................................................................................4
Measurement of Compaction Processes ................................................................. 4Effect of Process Parameters .................................................................................. 6Compaction Modeling ............................................................................................ 9Post-Compaction Behavior ................................................................................... 10Strength Characterization ..................................................................................... 12
Research Objective ..................................................................................14Chapter 2: Powder Preparation and Physical Characterization .... 16
Introduction .............................................................................................16Experimental Procedure ..........................................................................16
Powder Production ............................................................................................... 16Powder Preparation ............................................................................................... 17Powder and Binder Characterization .................................................................... 17
Results and Discussion ............................................................................17Summary..................................................................................................21
Chapter 3: Loading and Unloading Response .............................. 22Introduction .............................................................................................22
Compaction Curves .............................................................................................. 22Post-Compaction Dimensional Changes .............................................................. 24
Experimental Procedure ..........................................................................25Compaction and Density ...................................................................................... 25Viscoelastic Relaxation......................................................................................... 25
Results and Discussion ............................................................................26Compaction and Density ...................................................................................... 26Instantaneous Springback ..................................................................................... 39Time-Dependent Relaxation ................................................................................. 45
Summary and Conclusion........................................................................48

vi
Table Contents (cont.)
Page
Chapter 4: A Model for Compaction Curve Prediction ................ 50Introduction .............................................................................................50
Background ........................................................................................................... 50Overview of Principle ........................................................................................... 51
Experimental Procedure ..........................................................................53Analytical Procedure ............................................................................................ 53Experimental Verification ..................................................................................... 58Computer Utilization ............................................................................................ 61
Results and Discussion ............................................................................62Evaluation of k·µ................................................................................................... 62Compaction Curve Prediction .............................................................................. 63
Summary and Conclusion........................................................................64Chapter 5: Green Strength and Granule Strength Modeling ........ 67
Introduction .............................................................................................67Green Strength ...................................................................................................... 67Granule Strength Modeling .................................................................................. 68
Experimental Procedure ..........................................................................69Green Strength ...................................................................................................... 69Granule Strength Modeling .................................................................................. 69
Results and Discussion ............................................................................71Green Strength ...................................................................................................... 71Granule Strength Modeling .................................................................................. 72
Summary and Conclusion........................................................................77Chapter 6: Conclusion .................................................................. 79
Summary and Conclusions ......................................................................79Recommendations for Future Work.........................................................81
Appendix: Mathematica® Code ................................................... 83References .................................................................................. 100
Referenced Works ..................................................................................100General References ................................................................................104
Vita Robert D. Carneim .............................................................. 111

vii
List of Tables
Page
Table 2.1 ........................................................................................................................... 21Total Binder Contents, Glass Transition Temperatures (Tg) and Granule Densi-ties of the Spray Dried Powders
Table 3.1 ........................................................................................................................... 42Apparent Yield Points
Table 3.2 ........................................................................................................................... 42Stage IV Compaction Onset
Table 5.1 ........................................................................................................................... 77Granule Yield Points and Granule Strengths of Tg = 6°C (43 %RH) Samples

viii
List of Figures
Page
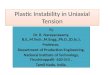
Figure 1.1 ............................................................................................................................ 2Schematic representation of uniaxial compaction. Region I: granule rearrange-ment, II: granule elastic deformation, III: extensive plastic deformation and/orfracture of granules, IV: particle rearrangement within compact, V: instantaneousspringback and time-dependent relaxation on ejection, VI: ultimate green partdensity.
Figure 2.1 .......................................................................................................................... 18Micrograph of 75–150 µm diameter spray dried powder containing ~4 wt%binder; other compositions used have similar appearance.
Figure 2.2 .......................................................................................................................... 18Equilibrium moisture content (EMC) of the binder as measured bythermogravimetric analysis (TGA).
Figure 2.3 .......................................................................................................................... 19Density of the binder in the relative humidity range used. Error bars indicate95% confidence intervals based on 3 measurements.
Figure 2.4 .......................................................................................................................... 20Glass transition temperature (Tg) as measured by differential scanning calorim-etry (DSC, 20°C·min–1). The inflection of the step transition is reported.
Figure 3.1a, b .................................................................................................................... 27Measured compaction curve and ejected densities of Tg = 35°C, 2 (a) and3 (b) wt% NBC system in a 6.34 mm diameter die.
Figure 3.1c, d .................................................................................................................... 28Measured compaction curve and ejected densities of Tg = 35°C, 4 (c) and5 (d) wt% NBC system in a 6.34 mm diameter die.
Figure 3.2a, b .................................................................................................................... 29Measured compaction curve and ejected densities of Tg = 18°C, 2 (a) and3 (b) wt% NBC system in a 6.34 mm diameter die.
Figure 3.2c, d .................................................................................................................... 30Measured compaction curve and ejected densities of Tg = 18°C, 4 (c) and5 (d) wt% NBC system in a 6.34 mm diameter die.

ix
Figure 3.3a, b .................................................................................................................... 31Measured compaction curve and ejected densities of Tg = 6°C, 2 (a) and 3 (b) wt%NBC system in a 6.34 mm diameter die.
Figure 3.3c, d .................................................................................................................... 32Measured compaction curve and ejected densities of Tg = 6°C, 4 (c) and 5 (d) wt%NBC system in a 6.34 mm diameter die.
Figure 3.4a, b .................................................................................................................... 33Measured compaction curve and ejected densities of Tg = –25°C, 2 (a) and3 (b) wt% NBC system in a 6.34 mm diameter die.
Figure 3.4c, d .................................................................................................................... 34Measured compaction curve and ejected densities of Tg = –25°C, 4 (c) and5 (d) wt% NBC system in a 6.34 mm diameter die.
Figure 3.5a, b .................................................................................................................... 35Measured compaction curve and ejected densities of Tg = –32°C, 2 (a) and3 (b) wt% NBC system in a 6.34 mm diameter die.
Figure 3.5c, d .................................................................................................................... 36Measured compaction curve and ejected densities of Tg = –32°C, 4 (c) and5 (d) wt% NBC system in a 6.34 mm diameter die.
Figure 3.6a, b .................................................................................................................... 37Measured compaction curve and ejected densities of Tg = 35 (a) and 6 (b)°C,3 wt% NBC system in a 12.6 mm diameter die.
Figure 3.6c ........................................................................................................................ 38Measured compaction curve and ejected densities of Tg = –32°C, 3 wt% NBCsystem in a 12.6 mm diameter die.
Figure 3.7 .......................................................................................................................... 39Achievable pellet density: 6.34 mm diameter samples pressed to ~175 MPa.
Figure 3.8 .......................................................................................................................... 39Stress required to achieve 52.9% relative alumina density in a 6.34 mm diam-eter die as a function of binder content and binder Tg. (Tg = 35°C, 5% NBC datapoint was extrapolated from available compaction curve data up to ~175 MPa.)
Figure 3.9a ........................................................................................................................ 41Degree of polymer saturation as a function of compact density, binder Tg duringcompaction and compaction stress.

x
Figure 3.9b ........................................................................................................................ 41Total solids content in granules and compacts as a function of compact density,binder Tg during compaction and compaction stress.
Figure 3.10a ...................................................................................................................... 43Instantaneous volumetric springback on ejection vs. binder Tg and compactionstress for samples pressed in a 6.34 mm diameter die to an aspect ratio of ~0.5.
Figure 3.10b ...................................................................................................................... 43Instantaneous volumetric springback on ejection vs. binder Tg and compactionstress for samples pressed in a 12.6 mm diameter die to an aspect ratio of ~0.4.
Figure 3.11a ...................................................................................................................... 44Example illustrating the anisotropy of instantaneous springback on ejection vs.compaction stress for 3 % NBC, Tg = 6°C samples pressed in a 6.34 mm diam-eter die to an aspect ratio of ~0.5.
Figure 3.11b ...................................................................................................................... 44Example illustrating the anisotropy of instantaneous springback on ejection vs.compaction stress for 3 % NBC, Tg = 6°C samples pressed in a 12.6 mm diam-eter die to an aspect ratio of ~0.5.
Figure 3.12 ........................................................................................................................ 45Example raw data and curve fit of the time-dependent strain recovery after ejec-tion. Example is of Tg = 6°C, 3% NBC system, 6.34 mm diameter pelletcompacted at ~175 MPa, relaxation in the axial direction.
Figure 3.13a ...................................................................................................................... 46The total, fractional, recoverable time-dependent strain as a function of binderTg for various samples as indicated in the legend. (The “A” parameter in thefunction: h = 1-A·exp(-t⁄τ)).
Figure 3.13b ...................................................................................................................... 46The characteristic relaxation time as a function of binder Tg for various samplesas indicated in the legend. (The “τ” parameter in the function: h = 1-A·exp(-t⁄τ)).
Figure 4.1 .......................................................................................................................... 59Measured compaction curves for Tg = –25°C, 5 wt% NBC samples. The aspectratio reported is the final aspect ratio of the pressed pellet. Note that this and allother compaction curve figures in this chapter plot the compaction stress as afunction of sample density.
Figure 4.2 .......................................................................................................................... 60The k·µ solution for Tg = –25°C, 5 wt% NBC samples.

xi
Figure 4.3 .......................................................................................................................... 60The k·µ solution for Tg = 6°C, 3 wt% NBC samples.
Figure 4.4 .......................................................................................................................... 61The two original, measured, compaction curves and the calculated intrinsic com-paction curve for the Tg = –25°C, 5 wt% NBC system.
Figure 4.5 .......................................................................................................................... 63The black curves illustrate the predictive ability of this analysis for the Tg = -25°C,5 wt% NBC system. The solid line is the calculated compaction curve; the dashedline is the experimentally measured compaction curve for the same conditions.
Figure 4.6 .......................................................................................................................... 64The normalized compaction curve (single curve in magenta) and predicted (un-broken curves) and corresponding measured (dashed curves) compaction curvesfor the Tg = 6°C, 3 wt% NBC system.
Figure 5.1 .......................................................................................................................... 71High magnification micrograph of a pellet fracture surface clearly showing thedifference between intergranular fracture and intragranular fracture.
Figure 5.2 .......................................................................................................................... 72a) Representative pellet fracture surface micrograph showing the two differentfracture modes. b) Analysis of the fracture surface showing intergranular frac-ture (white) and intragranular fracture (black).
Figure 5.3 .......................................................................................................................... 73Pellet green strengths at 43% RH (Tg = 6°C): a) compacted to ~175 MPa andb) compacted to 52.9 % relative alumina density.
Figure 5.4 .......................................................................................................................... 74Intergranular fracture vs. pellet green strength (R2 ≥ 0.95).
Figure 5.5a ........................................................................................................................ 75Green strength deconvolution for the 2 wt% NBC, Tg = 6°C samples.
Figure 5.5b ........................................................................................................................ 75Green strength deconvolution for the 3 wt% NBC, Tg = 6°C samples.
Figure 5.5c ........................................................................................................................ 76Green strength deconvolution for the 4 wt% NBC, Tg = 6°C samples.
Figure 5.5d ........................................................................................................................ 76Green strength deconvolution for the 5 wt% NBC, Tg = 6°C samples.

xii
Acknowledgments
I can not possibly express in words how I feel about all the people who have affected
my life and, consequently, helped me reach this point. I would, however, like to single out a
few and simply thank them. My amazing wife, Tammy, who, for me, has transformed exist-
ence into Life. My parents, Sergei and Erika, for twenty-nine years (and counting) of love,
support and encouragement. My advisor, Gary Messing, for having given me this opportu-
nity and helping me develop the skills required to earn this degree and succeed after leaving
Dear Old State. And the universe for going to all the bother of existing.
Of course, there are many others whose presence and friendship helped me retain some
semblance of a sane, balanced life. To name a few: Leah Witzig, Paul & Erin, Eric & Chris,
Big Ed, Mike, 10100101101111110011111001011110010 & Maureen, Matt,
C. Scott & Jana, Ender & Bahar, Scott, Mitch, R.P. & Jen, Lisa, and everyone else in our
research group, past and present.
I would also like to thank The Particulate Materials Center (an NSF I/UCRC) for fund-
ing this research and my industrial mentor, Walt Shaffer of Spang. I am grateful to Spang
for the use of their spray drying facilities to prepare the powders used in this work. Finally,
thanks go out to the faculty, staff and students that I had the pleasure of working with at
Penn State; I was fortunate in that it seemed they all conspired to make my time here,
overall, a positive experience.

xiii
“Even if there is only one possible unified theory, it is just a set of rules and equations.
What is it that breathes fire into the equations and makes a universe for them to describe?
The usual approach of science of constructing a mathematical model cannot answer the
questions of why there should be a universe for the model to describe. Why does the
universe go to all the bother of existing? Is the unified theory so compelling that it brings
about its own existence? Or does it need a creator, and, if so, does he have any other
effect on the universe? And who created him?”
—Stephen W. Hawking, (A Brief History of Time, 1988)

1
Chapter 1:
Introduction
Background
Die compaction of ceramic powders is a widely used forming process which is auto-
mated to rapidly produce parts of low to moderate geometric complexity. Dry pressing
involves the uniaxial compaction of spray dried granules consisting of ceramic particles
bound by an organic binder. A schematic compaction curve for this process is shown in
figure 1.1. During compaction, part density increases due to granule rearrangement and
deformation, and particle rearrangement. Upon releasing the compaction pressure the part
expands, relieving internal stresses. The expansion occurs as both an elastic (instantaneous)
springback, due to the energy stored in the structure, and a viscoelastic (time-dependent)
relaxation, due to the viscoelastic character of the organic binder.
For the application of dry pressing, submicron powders are often intentionally granu-
lated to improve flow properties. This is necessary since submicron particles tend to
spontaneously form large, irregular, low-density aggregates as a result of the dominance of
surface forces (e.g., van der Waals) over inertial forces (i.e., particle weight). The presence
of such aggregates results in poor powder flow and inhomogeneous and inconsistent die
filling. Organic binders are added to impart strength to the granules and green part, and to
enhance compaction. A popular and effective granulation method, which also facilitates the
addition of a binder phase, is spray drying. In this process, the powder is dispersed in a
liquid medium with a chemical dispersant and a binder. This slurry is atomized in the spray
drier and exposed to a flow of heated air. The liquid evaporates and is carried away leaving
relatively dense, spherical granules on the order of tens to hundreds of micrometers in di-
ameter. As a result of the increase in scale of the “particles” comprising the powder, inertial

2
forces dominate the interaction between the now-granules and the powder flows easily and
consistently.
A raw submicron ceramic powder, if placed in uniaxial compression, is difficult to
efficiently compact. Aside from the problems associated with poor flow and die-filling (which
are largely alleviated by the scale increasing effect of granulation), difficulties arise from
friction between the rigid and potentially rough and irregular particles.1 During compac-
tion, particles can lock together forming rigid spans which dramatically impede
consolidation.1–3 The incorporation of an organic binder phase between particles minimizes
this problem. The binder is, effectively, an interparticle lubricant.1,4 With an appropriate
binder selection, the force required to rearrange particles by shear deformation of the
interparticular binder is much less than the force required to overcome the friction between
particles in direct contact.
Given the preceding discussion, it becomes apparent that the compaction behavior of a
binder-containing granulated powder will be dominated by the type and amount of binder
I II
III
IV V VI
Time
Com
pact
Rel
ativ
e D
ensi
ty
Applied U
niaxialC
ompressive Stress
0
Figure 1.1: Schematic representation of uniaxial compaction. Region I: granule rearrangement,
II: granule elastic deformation, III: extensive plastic deformation and/or fracture
of granules, IV: particle rearrangement within compact, V: instantaneous springback
and time-dependent relaxation on ejection, VI: ultimate green part density.

3
used. Easily measured effects of the binder on compaction include the onset stress of stage III
compaction (as defined in figure 1.1) and the stress required to attain a given part density (or
the density achieved when pressed to a given compaction stress).
The polymer binder used to aid compaction and provide green strength also affects the
type and amount of post-compaction dilation. Viscoelastic polymers can react to an applied
stress by short-range bond bending or stretching as well as by long-range rearrangement of
the molecular strands. The former process occurs instantaneously, propagating through the
polymer at the speed of sound. The latter process, however, requires a finite amount of time
and depends on the difference between the polymer’s glass transition temperature (Tg) and
the working temperature. When working below the Tg of the polymer, the molecular strands
can be viewed as frozen in place and stress induced molecular rearrangement is slow; the
mechanical behavior of the polymer should be mostly elastic. When working above the Tg
of the polymer, there is sufficient random thermally induced motion of the molecular strands
to allow molecular rearrangement under stress and the mechanical response of the polymer
will be time-dependent in nature. There may also be an intermediate, rubbery stage in which
the binder can undergo a large recoverable strain.5
The dimensional change after compaction can pose at least two problems: (1) the ex-
pansion can cause the part to fail, producing defects such as end caps or delamination, and
(2) dimensional variability. While it can be argued that some amount of springback is nec-
essary to facilitate release of the part from the punch surfaces6, the amount of expansion
should be as small as possible and/or well controlled.
In order to modify the Tg of a binder, plasticizers such as glycerol, ethylene glycol, low
molecular weight poly(ethylene glycols) and water are added. Such additives lower the Tg
by interrupting the regular hydrogen bonds between the binder molecules. Furthermore, by
seprating the polymer molecules the volume increases resulting in more space for molecu-
lar motion. A water-soluble binder will, generally, adsorb water from the atmosphere to an

4
equilibrium moisture content (EMC) dependent on the ambient relative humidity (RH) and
temperature.7 Furthermore, some plasticizers (such as glycerol) are humectants, which act
to increase the moisture capacity of the binder.
Previous Work
Measurement of Compaction Processes
Many researchers have studied various aspects of the compaction of granulated ce-
ramic powders and the effect of the binder phase. Cooper and Eaton8 studied and compared
the compaction of calcite, magnesia, silica, and alumina powders. These materials range in
hardness from 3 to 9 Mohs and it was clearly shown that softer powders compacted more
efficiently. For example, pressing calcite to ~610 MPa resulted in a density of nearly 90%
while the much harder alumina powder achieved only ~69% density. They also concluded
that the compaction behavior could not be described by assuming a single compaction mecha-
nism—either the filling of large voids by particle rearrangement or the filling of small voids
by particle fracture or plastic flow, but rather a combination of these two mechanisms occur-
ring at different stages during compaction. Murthy et. al.4 reached a similar conclusion
based on compaction studies of powders composed of fairly dense, sintered fire clay gran-
ules. They decided, however, that the two mechanisms are occurring simultaneously.
The work of Lukasiewicz and Reed9 shows the basic effect of granulation on powder
compaction. For various systems, the compaction of the bulk powder was compared with
the compaction of a binder-containing spray dried version of the same powder; in some
cases, debound and partially sintered granules were also examined. The effect of granula-
tion can be clearly observed on compaction diagrams in which the relative density is plotted
versus logarithmic stress. At low compaction stresses, less than ~1 MPa, the spray dried
powders experience much slower consolidation than the corresponding bulk powder—nearly

5
zero. At a certain stress, the rate of compaction of the spray dried powder becomes greater
than that of the bulk powder. The stress at which this sudden change in slope occurs on the
compaction diagram was termed the “yield pressure” and, based on SEM examination, was
associated with the onset of plastic deformation of the granules to fill intergranular voids. At
higher compaction stresses, the compact densities of the spray dried and bulk powders even-
tually converge and further compaction of the spray dried powder is indistinguishable from
that of the bulk powder. The stress at which this occurs was termed the “joining pressure.”
The shapes of the compaction diagrams for the debound and partially sintered powders
were the same as that for the standard spray dried powder. The yield and joining pressures
shifted to higher values with increasing heat treatment, however, as the strength of the gran-
ules increased. Dynys and Halloran10 studied mixtures of alumina powders consisting of
~1 µm diameter particles and ~10 µm diameter hard aggregates in ratios from 6 wt% to
92 wt% aggregated powder. This work showed a smooth progression from bulk-type be-
havior in the nearly aggregate-free sample to granular powder behavior in the aggregate-rich
sample.
Compaction diagrams, such as those described above, have been widely used to char-
acterize powder compaction. An early example is Bruch1, who constructed these diagrams
by pressing samples to various densities, ejecting them from the die and measuring and
weighing them. This method of discreet measurements was used by others as well, includ-
ing Lukasiewicz and Reed9 and Niesz et. al.11. Youshaw and Halloran12 and Messing et. al.13
were among the first to construct such diagrams by collecting continuous data during the
compaction cycle with an instrumented testing apparatus on a strip chart recorder. This
method allows for greater accuracy and reproducibility of compaction data by eliminating
operator-induced variability. In these studies, the joining pressure at high compaction stress
observed by Lukasiewicz and Reed9 was not observed. In its place, a “high pressure
breakpoint” was observed: an increase in compaction rate at high pressure. It was postu-

6
lated that this breakpoint was an artifact arising from the elastic compliance of the testing
apparatus and load cell. Matsumoto14 pointed out that later work by DiMilia and Reed15
confirmed this hypothesis and recommended that such data be corrected for the compliance
of the load cell. More recently, Glass and Newton16 also illustrated this effect, though they
attribute the error to die plunger deformation.
Effect of Process Parameters
The effects of many powder parameters can be evaluated using compaction diagrams.
Huffine and Bonilla17 studied the compaction of powders of sodium chloride, sucrose and
quartz composed of particle sizes ranging from ~80 µm to ~650 µm. It was readily apparent
that larger particle size powders achieved a given density at lower stresses than smaller
particle sizes. They concluded that this result was due to the retardation of the compaction
mechanisms of particle elastic deformation, plastic deformation and fracture for smaller
particle sizes because of lower contact forces at a given applied pressure. Similar results
were reported by Hersey and Rees18 studying comparable powders which included smaller
particle size samples (as low as 4.2 µm for sodium chloride and as low as 2 µm for lactose).
Compaction diagrams are also used in other industries which utilize pressure forming tech-
niques such as powder metallurgy19–21, and pharmaceuticals22–24.
Compaction rate has also been shown to have an effect on compaction efficiency.
Youshaw and Halloran12 studied the effects of various parameters on the compaction of two
binder containing (poly(vinyl alcohol)–gum arabic) Mn–Zn ferrite powders, including com-
paction rate. In both powders, it was observed that consolidation became more
difficult—significantly greater stress was required to reach a given density—with increas-
ing compaction rate in the range tested (0.508 mm·min–1 to 5.08 mm·min–1). It was assumed
that this rate dependence was due to viscous flow of the binder phase.

7
Also examined were the effects of temperature and humidity. When different tempera-
ture during compaction were used (0, 25 and 50°C), higher densities were achieved at all
compaction stresses at the elevated temperatures. This was attributed to the softening of the
binder phase, and therefore, the granules, with increasing temperature. A similar trend was
observed when the water content of the binder was increased. As the binder moisture con-
tent is increased, the granules become softer, allowing higher densities to be reached at a
given pressureand temperature. Both of these observations can be attributed to the same
mechanism: the effective softening of the granules. In both cases the difference between the
pressing temperature and the characteristic glass transition temperature (Tg) of the binder is
increased. With temperature increase, the Tg remains constant while the working tempera-
ture is increased, and with moisture addition, the working temperature remains constant
while the binder Tg is decreased.
Numerous researchers have studied the influence of Tg using a variety of methods.
Nies and Messing25 tested a series of spray dried alumina powders containing mixtures of a
poly(vinyl alcohol) binder and poly(ethylene glycol) (PEG) plasticizer. The total binder
content (PVA + PEG) was kept constant at 3 wt% and moisture content was considered
constant in that all powders were conditioned at 50% relative humidity. Binder Tg was var-
ied from 47 to 17°C by varying the ratio of PVA to PEG from 100% PVA to 20% PVA and
compaction experiments were carried out at temperatures between 25 and 90°C. It was
shown that the granule yield point (AYP; equivalent to the previously discussed “yield pres-
sure”) decreased with decreasing Tg at constant temperature by a factor of ~3 over the range
studied. Additionally, it was shown that when pressing to a specified pressure, higher densi-
ties are achieved with increasing pressing temperature, and this trend becomes more
pronounced when pressing at greater than ~10°C above the Tg of the binder.
DiMilia and Reed15 examined ten spray dried alumina powder compositions contain-
ing 1.0 to 2.7 wt% binder (PVA and/or PEG) conditioned at relative humidities between 15

8
and 92%. Though the glass transition temperatures of the compositions are not reported, the
observed trends in the compaction behavior are consistent with other work: decreasing AYP
and increasing density with increasing relative humidities. They also measured other funda-
mental characteristics of these systems. The moisture content of the powders was shown to
increase only slowly at relative humidities below ~70%. By 92% RH, however, moisture
content increased to values two to four times the 70% RH value. The pore size distribution
was also studied by Hg-porosimetry. At low compaction stresses, a bimodal pore size distri-
bution was evident—large, intergranular pores and smaller, interparticle pores within
granules. As compaction stress increased through “Region II” compaction (corresponding
to region III in figure 1.1), the volume of intergranular porosity decreased rapidly. It was
also concluded that during “Region III” compaction (corresponding to region IV in
figure 1.1), above the joining pressure, the compaction mechanism is sliding and rearrange-
ment of individual particles as could be inferred from previous work9.
Perry and Carty26 studied the effect of the type and amount of plasticizer in PVA on
compaction. A constant 1 wt% PVA was used and 0.5, 1.0 and 2.0 wt% of each of the three
plasticizers (glycerin, PEG 400 and PEG 8000) were added. Relative humidity was moni-
tored and reported as being between 44 and 51% during pressing. The study showed that the
apparent yield points and joining pressures were significantly reduced with the addition of
glycerin; PEG 400 had little effect and PEG 8000 actually increased the stress at which
these occur. They also examined the breadth of the pressure range the AYP and joining
pressure occurred by measuring the full width at half maximum of the peaks in the second
derivative of the compaction curve. It was found that the PEG compositions had no effect,
but the addition of glycerin caused a broadening of the transition region. It is difficult to
fully interpret these results as the total amount of binder material was not constant.
Other examples of similar work include: Brewer et. al.27, studying spray dried barium
titanate and Mn–Zn ferrite powders with PVA/PEG binders, Whitman et. al.28, studying

9
alumina spray dried with three similar acrylic emulsion binders with Tgs of –16, 29 and
75°C, and Novak and Spino3, again examining PVA/PEG binders as well as the effect of
adding a wax-type lubricant. In this last study, it was concluded that the main effect of the
wax was to improve stress transmission during compaction and, dubiously, that PEG did
not plasticize the PVA binder.
Compaction Modeling
Many attempts have been made to model compaction curves (compaction diagrams)
with a general equation. Though rarely reported, the first of these was proposed by Walker29,
V C K P= − ( )log (1.1)
where V is the relative volume, P is the applied pressure and K and C are empirical constants
obtained by evaluating the slope and intercept of the linear region in a V vs. log(P) plot,
respectively. A mathematically identical equation was proposed by Balshin30,
ln P LV C( ) = − + (1.2)
where L is the empirically determined “pressing modulus,” which may still be found in lists
compiling compaction equations2,31–34.
Other popular compaction equations include the Heckel31 equation,
ln1
1 −
= +
DKP A (1.3)
where D is the relative sample density, and K and A are empirically determined constants,
and the Kawakita32 equation,
CabP
bP=
+1(1.4)
where C is the volumetric shrinkage, and a and b are empirically determined constants. The
constants for the Heckel equation are the slope (K) and intercept (A) of the linear region of
the compaction curve of a powder plotted as ln(1/(1–D)) vs. P. The constants for the Kawakita

10
equation are determined in a similar manner where (ab)–1 is the intercept and a–1 is the slope
of the linear region of a compaction curve plotted as P/C vs. P.
A slightly different approach was proposed by Cooper and Eaton8 in which the com-
paction equation is composed of individual terms describing the portion of compaction due
to various mechanisms:
V ak
Pa
k
P
*
exp exp= −
+ −
1
12
2 (1.5)
where V*
is the fraction volumetric compaction, a1 and a2 are the fractions of the total
compaction each mechanism (particle rearrangement and particle deformation) is respon-
sible for (a1 + a2 = 1), and k1 and k2 are the compaction stresses at which the corresponding
mechanism produces its maximum effect. The a and k values are determined for a particular
powder by a curve fitting technique of V*
vs. P. Kenkre et. al.2 derived a similar equation;
the fundamental difference arising from the assertion that particle rearrangement is not a
pressure activated process, resulting in:
V aP
ka
k
P
*
exp exp= − −
+ −
1
12
21 (1.6)
where the original form of this equation was rearranged to allow easy comparison to equa-
tion 1.5 using similar symbols. Though perhaps more physically accurate, the a and k values
must still be determined empirically.
Post-Compaction Behavior
The dimensional changes that occur after ejection have rarely been addressed in great
detail. Novak and Spino3 reported some stress relaxation and springback data for the sys-
tems they studied. Stress relaxation was reported throughout the compaction cycle as the
ratio of the load after three minutes at constant strain to the initial load. It was found that at
low stresses (<1 MPa) 30–40% of the stress was dissipated within three minutes. The amount
of stress relaxation decreased asymptotically to ~5% as the compaction pressure was in-

11
creased to ~30–100 MPa, depending on the composition. Furthermore stress relaxation in-
creased with increasing binder content; this corresponded roughly to increasing granule
hardness inferred from the AYP.
Axial springback was also reported3, though the exact measurement method is not
known. Below ~5 MPa the magnitude of the springback changes slowly and is well below
1%; for the raw alumina powder and the wax-only containing system, it appears to be zero
below ~3 and ~2 MPa, respectively. At higher compaction stresses, springback increases
rapidly with the harder granules exhibiting greater springback than the softer granules. It is
important to point out that the raw alumina powder had the greatest springback, ~50% more
than the binder containing compositions, and the wax-only containing powder had the low-
est springback, ~50% less than the binder containing powders (~3%, ~2% and ~1% for the
raw alumina, binder containing and wax-only containing compositions, respectively, at
10 MPa). This trend is due to the presence or absence of continuous particle chains as dis-
cussed earlier: particles in the raw alumina powder can not easily slide past each other at
high stresses due to friction; it becomes easier for particles to rearrange with a binder present,
however, the particles are still bonded together by the binder; with only the wax lubricant
present, it has become very easy for particles to rearrange due to very low friction and only
weak adhesion between particles.
Whitman et. al.28 reported radial springback of the acrylic binder containing systems
studied. This was evaluated by comparing the diameter of the pellet pressed to 70 MPa 1 h
after ejection to the diameter of the die. The same trend was observed that harder granules
(high Tg binder) resulted in greater springback. The magnitude of the springback, however,
was much lower at ~0.7–0.85%. This is most likely due to springback in the radial direction
being inherently smaller than in the axial direction; there may be a binder related difference,
however, that cannot be evaluated without identical testing conditions.

12
A more targeted study was done by Moeggenborg35, who introduced time after ejec-
tion as a parameter worth considering. Spray dried alumina powders “containing 4 wt% of
several different binder systems” were used (a “hard” PVA/PEG blend and a “soft” Nalco
blend). A general result of this work was the conclusion that the vast majority of springback
occurred within ten minutes of ejection and, though measurements were taken up to 130 h
after ejection, little or no dimensional change occurred after the first hour. An interesting
result shows the springback in both the axial and radial directions at pressure, in the die
after the compaction stress has been released and at various times after ejection from the
die. It was observed that the axial dimension increases by ~5.5% on releasing the compac-
tion stress. After ejection from the die, however, the axial dimension shrinks to ~2% (greater
than the dimension at pressure) as the pellet is allowed to expand in the radial direction. It is
also apparent that the radial springback is inherently smaller than the axial springback, after
ejection, by a factor of ~3–4 times for this system.
Strength Characterization
The final topic relevant to this work is the strength characterization of the granules
making up the powder and the pressed parts. The standard tensile test generally used for
metals and polymers can rarely be applied to either green or sintered ceramics. These mate-
rials have little or no ability to deform plastically during the tensile test resulting in a high
probability of additional stress components which will distort the results. Furthermore, fail-
ure is generally initiated by stress concentrations at surface flaws rather than the intrinsic
strength of the material being exceeded and it is not feasible to eliminate surface flaws in
green samples. Other, indirect, methods of tensile strength testing are used for ceramics and
glasses to avoid these problems. One such test is the 3- or 4-point bend test. The bend tests
are also sensitive to surface flaws and therefore can not provide reliable data for green
bodies.

13
The most reliable and widely used mechanical test for green ceramics25,27,36,37 and simi-
lar materials, such as pharmaceuticals38,39, is the diametral compression test. Rudnick et.
al.40, published an analysis outlining the mechanisms, advantages and limitations of this
method. The diametral compression test involves the loading of a right circular cylindrical
sample across a diameter. A uniform tensile stress is established perpendicular to the load-
ing direction. If the load is applied perfectly on lines along the cylinder the induced tensile
stress will be uniform across the full diameter. However, in this idealized case, the compres-
sive and shear stresses approach infinity at the contact points resulting in a non-tensile
failure. When the load is evenly distributed over an area along the cylinder, the compressive
and shear components near the contacts become finite, though the previously tensile stress
in these regions becomes compressive. This is, nevertheless, the desired condition. For ex-
ample, if the load is applied over an area with a width of one tenth the diameter of the
sample, a uniform tensile stress is produced over ~80–90% of the diameter with shear stresses
vanishing and the compressive stress components reaching a maximum, hydrostatic, value
at the contacts.
The diametral compression test measures the tensile strength in the radial direction. It
should be apparent, given the directional nature of the uniaxial pressing technique, that
green pellets may have anisotropic properties. Some work has been done in which the strength
of pellets in the axial direction was measured. Jarosz and Parrott38–39 compared the radial
and axial strengths of pharmaceutical tablets. The radial strength was determined by diame-
tral compression as discussed above. Axial strength was measured by what was essentially
a standard direct tensile failure test. The top and bottom surfaces of the pellet were superglued
to the testing apparatus and pulled apart. Since this method can produce unpredictable fail-
ures, measurements were only used from pellets that failed in tension within the body of the
sample. The results consistently showed significantly higher radial strengths. This result is

14
not necessarily conclusive due to the different techniques used to measure the strengths in
the different directions.
Similar concerns apply to the measurement of individual granule strengths—they are,
essentially, green ceramic bodies. Additional difficulties arise due to their small size, typi-
cally tens to a few hundred micrometers. Two techniques are commonly used to evaluate
granule strengths. It is possible to apply the diametral compression test to small spherical
samples with the availability of a sufficiently sensitive testing apparatus. Spray dried ce-
ramic granules have been studied in this way by Reetz41, Kamiya et. al.42 and Glass et. al.43,
and on green and partially sintered ceramic granules by Glass et. al.16. Another method
requires the simplifying assumption that the AYP of a compaction curve, as described above,
reflects the average strength of the granules. Work by Glass et. al.16 with partially sintered
granules showed that the strength measured by diametral compression was up to twice the
value obtained from examining the compaction curve. This is not necessarily a general
relationship between the two methods; plastically deformable granules may behave very
differently than the brittle granules studied. Walker and Reed44, working with d50 = 80 µm
glass beads, showed that at a given applied compaction stress, smaller particles in the sample
bed are under greater stress than larger particles. It was found that the smaller particles
break at lower compaction stresses and fracture of the largest particles in the distribution
occurs at approximately the stress of the apparent yield point. The implications of these
results, with respect to the compaction of plastically deformable spray dried granules, is not
yet clear.
Research Objective
The purpose of this work is to advance the fundamental understanding of the compac-
tion process as applied to ceramic processing. A systematic study of the behavior of a model
powder system will be described in which the binder content and binder Tg were varied over

15
a wide range. The mechanical response of the powder both during and after compaction, as
well as the green strength of pressed samples, will be analyzed and the influence of binder
parameters evaluated.
In order to better understand the interaction between the powder and the die during
compaction, a model will be introduced which allows the determination of the intrinsic
uniaxial compaction behavior of a powder. In the course of this analysis, a parameter which
includes the powder/die wall friction coefficient will be determined. This will ultimately
lead to the ability to predict the compaction of the powder in an arbitrarily sized die.
Finally, the behavior of individual granules and the interaction between granules will
be examined. A technique will be developed for which granule strength and intergranular
bond strength during the compaction cycle can be determined, as well as the pre-compacted
granule strength.

16
Chapter 2:
Powder Preparation and Physical Characterization
Introduction
This work deals with the testing, characterization and modeling of a model granulated
ceramic–binder powder system. This chapter details the preparation and physical character-
istics of the model system used. The ceramic component was chosen based on its physical
characteristics of a median particle size of ~0.5 µm and chemical stability. Poly(vinyl alco-
hol) (PVA) was chosen as the binder component due to extensive interest in this system and
the fact that its properties can easily be adjusted by varying the water content (this is actu-
ally a problem in industrial applications since environmental changes will affect powder
behavior). Spray drying was chosen as the granulation method for its ability to produce
spherical granules.
Experimental Procedure
Powder Production
An alumina powder (Alcoa, A16-SG) was dispersed in deionized water with an ammo-
nium polyelectrolyte at the recommended level of 0.5 mg·m–2 (Rohm & Haas, Duramax
D-3021). A stock binder solution was prepared according to manufacturer’s directions by
dissolving the PVA (Air Products, Airvol 205S; MW = 30,000–51,000, 87–98% hydro-
lyzed) in deionized water to make a ~20 wt% PVA solution (exact concentration determined
from the known mass of PVA added and the final total mass of the solution). Four weight
percent (PVA basis) glycerol was added as a plasticizer. Binder solution was added to the
alumina suspensions to produce approximately 3.5 l each of 30 vol% alumina slurries with
~2, 3, 4 and 5 wt% binder (d.w.b. alumina). The slurries were agitated with a laboratory

17
mixer for over 12 hours with octanol added drop-wise, as needed, to control foam (20–
30 gtt). The slurries were transported to the spray drying facility, agitated again with a
laboratory mixer and spray dried at a rate of ~15 l·h–1 (Bowen Engineering, Laboratory
Spray Dryer BE 665) with an inlet temperature of 340°C and an outlet temperature of 120°C.
Powder Preparation
The spray dried powders were sieved (Hosokawa, Micron AirJet Sieve; –100+200) to
obtain granules in the size range of 75–150 µm. These powders were stored at controlled
relative humidities of ~0, 31, 43, 79, and 97% RH over saturated salt solutions45 for more
than one week to adjust the moisture content of the binder to its equilibrium moisture con-
tent (EMC).
Powder and Binder Characterization
The powders were then analyzed by TGA to determine their exact binder contents.
TGA was also performed on films of the binder composition to determine their water con-
tents. The binder glass transition temperature was determined by DSC (20°C min–1) on cast
polymer films of the binder compositions using the inflection point of the step transition
(TA Instruments DCS 2920). Binder densities were measured to allow conversion between
weight percent and volume percent binder content by geometry. Granule densities were
estimated by dividing the vibrated density by 63% (representing random close packing of
spheres46).
Results and Discussion
A representative micrograph of the spray dried and sieved powder is shown in fig-
ure 2.1. The majority of the granules are smooth and appear solid. There are some granules
present which are composed of smaller granules fused together. The effect of having a small
number of these irregular granules should be minimal as they are more likely to interact

18
500 µm
Figure 2.1: Micrograph of 75–150 µm diameter spray dried powder containing ~4 wt% binder;
other compositions used have similar appearance.
Figure 2.2: Equilibrium moisture content (EMC) of the binder as measured by
thermogravimetric analysis (TGA). fit: EMC = 2.0185·exp(0.0301·RH); R2>0.99.
0 20 40 60 80 100Relative Humidity (%)
40
35
30
25
20
15
10
5
0
Equ
ilibr
ium
Moi
stur
eC
onte
nt (
wt%
)
with a regular granule than another irregular granule. This precludes the development of
detrimental effects such as the formation of long-range mechanically interlocked granule
networks.
The equilibrium moisture contents of the binders conditioned at the various relative
humidities is shown in figure 2.2. The EMC increases exponentially with relative humidity

19
0 20 40 60 80 100Relative Humidity (%)
1.40
1.35
1.30
1.25
1.20
1.15
1.10
1.05
1.00
Den
sity
(g·
cm–3
)
Figure 2.3: Density of the binder in the relative humidity range used. Error bars indicate 95%
confidence intervals based on 3 measurements.
from 1.8 wt% at ~0% RH to 36.1 wt% at 97% RH. The incorporation of the water in the
polymer structure causes a change in the density of the binder as shown in figure 2.3.
The measured glass transition temperatures of the binder compositions are shown in
figure 2.4. The “s” shape of the Tg vs. RH data is due to the preferential manner in which
water is incorporated in the system. Water is adsorbed slowly at first, at low relative humid-
ity, and more rapidly with increasing relative humidity as seen in figure 2.2. At the low
relative humidities (below 80% RH) water molecules have an affinity to the sites of hydro-
gen bonding between polymer chains. This disrupts bonding between polymer molecules
and causes the separation distance between the polymer molecules to increase resulting in
an increase in the volume of the system. Therefore, an accelerating decrease of the binder Tg
with increasing relative humidity is observed—as the bonding between polymer strands
becomes more disrupted by water molecules, the activation energy for polymer strand mo-
bility is reduced. The Tg begins to stabilize above 80% RH, however, despite the large quantity
of water in the system. At ~80% RH, the sites of polymer chain bonding have become

20
saturated. As the relative humidity is increased beyond 80% RH, additional water mol-
ecules—with no preferred sites available to be attracted to—increase the volume of the
material. Additional water beyond this point has little effect on the structure of the polymer
and, therefore, little effect on its glass transition temperature.
It should be noted that the glass transition temperatures reported for polymer films are
slightly lower than the actual glass transition temperatures of the binder in the spray dried
powder. The relatively large polymer samples used in the Tg measurement behave as uncon-
strained bulk solids. An identical polymer composition in the spray dried powder behaves
more as a thin polymer film on a rigid ceramic substrate. The constraint imposed by the
rigid substrate impedes molecular motion in a region near the polymer/ceramic interface
resulting in a slightly higher effective Tg. For the purpose of this study, the unconstrained
polymer Tg is reported; this point must be considered when comparing results from differ-
ent sources.
0 20 40 60 80 100Relative Humidity (%)
50
40
30
20
10
0
–10
–20
–30
–40
Gla
ss T
rans
itio
nTe
mpe
ratu
re (
C)
Figure 2.4: Glass transition temperature (Tg) as measured by differential scanning calorimetry
(DSC, 20°C·min–1). The inflection of the step transition is reported.

21
Summary
Four different powders were produced containing ~2–5 wt% binder. Conditioning these
powders at five different relative humidities between ~0 and 97% RH resulted in twenty
different powder compositions for study. The powders were sieved to produce a narrow
granule sized distribution. The results of the powder and binder characterization are sum-
marized in table 2.1: binder Tg, binder density, total binder content of each of the powder
compositions, and the estimated granule densities of the four different spray dried powders.
Table 2.1: Total Binder Contents†, Glass Transition Temperatures (Tg)‡ and Granule Densities of the Spray
Dried Powders
† Total Binder Content (TBC) is defined as: TBCm m m
m m m m=
+ ++ + +
PVA glycerol water
PVA glycerol water alumina
.
‡ Based on Tg measurements of unconstrained binder films.
* NBC (Nominal Binder Content) is defined as: NBCm m
m m m=
++ +
ROUND PVA glycerol
PVA glycerol alumina
.
Relative 2 wt% 3 wt% 4 wt% 5 wt%Humidity NBC* NBC* NBC* NBC*
(%) Tg (°C)‡ Powder Total Binder Content (wt%)†
0 35 2.45 3.42 4.20 5.2231 18 2.55 3.56 4.37 5.4343 6 2.61 3.63 4.46 5.5479 –25 3.03 4.21 5.16 6.4097 –32 3.72 5.16 6.32 7.80
Granule Relative Alumina Density (vol%)47 43 43 41

22
Chapter 3:
Loading and Unloading Response
Introduction
Compaction Curves
There are many possible methods to characterize the compaction behavior of a powder
system. A procedure often used in industrial processes is to simply monitor the stress re-
quired to produce the green part. This is useful in such a setting for insuring the process is in
control. A change in the measured parameter indicates that something in the process has
changed; though it is difficult to pinpoint, from this measurement alone, what has changed.
For example, if there is an increase in the stress required to produce the part, there are
several possible causes: (i) the powder has become less compliant, (ii) a change has oc-
curred in the powder which allows it to fill the die more efficiently, providing a greater
amount of powder which needs to be compacted to the specified size, requiring a higher
stress to produce the higher density green part, (iii) a change has occurred in the powder
which causes die-sticking—a section of the green part is left in the die after ejection, result-
ing in a situation similar to (ii), above.
The procedure described above can be supplemented by monitoring the ejection force
and/or weighing the green part after compaction. These additional procedures can be help-
ful in identifying what has changed in the process. This method of evaluating a powder
system and compaction process is relatively easy to implement in an industrial, on-line,
process; however, it is a qualitative measurement useful mainly for comparison of different
samples within the same process.
A more comprehensive method of characterizing a powder system for a compaction
application is to construct a compaction curve. This is essentially a stress–strain curve in

23
which the sample density is plotted as a function of the compaction stress—commonly, the
log of the compaction stress. There are several ways compaction curves can be constructed,
including using an appropriately instrumented industrial press and, in a laboratory setting,
using a universal mechanical testing machine in conjunction with a strip chart recorder or
computer interface to continuously record the stress–strain data. The former has the advan-
tage of being able to measure the compaction curve at compaction rates that are actually
seen in production. The latter, though limited to lower strain rates, is more readily available
in laboratory settings and allows a great deal of control over the applied stress or strain path.
A third procedure for measuring a compaction curve involves pressing a sample to
incrementally increasing stresses. After each compaction step, the sample/die assembly is
removed from the press and the ram position measured with calipers. After the measure-
ment, the assembly is placed into the press and compacted to the next higher stress. This
method can be used if a universal mechanical testing machine is not available; there are,
however, numerous disadvantages to the step-wise compaction approach, including: (i) ex-
treme care must be taken while handling the sample/die assembly and with the measurement
itself; the operator could introduce random error into the measurement, (ii) since the stress
must be released, the sample has undergone some amount of springback before the mea-
surement takes place, resulting in an increase in the measured sample size, and (iii) it is
especially difficult to generate reproducible measurements at low stresses where a feature
often of interest in a compaction curve generally occurs (< 5 MPa).
The most reported feature of compaction curves is the apparent yield point (AYP).
This is the stress during compaction at which the compaction curve shows a sudden dra-
matic increase in slope. For a compaction system, this occurs between approximately 0.1
and 10 MPa. At this stress, the granules comprising the powder begin to permanently de-
form by plastic strain and/or fracture. This corresponds to the beginning of stage III
compaction (as defined in chapter 1).

24
An additional feature of interest in a compaction curve is the beginning of stage IV
compaction (as defined in chapter 1). This feature is seen on the compaction curve as a
subtle decrease in slope and indicates the point at which intergranular porosity has been
essentially eliminated. The onset of stage IV compaction occurs at a sample density at or
above the initial density of the granules. Exactly when this occurs can provide additional
information on the behavior of the granules during compaction: if stage IV onset occurs at
approximately the initial granule density, granules have deformed without substantial com-
paction of the granules themselves; if stage IV onset occurs at a density significantly above
the initial granule density, granules have undergone a significant volume reduction early in
the compaction cycle.
Post-Compaction Dimensional Changes
When the compaction cycle is complete, the part must be ejected from the die. During
ejection, the ultimate compaction stress is removed and the sample is forced out of the die.
When the stress is removed, the part experiences an instantaneous elastic expansion (here-
after referred to as “springback” or “instantaneous springback”). Furthermore, if a polymer
binder phase is used in the powder system, there may be a time-dependent dimensional
expansion as residual stress within the polymer is relieved (hereafter referred to as “relax-
ation” or “time-dependent relaxation”).
Instantaneous springback data for a system is sometimes reported, while time-depen-
dent relaxation is rarely measured. Springback is usually characterized by measuring ram
displacement after removal of the compaction stress. This is a straightforward measurement
in an instrumented industrial press or laboratory universal testing machine. However, since
the sample is still in the die this measurement is not a comprehensive measure of the
springback: the part is still constrained radially by the die wall and constrained axially—at
least partially—at the die wall due to friction and the mass of the upper ram. The one case in

25
which time-dependent relaxation has been reported, the measurement was done by manu-
ally measuring sample dimensions at various times after ejection.35
Experimental Procedure
Compaction and Density
Pellets were uniaxially compacted by single action in a universal mechanical testing
machine (Instron, Model 4202) at 0.5 mm·min–1 at room temperature (22±2°C). The cylin-
drical steel die had a diameter of 6.34 mm with the wall lubricated with zinc stearate and the
punch surfaces polished with 1 µm diamond paste. The die was charged with 0.16–0.19 g
powder to produce a pellet aspect ratio (height ÷ diameter) of ~0.5. A limited set of experi-
ments was also performed using a 12.6 mm diameter die charged with 1.1–1.2 g powder.
Stress–strain data was collected during compaction via a PC interface. Measurements were
corrected for the compliance of the die and testing apparatus by subtracting the stress–strain
characteristics of a blank compaction run from the sample data.14 The pellets were mea-
sured and weighed immediately after ejection to allow measurement of the instantaneous
springback on ejection.
Viscoelastic Relaxation
In order to evaluate how pellet dimensions changed with time after ejection, pellets
were pressed, ejected from the die and immediately placed in a thermomechanical analyzer
(TMA; Shimadzu, TMA-50) which allows the measurement of very small strains. For the
measurement, a constant load of 0.1 g (instrument minimum) was used to keep the probe in
contact with the sample and the height was measured as a function of time. In addition to
the main parameters examined—binder content, binder Tg, sample size, and direction within
the sample—the compaction rate was varied between “slow”, in which the ultimate load
was attained in 30 s, and “fast”, in which the load was reached in approximately 1 s. This

26
range of compaction rates showed no statistically significant effect and will not be dis-
cussed further here.
The data was fit to a decaying exponential function of the form:
y
yA
t
∞
= − −
1 exp
τ (3.1)
where y = dimension at time t, y∞ = dimension at t = ∞, A = total (normalized) dimensional
change, and τ = the characteristic relaxation time. This equation is related to the creep com-
pliance of a Voigt element (a viscoelasticity model utilizing an idealized spring and dashpot
in parallel).
Results and Discussion
Compaction and Density
Compaction curves were constructed, after correction for instrument compliance and
binder content, as a function of applied load. These curves are shown in figures 3.1–3.5 for
the 6.34 mm diameter samples and figure 3.6 for the 12.6 mm diameter samples. Figures 3.1,
3.2, 3.3, 3.4, and 3.5 shows the set of compaction curves for samples containing binders
with Tgs of 35, 18, 6, –25, and –32°C, respectively. Sections a, b, c, and d within figures 3.1–
3.5 are the compaction curves for binder contents of 2, 3, 4, and 5 wt% NBC, respectively,
for each Tg. Figures 3.6a–3.6c show the compaction curves for the system containing 3 wt%
NBC at Tgs of 35, 6 and –32°C, respectively.
With less binder in the powder, it is possible to achieve slightly higher densities at a
given compaction stress. This effect seems greater at low stresses, but this is an artifact
caused by the small difference in granule and/or fill densities between the powders. Fig-
ure 3.7 summarizes the compaction results of the various powders pressed to the maximum
stress of ~175 MPa. In this plot, it is clearly seen that decreasing Tg and decreasing the
binder content produces higher density parts for a given load.

27
The stress required to achieve a specified density is shown in figure 3.8. In this case,
52.9% was chosen for the comparison because this density was included in most of the
experimental sets. In the three cases in which this density was not attained, the stress re-
quired to achieve 52.9% density was extrapolated from the available compaction curve
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.1a: Measured compaction curve and ejected densities of Tg = 35°C, 2 wt% NBC system
in a 6.34 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.1b: Measured compaction curve and ejected densities of Tg = 35°C, 3 wt% NBC system
in a 6.34 mm diameter die.

28
data. Two effects are immediately evident. First, increasing the Tg increases the stress re-
quired to achieve a desired density by as much as a factor of four in the range tested. This is
due to the greater stiffness of the high Tg binder.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.1c: Measured compaction curve and ejected densities of Tg = 35°C, 4 wt% NBC system
in a 6.34 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.1d: Measured compaction curve and ejected densities of Tg = 35°C, 5 wt% NBC system
in a 6.34 mm diameter die.

29
The resistance to deformation is due to a combination of effects. At low Tgs the binder
is easily deformed; however, it requires more stress to displace the greater volume of binder
into increasingly smaller pores. When increasing the amount of binder in a high Tg system,
it becomes increasingly difficult to deform or fracture the binder phase. This effect, in addi-
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.2a: Measured compaction curve and ejected densities of Tg = 18°C, 2 wt% NBC system
in a 6.34 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.2b: Measured compaction curve and ejected densities of Tg = 18°C, 3 wt% NBC system
in a 6.34 mm diameter die.

30
tion to pore volume and size considerations, leads to the increase in stress required to attain
the target density with increasing binder volume in the high Tg case. A more subtle effect is
the increase in slope of this trend (see figure 3.8) with increasing Tg. This is due to the
increasing significance of the second result above.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.2c: Measured compaction curve and ejected densities of Tg = 18°C, 4 wt% NBC system
in a 6.34 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.2d: Measured compaction curve and ejected densities of Tg = 18°C, 5 wt% NBC system
in a 6.34 mm diameter die.

31
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.3a: Measured compaction curve and ejected densities of Tg = 6°C, 2 wt% NBC system
in a 6.34 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.3b: Measured compaction curve and ejected densities of Tg = 6°C, 3 wt% NBC system
in a 6.34 mm diameter die.
To justify the aforementioned pore volume/size consideration, it is useful to examine
the degree of polymer saturation (DPS) and total solids content (TSC) of the granules and
pellets. Figure 3.9a plots the degree of polymer saturation (percent of volume not occupied
by ceramic, occupied by binder) vs. relative alumina density, compaction stress and binder

32
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.3d: Measured compaction curve and ejected densities of Tg = 6°C, 5 wt% NBC system
in a 6.34 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.3c: Measured compaction curve and ejected densities of Tg = 6°C, 4 wt% NBC system
in a 6.34 mm diameter die.
Tg during compaction. The contours labeled ‘8–20 vol% Binder’ show the fixed relationship
of DPS vs. density for the range of binder contents used in this study. The three shaded
regions show the measured responses of the powders compacted to the indicated stress. The
shading within each of these regions indicates the binder Tg during compaction, ranging

33
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.4a: Measured compaction curve and ejected densities of Tg = –25°C, 2 wt% NBC
system in a 6.34 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.4b: Measured compaction curve and ejected densities of Tg = –25°C, 3 wt% NBC
system in a 6.34 mm diameter die.
from –32°C at the dark ends to 18 or 35°C at the light ends (white lines are approximate,
intermediate iso-Tg lines). The discrete points on this plot indicate the DPS and densities of
the starting granules. Figure 3.9b is an identically formatted plot with the exception that the
dependent variable is TSC (percent of the sample volume occupied by ceramic + binder).

34
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.4c: Measured compaction curve and ejected densities of Tg = –25°C, 4 wt% NBC
system in a 6.34 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.4d: Measured compaction curve and ejected densities of Tg = –25°C, 5 wt% NBC
system in a 6.34 mm diameter die.
Figure 3.9a shows that with increasing green density, the DPS increases exponentially.
For the high binder content samples compacted at ~174 MPa as much as 25% of the
non-ceramic volume must be occupied by the binder phase. At lower binder contents, the

35
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.5a: Measured compaction curve and ejected densities of Tg = –32°C, 2 wt% NBC
system in a 6.34 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.5b: Measured compaction curve and ejected densities of Tg = –32°C, 3 wt% NBC
system in a 6.34 mm diameter die.
DPS is as low as 8% at this compaction stress and higher green densities are achieved—
54% vs. 50% at a Tg of 35°C, and 57% vs. 55% at a Tg of –32°C.
In figure 3.9b it can be seen that the material tends from a state of constant total solids
content (for a given binder Tg and compaction state) to a more constant relative alumina

36
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.5c: Measured compaction curve and ejected densities of Tg = –32°C, 4 wt% NBC
system in a 6.34 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.5d: Measured compaction curve and ejected densities of Tg = –32°C, 5 wt% NBC
system in a 6.34 mm diameter die.
density as compaction progresses. The granules begin with total solids contents of ~47.5%–
50%, corresponding to relative alumina densities of ~41–47%. After compaction at
~174 MPa, the range of relative alumina density is down to ~2.5 percentage points. These
trends suggest several interesting conclusions. For given spray drying conditions (and slurry

37
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.6a: Measured compaction curve and ejected densities of Tg = 35°C, 3 wt% NBC system
in a 12.6 mm diameter die.
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.6b: Measured compaction curve and ejected densities of Tg = 6°C, 3 wt% NBC system
in a 12.6 mm diameter die.
dispersion state) the droplets will dry to form granules of constant total solids content re-
gardless of the binder content (within the limits examined in this study). At low to intermediate
compaction stresses, the binder behaves simply as a solid component in the material, i.e., it
does not deform sufficiently to allow a more efficient compaction of the ceramic compo-

38
0.01 0.1 1 10 100 1000Compaction Stress (MPa)
65
60
55
50
45
40
35
30
25
Rel
ativ
e A
lum
ina
Den
sity
(%
)
Figure 3.6c: Measured compaction curve and ejected densities of Tg = –32°C, 3 wt% NBC
system in a 12.6 mm diameter die.
nent. As the binder Tg is lowered, the binder does deform more readily, as expected. This is
evidenced in figure 3.9b by the changing slope of the iso-Tg lines for a given compaction
stress. At high compaction stresses, the binder has deformed sufficiently to produce a sig-
nificant deviation from a constant level of total solids content, tending toward a constant
relative alumina density.
The apparent yield points and stage IV compaction onset points were determined from
the compaction curves and are listed in tables 3.1 and 3.2, respectively. The AYP data agrees
with published results. In samples with extremely low Tg binders, the AYP occurs at low
stresses: ~0.5 MPa at Tg = –32°C. As Tg increases, the AYP also increases; to 3–4 MPa at
Tg = 35°C, in this case.
The stage IV compaction onset points show no statistically significant trend with re-
spect to binder content or binder Tg. The average value is 49.3% NBC with a range of
{46.1, 51.9}. This indicates that granules in the low binder content samples (initial granule
density ~47%) have undergone almost exclusively shear strain to this point in the compac-
tion cycle. Granules in the highest binder containing powder (initial granule density ~41%),

39
however, have experienced a small amount of bulk compression in addition to shear defor-
mation.
Instantaneous Springback
The compaction curve in figures 3.1–3.6 show the in-die density (solid line) as well as
the green density after ejection for all samples. The difference between the two values at a
given compaction stress is due to the instantaneous springback. Figure 3.10a shows the
–30 –15 015 30
Binder Tg ( C) 2
34
5
Nomin
al B
inde
r
Conte
nt (w
t%)
565452
Rel
ativ
e
Alu
min
a
Den
sity
(%)
Figure 3.7: Achievable pellet density: 6.34 mm diameter samples pressed to ~175 MPa.
2 3 4 5 6 7 8Total Binder Content (wt%)
200
175
150
125
100
75
50
25
0
Com
pact
ion
Stre
ss (
MP
a)
T g = 35 C
Tg = –32 C
Tg = 6 C
Figure 3.8: Stress required to achieve 52.9% relative alumina density in a 6.34 mm diameter
die as a function of binder content and binder Tg. (Tg = 35°C, 5% NBC data point
was extrapolated from available compaction curve data up to ~175 MPa.)

40
volumetric springback of the 6.34 mm samples as a function of Tg at various compaction
stresses. For Tg values greater than about –7°C, the sample volumes increase by ~8% after
ejection at all compaction stresses tested. When the Tg is lowered to < –7°C, the amount of
springback decreases to 4–5.5% at Tg = –32°C. The corresponding data obtained from the
12.6 mm diameter samples is shown in figure 3.10b. In this case, the springback at high Tg
values is ~6.3%, dropping off to ~5.2% at Tg = –32°C. Instantaneous springback was inde-
pendent of compaction stress for the larger samples.
The trends observed in figure 3.10 can be interpreted in terms of the stress–strain be-
havior of the binders. At Tg values lower than the usual compaction temperature (22°C) in
this study the binder is easily deformed, while at Tg higher than the working temperature the
binder is quite stiff. In the case of the high Tg samples, regardless of the stress applied to the
pellet, when the stress is released, the pellet expands elastically by approximately the same
amount. In the case of the low Tg samples, elastic springback is dependent on the compac-
tion stress.
The instantaneous volumetric springback is smaller in the larger samples. This can be
explained if a large part of the springback occurs in only a shallow surface layer of the
pellet. If the thickness of this region is independent of sample size, then the springback
relative to the total dimension of the pellet will appear to decrease with increasing sample
size. In addition, the sensitivity to Tg is smaller as evidenced by the 17% decrease in
springback at low Tg compared to the up to 50% decrease in springback at low Tg for the
smaller samples. It also appears that there is no dependence of springback on compaction
stress in the larger samples. It is likely that the sensitivity to compaction stress diminished
to the point where the differences could not be seen in the limited data set obtained for the
12.6 mm diameter samples.
Figure 3.11 shows the relative springback in the axial and radial directions. The equiva-
lent isotropic linear springback, calculated from the volumetric springback, is included for

41
30 35 40 45 50 55 60 65Relative Alumina Density (vol%)
30
25
20
15
10
5
0
Deg
ree
of P
olym
er S
atur
atio
n (v
ol%
)
Compaction Stress
6 MPa
48 MPa
174 MPa
Binder Glass Transition Temperature
During Compaction18 C–32
C
35C
35C
–32C–32
C
Figure 3.9a: Degree of polymer saturation as a function of compact density, binder Tg during
compaction and compaction stress.
30 35 40 45 50 55 60 65Relative Alumina Density (vol%)
70
65
60
55
50
45
40
35
Tota
l Sol
ids
Con
tent
(vo
l%)
Compaction Stre
ss
6 MPa
48 MPa
174 MPa
Binder Glass T
ransition Tem
perature
During Compactio
n
6 C
–32 C
35C
35C
–32C
–32C
Figure 3.9b: Total solids content in granules and compacts as a function of compact density,
binder Tg during compaction and compaction stress.

42
comparison. In the 6.34 mm diameter samples (figure 3.11a), springback in the radial direc-
tion is ~9–13% of the springback in the axial direction. In the 12.6 mm diameter samples
(figure 3.11b), the radial springback is ~25% of the axial springback.
In the 6.34 mm diameter samples, ~89% of the volume change during ejection occurs
due to springback in the axial direction. This is due to the nature of the compaction and
ejection processes. First the compaction stress is removed, allowing the pellet to expand in
the axial direction while it is still constrained in the radial direction. If the pellet contains
enough strain energy to overcome the static friction with the die wall surface, the pellet will
either (i) expand uniformly or (ii) form cracks between the regions which were able to slip
and the regions which were not able to slip (delamination). If the pellet does not contain
enough energy to overcome the die wall friction, the pellet should simply bulge in the cen-
ter. Next, the pellet is ejected from the die by an external force. Since the ejection stresses
force the pellet to overcome the static friction barrier with the die wall, the pellet is now
Table 3.2: Stage IV Compaction Onset
6.34 mm ∅ samples 12.6 mmRelative Nominal Binder Content (%)
Humidity Tg 2 3 4 5 3(%) (°C) Stage IV Onset (Relative Alumina Density, vol%)
0 35 50.0 50.7 46.1 47.9 46.931 18 47.9 49.3 48.9 49.143 6 49.1 49.7 51.4 50.4 49.679 –25 49.8 48.7 49.4 51.597 –32 50.2 48.8 48.7 48.4 51.9
Table 3.1: Apparent Yield Points
6.34 mm ∅ samples 12.6 mmRelative Nominal Binder Content (%)
Humidity Tg 2 3 4 5 3(%) (°C) Apparent Yield Point (MPa)
0 35 3.5 2.8 4.0 4.0 1.531 18 1.5 1.5 2.6 2.643 6 1.3 1.5 1.3 1.6 0.9079 –25 0.70 0.85 0.73 0.6597 –32 0.60 0.38 0.40 0.50 0.28

43
freer to expand axially while still fully constrained radially. At this point, much of the stress
within the pellet has been relieved as strain in the axial direction. When the pellet is finally
expelled, it is free to relieve the remaining stress by expanding in the radial direction. Ra-
dial springback can cause the pellet faces to suddenly shear against the die punch surfaces,
–35 –21 –7 7 21 35Tg ( C)
9
8
7
6
5
4
3
Inst
anta
neou
s Sp
ring
back
(vol
%)
175 MPa
110
MPa
50M
Pa
15M
Pa
Figure 3.10a: Instantaneous volumetric springback on ejection vs. binder Tg and compaction
stress for samples pressed in a 6.34 mm diameter die to an aspect ratio of ~0.5.
–35 –21 –7 7 21 35Tg ( C)
9
8
7
6
5
4
3
Inst
anta
neou
s Sp
ring
back
(vol
%)
Figure 3.10b: Instantaneous volumetric springback on ejection vs. binder Tg and compaction
stress for samples pressed in a 12.6 mm diameter die to an aspect ratio of ~0.4.

44
0 40 80 120 160 200Compaction Stress (MPa)
8
6
4
2
0
Inst
anta
neou
s Sp
ring
back
(%
)
Axial
Radial
EquivalentIsotropic
Figure 3.11a: Example illustrating the anisotropy of instantaneous springback on ejection vs.
compaction stress for 3 % NBC, Tg = 6°C samples pressed in a 6.34 mm diameter
die to an aspect ratio of ~0.5.
0 40 80 120 160 200Compaction Stress (MPa)
8
6
4
2
0
Inst
anta
neou
s Sp
ring
back
(%
)
Axial
Radial
EquivalentIsotropic
Figure 3.11b: Example illustrating the anisotropy of instantaneous springback on ejection vs.
compaction stress for 3 % NBC, Tg = 6°C samples pressed in a 12.6 mm diameter
die to an aspect ratio of ~0.5.
which is necessary for a clean release of the pellet from the punches. If springback is exces-
sive, however, the pellet is more likely to form radial cracks or end-capping defects.

45
0 100 200 300 400 500 600 700Time After Ejection (s)
2.297
2.296
2.295
2.294
Sam
ple
Hei
ght
(mm
)
Figure 3.12: Example raw data and curve fit of the time-dependent strain recovery after ejection.
Example is of Tg = 6°C, 3% NBC system, 6.34 mm diameter pellet compacted at
~175 MPa, relaxation in the axial direction. Fit equation is of the form:
h = h∞-A´·exp(-t⁄τ), where t is the time after ejection, h is the sample height at time = t,
h∞ is the sample height at time = ∞, A´ is the total recoverable time-dependent
strain, and τ is the characteristic relaxation time.
The springback anisotropy is still apparent in the 12.6 mm diameter samples, but the
degree of the anisotropy is reduced relative to the smaller samples. This can also be ex-
plained by the limited region of expansion concept. If the bulk of the pellet changes only
slightly in size, then differences in expansion between the faces of the pellet and the wall of
the pellet will appear less extreme in larger pellets.
Time-Dependent Relaxation
Figure 3.12 shows an example of the data collected showing the time-dependent strain
relaxation that pellets undergo after ejection. Figure 3.13 summarizes the time-dependent
relaxation parameters for pellets pressed at 0, 31, 43, 79 and 97% RH (Tg=35, 18, 6, –25
and –32°C). The data compares the following parameters: 5 wt% vs. 3 wt% nominal binder
content, axial relaxation vs. radial relaxation, and 6.34 mm vs. 12.6 mm diameter pellets.
Figure 3.13a shows the total (normalized) dimensional change (A) of the part after ejection

46
–35 –21 –7 7 21 35Tg ( C)
1600
1280
960
640
320
0
“τ”
Par
amet
er (
s)
3% NBC/6.34 mm/axial5% NBC/6.34 mm/axial5% NBC/6.34 mm/radial3% NBC/12.6 mm/axial
Figure 3.13b: The characteristic relaxation time as a function of binder Tg for various samples as
indicated in the legend. (The “τ” parameter in the function: h = 1-A·exp(-t⁄τ), where
t is the time after ejection, h is the sample height (or diameter) at time = t, A is the
normalized recoverable time-dependent strain, and τ is the characteristic relaxation
time.) Error bars indicate 95% confidence intervals based on 4–7 measurements.
Series are offset for clarity.
–35 –21 –7 7 21 35Tg ( C)
0.020
0.015
0.010
0.005
0.000
–0.005
“A”
Par
amet
er (
dim
ensi
onle
ss)
3% NBC/6.34 mm/axial5% NBC/6.34 mm/axial5% NBC/6.34 mm/radial3% NBC/12.6 mm/axial
Figure 3.13a: The total, fractional, recoverable time-dependent strain as a function of binder Tg
for various samples as indicated in the legend. (The “A” parameter in the function:
h = 1-A·exp(-t⁄τ), where t is the time after ejection, h is the sample height (or diameter)
at time = t, A is the normalized recoverable time-dependent strain, and τ is the
characteristic relaxation time.) Error bars indicate 95% confidence intervals based
on 4–7 measurements. Series are offset for clarity.

47
from the die. It can be seen that the amount of relaxation decreases with decreasing Tg. For
example, the axial relaxation of the 5% NBC pellets decreases from ~1.6% at Tg = 35°C to
~–0.2% at Tg = –32°C (negative relaxation indicates that the observed dimension decreases
with time). The following statements can be made with 95% confidence: there is a differ-
ence in the relaxation behavior between the axial and radial directions, and binder content
and sample size also have an effect. Figure 3.13b shows the corresponding characteristic
relaxation times (τ) for the pellets. In this case there is no discernible trend in the behavior
as a function of any of the parameters considered.
Decreasing the Tg relative to the working temperature reduces the total time-dependent
dimensional change (figure 3.13a). The variability of the relaxation time (figure 3.13b) in-
creases with decreasing Tg but this is most likely an artifact caused by the decrease in the
magnitude of dimensional change. Relaxation in the radial direction is significantly less
than in the axial direction. The arguments used for the similar result for instantaneous
springback can also be applied here.
The amount of binder also has a significant effect on the viscoelastic parameters with
lower binder content samples exhibiting significantly less time-dependent relaxation. How-
ever, the amount of time-dependent relaxation was significantly less for the 12.6 mm diameter
samples as compared to the smaller samples. The limited–expansion–region concept can
also be applied here. One result that is not fully understood is the negative relaxation at the
two lowest Tg values. Though shrinkage of the part in the axial direction was observed in the
previous work, it was complemented an expansion in the radial direction. Further investiga-
tion of this may be necessary while remaining aware that other factors may be responsible
for this result.

48
Summary and Conclusion
This study clearly shows the effects of binder content and binder plasticity on the
compaction behavior of a PVA–containing spray dried ceramic powder and the bulk proper-
ties of the pressed part. When the binder content is increased, the compaction stress required
to attain a specified density increases due to the greater amount of binder which needs to be
deformed and displaced.
Modifying the binder plasticity also has a great effect on the compaction of the pow-
der. When pressing a powder with a binder Tg much lower than the working temperature,
the binder is easily deformed and high green densities can be achieved at moderate stresses.
As binder Tg is increased, it becomes stiffer and more brittle, resulting in the requirement of
a higher compaction stresse to achieve a given density.
Sample size was shown to have a significant effect on compaction of the powder. In the
larger samples, the surface area to volume ratio is smaller than in the smaller samples reduc-
ing the influence of die wall friction on the bulk compaction of the powder.
The dimensional change of the pellets after ejection from the die occurs mainly in the
axial direction and the total dimensional change is dominated by the instantaneous springback.
Factors influencing the amount of time-dependent relaxation include the amount of binder,
the binder plasticity, and the direction in the pellet. The rate at which the pellets were com-
pacted did not have an effect on the relaxation behavior in the range of rates examined.
However, it is likely that a more substantial change in compaction rate would produce a
detectable change in the relaxation behavior.
In order to achieve optimal control over the pellet dimensions for this binder system, it
is desirable to carry out the process between ~20 and 60% RH (26°C ≥ Tg ≥ –10°C). Below
~60% RH, the instantaneous springback is rather large at ~8% but this value is not sensitive
to the compaction pressure or changes in relative humidity (below ~60% RH). For example,

49
if, in a process, a part is mechanically pressed with the powder normally stored and used at
45% RH; if environmental conditions change over time to 35% RH, a higher stress will be
required to achieve the desired density, yet the amount of springback will not have changed
and a similar part will be produced despite the change in RH and compaction stress. At
relative humidities below 20%, however, the time–dependent relaxation can become no-
ticeably large. Depending on the specific application of the product, other factors also need
to be considered. For example, processing at the low end of this relative humidity range
may require more compaction stress to achieve the desired density and will result in less
density gradients, while working at the high end of this range will allow lower compaction
stresses and higher aspect ratio parts, but will also cause larger density gradients.

50
Chapter 4:
A Model for Compaction Curve Prediction
Introduction
Background
Compaction curves such as those shown in chapter 3 are useful tools for qualitative
evaluation of compaction processes. It is possible to compare the compaction efficiencies of
different systems, or of different samples, of the same system under different conditions
(such as temperature and relative humidity). Examining merely one compaction curve, how-
ever, does not reveal the underlying factors responsible for the behavior of the system. Nor
does a compaction curve accurately represent how the interaction between powder and die
wall and the sample size affect the measured stress–strain relationship. These consider-
ations also make it difficult to predict the compaction behavior of a powder under different
conditions.
There are numerous equations available, as discussed in chapter 1, that attempt to de-
scribe the stress–stain relationship during compaction. Many such equations provide a good
fit to experimentally measured data; however, all of these models rely on adjustable param-
eters that have no fundamental physical basis.
At the other end of the spectrum of available compaction models are discrete element
and finite element models (DEM and FEM, respectively). In DEM, the stress state of each
particle in the system and all of the contact forces between them are calculated for each time
or stress increment. Though this approach is mathematically fairly basic, simply the num-
ber of calculations required to simulate a useful sample size often makes the application of
this method impractical. For example: an initially 25% dense, 1 cm3 sample composed of
0.5 µm diameter particles (assuming spherical, monodisperse) contains 3.82×1012 particles.

51
The stress state of each of these particles, and the interaction between them, and between
them and the die wall must be calculated for up to several hundred steps (time or stress
increments). If it is (optimistically) estimated that ten calculations are required per particle
and it would take an efficient algorithm ten computational cycles per calculation, a modern
desktop computer with an average sustained speed of 2 GFLOPS would take over 2 days
per increment—a rate of approximately 165 increments per year. This is clearly a drawback
of this approach.
FEM, on the other hand, treats the sample as a continuum which is divided into a small
number (compared to DEM) of simple geometric elements. For this reason, there is a trac-
table number of elements which need to have their stress state calculated for each time or
stress increment. The disadvantage of this approach is that the mechanical response of the
hypothetical continuum material must be known and must be a sufficiently accurate repre-
sentation of the response of the actual material. The process of simulating the material
requires extensive testing of the actual system, generally requiring large amounts of the
powder, to determine the parameters required for the particular material model used.
The methods mentioned above all have their place and can be extremely informative.
DEM can be applied to reasonably large two-dimensional systems, as well as small three-
dimensional systems, which is useful for some aspects of fundamental research in this area.
Useful results of FEM include the determination of various system characteristics such as
the failure surface, cohesion and the angle of internal friction, and the prediction of density
gradients within the sample.
Overview of Principle
The procedure for modeling compaction described below complements the other avail-
able options. This method takes into account the stress distribution within the sample based
on a theoretical model47 and the frictional force between the powder and die wall which

52
opposes compaction. The basis for the development of this analysis is the assumption that a
given powder system has a certain compaction behavior (represented by a compaction curve)
that is independent of sample size or shape. This intrinsic compaction curve would also be
independent of compaction rate were it not for the presence of organic binder phases, which
have time/rate dependent properties. In the case of a measured compaction curve, the intrin-
sic stress required to compress the sample to a given average density would be the difference
between the actual (applied) stress and the opposing stress developed by friction at the
powder to die wall interface.
In order to calculate the opposing stress, the following parameters must be known: the
friction surface area, the effective powder to die wall friction coefficient (µ) and the magni-
tude of the normal force the powder exerts on the die wall (radial stress). The magnitude of
the normal force at the die wall can be represented by the stress parallel to the die wall (axial
stress) multiplied by the powder fluidity factor (k), which is the ratio of the induced radial
stress to the applied axial stress. The friction surface area is known from the perimeter of
the sample and its height at any given time. The values of k and µ, however, are unknown
and are likely to vary with sample density and applied stress. It will be shown that these two
quantities always appear together in the governing equation as the product, k·µ.
There are, therefore, only two unknown quantities: the intrinsic stress required to achieve
a given density (σz,eff) and the product k·µ. To solve for these quantities, two independent
equations are required. Each equation is based on an experimentally measured compaction
curve; the two curves are for different sized samples of the powder system. By changing the
sample size (e.g., by changing the aspect ratio), the effect of friction at the die wall on bulk
compaction (measured compaction curve) will change; this allows the construction of inde-
pendent equations.
In the course of this analysis the product k·µ—as a function of sample density during
compaction—is determined. Once this relationship is known, an expression for the intrinsic

53
compaction curve can be written. The k·µ relationship is a useful tool in and of itself. It can
be used to evaluate the effectiveness of processing additives such as binders and lubricants.
It is desirable to have this quantity small throughout the compaction cycle; this would indi-
cate that friction between the die wall and powder and/or the normal force on the die wall is
low, resulting in minimal stress gradients within the sample and a very uniform density
green part.
An additional powerful feature of this analysis is the potential to predict the compac-
tion behavior of an arbitrary sized (or shaped) sample of the system. This statement must be
qualified due to limitations of the model describing the stress distribution within the sample.
At extreme aspect ratios or very large sizes, the stress distribution model may fail. For
example, a very long—relative to its diameter—cylindrical sample may form a plug in the
region near the moving ram. This would act more as an extension of the ram rather than a
part of the sample being compacted. Such effects would, of course, disrupt the ability of the
model to determine k·µ and, consequently, σz,eff in the first place. It may be possible, how-
ever, to account for these deviations in the stress distribution function.
Experimental Procedure
Analytical Procedure
This analysis originates with the straightforward assumption that a relationship exists
between an effective stress function (σz,eff) and sample density (ρ) which is the sum of the
applied compaction stress (σz0) and an opposing stress due to friction between the powder
and the die wall (σz,f):
σ σ σz eff z z f, ,= −0 (4.1)
The function σz,eff (shorthand for σz,eff(ρ)) describes the intrinsic compaction behavior of the
powder, i.e., the compaction behavior of the powder in a frictionless die or a die of infinite

54
cross-section. It is clear, since σz,eff is the function to be determined and σz0 is the known
applied stress, that the bulk of this analysis deals with the proper determination of σz,f.
If the shear stress at the powder to die wall interface (σ f ) is known, the stress opposing
compaction (σz,f) can be calculated by adjusting for the difference between the sample wall
area and sample cross-sectional area, which, for the cylindrical geometry used in this analy-
sis is:
σ σz f f
t
R, = 2(4.2)
where t is the sample thickness and R is the sample radius. The shear stress at the powder to
die wall interface is simply:
σ σ µf z R k= ( ) × (4.3)
where σ z R( ) is the average axial stress at r (radial distance from the centerline) = R, k is the
ratio of the induced radial stress to the axial stress and µ is the effective coefficient of
friction between the powder and the die wall. σ z R( ) will be determined using:
σ z z r f z r C z,( ) = ( ) × + ( )2 (4.4)
which describes the axial stress (σz) at any point (z = height from the bottom, fixed, end of
the sample, and r) within a cylindrical sample.47 This model of the stress distribution within
a sample in uniaxial compaction assumes a stress distribution along the centerline of C(z)
with the stress changing radially as the distance from the centerline squared. The magnitude
of the radial change in stress is given by f(z). The two unknown functions (C(z) and f(z))
must be determined.
The function f(z) is determined first by averaging equation 4.4 over the cross-sectional
area:
σπ
πz
R
zR
f z r C z r dr( ) = ( ) × + ( ) ×( )∫122
3
0
(4.5)

55
σ z
R
zR
f z r C z r dr( ) = ( ) × + ( ) ×( )∫22
3
0
(4.6)
σ zr
R
zR
f z r C z r( ) = ( ) × + ( ) ×
=
2 14
122
4 2
0
(4.7)
σ z zR
f z C z( ) = ( ) + ( )2
2(4.8)
where σ z z( ) is the average transmitted axial stress at height z in the sample. Equation 4.8 is
then equated to the following relationship48:
σ σ µz zz
k t z
R( ) = − −( )
0 2exp (4.9)
σ σ µ µz zz
k z
R
k t
R( ) = −
0 2 2exp (4.10)
σ σ µ µz zz
k z
R
k t
R( ) =
−
0 2 2exp exp (4.11)
which is a generally accepted and reasonably accurate approximation of the transmitted
axial stress in a cylindrical sample during uniaxial compaction:
σ σ µ µz zz
Rf z C z
k t
R
k z
R( ) = ( ) + ( ) = −
20
22 2
exp exp (4.12)
By rearrangement and the introduction of the simplification:
C z C( ) ⇒ (4.13)
the function f(z) can be written:
f zR
k t
R
k z
RCz( ) = −
−
2 2 22
0σ µ µexp exp (4.14)
Replacing the function C(z) with a simple constant, C, is in accordance with the theory
behind equation 4.4; there is no shear along the centerline, therefore C(z) must be constant.
In a real system, however, there are local perturbations which invalidate equation 4.13. As a
practical matter for this analysis, though, it remains a reasonable conversion to make. The
value of C must still be determined, or, more practically, written as a universally applicable

56
variable. Substituting equation 4.14 back into equation 4.4 (and further applying the con-
version of equation 4.13) the axial stress distribution within the sample is:
σ σ µ µz zz r
r
R
k t
R
k z
RC C, exp exp( ) = −
−
+2 2 22
20
(4.15)
σ σ µ µz zz r
r
R
k t
R
k z
R
r
RC C, exp exp( ) = −
− +2 2 2 22
20
2
2 (4.16)
σ σ µ µz zz r
r
R
k t
R
k z
RC
r
R, exp exp( ) = −
+ −
2 2 21
22
20
2
2 (4.17)
At the height within the sample at which f(z) becomes zero (z´), equation 4.4 becomes:
σ z z r C′( ) =, (4.18)
Defining z´ as the product of the thickness of the sample and the fractional height within the
sample at which f(z) becomes zero (q):
′ =z qt (4.19)
C can be determined:
σ σ µ µz zz r C
r
R
k t
R
k qt
RC
r
R′( ) = = −
+ −
, exp exp2 2 2
122
20
2
2 (4.20)
Cr
R
r
R
k t
R
k qt
Rz
2 2 2 22
2
2
20= −
σ µ µ
exp exp (4.21)
Ck t
R
k qt
Rz= −
σ µ µ0 2 2
exp exp (4.22)
Substituting equation 4.22 into equation 4.17, the complete form of σz(z,r) can be written:
σ σ µ µ σ µ µz z zz r
r
R
k t
R
k z
R
r
R
k t
R
k qt
R, exp exp exp exp( ) = −
+ −
−
2 2 21
2 2 22
20
2
20
(4.23)
σ σ µ µ µz zz r
r
R
k t
R
k z
R
R
r
k qt
R, exp exp exp( ) = −
+ −
02
2
2
2
2 2 22
12
(4.24)
Thus C has been replaced by the normalized parameter, q. Though q is still technically a
third unknown quantity, it is not necessarily required to determine its value experimentally
for every system. A reasonable value (or function of sample density during compaction)
may be chosen for q based on experience, published values or relevant FEM simulations.

57
Solving equation 4.24 at r = R results in:
σ σ µ µ µz zz R
k t
R
k z
R
k qt
R, exp exp exp( ) = −
−
22 2 1
220
(4.25)
σ σ µ µ µz zz R
k t
R
k z
R
k qt
R, exp exp exp( ) = −
−
0 22
2 2(4.26)
σ σ µ µ σ µ µz z zz R
k t
R
k z
R
k t
R
k qt
R, exp exp exp exp( ) = −
− −
2
2 2 2 20 0(4.27)
which can be averaged over the sample thickness:
σ σ µ µ σ µ µz z z
tR t
k t
R
k z
R
k t
R
k qt
Rdz( ) × = −
− −
∫ 2
2 2 2 20 0
0exp exp exp exp (4.28)
σ σ µ µ σ µ µz z
t
z
tR t
k t
R
k z
Rdz
k t
R
k qt
Rdz( ) × = −
− −
∫ ∫2
2 2 2 20
0
0
0exp exp exp exp (4.29)
σ σ µµ
µ σ µ µz z
z
t
zR tk t
R
R
k
k z
Rt
k t
R
k qt
R( ) × = −
− −
=
22
22 2 20
0
0exp exp exp exp (4.30)
σ σ µµ
µµ
σ µ µz z zR t
k t
R
R
k
k t
R
R
kt
k t
R
k qt
R( ) × = −
−
− −
2
22
22
2 20 0exp exp exp exp (4.31)
σ σµ
µ µ σµ
µ σ µ µz z z zR t
R
k
k t
R
k t
R
R
k
k t
Rt
k t
R
k qt
R( ) × = −
− −
− −
2
22 2
22
2 2 20 0 0exp exp exp exp exp (4.32)
σ σµ
µ σ µ µz z zR t
R
k
k t
Rt
k t
R
k qt
R( ) × = − −
− −
0 012 2 2
exp exp exp (4.33)
σ σµ
σµ
µ σ µ µz z z zR
R
k t
R
k t
k t
R
k t
R
k qt
R( ) = − −
− −
0 0 02 2 2exp exp exp (4.34)
σ σµ
σ µµ
µz z zR
R
k t
k t
R
R
k t
k qt
R( ) = − −
+
0 0 2 2exp exp (4.35)
σ σµ
µµ
µz zR
R
k t
k t
R
R
k t
k qt
R( ) = − −
+
0 2 2exp exp (4.36)
σ σµ µ
µ µ µz zR
R
k t
R
k t
k t
R
k t
R
k qt
R( ) = − −
− −
0 2 2 2exp exp exp (4.37)
Equation 4.37 can now be substituted into equation 4.3:
σ σ µ µ µ µf z
R
t
R
t
k t
Rk
k t
R
k qt
R= − −
− −
0 2 2 2exp exp exp (4.38)

58
Finally, equation 4.38 can be inserted into equation 4.2 which can than be substituted into
equation 4.1:
σ σ σ µ µ µ µz eff z z
k t
R
k t
R
k t
R
k qt
R, exp exp exp= − − −
− −
0 02 12 2 2
(4.39)
σ σ µ µ µ µz eff z
k t
R
k t
R
k t
R
k qt
R, exp exp exp= −
+ −
−
0 22 2 2 2
1 (4.40)
Equation 4.40 is a final, usable form; however, it simplifies matters slightly in this
analysis to make a few substitutions: diameter (d) for radius (R) and sample density (ρ) for
sample thickness (t):
ρπ
= 42
m
d t(4.41)
σ σ µπρ
µπρ
µπρ
µπρz eff z
k m
d
k m
d
k m
d
k qm
d, exp exp exp= −
+ −
−
03 3 3 32
16 16 16 161 (4.42)
Experimental Verification
This analysis was tested by experimentally measuring two compaction curves each of
two compositions, Tg = –25°C, 5 wt% NBC and Tg = 6°C, 3 wt% NBC, and calculating the
k·µ function and the intrinsic compaction curve. All experiments were done in the same
6.34 mm diameter, zinc-stearate lubricated steel die to avoid complications which may have
arisen due to differences in die wall surface finish between two different dies. Figure 4.1
shows the two measured compaction curves for the Tg = –25°C, 5 wt% NBC samples. One
sample used a charge of 0.0705 g powder, producing a pellet with a final aspect ratio (t/d)
of 0.14. The other sample used a 0.3600 g charge, resulting in a pellet with an aspect ratio
of 0.77. For the Tg = 6°C, 3 wt% NBC powder, the two compaction curves were produced
from sample charges of 0.1069 g (AR = 0.23) and 0.3631 g (AR = 0.80).
For each sample, the mass, diameter, q, and the measured compaction curve (σz0(ρ))
were entered into the right-hand side of equation 4.42. In various published articles depict-

59
ing measured and calculated stress or density variations within a cylindrical sample49–52, the
height at which the stress across the entire cross-section appeared most constant was at
approximately two-thirds of the way up the height of the sample from the stationary ram.
Therefore, a value of 0.65 was chosen for q for all calculations. The two resulting equations
(for each powder composition) were set equal to each other and solved for k·µ (as a function
of sample density during compaction). This solution is shown graphically in figure 4.2. The
same procedure applied to the Tg = 6°C, 3 wt% NBC powder resulted in the k·µ solution
shown in figure 4.3.
Substituting the solution for k·µ and one of the original compaction curves (σz0(ρ)) into
equation 4.42 results in an expression for the intrinsic compaction behavior. This compac-
tion curve is shown for the Tg = –25°C, 5 wt% NBC powder in figure 4.4.
1.1 1.3 1.5 1.7 1.9 2.1 2.3 2.5Alumina Density (g·cm–3)
1000
100
10
1
0.1
Com
pact
ion
Stre
ss (
MP
a)
Figure 4.1: Measured compaction curves for Tg = –25°C, 5 wt% NBC samples. The aspect
ratio reported is the final aspect ratio of the pressed pellet. Note that this and all
other compaction curve figures in this chapter plot the compaction stress as a
function of sample density.

60
1.1 1.3 1.5 1.7 1.9 2.1 2.3 2.5Alumina Density (g·cm–3)
1.00
0.75
0.50
0.25
0
k·µ
(dim
ensi
onle
ss)
Figure 4.3: The k·µ solution for Tg = 6°C, 3 wt% NBC samples.
By substituting the expression for the intrinsic compaction curve into the left-hand
side of equation 4.42 and solving for σz0, the following equation results:
σσ ρ
µπρ
µπρ
µπρ
µπρ
zz eff
k m
d
k m
d
k m
d
k qm
d
0
3 3 3 3216 16 16 16
1
=( )
−
+ −
−
,
exp exp exp
(4.43)
1.1 1.3 1.5 1.7 1.9 2.1 2.3 2.5Alumina Density (g·cm–3)
1.00
0.75
0.50
0.25
0
k·µ
(dim
ensi
onle
ss)
Figure 4.2: The k·µ solution for Tg = –25°C, 5 wt% NBC samples.

61
Since σz0(ρ) and k·µ have been determined, all that is required to predict the compaction
curve of the powder for a particular sample size is to enter the sample diameter and mass
into equation 4.43.
Computer Utilization
In addition to the more routine roles of computers, such as compaction curve data
collection with LabVIEW (National Instruments) and data manipulation and preparation in
Excel 98 (Microsoft®), they were indispensable in performing the calculations required for
this analysis. Mathematica® 3.0.1 (Wolfram Research) was used on a Power Macintosh
(Apple Computer) for all calculations.
The algorithm used exactly follows the procedure outlined above. Second, third or
fourth degree polynomial curve fits were used (the lowest required for a particular instance)
in the following three situations: (1) when there was discrete data which needed to be handled
analytically (e.g., the measured compaction curves), (2) when an analytical solution could
not be expressed (e.g., the solution of k·µ as a function of ρ) and (3) to simplify expressions
1.1 1.3 1.5 1.7 1.9 2.1 2.3 2.5Alumina Density (g·cm–3)
1000
100
10
1
0.1
Com
pact
ion
Stre
ss (
MP
a)
Figure 4.4: The two original, measured, compaction curves and the calculated intrinsic
compaction curve for the Tg = –25°C, 5 wt% NBC system.

62
(e.g., the solution for the intrinsic compaction curve). For this reason, results may not be
extrapolated beyond the density limits imposed by the range of the original measured com-
paction curves. The Mathematica® code written for this analysis is listed in the appendix.
Results and Discussion
Evaluation of k·µ
The calculated k·µ curves for the two compositions (figures 4.2 and 4.3) have similar
characteristics. Below sample densities of ~1.8 g·cm–3 (~45% relative alumina density) k·µ
is small and reasonably constant. Above this density, the value of k·µ increases rapidly. In
the low density region, the effective friction coefficient is the dominant factor. At low den-
sities, granules still have a highly curved surface and contact the die wall at small contact
patches. The actual friction surface area is much smaller than the friction surface area calcu-
lated from the sample geometry. Therefore, the effect of friction is calculated for a much
greater area than it actually acts on. This results in a small effective friction coefficient.
Furthermore, the system is sufficiently compliant that the applied stress efficiently com-
presses the sample in the axial direction; the induced radial stress component is therefore
also small.
When the sample density exceeds the initial density of the granules, at approximately
45% density, little intergranular porosity remains. The granule contact patches on the die
wall completely cover the friction surface area calculated from sample geometry. The effec-
tive friction coefficient becomes the actual friction coefficient of the system, which is constant.
Above this density, k·µ is controlled by the powder fluidity factor. As sample density in-
creases at this late stage of compaction, the applied stress becomes decreasingly efficient in
its ability to further compress the sample (as the sample becomes less compliant). This
stress must be redirected and manifests itself as an increasing radial stress component.

63
The difference in the k·µ functions between the two powder compositions is due to the
differences in the amount and the characteristics of the binder system. The Tg = –25°C,
5 wt% NBC system is more adhesive and more easily deformed than the Tg = 6°C, 3 wt%
NBC system. These characteristics conspire to increase both the friction coefficient and the
induced radial stress. The results of this analysis do not contradict the results discussed in
chapter 3 (lower Tg binder compositions allow higher density pressed parts at a given com-
paction stress). Analysis of the k·µ data expands the understanding of the process and indicates
that low Tg systems will contain more extreme density variations than their high Tg counter-
parts.
Compaction Curve Prediction
The predictive ability of this analysis is illustrated in figures 4.5 and 4.6 (Tg = 6°C,
3 wt% NBC powder and Tg = –25°C, 5 wt% NBC powder, respectively). Figure 4.5 shows
the predicted (unbroken curve) and measured (dashed curve) compaction curves superim-
posed on the two initial compaction curves and the calculated normalized compaction curve.
1.1 1.3 1.5 1.7 1.9 2.1 2.3 2.5Alumina Density (g·cm–3)
1000
100
10
1
0.1
Com
pact
ion
Stre
ss (
MP
a)
CalculatedMeasured
Figure 4.5: The black curves illustrate the predictive ability of this analysis for the Tg = –25°C,
5 wt% NBC system. The solid line is the calculated compaction curve; the dashed
line is the experimentally measured compaction curve for the same conditions.

64
1.1 1.3 1.5 1.7 1.9 2.1 2.3 2.5Alumina Density (g·cm–3)
1000
100
10
1
0.1
Com
pact
ion
Stre
ss (
MP
a)
CalculatedMeasured
Figure 4.6: The normalized compaction curve (single curve in magenta) and predicted
(unbroken curves) and corresponding measured (dashed curves) compaction curves
for the Tg = 6°C, 3 wt% NBC system.
The test sample used a charge of 0.1417 g powder, which produced a pressed pellet with an
aspect ratio of 0.30.
Figure 4.6 shows the calculated and measured compaction curves for four test samples
of the Tg = 6°C, 3 wt% NBC powder, as well as the intrinsic compaction curve calculated
for this system. The four test samples had masses and resulting pellet aspect ratios of 0.1509 g
(AR = 0.32), 0.2113 g (AR = 0.45), 0.2671 g (AR = 0.57), and 0.3126 g (AR = 0.67).
For all five test samples (one for the Tg = –25°C, 5 wt% NBC composition and four for
the Tg = 6°C, 3 wt% NBC composition) the correlation coefficients of the predicted com-
paction curves are greater than 0.999 over the entire modeled range and greater than 0.99 at
compaction stresses above 100 MPa.
Summary and Conclusion
A method has been developed to analyze the compaction of a powder system which
complements other available methods such as DEM, FEM and simple curve fitting. The
current method uses the curve fitting of measured compaction curves only to allow analyti-

65
cal manipulation of the initially discrete data. This analysis is based on an equation describ-
ing the stress–density relationship of a system in uniaxial compression. The parameters of
this equation are the sample mass, size, q (the fractional height within the sample at which
the transmitted axial stress is not a function of radial position), the product of the effective
friction coefficient and the powder fluidity factor (k·µ), and the intrinsic compaction curve
of the powder (σz,eff).
Since the sample mass and size are known and an appropriate value is chosen for q,
there are two unknown quantities: (k·µ) and σz,eff. Two independent equations can be created
to solve for these quantities by experimentally determining compaction curves of two dif-
ferent sized samples of the system. The product k·µ, as a function of sample density during
compaction, is calculated first. This quantity can be used to evaluate and compare the ef-
fects of system parameters—such as binder content and properties—on compaction. In
particular, this parameter predicts the propensity of the powder to produce density gradients
within the pressed part.
With k·µ known, it is possible to calculate the intrinsic compaction curve of the pow-
der. This function describes the stress–density relationship of the powder as would be observed
in a frictionless, or infinite cross-sectional area, die. Combining the intrinsic compaction
curve function and the k·µ function in the governing equation allows the prediction of com-
paction curves of the system for arbitrary sized samples (within limits, as discussed above).
There are other factors which may influence the results of this analysis; factors which
are generally always concerns in compaction. Examples include the compaction rate, gran-
ule size distribution and die fill density and homogeneity. Compaction rate is always a
factor when a system component has time/rate dependent mechanical properties, as is the
case with viscoelastic polymer binders. Furthermore, at the high compaction rates generally
seen in industrial production, the heat generated can dramatically change the deformation
response of the binder phase. This type of effect could, in theory, be accounted for within

66
the expression for the intrinsic compaction curve (simply by performing the measurements
at the desired compaction rate). The k·µ data, however, would become difficult to interpret
since both k and µ would be changing internally (i.e., due to the heat as well as the compac-
tion process).
Care must be taken to provide identical initial conditions for the compaction curve
measurements to be used in this analysis. This means the initial die fill should be homoge-
neous and consistent for the different measurements. Since this is often achieved by vibrating
or tapping the filled mold, having a wide granule size distribution can easily lead to die fill
inhomogeneities. If significant density gradients are present from the outset, the stress dis-
tribution model would no longer be valid, disrupting the analysis. If the two samples have
grossly different fill densities, the intrinsic compaction curve would not be constant be-
tween the two samples and physically unrealistic values of k·µ (i.e., < 0 or > 1) would result.
When properly implemented, this is an excellent analytical method for evaluating com-
paction systems. It has the advantages of being relatively easy and rapid. Only two simple
experiments are necessary and the computational demands are low. Additionally, the mea-
surements done on the powder are representative of the final application—i.e., the
measurements required to characterize uniaxial compaction are done by uniaxial compac-
tion. It is also possible to expand the analysis to predict the compaction response for other
sample geometries and to incorporate additional information from other methods or mea-
surements to refine the analysis (e.g., to allow the separation of k and µ).

67
Chapter 5:
Green Strength and Granule Strength Modeling
Introduction
Green Strength
An important characteristic of green ceramic parts is their strength. A green part must
be strong enough to support itself, survive the strain on ejection and remain intact during
handling for further processing steps—which may include machining in some instances. A
compact made of a raw ceramic powder would be held together by moisture bridges and/or
weak surface forces (i.e., van der Waals) in a manner identical to that responsible for the
formation of loose aggregates in submicron powders. The strength of a compact formed of
a binder-containing powder, however, emanates from the adhesive strength between the
binder phase to the ceramic particles, the strength of the binder phase and the strength of
binder to binder interfaces.
Since it is not possible—with few exceptions—to use a standard tensile test specimen
for ceramics in any state, the diametral compression test was used to determine the strengths
of the cylindrical samples.40 A further complication to be considered when attempting to
compare the green strengths of all powder compositions in this study involves the fact that
the variation in binder properties in the range of Tg values used will have a massive influence
on the measured strengths. It was decided that after the production of the samples—at the
various binder Tg values—for strength testing, to condition the samples at a common rela-
tive humidity prior to strength testing. This was done, and a relative humidity of 43%
(Tg = 6°C) was chosen for this purpose, for several reasons. First: it was desired to observe
the effect of varying binder properties during compaction—measuring the green strengths
with the binder properties still varied would result in observing the intrinsic effect of the

68
binder properties on the strength measurement as well as the effect of the binder character-
istics on compaction. Second: the binder at this Tg is stiff enough to prevent the sample from
experiencing excessive shear strain prior to tensile failure and pliant enough to eliminate
stress concentrations due to minor irregularities in the contacts between the sample and the
test apparatus (platens). Finally: by choosing a moderate relative humidity minimized the
difference between the relative humidity at which the samples were conditioned and the
ambient conditions during testing; there was less concern for doing the testing rapidly to
avoid changes in the binder properties during testing.
Granule Strength Modeling
There are several user adjustable granule characteristics, for a given raw ceramic pow-
der, which will affect compaction behavior. Among these parameters are granule size and
density, binder content, binder type and binder properties. Granule density can be adjusted
by the selection and amount of dispersant used. Binder properties are generally fixed by the
user’s selection of binder type and amount, but they can be unintentionally affected by
factors such as relative humidity and working temperature.
Since the bulk of compaction occurs by deformation and/or fracture of the granules to
fill the intergranular voids, it would be beneficial to use granules with mechanical proper-
ties suited to this purpose. To this end, it would be invaluable to be able to characterize the
granules during the compaction process.
Mechanical testing of individual granules is a possibility; however, there are difficul-
ties associated with this approach. Since the granules are small and fragile, specialized
equipment may be necessary for handling and testing. Another factor to be considered is the
fact that the average spray dried powder will contain a distribution of granule sizes and,
therefore, a distribution of granule properties. In order to obtain useful data, a large number
of individual granules would need to be tested with corrections made for granule size.

69
The method discussed below allows the testing of thousands of granules with rela-
tively few experimental samples. The average strengths of free granules are determined,
and the development of granule strength and the evolution of intergranular bond strength
during the compaction cycle are shown.
Experimental Procedure
Green Strength
Before measuring the green strengths of the pellets, the pellets were equilibrated at
43% RH (Tg = 6°C) to eliminate the effect of the binder characteristics on strength, and thus
learn how the binder properties affected the compaction process. Strength was determined
by the diametral compression method in a universal testing machine (Instron 4202). The
pellets were placed on edge between the platens and compressed at 0.5 mm·min–1. The
tensile strength (σ) of the pellets is related to the load at failure (F) by
σπ
= 2F
dt(5.1)
where d = pellet diameter and t = pellet thickness.40
Granule Strength Modeling
The basis of this analysis is the assumption that the green strength of a pellet is an
appropriate combination of the strength of the binder bonding ceramic particles together
and the adhesive strength between two binder surfaces. These two quantities are directly
related to intragranular (i.e., granule, or particle–particle bond) strength and intergranular
(i.e., granule–granule) bond strength, respectively. A mathematical expression of this is:
σ σ σp b b g gx f x x f x x( ) = ( ) × ( ) + ( ) × ( ) (5.2)

70
where σp is the measured pellet green strength, σb is the intergranular bond strength compo-
nent, σg is the intragranular (granule) strength component, fb(x) and fg(x) are coefficients of
the component strengths, and x is an appropriate independent variable.
The appropriate quantity for the independent variable is the fractional amount of the
mode of fracture (inter– vs. intragranular) seen in a sample broken in tension. This leads to
the definition of the coefficient functions for the two strength components as the fractional
amount of the corresponding fracture mode:
σ σ σp b gx x x x x( ) = × ( ) + −( ) × ( )1 (5.3)
where x is now the fractional area of intergranular fracture (fracture between granules) of
the fracture surface. To complete the analysis, the function σp(x) must be experimentally
determined and deconvoluted to produce the component strength functions, σb(x) and σg(x).
Four series of pellets were produced as described in chapter 3 and their green strengths
measured as described above. The tested series consisted of binder Tg = 6°C with 2, 3, 4,
and 5% NBC. Samples were pressed to a maximum stress of ~175 MPa and a minimum
stress as low as ~6 MPa. This provided the wide range of sample strengths necessary for
this analysis.
The next step was to determine the relative amounts of inter– and intragranular frac-
ture modes of the pellets (figure 5.1). Low magnification electron micrographs were taken
of the pellet fracture surfaces (figure 5.2a). These images were analyzed in a commercial
image editing application (Adobe® Photoshop®) on a personal computer by manually chang-
ing the areas determined to be intragranular fracture to pure black. The software could then
transform the remaining area to pure white. The area fraction of intra– and intergranular
fracture was then automatically determined from the relative number of black and white
pixels representing intra– and intergranular fracture (figure 5.2b).

71
Results and Discussion
Green Strength
Figure 5.3a shows the strength of the pellets pressed to the highest load (~175 MPa),
and figure 5.3b shows the strength of pellets of the same density (52.9%). Both plots show
approximately the same trend of higher binder content, lower Tg systems producing stron-
ger parts. This means a binder which is compliant during compaction will produce more
intimate contact between granules and between particles, i.e., the more binder present and
the softer it is during pressing, the stronger the part.
The lower Tg binder is more easily deformed than the higher Tg compositions resulting
in more efficient deformation and compression of the granules. This, in turn, results in
larger and more confluent contact patches between granules. Add to this the fact that the low
Tg binder, under these conditions, is sufficiently self-adhesive to produce strong bonding
between granules. In the opposite case of the high Tg compositions, the binder does not
deform plastically easily and it is not as adhesive. This results in less-intimate contact patches,
possibly less overall contact area between granules due to fracture and intrinsically weaker
bonding between the granules.
Figure 5.1: High magnification micrograph of a pellet fracture surface clearly showing the
difference between intergranular fracture and intragranular fracture.
IntragranularIntragranularFractureFracture
IntergranularIntergranularFractureFracture
50 µm

72
Granule Strength Modeling
Plotting percent intergranular fracture vs. pellet green strength reveals a trend that can
be fit to a quadratic equation (figure 5.4). In the absence of evidence to the contrary, it was
most reasonable to assume that the quadratic relationships were composed of the sum of
simpler functions (lower order polynomials). Having postulated this, it remains to deter-
Figure 5.2: a) Representative pellet fracture surface micrograph showing the two different
fracture modes. b) Analysis of the fracture surface showing intergranular fracture
(white) and intragranular fracture (black).
a)
200 µm
b)
200 µm

73
–30 –15 015 30
Binder Tg ( C) 2
34
5
Nomin
al B
inde
r
Conte
nt (w
t%)
300020001000
0St
reng
th(k
Pa)
20001000
0–30 –15 015 30
Binder Tg ( C) 2
34
5
Nomin
al B
inde
r
Conte
nt (w
t%)
Stre
ngth
(kPa
)
Figure 5.3: Pellet green strengths at 43% RH (Tg = 6°C): a) compacted to ~175 MPa and b)
compacted to 52.9 % relative alumina density.
mine the two component linear functions for each composition. This transformation can be
done analytically and exactly:
a a x a x x m x b x m x bb b g g0 1 22 1+ + = +( ) + −( ) +( ) (5.4)
where the a coefficients are known and mb, bb, mg, and mb are to be determined.
There are an infinite number of solutions to equation 5.4. By applying knowledge of
the behavior of the system at certain points, it becomes possible to find the proper unique
solution. The following points on the quadratic curve are known: (1) at 0% intergranular
fracture (the pellet fractures entirely through granules) σp = σg, (2) at 100% intergranular

74
0 0.5 1.0 1.5 2.0 2.5 3.0 3.5Pellet Green Strength (MPa)
100
80
60
40
20
0
Inte
rgra
nula
r F
ract
ure
Are
a (%
)
Figure 5.4: Intergranular fracture vs. pellet green strength (R2 ≥ 0.95)
fracture, σp = 0 because granules have not fused, therefore σb = 0, and (3) at 50% inter-
granular fracture the pellet is as likely to fracture between granules as it is to fracture through
granules, therefore σp = σg = σb.
The overall strength vs. percent intergranular fracture curve is shown with the two
component lines in each of the plots in figure 5.5. It can be seen that both intergranular bond
strength and intragranular (granule) strength increase as compaction progresses. Intragranular
strength increases due to compaction of the granules and is equivalent to the sample strength
at full compaction. Intergranular bond strength increases from 0 (loose powder) to a value
significantly higher than the pellet strength at full compaction. This value is necessarily
greater than the fully compacted pellet strength as evidenced by the absence of intergranu-
lar fracture at this extreme. The increase in intra– and intergranular strength is a result of the
granules being fused together and the increasing contact area between them as they deform
to fill intergranular voids.

75
At the 100% intergranular fracture point, no compaction or granule fusion has taken
place, and the intragranular strength function takes on the value of the average free granule
strength. The free granule strengths thus determined are listed in table 5.1; the correspond-
ing apparent yield points are repeated in table 5.1 for comparison. It is interesting to note
that the calculated free granule strength is significantly less than the apparent yield point
0 20 40 60 80 100Intergranular Fracture (%)
Ele
men
t St
reng
th (
MP
a)
4.5
4.0
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
Figure 5.5b: Green strength deconvolution for the 3 wt% NBC, Tg = 6°C samples.
0 20 40 60 80 100Intergranular Fracture (%)
Ele
men
t St
reng
th (
MP
a)
4.5
4.0
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
Figure 5.5a: Green strength deconvolution for the 2 wt% NBC, Tg = 6°C samples.

76
0 20 40 60 80 100Intergranular Fracture (%)
4.5
4.0
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
Ele
men
t St
reng
th (
MP
a)
Figure 5.5c: Green strength deconvolution for the 4 wt% NBC, Tg = 6°C samples.
0 20 40 60 80 100Intergranular Fracture (%)
4.5
4.0
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
Ele
men
t St
reng
th (
MP
a)
Figure 5.5d: Green strength deconvolution for the 5 wt% NBC, Tg = 6°C samples.
measure. For the examples shown in figure 5.5, the calculated free granule strengths are
between 0.27 and 0.90 times the observed apparent yield point. This difference is largely
due to the difference in the stress state during the measurement. In the current analysis,
granules experience a uniform tensile stress at the failure plane. When determining the
apparent yield point, granules are subjected to multiple contact forces resulting in a com-

77
Table 5.1: Granule Yield Points and Granule Strengths of Tg = 6°C (43 %RH) Samples
GranuleNBC TBC Apparent Yield Point Strength
(wt%) (wt%) (MPa) (MPa)2 2.61 1.3 0.353 3.63 1.5 0.454 4.46 1.3 1.175 5.54 1.6 1.21
plex stress state with significant shear stresses and little true tensile stress. Failure under
such different conditions would not be expected to occur at the same stress.
Summary and Conclusion
Modifying the binder plasticity has a large effect on green strength. When pressing a
powder with a binder Tg much lower than the working temperature, the binder is easily
deformed and adhesion between binder surfaces is sufficient to provide good bonding be-
tween granules. As binder Tg is increased, its surface becomes less active resulting in poor
bonding between granules during compaction. Binder content plays an equally significant a
role for green strength. While increasing binder content does not intrinsically increase the
binder strength, the true bonded surface area is increased resulting in a higher observed
strength. These two parameters also reinforce each other: the effect of changing Tg is greater
at higher binder content, and the effect of binder content is greater when working high
above the Tg.
A method has been developed to calculate granule strength and intergranular bond
strength throughout the compaction cycle, including the pre-compaction (“free”) granule
strength. Relatively few samples are required to measure the average properties of thou-
sands of individual granules. Granule strength measurements are for failure in tension; this
complements the often-reported apparent yield point measurement, in which the granule
yields plastically under a very complex stress field. From the results available here, it is not

78
possible to state a relationship between these two measures of granule strength with cer-
tainty.

79
Chapter 6:
Conclusion
Summary and Conclusions
Several aspects of the uniaxial compaction of granulated ceramic powders were ad-
dressed. A series of spray dried alumina powders were produced with various binder (PVA)
contents; these powders were further conditioned to provide a wide range of binder Tg. A
systematic study of the behavior of this model powder system was done in which the com-
paction efficiency, springback, time-dependent relaxation, and resultant green part strength
were measured. As binder content was increased, the compaction stress required to attain a
specified density increased due to the greater amount of binder which needed to be de-
formed and displaced. A higher binder content powder, however, produced a stronger part
due to increased binder volume connecting the ceramic particles.
Adjusting binder plasticity also was shown to have a great effect on the compaction of
the powder and green part strength. When pressing a powder with a low Tg binder, the
binder was easily deformed and high green densities were achieved at moderate stresses.
Such a binder would tend to conform to particle surfaces, leading to a high strength green
part. As binder Tg was increased, it became stiffer and brittle, requiring higher compaction
stresses to achieve a given density.
Binder content also significantly affected green strength. While increasing binder con-
tent does not in itself increase the binder strength, the true bonded surface area was increased
resulting in a higher effective strength. The two parameters of binder content and binder Tg
were also found to reinforce each other: the effect of changing Tg was greater at higher
binder content, and the effect of binder content was greater when working high above the
Tg.

80
The dimensional changes pellets experienced after ejection from the die was domi-
nated by instantaneous springback in the axial direction. Factors influencing the amount of
time-dependent relaxation were: the binder content, the binder plasticity, and the direction
in the pellet.
Sample size was shown to have a significant effect on powder compaction. In larger
samples, the surface area (in contact with the die wall) to volume ratio was smaller than in
smaller samples, reducing the influence of die wall friction on the bulk compaction of the
powder. To address this effect, a technique was developed which allowed the determination
of the intrinsic compaction behavior of a powder. In this analysis compaction curves were
measured of a powder pressed to two different sample sizes. The effect of die wall friction
was calculated, which could be subtracted from the measured compaction data. With the
intrinsic compaction behavior of the powder and the effect of die wall friction both quanti-
fied, it became possible to predict the compaction behavior of the powder for different
sample sizes. Compaction curves calculated in this manner for various sample sizes were
shown to match experimentally measured compaction curves with correlation coefficients
greater than 0.99. This is an excellent analytical method for evaluating compaction systems.
It has the advantages of being relatively easy and rapid. A minimum of only two straightfor-
ward experiments are necessary and the computational demands are low. Additionally, the
measurements done on the powder are representative of the final application—i.e., the mea-
surements required to characterize uniaxial compaction are done by uniaxial compaction.
A method was introduced which allows the measurement of average granule strength
as well as granule strength and intergranular bond strength during the compaction cycle.
Relatively few samples are required to measure the average properties of thousands of indi-
vidual granules. Granule strength measurements are for failure in uniform tension which
complements the often-reported apparent yield point measurement, in which granules yield
plastically under a complex stress field. Not unexpectedly, these two methods produced

81
very different values with the granule strength being significantly lower than the apparent
yield point.
Recommendations for Future Work
There are other parameters which may affect compaction which were kept constant in
this analysis. For example, only a narrow size distribution of granules was used in this work
in order to minimize granule size and granule size distribution effects. These parameters
were expected to have an effect and it would be informative to repeat this entire study with
different granule size ranges of this system.
Another important parameter is compaction rate. Youshaw and Halloran12 clearly ob-
served a significant difference in compaction response when changing the compaction rate
by one order of magnitude. No such difference was seen in this study when the compaction
rate was changed over the same range. It is the nature of the materials used to have time- or
rate-dependent properties and additional study in this area would be beneficial, especially at
very high compaction rates. An additional concern at extremely high compaction rates is
that the heat generated can dramatically change the deformation response of the binder
phase. In the compaction curve normalization analysis, this type of effect could be accounted
for within the expression for the intrinsic compaction curve (simply by performing the
measurements at the desired compaction rate). The k·µ data, however, would become diffi-
cult to interpret since both k and µ would be changing internally (i.e., due to heating as well
as the compaction process).
It should also be possible to expand the predictive ability of the compaction curve
normalization analysis to include other sample geometries. This technique may also be
used in conjunction with other methods to refine the analysis. For example, experimental
techniques are available that measure sample ejection force. Such measurements could be
made at a series of confining pressures from which the friction coefficient may be calcu-

82
lated and correlated to corresponding points during a compaction cycle. With the powder/
die wall friction coefficient known, it would become possible to separate k and µ.
Finally, it is necessary to further develop the mathematical aspect of the method de-
scribed to measure granule and intergranular bond strengths. Currently, it is assumed that
the fracture surface of the pellet is a plane. This is obviously not the case in reality. The two
different fracture modes each produce different types of fracture surfaces. Intragranular
fracture sites may have a roughness on the order of a few times the primary particle size
(~0.5 µm, in the system studied) and, potentially, some larger scale curvature due to the
influence of surrounding intergranular fracture sites. Depending on the level of accuracy
desired, it may still be acceptable to treat intragranular fracture sites as planes. Intergranular
fracture sites, however, almost necessarily deviate significantly from the hypothetical frac-
ture plane by an amount on the order of the granule size (~100 µm, in the system studied).
Furthermore, the contact patches between granules that separate during fracture are most
often not even parallel to the hypothetical fracture plane. The chaotic nature of the fracture
surface needs to be taken into account in the analysis. This adjustment is expected to have a
significant, but not gigantic, effect on some of the results obtained from this analysis.

83
Appendix:
Mathematica® Code
In[2]:=
First Step: Set the directory
this file and the two compaction curve files are in
SetDirectory "MacInbob:Documents:Robert Carneim:Work:Current
Work:Data Analysis:Instron:1 4˝ 0.5mm min FCM" ;

84
In[3]:=
Select low density cutoff
ldco 1.1
Out[3]= 1.1
In[4]:=
Select definition for q : constant or f
qtemp .65;
In[5]:=
Compaction curve data file format:
tab delimited
file names: CC1.td and CC2.td
data format:
Col1 Col2
R1 mass diameter
R2 stress density
R3 stress density
Rn stress density
be consistent with units: i.e.,mass in grams,
diameter in centimeters, density in g cm^3, Stress is seperate
and will work for whatever units you want; MPa is prefered.
Make CC1.td the one which goes to
the higher density smaller mass or larger diameter
Definitions of symbols used, in order of appearance:
ldco: low density cutoff selected by user, based on experience
qtemp: future definition of q,
the fractional height in the pellet of the constant stress plane
selected by user as either a constant or a function of density,
based on experience
cc1r and cc2r: arrays containing the
raw data files read in from the tab delimited files,
these include the masses and diameters in the first rows
m1, m2,
d1 and d2: masses and diameters of the two samples consistent units
cc1t1 and cc2t1:
cc1r and cc2r without the masses and diameters temporary
cc1t2 and cc2t2:
placeholdes while cropping low and high ends temporary
cc1 and cc2: arrays containing
the useable portions of the compaction curve data
hdco: high density cutoff highest density in cc1 and cc2
cc1l and cc2l: lengths of cc1 and cc2
cc1i and cc2i: inverses of cc1 and cc2 switch columns

85
cc1ilog and cc2ilog: cc1i and cc2i with Log 10,stress relacing stress
cc1log and cc2log: cc1 and cc2 with Log 10,stress relacing stress
1log and 2log : curve fits of cc1ilog and cc2ilog
1 and 2: 10^ 1log and 10^ 2log
r: die radius d 2 consistent units
t: pellet thickness,
defined in terms of mass, diameter and density consistent units
m: ceramic mass of pellet consistent units
d : generic die diameter consistent units
: pellet density consistent units
zeff: the main equation for the effective stress,
generic at this point
: product of k
fluidity index and powder wall friction coefficient
zeff1 and
zeff2: specific effective stress equations for the two samples
q : gets defined here qtemp
zeffd : difference of the two equations zeff1 zeff2
fit: array of vs density
fun : curve fit of fit
zeff1s and zeff2s: solved effective stress equations,
should be equivalent
fitlog: array of Log 10, zeff1s vs. density
fit: 10^ fitlog
funlog: curve fit of fitlog
In[6]:=
This reads the files
cc1r ReadList "CC1.td", Number, Number ;
cc2r ReadList "CC2.td", Number, Number ;

86
In[7]:=
This defines the masses and diameters for the two cases
Check to make sure they are correct
m1 cc1r 1, 1
d1 cc1r 1, 2
m2 cc2r 1, 1
d2 cc2r 1, 2
Out[7]= 0.107
Out[8]= 0.634
Out[9]= 0.363
Out[10]= 0.634
In[11]:=
This drops the mass and diameter from the raw data files
cc1t1 Delete cc1r, 1 ;
cc2t1 Delete cc2r, 1 ;

87
In[12]:=
Crops high end to highest
common stress and low end to specified density ldco
If First Last cc1t1 First Last cc2t1 ,
While First Last cc1t1 First Part cc2t1, 2 ,
cc2t2 Delete cc2t1, 1 ;
cc2t1 cc2t2 ,
While First Part cc1t1, 2 First Last cc2t1 ,
cc1t2 Delete cc1t1, 1 ;
cc1t1 cc1t2
cc1t2 .;
cc2t2 .;
While Last First cc1t1 ldco,
cc1t2 Delete cc1t1, 1 ;
cc1t1 cc1t2
While Last First cc2t1 ldco,
cc2t2 Delete cc2t1, 1 ;
cc2t1 cc2t2
cc1t2 .;
cc2t2 .;
cc1 cc1t1;
cc2 cc2t1;
cc1t1 .;
cc2t1 .;
hdco Max Last Last cc1 , Last Last cc2
General::spell1 : Possible spelling error: new symbol name "hdco" is
similar to existing symbol "ldco".
Out[15]= 2.431

88
In[18]:=
Create
inverse and inverse log stress arrays of the compaction curve data
cc1l First Dimensions cc1 ;
cc2l First Dimensions cc2 ;
cc1i Array dummy1, cc1l, 2 ;
cc1ilog Array dummy2, cc1l, 2 ;
cc1log cc1;
dummy3 1;
While dummy3 cc1l 1,
cc1i dummy3, 1 cc1 dummy3, 2 ;
cc1i dummy3, 2 cc1 dummy3, 1 ;
cc1ilog dummy3, 2 Log 10, cc1i dummy3, 2 ;
cc1ilog dummy3, 1 cc1i dummy3, 1 ;
cc1log dummy3, 1 cc1ilog dummy3, 2 ;
dummy3
cc2i Array dummy4, cc2l, 2 ;
cc2ilog Array dummy5, cc2l, 2 ;
cc2log cc2;
dummy3 1;
While dummy3 cc2l 1,
cc2i dummy3, 1 cc2 dummy3, 2 ;
cc2i dummy3, 2 cc2 dummy3, 1 ;
cc2ilog dummy3, 2 Log 10, cc2i dummy3, 2 ;
cc2ilog dummy3, 1 cc2i dummy3, 1 ;
cc2log dummy3, 1 cc2ilog dummy3, 2 ;
dummy3
In[20]:=
Load curve fitting package
Statistics`NonlinearFit`

89
In[21]:= 1logtemp NonlinearRegress cc1ilog, a0 a1 a2 ^2 a3 ^3,
, a0, 1 , a1, 1 , a2, 1 , a3, 1 , ShowProgress False,
MaxIterations 1000,
PrecisionGoal 15,
AccuracyGoal 15,
RegressionReport BestFit, BestFitParameters, EstimatedVariance ;
2logtemp NonlinearRegress cc2ilog, a0 a1 a2 ^2 a3 ^3,
, a0, 1 , a1, 1 , a2, 1 , a3, 1 , ShowProgress False,
MaxIterations 1000,
PrecisionGoal 15,
AccuracyGoal 15,
RegressionReport BestFit, BestFitParameters, EstimatedVariance ;
1log Last First 1logtemp
2log Last First 2logtemp
1 10^ 1log;
2 10 ^ 2log ;
Out[21]= 3.16815 4.70777 2.08147 2 0.439008 3
Out[22]= 2.71664 4.09004 1.87138 2 0.4471 3
In[24]:= ListPlot cc1ilog
ListPlot cc2ilog
Plot 1log, 2log , , ldco, hdco , PlotRange All
Show %, %%, %%%
1.2 1.4 1.6 1.8 2.2 2.4
0.5
1
1.5
2
Out[24]= Graphics

90
1.2 1.4 1.6 1.8 2.2
0.5
1
1.5
2
Out[25]= Graphics
1.2 1.4 1.6 1.8 2.2 2.4
0.5
1
1.5
2
2.5
Out[26]= Graphics
1.2 1.4 1.6 1.8 2.2 2.4
0.5
1
1.5
2
2.5
Out[27]= Graphics

91
In[28]:=
Main Equation
r d 2;
t 4 m d 2 ;
zeff Simplify
z z 2 t r r t r t Exp 2 t r Exp 2 t r Exp 2 q t r
Out[28]= z 1 2 E16 md3
16 E16 m 1 q
d3 md3
In[29]:=
The two effective stress equations are defined
z 1;
m m1;
d d1;
zeff1 Simplify zeff
z .;
m .;
d .;
z 2;
m m2;
d d2;
zeff2 Simplify zeff
z .;
m .;
d .;
Out[29]= 100.439008 1.05651 6.83065 3.6848 2
1 2 E2.13839 2.13839 E
2.13839 1 q
Out[30]= 100.4471 1.03041 5.89682 3.15518 21 2 E
7.25452 7.25452 E7.25452 1 q
In[33]:=
define difference equation
zeffd zeff2 zeff1
Out[33]= 100.439008 1.05651 6.83065 3.6848 21 2 E
2.13839 2.13839 E2.13839 1 q
100.4471 1.03041 5.89682 3.15518 21 2 E
7.25452 7.25452 E7.25452 1 q

92
In[34]:=
Plot for visualization
q qtemp;
Plot3D zeffd, ,ldco,hdco , ,0,1
ContourPlot
zeffd , , ldco, hdco , , 0, 1 , Contours 0 , PlotPoints 31
1.2 1.4 1.6 1.8 2 2.2 2.40
0.2
0.4
0.6
0.8
1
Out[34]= ContourGraphics
In[35]:=
make array of vs.
dummy7 1;
.;
fit Array dummy8, 20, 2 ;
While dummy7 21,
fit dummy7, 1 ldco dummy7 1 hdco ldco 19 ;
fit dummy7, 1 ;
fit dummy7, 2 Last Last FindRoot zeffd 0, , 0, 0, 1 ;
dummy7

93
In[36]:= ListPlot fit, PlotRange All
1.2 1.4 1.6 1.8 2.2 2.4
0.1
0.2
0.3
0.4
0.5
Out[36]= Graphics
In[37]:=
curve fit previous array
.;
fun .;
fun NonlinearFit fit,
a0 a1 a2 ^2 a3 ^3, , a0, a1, a2, a3 , ShowProgress False,
MaxIterations 1000,
PrecisionGoal 15,
AccuracyGoal 15 ;

94
In[38]:= ListPlot fit, PlotRange All
Plot fun, , ldco, hdco , PlotRange All
Show %, %%
1.2 1.4 1.6 1.8 2.2 2.4
0.1
0.2
0.3
0.4
0.5
Out[38]= Graphics
1.2 1.4 1.6 1.8 2.2 2.4
0.1
0.2
0.3
0.4
0.5
Out[39]= Graphics
1.2 1.4 1.6 1.8 2.2 2.4
0.1
0.2
0.3
0.4
0.5
Out[40]= Graphics

95
In[42]:=
define solved equations
fun;
zeff1s Simplify zeff1 ;
zeff2s Simplify zeff2 ;
In[43]:= Plot Log 10, zeff1s , Log 10, zeff2s , , ldco, hdco
ListPlot cc1ilog, PlotJoined True
ListPlot cc2ilog, PlotJoined True
Show %, %%, %%%
1.2 1.4 1.6 1.8 2.2 2.4
0.5
1
1.5
2
Out[43]= Graphics
1.2 1.4 1.6 1.8 2.2 2.4
0.5
1
1.5
2
Out[44]= Graphics

96
1.2 1.4 1.6 1.8 2.2
0.5
1
1.5
2
Out[45]= Graphics
1.2 1.4 1.6 1.8 2.2 2.4
0.5
1
1.5
2

97
Out[46]= Graphics
In[47]:=
make array of effective stress vs. density solved equation
dummy9 1;
.;
fitlog Array dummy10, 20, 2 ;
fit Array dummy11, 20, 2 ;
While dummy9 21,
fitlog dummy9, 1 ldco dummy9 1 hdco ldco 19 ;
fit dummy9, 1 fitlog dummy9, 1 ;
fitlog dummy9, 1 ;
fitlog dummy9, 2 Log 10, zeff1s ;
fit dummy9, 2 10^ fitlog dummy9, 2 ;
dummy9
In[48]:=
curve fit previous array
.;
funlog NonlinearFit fitlog , a0 a1 a2 ^2 a3 ^3,
, a0, 1 , a1, 1 , a2, 1 , a3, 1 , ShowProgress False,
MaxIterations 1000,
PrecisionGoal 15,
AccuracyGoal 15 ;
In[49]:= ListPlot fit
Plot 10^ funlog , , ldco, hdco
Show %, %%
ListPlot fitlog
Plot funlog, , ldco, hdco
Show %, %%
1.2 1.4 1.6 1.8 2.2 2.4
20
40
60
80
100
120
Out[49]= Graphics

98
1.2 1.4 1.6 1.8 2.2 2.4
20
40
60
80
100
120
Out[50]= Graphics
1.2 1.4 1.6 1.8 2.2 2.4
20
40
60
80
100
120
Out[51]= Graphics
1.2 1.4 1.6 1.8 2.2 2.4
0.5
1
1.5
2
Out[52]= Graphics

99
1.2 1.4 1.6 1.8 2.2 2.4
0.5
1
1.5
2
Out[53]= Graphics
1.2 1.4 1.6 1.8 2.2 2.4
0.5
1
1.5
2
Out[54]= Graphics
In[59]:=
define solution for chosen value of q
use this equation to solve other geometries
m .
d .
.
zefflhs 10 ^ funlog;
zs Simplify Last Last Last Solve zefflhs zeff, z
Out[62]= 1. 10.0.321761 1.06204 8.54881 3.98679 2
1. 2. E2.29226 m 1.04652 2.60176 3.16554 2
d3
1d3 2.29226 E
0.802291 m 1.04652 2.60176 3.16554 2
d3 m 1.04652
2.60176 3.16554 2

100
References
Referenced Works1 Bruch, C.A., “Problems in die-pressing submicron size alumina powder,” Ceramic Age,
83[10] 44–53 (1967).
2 Kenkre, V.M., Endicott, M.R., Glass, S.J., Hurd, A.J., “A Theoretical Model for Com-paction of Granular Materials,” J. Am. Ceram. Soc., 79[12] 3045–54 (1996).
3 Novak, S., Spino, J., “The Influence of Processing Additives on the CompactionBehaviour of Spray Dried Al2O3,” pp. 1113–22 in Ceramics Today–Tomorrow’s Ce-ramics, Edited by P. Vincenzini, Elsevier Science Publishers, B.V., 1991.
4 Murthy, H.P.S., Kundra, M.C., Bhaskar Rao, H.V., “Effect of Pressure and the Influ-ence of Bonds on the Compaction of Granular Ceramic Powders,” Trans. Indian Ceram.Soc., 24[1] 1–11 (1965).
5 Ferry, J.D., Viscoelastic Properties of Polymers, 2nd Edition, Wiley, New York, pp. 1–3,1970.
6 Glass, S.J., Ewsuk, K.G., “Ceramic Powder Compaction,” MRS Bull., 22[12] 24–8(1997).
7 Pritchard, J.G., Poyl(Vinyl Alcohol): Basic Properties and Uses, Gordon and Breach,New York, pp. 57–8, 1970.
8 Cooper, A.R., Jr., Eaton, L.E., “Compaction Behavior of Several Ceramic Powders,” J.Am. Ceram. Soc., 45[3] 97–101 (1962).
9 Lukasiewicz, S.J., Reed, J.S., “Character and Compaction Response of Spray–DriedAgglomerates,” Am. Ceram. Soc. Bull., 57[9] 798–805 (1978).
10 Dynys, F.W., Halloran, J.W., “Compaction of Aggregated Alumina Powder,” J. Am.Ceram. Soc., 66[9] 655–59 (1983).
11 Niesz, D.E., Bennett, R.B., Snyder, M.J., “Strength Characterization of Powder Aggre-gates,” Am. Ceram. Soc. Bull., 51[9] 677–80 (1972).
12 Youshaw, R.A., Halloran, J.W., “Compaction of Spray–Dried Powders,” Am. Ceram.Soc. Bull., 61[2] 227–30 (1982).
13 Messing, G.L., Markhoff, C.J., McCoy, L.G., “Characterization of Ceramic PowderCompaction,” Am. Ceram. Soc. Bull., 61[8] 857–60 (1982).

101
14 Matsumoto, R.L.K., “Generation of Powder Compaction Diagrams,” J. Am. Ceram.Soc., 69[10] C246–7 (1986).
15 DiMilia, R.A., Reed, J.S., “Dependence of Compaction on the Glass Transition Tem-perature of the Binder,” Am. Ceram. Soc. Bull., 62[4] 484–88, (1983).
16 Glass, S.J., Newton, C., “A Comparison of Pressure Compaction and Diametral Com-pression Tests for Determining Granule Strengths,” pp. 203–15 in Ceramic Transactions,Vol. 62, Science, Technology, and Commercialization of powder Synthesis and ShapeForming Processes, ed. Kingsley, J.J., Schilling, C.H., Adair, J.H., The American Ce-ramic Society, Westerville, 1996.
17 Huffine, C.L., Bonilla, C.F., “Particle-Size Effects in the Compression of Powders,”A.I.Ch.E. J., 8[4] 490–93 (1962).
18 Hersey, J.A., Rees, J.E., “The Effect of Particle Size on the Consolidation of PowdersDuring Compaction,” pp. 33–41 in Particle Size Analysis, 1970.
19 James, P.J., “Powder Metallurgy Review 5: Fundamental Aspects of the Consolidationof Powders (Continuation from No. 2/72),” Powd. Metall. Int., 4[3] 145–49 (1972).
20 James, P.J., “Powder Metallurgy Review 5: Fundamental Aspects of the Consolidationof Powders (Continuation from No. 3/72),” Powd. Metall. Int., 4[4] 193–98 (1972).
21 Gethin, D.T., Tran, V.D., Lewis, R.W., Ariffin, A.K., “An Investigation of Powder Com-paction Processes,” Int. J. Powd. Metall., 30[4] 385–98 (1994).
22 Hiestand, E.N. “Physical Processes of Tableting,” pp. 1–34 in Proceedings of the Inter-national Conference on Powder Technology and Pharmacy, June 6th–8th, 1978, Basel,CH.
23 Bateman, S.D., Rubinstein, M.H., Thacker, H.S., “ Pre- and Main Compression inTableting,” Pharmaceutical Technology International, pp. 30–36, June 1990.
24 Lordi, N.G., Cuitiño, A.M., “Compaction of Pharmaceuticals,” MRS Bull., 22[12] 34–37 (1997).
25 Nies, C.W., Messing, G.L., “Effect of Glass–Transition Temperature of PolyethyleneGlycol–Plasticized Polyvinyl Alcohol on Granule Compaction,” J. Am. Ceram. Soc.,67[4] 301–4 (1984).
26 Perry, C.R., Carty, W.M., “Effect of Plasticizer on Compaction Behaviour and Spring-back Defects,” Ceram. Eng. Sci. Proc., 20[2] 51–56 (1999).
27 Brewer, J.A., Moore, R.H., Reed, J.S., “Effect of Relative Humidity on the Compactionof Barium Titanate and Manganese Zinc Ferrite Agglomerates Containing PolyvinylAlcohol,” Am. Ceram. Soc. Bull., 60[2] 212–16 (1981).

102
28 Whitman, D.W., Wu, X.K., Finch, W.C., “Control of Dry Pressing Performance ViaBinder Optimization,” pp. 225–32 in Ceramic Transactions, Vol. 62: Science, Technol-ogy, and Commercialization of Powder Synthesis and Shape Forming Processes, Ed.Kingsley, J.J., Schilling, C.H., Adair, J.H., The American Ceramics Society, Westerville,1996.
29 Walker, E.E., “The Properties of Powders. Part VI,” Trans. Faraday Soc., Vol. 19, pp. 73–82, 1923.
30 Belshin, M.Y., Vestinik Metalloprom., Vol. 18, p. 124, 1938.
31 Heckel, R.W., “An Analysis of Powder Compaction Phenomena,” Trans. Metall. Soc.of AIME, Vol. 221, pp. 1001–08, 1961.
32 Kawakita, K., Lüdde, K.-H., “Some Considerations on Powder Compression Equa-tions,” Powder Technol., Vol. 4, pp. 61–68, 1970/71.
33 Rong-de, G., “A New Powder Compaction Equation,” Int. J. Powd. Metall., 27[3] 211–16 (1991).
34 Panelli, R., Ambrozio Filho, F., “Compaction Equation and Its Use to Describe PowderConsolidation Behaviour,” Powder Metall., 41[2] 131–33 (1998).
35 Moeggenborg, K.J., “Springback in Dry Pressing: Time, Additive, and Processing Ef-fects,” pp. 217–24 in Ceramic Transactions, Vol. 62: Science, Technology, andCommercialization of Powder Synthesis and Shape Forming Processes, Ed. Kingsley,J.J., Schilling, C.H., Adair, J.H., The American Ceramics Society, Westerville, 1996.
36 Scott, C.E., Gilbertson, H.J., “Effect of Humidity on Binder Strength in Green Com-paction,” Am. Ceram. Soc. Bull., 61[5] 579–581 (1982).
37 Lam, D.C.C., Kusakari, K., “Microstructure and mechanical properties relations forgreen bodies compacted from spray dried granules,” J. Mat. Sci., Vol. 30, pp. 5495–501, 1995.
38 Jarosz, P.J., Parrott, E.L., “Factors Influencing Axial and Radial Tensile Strengths ofTablets,” Journal of Pharmaceutical Sciences, 71[6] 607–14 (1982).
39 Jarosz, P.J., Parrott, E.L., “Tensile Strengths and Hardness of Tablets,” Journal of Phar-maceutical Sciences, 71[6] 705–07 (1982).
40 Rudnick, A., Hunter, A.R., Holden, F.C., “An Analysis of the Diametral–CompressionTest,” Materials Research and Standards, Vol. 3, pp. 283–89, (1963).

103
41 Reetz, A.,“Analysis of the Load–Deformation–Behaviour of Single Granules,” pp. 459–63 in Euro-Ceramics II, Vol. 1, Basic Science and Processing of Ceramics, Proceedingsof the Second European Ceramic Society Conference, September 11th–14th, 1991,Augsburg, D, ed. Ziegler, G., Hausner, H., Deutsche Keramische Gesellschaft, 1992.
42 Kamiya, H., Isomura, K., Jimbo, G., Jun-ichiro, T., “Powder Processing for the Fabri-cation of Si3N4 Ceramics: I, Influence of Spray-Dried Granule Strength on Pore SizeDistribution in Green Compacts,” J. Am. Ceram. Soc., 78[1] 49–57 (1995).
43 Glass, S.J., Ewsuk, K.G., Readey, M.J., “Ceramic Granule Strength Variability andCompaction Behavior,” pp. 635–44 in 27th International SAMPE Technical ConferenceProceedings, October 9th–12th, 1995.
44 Walker, W.J., Jr., Reed, J.S., “Granule Fracture During Dry Pressing,” Am. Ceram.Soc. Bull., 78[6] 53–57 (1999).
45 "Constant Humidity,” p. E–43 in CRC Handbook of Chemistry and Physics, 70th Edi-tion, ed. Weast, R.C. (Editor–in–Chief), Chemical Rubber, Boca Raton, 1989–90.
46 Ridgway, K., Tarbuck, K.J., “The Random Packing of Spheres,” Brit. Chem. Eng., 12[3]384–88 (1967).
47 Thompson, R.A., “Mechanics of Powder Pressing: I, Model for Powder Densification,”Am. Ceram. Soc. Bull., 60[2] 237–43 (1981).
48 Reed, J.S., Introduction to the Principles of Ceramic Processing, John Wiley & Sons,New York, p. 346, 1988.
49 Garino, T., Mahoney, M., Readey, M., Ewsuk, K., Gieske, J., Stoker, G., Min, S., “Char-acterization Techniques to Validate Models of Density Variations in Pressed PowderCompacts,” pp. 610–21 in 27th International SAMPE Technical Conference Proceed-ings, October 9th–12th, 1995.
50 Mahoney, F.M., Readey, M.J., “Applied Mechanics Modeling of Granulated CeramicPowder Compaction,” pp. 645–57 in 27th International SAMPE Technical ConferenceProceedings, October 9th–12th, 1995.
51 Kingery, W.D., “Pressure Forming of Ceramics,” pp. 55–61 in Ceramic FabricationProcesses, ed. Kingery, W.D., The Technology Press of Massachusetts Institute of Tech-nology and John Wiley & Sons (New York), Chapman & Hall (London), 1958.
52 Broese van Groenou, A., Knaapen, A.C., “Density Variations in Die-Compacted Pow-ders,” pp. 93–99 in Science of Ceramics, Vol. 10, Proceedings of the Tenth InternationalConference „Science of Ceramics,“ September 1st–4th, 1979, Berchtesgaden, D, ed.Hausner, H., Deutsche Keramische Gesellschaft, 1980.

104
General ReferencesAkisanya, A.R., Cocks, A.C.F., “Stage I Compaction of Cylindrical Particles UnderNon-Hydrostatic Loading,” J. Mech. Phys. Solids, 43[4] 605–36 (1995).
Akisanya, A.R., Cocks, A.C.F., Fleck, N.A., “Hydrostatic Compaction of CylindricalParticles,” J. Mech. Phys. Solids, 42[7] 1067–85 (1994).
Aydin, I., Briscoe, B.J., Özkan, N., “Application of Constitutive Models on CeramicPowder Compaction Via Finite Element Method,” pp. 590–96 in 27th InternationalSAMPE Technical Conference Proceedings, October 9th–12th, 1995.
Baklouti, S., Chartier, T., Gault, C., Baumard, J.F., “Effect of Binders on the Strengthand Young’s Modulus of Dry Pressed Alumina,” J. Eur. Ceram. Soc., 18[4] 323–28(1998).
Bassner, S.L., Klingenberg, E.H., “Using Poly(Vinyl Alcohol) as a Binder,” Am. Ceram.Soc. Bull., 77[6] 71–75 (1998).
Berry, T.F., Allen, W.C., Hassett, W.A., “Role of Powder Density in Dry-Pressed Ce-ramic Parts,” Am. Ceram. Soc. Bull., 38[8] 393–400 (1959).
Bertrand, P.T., Laurich-McIntyre, S.E., Bradt, R.C., “Strengths of Fused and TabularAlumina Refractory Grains,” Am. Ceram. Soc. Bull., 67[7] 1217–22 (1988).
Blázquez, M.I., Briscoe, B.J., “Friction Effects on the Compaction of Ceramic Pow-ders,” pp. 485–96 in Ceramic Transactions, Vol. 12: Ceramic Powder Science III,Proc.Third Int.Conf.Powder Processing Science, San Diego, February 4th–6th, 1990,Ed. Messing, G.L., Hirano S.-I., Hausner, H., The American Ceramics Society,Westerville, 1990.
Blumenthal, W.R., Sheinberg, H., Bingert, S.A., “Compaction Issues in Powder Metal-lurgy,” MRS Bull., 22[12] 29–33 (1997).
Briscoe, B.J., Özkan, N., Aydin, I., “A Compaction Study of Alumina Powders,” pp. 208–13 in First International Particle Technology Forum, Part I, August 17th–19th, 1994,Denver, USA.
Broese van Groenou, A., “Pressing of Ceramic Powders: A Review of Recent Work,”Powd. Metall. Int., 10[4] 206–11 (1978).
Broese van Groenou, A., Lissenburg, R.C.D., “Inhomogeneous Density in Die Com-paction: Experiments and Finite-Element Calculations,” Communications of the Am.Ceram. Soc., pp. C-156–58, 1983.
Cheng, D.C.-H., “The Tensile Strength of Powders,” Chem. Eng. Sci., 23[12-A] 1405–20 (1968).

105
Cheng, D.C.-H., “The Effect of Pendular Moisture on the Tensile Strength of Pow-ders,” J. Adhesion, Vol. 2, pp. 82–92, 1970.
Cheng, L., Xia, X., Yu, W., Scriven, L.E., Gerberich, W.W., “Flat-Punch Indentation ofViscoelastic Material,” J. Poly. Sci., Vol. 38, pp. 10–22, 2000.
Clement, E., “Rheology of Granular Media,” Current Opinion in Interface Science,Vol. 4, pp. 294–99, 1999.
Cooper, A.R., Jr., Goodnow, W.H., “Density Distributions in Dry Pressed Compacts ofCeramic Powders Examined by Radiography of Lead Grids,” Am. Ceram. Soc. Bull.,41[11] 760–61 (1962).
Coupelle, P., Destermes, J., Miglioretti, F., Baumard, J.F., “Behaviour of Spray-DriedGranules Under Compression Testing,” pp. 453–57 in Euro-Ceramics II, Vol. 1, BasicScience and Processing of Ceramics, Proceedings of the Second European CeramicSociety Conference, September 11th–14th, 1991, Augsburg, D, ed. Ziegler, G., Hausner,H., Deutsche Keramische Gesellschaft, 1992.
Cundall, P.A., Strack, O.D.L., “Modeling of Microscopic Mechanisms in GranularMaterials,” pp. 137–49 in Mechanics of Granular Materials: New Models and Consti-tutive Relations, ed. Jenkins, J.T., Satake, M., Elsevier Science Publishers, Amsterdam,1983.
Dinger, D.R., Funk, J.E., “Particle-Packing Phenomena and Their Application in Mate-rials Processing,” MRS Bull., 22[12] 19–23 (1997).
Ewsuk, K.G., “Compaction Science and Technology,” MRS Bull., 22[12] 14–18 (1997).
Fell, J.T., Newton, J.M., “Effect of Particle Size and Speed of Compaction on DensityChanges in Tablets of Crystalline and Spray-Dried Lactose,” Journal of Pharmaceuti-cal Sciences, 60[12] 1866–69 (1971).
Fischmeister, H.F., Arzt, E., “Densification of powders by particle deformation,” Powd.Metall., 26[2] 82–88, 1983.
Fleck, N.A., “On the Cold Compaction of Powders,” J. Mech. Phys. Solids, 43[9] 1409–31 (1995).
Hancock, B.C., York, P., Rowe, R.C., “An assessment of substrate–binder interactionsin model granule systems. Part III Linear elastic fracture mechanics,” J. Mat. Sci., Vol. 28,pp. 6729–36, 1993.
Hardman, J.S., Lilley, B.A., “Mechanisms of compaction in powdered materials,” Proc.R. Soc. Lond., Vol. A. 333, pp. 183–99, 1973.

106
Harvey, J.W., Johnson, D.W., Jr., “Binder Systems in Ferrites,” Am. Ceram. Soc. Bull.,59[6] 637–45 (1980).
Hiestand, E.N., Wells, J.E., Peot, C.B., Ochs, J.F., “Physical Processes of Tableting,”Journal of Pharmaceutical Sciences, 66[4] 510–519 (1977).
Hoffman, E.R., “Importance of Binders in Spray Dried Pressbodies,” Am. Ceram. Soc.Bull., 51[3] 240–42 (1972).
Horne, M.R., “The behaviour of an assembly of rotund, rigid cohesionless particles.III,” Proc. R. Soc. Lond., Vol. A. 310 pp. 21–34, 1969.
Humbert-Droz, P., Mordier, D., Doelker, E., “Densification Behaviour of Powder Mix-tures,” Acta Pharm. Technol., 29[2] 69–73 (1983).
Ikegami, T., “Theoretical Description of a Two-dimensional Compaction Process ofCylinders,” J. Am. Ceram. Soc., 79[1] 153–60 (1996).
Ishimori, T., Senna, M., “Control of microstructure and disintegration properties ofsilica granules from PVA slurries by spray drying,” J. Mat. Sci., Vol. 30, pp. 488–95,1995.
James, P.J., “Powder Metallurgy Review 5: Fundamental Aspects of the Consolidationof Powders,” Powd. Metall. Int., 4[2] 82–85 (1972).
Kafui, D., Thornton, C., “Agglomerate Fracture/Fragmentation,” pp. 184–89 in Pro-ceedings of the 1st International Particle Technology Forum, August 17th–19th, 1994,Denver, 1995.
Klemm, U., Sobek, D., “Friction Measurements During Dry Pressing of Ceramics,”pp. 627–32 in Third Euro-Ceramics, Vol. 1, ed. Durán P., Fernández, J.F., Faenza EditriceIbérica, Spain, 1993.
Koerner, R.M., “Triaxial Stress State Compaction of Powders,” pp. 33–50 in PowderMetallurgy Processing: New Techniques and Analysis, ed. Kuhn, H.A., Lawley, A.,Academic Press, New York, 1978.
Kurup, T.R.R., Pilpel, N., “Compression Characteristics of Pharmaceutical PowderMixtures,” Powder Technol., Vol. 19, pp. 147–55, 1978.
Lannutti, J.J., “Characterization and Control of Compact Microstructure,” MRS Bull.,22[12] 38–44 (1997).
Long, W.M., “Radial Pressures in Powder Compaction,” Powd. Metall., No. 6, pp. 73–85, 1960.

107
Lukasiewicz, S.J., Reed, J.S., “Evolution of Microstructure on Compacting Spray DriedAgglomerates,” pp. 196–207 in Ceramic Microstructures ’76, ed. Fulrath, R., Posh, J.,Westview Press, 1977.
Macleod, H.M., Marshall, K., “The Determination of Density Distributions in CeramicCompacts Using Autoradiography,” Powder Technol., Vol. 16, pp. 107–22, 1977.
Mann, A.P., Pullin, D.I., Macrossan, M.N., Page, N.W., “Numerical modeling of dy-namic powder compaction using the Kawakita equation of state,” J. Appl. Phys., 70[6]3281–90 (1991).
Matsumoto, R.L.K., “Analysis of Powder Compaction Using a Compaction Rate Dia-gram,” J. Am. Ceram. Soc., 73[2] 465–68 (1990).
Matsuoka, H., Takeda, K., “A Stress–Strain Relationship for Granular Materials De-rived from Microscopic Shear Mechanism,” Soils and Foundations, 20[3] 45–58 (1980).
Meissner, H.P., Michaels, A.S., Kaiser, R., “Crushing Strength of Zinc Oxide Agglom-erates,” I&EC Process Design and Development, 3[3] 202–05 (1964).
Mistler, R.E., Muccigrosso, A.T., Wiesinger, F.W., “Crush Strength Determination ofRounded Ceramic Particles,” Ceramic Age, pp. 36–39, 1964.
Molerus, O., “Theory of Yield of Cohesive Powders,” Powder Technol., Vol. 12, pp. 259–75, 1975.
Morland, L.W., “Compaction and Shear Settlement of Granular Materials,” J. Mech.Phys. Solids, 41[3] 507–30 (1993).
Morland, L.W., Sawicki, A., Milne, P.C., “Uni-Axial Compaction of a Granular Mate-rial,” J. Mech. Phys. Solids, 41[11] 1755–79 (1993).
O’Donnell, T.P., Steif, P.S., “Elastic-Plastic Compaction of a Two-Dimensional As-semblage of Particles,” Transactions of the ASME, Vol. 111, pp. 404–08, 1989.
Özkan, N., Briscoe, B.J., “Characterization of Die-Pressed Green Compacts,” J. Euro.Ceram. Soc., Vol. 17, pp. 697–711 (1997).
Park C.-H., Park S.-J., Han, H.N., Oh, K.H., Song, K.W., “Model for Uniaxial Com-paction of Ceramic Powders,” Powder Metall., 42[3] 269–27 (1999).
Peleg, M., Moreyra, R., “Effect of Moisture on the Stress Relaxation Pattern of Com-pacted Powders,” Powder Technol., Vol. 23, pp. 277–79, 1979.
Pincus, A.G., Shipley, L.E., “The role of organic binders in ceramic processing,” Ceram.Ind. Magazine, April, pp. 106–46, 1969.

108
Puri, V.M., Tripodi, M.A., Messing, G.L., Manbeck, H.B., “Elastoplastic ConstitutiveModel Parameter Determination for Dry Cohesive Powders with Finite Element Appli-cation to Low Pressure Powder Compression,” pp. 597–609 in 27th International SAMPETechnical Conference Proceedings, October 9th–12th, 1995.
Pyda, W., Gani, M.S.J., “Microstructure and mechanical properties of spherical zirco-nia–yttria granules,” J. Mat. Sci., Vol. 30, pp. 2121–29, 1995.
Readey, M.J., Mahoney, F.M., “Compaction of Spray-Dried Ceramic Powders: An Ex-perimental Study of the Factors that Control Green Density,” pp. 622–34 in 27th
International SAMPE Technical Conference Proceedings, October 9th–12th, 1995.
Roberts, R.J., Rowe, R.C., “The Effect of the Relationship Between Punch Velocityand Particle Size on the Compaction Behaviour of Materials with Varying DeformationMechanisms,” J. Pharm. Pharmacol., Vol. 38, pp. 567–71, 1986.
Rumpf, H., Schubert, H., “The Behavior of Agglomerates Under Tensile Strain,” J.Chem. Eng. Japan, Vol. 7, pp. 294–98, 1974.
Schubert, H., “Tensile Strength of Agglomerates,” Powder Technol., Vol. 11, pp. 107–19, 1975.
Schubert, H., Herrmann, W., Rumpf, H., “Deformation Behaviour of Agglomeratesunder Tensile Stress,” Powder Technol., Vol. 11, pp. 121–31, 1975.
Schwartz, E.G., Weinstein, A.S., “Model for Compaction of Ceramic Powders,” J. Am.Ceram. Soc., 48[7] 346–50 (1965).
Sheinhartz, I., McCullough, H.M., Lambrow, J.L., “Method Described for EvaluationOf Lubricants in Powder Metallurgy,” J. Metals, pp. 515–18, 1954.
Sheppard, L.M., “New and better additives ensure fabrication of quality ceramics,”Ceram. Ind., March, pp. 28–32, 1997.
Shih, C.W., Funkenbusch, P.D., Li, J.C.M., “Elasto-Plastic Analysis of the Two SphereCompaction Model Applied to MgO–PSZ,” pp. 497–505 in Ceramic Transactions,Vol. 12: Ceramic Powder Science III, Proc.Third Int.Conf.Powder Processing Science,San Diego, February 4th–6th, 1990, Ed. Messing, G.L., Hirano S.-I., Hausner, H., TheAmerican Ceramics Society, Westerville, 1990.
Song, J.-H., Evans, J.R.G., “A Die Pressing Test for the Estimation of AgglomerateStrength,” J. Am. Ceram. Soc., 77[3] 806–14 (1994).
Ståhlberg, U.P.Å., Keife, H., “Influence of Compression on the Yielding of PorousMaterials,” Int. J. Powd. Metall., 27[3] 217–25 (1991).

109
Strijbos, S., “Powder–Wall Friction: The Effects of Orientation of Wall Grooves, andWall Lubricants,” Powder Technol., Vol. 18, pp. 209–14, 1977.
Strijbos, S., Broese van Groenou, A., Vermeer, P.A., “Recent Progress in Understand-ing Die Compaction of Powders,” J. Am. Ceram. Soc., 62[1–2] 57–59 (1979).
Strijbos, S., Rankin, P.J., Klein Wassink, R.J., Bannink, J., Oudemans, G.J., “StressesOccurring During One-Sided Die Compaction of Powders,” Powder Technol., Vol. 18,pp. 187–200, 1977.
Strijbos, S., Vermeer, P.A., “Stress and Density Distributions in the Compaction ofPowders,” pp. 113–23 in Processing of Crystalline Ceramics, Proc. 14th Univ. Conf. onCeramic Sci., Raleigh, November 7-9, 1977, Ed. Palmour, Davis, R.F., Hare, T.M.,Plenum, New York, 1977.
Takahashi, H., Shinohara, N., Okumiya, M., Uematsu, K., KunIchiro, T., Iwamoto, Y.,Kamiya, H., “Influence of Slurry Flocculation on the Character and Compaction ofSpray-Dried Silicon Nitride Granules,” J. Am. Ceram. Soc., 78[4] 903–08 (1995).
Takahashi, M., Suzuki, S., Kosakai, M., “Dependence of Intergranular Fracture Strengthof a Compact of Pressed Granules on Their Deformation Characteristics,” J. Am. Ceram.Soc., 69[1] 9–12 (1986).
Toyoshima, K., “Characteristics of the Aqueous Solution and Solid Properties of Poly-vinyl Alcohol and Their Applications,” pp. 154–87 in Properties and Applications ofPolyvinyl Alcohol, S.C.I. Monograph No. 30, Society of Chemical Industry, London,1968.
Tran, D.V., Lewis, R.W., Gethin, D.T., Ariffin, A.K., “Numerical modelling of powdercompaction processes: displacement based finite element method,” Powder Metall.,36[4] 257–66 (1993).
Thompson, R.A., “Mechanics of Powder Pressing: II, Finite-Element Analysis of End-Capping in Pressed Green Powders,” Am. Ceram. Soc. Bull., 60[2] 244–47 (1981).
Thompson, R.A., “Mechanics of Powder Pressing: III, Model for the Green Strength ofPressed Powders,” Am. Ceram. Soc. Bull., 60[2] 248–51 (1981).
Train, D., Hersey, J.A., “Some Fundamental Studies In the Cold Compaction of Plasti-cally Deforming Solids,” Powder Metall., Vol. 6, pp. 20–35, 1960.
Uematsu, K., Kim, J.-Y., Miyashita, M., Uchida, N., Saito, K., “Direct Observation ofInternal Structure in Spray-Dried Alumina Granules,” J. Am. Ceram. Soc., 73[8] 2555–57 (1990).
van der Zwan, J., Siskens, C.A.M., “The Compaction and Mechanical Properties ofAgglomerated Materials,” Powder Technol., Vol. 33, pp. 43–54, 1982.

110
Walker, W.J., Jr., Reed, J.S., Verma, S.K., “Influence of Granule Character on Strengthand Weibull Modulus of Sintered Alumina,” J. Am. Ceram. Soc., 82[1] 50–56 (1999).
Walker, W.J., Jr., Reed, J.S., Verma, S.K., “Influence of Slurry Parameters on the Char-acteristics of Spray-Dried Granules,” J. Am. Ceram. Soc., 82[7] 1711–71 (1999).
Wong, J.Y., Laurich-McIntyre, S.E., Khaund, A.K., Bradt, R.C., “Strengths of Greenand Fired Spherical Aluminosilicate Aggregates,” J. Am. Ceram. Soc., 70[10] 785–91(1987).
York, P., Pilpel, N., “The Effect of Temperature on the Mechanical Properties of Pow-ders Part 2. Presence of Liquid Films,” Materials Science and Engineering, Vol. 12,pp. 295–304, 1973.
Zhang, Y., Kawasaki, M., Ando, K., Kato, Z., Uchida, N., Uematsu, K., “Surface Segre-gation of PVA during Drying of a PVA–Water–Al2O3 Slurry,” J. Ceram. Soc. Japan,Int. Ed., 100[8] 1055–58 (1992).
Zhang, Y., Tang, X.-X., Uchida, N., Uematsu, K., “Mathematical Simulation for Segre-gation of PVA during Drying,” J. Ceram. Soc. Japan, Int. Ed., 101[2] 177–80 (1993).
Zhang, Y., Tang, X.-X., Kato, Z., Uchida, N., Uematsu, K., “Measurement of Diffusionof PVA through Pores of an Al2O3 Compact,” J. Ceram. Soc. Japan, Int. Ed., 100[11]1327–31 (1992).

111
Vita
Robert D. Carneim
Education
Experience
Publications
Presentations
Bachelor of Science, Ceramic Engineering – January 1995New York State College of Ceramics at Alfred University, Alfred, NY
Doctor of Philosophy, Material Science (Ceramics) – December 2000The Pennsylvania State University, University Park, PA
March 1999–July 2000Computer Lab Administrator – Particulate Materials Center, Materials ResearchLaboratory, The Pennsylvania State University, University Park, PA
August 1995–September 2000Graduate Research Assistant – Particulate Materials Center, Materials ResearchLaboratory, The Pennsylvania State University, University Park, PA
January 1995–August 1995Research Assistant – Associated Western Universities Fellowship at Pacific NorthwestNational Laboratory, Battelle Memorial Institute, Richland, WA
1990–1994Computer Lab Assistant – New York State College of Ceramics at Alfred University,Alfred, NY
R.D. Carneim, G.L. Messing, “Response of Granular Powders to Uniaxial Loading andUnloading,” in press, Powder Technology (2000).
R.D. Carneim, G.L. Messing, “Characterization of Agglomerate Mechanical Properties,”pp. 377–79 in 1999 Fine Powder Processing International Conference Proceedings(Proceedings of Fine Powder Processing ’99, University Park, PA, September 20th–22nd,1999), Edited by V.M. Puri, J.H. Adair, C.L. Knobloch, C.C. Huang, The PennsylvaniaState University, University Park, PA, 2000.
J.W. Stevenson, T.R. Armstrong, R.D. Carneim, L.R. Pederson, W.J. Weber,“Electrochemical Properties of Mixed Conducting Perovskites La1–xMxCo1–yFeyO3–d
(M = Sr, Ba, Ca),” J. Electrochem. Soc., 143[9] 2722–29 (1996).
R.D. Carneim, G.L. Messing, “Compaction Curve Normallization With Respect toSample Size,” Presented at the 102nd Annual Meeting of the American Ceramic Society,St. Louis, MO, May 2st, 2000.
R.D. Carneim, G.L. Messing, “Granule Characterization During Uniaxial Compaction,”Presented at the 102nd Annual Meeting of the American Ceramic Society, St. Louis, MO,May 1st, 2000.
R.D. Carneim, G.L. Messing, “Processing Effects on the Sintered Properties of AluminaPellets,” Poster Presentation at Sintering ’99, University Park, PA, November 1st–3rd, 1999.
R.D. Carneim, G.L. Messing, “Characterization of Agglomerate Properties,” Presented atFine Powder Processing ’99, University Park, PA, September 21st, 1999.
R.D. Carneim, G.L. Messing, “Dimensional Stability of Dry–Pressed, Organic Binder–Containing Ceramic Powders,” Presented at the 101st Annual Meeting of the AmericanCeramic Society, Indianapolis, IN, April 26th, 1999.
R.D. Carneim, G.L. Messing, V.M. Puri, “Organic Additive Effects on the Compaction ofGranulated Ceramic Powders,” Presented at the 100th Annual Meeting of The AmericanCeramic Society, Cincinnati, OH, May 6th, 1998.