Embed Size (px)
DESCRIPTION
ee
Citation preview

Chapter1 Introduction
1.1 Overview
Power transformers represent one of the largest portions of capital investment in transmission and distribution substations. Distribution Transformer plays a crucial role in the power distribution network. Along with other causes, the main cause of failure of distribution transformers is prolonged overloading. Therefore knowing their condition is essential to meet the goals of maximizing return on investment and lowering the total cost associated with transformer operation. One of the most important parameters governing a transformer’s life expectancy is the hot-spot temperature value. Modern utility operating practices try to maximize the utilization of power transformers, which may increase the occurrence of over-temperature conditions, and transformer aging. Over-temperature conditions and accelerated aging are adverse system events that must be identified and protected against.
Due to constantly increasing population and hence load demand, the number of distribution transformers is now continuously increasing. In the event of failure of distribution transformer, apart from the loss of capital to the utility, the consumer Suffers due to inconvenience caused by the interruption of power supply. Power supply utility also suffers due to loss of revenue for supply outage period. In India, the failure rate of distribution transformers is very high, around 25% per annum compared to less than 2% in many utilities in advanced countries. Statistical data indicates that over 25% failures of distribution transformers are within the warranty period of three years only and this causes an immense capital loss.
Every year distribution transformers worth nearly 200 crore rupees, fail in power distribution companies in India. The average period before a new distribution transformer comes back to repair shop is estimated to be a mere 3-4 years. Even a conservative estimate puts the failure rate at over 20% compared to less than 2% in many utilities in advanced countries. . It has become the practice to connect additional loads on the basis of maximum demand recorded at some point of time without reference to seasonal variations and assuming unrealistic diversity factors. Unauthorized loads result in unforeseen overloading
Due to constantly increasing population and hence load demand, the number of distribution transformers is now continuously increasing. In the event of failure of distribution transformer, apart from the loss of capital to the utility, the consumer Suffers
Page 1

due to inconvenience caused by the interruption of power supply. Power supply utility also suffers due to loss of revenue for supply outage period.
The deregulation of wholesale electricity supply has lead to a number of challenges for the electric utility industry and market participants. Some of the energy companies are drowning in debt and today’s capital spending on new and replacement transformers is at its lowest level in decades. To make matters worse power consumption is increasing at rate of about 2 percent per year and the load on each aging transformer continues to grow. Increased equipment utilization, deferred capital expenditures and reduced maintenance expenses are all part of modern utility’s strategies for T & D assets.
The transformer winding hot spot temperature is one of the most critical parameters in determining the life of transformer insulation, since the highest ageing rate occurs at the hottest point which experiences the maximum temperature. The hotspot temperature depends on instantaneous load and ambient temperature, winding design and also cooling model. The hot spot temperature is normally located at the top of the winding.
Although the number of distribution transformers is very large as compared to power transformers but the fault diagnosis of distribution transformers has not been given proper attention as they are not as expensive as power transformers. Due to their low cost, distribution transformers are removed after failure and replaced with of distribution transformer becomes essential.
We were therefore motivated to design a simple cost effective protective scheme for transformer. Also as it was not possible to get a distribution transformer of such low rating, therefore we designed and manufactured it ourselves with its testing and performance evaluation
Growing energy and electricity demand
Aside from pure population growth, energy demand is also boosted by the rise of developing economies: a one percent increase in gross domestic product (GDP) increases energy demand, on average, by 0.6 percent. The overall costs of energy are around seven or eight percent of global GDP and constitute, therefore, a substantial cost factor.
This makes it very important to have highly efficient energy production and transportation processes. Further, when calculating energy costs, it is important to evaluate
Page 2

them over the total life cycle and include the costs of energy losses during the utilization phase as well as the initial equipment costs.
Of total global energy consumption, only 15 percent is actually consumed as electrical energy, though 38 percent of primary energy is used to create that portion. Since electricity is a high-quality form of energy, it can be used for any kind of application. Additionally, it does not leave any pollution or emissions at the place of use.
This ensures demand will continue to increase and that electricity will continue to take an ever larger share of the market. Prominent examples are the replacement of oil or gas central heating systems by electric heat pumps or the introduction of electric vehicles.
31-Dec-4
7
31-Mar-5
6
31-Mar-6
6
31-Mar-7
9
31-Mar-9
0
31-Mar-0
2
31-Mar-1
2
30-Nov-1
40
50,000
100,000
150,000
200,000
250,000
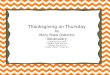
300,000 Growth of Installed Capacity in India
YEAR
Inst
alle
d Ca
paci
ty In
MW
Fig 1.1 Growth of installed capacity in India
Page 3

The International Energy Agency estimates India will add between 600 GW to 1,200 GW of additional new power generation capacity before 2050. For supporting such huge and smart power system we need smart and practical approaches because energy, as a main driver of development.
1.2 Outline of the project
As far as project work is concerned following points are taken into account:
1. Design of Thermal overload protection.2. Design of distribution transformer model.3. Selection of various components.4. Assembly of components.5. Testing and performance evaluation of model
1.3 Organization of Report: The report is organized in such a way to cover practical aspects & theoretical background necessary for it. Organization of the report is divided into following chapters.
The introduction about the project is taken in chapter 1. It also gives outline of the project and organization of report.Literature survey is explained in chapter 2.This chapter gives various protection schemes for transformers.Chapter 3 explains the various principles of transformer, its design and various standards. Chapter 4 explains the constructional aspects of Transformers. Chapter 5 includes designing of transformer; further an example of which the transformer model is developed is explained. The design of each circuit component is explained in the design example. Based on design details, selection of materials, assembly of components for manufacturing of transformer is included is in Chapter 6.Chapter 7 covers principle, construction and working of Thermal overload protection.Chapter 8 includes the list of various test as per ISI are included And performance of Transformer model with overload protection so developed is evaluated. Chapter 9 includes estimation and costing of project. Lastly future scope, advantages, and conclusion are included.
Appendix I Datasheet of ContactorAppendix II Dimensions of Standard wire Gauge
Page 4

Chapter 2 Literature Survey
Presently, there are several methods for monitoring transformers to help protect against thermal overload and failure.
Some commonly used devices are:• Oil and embedded temperature sensors (fiber optic)• Liquid (top oil) over-temperature detectors• Winding (hot spot replica) over-temperature detectors• Gas accumulation relays• Oil level relays• Fuse/Inverse-time over current relays• Dissolved gas analysis equipment.
Limitations:
1. Requirement of measurement devices like CT/ PT2. Selection depends on type of transformer3. Possibility of mal-operation due to vibrations, earthquakes and mechanical shocks. 4 Connections to both windings of transformer is required.
Page 5

Chapter 3Operating Principle of Transformer and Standards
3.1 Working Principle of Transformer:
A Transformer works on principle of Electromagnetic Induction:
Fig 3.1 Transformation principle
When an Ac voltage is applied across the primary of transformer an alternating flux is setup in the core, which links with core of primary and secondary winding and induces voltages in them. When a load is connected across the secondary, an alternating current starts flowing through the load. In this way electric power is transformed from primary winding to secondary winding.
3.2 Principles of Transformer design:
Page 6

The magnetic flux in all electrical machines plays an important role in converting or transferring the energy. In case of transformers primary wing supplies the power demand of the secondary. The basic design of an electrical machine involves the dimensioning of the magnetic circuit, electrical circuit, insulation system etc., and is carried out by applying analytical equations. A designer is generally confronted with a number of problems for which there may not be one solution, but many solutions. A design should ensure that the products perform in accordance with the requirements at higher efficiency, lower weight of material for the desired output, lower temperature rise and lower cost. Also they are to be reliable and durable. A practical designer must effect the design so that the stock (standard frames, punching etc.,) is adaptable to the requirements of the specification. The designer must also affect some sort of compromise between the ideal design and a design which comply with manufacturing conditions.
A electrical designer must be familiar with the,a. National and international standards Indian Standard (IS), Bureau of Indian Standard (BIS), India British Standard (BS), England International Electro technical Commission (IEC) NEMA (The National Electrical Manufacturers Association).b. Specifications (that deals with machine ratings, performance requirements etc., of the consumer)c. Cost of material and labourd. Manufacturing constraints etc.
3.2.1 Factors for consideration in electrical machine design
The basic components of all electromagnetic apparatus are the field and armature windings supported by dielectric or insulation, cooling system and mechanical parts. Therefore, the factors for consideration in the design are
1. Magnetic circuit or the flux path: Should establish required amount of flux usingminimum mmf. The core losses should also be less.2. Electric circuit or windings: Should ensure required emf is induced with no complexity in winding arrangement. The copper losses should be less.3. Insulation: Should ensure trouble free separation of machine parts operating at different potential and confine the current in the prescribed paths.4. Cooling system or ventilation: Should ensure that the machine operates at the specified temperature.
Page 7

5. Machine parts: Should be robust. The art of successful design lies not only in resolving the conflict for space between iron, copper, insulation and coolant but also in optimization of cost of manufacturing, and operating and maintenance charges.
The factors, apart from the above, that requires consideration area. Limitation in design (saturation, current density, insulation, temperature rise etc.,)b. Customer’s needsc. National and international standardsd. Convenience in production line and transportatione. Maintenance and repairsf. Environmental conditions etc
3.2.2 Limitations in design
The materials used for the machine and others such as cooling etc., imposes a limitation in design. The limitations stem from saturation of iron, current density in conductors, Temperature, insulation, mechanical properties, efficiency, power factor etc.a. Saturation: Higher flux density reduces the volume of iron but drives the iron to operate beyond knee of the magnetization curve or in the region of saturation. Saturation of iron poses a limitation on account of increased core loss and excessive excitation required to establish a desired value of flux. It also introduces harmonics.b. Current density: Higher current density reduces the volume of copper but increases the losses and temperature.c. Temperature: poses a limitation on account of possible damage to insulation and other materials.d. Insulation (which is both mechanically and electrically weak): poses a limitation on account of breakdown by excessive voltage gradient, mechanical forces or heat.e. Mechanical strength of the materials poses a limitation particularly in case of large andhigh speed machines.f. High efficiency and high power factor poses a limitation on account of higher capital cost. g. Mechanical Commutation in dc motors or generators leads to poor commutation. Apart from the above factors Consumer, manufacturer or standard specifications may pose a limitation.
3.3 Materials for Electrical Machines The main material characteristics of relevance to electrical machines are those associated with conductors for electric circuit, the insulation system necessary to isolate the circuits, and with the specialized steels and permanent magnets used for the magnetic circuit.3.3.1Conducting materialsCommonly used conducting materials are copper and aluminum. Some of the desirableProperties a good conductor should possess are listed below.
Page 8

1. Low value of resistivity or high conductivity2. Low value of temperature coefficient of resistance3. High tensile strength4. High melting point5. High resistance to corrosion6. Allow brazing, soldering or welding so that the joints are reliable7. Highly malleable and ductile8. Durable and cheap by cost
Generally Copper and Aluminum are used for conducting materials. For the same resistance and length, cross-sectional area of aluminum is 61% larger than that of the copper conductor and almost 50% lighter than copper. Though the aluminum reduces the cost of small capacity transformers, it increases the size and cost of large capacity transformers. Aluminum is being much used now a days only because copper is expensive and not easily available. Aluminum is almost 50% cheaper than Copper and not much superior to copper.
Table 3.3 comparison of copper and aluminum conductors
Sr No. Particulars Copper Aluminum
1 Resistivity at 20 0 C 0.0172 ohm/m/mm2 0.0269 ohm/m/mm2
2 Conductivity at 20 0 C 58.14 * 106 S/m 37.2* 106 S/m3 Density at 20 0 C 8933 kg/ m3 2689.9 m3
4 Temperature Coefficient 0.393 % per 0C 0.4 % per 0C5 Coefficient of Linear
Expansion16.8 *10-6 per0C 23.5*10-6 per0C
6 Tensile Strength 25 to 40 kg/mm2 10 to 18 kg/mm2
7 Mechanical Property highly malleable and ductile
Not highly malleable and ductile
8 Melting Point 1038 0C 660 0C9 Thermal Conductivity 599 W/m0C 238 W/m0C10 Jointing Can be soldered
easilyCannot be soldered
easily
3.3.2 Magnetic materials
Page 9

The magnetic properties of a magnetic material depend on the orientation of the crystals of the material and decide the size of the machine or equipment for a given rating, excitation required, efficiency of operation etc.The some of the properties that a good magnetic material should possess are listed below.1. Low reluctance or should be highly permeable or should have a high value of relative permeability μr.2. High saturation induction (to minimize weight and volume of iron parts).3. High electrical resistivity so that the eddy emf and the hence eddy current loss is less.4. Narrow hysteresis loop so that hysteresis loss is less and efficiency of operation is high.5. A high curie point. (Above Curie point or temperature the material loses the magneticproperty or becomes paramagnetic, that is effectively non-magnetic)6. Should have a high value of energy product (expressed in joules / m3). Magnetic materials can broadly be classified as Diamagnetic, Paramagnetic, Ferromagnetic, Antiferromagnetic and Ferrimagnetic materials. Only ferromagnetic materials have properties that are well suitable for electrical machines. Ferromagnetic properties are confined almost entirely to iron, nickel and cobalt and their alloys. The only exceptions are some alloys of manganese and some of the rare earth elements.The relative permeability μr of ferromagnetic material is far greater than 1.0. When ferromagnetic materials are subjected to the magnetic field, the dipoles align themselves in the direction of the applied field and get strongly magnetized.
Further the Ferromagnetic materials can be classified as Hard or Permanent Magnetic materials and Soft Magnetic materials.
a) Hard or permanent magnetic materials have large size hysteresis loop (obviously hysteresis loss is more) and gradually rising magnetization curve.Ex: carbon steel, tungsten steal, cobalt steel, alnico, hard ferrite etc.
b) Soft magnetic materials have small size hysteresis loop and a steep magnetization curve.Ex: i) cast iron, cast steel, rolled steel, forged steel etc., (in the solid form). -Generally used for yokes poles of dc machines, rotors of turbo alternator etc., where steady or dc flux is involved.ii) Silicon steel (Iron + 0.3 to 4.5% silicon) in the laminated form. Addition of silicon in proper percentage eliminates ageing & reduces core loss. Low silicon content steel or dynamo grade steel is used in rotating electrical machines and are operated at high flux density. High content silicon steel (4 to 5% silicon) or transformer grade steel (or high resistance steel) is used in transformers. Further sheet steel may be hot or cold rolled. Cold rolled grain oriented steel (CRGOS) is costlier and superior to hot rolled. CRGO steel isgenerally used in transformers.
Page 10

c) Special purpose Alloys: Nickel iron alloys have high permeability and addition of molybdenum or chromium leads to improved magnetic material. Nickel with iron in different proportion leads to (i) High nickel permalloy (iron +molybdenum +copper or chromium), used in current transformers, magnetic amplifiers etc.,(ii) Low nickel Permalloy (iron +silicon +chromium or manganese), used in transformers, induction coils, chokes etc.(iii) Perminvor (iron +nickel +cobalt)(iv) Pemendur (iron +cobalt +vanadium), used for microphones, oscilloscopes, etc.(v) Mumetal (Copper + iron)
d) Amorphous alloys (often called metallic glasses): Amorphous alloys are produced by rapid solidification of the alloy at cooling rates of about a million degrees centigrade per second. The alloys solidify with a glass-like atomic structure which is non-crystalline frozen liquid. The rapid cooling is achieved by causing the molten alloy to flow through an orifice onto a rapidly rotating water cooled drum. This can produce sheets as thin as 10μm and a meter or more wide.These alloys can be classified as iron rich based group and cobalt based group.
Table 3.4 Classification of AlloysMaterial Maximum
permeability µ* 10-3
Saturation magnetization in tesla
Coercivity A/m
Curie temperature 0C
Resistivity ohm m *108
3 % Si grain Oriented
90 2.0 6-7 745 48
2.3 % Si grain non oriented
8 2.0 40 745 44
<0.5% Si grain non oriented
8 2.1 40 745 12
Low carbon iron
3-10 2.1 50-120 770 12
78% Ni and iron
250-400 0.8 1.0 350 40
50% Ni and iron
100 1.5-1.6 10 530 60
Iron based Amophous
35-600 1.3-1.8 1.0-1.61 310-415 120-140
3.3.3 Insulating materials To avoid any electrical activity between parts at different potentials, insulation is used. An ideal insulating material should possess the following properties.
Page 11

1) Should have high dielectric strength.2) Should with stand high temperature.3) Should have good thermal conductivity4) Should not undergo thermal oxidation5) Should not deteriorate due to higher temperature and repeated heat cycle6) Should have high value of resistivity 7) Should not consume any power or should have a low dielectric loss angle d8) Should withstand stresses due to centrifugal forces ( as in rotating machines), electro dynamic or mechanical forces ( as in transformers)9) Should withstand vibration, abrasion, bending10) Should not absorb moisture11) Should be flexible and cheap12) Liquid insulators should not evaporate or volatilizeInsulating materials can be classified as Solid, Liquid and Gas, and vacuum. The term insulting material is sometimes used in a broader sense to designate also insulating liquids, gas and vacuum.
Solid: Used with field, armature, and transformer windings etc. The examples are:1) Fibrous or inorganic animal or plant origin, natural or synthetic paper, wood, card board, cotton, jute, silk etc., rayon, nylon, terelane, asbestos, fiber glass etc.,2) Plastic or resins. Natural resins-lac, amber, shellac etc., Synthetic resins-phenol formaldehyde, melamine, polyesters, epoxy, silicon resins, bakelite, Teflon, PVC etc3) Rubber: natural rubber, synthetic rubber-butadiene, silicone rubber, etc.,4) Mineral: mica, marble, slate, talc chloride etc.,5) Ceramic: porcelain, steatite, alumina etc.,6) Glass: soda lime glass, silica glass, lead glass, borosilicate glass7) Non-resinous: mineral waxes, asphalt, bitumen, chlorinated naphthalene, enamel etc.,
Liquid: Used in transformers, circuit breakers, reactors, rheostats, cables, capacitors etc., & for impregnation. The examples are:1) Mineral oil (petroleum by product)2) Synthetic oil askarels, pyranols etc.,3) Varnish, French polish, lacquer epoxy resin etc.,
Gaseous: The examples are:1) Air used in switches, air condensers, transmission and distribution lines etc.,2) Nitrogen use in capacitors, HV gas pressure cables etc.,3) Hydrogen though not used as a dielectric, generally used as a coolant4) Inert gases neon, argon, mercury and sodium vapors generally used for neon sign lamps.5) Halogens like fluorine, used under high pressure in cablesNo insulating material in practice satisfies all the desirable properties. Therefore a material
Page 12

which satisfies most of the desirable properties must be selected.
3.3.4 Classification of insulating materials based on thermal considerationThe insulation system (also called insulation class) for wires used in generators, motors transformers and other wire-wound electrical components is divided into different classes according the temperature that they can safely withstand. As per Indian Standard ( Thermal evaluation and classification of Electrical Insulation,IS.No.1271,1985,first revision) and other international standard insulation is classified by letter grades A,E,B,F,H (previous Y,A,E,B,F,H,C).
Table 3.5 Classification of insulation table
Insulation Class Maximum operating temperature in 0C
Typical Materials
Y(Previous) 90 Cotton, silk, paper, wood, cellulose, fiber etc, without impregnation oil immersed.
A 105 Class Y impregnated with natural resins, cellulose, esters, insulating oils, etc, and also
laminated wood, varnished paper etc.E 120 Synthetic resin enamels of vinyl acetate or nylon
tapes, cotton and paper laminates with formaldehyde bonding etc.
B 130 Mica, glass fiber, asbestos etc with suitable bonding substances, built up mica, glass fiber and
asbestos laminates.F 155 The material of Class B with more thermal
resistance bonding materialsH 180 Glass fiber and asbestos materials and built up
mica with appropriate silicone resinsC >180 Mica, ceramics, glass, quartz and asbestos with
binders or resins of super thermal stability
The maximum operating temperature is the temperature the insulation can reach during operation and is the sum of standardized ambient temperature i.e. 40 degree centigrade, permissible temperature rise and allowance tolerance for hot spot in winding. For example, the maximum temperature of class B insulation is (ambient temperature 40 + allowabletemperature rise 80 + hot spot tolerance 10) = 130oC. Insulation is the weakest element against heat and is a critical factor in deciding the life of electrical equipment. The maximum operating temperatures prescribed for different class of insulation are for a healthy lifetime of 20,000 hours. The height temperature permitted for the machine parts is usually about 2000C at the maximum. Exceeding the maximum operating temperature will affect the life of the insulation. As a rule of thumb, the lifetime of the winding insulation
Page 13

will be reduced by half for every 10 ºC rise in temperature. The present day trend is to design the machine using class F insulation for class B temperature rise.
3.4 Transformer Losses
Even though transformers are very efficient devices, converting from 95-99% of their input power, some of its energy is lost during the voltage transformation. The losses in a power transformer can be classified as no-load losses and load losses.
3.4.1 No-Load Losses
With no load in the secondary windings, an energized transformer behaves as a highly inductive element, similar to a shunt reactor. In order to keep this transformer energized, the alternating excitation current is drawn from the system, producing an alternating mutual flux in the primary winding. This mutual flux is taken by the core at a rate that depends on the system frequency. The energy requirements for this cyclic magnetization of the core results in two types of transformer losses: eddy and hysteresis losses. Induced voltage in the laminations produced by the alternating flux results in undesirable currents within the laminations. Such currents are called eddy currents, which do not contribute to power output, and their energy is lost to heat. The alternating magnetization of the core will cause the molecular composition of the iron core to align itself with the changing field. The energy lost from successive reversal of magnetization in the core is called hysteresis loss.
3.4.2 Load Losses.
The load losses in a power transformer are due to the electric resistance of windings and stray losses. The resistive action of the winding conductor to the current flow will be lost in the form of heat and will be dissipated in the surrounding area inside the transformer. The magnitude of that loss increases by the square of the current. Stray losses occur due to the leakage field of winding and due to high currents seen in internal structural parts such as bus bars. Stray losses can affect the overall rating of the transformer because they can create hot spots when the current leads become excessive, affecting the overall life of the transformer .
Heat Transfer Effects
A load serving transformer not only experiences an electrical process but also goes through a thermal process that is driven by heat. The heat generated by the no-load and load losses is the main source of temperature rise in the transformer. However, the losses of the windings and stray losses seen from the structural parts are the main factors of heat
Page 14

generation within the transformer. The thermal energy produced by the windings is transferred to the winding insulation and consequently to the oil and transformer walls. This process will continue until an equilibrium state is reached when the heat generated by the windings equals the heat taken away by some form of coolant or cooling system. This heat transfer mechanism must not allow the core, windings, or any structural parts to reach critical temperatures that could possibly deteriorate the credibility of the winding insulation. The dielectric insulating properties of the insulation can be weakened if temperatures above the limiting values are permitted (10). As a result, the insulation ages more rapidly, reducing its normal life. According to the IEEE C57.91-1995 guide, the life of the insulation is the overall life of a transformer. Due to the temperature requirements of the insulation, transformers utilize cooling systems to control the temperature rise.
Hot Spot Temperature Limits
The winding hot spot temperature, that is, the hottest spot in a winding, is considered to be the most critical parameter in the determination of load ability. It determines the loss of insulation life and indicates the potential risk of releasing gas bubbles for a severe overload condition. The hot spot is usually assumed to be near the top of the high or low voltage winding, although there are arguments that it could be lower (say mid-winding) within the cooling ducts, especially if the transformer oil is not directed-flow-pumped through the ducts.The IEEE Guide [5] specifies the normal temperature rise of the hottest spot not to exceed 80 C over ambient temperature (ambient of 30 C). This 110 C limit is for continuous 24-hour-per-day conditions. The Guide states that temperatures as high as 180 C are acceptable provided that the corresponding time period during a given 24-hour period is sufficiently short. For example, 124 C for 6 hours is acceptable because the loss-of-life over the whole day will be normal, assuming very little loss-of-life during the remaining 18 hours. It may be desirable to have an absolute limit to hot spot temperature, regardless of the shortness of the time period, for reasons
Hot Spot Temperature Aging Acceleration Factor
110 0C117 0C124 0C1310 C139 0C147 0C156 0C164 0C173 0C180 0C
1248
163264
128256425
Page 15

3.5 Standards of transformer design
Some important Indian Standards related to Transformer are as follows:
Table No. 3.6 IS standards for TransformersSr. No Specifications Standards
1 Specifications for Power Transformers. IS2026 ( Part I to IV )
2Specifications for outdoor Three PhaseDistribution Transformer up to and Including 100 KVA,11 KV
IS 1180 Part ( I & II )
3 Specifications for dry type Transformer. IS 11171
4Specifications for Control TransformerFor switchgear and control gear for Voltages not exceeding 1000 V A.C.
IS 12021
5 Specifications for Current Transformer. IS 2705 ( Part I & II )
6 Specifications for Voltage Transformer. IS 3156 ( Part I to IV)
7
Classification of Insulating materialsFor Electrical machinery and apparatus In relation to their thermal stabilityIn service.
IS 1271
8Degree of protection provided byEnclosures for low voltage switchgearAnd control gear.
IS 2147
9 Specification for New Insulating Oil IS 335
IEEE Standards and Temperatures
In order to operate a power transformer, one must know its basic limitations. It is clear that the temperature produced by the transformer losses can affect the life span of the insulation. To ensure the longevity of the transformer, transformer manufactures must guarantee that their designs are capable of operating within specified standards. The operating limits are bounded by the ambient temperature, the average winding temperature, and the maximum winding hottest-spot temperature.According to the IEEE C57.12.00-2000 standard, power transformer are rated on a maximum ambient temperature of 40° C, and the average ambient temperature shall not
Page 16

exceed 30° C in a 24-hour period. This standard also states that an average winding rise of 65° C shall not be exceeded when the transformer is operated at its rated load (KVA), voltage (V), and frequency (Hz). In other words, based on the ambient temperature criteria, the average temperature of the winding cannot exceed 65° C above ambient, when operated at rated conditions. Maximum hottest-spot winding temperature cannot exceed a value of 80° C above ambient. The IEEE C57.91-1995 states that under a continuous ambient temperature of 30° C, the maximum hottest-spot winding temperature should not exceed 110° C. If the transformer is operated continuously at this temperature, the normal life expectancy of the transformer is 20.55 years
3.6 Sound LevelsAll Industries make Transformers are satisfactorily meeting the ANSI Standard C89.2 and NEMA ST -20 sound levels and will not exceed as following table:
Table 3.7 Sound Levels as per NEMA
Sr. No KVA Max. Sound Levels
1 Up to 9 KVA 40 dB2 10 – 50 KVA 45 dB
3 51 – 150 KVA 50 dB
4 151 – 300 KVA 55 dB5 301 – 500 KVA 60 dB
Chapter 4
Construction of Transformer
Page 17

4.1 Classification of Transformers:
Based on Core construction: Core Type & Shell Type Based on transformer Ratio: Step up & Step Down Based on Service: Distribution Transformer & Power Transformer
4.2 Constructional aspects: Transformers used in practice are of extremely large variety depending upon the end use. In addition to the transformers used in power systems, in power transmission and distribution, a large number of special transformers are in use in applications like electronic Supplies furnaces, traction etc. Transformers of smaller sizes could be air cooled while the larger ones are oil cooled. These machines are highly material intensive equipments and are designed to match the applications for best operating conditions. Hence they are `tailor made' to a job. This brings in a very large variety in their constructional features. Here more common constructional aspects alone are discussed. These can be broadly divided into
1. Core construction
2. Winding arrangements
3. Cooling aspects
4.2.1 Core construction
Transformer core for the power frequency application is made of highly permeable material. The high value of permeability helps to give a low reluctance for the path of the flux and the flux lines mostly confine themselves to the iron. Silicon steel in the form of thin laminations is used for the core material. Over the years progressively better magnetic properties are obtained by going in for Hot rolled non-oriented to Hot rolled grain oriented steel.
Later better laminations in the form of cold Rolled Grain Oriented (CRGO), -High B (HiB) grades became available. The thickness of the laminations progressively got reduced from over 0.5mm to the present 0.25mm per lamination.
Page 18

Fig.4.1 Interleaving of Core Laminations
These laminations are coated with a thin layer of insulating varnish, oxide or phosphate. The magnetic material is required to have a high permeability and a high saturation flux density, a small area under the B-H loop-to permit high flux density of operation with low magnetizing current and low hysteresis loss. The resistivity of the iron sheet itself is required to be high to reduce the eddy current losses. The eddy current itself is highly reduced by making the laminations very thin. If the lamination is made too thin then the production cost of steel laminations increases. The steel should not have residual mechanical stresses which reduce their magnetic properties and hence must be annealed after cutting and stacking. In the case of very small transformers (from a few volt-amperes to a few kilo volt- amperes) hot rolled silicon steel laminations in the form of E & I, C & I or O are used and the core cross section would be a square or a rectangle. The percentage of silicon in the steel is about 3.5. Above this value the steel becomes very brittle and also very hard to cut. The saturation flux density of the present day steel lamination is about 2 Tesla.
Broadly classifying, the core construction can be separated into core type and shell type. In a core type construction the winding surrounds the core.. In a shell type on the other hand the iron surrounds the winding.
In the case of very small transformers the conductors are very thin and round. These can be easily wound on a former with rectangular or square cross section. Thus no special care is needed for the construction of the core. The cross section of the core also would be square or rectangular. As the rating of the transformer increases the conductor size also increases. Flat conductors are preferred to round ones. To wind such conductor on a rectangular former is not only difficult but introduces stresses in the conductor, at the bends. From the short circuit force with stand capability point of view also this is not desirable. Also, for a given area enclosed the length of the conductor becomes more. Hence it results in more load losses. In order to avoid all these problems the coils are made cylindrical and are wound on formers on heavy duty lathes. Thus the core construction is required to be
Page 19

such as to fill the circular space inside the coil with steel laminations. Stepped core construction thus becomes mandatory for the core of large transformers. When the core size increases it becomes extremely difficult to cool the same (Even though the core losses are relatively very small). Cooling ducts have to be provided in the core. The steel laminations are grain oriented exploiting the simple geometry of the transformer to reduce the excitation losses. The iron losses in the lamination, when the flux is oriented in the direction of grain orientation, are about 30% of that in the normal direction.
Another important aspect to be carefully checked and monitored is the air gaps in series in the path of the main ux. As the reluctance of air path is about 1000 times more than that of the steel, an air path of 1mm will require a mmf needed by a 1 meter path in iron. Hence butt joints between laminations must be avoided. Lap joints are used to pro- vide alternate paths for flux lines thus reducing the reluctance of the flux paths.. In some power transformers the core is built up by threading a long strip of steel through the coil in the form of a toroid. This construction is normally followed in instrument transformers to reduce the magnetizing current and hence the errors.
Large cores made up of laminations must be rendered adequately stiff by the provision of stiffening plates usually called as itch plates. Punched through holes and bolts are progressively being avoided to reduce heating and melting of the through bolts. The whole stack is wrapped up by strong epoxy tapes to give mechanical strength to the core which can stand in upright position. Channels and angles are used for the frame and they hold the bottom yoke rigidly.
Fig 4.2 Basic difference between core type and shell type transformer
Page 20

4.2.2 Windings
Windings form another important part of transformers. In a two winding trans- former two windings would be present. The one which is connected to a voltage source and creates the flux is called as a primary winding. The second winding where the voltage is induced by induction is called a secondary. If the secondary voltage is less than that of the primary the transformer is called a step down transformer else a step up transformer. A step down transformer can be made a step up transformer by making the low voltage winding its primary. Hence it may be more appropriate to designate the windings as High Voltage (HV) and Low Voltage (LV) windings. The winding with more number of turns will be a HV winding. The current on the HV side will be lower as V-I product is a constant and given as the VA rating of the machines. Also the HV winding needs to be insulated more to withstand the higher voltage across it. HV also needs more clearance to the core, yoke or the body. These aspects influence the type of the winding used for the HV or LV windings.
Transformer coils can be broadly classified in to concentric coils and sandwiched coils. The former are very common with core type transformers while the latter one are common with shell type transformers. In concentric arrangement, in view of the lower insulation and clearance requirements, the LV winding is placed close to the core which is at ground potential. The HV winding is placed around the LV winding. Also taps are provided on HV winding when voltage change is required. This is also facilitated by having the HV winding as the outer winding.
Page 21

Fig. 4.3 Types of Transformer Windings
Three most common types of coils viz. helical cross over and disc coils Helical Windings One very common cylindrical coil arrangement is the helical winding. This is made up of large cross section rectangular conductor wound on it’s at side. The coil progresses as a helix. This is commonly used for LV windings. The insulation requirement also is not too high. Between layers no insulation (other than conductor insulation) is needed as the voltage between layers is low. The complexity of this type of winding rapidly increases as the current to be handled becomes more. The conductor cross section becomes too large and difficult to handle. The eddy current losses in the conductor rapidly increase. Hence two or more conductors have to be wound and connected in parallel. The parallel circuits bring in problems of current sharing between the circuits. Transpositions of the parallel paths have to be adopted to reduce unequal current distribution. The modern practice is to use continuously transposed and bunched conductors.
The second popular winding type is the cross over coil. These are made of circular conductors not exceeding 5 to 6 sq mm in cross section. These are used for HV windings of relatively small transformers. These turns are wound in several layers. The length and thickness of each block is made in line with cooling requirements. A number of such blocks can be connected in series, leaving cooling ducts in between the blocks, as required by total voltage requirement. Disc coils Disc coils consist of at conductors wound in a spiral form at the same place spiraling outwards. Alternate discs are made to spiral from outside towards the center.
Page 22

Sectional discs or continuous discs may be used. These have excellent thermal properties and the behavior of the winding is highly predictable. Winding of a continuous disc winding needs specialized skills.
Sandwich coils Sandwich windings are more common with shell type core construction. They permit easy control over the short circuit impedance of the transformer. By bringing HV and LV coils close on the same magnetic axis the leakage is reduced and the mutual flux is increased. By increasing the number of sandwiched coils the reactance can be substantially reduced.
4.2.3 Insulation
The insulation used in the case of electrical conductors in a transformer is varnish or enamel in dry type of transformers. In larger transformers to improve the heat transfer characteristics the conductors are insulated using un-impregnated paper or cloth and the whole core-winding assembly is immersed in a tank containing transformer oil. The trans- former oil thus has dual role. It is an insulator and also a coolant. The porous insulation around the conductor helps the oil to reach the conductor surface and extract the heat. The conductor insulation may be called the minor insulation as the voltage required to be with- stood is not high. The major insulation is between the windings. Annular bakelite cylinders serve this purpose. Oil ducts are also used as part of insulation between windings. The oil used in the transformer tank should be free from moisture or other contamination to be of any use as an insulator.
4.2.4 Cooling of transformers
Scaling advantages make the design of larger and larger unit sizes of transformers economically attractive. This can be explained as below. Consider a transformer of certain rating designed with certain flux density and current density. If now the linear dimensions are made larger by a factor of K keeping the current and flux densities the same the core and conductor areas increase by a factor of K2. The losses in the machine, which are proportional to the volume of the materials used, increase by a factor of K3.The rating of the machine increases by a factor of K4.
The surface area however increases by a factor of K2 only. Thus the ratio of loss per surface area goes on increasing by a factor of K. The substantial increase in the output is the major attraction in going in for larger units. However cooling of the transformer becomes more and more difficult. As the rating increases better cooling techniques are needed. Simple air cooling of the transformers is adopted in dry type transformers. The limit for this is reached by the time the rating is a few KVA. Hence air cooling is used in low voltage machines. This method of cooling is termed as AN(Air Natural). Air Blast(AB) method improves on the above by directing the blast of air at the core and windings. This permits some improvement in the unit sizes.
Page 23

Substantial improvement is obtained when the transformer is immersed in an oil tank. The oil reaches the conductor surface and extracts the heat and transports the same to the surface of the tank by convection. This is termed as ON (Oil Natural) type of cooling. This method permits the increase in the surface available for the cooling further by the use of ducts, radiators etc. OB(Oil Blast) method is an improvement over the ON-type and it directs a blast of air on the cooling surface. In the above two cases the flow of oil is by natural convective forces. The rate of circulation of oil can be increased with the help of a pump, with the cooling at the surface remaining natural cooling to air. This is termed as OFN (Oil Forced Natural). If now a forced blast of air is also employed, the cooling method become OFB( Oil Forced Blast). A forced circulation of oil through a radiator is done with a blast of air over the radiator surface. Substantial amount of heat can be removed by employing a water cooling. Here the hot oil going into the radiator is cooled by a water circuit. Due to the high specific heat of water, heat can be evacuated effectively. Next in hierarchy comes OFW which is similar to OFB except that instead of blast of air a forced circulation of cool water in the radiator is used in this. In many large sized transformers the cooling method is matched with the amount of heat that is required to be removed. As the load on the transformer changes the heat generated within also changes. Suitable cooling method can be pressed into service at that time. This gives rise to the concept of mixed cooling technique. ON/OB Works as ON but with increased load additional air blast is adopted. This gives the ratings to be in the ratio of 1:1.5 ON/OB/OFB Similarly gives the ratings in the ratio of 1:1.5:2
Fig 4.4 Types of Transformer cooling
Page 24

Chapter 5
Design of three phase Distribution Transformer
5.1 Design Problem:
To Design a Three Phase Distribution type Core type step-down transformer to be connected to 415 V, 50 HZ supply, to deliver 5A at 200 V
5.1.1 Design of Core:
Selection of K:Type K
Single phase shell type 1.0 to 1.2Single phase core type 0.75 to 0.85Three phase shell type 1.3
Three phase core type (distribution) 0.47Three pase core type (Power) 0.65 to 0.7
Volt per turn Et = K√Q = 0.47 = 0.47 √1 = 0.47 (K=0.47 from above table)
Flux in core Øm = Et / (4.44 * 50) = 2.016* 10^-3 wb Net iron area Ai = 2.106*10^-3/1.0 = 2106 mm2
Using a square core: Ai = 0.71 d2
Therefore, d = 62.54 mm Gross Core area Agi =Ai /0.9 = 2106 / 0.9 = 2340mm2
a= √ Agi = 56 mm
5.1.2 Design of window
Window Space factor Kw = 8/(30 + KV) =8/(30.415) = 0.263 output of Transformer Q= 3.33 f Bm kw δ Aw Ai * 10^-3
1= 3.33 *50*1*0.263*2.3*10^6*2.106*10^-3 Aw = 4714 mm2
Taking ratio of height to width of window as 3.44Hw * W w = 4714
or 3.44 Ww = 4714 Ww = 37 .01 mm
Page 25

Hw = 3.44 * 37.01
Hw= 105 mm
Area of Window = 37.01 * 105 = 3886.05mm2
=3.886 *10^-3 m2
Distance Between adjacent core centers D = W w+ d = 37 .01 +62.54
D = 95.55 mm
5.1.3 Design of Yoke
Taking area of yoke as 1.2 times of limb Therefore flux density in yoke = 1/1.2 = 0.0833 wb/m2
Net area of yoke = 1.2 * 2106 = 2.527 * 10 ^3 mm2
Gross area of Yoke = 2.527 * 10^3 / 0.9 = 2.807* 10^3 mm2 Taking the section of yoke as rectangular
Depth of Yoke Dy = a= 56 mm Height of Yoke Hy = 2.807*10^3 / 56 Hy = 50mm
5.1.4 Design of Frame
1 Height of Frame H= Hw + 2Hy = 105+(2* 50) = 205 mm
Width of Frame W= 2D + a = (2*95) + 56 =245 mm = 240 mm
5.1.5 Design of WINDINGS
Assuming efficiency to be 96%
1 Primary Winding
Primary winding current Ip = VA/ (0.96 * 415)= 1000/ (0.96* 415) = 2.4100
Taking current density = 2.3 A/mm2
Area of Primary winding ap = 2.410 / 2.3 = 1.047mm2
Page 26

Diameter of bare Conductor d p=√ 4∗Aπ
d p=√ 4∗1.047π
= 0.8327 mm
Therefore selecting from SWG table the corresponding value of conductor of 0.8065of 21SWG
Table
VA Turns per Volt200 3.5250 2.8300 2.8400 2.3500 2.0750 1.7
1000 1.6
Turns per volt (Te) of 1000VA transformer is 1.6
Number of turns of Primary winding = Tp = Vp*Te
= 415*1.6
= 667 turns
2 Secondary Winding
Area of Secondary winding =Is / 2.3 = 5/2.3 = 2.1739 mm2
Diameter of bare conductor =
d s=√ 4∗2.174π
= 1.663 mm
From the table corresponding conductor is 1.588, therefore selecting 16 SWG
Number of Turns of secondary Ts= Vs*Te
= 200*1.6 = 326 turns
Page 27

Considering the available standard bobbins and size of conductors
For primary winding, there will be 4 layers of 169 turns For secondary winding, there will be 3.2 layers of 102 layers Actual Width of Window =
For each layer of insulation paper we require 1mm =(bobbin inner width +(2) + ((d1 + 1)*4)+((d2 +1)*3.2)))*2=(3 +2+((1.207 +1)*4)((1.588+1)*3.2)))*2=22.01
Therefore for each window that is twice = 22*2 =44mm +1mm (for cooling) =45mm
For operation Protection Circuit :Taping on any one of the secondary winding phase is taken =Rating of contactor * Te =110 *1.6 = 176 turn from last turns
5.3 Circuit diagram
Page 28

Chapter 6 Manufacturing of Transformer
6.1 Materials used for different parts of transformer
After calculation to design transformer which is cost effective, durable, and as per standard specification it is very challenging work for the best optimum design the material selection plays the important role.
Following three basic materials required to design transformer
• Magnetic Material(Core Material)
• Electrical Material( Winding Material)
• Dielectric Material(Insulation Material)
6.1.1 Core Material
Cold Rolled Grain Oriented Electrical Steel (CRGO) and Non Cold Rolled Non Grain Oriented Electrical Steel CRNGO. Grain oriented Electrical Steel CRGO is undoubtedly the most important soft magnetic material in use today. Whether in small transformer, distribution transformer or in large transformer & generator, grain oriented electrical steel CRGO is a must for the production of energy saving electrical machines. Grain oriented Electrical Steels are iron-silicon alloys that provide low core loss and high permeability needed for more efficient and economical electrical transformers. CRGO Grain oriented grades of electrical steel are typically used for transformer cores and large generators. Non-oriented Electrical steel CRNGO fully processed steels are iron-silicon alloys with varying silicon contents and have similar magnetic properties in all directions in plan of the sheet. Non-oriented Electrical steel are principally used for motors, generators, alternators, ballasts, small Transformers and a variety of other electromagnetic applications. The earliest soft magnetic material was iron, which contained many impurities. Researchers found that the addition of silicon increased resistivity, decreased hysteresis loss, increased permeability, and virtually eliminated aging. Substantial quantities of Grain Oriented Electrical steel CRGO are used, mainly in power and distribution transformers. However, it has not supplanted non-oriented Electrical steel, which is used extensively where a low-cost, low-loss material is needed, particularly in rotating equipment. Mention should also be made of the relay steels, used widely in relays, armatures, and solenoids. Relay steels contain 1.25 to 2.5% Si, and are used in direct current applications because of better permeability, lower coercive force, and freedom from aging Important physical properties of Electrical steels (CRGO) include resistivity, saturation induction, magneto-crystalline anisotropy, magneto striction, and Curie temperature. Resistivity, which is quite low in iron,
Page 29

increases markedly with the addition of silicon. Higher resistivity lessens the core loss by reducing the eddy current component. Raising the silicon content will lower magneto striction, but processing becomes more difficult. The high Curie temperature of iron will be lowered by alloying elements, but the decrease is of little importance to the user of CRGO Electrical steels. The magnetization process is influenced by impurities, grain orientation, grain size, strain, strip thickness, and surface smoothness.One of the most important ways to improve soft magnetic materials is to remove impurities, which interfere with domain-wall movement; they are least harmful if present in solid solution. Compared with other commercial steels, Electrical steel is exceptionally pure. Because carbon, an interstitial impurity, can harm low induction permeability, it must be removed before the steel is annealed to develop the final texture. The mechanism for the growth of grains with cube-on-edge orientation during the final anneal is not completely understood. The process involves secondary recrystallization, which, by definition, is characterized by accelerated growth of one set of grains in an already recrystallized matrix. For secondary recrystallization, normal grain growth must be inhibited in some manner. As the temperature is raised, certain grains break loose from the inhibiting forces, and grow extensively at the expense of their neighbors. Producers know that, on a practical basis, appropriate cold rolling and recrystallization sequences must be carefully followed to obtain the desired secondary recrystallization nuclei and the correct texture. Today`s Electrical Steels use MnS as the grain growth inhibitor, but other compounds, such as carbides, oxides, or nitrides, are also effective. CRGO Making and using Grain oriented Electrical steel Grain Oriented Electrical Steel (CRGO) is more restricted.
Fig 6.1 CRNO Laminated core
A cold rolled non-oriented electrical steel sheet having a low iron loss is disclosed. The steel sheet consists of not more than 0.02% of C, 0.1-3.5% of Si, not more than 1.0% of
Page 30

Al, 0.1-1.0% of Mn, 0.03-0.40% of Sn and the remainder being substantially Fe. A cold rolled non-oriented electrical steel sheet having a low iron loss, which consists of not more than 0.02% by weight of C, 0.1-3.5% by weight of Si, not more than 1.0% by weight of Al, 0.1-1.0% by weight of Mn, 0.03-0.40% by weight of Sn and the remainder being essentially iron. Field of the Invention The present invention relates to a non-oriented electrical steel sheet, and more particularly relates to a cold rolled non-oriented electrical steel sheet having a low iron loss.
Description of the Prior Art Non-oriented electrical steel sheets are graded by their iron loss. For example, in the JIS, non-oriented electrical steel sheets having a thickness of 0.050 mm are graded as follows. In the S-30 grade steel sheet, W10/50 must be not higher than 3.70 W/kg and W15/50 must be not higher than 8.00 W/kg; and in the S-10 grade steel sheet, W10/50 must be not higher than 1.25 W/kg and W15/50 must be not higher than 3.10 W/kg.
The iron loss of non-oriented silicon steel sheets is occupied by the hysteresis loss rather than by the eddy current loss contrary to the iron loss of oriented electrical steel sheets, and the hysteresis loss occupies generally 60-80% of the total iron loss. The hysteresis loss is in inverse proportion to the crystal grain size. It is an effective means to promote the normal grain growth of recrystallized grains at the final annealing in order to decrease the iron loss, and this means has hitherto been always used in order to lower the iron loss.
The inventors have newly found out that the alloying of Sn to non-oriented silicon steel sheet is effective for lowering the iron loss thereof, and have accomplished the present invention. The feature of the present invention is the provision of a cold rolled non-oriented electrical steel sheet having a low iron loss, which consists of not more than 0.02% by weight of C, 0.0-3.5% by weight of Si, not more than 1.0% by weight of Al, 0.1-1.0% by weight of Mn, 0.03-0.40% by weight of Sn and the remainder being substantially Fe.There has hitherto been hardly known the influence of Sn upon the magnetic property of non-oriented electrical steel sheet. After various investigations, the inventors have found out that Sn is remarkably effective for lowering the iron loss of non-oriented electrical steel sheet as illustrated in the following data.
The results of measurement of iron losses of Epstein samples produced by subjecting hot rolled sheets having different contents of each of Si and to a one-stage cold rolling to prepare cold rolled sheets having a final gauge of 0.5 mm, and then subjecting the cold rolled sheets to a continuous annealing under a dry hydrogen atmosphere kept at 950° C.
6.1.2.1 CRGO Laminations Grade M2, M3, M4, M5 & M6 are generally use in India having Watt loss of 0.55 t0 1.01.
Page 31

Table 6.3 Typical Mechanical Properties and Laminations Factors for CRGO
Thickness mm
Grade
Assumed Density Kg/dm3
Resistivity o-m (x10-8)
Core loss
Watts per kilogram
50 Hz 60 Hz
1.5T 1.7T 1.5T 1.7T
0.23M-1
7.65 500.73 1.08 0.93 1.37
M-2 0.76 1.12 0.97 1.43
0.27M-3
7.65 480.80 1.17 1.04 1.50
M-4 0.83 1.22 1.08 1.59
0.3 M-5 7.65 48 0.89 1.29 1.17 1.68
0.3 M-5 7.65 48 1.01 1.46 1.32 1.90
6.1.2.2 CRNO Laminations
Non-Oriented Electrical Steel Sheets CRNO (Cold Rolled Non-Oriented Steel)
Table 6.4 Typical Mechanical Properties for CRNO laminations
GradeThickness mm
Assumed Density Kg/dm3
Maximum Core Loss Watt/Kg At 50 Hz & 1.5T
Minimum Magnetic flux density at 5000 A/mT
Minimum Lamination@ Factor %
M-22 0.35 7.7 2.93 1.6 95M-27 0.35 7.7 3.13 1.6 95M-36 0.35 7.7 3.31 1.6 95M-22 0.5 7.7 3.22 1.6 96M-27 0.5 7.7 3.21 1.6 96M-36 0.5 7.7 3.57 1.6 96M-43 0.5 7.7 4.01 1.61 96M-45 0.5 7.75 5.31 1.62 96M-47A 0.5 7.75 6.98 1.64 96M-36 0.65 7.7 4.18 1.6 96.5M-46 0.65 7.7 4.7 1.61 96.5M-45 0.65 7.75 6.27 1.63 96.5
6.1.2Winding
Page 32

Enamelled Copper Wire or Enamelled Aluminum Wire is used in the construction of transformers, inductors, motors, headphones, loudspeakers ,and many more applications. Enameled wire is covered with thin insulation. Enameled copper wire typically uses one to three layers of polymer film insulation, to provide a tough, continuous insulating layer.
Table 6.5 Properties of Enameled Copper Wires
ENAMEL BASE
MODIFIED
POLYSTER PE(MOD
IFIED)
POLYSTERMIDE (P.I.E.)
POLYSTERMIDE POLYAMIDE-
IMIDE (PEI+PAI)
POLYMIDE-IMIDE (
PAI)
THERMAL/INSULATION CLASS
I55° ’F' CLASS
180° ’H’ CLASS 200° DUAL COTED 220° ’C’ CLASS
SPECIFICATION OLD IS:NEW IS:IEC:
IS:4800-V2IS: 13730 –3IEC 317 – 3
IS:4800-9IS: 13730 -8IEC 317 –8
IS:4800-13IS: 13730 -13IEC 317 – 13
IS:4800-11IS: 1373 -7IEC 317 –7
COLOUR OF ENAMELED WIRES
DARK & LIGHT
BROWN
DARK BROWN MEDIUM – DARK BROWN
BROWN
GENERALAPPLICATIONS
General Purpose
Rotting & Static
Electrical Equipments,
F.H.P. Motors,
Transformer
F.H.P. Motorsfor hand tools
Hermatic Applications,
Ignition Coils &All Thermal Class 180 Equipments.
Hermatic Applications
Special Purpose Motors & All
Thermal Class 200 Equipments
Special Motors
Hermatic Motors
Page 33

s, etcSPECIAL REMARKS
Good Thermal & Die-ElectricProperties
Resistance against Refrigerant
& Transformer Oil, High Burnout
Resistance etc
Air Crack Resistance against
refrigerants & Chemicals very high burnout resistance,
excellent Windablity low co-efficient of
fraction Highslot filled factor & improved obrasion
resistant.
Air Crack Resistant
againRefrigent & Chemicals very high burnout resistant,excellent
Wind ability low co-
efficient of friction High
slot fill factor & abrasion
resistance.ABRASION RESISTANCE/ MECHANICALPROPERTIES
Fair / Good Very Good / Good Excellent / Excellent Excellent / Excellent
RESISTANCETO VARNISHES AND SOLVENT
Good Very Good Excellent Excellent
SPECIAL REMARKS
Good Thermal & Die-ElectricProperties
Resistance against Refrigerant
& Transformer Oil, High Burnout
Resistance etc.
Air Crack Resistance against
refrigerants & Chemicals very high burnout resistance,
excellent Windablity low co-efficient of
fraction Highslot filled factor & improved obrasion
resistant.
Air Crack Resistant
againRefrigent & Chemicals very high burnout resistant,excellent
Wind ability low co-
efficient of friction High
slot fill factor &
Page 34

abrasion resistance.
RESISTANCETO FREON-22
- Very Good Superb Excellent
FELXIBILITY AND ADHERENCE
Good Very Good Superb Excellent
CUT THROUH / HEAT SHOCK
240°C / 200°C
300°C / 200°C 320°C / 220°C 400°C / 240°C
6.1.3 Insulation Material
6.1.3.1 Insulation Paper
We are using excellent insulating materials like Nomex, press phan paper, craft paper, Glass Film etc which are strong enough and better in dielectric strength, as a result we can increase the maximum allowable temperature resulting the overload strength is strong specially in case of Dry type Transformer.
We are maintaining the maximum temperature rise limited to the previous class of insulation ,such as if we claim class of insulation “H” , temperature rise will be limited to class of “F” ( usually we consider ambient temperature as 45 Deg.C. if not specified by the client). As per IS and other International Standard
Table 6.6 Insulation temperature class and its maximum temperature
Sr. No Tempt. Class Max. Total Temperature Of Insulation1 A 105 ° Centigrade2 E 120 ° Centigrade3 B 130 ° Centigrade4 F 155 ° Centigrade5 H 180 ° Centigrade6 C 180 ° Centigrade above
6.1.3.2 Bobbin
Page 35

Winding is wound on Bobbin and these bobbin consist of Bakelite and fiber material. When we Design a Transformer then we use Bakelite material because it can withstand with high voltage and high heat.. It is a thermosetting phenol formaldehyde resin, formed from an elimination reaction of phenol with formaldehyde. It was developed by Belgian-born chemist Leo Baekeland in New York in1907. Bakelite has a number of important properties. It can be molded very quickly therefore identical units can be mass produced. Moldings are smooth, retain their shape and are resistant to heat, scratches, and destructive solvents. It is also resistant to electricity, and prized for its low conductivity. It is not flexible.Phenolic resin products may swell slightly under conditions of extreme humidity or perpetual dampness. When rubbed or burnt, Bakelite has a distinctive, acrid, sickly-sweet or fishy odor.
Fig 6.2 Bakelite bobbins
These characteristics made Bakelite particularly suitable as a molding compound, an adhesive or binding agent, a varnish, and as a protective coating. This positioned it asan extremely desirable material for the emerging electrical and automobile industries. Bakelite was soon used for non-conducting parts of telephones, radios and other electrical devices, such as bases and sockets for light bulbs and electron tubes, supports for any type of electrical components, automobile distributor caps and other insulators.
Phenolics are more rarely used in general consumer products today, due to the cost and complexity of production and their brittle nature. Nevertheless they are still used in some applications where their specific properties are required, such as small precision-shaped components, molded disc brake cylinders, saucepan handles, electrical plugs and switches and parts for electrical irons.
Page 36

4.24.6.2 Selection of Components:
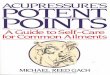
Table 6.2.1 Selection of Laminated plates of CRNO
H
(Length)
Width
(Assumed)
Stamping
form side 1
Stamping
form side 2
A :155 50 25 25
B :140 50 25 70
C :95 50 25 25
Fig 6.2.1 CRNO Laminated plates
Page 37

Fig 6.2.2 Main Dimensions of Transformer frame
6.2.2 Selection of Windings :
Double coated Windings as per calculations and comparing with Standard Wire Gauge
For Primary (H V)- 16 SWG
Secondary (L V )- 21 SWG
Fig 6.2.3 Standard wire Gauge
Page 38

Fig 6.2.4 Enameled Copper Windings
6.2.3 Selection of Bobbins :
(3 No’s )- Bakelite type (As per core Dimensions)
Page 39

6.2.4 Selection of Insulation paper:
Press Phan type (5 mm) (As per rating of Transformer)
6.2.5 Other components :
Nut- Bolts – (6 No.s)Wire for Terminals (13 No.s)
6.3 Assembly of Components:
1 Interleaving of core and placing of nut-bolts(at upto 5.6 Diameter)
1st position 2nd position(even no.) (odd no.)
2 Wrapping of Winding and insulation paper on bobbin3 Soldering start and end points of each windings to other wires4 Mounting of Bobbins with Windings on Core limbs
Fig 6.3 Internal structure of Transformer
5 Making Star-Delta Connections of winding6 Fabricating of Transformer Case7 Varnishing the core and windings8 Mounting of Transformer in case and protection components on case 9 Making connections of components according to circuit Diagram
Page 40

Chapter 7 Thermal Overload Protection
Transformer oil or mineral oil is providing the two functions in transformer for insulation and cooling purpose. Due to this it is important to maintain the good quality of mineral oil. If the quality of the mineral oil is reduced then there is problem with insulation of transformer and this creating problem in the transformer. The main cause in reduction of transformer oil quality is temperature rise in the mineral oil. Transformer contains core and winding these two are the main source of the temperature rise in the transformer. When the load on the transformer is increase the current in the transformer winding also increases. This increased current in the transformer winding creates the resistive loss in the transformer winding. As current in the transformer winding increases losses will also increases. Due to these losses there is generation of heat and the rate of the heat generation in transformer is directly proportional to the current flowing through the transformer winding. Therefore it is necessary to control the temperature of the mineral oil. At no load condition there is no load losses i.e. eddy current losses which are present in the core of the transformer. Due to this the temperature of the mineral oil is increase and the insulating properties of the mineral oil decreases.
7.1 Working principle: In thermal over load protection system if the temperature of the mineral oil is increased beyond its limit the working of the transformer is stop. It is done by the insertion of the control circuit in the secondary winding. This inserted circuit senses the temperature of the mineral oil and according to the temperature of the oil it will work. This control circuit again senses the temperature of the mineral oil and if these temperature is normal then these circuit will start the operation of the transformer.
7.2 Construction of protection schemeIn thermal over load protection there are two main components bimetal switch and contactor.
7.2.1 Bimetallic Strip:A bimetallic strip is used to convert a temperature change into mechanical displacement. The strip consists of two strips of different metals which expand at different rates as they are heated, usually steel and copper, or in some cases steel and brass. The strips are joined together throughout their length by riveting, brazing or welding. The different expansions force the flat strip to bend one way if heated, and in the opposite direction if cooled below its initial temperature. The metal with the higher coefficient of thermal expansion is on the outer side of the curve when the strip is heated and on the inner side when cooled.
Page 41

The sideways displacement of the strip is much larger than the small lengthways expansion in either of the two metals. This effect is used in a range of mechanical and electrical devices. In some applications the bimetal strip is used in the flat form. In others, it is wrapped into a coil for compactness. The greater length of the coiled version gives improved sensitivity.In these type of switch the bimetallic strip is which is used to convert a temperature change into mechanical displacement .The strip consist of two strips of Different metals which expand at different rates as they are heated, usually steel and copper , or in some cases steel and brass. The stripes are joined together throughout their length by riveting, brazing or welding. The different expansions force the flat strip to bend one way if heated, and in the opposite direction if cooled below its initial temperature. The sideways displacement of the strip is much longer than the small lengthways expansion in either of the two metals. This effect is used in switch by which according to the temperature the switch will open or close. Temperature switches are generally used in industry for limiting temperature. They monitor the temperature of machinery and equipment and, for example, switch off machinery if it overheats or switch on a fan to cool the equipment. Temperature sensing is carried out by a bimetal disc, which snaps over when the nominal switching temperature is reached. On cooling back down to the reset switching temperature, the switch returns to its original state. The reset switching temperature is typically below the switching temperature. According to the temperature bimetal switch forms two types of contact, which are normally open and normally close. In both cases, on cooling down below the reset switching temperature, the contacts return to their original state, so that the monitored equipment can again work normally.
Fig. 7.2.1 Bimetallic switch operation
7.2.2. Thermostats: In the regulation of heating and cooling, thermostats that operate over a wide range of temperatures are used. In these, one end of the bimetal strip is mechanically fixed and attached to an electrical power source, while the other (moving) end carries an electrical
Page 42

contact. In adjustable thermostats another contact is positioned with a regulating knob or lever. The position so set controls the regulated temperature, called the set point.Some thermostats use a mercury switch connected to both electrical leads. The angle of the entire mechanism is adjustable to control the set point of the thermostat.Depending upon the application, a higher temperature may open a contact (as in a heater control) or it may close a contact (as in a refrigerator or air conditioner). The electrical contacts may control the power directly (as in a household iron) or indirectly, switching electrical power through a relay or the supply of natural gas or fuel oil through an electrically operated valve. In some natural gas heaters the power may be provided with a thermocouple that is heated by a pilot light (a small, continuously burning, and flame). In devices without pilot lights for ignition (as in most modern gas clothes dryers and some natural gas heaters and decorative fireplaces) the power for the contacts is provided by reduced household electrical power that operates a relay controlling an electronic igniter, either a resistance heater or an electrically powered spark generating device.
Stem Type ThermostatsStem Type Thermostat is widely used in thermal sensing instruments. It is often referred to as the heart of the product and is also known as Temperature controller.Specification of Stem Type Thermostat
Table 7.2.2 Stem Type Thermostat specification
Parameter SpecificationTemperature Range 300C To 750CDifferential Safety Cutout Temperature ± 50CRating 16A/250V~A.C. Only 50 - 60 HzStem Length (L) 225mm / 275 mmStem Diameter 6mm / 8mmWeight 115 gms. Appox.Dimension (11") 275mm
Page 43

Fig 7.2.2 Stem Type Thermostat
7.2.3 CONTACTOR
Fig 7.3.3 Thee Pole Contactor
A contactor is an electrically controlled switch used for switching a power circuit, similar to a relay except with higher current ratings. A contactor is controlled by a circuit which has a much lower power level than the switched circuit. Contactors range from those having a breaking current of several amperes to thousands of amperes and 24 V DC to many kilovolts. The physical size of the contactors ranges from a device small enough to pick up with one hand, to large devices approximately a meter on a side. Contactors are used to control electric motors, lighting, heating, capacitor banks, thermal evaporators, and other electrical loads.
7.3 Operation of Protection circuit: Bimetallic switch is connected to the contactor and these are connected to the secondary of the transformer. As there is increasing in the temperature of the mineral oil the bimetallic strip will bend and due to this the bimetallic switch give the signal to the contactor and according to these signal the contactor break the contact of secondary of the transformer.
Fig 7.4.1 Operation under normal working condition
As shown in above figure the protection scheme is connected to the secondary of the
Page 44

transformer. Secondary of the distribution transformer is usually star connected and the neutral point is connected thorough the protection system. Transformer secondary is connected to the three phase three pole contactor. As shown in figure.1 the neutral point of the secondary is connected to the contactor and bimetallic switch is connected to the contactor. The temperature of the transformer is sensed by the bimetallic thermostatic switch and the output of the switch is connected to the connecter as shown in figure.1 As the temperature of the transformer is increased the bimetallic switch change the state. According to the state of the bimetallic switch the contactor is work i.e. contactor will make the contact or open the contact and due to these the transformer will in working or out of the working. When the temperature of the transformer is increased the bimetallic switch change its state and the change in the state is output of the bimetallic switch is connected to the contactor. Then this output is serving as input to the contactor and contactor will open the contacts. Power required to the operation of the contactor is given through tapping provided on one of secondary phase winding.When the contactor opens the contacts the secondary of the transformer is open and the transformer is out from the system. In this operation the transformer disconnects the load when its temperature is increased above the safety limit is figure.2. When the transformer is cooled down the temperature of the transformer will be within its safety limit. When the temperature of the transformer is in safety limit the bimetallic switch change the state and the contactor will connect the contact of secondary winding is shown in figure.1 then the transformer is in working and in working till the temperature of the transformer is within safety limit.
Fig.7.4.2 Operation when transformer is overloaded
If again the temperature of the transformer is increased the bimetallic switch will change the state and contactor will open the connection of the secondary of the transformer and transformer will stop the working, this process is done according the temperature of the transformer.
Page 45

Chapter8 Testing & Performance Evaluation
8.1 General Requirements for Routine, Type and Special Tests
Transformers shall be subjected to tests as specified below:
Table 8.1 Tolerance limits for Tansformer According to ISI
Sr No.
Item Tolerance
1 a) Total lossesb)Component losses
+10 % of the total losses+ 15 % of each component loss, provided that the tolerance for total losses is not exceeded
2 a)Voltage ratio at no load on principal tapping for a specified first pair of windings
b) Voltage ratio on other tapping, same pair
c) Voltage ratio for further pairs
The losses of following values :a)+/- 0.5 % of declared ratiob) +/- 1/10 of the actual % impedance on principle tapping To be agreed, but not lesser of the values given in a) & b) above
To be agreed, but not lesser of the values given in a) & b) above
3Short circuit Impedance for,a) separate winding transformer with two windings orb)a specified first pair of separate windingsin a multi winding transformer 1)Principal Tapping
2) any other tapping of the pair
When the impedance value is >/= 10% +/- 75 % of the declared valueWhen the impedance value is </=10% +/- 10 % of the declared valueWhen the impedance value is >/= 10% +/- 10 % of the declared valueWhen the impedance value is </=10% +/- 15 % of the declared value
4 Short- Circuit impedance for:a) an auto connected pair of winding orb)a specified second pair of separate
Page 46

winding in a multi winding transformer1)Principal tapping2)any other tapping of the pair3) further pairs of windings
+/- 10% of the declared value+/- 15 % of the declared valueTo be agreed but >= 15%
5 No – Load current +/- 30 % of the declared value
Tests shall be made at any ambient temperature between 10 °C and 50 °C and with cooling water (if required) at any temperature not exceeding 30 °C.Tests shall be made at the manufacturer’s works, unless otherwise agreed between the manufacturer and the purchaser. All measuring systems used for the tests shall have certified, traceable accuracy and be subjected to periodic calibration, according to IS/ISO 9001. Where it is required that test results are to be corrected to a reference temperature, this shall be:
a) for oil-immersed transformers: 75 °C; andb) for dry-type transformers: according to the general requirements for tests in IS 11171.
8.1.2 Routine Testsa) Measurement of winding resistanceb) Measurement of voltage ratio and check of phase displacement c) Measurement of short-circuit impedance and load loss d) Measurement of no-load loss and currente) Dielectric routine tests IS 2026 andf) Tests on on-load tap-changers, where appropriate
8.1.3 Type Tests
a) Temperature-rise test b) Dielectric type tests
8.1.4 Special Tests
a) Dielectric special tests b) Determination of capacitances windings-to earth, and between windings;c) Determination of transient voltage transfer characteristics;d) Measurement of zero-sequence impedance(s) on three-phase transformers e) Short-circuit withstand test f) Determination of sound levelsg) Measurement of the harmonics of the no-load current h) Measurement of the power taken by the fan and oil pump motors;
Page 47

j) Measurement of insulation resistance to earth of the windings, and/or measurement of dissipation factor of the insulation system capacitances. If test methods are not prescribed in this standard, or if tests other than those listed above are specified in the contract, such test methods are subject to agreement.
8.3 Performance Evaluation
1) Voltage ratio test:
VL 1 V ph1 Vph2 VL2
416 416 198 342
2) Insulation Resistance test
3) Magnetic Balance test
4) Continuity Test
5) Overload Protection Test
Thus the bimetallic strip disconnects the load from transformer at___ A and protects it from overloading. Again when Load Current falls below ___ A it reconnects the load automatically.
Chapter 9 ESTIMATION AND COSTING
Page 48

A] For Transformer
Sr. No.
Component Quantity Cost (Rs.)
1 Copper conductors 7 kg(* 610) 42702 Core Laminated
plates 1500 2000
3 Bobbins 3 5004 Bakelite sheet 1 1505 Nut bolts 6 2006 Fabrication - 650
Total 7770/-
B] For Protection
Sr. No.
Component Quantity Cost (Rs.)
1 Thermostat 1 1502 Contactor 1 7003 Other sundry items - 200
Total 950
Chapter 10Future Scope
Page 49

Remote Control and monitoring can be made possible by employing counter and GSM in the circuit.
When the overload occurs it will be disconnected and the counter will make account. If this
occurs frequently say 4-5 a day it means that the present transformer is no more suitable for
supplying the present load. The load can be can then reduced or supplied from other source.
Otherwise the present transformer can be applied to other low load and be replaced by a new
transformer of larger rating.
Thus increasing reliability and continuity of supply
Page 50

11Conclusion
In this way we have achieved the goal of providing a simplified Thermal overload protection to the transformer. There is therefore a cost saving in overload protection of transformer with more reliability and continuity of supply to the load. We have also studied briefly the design and assembly of three phase core type distribution transformer including material selection, testing and its performance evaluation.
Page 51

12
References
[1] A.K.Shawney “Electrical machines Design”, Tata Machgraw Hill Publications.
[2] Indian Standard, POWER TRANSFORMERS- PART 1 GENERAL ( Second Revision )
[3]www.google.com
Page 52