Embed Size (px)
Citation preview

VI-1
Chapter VI Experimental analysis of sewing efficiency using the developed tools
Index
1. EXPERIMENT PLANNING .................................................................................................... 3 1.1. KEY ISSUES IN THE EXPERIMENT PLAN ....................................................................................... 3 1.2. ANALYSIS OF RESULTS ........................................................................................................... 4 1.3. INITIAL EXPERIMENT PLAN ...................................................................................................... 4
1.3.1. General set-up and test conditions.................................................................... 4 1.3.2. Part 1: Influence of needle size ........................................................................... 6 1.3.3. Part 2: Influence of fabric finishing ..................................................................... 7 1.3.4. Part 3: Defective needles..................................................................................... 8
2. RESULTS - PART 1 ................................................................................................................ 9 2.1. EXPERIMENT PREPARATION.................................................................................................... 9 2.2. RESULTS - FEEDING SYSTEM EFFICIENCY................................................................................. 13
2.2.1. Preliminary analysis.............................................................................................. 13 2.2.2. Presser-foot displacement ................................................................................. 15 2.2.3. Force on presser-foot.......................................................................................... 20 2.2.4. Defect Detection ................................................................................................ 25 2.2.5. Conclusions .......................................................................................................... 27
2.3. RESULTS- STITCH FORMATION............................................................................................... 28 2.3.1. Preliminary analysis.............................................................................................. 28 2.3.2. Thread consumption........................................................................................... 37 2.3.3. Thread tension peaks.......................................................................................... 39 2.3.4. Thread tension peak ratios ................................................................................ 43 2.3.5. The Stitcheck method ........................................................................................ 45 2.3.6. Defect Detection ................................................................................................ 48 2.3.7. Conclusions .......................................................................................................... 52
2.4. RESULTS – NEEDLE PENETRATION.......................................................................................... 53 2.4.1. Preliminary analysis.............................................................................................. 53 2.4.2. Needle-bar force signals obtained without thread, processed with spectral filtering.................................................................................................................... 61 2.4.3. Needle-bar force signals obtained with thread, processed with spectral filtering 68 2.4.4. Needle-bar force signals obtained without thread, processed with referenced subtraction ...................................................................................................... 74 2.4.5. Needle-bar force signals obtained without thread, processed with spectral filtering and corrected by the neural network................................................ 76 2.4.6. Summary and conclusions................................................................................. 78
3. RESULTS - PART 2 .............................................................................................................. 80 3.1. EXPERIMENT PREPARATION.................................................................................................. 80 3.2. RESULTS – FEEDING SYSTEM EFFICIENCY ................................................................................ 81
3.2.1. Fabric compressibility and its effect on feeding behaviour......................... 81 3.2.2. Conclusions .......................................................................................................... 84
3.3. RESULTS – STITCH FORMATION ............................................................................................. 85 3.3.1. Effect of needle size and fabric finishing on stitch formation ...................... 85 3.3.2. Conclusions .......................................................................................................... 86
3.4. RESULTS- NEEDLE PENETRATION ........................................................................................... 87

VI-2
3.4.1. Preliminary analysis.............................................................................................. 87 3.4.2. Effect of sewing speed, needle size and fabric finishing on needle penetration........................................................................................................................... 88 3.4.3. Conclusions .......................................................................................................... 92
4. RESULTS - PART 3 .............................................................................................................. 94 4.1. EXPERIMENT PREPARATION.................................................................................................. 94 4.2. RESULTS – FEEDING SYSTEM EFFICIENCY AND STITCH FORMATION............................................. 95 4.3. RESULTS- NEEDLE PENETRATION ........................................................................................... 95
4.3.1. Preliminary analysis.............................................................................................. 95 4.3.2. Results.................................................................................................................... 97 4.3.3. Conclusions .......................................................................................................... 99
5. REFERENCES ................................................................................................................... 101

VI-3
1. Experiment Planning
1.1. Key issues in the experiment plan The developed signal processing tools provide many features of the needle-bar force signals that are potential indicators of problems due to needle-fabric interaction. Nevertheless, no experimental work has yet been carried out to study the behaviour of these features in situations of varying needle penetration efficiency. This chapter will present the work carried out to achieve this goal.
Several factors are relevant in problems arising from needle penetration, amongst which the following are considered the most important:
> Fabric structure: The complexity of yarn interlacing in fabric formation influences needle penetration; in general, weft knitted fabrics tend to produce faults more often, mainly due to their complex structure;
> Fabric composition: The mechanical behaviour and friction characteristics of the component yarns influence needle penetration, as fabric resistance to penetration and mechanical stress imposed to the structure by the needle, greatly depend on these characteristics. Generally , improved yarn’s elastic behaviour and friction properties minimizes penetration related problems.
> Fabric finishing: The types of finishing and dye characteristics greatly determine the final mechanical performance of the fabric. Finishing processes that impair mechanical and friction properties are more likely to cause problems during sewing ;
> Needle size: The needle size is normally chosen to match the thread size used for a specific seam, but in some cases penetration problems constrain this choice;
> Needle point: The choice of the shape of the needle point depends, in a large extent, on the characteristics of the material being sewn. However, sometimes the selection between ball and round point needles for some types of fabrics is difficult;
> Sewing speed: Generally more problems arise at higher sewing speeds. This is due not only to the higher impact energy of the needle, but in some cases due to needle heating.
> Defective needles: A defective needle is always a source of problems. Normally, this problem is only detected on the finished seam.
The experiment plan designed to meet the objectives and presented in the next section provides a quantification of the effects of the mentioned factors.
To determine the most effective ways to monitor the needle penetration process, it is necessary to generate and compare situations of varying efficiency. The behaviour of the computed features may then be studied and optimal values and/or trends defined. The expectation is that the results obtained in the conditions of this experiment can be equally applied to other situations. Although numerically different, it may still be possible to find similar trends in the values when a normal sewing condition changes into a defect situation. This hypothesis can be endorsed if the behaviour of the computed features can be adequately related to the underlying physical phenomena, which should be similar in most materials.
The fundamental aim is to define indicators that can be generally applied, regardless of material or machine type.

VI-4
1.2. Analysis of results The signals acquired in the experiments were analysed using all of the developed tools. Although this work focuses mainly on the analysis of needle penetration, the results related to stitch formation and the feeding system were re-evaluated based on the experiments of the present work, and on previous studies[1][2]. In this regard, some new analysis tools, proposed in this work, were tested .
In the specific case of needle penetration, the results will be analysed, at an initial stage, using the three signal processing methods described: referenced subtraction, spectral filtering and spectral filtering with neural correction.
An additional aspect that will be studied is the manual operation in the processing tools created - the stitch cycle phase definition. In the course of processing the acquired signals, the stitch cycle phase definition should be carefully tuned to the sewing conditions in each situation and the variations of the resulting stitch cycle phases – if any - should be described.
1.3. Initial experiment plan
1.3.1. General set-up and test conditions The initial experiment plan has been designed to address the factors involved in the study of needle penetration, so that the results provide a solid starting point for the definition of monitoring algorithms.
In the experimental procedure, the variables were initially selected to create well-defined differences in results, so that the features that can be employed as best indicators for efficiency are easily identifiable. Then, the experimentation advances progressively to the comparison of cases expected to produce less significant differences.
The same type of fabric is used throughout the experiments, always sewn on its reverse side and in the direction of the wales, the direction in which the fabric shows less elasticity.
A jersey knitted fabric in three states of finishing was selected:
1-Raw, designated in this work by “raw”,
2-Dyed and calendered, designated by “dyed”,
3-Thermofixed and softened, designated by “finished”.
The properties of the knitted fabrics used are presented in table V-1.
Property Raw Dyed Finished
Composition 96% Polyamide / 4% Elasthane
Number of courses /cm 17 15 16
Number of wales /cm] 27,6 26,4 25,6
Yarn Linear mass (dtex) 16,74 17,66 16,58
Mass per unit area (g/m2) 241,106 221,74 220,594
Drape factor - 0,263895 0,1987563
Bending rigidity-Courses - 25,62483 13,249427
Bending rigidity - Wales 25,03237 13,036588
Table V- 1: Fabric Properties

VI-5
Property Raw Dyed Finished
Thickness( 100 Pa) [mm] 0,93 0,74 0,77
Thickness( 1000 Pa, ISO 5084) [mm] 0,83 0,69 0,69
Thickness( 10000 Pa) [mm] 0,71 0,55 0,52
The fabric was kept one week in a conditioned atmosphere (temperature 20±2ºC; relative humidity 65±2% )before the properties were measured. It was not possible to obtain drape factor and bending rigidity for the raw fabric because the fabric curled excessively at the edge.
The differential bottom feeding system was set to act as a simple drop-feed by adjusting the differential to neutral (1:1 feeding ratio).
These are the general set-up and test conditions used to analyse the influence of the remaining variables.
The experiment plan was divided in 3 parts. In all of these parts, two factors are always varied:
> Sewing speed: It is generally accepted that penetration problems increase at higher speed, regardless of the type of fault present. A low and a medium-speed situation are compared to enlighten this dependency. On the other hand, the measurement process itself degrades at higher speeds, the test of two different sewing speeds examines the ability of the system to indicate penetration efficiency despite of measurement degradation;
> Use of thread: Another factor influencing measurement accuracy is the effect of undesired thread forces on the needle-bar sensor. All tests are therefore performed using the machine unthreaded and threaded. This will make it possible to determine in what extent a real-time monitoring application may be impaired by the presence of the thread.
The thread chosen is a polyester-polyester core-spun thread from Amann, in white colour. The thread linear mass was chosen according to the needle size.
For each situation, a minimum of 250 stitches is acquired. Depending on sewing speed and some adjustments of the acquisition, 6 to 10 seams (acquisitions) are performed to obtain this number of stitches (25 to 45 stitches per seam). These seams, produced in the same conditions, are processed with the AST software as a unique set. Where applicable, the results are concatenated into a unique array (example: peak measurement); other parameters are by default computed individually for each seam (example: harmonic distortion measurements – each seam is analysed individually).
The fabric samples are identified with a sample label generated by the software. The beginning of the seam is marked on the fabric with a felt pen. An example of the resulting fabric samples is shown in Figure VI- 1.

VI-6
The stitch length is adjusted to 2mm, meaning that seams between 0.5 m and 0.9 m length will be obtained. This detection resolution is the minimum necessary to a quality monitoring system detect a sewing defect or loss of quality on a single garment. However, seam length may be increased in the course of experimentation if the spread of results is high, resulting in wide confidence intervals of the means that encumber the distinction of different situations.
1.3.2. Part 1: Influence of needle size This study is mainly intended to examine the behaviour of the process when needle size is varied between adequate and very inadequate values. In this way, defect situations are easily generated, defect indicators identified and the effect of needle size variations around the recommended size for the finished fabric is studied.
The choice of a needle (type and size) still relies on empirical knowledge. Based on the characteristics of the machine and the material being sewn, the needle was selected with the following parameters:
> Needle system: In the case of the SINGER 571 machine, the needle system is, in the range of Groz-Beckert needles, the UY121 System;
> Needle size: For the material in presence, a 0.7 mm diameter was chosen (Nm70);
> Needle point: For a knitted fabric, the ball point is normally recommended. A light ball point was chosen (FFG point in Groz-Beckert needles).
The experiment of part 1 was designed as follows:
Figure VI- 1: Example of fabric samples obtained during this experiment

VI-7
Softened
60
70
80
100
120
1000
3500 Unthreaded
Threaded
Sewing speed[spm]
Needlesize
Machinethreading
Fabricfinishing
The machine was initially adjusted for the needle choice found to be the most appropriate, the 70-needle, with the matching thread (ticket number 150 Nm). The adjustment was maintained throughout the experiment, despite the predictable gradual misadjustment of thread tensions when different needle-thread combinations are used without readjusting thread tensions. This offers the opportunity of observing the unbalance on the stitch formation variables.
1.3.3. Part 2: Influence of fabric finishing This part aims to investigate the influence of the fabric finishing process on the efficiency of the penetration process.
The needle size previously found to be the most adequate is now used to stitch the fabric in the three finishing states. The objectives of this procedure are the following:
> Quantify and analyse the effect of fabric finishing on penetration forces;
> Analyse seam quality. In case of poor quality or defects, try to identify the behaviour of the features in comparison with the results of part 1.
To complement this study, the same experiment is performed using the needle considered very inadequate. This will assure the observation of the effect of finishing state and allow the study of the signal features when efficiency is variable.
The chart in Figure VI- 3 shows the design of part 2:
Figure VI- 2: Part 1 of initial experiment plan

VI-8
Softened
Optimal
(Poor)
1000
3500 Unthreaded
Threaded
Sewing speed[spm]
Needle sizechoice
Machinethreading
Fabricfinishing
Dyed
Raw
1.3.4. Part 3: Defective needles The study of the penetration process concerning needle size and fabric finishing state is expected to lead to some basic understanding of the potential indicators of sewing problems due to penetration.
In the third part of the experiment, defective needles are used. The aim is again to determine how this abnormal situation affects the computed features, confirm the effectiveness of the defect indicators found previously or search for alternative ones. This part will complement the studies carried out in the other two parts and will benefit from the previous experiences.
The initial goal was to use of a worn-out and two differently defective needles, but the test was constrained by the actual availability of defective or worn-out needles. To overcome this limitation, the test was carried out with needles deliberately damaged.
The fabric was tested in the finishing state that showed the most critical situation in terms of sensitivity to defects.
This part was conceived as shown in Figure VI- 4:
New 1000
3500 Unthreaded
Threaded
Sewing speed[spm]
Needlestate
MachinethreadingNeedle size
Poor
Optimal
Defect ive
Figure VI- 3: Part 2 of initial experiment plan
Figure VI- 4: Part 3 of initial experiment plan

VI-9
2. Results - Part 1
The first piece of the planned experiment enables not only the analysis of needle penetration but also the study of the stitch formation and feeding systems. On one hand, acquisitions performed at two different sewing speeds are expected to produce a different behaviour of the feeding system. On the other hand, different needle size and thread linear mass chosen accordingly to the needle, will cause a natural progressive unbalance of the stitch possible of being studied with the respective indicators.
2.1. Experiment preparation A careful preparation was carried out before each of the three experimental parts in order to optimize the execution of the sewn samples and assure that all aspects of the experiment were appropriately arranged.
The first task was the composition of a pre-experiment checklist including all the materials, machine settings and components (Table VI- 1)
Item Task
Fabric Prepare finished fabric and put in a conditioned atmosphere during 1 week minimum
Needles Prepare 60,70,80,100 and 120 needle with FFG point
Threads Prepare Amann threads with ticket number compatible with the needles to be used.
Acquisition System
Adjust gains and offsets to the ranges expected for the 3 experiment’s parts
Acquisition System
Thread and calibrate thread consumption counters individually
The relation between needle size and thread linear mass (thread ticket number) can be obtained from tables provided by thread manufacturers. These generally indicate a range of thread ticket numbers for a particular needle size. In the experiment, an average value of thread ticket number was chosen. However, as some of them were commercially unavailable, they were replaced by similar ones within the defined range. Table VI- 2 summarises the needle-thread combinations used in this experiment.
Table VI- 1: Pre-experiment checklist for part 1

VI-10
Needle size (Metric number Nm1)
Thread ticket number (selected value)
Thread ticket number (available value)
60 200 150
70 150 150
80 120 120
100 60 50
120 30 30
To streamline the execution of the acquisitions a detailed procedure was developed. Table VI- 3 shows a summary of this procedure.
Task
Set machine speed to 1000 s.pm.
Adjust correct thread tensions for 70-needle, 150 thread, two plies of fabric sewn on the reverse side in the wales direction
Set 60 –needle with appropriate thread
Adjust acquisition parameters with sample frequency fs=5kHz and 8192 samples per channel2
General check over machine configuration and sensor threading
Allow the signal conditioning hardware a heat-up period of 15 minutes
Calibrate zeroes of analogue channels
1 The ticket number is an indirect numbering system: the thinner the thread, the larger the ticket number. It refers to one ply of a three-ply thread. A ticket number of 150 means that 150 meters of each ply has a mass of 1 g. 2 The Lab-PC+ data acquisition card has a buffer of 64kSamples and a maximum multiplexed sampling frequency of 83.33 kS/s. 7 channels are sampled, and thus the maximum acquisition length for each channel are 9362 samples. The nearest number that is a power of 2 (and thus allows a faster FFT-processing) is 8192 samples. Maximum sample frequency is about 11900 KS/s in this case. The interesting spectral content of the signals lies at about the 20th to 25th harmonic, which is about 2 to 2.5kHz at a sewing speed of 6000 spm. 10 kHz is thus enough for both 1000 and 3500 spm situations. At lower speed, a sample frequency of 5 kHz is set to increase acquisition time and thus reduce the number of seams necessary to obtain the same amount of stitches. At 1000 spm, with a sample frequency of 5kHz and a acquisition length of 8192 samples, about 27 stitches are acquired. At 3500 spm sample frequency is changed to 10 kHz and about 47 stitches are captured in every acquisition.
Table VI- 2: Needle-thread combinations
Table VI- 3: Experimental Procedure

VI-11
Task
Measure static thread tension (method: average of peak values)
Measure presser-foot reference cycle for two plies of fabric
Perform number of acquisitions necessary to obtain a minimum of 250 stitches. Sew/stitch fabric on its reverse side in the wales direction . Mark beginning of seam/stitching. Name the acquired signal records according to convention. Print and staple labels to samples. Staple samples stitched without thread to keep them together.
Unthread the needle and repeat procedure
Repeat procedure for selected needle sizes. Check zero calibration and machine configuration and threading as appropriate. Do not change thread tensions.
Repeat procedure for sewing speed of 3500 spm, with sample frequency fs=10kHz
The following identification convention has been defined for the signal records obtained:
1: Channel name 2: Experimentation Part (F1: Part 1)1 3: Needle point 4: Needle state 5: Fabric Finishing 6: Thread size 7: Sewing Speed 8. Acquisition number
The initial thread tension adjustment for the 70-needle with 150-thread was performed with the conventional trial-and-error method complemented with static thread tension and thread consumption measurements.
Initially, the needle thread tension was considered a little too high for the fabric to be sewn (setting number 1). Three readjustments were made and the last one was kept. Each of the four adjustments was evaluated by producing a seam and comparing the measured thread consumption with its theoretical value.
Figure VI- 5 shows the evolution of static tensions on the three threads throughout this process. For each of the 4 adjustments, static thread tensions are shown in the following order: Needle, lower looper and upper looper tensions.
1 The character F results from the Portuguese word “Fase” (phase). The experiment was initially divided in 4 phases, but the phases were later renamed to parts to avoid confusion with the stitch cycle phases.

VI-12
Needle thread tension was significantly loosened in the second adjustment, but adjustments 2, 3 and 4 are very similar. The qualitative analysis of the sewn sample showed a balanced and adequately tensioned stitch, but it was still possible to try an improvement by comparing the thread consumption measurements with the theoretical calculation.
Figure VI- 6 shows these values compared to the theoretical ones, represented as transparent bars. As can be seen, the theoretical values are close to the measured ones and the difference that appears between sewn samples 2, 3 and 4 is very difficult to detect by sheer observation of the seam. This difference may actually exist in the seam, but it is also possible that it results from some inaccuracy of the measurement method and/or some natural variability of thread consumption during sewing.
The accuracy of static thread tension measurement relies on pulling the thread at a constant and pre-determined speed.
One of the methods used to measure static thread tensions consists of measuring tension with the machine running at minimum speed, producing a thread chain. The thread tension signal is acquired and the peak values in each stitch cycle are measured and averaged over time. However, this method revealed to be impractical and not very accurate. Convergence to a final average value takes quite long and is not always reproducible. The values obtained are used in this work as indication only.
Figure VI- 5: Static thread tensions measured in the 4 adjustments (left to right: needle, lower looper and upper looper tensions)
Figure VI- 6: Thread consumption of needle, lower and upper looper threads for the 4 adjustments, compared with the theoretical value

VI-13
An alternative method is based on the use of an electrical motor to pull the thread at constant speed. The measurement hereby obtained is reproducible and accurate [2].
2.2. Results - Feeding system efficiency
2.2.1. Preliminary analysis The feeding system of the sewing machine used in this sewing test rig is equipped with the traditional spring-hinged presser-foot. With regard to feeding performance, the experiment plan allows the comparison of a low with a medium-speed situation.
In this section, the developed AST’s processing tools are applied to the signals obtained in these experiments and previous results [1] are re-analysed and complemented by
> relating all the feeding efficiency indicators;
> proposing new indicators;
> evaluating the reliability and convenience of use of these indicators in the current state of development .
The latter task includes studying the possibility of completely automating the computations involved, considering that the stitch cycle phase definition is still being performed manually within the software.
To start this study, the typical waveforms of the presser-foot force and displacement obtained at 1000 and 3500 spm are analysed (Figure VI- 7).
The graph shows the expected increase of amplitude of force with sewing speed, and, more importantly, the distortion caused to the signal by losses of contact between fabric and presser-foot. The waveform obtained at lower speeds does not show the abrupt force variations caused by contact losses and vibration. It
Figure VI- 7: Typical waveform of presser-foot force at 1000 and 3500 spm (one stitch cycle)

VI-14
resembles a sine-wave of the frequency defined by the sewing speed, whilst the medium-speed waveform contains an abrupt loss of force that causes the signal to apparently have a fundamental frequency of two times the machine’s rotation speed. The harmonic distortion parameters included in the test panel, are able to detect this change.
Figure VI- 8 shows the corresponding presser-foot displacement waveforms:
With higher sewing speed the reduction of the first peak of displacement, and the existence of a second jump of the presser-foot after the feed-dog has moved underneath the stitch plate, can be observed. In previous studies [1] this first peak showed a different behaviour at higher speeds: it could maintain its value or increase.
Figure VI- 8 also shows an important aspect related to the stitch cycle phase definition, depicted in the graph as dark blue vertical lines1. The definition presented fits the waveform acquired at 3500 spm very precisely, but it does not fit the low-speed waveform. In fact, the peak value of the low-speed signal in phase 2 is detected at the beginning of the interval (detail marked by arrow) and is very similar to the peak of the medium-speed waveform. If both signals were processed with the same phase definitions, similar values would be obtained for phase 2, giving an incorrect depiction of the sewing situation in hand.
Presser-foot displacement signals were processed in sets of seams, each set corresponding to one needle/thread combination, and containing the previously defined minimum amount of 250 stitches. Peaks and valleys were computed
1 The synchroniser of the motor is adjusted to deliver the acquisition trigger pulse when the needle is in its lowest position. This position is used as the origin for the angle axis, for all signals that are acquired, and is actually located in the middle of the stitch cycle. For this reason, the stitch cycle is often represented beyond 360º.
Figure VI- 8: Typical waveform of presser-foot displacement at 1000 and 3500 spm (one stitch cycle)

VI-15
without zero correction; this functionality is not applicable to presser-foot displacement because in the stitch cycle the signal is never zero. It is also not possible to correct displacement offset on basis of material thickness, as compression exerted on the fabric varies.
2.2.2. Presser-foot displacement Most of the conclusions related to feeding system efficiency can be obtained from the analysis of the two waveforms presented, but the global observation of the data obtained from the feeding efficiency test panel reveals some other interesting aspects of the behaviour of the feeding system and the accuracy of the measurement devices.
Figure VI- 9 and Figure VI- 10 present the 3D-view and projections of the graph displaying displacement peaks and valleys obtained in all acquisitions of phase 1, at 1000 and 3500 spm.
The values appear very distinctively separated, clustering as ellipsoids. The X-Y and Y-Z projections of the graph show that Peak 1 is lower and peak 2 higher at 3500 spm, which confirms the findings based on the waveforms analysis. There seems to be no significant difference between the valley in phase 2, although the stitch cycle presented in Figure VI- 8 suggests so.
Figure VI- 9: Displacement features at 1000 and 3500 spm

VI-16
The next graph shows the calculated confidence intervals of the displacement means. For each situation (each needle size), 10 acquisitions were made. The mean and confidence intervals are computed for each set of 10 acquisitions.
As can be seen, not all of the confidence intervals obtained in acquisitions performed at the same speed intercept, meaning that they are statistically not equal using the equality criterion based on confidence interval interception. Presser-foot displacement exhibits a very low spread of values, with coefficients of variation between 1 and 2% for peak 1, and between 2 and 3% for peak 2 and valley 3. This narrows the confidence intervals for the mean and makes it possible to detect fine differences between sewing situations.
A possible explanation for this difference could be based on different displacement values when using different needles and threads. However, the same differences occur when analysing acquisitions obtained without thread; even the comparison of the 10 acquisitions performed in the exact same conditions show differences among them.
Another explanation could be the lack of zero stability of the measurement system, but great care has been put in calibrating the zero point at the start of
Figure VI- 10: Displacement features at 1000 and 3500 spm, projections of the graph
Figure VI- 11: Means of displacement peak 1 with confidence intervals represented

VI-17
each acquisition series. A zero drift is thus improbable; only gain variations in the amplifier chain would constitute a more reasonable cause for the differences.
The most probable justification for these differences may be the sewing conditions themselves; the material is manually fed to the machine, so the stretch imposed to it depends on the operator and may differ from seam to seam. To check this possibility, a complementary set of test seams under distinct conditions was performed. In some of the seams, the fabric was deliberately stretched, whilst in other seams it was supplied as evenly and tension free as possible. Figure VI- 12 shows the outcome of this test.
On the chronological sequence representation of the peaks and valleys, as well as on, the 3D-graph (not represented) it is possible to notice that when the material is stretched, it becomes “thinner” under the presser-foot, producing smaller feature values; under these conditions, the physical properties of the textile material are artificially and temporarily altered.
The representation of the means with confidence intervals shows again some variability of measurement despite the carefulness to maintain the zero calibration of the LVDT channel accurate between seams and to exclude temperature variations (the seams were produced in sequence).
Although a deeper analysis of measurement accuracy is recommended, especially considering continuous, real-time operation, in the present conditions the measurement error is considered negligible. Under the circumstances, the most probable cause for these differences is the difficulty of feeding the material
Figure VI- 12: Displacement features for seams obtained at 1000 spm, stretching and not stretching the material. Chronological sequence (left) and mean values with confidence intervals (right)

VI-18
to the machine in a uniform and tension-free way. In a manual operation, it is very difficult to keep the same degree of stretch between seams and this will affect the measured values.
This result shows the sensitivity of the measurement of the presser-foot displacement, a fact that opens the possibility of broadening the application fields. In combination with the presser-foot force control that is being developed [6][7], it is possible to try the automatic adjustment of the differential feed to enable an optimal adjustment of force and stretch of the material. Such an application is challenging considering all the variations of feeding behaviour that occur when sewing speed is changed, and considering the complex behaviour of materials. Furthermore, measurement accuracy must be optimal, and this requirement can lead to the use of complementary parameters to describe feeding efficiency.
The different shape of the displacement waveforms at different speeds, is clearly indicated by the Total Harmonic Distortion, as shown in Figure VI- 13.
In general, it is possible to say that the lower the THD, the better the feeding efficiency. Still, the interpretation of this value requires some attention, because it was detected that this is not always the case and it depends on the type of sewing situation.
The increase of THD at higher speed, shown in Figure VI- 13, is caused by the appearance of the second jump of the presser-foot (“bouncing”), perceivable on the presser-foot displacement signal shown in Figure VI- 8. However, in an acquisition obtained during a test of a woven fabric sewn at speeds of 700 and 2500 spm, a different behaviour was observed.
The typical presser-foot displacement waveforms obtained are represented in Figure VI- 14:
Figure VI- 13: THD of displacement waveforms at 1000 and 3500 spm

VI-19
The known shape of the low-speed waveform changed in this case to one in which the first peak of displacement is higher, but with no second jump. Instead, the material seems to be compressed after the feeding phase. This is an undesirable sewing situation, considering the increase of peak 1 and the increased compression of the fabric. This effect could be the result of the difference of material structures, but it is more likely that the cause is the dynamic behaviour of the feeding system at 2500 spm, as previous studies showed the existence of resonance at this speed [1][4].
In this situation, the shape of the displacement signal is much more similar to a sine wave in the medium-speed situation, and thus the THD is lower, as seen in Figure VI- 15.
1 The values of displacement are lower than those found in the acquisitions produced in this work. This is due to the calibration of the measurement channel, which was at the time set for displacement on the LVDT axis and not directly on the presser-foot, as is the case now. The presser-foot is connected to the LVDT axis through a mechanism with a transmission ratio of about 0,42:1.
Figure VI- 14: Typical displacement waveforms1 obtained with woven fabric at 700 and 2500 spm
Figure VI- 15: THD of displacement signals obtained at 700 and 2500 spm with a woven fabric

VI-20
The difference, though, is very slight, with the values changing from 0,51 to 0,43. Comparing these values to the ones found with the knitted fabric experiment at 1000 spm (0,42 to 0,49) it can be concluded that this indicator is effective only for the detection of presser-foot bouncing, other effects being difficult to extract from the signals.
The last parameter related to presser-foot displacement is the difference signal between presser-foot displacement and the reference cycle taken at low speed. Figure VI- 16 shows these waveforms for the sets of seams performed at 1000 and 3500 spm:
In Figure VI- 16, each plot represents the average of the waveforms obtained in a set of seams performed with the same needle/thread combination. Among the seams performed at the same speed, some variability is observed, but no correlation could be found between the needle/thread combination and the displacement average.
This representation shows very precisely when compression (negative values) or risk of contact loss (high positive values) occur, and seems to be a valuable option as a feedback signal for a presser-foot force control system.
2.2.3. Force on presser-foot The variables related to presser-foot force provide some results of difficult interpretation, such as the harmonic distortion parameters.
Three harmonic distortion parameters have been built into the software, showing harmonic distortion relating to the 1st (fundamental), 2nd and 3rd harmonics (D1 , D2 and D3). The latter specifically intended to analyse the force signals observed with the developed presser-foot actuator [1]. In this configuration, the typical force waveform is different from the signals observed with the traditional presser-foot. Nonetheless, the D2 and D3 harmonic distortion parameters will be shown for completeness.
Figure VI- 16: Presser-foot displacement - Difference to reference cycle at 1000 and 3500 spm

VI-21
Figure VI- 17 shows the three harmonic distortion parameters computed on the force signals acquired at 1000 and 3500 spm:
The distortion D1 clearly shows the difference of shape between the signals produced in the two situations, as expected from the observation of the typical force signals depicted in Figure VI- 7, The signal acquired at 1000 spm presents a low D1 , with a higher D2 and an even higher D3 value. At 3500 spm, the signal presents a high D1 value, with the D2 value revealing its prevalent frequency.
However, in the case of the woven fabric sewn at 2500 spm, some uncertainty in the interpretation of distortion parameters is again present. Figure VI- 18 shows the force signal waveforms obtained in the acquisition that produced the displacement waveforms presented in Figure VI- 15:
Figure VI- 17: Harmonic distortion of force signals at 1000 and 3500 spm

VI-22
The analysis of these force signals leads to conclusions similar to those of the study of displacement. The typical force waveform at 700 spm is similar to the one obtained with the knitted fabric experiments at 1000 spm. However, the waveform at 2500 spm is different from the ones obtained at 3500 spm.
A clear interpretation based on the behaviour of the distortion factors is difficult. Both signals, although of quite different shape and resulting from distinct sewing
Figure VI- 18: Typical force waveforms obtained with woven fabric at 700 and 2500 spm
Figure VI- 19: Harmonic distortion of force signals obtained with woven fabric at 700 and 2500 spm

VI-23
situations, present very similar D1 values; simultaneously, the 2500 spm–signal exhibits an important D2 distortion when compared to the 700 spm-signal.
Another parameter computed on presser-foot force is the signal’s amplitude. Figure VI- 20 shows the force signal amplitudes obtained during phase 1 of the experiment:
The graph shows that there is a trend for higher values at 3500 spm, but the spread of measurement is significant and causes intersections between the values obtained at different speeds. Even in a set of seams, using the same needle and thread, a large variation occurred from one seam to another.
Since the computation of signal amplitude is insensitive to offset variations of the signal, the possibility of a measurement error of electronic origin is reduced. Such an error may still derive from instability of the power supply, but only if the gain of the channel is affected by supply voltage drift, which should not occur in feedback amplifiers. In this case, variations would be observed on all channels; a check of the thread tension signals does not reveal any variations as the ones observed here. The displacement does in fact show some variations, but these can be related to the same variations observed in force, as will be described later. Measurement drift is thus preliminarily rejected as a justification for these variations, and process-related causes are seeked for.
The first possible cause for the spread is a dependency of the amplitude from the thread and needle used. However, each of the plots shown in Figure VI- 20 is a set of seams performed with the same needle/thread combination, and amplitude variations are present within the same set of seams. Additionally, no dependency between needle/thread combination and the amplitude could be found, the values seem to be random.
The most probable explanation is based on the handling of the material when it is fed to the machine . In the test performed, the displacement values presented a clear difference when feeding the material in an unstretched or a stretched state (Figure VI- 12).
The force amplitude values measured during the same test are shown in Figure VI- 21:
Figure VI- 20: Amplitude of force signals obtained in the course of phase 1

VI-24
The result shows that there is again an influence of the material feeding conditions on the output signal, although the numerical difference between both situations is very small when compared with the differences for amplitude variations of force found in the signals presented in Figure VI- 20.
The force amplitude variations observed appear associated to corresponding displacement variations, as can be observed in Figure VI- 22.
Figure VI- 21: Force amplitude in seams obtained at 1000 spm, stretching the fabric and trying an even feeding of the material

VI-25
This dependency is found in most of the acquisitions. Displacement values tend to decrease with increasing force amplitude, which would be the expected behaviour, but the relation seems not to be linear.
It is reasonable to assume that the cause for these variations is the irregular handling of the material and not measurement drift due to electronic instability. However, the mechanical construction of the presser-foot bar, considering the link between the bar and the presser-foot fitting, should be studied in more detail to validate this statement.
2.2.4. Defect Detection Being able to separate the more subtle differences in sewing conditions, the system pinpoints marked defects with great distinction. A common example is the
Figure VI- 22: Force amplitude chronologically compared with displacement peaks 1 and 2 (Finished fabric, 1000 spm)

VI-26
curled fabric edge due to incorrect handling of the material, a situation that is depicted in Figure VI- 231.
Figure VI- 24 compares the outcome of displacement peaks occurring in this defect situation and in normal seams:
1 Some skipped stitches occurred in this seam, these will be analysed in a later section.
Figure VI- 23: Curled fabric edge due to improper handling.
Figure VI- 24: Displacement peaks in a normal seam and with the fabric edge curled (Finished fabric, 3500 spm)

VI-27
The defect is detectable in other indicators, all of them reflecting the artificial increase of material thickness. Displacement values are higher due to thickness increase, force amplitude and distortions lower due to the increased damping conditions produced by the fabric.
Displacement is in this case the preferred defect indicator, considering that the abnormal situation can be clearly identified by comparing displacement with material thickness or the presser-foot reference cycle.
2.2.5. Conclusions The observations presented in this section show the sensitivity of the measurement system to sewing conditions. The detection of very fine differences is possible, and thus applications of seam quality monitoring are perfectly feasible.
The displacement values, in terms of peaks and valleys or the difference signal from the actual presser-foot trajectory to the reference cycle, are very effective feeding efficiency indicators. The THD is able to indicate the existence of presser-foot bouncing (“second jump”), but may be misleading in other undesirable sewing situations.
The results indicate that the measurement provided by the force sensor complements and confirms the displacement data. Force amplitudes seem to match the information provided by the displacement measurement, but present some variations that may not originate exclusively from the process mechanics.
Force signal distortion has to be further studied in order to determine if it is able to provide some additional indication. In the current state of knowledge, it may be just as misleading as the displacement distortion measurement. Force measurement should be maintained for research purposes, but may be expendable in an industrial application. The aim is to develop a system based on a single sensor, but for the current studies the combination of both sensors is useful to interpret the observed effects and clearly define correlations with seam quality.
It is possible that the combination of distortion factors with displacement values is able to enhance the accuracy of feeding efficiency indication, but more studies designed specifically for this examination are necessary to develop a robust application. Probably more sophisticated shape factors have to be developed to classify each different sewing situation more clearly. However, these would almost certainly have to be adapted for each machine, although comparable effects are expected between machines.
Presser-foot displacement seems to be the most comprehensive variable to assess feeding performance, being also the most economical alternative. The volume of the LVDT and its mechanical attachment to the machine is the first drawback of this approach. The use of this variable in an autonomous control or monitoring system also requires a generally applicable stitch cycle phase definition, if achievable, or alternative peak detection methods. In this work, phase definitions were carefully adjusted for each situation. It has been found that the ideal phase definitions for displacement signals may vary depending on sewing conditions. A solution is probably the use of non-adjacent intervals, with a narrower interval for phase 2. Additional information to completely automate this definition may also be obtained by interpreting results such as the valley detected in phase 2, and the angles at which peaks and valleys occur. Other algorithms may use the moving average derivative proposed in [3] as an alternative approach.
New sensors offering adequate performance at an industrially tolerable price are also being envisaged for future set-ups.
In terms of an active presser-foot control system [6][7], the difference signal between actual and ideal presser-foot trajectory seems to be an interesting

VI-28
alternative to the peak displacement values. With the information provided by it, it is even conceivable that force on the presser-foot could be varied within the stitch cycle. Such a system would require an actuator with a very quick response, able to apply a force whose variation is obtained on basis of the inverted difference signal. This would probably be the most effective actuation system, but the availability of an actuator with such a dynamic response is uncertain. The actuator used by Silva, for instance, has a rise time of about 50 ms - a stitch cycle at 6000 spm lasts 10 ms.
2.3. Results- Stitch formation
2.3.1. Preliminary analysis In this part of the experiment, the seams were produced with different needle size/ thread combinations. Four different thread ticket numbers were used (Table VI- 2). Thread tension adjustment was carried out at the beginning of each test sewing speed (1000 and 3500 spm) and kept constant during the experiment.
Throughout the experiment, static thread tensions were measured each time the needle and thread were changed. The values obtained during the acquisitions performed at 1000 spm are shown in Figure VI- 25
As previously mentioned, changing the threads without readjusting thread tensions unbalances the stitch and this effect is visible on several of the indicators presented in the AST’s test panels.
Figure VI- 25 illustrates the significant increase of the static needle thread tension, with thread thickness. The looper threads were not changed, resulting in a constant tension. This is not an obvious result, considering that the static thread tensions were measured with the machine actually producing a thread chain: the variation of tension in one of the threads might influence tension on the others.
With such a variation in static thread tensions, a visible unbalancing of the stitch was expected, which only occurred at the 120/30 seam (Figure VI- 26).
Figure VI- 25: Static thread tensions measured for the indicated needle/thread combinations in the course of acquisitions taken at 1000 spm

VI-29
At the end of the seams produced at 1000 spm, the machine was again set up with the 60/150 needle/thread combination and static thread tensions were measured. The results showed that the value of needle thread tension remained similar to the one originally configured (around 110 cN).
In the first test carried out at 3500 spm, consumption was found to be slightly high, and two readjustments were tried (using the same process presented in 2.1.Experiment preparation).
Figure VI- 27 and Figure VI- 28 show the static thread tensions and thread consumptions obtained with the initial setting and after readjustment.
Figure VI- 26: Unbalanced seam, obtained at 1000 spm with 120/30 needle/thread combination: Looper thread interlacing points slipped to an incorrect position
Figure VI- 27: Static thread tensions at the beginning of acquisitions at 3500 spm, measured with initial setting and two readjustments

VI-30
It is interesting to note that a thread tension readjustment was actually necessary when sewing speed changed, but the need for this change could be acknowledged only by consumption measurement. In a subjective evaluation of the seams by visual examination it is not possible to notice any difference. Thread tensions would have been considered correct and not have been readjusted solely on basis of the visual examination.
Static thread tensions measured throughout the tests carried out at 3500 spm evolved in the same way as in the seams performed at 1000 spm (Figure VI- 29). When needle/thread combination (120/30) was used, the machine was not operating properly, producing several skipped stitches (Figure VI- 30). An attempt was made to correct this problem lowering the thread tensions, but without success. The production of skipped stitches continued, and in addition the needle thread became too loose.
Surprisingly, the visual inspection of the samples showed that none of the seams was unbalanced. Even the 120/30 needle/thread combination that produced a defective seam with skipped stitches showed a correct balance at the stitches that were not skipped.
Figure VI- 28: Thread consumptions measured with initial setting and the two readjustments (two seams represented in readjustment 2).
Figure VI- 29: Static thread tensions measured for the indicated needle/thread combinations in the course of acquisitions taken at 3500 spm

VI-31
Regarding stitch cycle phases, the definition used results from the typical shape of the signals and relates to the corresponding events of the stitch formation cycle[2].
Figure VI- 31 and Figure VI- 32 show the average needle tension waveforms obtained for the various needle/thread combinations at 1000 spm, with corresponding phase definitions.
Figure VI- 30: Seam obtained at 3500 spm with 120/30 needle/thread combination: although the needle thread is quite loose, skipped stitches occur. The remaining seam is reasonably balanced.

VI-32
The plots show that the timing is very tight between peaks 2,3,and 4. Nevertheless, the phase definitions matches the signal waveform in all, cases, except in the 120/30 needle thread combination. In this case, the waveform’s shape is altered and the distinction between peaks 2 and 3 disappears. Also, the valley between peaks 3 and 4 occurs earlier but, with the indicated phase definition peaks 3 and 4 were accurately detected.
Figure VI- 31: Average waveform of needle thread tension for each needle/thread combination, at 1000 spm
Figure VI- 32: Detail of phases 2, 3 and 4 of needle thread tension for each needle/thread combination, at 1000 spm

VI-33
The waveform generated by the lower looper is very similar in shape to the one generated by the needle. Again, timing is very tight and the 120/30 combination eliminates the boundary between phases 2 and 3, but the limit between phases 3 and 4 does not change in this case. However, it is possible to define phase intervals that match peaks in both the needle as well as the lower looper tension waveforms.
Figure VI- 34 shows the average upper looper waveform:
Figure VI- 33 Average waveform of lower looper thread tension for each needle/thread combination, at 1000 spm
Figure VI- 34: Average waveform of upper looper thread tension for each needle/thread combination, at 1000 spm

VI-34
Three phases were defined for the upper looper thread tension waveforms, despite of the difficulty of outlining peak 2 from peak 3. Since peak 2 is used in the computation of the Stitcheck parameter, the distinction between peak 2 and 3 is maintained.
Like in the lower looper waveform, phase intervals are again precisely maintained in all needle-thread combinations at this speed, despite the slight change of shape in the 120/30 waveform
Based on the average waveforms, it is possible to determine that the phase limits may vary approximately 5ª without risk of measurement imprecision. This means that the acquisition of signals has to be made with at least this angular resolution. Angular resolution can be computed using the following expression:
fsv⋅
=∆6α (1)
where
∆α: Angular resolution [deg]
v: Sewing speed [spm]
fs: Sampling frequency [Hz]
For the conditions chosen for this experiment, the following resolutions are obtained:
Speed Sample frequency Angular Resolution
1000 5000 1,2º
3500 10000 2,1º
It can be concluded that at 1000 spm the phase definitions herein defined lead to an error-free peak detection.
At 3500 spm, a higher spread is found in the valleys that define the phase limit, more visible in the needle thread tension signal, due to the tension change that occurs during the experiment. Figure VI- 35 shows the detail of phases 2,3 and 4 of the average needle tension waveform.
Table VI- 4: Angular resolutions in the conditions of the experiment

VI-35
The graph shows that there is a variation of boundaries beyond the 2,2º angular resolution, but the phase definitions lead to a correct peak detection. An observation of the acquired signals shows that the 5º tolerance of definition leads in all cases to a correct detection of the peaks.
On the other hand, the graph suggests that the boundary between phase 2 and 3 is again visible on the signal acquired, but the analysis of the acquired signals shows that peak 2 and 3 appear in fact “blended”. It was also noticed that the tension re-adjustment performed for a second acquisition with the 120/30 needle-thread combination did not remove this effect on both the needle and lower looper tension waveforms. This effect seems to be related with the thread thickness. It is important to note that the machine is not designed to operate with such thick threads.
In the course of this part of the experiment, the phase definitions were manually re-adjusted for each situation, in an attempt to match the phase limits as precisely as possible. In the 120/30 combinations, no clear boundary between phases 2 and 3 in needle and thread tension could be found, so that the previous limit was maintained. Table VI- 5 gives an overview of the values used.
Figure VI- 35: Detail of average waveform of needle thread tension for each needle/thread combination, at 3500 spm

VI-36
Stitch cycle phase definitions for thread tension signals Speed 1000 3500 Phase 1 2 3 4 1 2 3 4
Limit LL UL LL UL LL UL LL UL LL UL LL UL LL UL LL UL 60/150 105 250 250 308 308 326 326 415 105 250 250 310 310 328 328 415 70/150 105 250 250 308 308 326 326 415 105 250 250 310 310 328 328 415 80/120 105 250 250 308 308 325 325 415 105 250 250 313 313 330 330 415 100/50 105 250 250 308 308 325 325 415 105 250 250 313 313 330 330 415 120/30-I 105 250 250 306 306 320 320 415 105 250 250 311 311 323 323 415
Nee
dle
120/30-II - - - - - - - - 105 250 250 311 311 323 323 415 60/150 105 250 250 308 308 326 326 415 105 250 250 310 310 328 328 415 70/150 105 250 250 308 308 326 326 415 105 250 250 310 310 328 328 415 80/120 105 250 250 308 308 325 325 415 105 250 250 313 313 330 330 415 100/50 105 250 250 308 308 325 325 415 105 250 250 313 313 330 330 415 120/30-I 105 250 250 308 308 325 325 415 105 250 250 311 311 330 330 415 Lo
wer
loop
er
120/30-II - - - - - - - - 105 250 250 311 311 330 330 415 60/150 150 250 250 350 350 450 - - 150 250 250 353 353 450 - - 70/150 150 250 250 350 350 450 - - 150 250 250 353 353 450 - - 80/120 150 250 250 350 350 450 - - 150 250 250 353 353 450 - - 100/50 150 250 250 350 350 450 - - 150 250 250 353 353 450 - - 120/30-I 150 250 250 350 350 450 - - 150 250 250 353 353 450 - - Up
per L
oppe
r
120/30-II - - - - - - - - 150 250 250 353 353 450 - -
Table VI- 5: Phase limits used in part 1 of the experiment for thread tension signals

IV-37
The table shows that the maximum difference between values is 5º, which lies within the tolerance previously defined. It may be concluded that under these conditions, a single set of phase limits would lead to error-free peak detection. However, the limit of 5º is based on the average waveforms; an error-free extraction cannot be assured for each stitch, because a larger variation of phase limits can occur locally.
A remark about the calibration of the thread consumption measurement: The wheels applied to the encoders were threaded by winding the thread 10 times around them. When thread diameter increases, the perimeter of the wheel artificially increases, resulting in less pulses being counted for the same thread length.
To quantify this error, the consumption counters were calibrated using the finest (150) and the thickest thread (30). A difference of 4% was found between them, with a smaller indication for the thickest thread. This has to be taken into account in the design of a hypothetical industrial application using this device. In future versions of the system, this error may be largely compensated by the software if the user indicates the thread size being used.
2.3.2. Thread consumption Thread consumption is the parameter that more clearly reflects the stitch produced on the seam samples. Figure VI- 36 shows the consumptions measured in part 1 of the experiment in the seams produced at 1000 spm.
As can be seen, the physical result of the static tension variations appear clearly depicted in the thread consumption values. The stitch remains with the same balance except for the 120/30 combination. In the remaining seams, thread consumption appears constant.
Figure VI- 36: Thread consumptions [cm/stitch] for the needle/thread combinations used in part 1 of the experiment, at 1000 spm
Figure VI- 37: Thread consumptions [cm/stitch] for the needle/thread combinations used in part 1 of the experiment, at 3500 spm

VI-38
The measurements taken at 3500 spm equally reflect the observed balance of the seams. The 120/30 seam performed with the initial tension adjustment shows a slight unbalance in consumptions, mainly due to the occurrence of skipped stitches. After tension readjustment for the 120/30 combination (tension was reduced in an attempt to eliminate the skipped stitches), the needle thread became too loose in the seam. This result is plainly visible in Figure VI- 37.
Stitch length is another indicator of seam evenness. Additionally, thread consumption prediction is obtained on basis of an indicated stitch length value. A comparison was made between the actual (measured) values with the indicated ones. To measure the actual stitch length, one sample of each set of seams was chosen, the number of stitches in a 5 cm seam length was counted and the stitch length was computed.
Table VI- 6 shows the values obtained for the number of stitches/cm and and the corresponding stitch length.
Stitches per centimeter of seam length/ Stitch length Speed Needle/thread
combination 1000 3500 60/150 23,5 / 2,128 mm 23 / 2,174 mm 70/150 24 / 2,083 mm 22,5 / 2,222 mm 80/120 24 / 2,083 mm 24 / 2,083 mm 100/50 24 / 2,083 mm 23 / 2,174 mm 120/30-I 23,5 / 2,128 mm 22,5 / 2,222 mm 120/30-II - 23 / 2,174 mm
As expected, stitch length is not constant, increasing and becoming more variable at 3500 spm. When feeding efficiency is not maintained at all speeds, variations in stitch length are expected. Figure VI- 38 and Figure VI- 39 show the measured and theoretical values of thread consumption for the seams produced at 1000 and 3500 spm.
Table VI- 6: Stitch length data obtained in part 1 of the experiment
Figure VI- 38: Measured (solid) vs predicted (dashed) thread consumptions [cm/stitch] for the needle/thread combinations used in part 1 of the experiment, at 1000 spm

IV-39
Except for the unbalanced seams, the result shows that the average of the measured values lies within a margin of about ±10% of the prediction for the needle thread.
In the current cases, the nominal number of stitches per cm is 24, and the maximum reduction observed was to 22,5. This resulted in an increase of stitch length of about 6,6 %. The predicted consumption calculated on basis of the actual stitch length is 3,292 mm/stitch, while the value obtained with the nominal value is 3,153 cm/stitch, a reduction of about 4,2%.
In the current state of development, thread consumption measurement and prediction has an error margin between 5 and 10 %. It is believed that this tolerance is enough for the majority of sewing operations in industry, in terms of seam balance and adjustment.
2.3.3. Thread tension peaks The measurement of thread tension peaks has shown to be very precise with the sensors and conditioning circuitry available. The measurements are statistically reproducible from one seam to the other if the stitch is adequately adjusted, otherwise some irregularity in the values is found.
Figure VI- 40 shows the average needle thread tensions peaks obtained.
Figure VI- 39: Measured (solid) vs predicted (dashed) thread consumptions [cm/stitch] for the needle/thread combinations used in part 1 of the experiment, at 3500 spm

VI-40
As can be seen, all the peaks except peak 1 vary according to the static thread tension. The 120/30-II combination naturally shows a lower tension than the 120/30-I because of the tension readjustment. Peak 1 shows more of a decreasing tendency, although very irregular. There is a slight increase in all peaks with sewing speed.
Lower looper tension (Figure VI- 41) remains constant for the same sewing speed except for the case in which the seam is distinctly unbalanced and after tension
Figure VI- 40: Average needle thread tension peaks
Figure VI- 41: Average lower looper thread tension peaks

IV-41
readjustment in the 120/30-II combination. All values increase at the higher sewing speed.
A similar behaviour can be found for the upper looper tension peaks (Figure VI- 42). The values of peaks 1 and 2 are in average higher at 3500 spm, and only peak 1 shows the unbalanced seams.
The main cause for tension increase is sewing speed, despite the influence of the tension readjustment carried out just before the start of acquisitions at 3500 spm. The static tensions measured at this speed are not very different from those measured in the 1000 spm-series (Figure VI- 29) and previous experiments already showed that sewing speed does in fact alter thread tensions [2].
The last relevant analysis parameter for thread tension peaks is the spread of values, that can be adequately quantified by the coefficient of variation (CV%). Figure VI- 43 shows the CV% for the needle tension peaks in this part of the experiment.
Figure VI- 42: Average upper looper thread tension peaks

VI-42
As can be observed the spread of values is also dependent on the tension adjustment, except for peak 2. The results suggest that in the less favourable situations the variability increases, the highest values corresponding to the seams in which skipped stitches occurred. Moreover, the coefficient of variation is generally lower at 3500 spm than at 1000 spm.
For lower looper tension values the CV% remains constant at the same speed, except for the cases in which a seam unbalance or defect occur, as shown in Figure VI- 44.
Figure VI- 43: CV% of needle thread tension peaks
Figure VI- 44: CV% of lower looper thread tension peaks

IV-43
In the 120/30-1000 seam, which produced an unbalanced stitch, the spread of values in peak 1 decreases. The seams with skipped stitches present again the highest spread and variability is once more lower at 3500 spm.
Similar conclusions were drawn for the upper looper spread analysis, as can be seen in Figure VI- 45.
2.3.4. Thread tension peak ratios The peak ratios are alternative parameters that can be used in a control system. It is predictable that an adequately tensioned stitch produces tension peaks with similar ratios independently from the material that is being sewn. Situations in which, for instance, higher tensions are required for a correct seam, should result in higher values in all peaks, and thus ratios should remain constant, reflecting a constant shape of the signal, however in a different scale. This should also result in similar values at different sewing speeds.
In fact, it was noticed that the shape of the needle tension is altered when static tensions change: while peaks 2 and 3 increase, peak 1 has, in general, a tendency to decrease. This results in different peak ratios, as can be seen in Figure VI- 46.
Figure VI- 45 CV% of upper looper thread tension peaks

VI-44
The graphs shows that the majority of the peak ratios (3 out of 4) vary with the static tensions, just like the peak values. However, in this case the difference encountered between sewing speeds is not meaningful.
The lower looper peak ratios also show an interesting result, as illustrated in Figure VI- 47.
In situations in which the seam is balanced, peak ratios are constant and do not vary significantly with speed. The 120/30 needle-thread combination at 1000 spm produces a distinctly unbalanced stitch, with three peak ratios clearly indicating a difference. The same combination at 3500 spm is also different from the remaining
Figure VI- 46: Average needle thread tension peak ratios
Figure VI- 47: Average lower looper thread tension peak ratios

IV-45
seams, although not as evident. These seams are, as previously mentioned, balanced seams with skipped stitches. This particular defect situation is easily detected by a stitch-by-stitch analysis of the peaks and their ratios (as will be described later).
Figure VI- 48 shows the outcome of the same evaluation on the upper looper tension signals.
In this case, the indicators show a clear influence of sewing speed. All of the peak ratios vary significantly with speed and remain constant in all the balanced seams produced at the same speed. Similar to the results of the other threads, some disturbance is visible in the unbalanced seams, although, in this case, not as evident.
2.3.5. The Stitcheck method The Stitcheck method plots in an XY-graph a peak ratio and its corresponding consumption ratio. These values graphically cluster according to thread tension adjustments and combine tension peaks and consumption values of the three threads.
The original Stitcheck parameters [2] are based on the lower looper thread tension. The two additional pairs of indicators added in this work by “rotating” the variables in the equations aim to give a more complete definition of the stitch formation process (see chapter IV, section 3). In the original consumption Stitcheck indicator, for instance, needle and upper looper thread consumption may be unbalanced but as their sum is correct the indicator is not be able to detect this situation.
In the current experiment, the 120/30 needle/thread combination at 1000 spm produces a consumption unbalance between lower and upper looper threads, but their sum is practically the same (Figure VI- 36). This unbalance is expected to be indicated by consumption Stitchcheck values based on the looper threads and not by those based on the needle.
Figure VI- 48: Average upper looper thread tension peak ratios

VI-46
Figure VI- 49 shows the Stitcheck values based on the needle thread. The grey line shows the evolution of the values at 1000 spm, whilst the black line shows the corresponding evolution at 3500 spm.
The graph shows a consistent reduction of the tension Stitcheck value with increasing needle thread tension, confirming the ability of the Stitchcheck indicators to show differences in thread tensioning. The seams produced with the 150-thread result in very similar values.
As expected, the consumption Stitcheck value does not show the unbalance of the seam in the 120/30-1000 situation, but the unbalance produced in the 120/30-3500-II seam is clearly marked.
Sewing speed does influence the results, especially in the less tensioned seams.
The Stitcheck values based on the lower looper thread are depicted in Figure VI- 50.
Figure VI- 49: Stitcheck based on needle thread

IV-47
In this case the tension Stitcheck increases with increasing thread tension. The consumption Stitcheck clearly defines the unbalanced 120/30-1000 seam, but neither of the two values are able to distinguish the 120/30-3500 seam before and after tension readjustment.
Sewing speed again causes some differences in results, but less than in the needle-based parameter.
The upper-looper based Stitcheck values are shown in Figure VI- 51.
Figure VI- 50: Stitcheck based on lower looper thread

VI-48
As can be seen, once again the values cluster according to the tension adjustments. The unbalanced 120/30-1000 distinguishes itself clearly from the remaining seams in tension and especially in the consumption Stitcheck. The 120/30-3500-II seam shows the readjustment especially in the tension Stitcheck value.
Although the Stitcheck method has the ability of depicting different tension adjustments, its interpretation is sometimes difficult. Only combining the three Stitcheck graphs is it possible to determine what kind of unbalance is present, but it is difficult to devise the correction to be made.
However, this method presents the unique characteristic of using ratios obtained from the three threads, which gives it the property of being able to quantify the balance between threads – in consumption and in tension.
2.3.6. Defect Detection Previous experiments had already shown that the detection of skipped stitches and less significant stitch distortions is possible on basis of thread tension peak and peak ratio monitoring.
To study the possibility of automatic detection of these localised defects, the data obtained in this experiment is analysed on a stitch-to-stitch basis.
The most evident defect occurred during the experiments is the skipped stitch. In the 70/150-3500 set of acquisitions, one seam was defective because the fabric curled around the edge due to wrong handling. A number of skipped stitches occurred in this situation (Figure VI- 23, page 26).
When this happens, the values of the peaks (related to thread interlacing) of the thread tension signals are (virtually) reduced to zero, because one or more interlacing(s) between threads fail to take place. Depending on the specific
Figure VI- 51: Stitcheck based on lower looper thread (legend not shown for clearness, please refer to previous figures)

IV-49
situation, this may produce null values in different peaks at different threads. It may thus be possible to further classify the fault and contribute to the diagnosis of the mechanical problem.
The remaining peaks usually present values that are different from those of a normal stitch formation cycle, but some of them are not directly related to thread interlacing and thus occur in any case (unless the thread is broken).
The following figures illustrate this behaviour, comparing the 70/150-3500 seam in which skipped stitches occurred, with a normal seam produced under the same conditions.
The thread that more clearly represents the skipped stitch is the lower looper thread. Figure VI- 52 shows the tension peaks for this thread.
In the specific case of the skipped stitches that appeared in this seam, the first three peaks are reduced to zero. The sequence of peak 4 seems to be slightly disturbed by the occurrence of the defect, but in this case the indication is not as evident.
Upper looper tension behaves in a very similar way, as shown in Figure VI- 53.
Figure VI- 52: Lower looper thread tension in normal and defective seam

VI-50
Peaks 1 and 2 indicate the skipped stitches, but with a delay of one stitch when compared to the lower looper values. The first skipped stitch is stitch 24 in the sequence, but in the upper looper values, stitch 25 is the first to present the pattern of the skipped stitch.
The sequence for needle tension peaks is depicted in Figure VI- 54.
Although some disturbance is visible in the values of peak1 and 4, in the vicinity of the stitches identified as defective, no clear indication is in this case present. This suggests that the defect has occurred in the interlacing between the two looper threads. The delay of one stitch can be a significant indicator for the diagnosis of the type of skipped stitch.
The results obtained indicate that an automatic detection of skipped stitches is possible by comparing the peaks in the three threads with a lower threshold. This approach is already available in a commercial sewing machine (PFAFF Doku-Seam, a lockstitch machine).A limitation to this method relies on the wide range of
Figure VI- 53: Upper looper thread tension in normal and defective seam
Figure VI- 54: Needle thread tension in normal and defective seam

IV-51
tension adjustments sometimes used. Tension adjustments may vary significantly from one material and seam type to another. When thread tension is low, the definition of a threshold for the peaks with lower average values (peak 1 of lower and upper looper threads, for instance) is difficult. A possible offset error of the sensors adds more fallibility to the detection process.
A more robust monitoring device should thus monitor only the tension peaks that produce higher values in a normal situation. It is however possible that some types of skipped stitches are not indicated by these peaks; this aspect should be studied in further detail.
An alternative method for skipped stitch detection is the monitoring of peak ratios, especially considering the previous findings indicating that peak ratios may be constant in well-adjusted seams, regardless of the values of tension themselves. In this case, the definition of detection thresholds would be simplified.
In any case, some peak ratios indicate, in a single value, the relation of peaks produced by thread pulling (occurring always) and peaks produced by thread interlacing. In this way, they should be able to significantly amplify the difference between a normal and a defective stitch.
As an example, peak ratios are shown for the lower looper thread (Figure VI- 55)
The graphs show the marked difference of peak ratios 4/1 and 4/2 in a normal and a defect situation. Of the two ratios, the first is preferred; tension values are almost zero in peak 1 when a skipped stitch occurs, whilst in peak 2 a residual tension is present (1 cn versus 5 cN in the example). Values are therefore higher for peak ratio 4/1 and a larger margin of detection can be used.
It is also important to note that using peak ratios makes it possible to obtain a trustworthy detection with the value of peak 1; this peak is difficult to monitor by itself because it presents quite low values even in normal situations, as previously described.
Figure VI- 55: Lower looper thread tension peak ratios in normal and defective seam

VI-52
2.3.7. Conclusions Although this experiment has not been designed for the study of stitch formation, the results obtained enabled the withdrawal of several important conclusions.
Thread consumption proved to be a very clear and reasonably accurate indicator for stitch formation quality. It is able not only to show the balance of the stitch, but also its overall tensioning. The references provided by the theoretical prediction of consumption are very effective. Although practical reasons like stitch length variation add some error to both prediction and measurement, accuracy is better than 10% in the worst-case situation. This seems sufficient for the majority of practical applications. The drawback of consumption measurement is that it supplies average values for a set of stitches, being unable to provide information on a stitch-by-stitch basis.
For a stitch-by-stitch analysis, thread tensions have to be used. However, thread consumptions still play an important role for further research studies and for off-line controller tuning tasks, namely on the establishment of reference values for thread tensions prior to production. The controller would then adjust these values in real-time and adapt them to sewing speed.
An alternative method is the use of peak ratios, as suggested in this work, or in the original form used with the Stitcheck parameters. Regardless of the material being sewn, it may be possible to have a quality seam if peak ratios lie within a constant tolerance margin. This concept is based on the assumption that the shape of tension signals, or in other words, the relation between the various effects present during the stitch formation process, are more or less constant in all well-adjusted seams. Several results obtained point to this possibility. This would be a step towards a material-independent solution for fully automatic, adaptive thread tension control, without pre-process controller tuning .
To achieve such a solution, the relation between thread consumption (the best indicator for stitch formation quality) and thread tension (the controllable variable) should be analysed in more detail. This is a difficult task considering that three threads are in presence and a great number of different combinations of adjustments is possible.
To overcome this problem, a semi-automatic process, using actuators to adjust static thread tension is proposed. The software would generate thread tension adjustment combinations and evaluate the quality of the seam on basis of the thread consumptions measured. This criterion could then be cross-checked with the more subjective criterion of visual inspection of the seam.
The relations are expected to be non-linear, thus neural or fuzzy techniques are a possibility to aid in the three tasks involved: seam quality classification, determination of relations between seam quality and tension adjustment, and ultimately the establishment of rules for tension adjustments.
An immediate application of thread tension measurement is the detection of localised defects in seams. In this work, several situations with skipped stitches have been analysed, in all of them the defect was detected on basis of thread tension values. The alternative technique using peak ratios was proposed to reduce false detection. The observation of the resulting values suggests that a further classification of the specific fault is possible, contributing to the diagnosis of the mechanical problem originating the defect.
The accurate extraction of peak values depends on a precise definition of stitch cycle phases. Although it has been shown that, in the conditions of the experiment, and based on the average waveforms, a single phase definition would have been adequate for all of the signals obtained, more robust detection methods should be found. A first solution is to replace the separate computation

IV-53
of peaks 2, 3 and 4 by only one peak in these phases. The possibility of doing this without loss of information has to be checked. More robust peak detection methods may be necessary; their design is based on the same premises as previously described in the processing methods of presser-foot displacement signals.
The quantification of static thread tension is now being performed for research purposes only, but it may acquire some practical relevancy in future applications, for calibration of active, controllable thread tensioners. The methods proposed until now are either inaccurate or impractical for industrial use. Alternatives should be found if this measurement acquires the predicted importance.
2.4. Results – Needle penetration
2.4.1. Preliminary analysis In this experiment, needle-bar force signals were acquired with the machine sewing with and without thread, and processed according to various methods, namely referenced subtraction, spectral filtering, and spectral filtering with neural correction.
The main analysis was carried out using the method of spectral filtering (with a 0-1-3 stopband) and feature extraction with zero correction on all signals.
In a subsequent stage, two additional processing methods were evaluated: the correction of values with neural networks and the referenced subtraction method. These were applied on the signals acquired without thread, and the results compared with those obtained by spectral filtering.
The first step in the preliminary analysis is the study of the average waveforms obtained. This will clarify the factors involved in processing needle-bar force signals and will also show the errors involved in this measurement.
Figure VI- 56 shows the average shape of the needle-bar force signals acquired in part 1 of the experiment, at 1000 spm without thread. Only the phases in which the needle penetrates and withdraws from the fabric are represented.

VI-54
As can be seen, the first angle of phase 1 is set to about 272º. This is the contact angle of needle tip and material and is used as zero correction point in the treatment of all the acquisitions at 1000 spm.
The contact angle of needle and fabric is not precisely defined because the system does not include position measurement. The synchroniser of the sewing machine only provides pulses at two positions.
Even with a more precise position encoding, the properties of the material, especially thickness, compressibility and surface characteristics related to texture and structure, as well as the sewing conditions, will always cause some lag or leap to this angle. Presser-foot compression force, sewing speed, and other sewing parameters play a role in defining the effective material height and thus the instant in which the needle touches the fabric.
In this experiment, the contact angle was defined by marking the instant, around the expected contact angle, in which force starts to rise. This resulted in an angle of 272º for the acquisitions taken at 1000 spm, and an angle of 279º for the ones obtained at 3500 spm, a difference that can be justified by a higher compression of the fabric. The angle resolution of signals sampling is also different depending on speed. All these factors contribute to errors in the measurement.
Phases 2 and 3 were kept at constant angles. They overlap to simplify the definition of the transition between the two phases. This procedure is possible because different types of features are computed for these two phases: a peak in phase 2 and a valley in phase 3. The needle-bar inverts its movement at 360º, meaning that the tip will exit the material again at about 450º, the end of phase 3.
Table VI- 7 shows the phase definitions used for extraction of needle penetration features:
Figure VI- 56: Average waveform of needle-bar force signals at 1000 spm, signals acquired without thread. X-scale adjusted to phases in which needle is inside the fabric

IV-55
Stitch cycle phase definitions for needle penetration signals
Speed 1000 3500
Phase 1 2 3 1 2 3
Limit LL UL LL UL LL UL LL UL LL UL LL UL
Angle 272 310 310 375 349 460 279 310 310 375 349 460
After filtering, the same signals acquire the average shapes shown in Figure VI- 57.
The offset error introduced by the elimination of the dc component in the filtering stage is evident. To compensate zero drift and dc component elimination, the features extracted from these signals are corrected with the value measured at 272º. When this method is applied on the average waveforms themselves, the results are the plots shown in Figure VI- 58.
Table VI- 7: Phase limits used in part 1 of the experiment, for thread tension signals
Figure VI- 57: Average waveform of filtered needle-bar force signals at 1000 spm, signals acquired without thread. X-scale adjusted to phases in which needle is inside the fabric

VI-56
The graph shows the typical evolution of penetration force at 1000 spm. The peak in phase 1 is related to the force produced upon contact, necessary for the needle tip to enter the fabric. After that, the needle shaft penetrates the fabric, producing the force measured in phase 2. After the inversion of needle movement, at 360º, there is a small valley and others close to 450º. The latter is related to the exit of the needle eye, where needle cross-section is slightly thicker than on the shaft.
The observation of the plots shows that in some cases, the value extracted in phase 3 is positive, or close to zero. This can be explained by the distortion caused in the filtering stage, as well as the mechanical noise still present in the signal. The values in phase 3 also seem to evolve inversely to the expected result, that is, withdrawal force values should become more negative as needle size increases.
An alternative processing method is the referenced subtraction method, which produces, after zero correction, the following result:
Figure VI- 58: Average waveform of filtered and offset-corrected needle-bar force signals at 1000 spm, signals acquired without thread. X-scale adjusted to phases in which needle is inside the fabric

IV-57
In this case, the values produced for peak1 are similar to the ones obtained with the spectral filtering method, and the values produced in phase 3 are negative and decreasing with needle size. The behaviour in phase 2, corresponding to the needle shaft inside the fabric is not clearly understandable.
The last factor to study in this preliminary analysis is the presence of the thread. Figure VI- 60 shows the average waveforms obtained with the 120-needle, at 1000 spm, using the machine with and without thread, compared to needle thread tension waveform:
Figure VI- 59: Average waveform of penetration signal, at 1000 spm, obtained with the referenced subtraction method, signals acquired without thread. X-scale adjusted to phases in which needle is inside the fabric
Figure VI- 60: Average waveform of filtered and offset-corrected needle-bar force signals, at 1000 spm with a 120-needle, obtained with and without thread, compared to needle thread tension signal. X-scale adjusted to show the whole stitch cycle.

VI-58
The presence of the thread is evident producing a change to the needle-bar force signal that goes beyond the sheer force necessary to insert the thread through the fabric.
The values obtained between 150 and 250º (phase 1 of the tension signal) demonstrate this unquestionably, considering that the needle is not yet inside the fabric in this phase.
The arrows on the graph show the peaks of thread tension signals that have an effect on the force produced on the needle-bar.
In terms of needle penetration force measurement, the extraction of peak 1 seems not to be significantly affected by the presence of the thread, but peak 2 is considerably masked, such as the first valley after the inversion of the needle movement. The valleys produced upon withdrawal of the needle eye are maintained.
Although it seems possible to subtract the thread tension from the needle-bar force signal to correct this error, this operation is very difficult and not precise.
The main problem is related to the different scale of the two signals. To subtract the tension signal and cancel its effect on needle-bar force, the signal needs to be offset and multiplied by a scale factor. The scale difference results either from a calibration error of one of the sensors, or from the fact that thread tension is measured in different points of the thread path and in a different way. The offset difference results from the high-pass characteristic of the piezoelectric measurement system.
Nevertheless, this technique was applied using a small utility developed in Labview, which allows the user to sum a scaled and offset thread tension signal to a signal obtained without thread, in order to produce a signal similar to the one obtained with thread. If this match is achieved, it means that the measurement process can be modified to subtract a scaled and offset tension signal from the needle-bar force signal to eliminate this parasitic component.
Figure VI- 61 illustrates the closest match attained.
Figure VI- 61: Closest match of the shape of the needle-bar force signal with thread, by adding the correspondent scaled thread tension signal to the needle-bar force signal without thread (120 needle, 1000 spm)

IV-59
Peak 2 of the needle penetration force is the part of the signal that was not adequately reshaped by the sum. A plausible explanation for this is that the presence of the thread adds in fact a force component to the signal that is not only the direct result of thread forces, but also that of passing the thread through the fabric.
In practical terms, this correction method is difficult to implement and it is not always possible to obtain such a reasonable match: the scale factors seem to vary from one situation to another and depend on the thread tension adjustment itself.
The analysis of the samples stitched without thread, in part 1 of the experiment, shows that even with the 120- needle, no serious damage is caused to the finished fabric in all of the situations. The photographs in Figure VI- 62 and show the results obtained stitching the fabric without thread at 3500 spm.
As can be seen, it is very difficult to detect any change to the fabric with needle sizes up to 80. Needles with larger needle sizes produce some alteration to the fabric; although the yarns are not broken, they are pulled out of the fabric’s structure, producing a localized distortion of the fabric (Figure VI- 63). This is the most serious damage that could be observed on the samples stitched without thread. The results are equal when stitching at 1000 spm.
Figure VI- 62: Typical samples produced in part1 of the experiment, stitching the finished fabric without thread at 3500 spm
Figure VI- 63: Detail of typical sample produced with the 120 needle, stitching the finished fabric without thread at 3500 spm

VI-60
Although in the samples produced with thread there could also not be found any broken yarns, the penetration points are much clearer in all cases, even using the very thin 150 thread and 60 needle. This can be observed in Figure VI- 64 and Figure VI- 65, in which the seam has been unravelled to show the needle penetration line. The results found at 1000 spm are very similar.
Figure VI- 64: Detail of typical sample produced with the 60 needle, sewing the finished fabric with a 150 thread at 3500 spm

IV-61
A first study of the data resulting from signal processing showed that the features presenting the most consistent results are peaks and valleys. The evaluation of average, energy and power of the signals in the three penetration phases adds no additional information about the process. It is in some cases possible to perceive the same tendencies as the ones that will be described for peaks and valleys, but more results present contradictions or randomness. For this reason, this work will present only the findings based on peaks and valleys. The complete data concerning average and energy (equivalent to power except for a scale factor) may be consulted in Annex A.
2.4.2. Needle-bar force signals obtained without thread, processed with spectral filtering
Figure VI- 66 shows the 3-D representation of the needle penetration peak values. The signals were processed using spectral filtering with a 0-1-3 stopband, features were extracted with zero correction.
Figure VI- 65: Detail of typical sample produced with the 120 needle, sewing the finished fabric with a 30 thread at 3500 spm

VI-62
.
A distinct difference of the values obtained with the 100 and 120 needles is clearly visible. The values obtained with the three thinner needles do not appear significantly separated, confirmed by the average of peaks, shown in Figure VI- 67. An analysis of the confidence intervals shows that the system is able to differentiate them, but this result is not evident on the 3-D representation (the clusters of values intercept extensively).
Peaks and valleys, spectral filtering, no thread
-500
0
500
1000
1500
2000
60 70 80 100
120 60 70 80 100
120 60 70 80 100
120
Peak1 Peak2 Valley3
Forc
e [c
N]
10003500
Figure VI- 66: Needle penetration force peaks obtained without thread, spectral filtering, 3-D representation
Figure VI- 67: Average values of peak penetration forces (no thread - spectral filtering with zero correction)

IV-63
In addition, an important dependency of the forces from sewing speed, especially in the measurement of peak 2, is noticeable. Although this is an expected result from the physical point of view, it is important to note that this variation is not only the result of needle-fabric interaction, but also of increased mechanical noise due the motional forces in the needle-bar assembly.
The only way to assess the contribution of each of these factors is the comparison of the penetration values with the residual values measured on void signals. This method is a partial assessment because it does not take into account the disturbance of motion caused by the fabric. The residual values found were obtained on basis of void signals that are virtually stationary because no needle-fabric interaction exists.
The penetration values measured for the thinner needle (60) are compared with the residual values in Figure VI- 68.
-200
0
200
400
600
800
1000
1200
Peak 1 Peak2 Valley3
60/100060/3500Residual1000Residual3500
The graph shows that only the variation of peak 2 is significantly above the variation in the residual value.
It has been found that the remaining values are at the vicinity of the minimum measurable threshold defined by the noise floor previously established. This happens also for needle sizes 60, 70 and 80, meaning that the values are not defined enough to enable comparisons between themselves. The only conclusion that is possible to be drawn is that forces are in these cases not significant to produce a measurable effect.
In the other cases, results of peaks 1 and 2 are coherent with the expected outcome of the measurement, which is an increase in penetration force with needle size, with a rate of increase that appears to be exponential.
As described previously, the force difference between the three thinner needle sizes is not significant, but a large increase is detected for needle sizes above 80. This result is consistent with the observed on the sewn fabric samples.
Valley 3, on the other hand, is more difficult to interpret, since it varies from (expected) negative values to positive ones. Moreover, with a thicker needle size, greater withdrawal forces (more negative values) were predicted, but the opposite occurred. A possible explanation, already presented, is related to the mechanism of needle penetration: the fabric’s structure is opened in phases 1
Figure VI- 68. Comparison of measured penetration peaks and valleys with previously obtained residual error values on void signals

VI-64
and 2 and due to frictional and structural characteristics, the opening is held open with thick needles. This leads to less resistance to withdrawal in phase 3. The extent of resistance loss is dependant on the retaining characteristics of fabric’s structure and on needle size.
However, the observation of the original (unprocessed) waveforms, presented in Figure VI- 56, suggests otherwise: there seems to be more withdrawal force with thicker needles. On the other hand, it had already been described that the waveforms of the filtered, zero corrected signals exhibit the opposite tendency (Figure VI- 58). The result obtained for valley 3 should therefore be considered untrustworthy.
The filtering process itself produces a border effect distorting the needle-bar force signals at the beginning and at the end of each seam (=acquisition). This effect is shown in Figure VI- 69.
In the graph, the peak values obtained in series of seams have been concatenated. It can be observed that at the beginning and end of each seam, values are higher than in the middle. This effect cannot be related to a physical effect as the acquisition starts when the machine is already running, and ends before the operator finishes the seam. This carries an additional error to the measurement method and impairs especially the stitch-by-stitch evaluation of the parameters related to needle penetration.
Figure VI- 70 shows the coefficient of variation of the penetration values obtained, one of the factors expected to indicate the behaviour of needle penetration.
Figure VI- 69: Sequence of values of peak 2 obtained in series of 6 to 7 seams performed with different needles

IV-65
The interpretation of these values is quite challenging. Whilst peak 1 tends to get less variable with increasing needle size, valley 3 exhibits the opposite tendency. Peak 2, by its side, shows an irregular increase at 1000 spm, and a decrease at 3500 spm, but in a much narrower range then the other parameters.
In fact, the spread of values is quite low for peak 2 (about 7 to 13%), higher for peak1 (about 30 to 60%) and very high for valley 3 (between 50 and 350%). Measurement spread is higher (in relative value) when the penetration forces are near the noise floor, which happens with peak 1 for the thinner needles, valley 3 with the thicker ones.
The next analysis was performed to study needle penetration efficiency dependency on the balance between needle penetration and withdrawal forces. This is based on the assumption that efficiency is worse (i.e. fabric’s structure is damaged or distorted) when the balance between needle penetration (Pk1 and Pk2) and withdrawal forces (Vl3) is absent.
To describe the balance between the three penetration features, peak ratios were considered as adequate indicators. The ratios resulting from the current data sets are displayed in Figure VI- 71.
Figure VI- 70: Coefficient of variation of values of peak penetration forces (no thread - spectral filtering with zero correction)

VI-66
Peak ratios, spectral filtering, no thread
-202468
10121416
60 70 80 100
120 60 70 80 100
120 60 70 80 100
120
Ratio2/1 Ratio3/1 Ratio3/2
Rat
io10003500
The graphs show that peak ratio Peak2/Peak1 does in fact exhibit a pattern of evolution with needle size. Its values get smaller for thicker needles, meaning that the force produced on first contact suffers a higher increase than the force during the penetration of the needle shaft. This could be a result of fabric structure distortion or damage.
In addition, the ratio Peak2/Peak1 increases with machine speed. This means that the measurement is different according to speed, making it very difficult to define admissible ranges for quality monitoring, considering that most industrial sewing operations are performed at highly variable speed.
The other two ratios reflect the balance between a feature describing needle entry (needle tip or shaft) and a feature describing withdrawal. In both cases, the result becomes higher (less negative) when needle penetration efficiency is worse (thicker needles). In some cases, positive values are observed. These result from measurement errors occurring when forces are close to the noise floor, as previously described. In any case, some doubts have been raised about the measurement of valley 3; peak ratios involving valley 3 are thus distrustful.
Another reason makes the use of peak ratios for a stitch-by-stitch defect detection very difficult to implement: The values are very small and close, making the definition of thresholds for admissible ranges a complicated task. Figure VI- 72 shows the peak ratios computed at 1000 spm.
Figure VI- 71: Average of peak ratios (no thread - spectral filtering with zero correction)

IV-67
As can be seen, the ranges overlap in many cases, and the situations in which the highest spread is found is with the thinner needles – the ones in which penetration efficiency is best and thus less variability would be expected. Nevertheless, peak ratios will be re-evaluated as quality indicators in later stages of this experimental work.
An alternative indicator to peak ratios is the correlation between peaks. Theoretically, the feature values extracted from the penetration signals should present some linear relation between each other. A situation in which, for instance, the needle hits a thicker spot of the fabric (a crossing of yarns or loops), higher forces should result in all of the three phases if the fabric is not damaged during the process. However, the correlations computed for the current data sets do not confirm this hypothesis, as can be seen in Figure VI- 73.
Figure VI- 72: Sequence of peak ratios at 1000 spm (no thread - spectral filtering with zero correction)

VI-68
Correlation values are in all cases quite low (highest value is about 70%), and show contradictory or random evolutions with needle size. The expected behaviour is a decrease of correlation at thicker needle sizes, if damage or distortion is caused to the fabric. This should happen at least when comparing needle sizes 100 and 120, with which the measured values are less affected by errors due to noise. Instead, the correlation values exhibit inverse or random tendencies when individual situations are compared. An example is correlation 2:3 when comparing the 1000 spm with the 3500 spm situations. A clear interpretation of this result should not be expected, as this correlation involves the doubtful measurement of valley 3.
2.4.3. Needle-bar force signals obtained with thread, processed with spectral filtering
As previously recognized, the presence of thread forces partially masks some characteristics of the penetration signals that may be important for penetration efficiency assessment. Specifically, the values of peak 2, and first valley in phase 3 (produced upon inversion of needle-bar movement), are altered by thread forces. Nonetheless, peak1 and the valley produced upon withdrawal of the needle eye are preserved. Moreover, the composed effect picked up by the sensor still includes the penetration forces themselves. It is thus possible that valuable information can be extracted for process monitoring.
Figure VI- 73: Correlation between peaks and valleys (no thread - spectral filtering with zero correction)

IV-69
In a 3-D representation of peaks and valleys the results are qualitative similar to the ones found in the signals acquired without thread (Figure VI- 74). The dependency on speed is also visible and with the same tendency. However, a more clear definition exists between the values obtained with the 80-needle and the 60 and 70 needles (Figure VI- 75).
Figure VI- 74: Needle penetration force peaks obtained with thread, spectral filtering, 3-D representation
Figure VI- 75: Detail of needle penetration force peaks obtained with thread at 1000 spm, spectral filtering, 3-D representation

VI-70
In this series of seams, the thread was selected according to the needle size and thread tensions were not readjusted. This led to a thread tension increase with thread thickness. The increase in thread tension affects the measured values of penetration forces due to the thread forces applied to the needle-bar.
This is probably the reason why the values of the 80-needle are now visibly detached from the ones measured with the 60 and 70 needles – a thread change occurred with the 80-needle experiment, resulting in an increase in thread tension and thus an increase of force on the needle-bar . The measurement had not been able to distinguish the three needles as clearly when the machine was operating without thread.
In general, the comparison of peaks and valleys obtained with and without thread confirms this conclusion, as can be seen in Figure VI- 76 for the example of the signals acquired at 1000 spm (similar behaviour is observed at 3500 spm).
Peaks and valleys, spectral filtering, unthreaded vs threaded
-500
0
500
1000
1500
2000
2500
60 70 80 100
120 60 70 80 100
120
120-
II
60 70 80 100
120 60 70 80 100
120
120-
II
60 70 80 100
120 60 70 80 100
120
120-
IIPk1,
unthreadedPk1,
threadedPk2,
unthreadedPk2,
threadedVl3,
unthreadedVl3,
threaded
Forc
e [c
N]
10003500
Generally, the penetration values obtained with thread are higher than those obtained without thread (Figure VI- 77 and Figure VI- 78)
Figure VI- 76: Comparison of peaks and valleys produced with and without thread

IV-71
Increase of Peak 1
-50
0
50
100
150
200
60 70 80 100 120Needle size
%In
crea
se10003500
Increase of Peak 2
020406080
100120140160180
60 70 80 100 120Needle size
%In
crea
se
10003500
Whereas the result fits the expectations, some peculiar details are present.
Peak 1 has a significant increase only with the three thinner needles. This may confirm the previous observation that peak 1 is not affected by thread tensions, otherwise peak 1 should increase with the 100 and 120 needles, with which the highest thread tensions were measured. The increase of peak 1 may be explained by the presence of the thread itself, producing a noticeable increase only when a thin needle is used – the effect of the thick needle outweighs the effect of the thread.
Another interesting result is that at 3500 spm needle penetration peaks are less influenced by the presence of thread. This can be explained by comparing the increase of needle penetration peaks (measured without thread) with the increase of needle thread tension, when changing from a speed from 1000 spm to 3500 spm. Peak 2 of needle penetration, for instance, has an increase between 300 and 400% in the situations tested, whilst the increase in needle thread tension
Figure VI- 77: Percentage increase of peak1, unthreaded vs threaded needle, 1000 and 3500 spm
Figure VI- 78: Percentage increase of peak1, unthreaded vs threaded needle, 1000 and 3500 spm

VI-72
peaks 2, 3 and 4 (the peaks that directly influence peaks 2 of penetration) showed a difference of +20% to +40%. In this case, the effect of speed prevails.
In any case, an undesired influence of thread tension over the measured penetration values, particularly peak 2, does exist. An additional situation also points to this conclusion. During an experiment produced at 3500 spm with the 120-needle, some problems with skipped stitches arose. To try to solve this problem, thread tension was reduced, and another series of seams was produced (series 120-II in Figure VI- 76). The adjustment of thread tension would lead to a decrease of the penetration force peak. Figure VI- 79 shows the average of the features computed on these two distinct series of seams, with representation of the confidence intervals of the means.
As expected, peak 2 decreases, in average, after the tension readjustment; other values are not significantly affected.
The presence of thread seems also to blur the data concerning dispersion. The coefficient of variation shows a decreasing tendency in peak 1, but not as clear as in the experiments carried out without thread. The spread of peak 2 is low and random as in the previous case, but peak 3 has now also a random variability, as opposed to the unthreaded situation.
Figure VI- 79: Average with confidence intervals for 120/3500 seam before (I) and after (II) thread tension reduction

IV-73
In the case 100/1000, a very high CV % has been found. The exceptional situation occurred because the average of valley 3 is very close to zero. Figure VI- 80 summarizes the dispersion data.
On the other hand, the peak ratios reveal a similar behaviour as before, with peak2/peak1 decreasing and the other two ratios increasing. Figure VI- 81 compares the peak ratios obtained with and without thread.
Figure VI- 80: Coefficient of variation of peaks and valleys in signals acquired with thread. CV% of the case 100/1000 is very high (1618%), the scale has been reduced to highlight the remaining values

VI-74
Peak ratios, spectral filtering, unthreaded vs threaded
-202468
10121416
60 70 80 100
120 60 70 80 100
120
120-
II
60 70 80 100
120 60 70 80 100
120
120-
II
60 70 80 100
120 60 70 80 100
120
120-
II
R2/1,unthreaded
R2/1,threaded
R3/1,unthreaded
R3/1,threaded
R3/2,unthreaded
R3/2,threaded
Rat
io10003500
The problem associated to positive values of peak 3/1 and peak 3/2 ratios are still present.
An analysis of the sequence of values shows again that the high spread of values causes the series to overlap. This confirms the limitations of this measurement to achieve a stitch-by-stitch monitoring by definition of thresholds (for limit testing).
2.4.4. Needle-bar force signals obtained without thread, processed with referenced subtraction
The use of referenced subtraction is of restricted practical application. It is virtually impossible to implement it in real-time, variable-speed operation, and even its use at constant speed, for research purposes, may be questionable. It assumes that the components associated by motional forces are similar regardless the fabric that is being sewn. If the disturbance introduced by the fabric is low (thin needles, light fabrics), then the method may be applicable. Considering that the fabric used in this experiment is light (220 to 240 g/m2), the analysis of the results obtained with referenced subtraction may be worth of being undertaken.
Figure VI- 81: Comparison of peak ratios produced with and without thread

IV-75
The 3-D representation of Figure VI- 82 shows that the method is also able to reproduce the clustering of values according to needle size. For thinner needles, the values obtained at different speeds seem not to be as separated as previously. On the other hand, the method seems to be able to distinguish the smaller needle sizes more clearly between them, as is confirmed by the average values presented in Figure VI- 83.
Peaks and valleys, referenced subtraction, no thread
-1000
-500
0
500
1000
1500
60 70 80 100
120 60 70 80 100
120 60 70 80 100
120
Peak1 Peak2 Valley3
Forc
e [c
N]
10003500
Figure VI- 82: Needle penetration force peaks obtained without thread, referenced subtraction, 3-D representation
Figure VI- 83: Average values of peak penetration forces (no thread – referenced subtraction with zero correction)

VI-76
The average values show that the results are similar to the ones obtained with spectral filtering only regarding peak 1. In this case, the force peaks grow with needle size, also the dependency from speed is marked.
Peak 2 decreases with needle size at low speed and increases at high speed. Withdrawal forces increase (become more negative) according to needle size. This is in contradiction with the results obtained with the spectral filtering method.
The average peak ratios resulting from these values are depicted in Figure VI- 84.
Peak ratios, referenced subtraction, no thread
-5-4-3-2-1012345
60 70 80 100
120 60 70 80 100
120 60 70 80 100
120
Ratio2/1 Ratio3/1 Ratio3/2
Rat
io
10003500
It is more difficult to find patterns for peak ratio evolution, especially on the two involving the withdrawal force. The peak2/1 ratio has in general the decreasing tendency that it had already shown with the spectral filtering method, but not in a very clear way. On the other hand, speed does not produce such a great numerical difference as observed with the spectral filtering method.
2.4.5. Needle-bar force signals obtained without thread, processed with spectral filtering and corrected by the neural network
In this method, the signals are processed by spectral filtering, features are extracted, and the resultant values are then fed into the neural network trained for correction. As had already been described in chapter IV-2.9, the method was not found to improve the measurement accuracy significantly with the simulated test signals. In the case of the correction of power values, the results do not even justify an attempt to use the tool.
Nonetheless, the method was tried on real signals to check if it has the ability of unveiling any result that could not be found with the other two methods.
Qualitatively, the result is very similar to the one found with the uncorrected values, as can be seen in the 3D representation of Figure VI- 85.
Figure VI- 84: Average of peak ratios (no thread – referenced subtraction with zero correction)

IV-77
The comparison of the average values obtained with and without neural correction is presented in Figure VI- 86.
The negative values obtained for peak 1 are aberrations that denote the unreliability of the method. Other such aberrations have been found in the course of the experiment, as for instance some values of average peak ratios (Figure VI- 87) that disrupt any pattern of behaviour that might be found.
Peaks and valleys, uncorrected vs corrected(NC)
-1000
-500
0
500
1000
1500
2000
2500
60 70 80 100
120 60 70 80 100
120 60 70 80 100
120 60 70 80 100
120 60 70 80 100
120 60 70 80 100
120
Pk1 Pk1, NC Pk2 Pk2, NC Vl3 Vl3, NC
Forc
e [c
N]
10003500
Figure VI- 85: Peaks and valleys of penetration force (no thread – values corrected by neural network)
Figure VI- 86: Average of peaks and valleys of penetration force, original values obtained by spectral filtering versus values with neural correction (NC)

VI-78
Peak ratios, spectral filtering, uncorrected vs corrected(NC)
-60
-50
-40
-30
-20
-10
0
10
20
60 70 80 100
120 60 70 80 100
120 60 70 80 100
120 60 70 80 100
120 60 70 80 100
120 60 70 80 100
120
R2/1 R2/1, NC R3/1 R3/1, NC R3/2 R3/2, NC
Rat
io10003500
The appreciation of the results obtained on basis of the data of the current experiment shows that the only effect produced by neural correction is the shifting and scaling of the values. No additional information can be found, nor is the spread of values reduced. In some particular cases, aberrant results are found.
2.4.6. Summary and conclusions The results obtained in part 1 of the experiment lead to the conclusions summarised in this section:
> The main factor influencing the measured needle penetration and withdrawal forces is sewing speed, which is an important obstacle for practical applications of needle monitoring;
> The distinction between needle sizes is clear in all of the processing methods for the larger needle sizes. The clearest distinction of the small needle sizes was obtained by the referenced subtraction method, although all methods are able to distinguish them statistically;
> The presence of thread influences the measurement due to the thread forces applied to the needle-bar. This may lead to misinterpretation of results in some cases. If thread tension is maintained, the results are still able to depict needle-fabric interaction;
> The measurement of peak 1 is less influenced by thread forces and presents consistent results when comparing all of the processing methods;
Figure VI- 87: Average of peak ratios, original values obtained by spectral filtering versus values with neural correction (NC)

IV-79
> The values of peak 2 are significantly influenced by the thread. The evolution of peak 2 according to needle size is in general consistent in all processing methods;
> Measurement of valley 3 is highly problematic, with results varying largely according to the processing method used;
> When penetration forces are in ranges closes to the residual mechanical noise values, measurement is inaccurate and presents high spread;
> Peak ratio 2/1 shows a consistent decrease with needle size, which may be a key for the evaluation of the alteration produced by the needle on the fabric’s structure. The remaining peak ratios are based on the value of valley 3 and are thus unreliable;
> Peaks 1 and 2 do not increase linearly with needle size; the relation is better approximated by an exponential law. The three thinner needle sizes do not present significant differences in penetration behaviour nor in the visual result on the sample. It is thus safe to conclude that the choice of an ideal needle size for this fabric can be made with a comfortable tolerance, although a bad judgement in this concern can quickly produce important differences;
> The effect of the correction of values by neural networks is a mere scaling and shifting of the values, adding no new information. Some aberrations are produced in the results.

VI-80
3. Results - Part 2
This part of the experiment aims to study the influence of fabric finishing on sewing efficiency. The fabric is a jersey knitted structure tested in three different states:
> “Raw” – Raw fabric
> “Dyed” – Dyed and calendered
> “Finished” – Thermofixed and softened
The samples were produced with and without thread, at 1000 and 3500 spm, using two needle sizes (70 and 120 ). The thread was not changed when switching from the 70 to the 120 needle.
The experiment was specially designed to study needle penetration, although some references will be made to the feeding system and stitch formation in specific aspects related to the effect of fabric finishing.
3.1. Experiment preparation The pre-experiment checklist for this part is presented in Table VI- 8.
Item Task
Fabric Prepare raw and dyed fabric and put in conditioned environment during 1 week minimum.
Needles Prepare 70 and 120 needle with FFG point
Threads Prepare Amann threads with ticket number 150 for needles, 120 for loopers
Machine Set static needle thread tension to same values as measured with 70needle/150 thread in part1 of experiment
Acquisition System
Maintain configuration
The experiment is carried out with an “adequate” and an “inadequate” needle. Needle size 70 is the “adequate size” not only because it is the typical choice in an industrial situation but also because it has demonstrated in part 1 to produce low penetration forces. Although needle size 60 produced the lowest penetration forces, its use is an exception due to its fragility.
Thread ticket number is maintained with both needle sizes. This will eliminate any influence of thread tension variation in the acquisitions performed with thread.
An attempt was made to set static thread tensions to the same values used for the 70 needle/150 thread at the beginning of experiment part 1. However, it was not possible to assure this setting due to the lack of reproducibility of results in the static thread tension measurement.
The experimental procedure is similar to the one used in part 1 and is described in Table VI- 9.
Table VI- 8: Pre-experiment checklist for part 2

IV-81
Table VI- 9: Experimental Procedure
Task
Set machine speed to 1000 s.pm.
Set 70 –needle with 150 thread; 120 thread on loopers
Adjust acquisition parameters with sample frequency fs=5kHz and maximum acquisition length and 8192 samples per channel
General check over machine configuration and sensor threading
Allow the signal conditioning hardware a heat-up period of 15 minutes
Calibrate zeroes of analogue channels
Measure static thread tension (method: average of peak values)
Measure presser-foot reference cycle for two plies of fabric
Perform number of acquisitions necessary to obtain a minimum of 250 stitches. Fabric sewn/stitched on its reverse side, in the wales direction . Mark beginning of seam/stitching with a pen. Name the acquired signal records according to convention. Staple samples stitched without thread to keep them together.
Unthread the needle and repeat procedure
Repeat procedure for next needle and fabric state conditions. Check zero calibration and machine configuration and threading as appropriate. Keep thread tensions.
Repeat procedure at 3500 spm, using fs=10kHz
3.2. Results – Feeding system efficiency
3.2.1. Fabric compressibility and its effect on feeding behaviour The finishing state of the fabric has influence on the behaviour of the feeding system’s behaviour. This is mainly due to two material properties: thickness and compressibility.
These properties can be evaluated through the measurement of presser-foot displacement by comparison of the presser-foot reference cycles, shown in Figure VI- 88.

VI-82
The thickness of the material, subjected to the pressure applied by the presser-foot (about 20 N), is assessed on this graph by the values shown between angles 0º and, approximately, 100º of the stitch cycle - the angles at which the feed-dog is completely under the stitch plate. After the finishing processes, fabric thickness decreases.
To validate the results obtained several quality control tests were undertaken.
To assess fabric thickness, the SDL Digital Thickness Gauge was used. A clearer picture of the behaviour of the three fabrics under varying pressure conditions could be drawn. The pressure applied by the presser-foot is too high to be reproduced on the thickness gauge. With a circular foot of 5 cm diameter and a maximum force of 20 N, the gauge is able to apply about 10 kPa, whilst the presser-foot of the machine has an area of approx 4.5 cm2, exerting a force of about 20 N, which results in a pressure of about 44.44 kPa.
The results obtained with the SDL equipment and the ones obtained with the AST, are plotted1 in the graph of Figure VI- 89.
1 The area of the sewing machine’s presser-foot is smaller than that of the SDL’s presser plate, leading to different measurement conditions. The pressure value indicated for the AST system is approximate, because the exact static force value is not known. A force scale set up on the machine allows a coarse reading of the force value exerted by the spring.
Figure VI- 88: Presser-foot reference cycle for finished, dyed, and raw fabric, 2 plies

IV-83
Fabric thickness at different pressures
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
0 10000 20000 30000 40000 50000
Pressure [Pa]
Thic
knes
s [m
m]
RawDyedFinished
These results show the same decreasing tendency in fabric thickness from “raw” to the “finished” state.
The decrease is mostly imparted by fabric tensioning on the finishing processes and affects other characteristics, such as mass per unit area and fabric cover, or stitch density (number of loops/cm2).
A measure of fabric compressibility can be obtained with presser-foot displacement values during the feeding phase, taking into account that fabric properties, namely, fabric thickness, cover and bending rigidity are related to the fabric’s compression behaviour.
The preferred indicator for assessment of feeding system behaviour, independently of material thickness, is the comparison of the average presser-foot trajectory with the respective reference cycle, for each material. The difference should be as close as possible to zero.
Figure VI- 90 shows the subtraction of the reference cycle from the average waveform, in all series of acquisitions at 3500 spm, for each fabric finishing.
Figure VI- 89: Thickness measured at different pressures

VI-84
It is possible to observe a difference in feeding behaviour, namely in the stitch cycle phase in which the feed-dog is underneath the stitch plate (0 to 100º, 260 to 360º). In this phase, the raw fabric shows the highest deviation from the low-speed trajectory, with the finished fabric exhibiting the best bejaviour. During feeding, the difference between the three fabrics is not as evident, but generally, the raw fabric seems to present the highest difference.
The harmonic distortion parameters of presser-foot force and displacement signals, shown in Figure VI- 91, deliver contradictory results. On one hand, the harmonic distortion of the force signal is found to be highest, in average, for the finished fabric. On the other, displacement distortion is lowest for the same fabric, with a tendency that confirms the results of displacement difference (Figure VI- 90).
3.2.2. Conclusions The findings presented in the previous section shows that analysis tools, like those proposed in the AST system, may become important in the future to engineer both the fabric production, as well as the sewing processes.
It is possible that with a different pre-tension adjusted on the presser-foot spring, the outcome of the experiment could be different. A support tool could assist in or even automate the setting of the machines. The information can be used by real-time controllers to fine-tune the shape of presser-foot force signals to be applied by controllable actuators.
Figure VI- 90: Difference between reference cycle and average presser-foot trajectory for raw, dyed, and finished fabric, at 3500 spm
Figure VI- 91: Distortion of presser-foot force (left) and displacement (right) signals at 3500 spm, obtained with fabric in three different finishing states

IV-85
Fabric behaviour under compression is believed to be an important factor influencing feeding behaviour. The measurement of fabric compressibility within the AST software can be made possible by developing a simple software tool. This module would compare the difference between the reference cycle taken with and without fabric (the latter is only dependent on the machine settings). The difference in pressure applied to the fabric when the feed-dog is under or above the stitch plate may be valuable to assess the fabric’s behaviour, with the advantage of being done in actual sewing conditions.
A more general compressibility measurement is possible through the use of the proportional force solenoid applied by Silva[6][7]. In this case, functionality can be enhanced because force can be varied over a wide range. The study of the dynamic behaviour of the fabric would also be devisable, within the limitations of the actuator’s dynamic response.
The analysis of the results related on the use of harmonic distortion parameters as indicators of sewing efficiency enforces the reservations previously presented. The subject should be analysed in more depth if these indicators are found to be of practical interest.
3.3. Results – Stitch formation
3.3.1. Effect of needle size and fabric finishing on stitch formation In this analysis, samples in the finishing states “raw” and “dyed” were sewed with the same threads and tension adjustments in order to study the effect of needle size and fabric finishing. The finished fabric was excluded from this study, because no more finished fabric from the same batch was available after phase 1. Since it is not possible to assure that thread tension adjustment is the same as the one used for the “finished fabric” tests, performed in phase 1, the samples obtained in phase 1 could also not be used. The data obtained for the finished fabric was thus excluded from this study.
Between the raw and the dyed fabric it was possible in only one configuration to obtain statistically equal results, namely sewing with a 70-needle at 1000 spm. In this configuration, all needle tension peak values, ratios, and Stitcheck parameters are statistically equal.
The consumption values are generally also statistically equal, with a few exceptions, the same applying to the values related to the two looper threads.
Changing from the raw to the dyed fabric produces in general a light increase of peak1, and a light decrease of the other peaks of thread tensions. This is the same behaviour as the one described in part1, when thread tensions increased due to the use of thicker threads.
In more demanding situations – sewing at 3500 spm and/or using the 120 needle - the same pattern is consistently found, but with larger differences. It should be noticed that the needle and lower looper tensions are mostly affected, the upper looper tension exhibiting far less variation. This is consistent with previous results [2], stating that upper looper thread tensions do not often reflect nor influence tension adjustments.
An effect of needle size on the tension is expected, even if thread tension adjustment is maintained. The thicker needle has a larger eye and long groove, resulting in a physical change in the thread paths. A variation was in fact observed at both sewing speeds. The peak ratios 2/1, 3/1 and 4/1 consistently increased for the thicker needle. Figure VI- 92 shows the example of the 70 versus the 120 needle at 1000 spm.

VI-86
An increase of these ratios has until now been interpreted as a tightening of the stitch. Considering that the ratios are increased in needle and lower looper tensions, both threads should exhibit lower consumption values. However, the consumption measurement only confirms this partially. Actually, what happens is a change in balance between the needle and lower looper threads, as shown in Figure VI- 93, which depicts the case presented in Figure VI- 92.
It is important to note that the change of fabric finishing did not produce visible alterations in thread consumptions despite the described differences detected in peak ratios.
3.3.2. Conclusions In this brief appreciation of the effect of fabric finishing in the parameters related to stitch formation, it has been possible to observe several phenomena:
> The change from “raw” to a “dyed” fabric produces a consistent pattern of effect in peak ratios. Changes caused to thread consumption are negligible;
> The change in needle size produces an effect on ratios of the same order. Modifications of thread consumption balance were observed;
> All changes produced on the values are very small. Peak ratios, for instance, suffer variations between 10 and 20% - values that are irrelevant when observing the differences of several hundred percent measured in part 1 of the experiment.
Figure VI- 92: Average peak ratios measured with 70 and 120 needle at 1000 spm
Figure VI- 93: Thread consumptions measured with 70 and 120 needle at 1000 spm

IV-87
3.4. Results- Needle penetration
3.4.1. Preliminary analysis Figure VI- 94 and Figure VI- 95 show photographs of the fabrics stitched with the 120 needle and without thread. The 70 needle did not produce a visible effect in any of the samples.
Figure VI- 94: Raw fabric, stitched with a 120 needle at 1000 and 3500 spm

VI-88
The effect of excessive needle size is evident in all of the fabric samples.
At 3500 spm, stitching the dyed fabric with the unthreaded 120 needle produced an interesting effect: after a number of penetrations within one acquisition, the holes became more visible and the two fabric plies were slightly fused at the penetration points. This defect was caused by excessive needle heating from friction. In high-speed sewing, needle temperature can rise up to 200ºC or more [5]. The main component of the fabric is polyamide, that has a typical melting point of 120ºC (fusion typically at 210ºC). Therefore, the melting of the material or even fusion is perfectly plausible. It is interesting to stress that the only case in which this effect could be observed was with the dyed material. This is the material that presents the highest bending rigidity, being also the harshest fabric when touched. The friction produced by the fabric in this finishing state is obviously much higher than in the finished or even raw fabric.
The phenomenon could not be observed in the samples produced with thread. The reason for this is that the thread absorbs some of the heat produced by the needle. Otherwise, the thread itself, being composed of polyester, would melt and break during the seam, which never happened.
After counting the stitching points and comparing with the number of countdown stitches configured before acquisition, it was possible to determine that this phenomenon starts during the penetrations actually captured by the acquisition. Its influence on penetration forces should thus appear in the acquired data.
3.4.2. Effect of sewing speed, needle size and fabric finishing on needle penetration
Figure VI- 96 shows the average values of peaks and valleys obtained without thread, using the fabric in the three different finishing states.
Figure VI- 95: Dyed fabric, stitched with a 120 needle at 1000 and 3500 spm

IV-89
Peaks and valleys, spectral filtering, no thread
-1000
-500
0
500
1000
1500
2000
2500
Raw
Dye
d
Fini
shed
Raw
Dye
d
Fini
shed
Raw
Dye
d
Fini
shed
Peak1 Peak2 Valley3
Forc
e [c
N]
70/1000
70/3500
120/1000
120/3500
As can be seen, Peak1 is mostly influenced by needle size, whilst the highest values of peak 2 are produced according to speed. This evidences once again the sensitivity of peak2 measurement to mechanical noise, as it is unlikely that the 70 needle produces higher penetration forces than the 120 needle, even at a higher speed.
The effect of fabric finishing is more evident with the thicker needle.
A first unexpected result is related to peak 1. In some cases, this parameter shows higher values at 1000 spm than at 3500 spm, namely with the 120 needle and with the raw and dyed fabrics. From the physical point of view, as well as considering the noise level at 3500 spm, higher values should be expected at higher speeds.
Generally, the dyed fabric produced the highest forces in the three phases (the most negative in the case of valley3). This correlates perfectly with the higher rigidity of this fabric, reflected in the higher drape factor and flexural rigidity.
Between the raw and the finished fabric, another unexpected result occurs: the comparison is different depending on sewing speed. Figure VI- 97 and Figure VI- 98 show the evolution of peaks 1 and 2 when changing from the raw to the dyed and the finished fabric.
Figure VI- 96: Comparison of average peaks and valleys in part 2 of the experiment (no thread - spectral filtering with zero correction)

VI-90
Variation of peak 1 from raw to dyed/finished
-60-40-20
020406080
100
70/1000 70/3500 120/1000 120/3500Needle/speed
% v
aria
tion
DyedFinished
Variation of peak 2 from raw to dyed/finished
-40-30-20-10
0102030405060
70/1000 70/3500 120/1000 120/3500Needle/speed
% v
aria
tion
DyedFinished
As can be seen, the values obtained for the dyed fabric are in all cases higher than in the raw fabric. The finished fabric, however, shows a different behaviour depending on sewing speed, At 1000 spm, peaks 1 and 2 decrease, but they are higher at 3500 spm. This behaviour is quite difficult to explain.
The results obtained with thread show similar behaviour, with the known shift in values.
The average peak ratios obtained at for the tests carried out without thread are summarised in Figure VI- 99:
Figure VI- 97: Comparison of peak 1 of penetration force from raw to finished/dyed fabric
Figure VI- 98: Comparison of peak 2 of penetration force from raw to finished/dyed fabric

IV-91
Peak ratios, spectral filtering, no thread
-5
0
5
10
15
20
Raw
Dye
d
Fini
shed
Raw
Dye
d
Fini
shed
Raw
Dye
d
Fini
shed
Ratio2/1 Ratio3/1 Ratio3/2
Rat
io70/100070/3500120/1000120/3500
Again, the difference produced by speed and needle size is largely reflected on the results, with the 120 needle presenting lower peak2/1 ratios than the 70 needle.
The influence of fabric finishing is much more noticeable with the 70 than with the thicker 120 needle. Generally, the dyed fabric produces a lower 2/1 ratio, as would be expectable, but the 120/1000 combination is an exception. No pattern of behaviour can be found in the other ratios.
Considering these results, it is once again difficult to conclude of the usefulness of any peak ratio as a indicator for penetration efficiency. The signals acquired with thread provide similar results, and the signals processed with referenced subtraction, although different, do not provide any interesting pattern of indication.
The previously described defect situation that occurred due to needle heating deserved some closer attention at the end of this test series. To investigate this effect further, two acquisitions were performed without stopping the machine between them. In the second acquisition, the needle was already hot from the start – this should generate some detectable difference, on which a monitoring algorithm could be based.
Unfortunately, it was not possible to detect a clear change in the values. Figure VI- 100 shows the peaks and valleys computed on three signals in this situation. The last seam, in which the needle was already hot since the beginning, is highlighted.
Figure VI- 99: Comparison of average peak ratios in part 2 of the experiment (no thread-spectral filtering with zero correction)

VI-92
As can be seen, it is not possible to detect a clear change of values in the course of the acquisitions, when the needle is heating up. Furthermore, there is no detectable difference in values between the highlighted and the remaining series of values. Although the average of valley 3 is visibly lower in the highlighted series, it is still within the range of variation of the remaining series.
The results obtained with referenced subtraction, and those resulting after neural correction, do not add anything new to this analysis. In no case did the peak ratios provide any additional information.
The complete results concerning peaks and valleys can be found in Annex A.
3.4.3. Conclusions The difference in fabric finishing is readily detectable in the peaks and valleys obtained from the signals. The dyed fabric has shown the highest penetration forces mainly due to a material properties change: higher bending rigidity. However, the most significant differences in values are produced by sewing speed and needle size.
Figure VI- 100: Sequence of peaks and valleys in acquisition obtained with dyed fabric, 120 needle, at 3500 spm

IV-93
The evaluation of peak ratios showed that there is no clear pattern of penetration efficiency assessment provided by this indicator. The difference in needle size has produced the same effect on peak ratios as the one observed in part 1 of the experiment, but the correlation between fabric finishing and peak ratios is weak.
It has been observed that the detection of a defect produced by needle heating is not possible with measurement of needle penetration force. In the studied case, needle heating led to a slight fusing on the penetration points. In a practical situation, the detection of such a defect is very desirable; it is in fact possible to state that a monitoring system unable to detect such an evident defect is of little use. However, the results have apparently excluded the detection of such defects on a stitch-by-stitch basis. Monitoring on basis of average values is possible, but questionable, due to the small differences produced. In any case, such a monitoring system would be unable to detect localised defects and thus loose some of its worth.

VI-94
4. Results - Part 3
In this part of the experiment, an evident defect situation was created by deliberately damaging the tips of two needles. The selected fabric was in the “dyed” state, because this was the one producing the highest penetration forces and is the one expected to cause the most sewing problems. Therefore, it is the most appropriate to enhance the defect situation that is being analysed.
4.1. Experiment preparation Two different needle sizes were used in the new and damaged states. compared. The 120 needle was selected as the extreme case.
Instead of using the 70 needle, though, the 80 needle is now preferred. In part 1 of the experiment, it was found that needle penetration forces vary only very slightly between the 70 and the 80 needle, on the finished fabric. The choice of the 80 needle allows the comparison of the two needle sizes in the dyed fabric, to determine if the difference produced is comparable to the one found in the finished fabric.
Damage was caused to the needles by rubbing its tip against a hard surface. Figure VI- 101 shows a photograph of the new and damaged needle tips.
Although not always as extreme as in this case, similar defects on needles can occur in practice when the needle tip hits a stitch formation element of the machine. This can be caused by the operator if the sewn material is pulled too vigorously, causing the needle to bend.
The pre-experiment checklist for part 3 is given in Table VI- 11.
Item Task
Fabric Prepare dyed fabric and put in conditioned environment during 1 week minimum.
Needles Prepare 80 and 120 needle with FFG point
Threads Prepare Amann threads with ticket number 150 for needles, 120 for loopers
Machine Maintain thread tensions used in part 2, no readjustment
Acquisition System
Maintain configuration
The procedure for the execution of the acquisitions is very similar to the previous parts and is described in Table VI- 11.
Figure VI- 101: Photograph of the new (left) vs damaged (right) needle tips
Table VI- 10: Pre-experiment checklist for part 3

IV-95
Task
Set machine speed to 1000 s.pm.
Set new 80 needle with 150 thread, 120 thread on loopers
Adjust acquisition parameters with sample frequency fs=5kHz and maximum acquisition length and 8192 samples per channel
General check over machine configuration and sensor threading
Allow the signal conditioning hardware a heat-up period of 15 minutes
Calibrate zeroes of analog channels
Measure static thread tension (method: average of peak values)
Measure presser-foot reference cycle for two plies of fabric
Perform number of acquisitions necessary to obtain a minimum of 250 stitches. Fabric sewn/stitched on its reverse side, in the wales direction . Mark beginning of seam/stitching with a pen. Name the acquired signal records according to convention. Print labels and staple them to samples. Staple samples stitched without thread to keep them together.
Unthread the needle and repeat procedure
Repeat procedure for damaged needle. Check zero calibration and machine configuration and threading as appropriate. Do not change thread tensions.
Repeat procedure for next needle size.
Repeat procedure at 3500 spm, using fs=10kHz
4.2. Results – Feeding system efficiency and stitch formation The use of defective needles produced a number of stitch formation problems that resulted in skipped stitches. These were readily indicated by the stitch formation parameters, as described previously.
The behaviour of the feeding system is not expected to change with the state of the needle tip.
4.3. Results- Needle penetration
4.3.1. Preliminary analysis The photographs shown in Figure VI- 102 and Figure VI- 103 shows the result produced by the defective needles.
Table VI- 11: Procedure for execution of acquisitions

VI-96
As can be seen, the damage produced to the fabric is more significant with the 120 needle. The difference in speed is not detectable with the damaged 80 needle, but with the 120 needle, more damage seems to be produced at higher speed. In addition, the defect caused by excessive needle heating is again found here.
Figure VI- 102: Samples of dyed fabric stitched with unthreaded damaged 80 needle
Figure VI- 103: Samples of dyed fabric stitched with unthreaded damaged 120 needle

IV-97
4.3.2. Results The results of the needle penetration signals obtained are displayed in the 3-D graph of Figure VI- 104.
This graph characterizes the behaviour of needle penetration forces quite insightfully. The clustering of values depends mainly on needle size and sewing speed. Four main clusters are found, each one corresponding to one of the 4 needle size/ speed combinations tested. Within each of these clusters, the values form “sub-clusters” according to the state of the needle tip. The detection of defects is, in this sense, very difficult, due to the strong dependency of the values with sewing speed.
The graph of Figure VI- 105 represents the results obtained in a quantitative way.
Within the average value determined by the needle size/speed combination, peak 1 shows an increase with the damaged needle. This is an expected result as needle tips are broken and grab the fabric yarns. However it is possible that other types of defects, cause a decrease of force. In a situation in which the needle tip has been sharpened, forces may decrease, because penetration is promoted by cutting the yarns of the fabric.
Figure VI- 104: Needle penetration force peaks obtained without thread, spectral filtering, 3-D representation

VI-98
Peaks and valleys, spectral filtering, no thread
-1000-500
0500
100015002000250030003500
80N
ew80
Def
120N
ew12
0Def
80N
ew80
Def
120N
ew12
0Def
80N
ew80
Def
120N
ew12
0Def
Peak1 Peak2 Valley3
Forc
e [c
N]
10003500
Peak 2 behaves differently when comparing the 80 with the 120 needle. Whilst with the 80 needle a clear increase of force is observed when using the damaged needle, when the 120 needle is damaged peak 2 stays about the same or even decreases. This suggests that the kind of damage suffered by the two needles was different.
The same inference about the influence of needle size and speed can be found when studying the peak ratios, displayed in Figure VI- 106.
Peak ratios, spectral filtering, no thread
-10123456
80N
ew
80D
ef
120N
ew
120D
ef
80N
ew
80D
ef
120N
ew
120D
ef
80N
ew
80D
ef
120N
ew
120D
ef
Ratio2/1 Ratio3/1 Ratio3/2
Rat
io
10003500
Figure VI- 105: Comparison of average peaks and valleys in part 3 of the experiment
Figure VI- 106: Comparison of average peak ratios in part 3 of the experiment

IV-99
Peak ratios seem to be in accordance with the expected needle penetration efficiency, decreasing with needle size and with a defective needle.
Peak 1 is the parameter that presents consistently the same behaviour, regardless of the presence of thread or processing method. The coefficient of variation of peak 1 is in all cases higher with the damaged needle than with the corresponding new needle, its average value depending on the needle size/speed combination.
An additional analysis was possible due to the choice of an 80-needle: the comparison between the dyed and the finished fabric when needle size increases.
In part1 of the experiment, using the finished fabric, the change of needle size from 70 to 80 did not produce a significant increase in forces. The graph of Figure VI- 107 shows that this is not the case when using the dyed fabric. Especially peak 1 evolves very differently depending on the finishing state of the fabric.
Peaks and valleys, spectral filtering, no thread
-200
0
200
400
600
800
1000
1200
70 80 70 80 70 80 70 80 70 80 70 80
Finished Dyed Finished Dyed Finished Dyed
Peak1 Peak2 Valley3
Forc
e [c
N]
10003500
The complete results of this part of the experiment are collected in Annex A.
4.3.3. Conclusions The variability of needle penetration forces is a limiting factor to the definition of references for a process monitoring application. The peaks and valleys, as well as the ratios, vary with needle size and sewing speed, and only locally (within the clusters defined by a particular needle size/sewing speed combination) is it possible to discriminate between a new and a defective needle. Figure VI- 104 shows this particularly well.
A monitoring system would be required to take instantaneous sewing speed in account when comparing values. This involves a broad knowledge of the process
Figure VI- 107: Comparison of dyed and finished fabric when increasing needle size from 70 to 80

VI-100
in a range of sewing speeds; an investigation that may be too onerous for the purpose it serves, especially considering that each fabric has its own references.
In this situation, it is complex to define a database with references and admissible ranges for all possible situations. The analysis of the results obtained with thread and by processing with referenced subtraction, substantiates the difficulty of clearly characterising the process with this measurement.
Nevertheless, a comparative study at constant speed is always possible and very effective, as has also been shown by the results presented in parts 1 and 2 of the experiment.
The comparison of the dyed with the finished fabric shows that changing from a 70 to an 80 needle produces a more noticeable effect in the dyed fabric. This can be interpreted as a higher “ability” to needle penetration presented by the finished fabric or, by other words, better sewability.

IV-101
5. References
[1] Silva, L. F., Estudo de Mecanismos Alternativos de Controlo do Sistema de Alimentação de Máquinas de Costura Industriais, PhD thesis, University of Minho, Portugal 2002
[2] Carvalho, M., Estudo das relações entre os parâmetros de controlo, propriedades dos materiais e condições de regulação numa máquina de costura corta-e-cose, PhD thesis, University of Minho, Portugal, 2002
[3] Carvalho, H., Medição e Análise de Parâmetros em Máquina de Costura Industrial, MSc Thesis, University of Minho, Portugal, 1998
[4] A.M. Rocha, Contribution to the Automatic Control of Sewing Parameters: Study of Needle Penetration and Feeding Dynamics, PhD thesis, University of Minho, Portugal, 1996
[5] E.Liasis, R.Du, D.Simon, J.Bujas-Dimitrejevic, F.Liburdi, An experimental study of needle heating in sewing heavy materials using infrared radiometry, International Journal of Clothing Science and Technology, Vol.11, n.5, pp300-14, MCB University Press, 1999
[6] Luís F. Silva, Mário Lima, Fernando N. Ferreira, Ana M. Rocha, Helder Carvalho, Carlos Couto; A New Electromagnetic Actuated Fabric Feeding System for Sewing Machines; Proceedings of the 7th Mechatronics Forum International Conference - Mechatronics'2000, Pergamon Press, ISBN 0 08 043703 6, Georgia Institute of Technology, Atlanta, USA, 6-8 Setembro 2000
[7] L.F.Silva, M. Lima, H. Carvalho, A.M.Rocha, F.N.Ferreira, J.Monteiro, C.Couto, Actuation, Monitoring and Control of Fabrics Feeding during High-Speed Sewing, Proceedings of the International Conference on Mechatronics (ICOM 2003), pp 471-476, International Engineering Publishing, ISBN 1-86058-420-9, Loughborough, UK, 19-20 Junho 2003






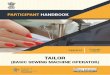












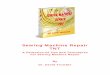

![MySewingMall.com [Sewing Machine Parts & Sewing Jargons]](https://img.pdfslide.us/doc/110x75/587a415b1a28ab00148b4837/mysewingmallcom-sewing-machine-parts-sewing-jargons.jpg)