Embed Size (px)
Citation preview
CHAPTER- V
5.0 Metals recovery process
E-waste contains several valuable base metals, rare metals, and precious metals.
Metals are in general recycled infinitely. Earth's Metals Resources are depleting very fast
due to increased exploitation of the earth resources over the years. Bulk of the base
metals, such as Mild Steel, Aluminum, Copper and Alloys such as Stainless Steel, Brass
etc., are directly recovered during the process of dismantling and segregation of E-waste.
> Metals are mainly obtained from Equipment Casings, Chassis & Sub assemblies
like Hard Disks, Floppy drive, CD drives, SMPS etc.
> Metals are also recovered from Circuit Board, Printed Wire Board.
> Thus recycling makes product waste becoming raw material by closing the loop
(Meskers etal, 2009).
Metals recovered can thus be recycled infinitely which also improves the purity.
5.1 Impact on Ecology
Every ton of Steel recycled makes the following savings:
(www. wasteonline. org. uk/resources/.. ./metals)
• 75% of the energy needed to make steel from virgin material
• 40% of the water required in production
1.28 tons of solid waste
• Reduction of air emissions by 86%
• Reduction of water pollution by 76%
Every ton of Aluminium recycled makes the following savings:
• 6 tons of bauxite
• 4 tons of chemical products
14 MWh of electricity
It takes 70%) less energy to recycle Plastics. It takes 40% less energy to recycle Glass
Every ton of Paper recycled saves 17 fully grown trees.( en.wikipedia.org/wiki/Recycling)
Society uses metals derived from primary and secondary sources. Secondary sources
include all metals that have entered the economy but no longer serve their initial purpose.
80
The environmental benefits of increasing reliance on secondary metal production include
conserving energy, landscapes, and natural resources, and reducing toxic and nontoxic
waste streams. Only through a concerted effort can society recover a maximum amount
of metal from the industrial/social system to benefit the environment
5.1.1 Base metal recovery
Base metals such as mild steel stainless steel, Al, Cu, Brass are recovered (Elaine,
1991) at the initial dismantling and segregation stages itself. Simple visual inspections,
magnetic property testing and in simple cases density testing and wherever necessary spot
testing methods developed and described below are suitably adopted.
The Table 34 shows the % distribution of various base metals in the E-waste considered
for the present study.
Table 34: % distribution of various base metals
SI.No Material Recycled "/o E-waste
1 Steel 41.766
2 Aluminium 5.208
3 Copper 5.815
4 Circuit Boards 9.303
5.1.2 Spot testing of metals
A valuable reference resource for spot testing of metals is available at (Andrew
Holmes, 1999). The simplest method for identifying lead metal is to suitably write on a
paper and it should be noted that lead leaves distinctive pencil mark where as all other
metals scratches the paper. Similarly Titanium metal, can be identified by spark testing
on a grinding machine with distinctive white coloured spark comet.
Non destructive XRF test methods are also available but this involves expensive
test equipments.
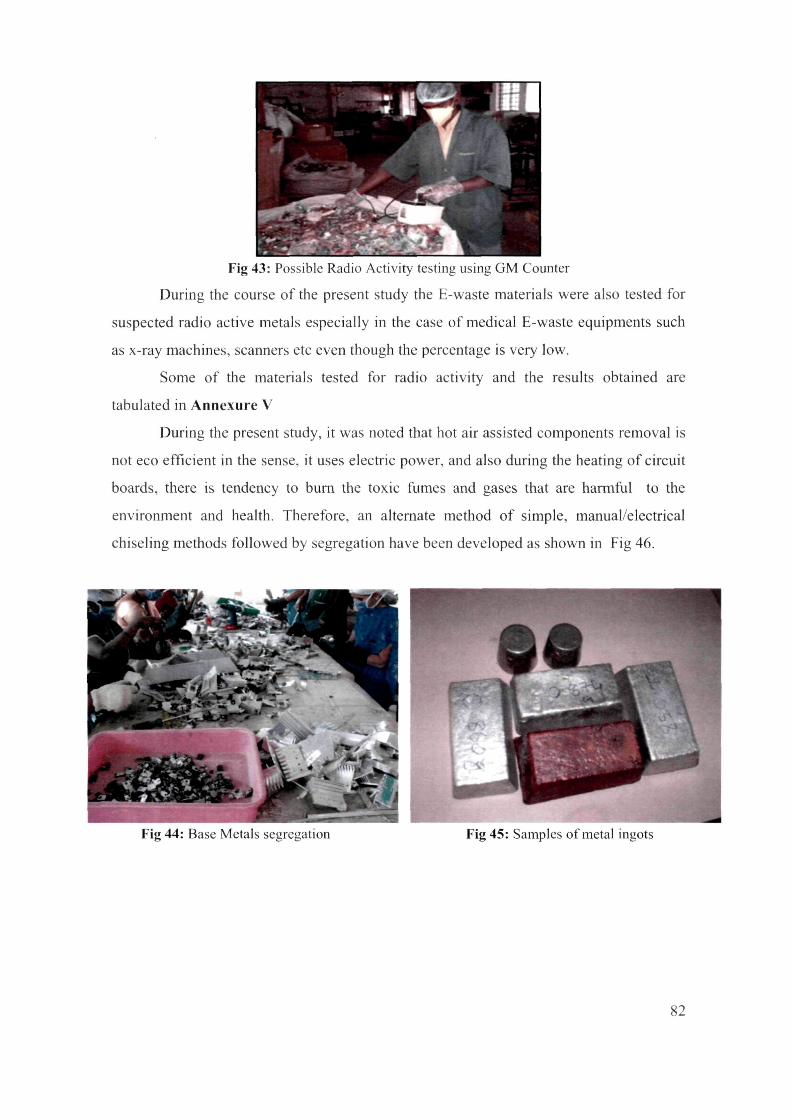
Fig 43: Possible Radio Activity testing using GM Counter
During the course of the present study the E-waste materials were also tested for
suspected radio active metals especially in the case of medical E-waste equipments such
as x-ray machines, scanners etc even though the percentage is very low.
Some of the materials tested for radio activity and the results obtained are
tabulated in Annexure V
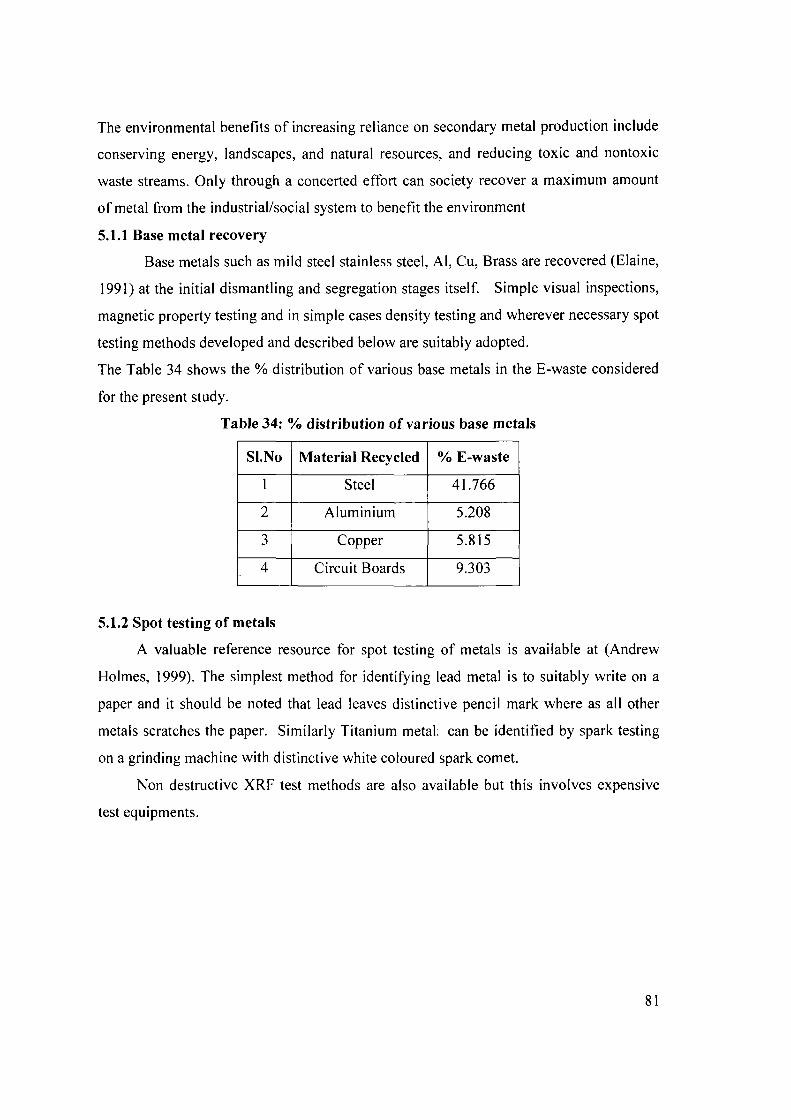
During the present study, it was noted that hot air assisted components removal is
not eco efficient in the sense, it uses electric power, and also during the heating of circuit
boards, there is tendency to bum the toxic fumes and gases that are harmful to the
environment and health. Therefore, an alternate method of simple, manual/electrical
chiseling methods followed by segregation have been developed as shown in Fig 46.
Fig 44: Base Metals segregation Fig 45: Samples of metal ingots
82
The circuit boards from the dismantHng stages are taken for selective chiseling
both by manual (Fig 46) as well as hand power tools (Fig 4 ^ by this operation the
upgrading of various metals such as Aluminum, copper takes place. The precious metal
containing components of circuit boards are selectively segregated for isolation of the
gold ,silver components/surfaces. After this the boards are taken for shredding operation
using cost effective shredding machines specially developed during course of the present
study. The machine is designed in such a way to be energy efficient and meets the down
stream recycler's specification.
Fig 46: Manual Chiseling Fig 47: Power Tool Chiseling
5.1.3 Gold recovery by Informal sector
The informal sector in Banglore as studied by (M/'.rium 2006), also uses the
separation of not only apparent gold component but also, some of the concealed gold
components such as processors, Integrated Circuits(IC's) etc., by mildly hammering in
order to expose the concealed gold areas. The major problem of the informal sector
involves use of hazardous mercury to dissolve gold and to form gold mercury amalgam.
The gold is recovered from the mercury using crude retort to evaporate the mercury. Of-
late the informal sector also been using Nitric acid dissolution of the base metals (Gloe
etal, 1990) by which the gold alone stays in the form foil (John, 1984) but,
environmental problems of this method which is highly toxic without adequate
environmental protection equipments, such as scrubbers are not used and toxic NOx
gases are directly vented to the atmosphere.
83
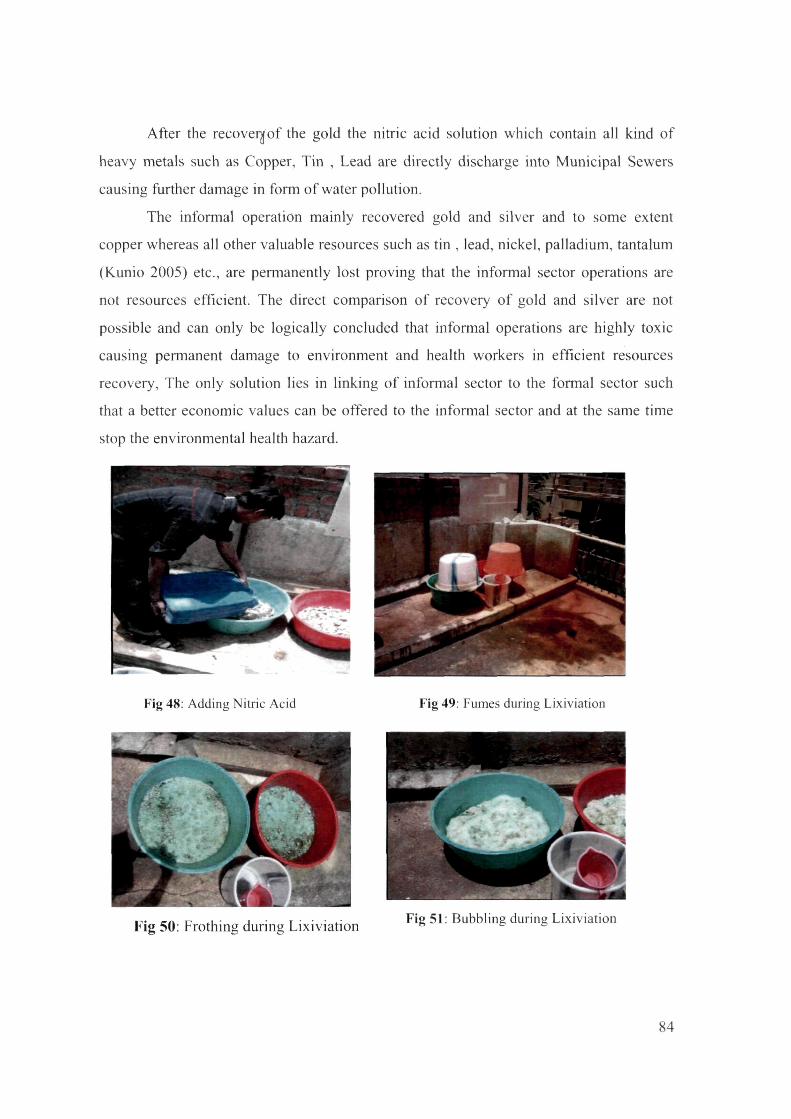
After the recovei^of the gold the nitric acid solution which contain all kind of
heavy metals such as Copper, Tin , Lead are directly discharge into Municipal Sewers
causing further damage in form of water pollution.
The informal operation mainly recovered gold and silver and to some extent
copper whereas all other valuable resources such as tin , lead, nickel, palladium, tantalum
(Kunio 2005) etc., are permanently lost proving that the informal sector operations are
not resources efficient. The direct comparison of recovery of gold and silver are not
possible and can only be logically concluded that informal operations are highly toxic
causing permanent damage to environment and health workers in efficient resources
recovery. The only solution lies in linking of informal sector to the formal sector such
that a better economic values can be offered to the informal sector and at the same time
stop the environmental health hazard.
^ i BB
Fig 48: Adding Nitric Acid Fig 49: Fumes during Lixiviation
Fig 50: Frothing during Lixiviation Fig 51: Bubbling during Lixiviation
84
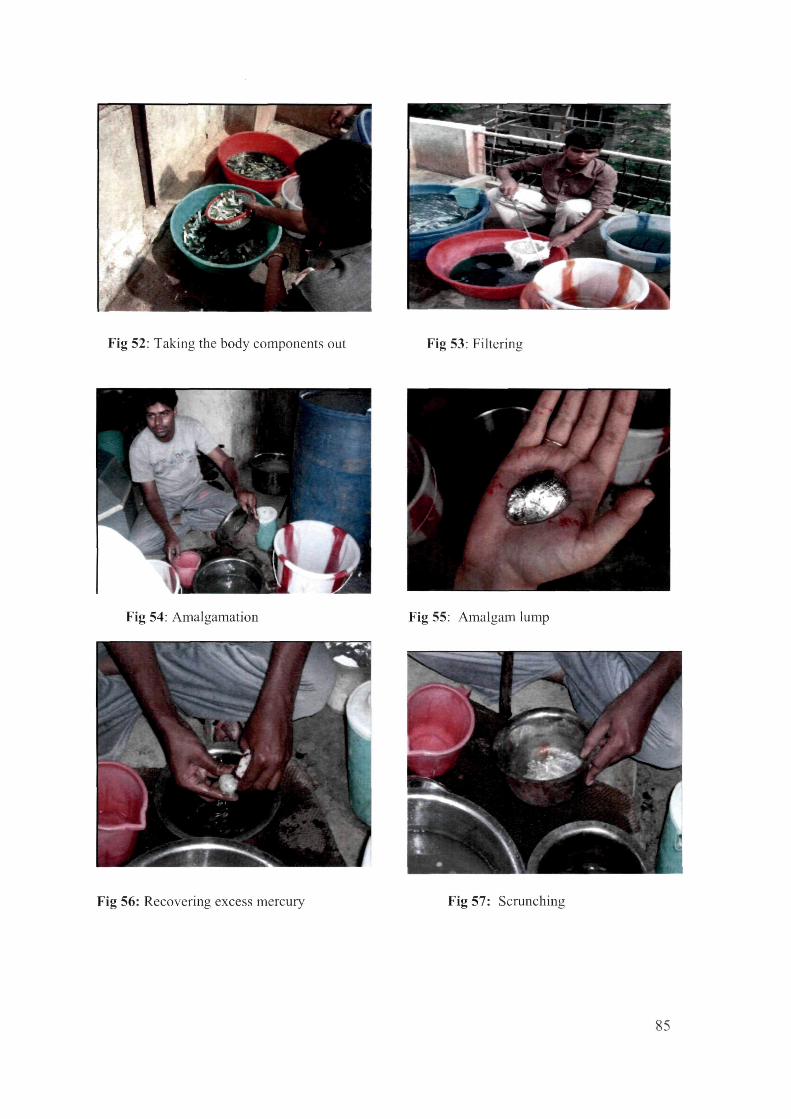
Fig 52: Taking the body components out Fig 53: Filtering
Fig 54: Amalgamation Fig 55: Amalgam lump
Fig 56: Recovering excess mercury Fig 57: Scrunching
85
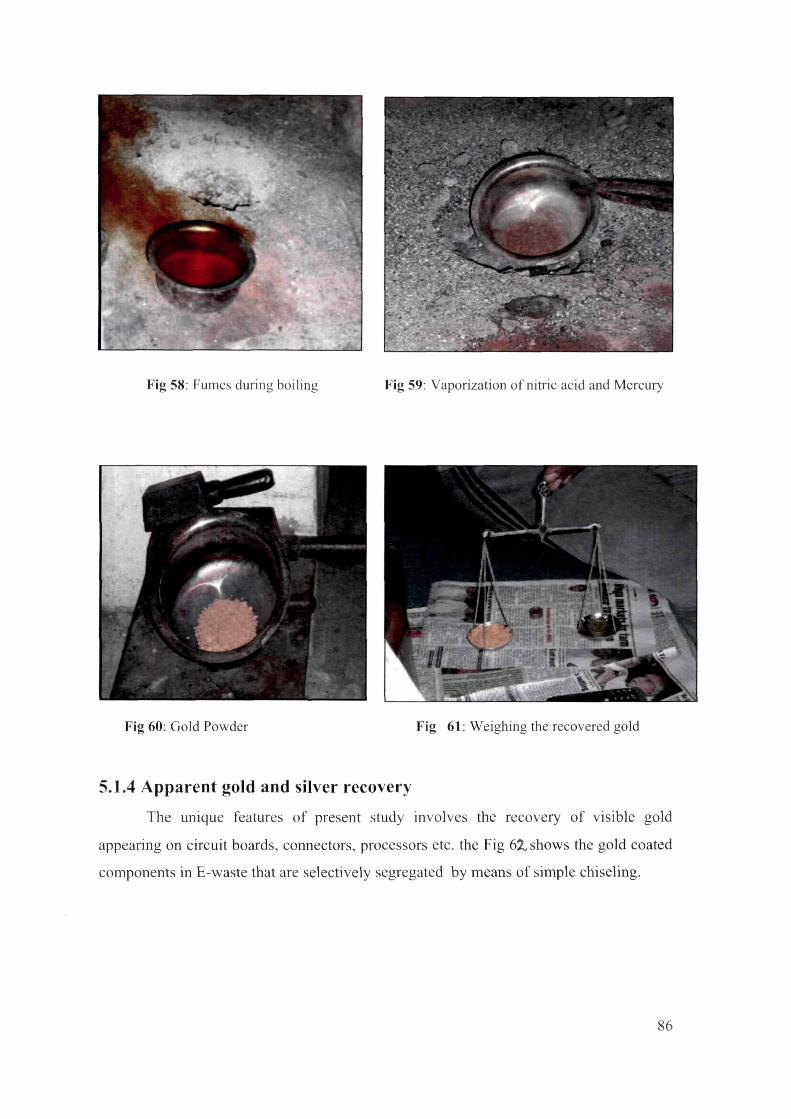
Fig 58: Fumes during boiling Fig 59: Vaporization of nitric acid and Mercury
Fig 60: Gold Powder Fig 61: Weighing the recovered gold
5.1.4 Apparent gold and silver recovery
The unique features of present study involves the recoveiy of visible gold
appearing on circuit boards, connectors, processors etc. the Fig 63L shows the gold coated
components in E-waste that are selectively segregated by means of simple chiseling.
86
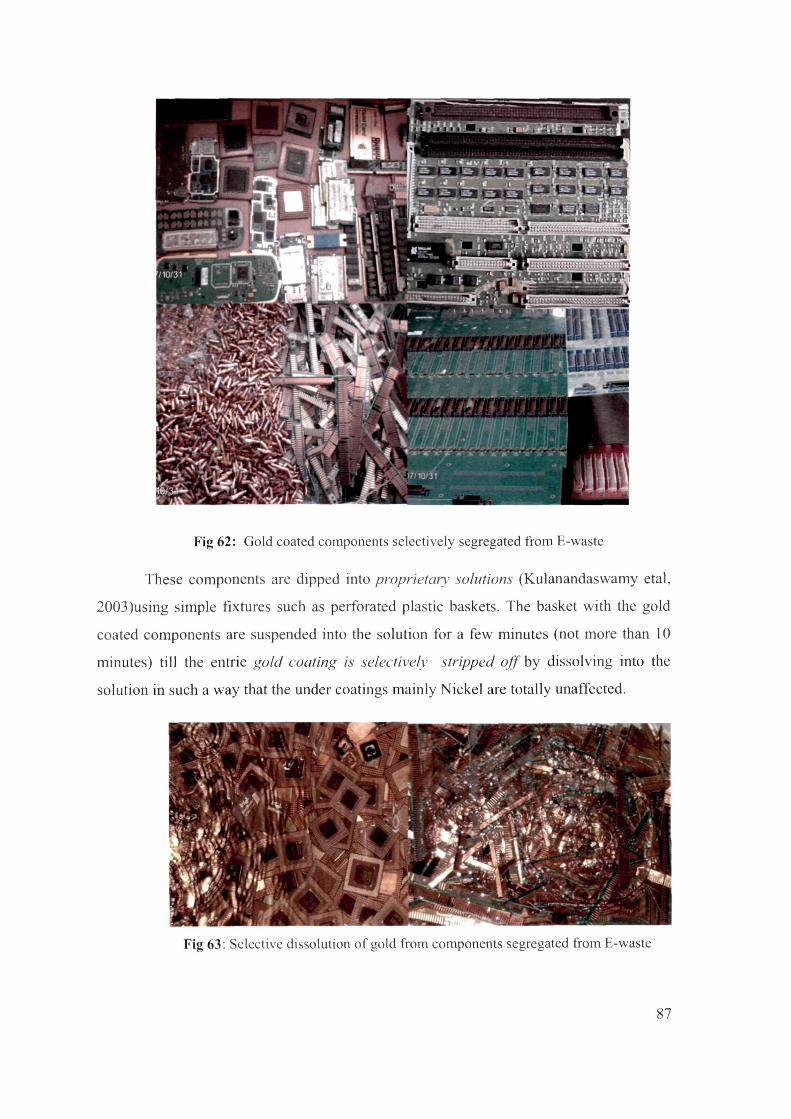
Fig 62: Gold coated components selectively segregated from E-waste
These components are dipped into proprietary solutions (Kulanandaswamy etal,
2003)using simple fixtures such as perforated plastic baskets. The basket with the gold
coated components are suspended into the solution for a few minutes (not more than 10
minutes) till the entrie gold coating is selectively stripped off by dissolving into the
solution in such a way that the under coatings mainly Nickel are totally unaffected.
Fig 63: Selective dissolution of gold from components segregated from E-waste
87

The solution thus concentrated by repeated dissolution of components with visible
gold coating after several cycles, is electrolyzed using inert graphite anodes and titanium
cathodes with a potential of about 2-3 volts through a constant current power supply,
generally overnight, such a way that gold is electro deposited on the titanium cathodes
during the overnight plating. This requires little or no attention. Thus gold deposited on
the cathodes are scraped periodically with a sharp blade and taken for a gold refining.
The gold thus recovered is directly re-used for gold electro plating of Watch, Pen,
Temple articles gift articles etc.
The electrolyzed solution is once again re-used to repeat the above process steps
with a periodic pH, conductivity and make up adjustments. The components that are
stripped off the gold coating are sent for further shredding and exported to M/s. Umicore
Precious Metals Refinery ( UPMR)., Belgium, for further recovery of concealed gold as
well other metals as explained below mentioned sections.
The major apparent silver metal recovery is achieved from Radio Frequency wave
guides and components used in telecom equipments, silver plated connectors as shown in
Fig 6llf. Once again silver is selectively stripped off from different base metals such as
Aluminum, Copper/Brass and Steel without any significant attack on the base metal. The
silver thus recovered from the electronic waste is melted and cast into ingots as shown
above Fig 45.
El:-— ^^ •
^^H^B -' " v' - Mrs ^ P • ^ ^ •••' • K J -Mm
Fig 64: Silver coated E-waste
88
The silver coated aluminum components extensively used in telecom equipments
for radio frequency tuners, wave guides are stripped off the silver coating using a
proprietary solution (Kologe etal, 2003). By this method the base metals (aluminum or
copper) are not attacked. The silver is precipitated from the solution as Silver Chloride,
which is converted into metallic silver, dried and melted into bullion.
There is a limitation of processing of low value circuit boards mainly used in
televisions, monitors, SMPS, UPS which are mostly of single layer only with the values
of gold, silver, copper etc., being very low and can not economically support processing
at a smelting facility out side India which involves mainly the shipping cost of the
container and the processing cost at the smelter.
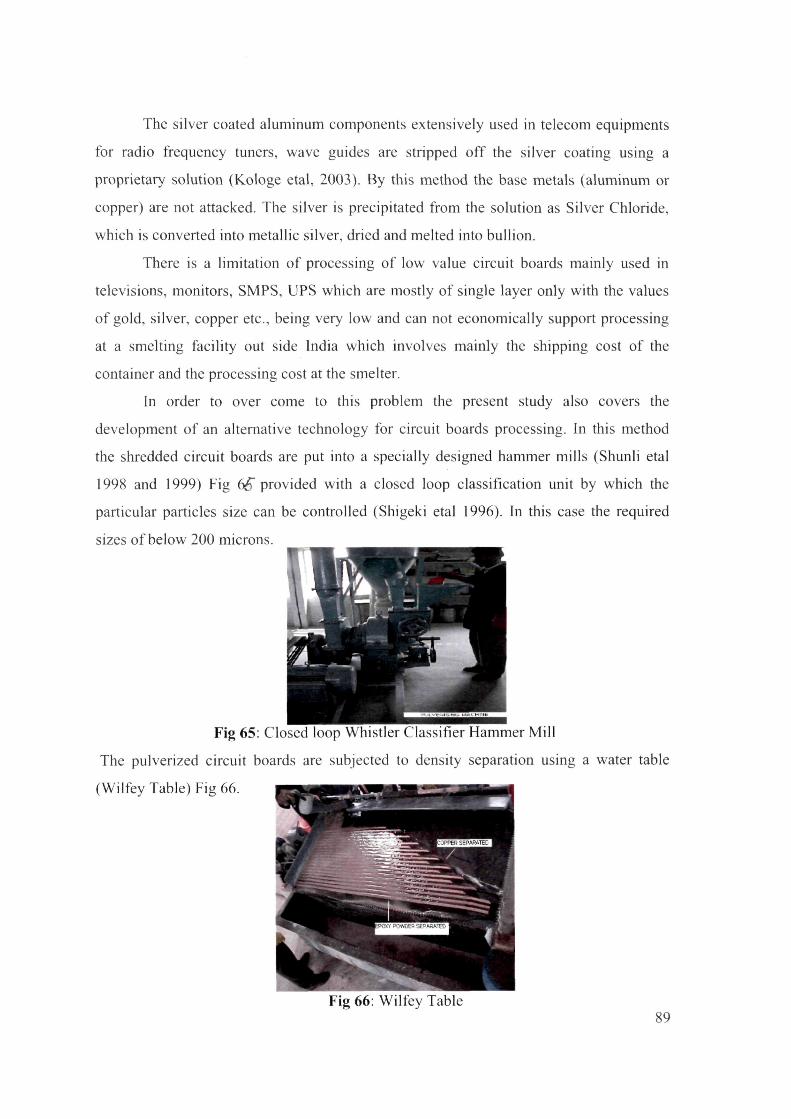
In order to over come to this problem the present study also covers the
development of an alternative technology for circuit boards processing. In this method
the shredded circuit boards are put into a specially designed hammer mills (Shunii etal
1998 and 1999) Fig 6i) provided with a closed loop classification unit by which the
particular particles size can be controlled (Shigeki etal 1996). In this case the required
sizes of below 200 microns.
Fig 65: Closed loop Whistler Classifier Hammer Mil!
The pulverized circuit boards are subjected to density separation using a water table
(Wilfey Table) Fig 66.
Fig 66: Wilfey Table 89
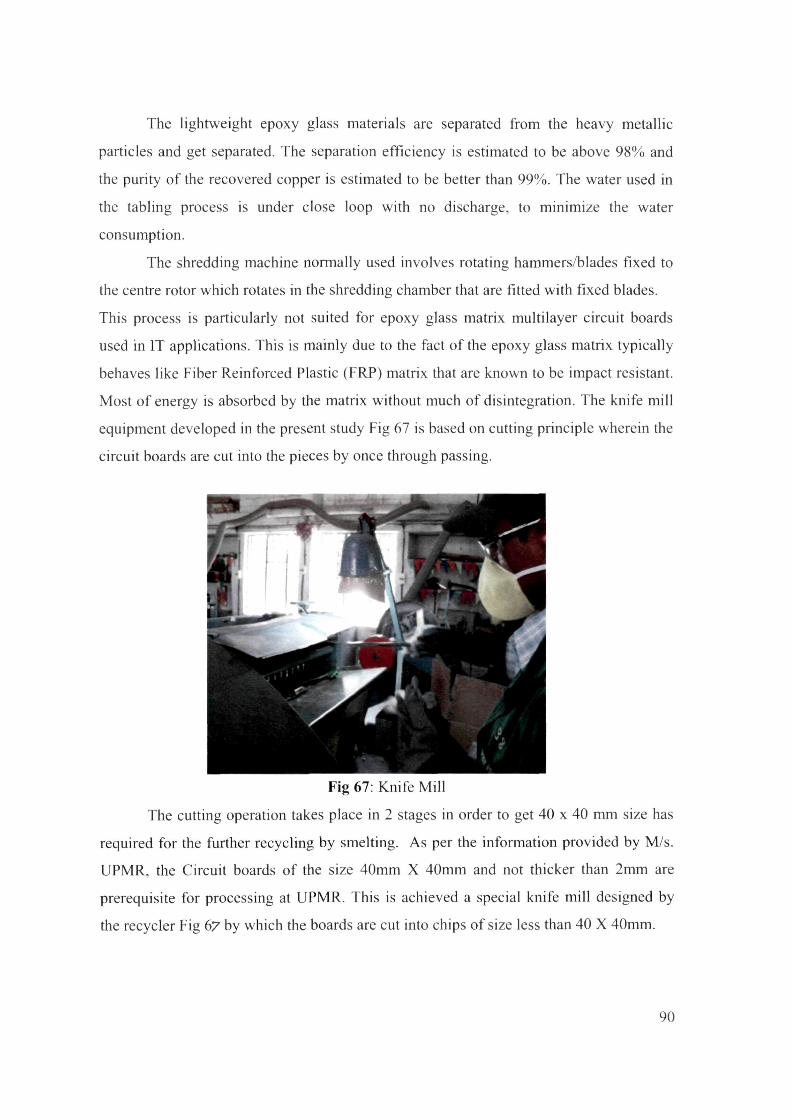
The lightweight epoxy glass materials are separated from the heavy metallic
particles and get separated. The separation efficiency is estimated to be above 98% and
the purity of the recovered copper is estimated to be better than 99%. The water used in
the tabling process is under close loop with no discharge, to minimize the water
consumption.
The shredding machine normally used involves rotating hammers/blades fixed to
the centre rotor which rotates in the shredding chamber that are fitted with fixed blades.
This process is particularly not suited for epoxy glass matrix multilayer circuit boards
used in IT apphcations. This is mainly due to the fact of the epoxy glass matrix typically
behaves like Fiber Reinforced Plastic (FRP) matrix that are known to be impact resistant.
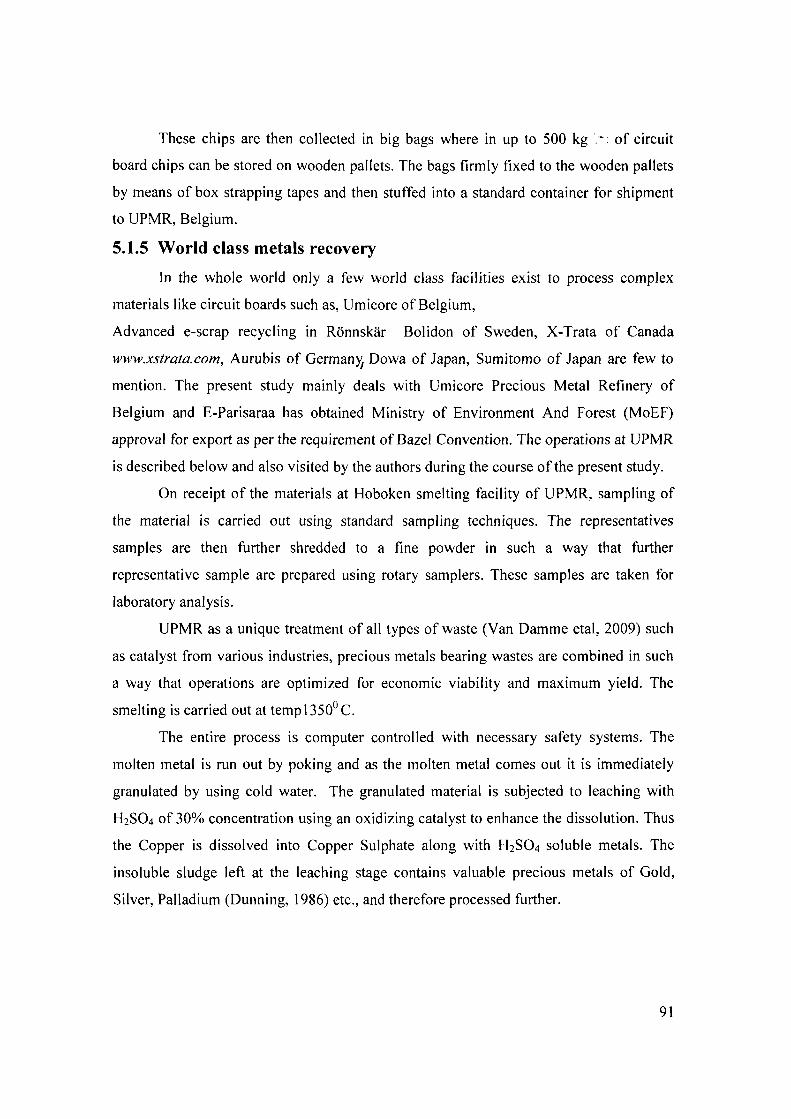
Most of energy is absorbed by the matrix without much of disintegration. The knife mill
equipment developed in the present study Fig 67 is based on cutting principle wherein the
circuit boards are cut into the pieces by once through passing.
Fig 67: Knife Mill
The cutting operation takes place in 2 stages in order to get 40 x 40 mm size has
required for the further recycling by smelting. As per the information provided by M/s.
UPMR, the Circuit boards of the size 40mm X 40mm and not thicker than 2mm are
prerequisite for processing at UPMR. This is achieved a special knife mill designed by
the recycler Fig 67 by which the boards are cut into chips of size less than 40 X 40mm.
90
These chips are then collected in big bags where in up to 500 kg ;- of circuit
board chips can be stored on wooden pallets. The bags firmly fixed to the wooden pallets
by means of box strapping tapes and then stuffed into a standard container for shipment
to UPMR, Belgium.
5.1.5 World class metals recovery
In the whole world only a few world class facilities exist to process complex
materials like circuit boards such as, Umicore of Belgium,
Advanced e-scrap recycling in Ronnskar Bolidon of Sweden, X-Trata of Canada
www.xstrata.com, Aurubis of Germany^ Dowa of Japan, Sumitomo of Japan are few to
mention. The present study mainly deals with Umicore Precious Metal Refinery of
Belgium and E-Parisaraa has obtained Ministry of Environment And Forest (MoEF)
approval for export as per the requirement of Bazel Convention. The operations at UPMR
is described below and also visited by the authors during the course of the present study.
On receipt of the materials at Hoboken smelting facility of UPMR, sampling of
the material is carried out using standard sampling techniques. The representatives
samples are then further shredded to a fine powder in such a way that further
representative sample are prepared using rotary samplers. These samples are taken for
laboratory analysis.
UPMR as a unique treatment of all types of waste (Van Damme etal, 2009) such
as catalyst from various industries, precious metals bearing wastes are combined in such
a way that operations are optimized for economic viability and maximum yield. The
smelting is carried out at tempi350°C.
The entire process is computer controlled with necessary safety systems. The
molten metal is run out by poking and as the molten metal comes out it is immediately
granulated by using cold water. The granulated material is subjected to leaching with
H2SO4 of 30% concentration using an oxidizing catalyst to enhance the dissolution. Thus
the Copper is dissolved into Copper Sulphate along with H2SO4 soluble metals. The
insoluble sludge left at the leaching stage contains valuable precious metals of Gold,
Silver, Palladium (Dunning, 1986) etc., and therefore processed further.
The solution from leaching stage is subjected to electro winning operation using
insoluble lead anodes and Stainless Steel cathodes. Special additives are used here to
improve the winning efficiency, avoid tree growth which can short circuit the anode and
cathode since they are positioned very closely with narrow gap. The cathode plates banks
are picked up in total from each cell using a Gantry Crane, after the plates are sufficiently
loaded with high purity electrolytic copper, which gets skinned off using pneumatic
chisels. The cathode copper is taken for further melting for various applications.
The impurities that are present in leach solutions are allowed to settle as slime at
the bottom of the anodes. The slime is periodically collected and taken for further
recovery of various metals. It is also interesting to note that the toxic volatiles such as
brominated compounds are appropriately treated with the air pollution control
equipments. The organics are burnt off by utilizing its high calorific value, during
smelting process and thereby reducing the heating load requirements. The glass mat
matrix that are generally used in the circuit boards, functions as a slag forming flux and
encapsulates various oxides of Fe, Al, Zn, etc. Thus the slag generated during the
smelting operation is used in cement kilns along with clinkers. The slag material is also
used for various construction industries and as wave breakers in boating wharfs. Thus the
entire operation is made zero discharge with maximum resource recovery. It should be
noted that the entire operations is closed loop, zero discharge with a recovery efficiency
of more than 99% for precious metals and better than 95% for other metals.
The entire operation is backed up with sophisticated sampling, sample preparation
and grinding and laboratory analytical procedures and appropriate equipments such as
EDX, ICPMS as well as traditional fire assay methods. The main results of silver, gold,
palladium and copper obtained from the processing by M/s. Umicore during the course of
the present study is shown in Table 35.
Recycling and recovery of metals especially precious metals from Printed circuit
boards offers high economic benefits even though it occupies a small percentage(5%) of
the entire E-waste stream. Smelting at world class facilities offer high environmental
standards and maximum resource recovery.
92
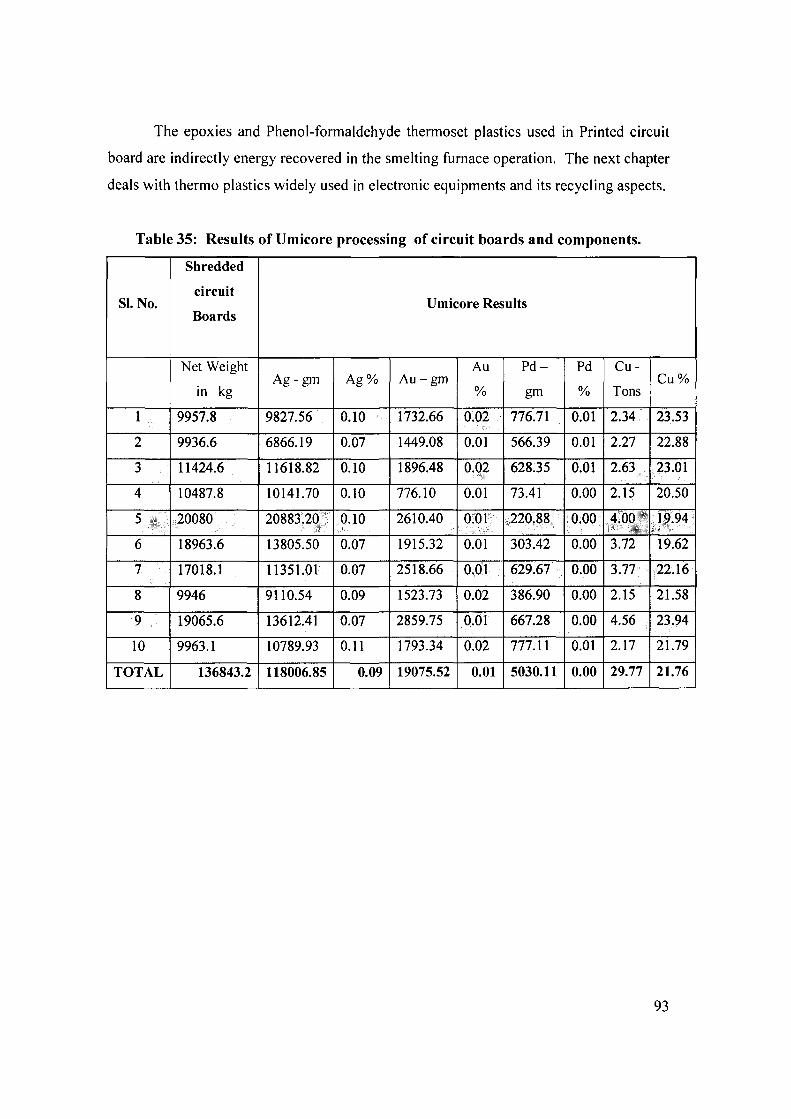
The epoxies and Phenol-formaldehyde thermoset plastics used in Printed circuit
board are indirectly energy recovered in the smelting furnace operation. The next chapter
deals with thermo plastics widely used in electronic equipments and its recycling aspects.
Table 35: Results of Umicore process! ng of circuit boards and components.
SI. No.
Shredded
circuit
Boards Umicore Results
Net Weight
in kg Ag-gm Ag% Au -gm
Au
%
P d -
gm
Pd
%
Cu-
Tons Cu%
1 9957.8 9827.56 0.10 1732.66 0.02 776.71 0.01 2.34 23.53
2 9936.6 6866.19 0.07 1449.08 0.01 566.39 0.01 2.27 22.88
3 11424.6 11618.82 0.10 1896.48 0.02 628.35 0.01 2.63 23.01
4 10487.8 10141.70 0.10 776.10 0.01 73.41 0.00 2.15 20.50
5 ^ ;:;;; 20080 20883.20 0.10 2610.40 0.01 220.88 0.00 4.00 19.94
6 18963.6 13805.50 0.07 1915.32 0.01 303.42 0.00 3.72 19.62
7 17018.1 11351.01 0.07 2518.66 0.01 629.67 0.00 3.77 22.16
8 9946 9110.54 0.09 1523.73 0.02 386.90 0.00 2.15 21.58
9 19065.6 13612.41 0.07 2859.75 0.01 667.28 0.00 4.56 23.94
10 9963.1 10789.93 0.11 1793.34 0.02 777.11 0.01 2.17 21.79
TOTAL 136843.2 118006.85 0.09 19075.52 0.01 5030.11 0.00 29.77 21.76
93







![Govt Acctg Recovered] Recovered]](https://img.pdfslide.us/doc/110x75/577d26c61a28ab4e1ea2266a/govt-acctg-recovered-recovered.jpg)





![Evaluation media presentation1 [recovered] [recovered]](https://img.pdfslide.us/doc/110x75/54953ac6b47959a84e8b457e/evaluation-media-presentation1-recovered-recovered-5584a8d0c6efc.jpg)















![Poster_IIC [Recovered] [Recovered]](https://img.pdfslide.us/doc/110x75/568bf4721a28ab89339e0ba6/posteriic-recovered-recovered.jpg)