Embed Size (px)
Citation preview

99
CHAPTER IV
PROCESSING BEHAVIOUR, CURE CHARACTERISTICS, STRESS
STRAIN PROPERTIES AND AGING BEHAVIOUR OF THE S1552
RUBBER SAMPLES
A. Processing Behaviour
The subject of processability of rubbers has, in the recent years, attracted the
attention of many workers. The term processability of rubber describes the
behaviours of raw rubbers during their conversion to useful products such as tyres,
hoses, mechanical goods, footwears etc. Because of poor scientific understanding
in rubber processing, the rubber industry still uses some of the same processing
equipment such as the two roll steam heated mill invented long ago. However,
processability of rubber is not a single property. The basic three steps(1) in
elastomer processing are:
1. Blending of elastomers by mastication and mixing of compounding
ingredients,
2. Forming the compound upto a semifinal form, and
3. Final shaping and setting
Step 1 is carried out on a two roll mill or in a banbury mixture. In factories,
where internal mixers (banbury) are not available, two roll mill mixing is the only
technique available for the dispersion and mixing of the compounding ingredients.
The two roll mill which has two rolls moving at different speeds to produce shear,
is used to blend the compounding ingredients such as fillers, activators, processing
aids and vulcanizing agents etc. Even in cases, where initial mastication and
mixing of compounding ingredients other than the vulcanizing agents is done in a
100
banbury mixer, the two roll mill is still used to blend in vulcanizing agents to
avoid scorching or premature vulcanization of the compounded stock.
In the 2nd and the 3rd steps also the two roll mill is commonly used for
continuous feeding to a calendar or an extruder etc. Thus mill behaviour of the raw
rubber as well as its compounds is very important and critical.
Tokita and White(2) have classified the observed mill behaviour of several
different rubbers into the following four regions:
1. Rubber stays mainly in the bank of the mill. This is the region of poor
processing.
2. Tight elastic band clinging to the front mill roll. This is desirable and means
the elastomer has good processability.
3. Material hanging as a bag off the roll, torn and granulated in the mill nip.
This is undesirable as it would lead to poor dispersion of compounding
ingredients.
4. Transparent fluid film occurring at high temperature.
Rubber generally do not exhibit all the four regions of mill behaviour. A
good processable rubber should exhibit only the first two regions and the second
region should be achieved at the earliest.
ChiKai Shih(3) studied the mill behaviour of ethylenepropylene hexadiene
terpolymer. They found that in general agreement with Tokita and White(2), the
milling characteristics of the polymer changes from elastic band region 2 to
crumbling bag region 3 and then to a viscoelastic fluid region 4 as the temperature
is increased from 5C to 175C. He has regarded the 23 transition as a failure
process which is time and temperature dependent.

101
Mooney viscometer has retained an important role in the production of SBR
for monitoring the polymerization reaction and for providing a final viscosity
value for the end product. In the rubber industry, the Mooney viscosity (ML1+4 at
100C) has been used for specification of flow property of rubbers.(4)
Delta Mooney viscosity that is change in Mooney viscosity with time has a
reasonable correlation with black incorporation time and is, therefore, an
indication of processability of rubbers.(5)
Change in Mooney viscosity generally occurs as a result of either chain
scission reaction due to mechanical degradation of the polymer molecules or as a
result of branching or crosslinking reaction in which the degraded chains reattach
to the polymer molecules(6), Fig. 1. The chain scission reaction would normally
lead to lowering of Mooney viscosity whereas the crosslinking reaction would
result in increase in Mooney viscosity of a given rubber sample. The net result
thus depends on predominance of one of these reactions.
CH3 CH2 CH CH CH2 CH3
CH3 CH2 CH CH CH2 CH3CH3+* *
Chain Scission Reaction
CH3 CH2 CH CH CH2 CH3 CH2 CH3CH3+ *
CH3 CH CH CH CH2 CH3
CH2
CH3
and so on
Cross-linking Reaction
Fig. 1

102
(i) Mixing & Mill Behaviour
In order to determine processability, curing characteristics and stressstrain
characteristics of the fourteen S1552 rubber samples prepared as per the details
given in Chapter II of this work, all the samples were compounded as per ASTM
Standard Recipe(7), given in Table1, on a laboratory two roll mill (manufactured
by Stewart Bolling & Co., U.S.A.) having 6|| outside diameter rolls maintained at
50C. Batch factor used was 4.0 (i.e. the batch size is obtained by multiplying the
recipe by 4). Mixing of all the fourteen rubber samples was carried out in
accordance with ASTM D15(7) and their mill behaviour was observed.(814) In
some samples, which were found to be relatively poorly processable, time cycles
for mixing various ingredients could not be adhered to and this further confirmed
their poor procesability. The results obtained have been summarized in Table 2.
Table 1
STANDARD RECIPE USED FOR MIXING OF THE FOURTEEN (14)
SAMPLES OF S1552 NUMBERS
Materials used: Parts of Weight
Rubber 100
Higher Abrasion Furnace Black (NBS378) 50
Zinc Oxide (NBS370) 3
Stearic Acid (NBS372) 1.0
Sulphur (NBS371) 1.75
TBBS (ntert, butyl 12 benzothiazole
sulfonamide) (NBA384)
1.0
Batch Factor 4.0

103
TABLE 2
MILL BEHAVIOUR OF THE FOURTEEN SAMPLES OF S1552 RUBBER
Mixing Data Sample No. Standard Mixing Time as
per ASTM D156
1 1A 2 2A 3 3A 4 4A 5 5A 6 7 8 9
1. Time for smooth band formation minutes
1.5 1.5 1.5 1.5 2.0 2.0 3.0 3.0 * * 2.0 4.0 2.0 3.0
2. Total Mastication Time Minutes
7 7 7 7 7 7 7 7 7 7 7 7 7 7 7
3. Time for Mixing Sulphur, Minutes
2 2 2 2 2 2 2.5 2.5 2.5 2.5 2 2.5 2 2.5 2
4. Time for Mixing Stearic Acid, Minutes
2 2 2 2 2 2 2 2 2.5 2.5 2 2 2 2 2
5. Time required for half carbon black absorption, Minutes
2 2 2 2 2 2 2.5 2.5 5 5 2 4 2 3
6. Time for Mixing carbon black, Minutes
10 10 10 10 10 10 10 10 12 12 10 10 10 10 10

104
TABLE 2 Contd…
MILL BEHAVIOUR OF THE FOURTEEN SAMPLES OF S1552 RUBBER
Mixing Data Sample No. Standard Mixing Time as
per ASTM D156
1 1A 2 2A 3 3A 4 4A 5 5A 6 7 8 9
7. Whether Bagging was observed.
No No No No No No No No Yes Yes No Yes No No
8. Time for mixing other ingredients, Minutes
3 3 3 3 3 3 3 3 4 4 3 3.5 3 3 3
9. OverallProcess ability
Good Good Good Good Good Good Fair Fair Poor Poor Good Poor Good Fair to
Poor
*Formation of smooth band free from holes was not observed even in 7 minutes of mastication

105
It can be seen from the results summarized in Table 2 that samples 1, 1A, 2,
2A, 3, 3A, 6 and 8 exhibited good processability. This was indicated by the fact
that these samples required only 1.52 minutes for smooth band formation.
However, total mastication time was maintained same at 7 minutes for all the
samples. These samples exhibited excellent carbon black absorption characteristics
also as they required only 2 minutes to absorb half amount of the carbon black.
Further, no bagging was observed in case of these samples.
Samples 4, 4A and 9 exhibited relatively poor processability as they
required longer time (3 minutes) for smooth band formation than the samples
referred to in the preceeding paragraph which exhibited good processability.
Further these samples 4, 4A and 9 also required longer time for dispersion of
sulphur and absorption of carbon black. However, no bagging throughout the
mixing operation was observed and as such their processability was taken as fair.
Sample NO. 9 was, however, inferior to others in this group of samples as it
required marginally higher time for half carbon black absorption and the sample
was, therefore, classed as fair to poor with respect to its processability.(1517)
Samples 5, 5A and 7 exhibited poor processability. These samples did not
exhibit smooth elastic band formation free from holes within the seven minutes of
mastication. Further these samples also exhibited bagging during mixing of the
carbon black and much higher time for absorption of carbon black and all the other
ingredients than the remaining other samples. Sample 7 was the next to samples 5
& 5A in order of poor processability as indicated by longer time required for
formation of smooth band and absorption of carbon black and other ingredients.
Sample 7, however, showed only little bagging as compared to samples 5 & 5A.

106
(ii) Mooney viscosity and Delta Mooney Viscosities
The Mooney visocosities and the delta Mooney viscosities of all the
fourteen rubber samples were determined on a Mooney viscometer, manufactured
by Scott Testers Inc., U.S.A. ASTM Method D1646(8) was used for determination
of the Mooney viscosity of the rubber samples.
The delta Mooney viscosities were determined by extending the running
period of the Viscometer to 15 minutes and noting down the Mooney viscometer
reading every minute. Change in Mooney viscosity between the readings at 1 and
7 minutes and between the readings at 1 and 15 minutes were recorded as delta
Mooney viscosities. The results obtained have(1821) been summarized in the
attached Table 3.
The results of the Mooney viscosity of the rubber samples were found to be
23 units higher than those obtained while determining the Mooney viscosities of
the contained polymers of the corresponding lattices. This was due to difference in
the method used for preparation of rubber samples for determination of the
Mooney viscosity and was as would normally be expected. The values of the
Mooney viscosities obtained on final dried rubber were, however, more
representative of the true Mooney viscosity of the rubber.
B. Curing Characteristics
Raw rubber is soft and plastic and can be shaped into desired and products.
By process of vulcanization the raw rubber is converted into a hard elastic and
rigid material which does not change its shape. During the process of
vulcanization three dimensional chemical crosslinks are produced in the polymer
molecules to give rigidity to the polymer net work.(9)

107
TABLE 3
MOONEY VISCOSITY AND DELTA MOONEY VISCOSITY OF THE FOURTEEN SAMPLES OF S1552 RUBBER
Temperature of the Platens .. 100C Type of Rotor used .. Large Time of Preheating .. 1 minute
Mooney Data Sample No.
1 1A 2 2A 3 3A 4 4A 5 5A 6 7 8 9
Mooney Readings:
after 1 minutes 47 51 52 57 60 66 68 73 86 92 61 59 60 62
after 2 minutes 42 46 47 54 57 62 66 71 85 91 57 54 59 59
after 3 minutes 37 41 43.5 50 54 59 63 69 85 91 53.5 51 54 55
after 4 minutes 33 38 41 46 50 56 60 67 85 91 49.5 49 50 51
after 5 minutes 31 35 39 44 48 52 57 65 83 90 46.5 48 47 50
after 6 minutes 30 34 37 41 46.5 50 55 64 81 88 46 47.5 45 49.5
after 7 minutes 28.5 33 35.5 40 45 49 54 61 79 86 45 47 43 48.5
after 8 minutes 27.5 32 34.5 39 44 47 53 59.5 77 85.5 44 46 42 47
after 9 minutes 27 31.5 33.5 38.5 43.5 46.5 52 58.5 75 83 44 44.5 41 45.5
after 10 minutes 26 31 33 38 43 46 51.5 58.5 73 81 43.5 43 40 45
after 11 minutes 25.5 31 32.5 38 43 46 51 56.5 71 79 43 42.5 40 45

108
TABLE 3 Contd…
MOONEY VISCOSITY AND DELTA MOONEY VISCOSITY OF THE FOURTEEN SAMPLES OF S1552 RUBBER
Temperature of the Platens .. 100C Type of Rotor used .. Large Time of Preheating .. 1 minute
Mooney Data Sample No.
1 1A 2 2A 3 3A 4 4A 5 5A 6 7 8 9
after 12 minutes 25.5 30.5 32 37.5 42 45.5 51 56 70 78.5 42.5 42 39 44.5
after 13 minutes 25 30.5 32 37.5 41 45.5 50.5 56.5 70 77 42 42 39 44.5
after 14 minutes 25 30 31.5 37 40.5 45 50 56 70 76 41 42 39 44
after 15 minutes 24.5 30 31 37 40 45 50 56 70 76 41 42 39 44
Mooney Viscosity, ML1+4 at
100C.
33 38 41 46 50 56 60 67 85 91 49.5 49 50 51
Delta Mooney, ML17 18.5 18 16.5 17 16 17 14 12 5 4 16 12 17 13.5
Delta Mooney, ML115 22.5 21 21 20 20 21 18 17 16 16 20 17 21 18

109
For shaping a rubber compound into final desired shape of the end product it is
necessary for the rubber compound to flow in the mould so as to completely fill it.
It is, therefore, also necessary that no crosslinks should be produced in the rubber
molecules before the rubber compound has been finally shaped in the mould
otherwise the flow properties of the rubber compound would be seriously affected.
Premature vulcanization of rubber compound before final shaping of the
compound is called scorching and is undesirable.(10)
The time to scorch of a rubber compound can be determined on a Mooney
viscometer and is defined as the total time required for rise of Mooney viscosity 5
units above the minimum value. The rate at which the vulcanization of a rubber
compound occurs is also an important characteristic of the rubber compound. The
Mooney time to cure is defined as the total time required for obtaining minimum
viscosity and then a rise of 35 units of Mooney viscosity above the minimum
value. Cure index is defined as the time required for rise of Mooney viscosity from
5 units to 35 units and is thus equal to cure time minus scorch time.(11, 2225)
Scorch time, cure time and cure index of all the fourteen saples of S1552
rubber were determined in accordance with ASTM D1646(8) using large rotor at
platen temperature of 126C and the results obtained were summarized in
Tables417. Scorch time, cure time and cure index values for the rubber samples
were determined from Figs. 215 and the results were entered in the
corresponding Table 4 to 17. Compound viscosity was taken as the 1+4 minutes
reading of the Mooney viscometer during determination of time to scorch, time to
cure and cure index of the rubber samples.

110
Table 4
Cure Characteristics of Sample No. 1 of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 18 55
2 71 19 55
3 64 20 55.5
4 60.5 21 56
5 56 22 57
6 55 23 57.5
7 54.5 24 58
8 54 25 59
9 54 26 61
10 54.5 27 63.5
11 54 28 66
12 54.5 30 72
13 54.5 30 72
14 54.5 31 75.5
15 54.5 32 81.5
16 55 33 87
17 55 34 95
Compound Mooney Viscosity, ML1+4 at 126C : 56
Minimum Mooney Viscosity, MV at 126C : 54
Time to Scorch = ta at MV + 5, minutes : 24.8
Time to Cure = t35 at MV + 35, minutes : 33.2
Cure Index = t35 ts : 8.4

111
Table 5
Cure Characteristics of Sample No. 1A of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 18 55
2 73 19 55
3 68 20 55.5
4 63 21 56
5 59 22 56.5
6 57 23 57
7 56 24 59
8 55.5 25 60
9 55.5 26 62
10 55.5 27 64.5
11 55 28 67
12 55.5 29 70
13 55.5 30 73
14 55 31 76
15 55 32 62
16 55 33 90
17 55 34 100
Compound Mooney Viscosity, ML1+4 at 126C : 59
Minimum Mooney Viscosity, MV at 126C : 55
Time to Scorch, minutes : 25
Time to Cure, minutes : 33
Cure Index : 8
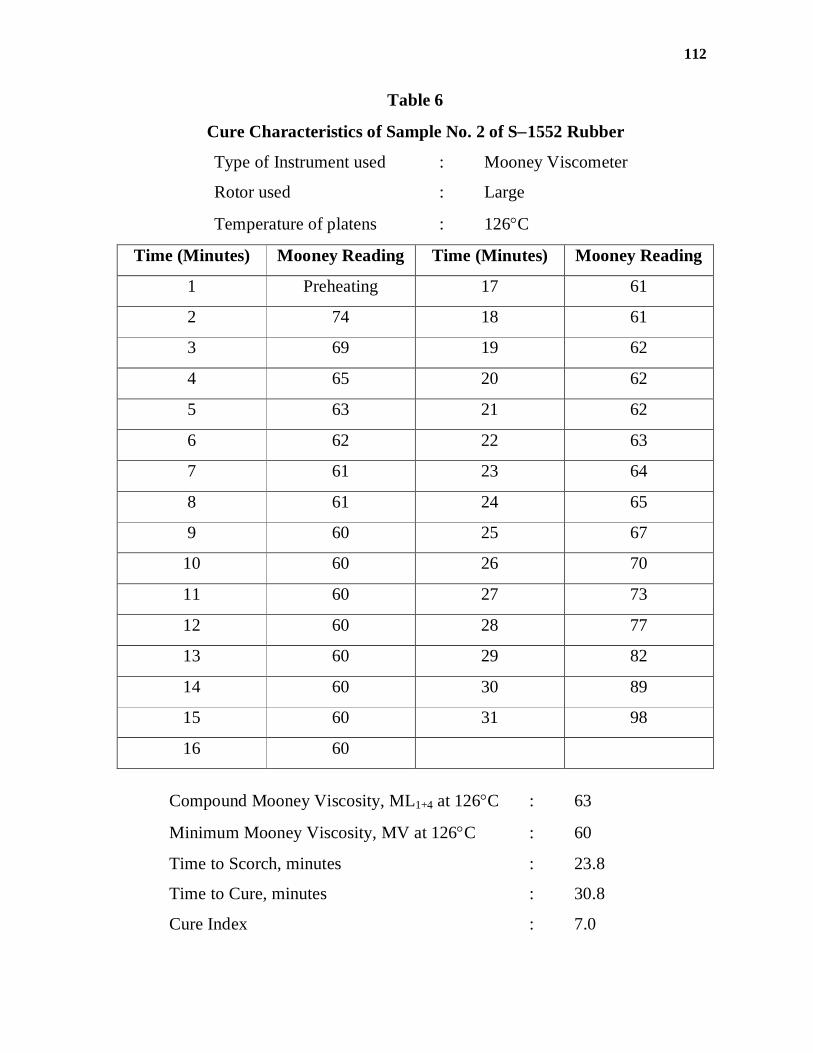
112
Table 6
Cure Characteristics of Sample No. 2 of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 17 61
2 74 18 61
3 69 19 62
4 65 20 62
5 63 21 62
6 62 22 63
7 61 23 64
8 61 24 65
9 60 25 67
10 60 26 70
11 60 27 73
12 60 28 77
13 60 29 82
14 60 30 89
15 60 31 98
16 60
Compound Mooney Viscosity, ML1+4 at 126C : 63
Minimum Mooney Viscosity, MV at 126C : 60
Time to Scorch, minutes : 23.8
Time to Cure, minutes : 30.8
Cure Index : 7.0

113
Table 7
Cure Characteristics of Sample No. 2A of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 17 62.5
2 74 18 62.5
3 68 19 63
4 65 20 63
5 64 21 63.5
6 63.5 22 64
7 62.5 23 65
8 62.5 24 66
9 62 25 67.5
10 62 26 69.5
11 62 27 72.5
12 62 28 75.5
13 62 29 80
14 62.5 30 85.5
15 62 31 92
16 62 32 103.5
Compound Mooney Viscosity, ML1+4 at 126C : 64
Minimum Mooney Viscosity, MV at 126C : 62
Time to Scorch, minutes : 24.8
Time to Cure, minutes : 31.4
Cure Index : 6.6

114
Table 8
Cure Characteristics of Sample No. 3 of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 16 67
2 75 17 67.5
3 71 18 68
4 69 19 68
5 67 20 68.5
6 66 21 70
7 66 22 71
8 66 23 73
9 66 24 75
10 66 25 79
11 66 26 83
12 66 27 88
13 66 28 95
14 66 29 104
15 65
Compound Mooney Viscosity, ML1+4 at 126C : 67
Minimum Mooney Viscosity, MV at 126C : 66
Time to Scorch, minutes : 22
Time to Cure, minutes : 28.7
Cure Index : 6.7

115
Table 9
Cure Characteristics of Sample No. 3A of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 17 67.5
2 76 18 68
3 72 19 68
4 70 20 68.5
5 69 21 69
6 68 22 69.5
7 67 23 70
8 67.5 24 70.5
9 67 25 72
10 67 26 74
11 67 27 76.5
12 67 28 79.5
13 67 29 83
14 67 30 88
15 67 31 96
16 67.5 32 105
Compound Mooney Viscosity, ML1+4 at 126C : 69
Minimum Mooney Viscosity, MV at 126C : 67
Time to Scorch, minutes : 25
Time to Cure, minutes : 31.7
Cure Index : 6.7

116
Table 10
Cure Characteristics of Sample No. 4 of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 15 65
2 77 16 65
3 74 17 65.5
4 72 18 66
5 70 19 67
6 68 20 68
7 66 21 70
8 65 22 73
9 65 23 76
10 65 24 80
11 65 25 85
12 65 26 91
13 65 27 98.5
14 65 28 107
Compound Mooney Viscosity, ML1+4 at 126C : 70
Minimum Mooney Viscosity, MV at 126C : 65
Time to Scorch, minutes : 21
Time to Cure, minutes : 27.2
Cure Index : 6.2
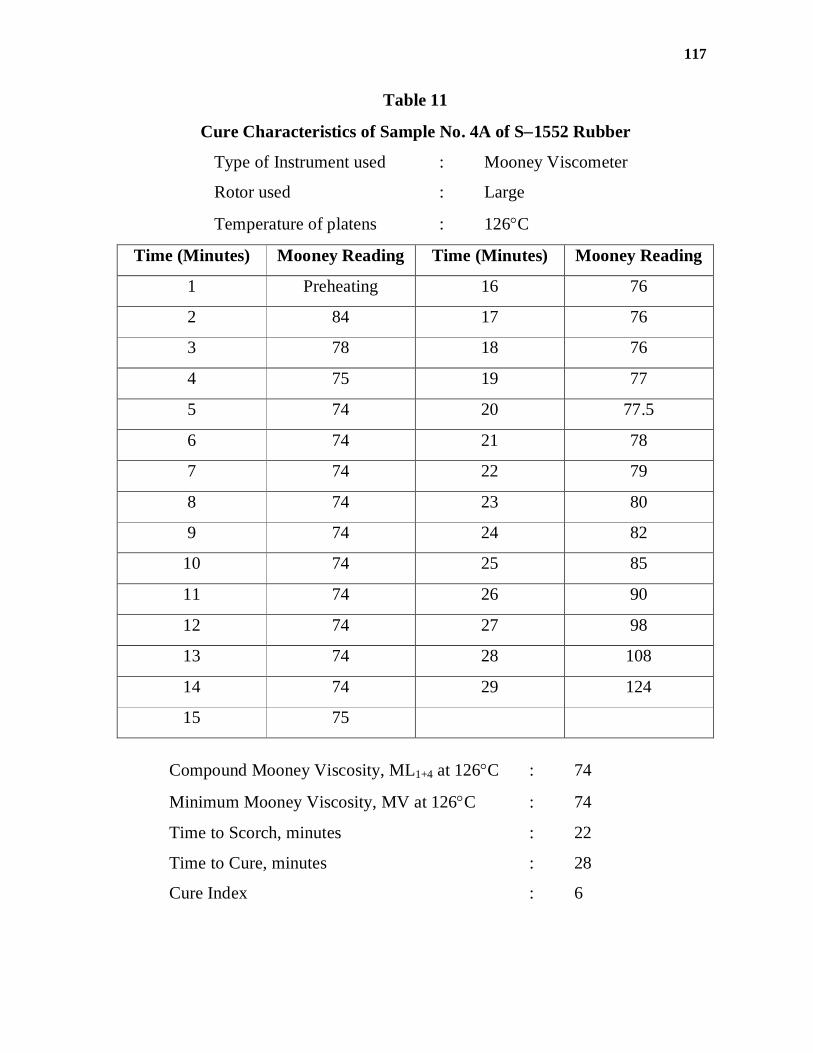
117
Table 11
Cure Characteristics of Sample No. 4A of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 16 76
2 84 17 76
3 78 18 76
4 75 19 77
5 74 20 77.5
6 74 21 78
7 74 22 79
8 74 23 80
9 74 24 82
10 74 25 85
11 74 26 90
12 74 27 98
13 74 28 108
14 74 29 124
15 75
Compound Mooney Viscosity, ML1+4 at 126C : 74
Minimum Mooney Viscosity, MV at 126C : 74
Time to Scorch, minutes : 22
Time to Cure, minutes : 28
Cure Index : 6

118
Table 12
Cure Characteristics of Sample No. 5 of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 13 67
2 85 14 68
3 80 15 69.5
4 75 16 71.5
5 72 17 73.5
6 69 18 76.5
7 68 19 79.5
8 67.5 20 84.5
9 67 21 84.5
10 67 22 91
11 67 22 101
12 67 23 115
Compound Mooney Viscosity, ML1+4 at 126C : 72
Minimum Mooney Viscosity, MV at 126C : 67
Time to Scorch, minutes : 16.2
Time to Cure, minutes : 22
Cure Index : 5.8

119
Table 13
Cure Characteristics of Sample No. 5A of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 13 83
2 93 14 83.5
3 87 15 84
4 83 16 85
5 81 17 86
6 81 18 88
7 81 19 90
8 81 20 93
9 81 21 97
10 81.5 22 102
11 82 23 110
12 92.5 24 120
Compound Mooney Viscosity, ML1+4 at 126C : 81
Minimum Mooney Viscosity, MV at 126C : 81
Time to Scorch, minutes : 17
Time to Cure, minutes : 23.6
Cure Index : 6.6

120
Table 14
Cure Characteristics of Sample No. 6 of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 17 63
2 70 18 63.5
3 65 19 63.5
4 63 20 64
5 63 21 65
6 63 22 66
7 63 23 67.5
8 63 24 70
9 63 25 73
10 63 26 76
11 63 27 79
12 63 28 83
13 63 29 87
14 63 30 91
15 63 31 96
16 63 32 103
Compound Mooney Viscosity, ML1+4 at 126C : 63
Minimum Mooney Viscosity, MV at 126C : 63
Time to Scorch, minutes : 23.2
Time to Cure, minutes : 31.2
Cure Index : 8.0

121
Table 15
Cure Characteristics of Sample No. 7 of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 13 62.5
2 68 14 63
3 64 15 64
4 62 16 65
5 62 17 67.5
6 62 18 70
7 62 19 73
8 62 20 77
9 62 21 83
10 62 22 90
11 62 23 99
12 62
Compound Mooney Viscosity, ML1+4 at 126C : 62
Minimum Mooney Viscosity, MV at 126C : 62
Time to Scorch, minutes : 16.8
Time to Cure, minutes : 22.8
Cure Index : 6

122
Table 16
Cure Characteristics of Sample No. 8 of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 16 61
2 74 17 61
3 69 18 62
4 65 19 62
5 63 20 62
6 62 21 63
7 61 22 64
8 61 23 65
9 60 24 67
10 60 25 70
11 60 26 73
12 60 27 77
13 60 28 82
14 60 29 89
15 60 30 98
Compound Mooney Viscosity, ML1+4 at 126C : 63
Minimum Mooney Viscosity, MV at 126C : 60
Time to Scorch, minutes : 22.8
Time to Cure, minutes : 29.7
Cure Index : 6.9

123
Table 17
Cure Characteristics of Sample No. 9 of S1552 Rubber
Type of Instrument used : Mooney Viscometer
Rotor used : Large
Temperature of platens : 126C
Time (Minutes) Mooney Reading Time (Minutes) Mooney Reading
1 Preheating 13 62
2 69 14 63
3 64 15 64
4 63 16 65
5 62 17 67
6 61 18 70
7 61 19 74
8 61 20 79
9 61 21 83
10 61 22 89
11 61 23 97
12 61 24 108
Compound Mooney Viscosity, ML1+4 at 126C : 62
Minimum Mooney Viscosity, MV at 126C : 61
Time to Scorch, minutes : 16.6
Time to Cure, minutes : 22.9
Cure Index : 6.3

124
C. StressStrain Properties of Unaged and Aged Samples of the S1552
Rubber
(i) StressStrain Properties of the Unaged Samples:
The rubber compounds of the fourteen samples of S1552 rubber prepared
using standard recipe given in Table 1 under Section ‘A’ of this Chapter were
cured in a four cavity standard mould conforming to ASTM D15(12) using a
hydraulic curing press manufactured by M/s Steward Bolling & Co., U.S.A. All
the rubber compounds were cured for a period of 35 minutes at a temperature of
292F.
The vulcanized rubber test slabs thus obtained were conditioned in a room
maintained at 25 1C and about 35% relative humidity for a period of atleast 16
hours. Standard dumbbell test pieces were cut by means of pneumatically
operated dumbbell cutting machine fitted with standard die conforming to
standard ‘DumbBell Die C’ as per ASTM D412.(13)
Stressstrain properties such as tensile strength, 300% modulus and
elongation at break of all the fourteen samples of S1552 rubber were then
determined on a Tensile Testing Machine, manufactured by Scott Testers, Inc.
U.S.A. Three dumbbell pieces for each rubber sample were tested in accordance
with ASTM D412(14) and the machine of the three respective values were taken
as the characteristics of the rubber tested. The results obtained were summarized in
Tables 18 to 31.

125
Table 18
StressStrain Properties of vulcanized sample No. 1 of S1552 Rubber before
and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 209 210 210 210
300% Modulus, kg/cm2 146 146 147 146
Elongation at break, % 470 470 470 470
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 169 167 168 168
Elongation at break, % 160 160 160 160
% Deterioration based on original
value
Tensile Strength 20.0
Elongation at break 66.0

126
Table 19
StressStrain Properties of vulcanized sample No. 1A of S1552 Rubber
before and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 208 210 210 210
300% Modulus, kg/cm2 153 154 154 154
Elongation at break, % 470 460 460 460
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 162 164 164 164
Elongation at break, % 180 180 180 180
% Deterioration based on
original value
Tensile Strength 21.9
Elongation at break 60.9

127
Table 20
StressStrain Properties of vulcanized sample No. 2 of S1552 Rubber before
and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 230 233 232 232
300% Modulus, kg/cm2 149 152 152 152
Elongation at break, % 470 460 460 460
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 172 171 170 171
Elongation at break, % 160 160 160 160
% Deterioration based on
original value
Tensile Strength 26.3
Elongation at break 65.2

128
Table 21
StressStrain Properties of vulcanized sample No. 2A of S1552 Rubber
before and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 231 230 230 230
300% Modulus, kg/cm2 162 162 162 162
Elongation at break, % 450 450 450 450
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 168 167 168 168
Elongation at break, % 190 190 190 190
% Deterioration based on
original value
Tensile Strength 27.0
Elongation at break 57.8
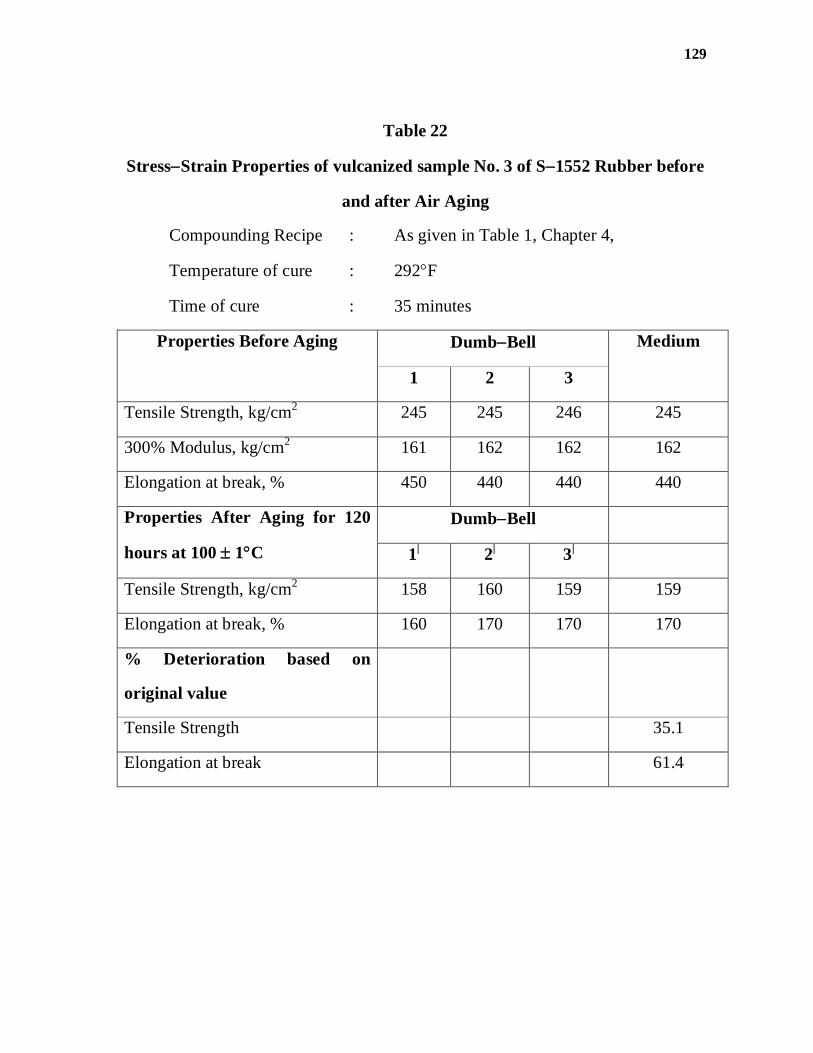
129
Table 22
StressStrain Properties of vulcanized sample No. 3 of S1552 Rubber before
and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 245 245 246 245
300% Modulus, kg/cm2 161 162 162 162
Elongation at break, % 450 440 440 440
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 158 160 159 159
Elongation at break, % 160 170 170 170
% Deterioration based on
original value
Tensile Strength 35.1
Elongation at break 61.4

130
Table 23
StressStrain Properties of vulcanized sample No. 3A of S1552 Rubber
before and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 240 241 241 241
300% Modulus, kg/cm2 171 172 172 172
Elongation at break, % 430 430 430 430
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 155 157 158 157
Elongation at break, % 180 190 190 190
% Deterioration based on
original value
Tensile Strength 34.8
Elongation at break 55.8

131
Table 24
StressStrain Properties of vulcanized sample No. 4 of S1552 Rubber before
and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 254 254 253 254
300% Modulus, kg/cm2 185 185 185 185
Elongation at break, % 400 400 400 400
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 153 154 154 154
Elongation at break, % 160 160 160 160
% Deterioration based on
original value
Tensile Strength 39.4
Elongation at break 60.0

132
Table 25
StressStrain Properties of vulcanized sample No. 4A of S1552 Rubber
before and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 245 246 246 246
300% Modulus, kg/cm2 190 190 190 190
Elongation at break, % 380 380 380 380
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 148 146 148 148
Elongation at break, % 170 170 170 170
% Deterioration based on
original value
Tensile Strength 39.0
Elongation at break 55.3

133
Table 26
StressStrain Properties of vulcanized sample No. 5 of S1552 Rubber before
and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 250 252 251 251
300% Modulus, kg/cm2 200 201 200 200
Elongation at break, % 380 370 380 380
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 142 140 140 140
Elongation at break, % 170 160 160 160
% Deterioration based on
original value
Tensile Strength 44.2
Elongation at break 57.9

134
Table 27
StressStrain Properties of vulcanized sample No. 5A of S1552 Rubber
before and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 234 231 233 233
300% Modulus, kg/cm2 200 198 198 198
Elongation at break, % 350 360 360 360
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 130 133 131 131
Elongation at break, % 160 170 170 170
% Deterioration based on
original value
Tensile Strength 43.8
Elongation at break 52.8

135
Table 28
StressStrain Properties of vulcanized sample No. 6 of S1552 Rubber before
and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 224 226 225 225
300% Modulus, kg/cm2 170 171 170 170
Elongation at break, % 380 390 380 380
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 146 147 147 147
Elongation at break, % 150 150 150 150
% Deterioration based on
original value
Tensile Strength 34.7
Elongation at break 60.5
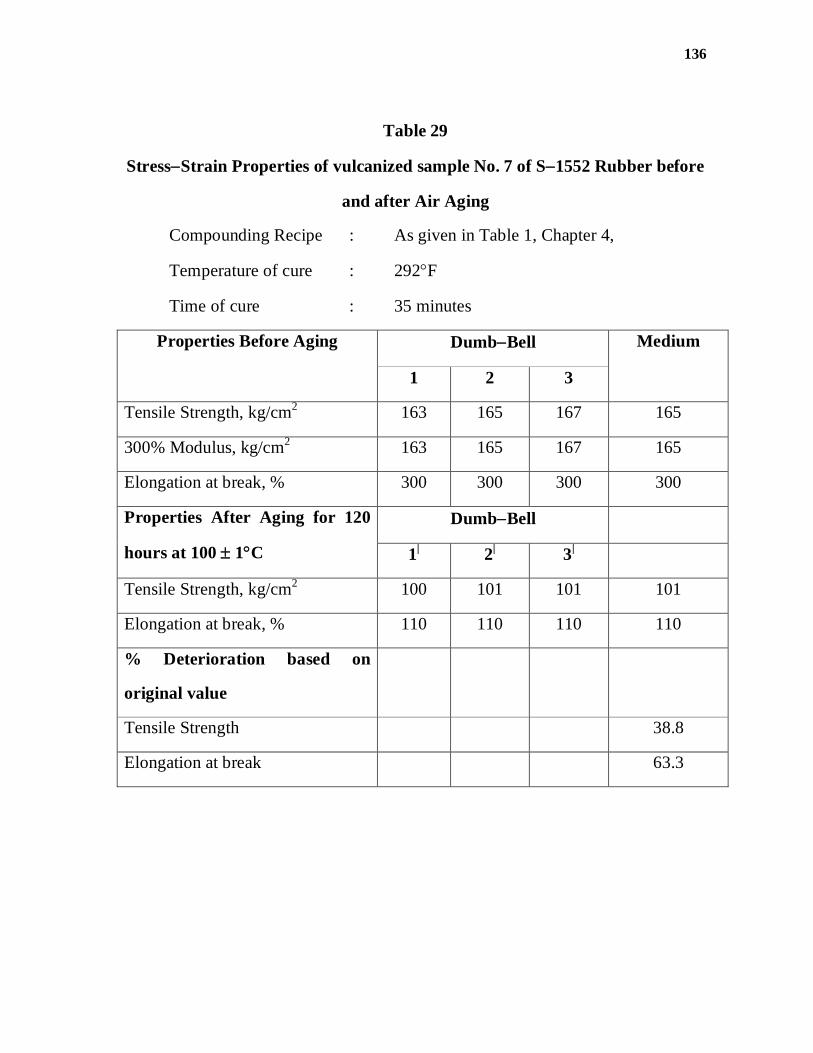
136
Table 29
StressStrain Properties of vulcanized sample No. 7 of S1552 Rubber before
and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 163 165 167 165
300% Modulus, kg/cm2 163 165 167 165
Elongation at break, % 300 300 300 300
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 100 101 101 101
Elongation at break, % 110 110 110 110
% Deterioration based on
original value
Tensile Strength 38.8
Elongation at break 63.3

137
Table 30
StressStrain Properties of vulcanized sample No. 8 of S1552 Rubber before
and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 228 228 227 228
300% Modulus, kg/cm2 172 172 172 172
Elongation at break, % 390 390 390 390
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 155 155 155 155
Elongation at break, % 150 150 150 150
% Deterioration based on
original value
Tensile Strength 32.0
Elongation at break 61.5

138
Table 31
StressStrain Properties of vulcanized sample No. 9 of S1552 Rubber before
and after Air Aging
Compounding Recipe : As given in Table 1, Chapter 4,
Temperature of cure : 292F
Time of cure : 35 minutes
Properties Before Aging DumbBell Medium
1 2 3
Tensile Strength, kg/cm2 200 201 200 200
300% Modulus, kg/cm2 174 174 174 174
Elongation at break, % 340 340 340 340
Properties After Aging for 120
hours at 100 1C
DumbBell
1| 2| 3|
Tensile Strength, kg/cm2 120 121 121 121
Elongation at break, % 130 130 130 130
% Deterioration based on
original value
Tensile Strength 39.5
Elongation at break 61.8
139
(ii) StressStrain Properties of the Aged Samples:(2628)
In order to estimate the effect of aging on the stressstrin properties of the
vulcanized rubber samples, tensile strength and elongation at break of the
vulcanisates prepared from all the fourteen rubber samples were also determined
after air aging of 3 dumbbell pieces from each rubber sample in a forced draught
oven maintained at 100 1C for a period of 120 hours. Only one set of 3
dumbbell pieces from one rubber sample was aged at a time to avoid any adverse
effect of one set of samples on the other. The dumbbell test pieces were hanged
by means of clips and a rod in the centre of the oven to avoid direct contact with
any metal part of the oven. At the end of 120 hours of aging, the dumbbell test
pieces were taken out of the oven and allowed to cool and condition in a room
maintained at 25 1C and about 35% relative humidity for atleast 16 hours.
Tensile strength and elongation at break of the aged samples were then determined
using the same tensile testing machine as used for the unaged samples and the
results obtained were compared with the original values to determine deterioration
in properties as a percentage of the original value of the unaged samples. These
results were also summarized in Table 18 to 31 alongwith the results of tensile
strength, 300% modulus and elongation atbreak of the unaged samples.

140
CHAPTERIV
REFERENCES
1. White, J.L., and Tokita, N., J. Appl. Polym. Sci., 11, 321, 1967.
2. Tokita, N., and White, J.L., J. Appl. Polym. Sci., 10, 1011, 1966.
3. Shih, Chikai, Rubb. Chem. & Tech., 45, 1412, 1972.
4. Tokita, N., and Pliskin, I., Rubb. Chem. & Tech., 46, 1166, 1973.
5. Meder, A., and Mey, W., Rubb. Journal, June, 39, 1964.
6. Neunton, W.J.S., ‘The Applied Science of Rubber’, Edward Arnold
(Publishers) Ltd., London, Ch. 2, 81, 1961.
7. American Society for Testing and Materials, ‘Annual Book of ASTM
Standards’, Part 28, D15, 1216, 1970.
8. American Society for Testing and Materials, ‘Annual Book of ASTM
Standards’, Part 28, D1646, 720726, 1970.
9. Morton, M., ‘Rubber Technology’, Van Nostrand Reinhold Co., New York,
Ch. 4, 8788, 1973.
10. Morton, M., ‘Rubber Technology’, Van Nostrand Reinhold Co., New York,
Ch. 4, 94, 1973.
11. American Society for Testing and Materials, ‘Annual Book of ASTM
Standards’, Part 28, D1646,726, 1970.
12. American Society for Testing and Materials, ‘Annual Book of ASTM
Standards’, Part 28, D15, 29, 1970.
13. American Society for Testing and Materials, ‘Annual Book of ASTM
Standards’, Part 28, D412, 192, 1970.
14. American Society for Testing and Materials, ‘Annual Book of ASTM
Standards, Part 28, D412, 191, 1970.

141
15. Fang, X., Reneker, D.H., J. Macromol. Sci. Phys. B36, 169173 (1997).
16. Matsen, M.W., Schick, M., Macromolecules 27, 187 (1994).
17. Sasaki, T., Tanaka, M., Takahashi, T., Polymer 39, 2710 (1998).
18. Fong, H., Chum, J., Reneker, D.H., Polymer 40, 4585 (1999).
19. Galloway, J.A.; Montminy, M.D. and Macosko, C.W., Polymer, 43, 4715
(2002).
20. Galloway, J.A. and Macosko, C.W., Polymer Engg. Sci., 44, 714 (2004).
21. Oderkerk, J., De Schaetzen, B., Goderis; Hellemans, L. and Groeninck, G.,
Macromolecules 35, 6623 (2002).
22. Maric, M., and Macosko, C.W., Polymer, Eng. Sci., 41, 118 (2001).
23. Veenstra, H., Verkooijen, P.C.J., Vanlent, B.J.J., Vanadam, J., DeBoer, A.P.
and Nijhof, A.P.H., J. Polymer 41, 1817 (2000).
24. Passaglia, E., Donati, F., Polymer 48(1) 35(2007).
25. Halasa, A.F., Prentis, J. Hsu, B., Jasinas, C., Polymer 40(12), 4166 (2005).
26. Nagata, N., Kobatake, T., Watanabe, H., Ueda, A., Yoshioka, A., Rubber,
Chem. Technol; 1987; 60(5), 837; 1990, 63(1) 18; 1995; 68(2) 259.
27. Liu, X.; Zhao, S.H.; Zhang, X.Y., Li, XI, haiychina Synth. Rubber Ind.
31(6), 482 (2008).
28. Yang, Z.I., Wicks, D.A., Hoyle, C.E., Pu, H.T., Yuan, J.J., Wan D.C., et.al.,
Polymer, 50 (7) 1717 (2009).