Embed Size (px)
Citation preview

1
CHAPTER - I
INTRODUCTION
Most of the metals except noble metals which find extensive application in
industries and domestic uses exist in nature as ores in the form of oxides, silicates,
chlorides, etc. They are extracted from the ores by a series of metallurgical operations
involving expenditure of energy. The pure metal thus being at a higher energy state and
unstable tends to revert back to the compound form. The metals are converted into metallic
compounds at the surface and these compounds were known as corrosion products. This
phenomenon of deterioration of metals is known as corrosion. The greater the energy
expended in extraction more readily does the metal tends to corrode. Corrosion is a serious
problem in all fields of application of metals. The loss of metal resources whose abundance
is limited is cumulative and poses a danger to conservation and serious economic problem.
Trends in corrosion research changed rapidly over the years. It has started with simple
galvanic measurements and has now come to use of computer controlled potentiostat /
galvanostat. Sophisticated instrumentation and the revolutions in computer technology
make the possibility of online monitoring of corrosion. The understanding of mechanism
and kinetics of these reactions will help in devising ways and means to minimize the loss
due to corrosion.
1.1. DEFINITION AND IMPORTANCE OF CORROSION
Corrosion is defined as a deterioration of material due to the unavoidable reaction
with the environment. It is also defined as the destruction or deterioration of materials

2
under chemical action of the surrounding environment [1]. Shreir [2] describes corrosion
as a reaction of solid with the environment.
Metal atoms in nature are present in chemical compounds, such as, minerals. The
same amount of energy is needed to extract metals from their minerals, they are emitted
during the chemical reactions that produce corrosion. Corrosion returns the metal to its
combined state i.e chemical compounds that are similar or even identical to the minerals
from which the metals were extracted. Thus, corrosion is defined as “Extractive metallurgy
in reverse”. Most iron ores contain oxides of iron and rusting of steel by water and oxygen
resulting in a hydrated iron oxide. Rusting is a term reserved for steel and iron corrosion,
although many other metals form their oxides when corrosion occurs [3].
1.2. COST OF CORROSION
It is justifiable that several crores of rupees are spent on research for controlling
corrosion. Losses caused by corrosion could be direct or indirect.
1.2.1. Direct Costs
Inability to use otherwise desirable materials.
Over design to allow for corrosion.
Cost of repair or replacement of the corroded component or equipment.
Cost of anti corrosive painting or other protection methods.
1.2.2. Indirect Costs
Contamination of the product.
Shutdown losses in the form of loss of production.
Loss of efficiency.
Safety due to possible explosions and loss of life.

3
1.3. PRINCIPLES OF CORROSION
Principles of corrosion depends upon the following such as
1. Thermodynamic principles
2. Physical & Chemical principles
3. Metallurgical principles
4. Electrochemical principles
Thermodynamic and electrochemical principles play a major role in determining
the corrosion behaviour of materials. Thermodynamic principles can indicate the
spontaneous direction of a chemical reaction. They are used to determine whether the
corrosion is theoretically possible or not. Thermodynamic principles are applicable to free
energy, electrical double layer, Nernst equation for electrode potentials and Pourbaix
diagrams [4,5].
Electrochemical principles are extensively used to determine the corrosion
behaviour of materials. Here, the corrosion reaction can be represented by partial reactions
such as metal oxidation and reduction of some reducible species of the environment both
occurring simultaneously at equal rates, at the mixed potential [6] of the reaction.
Corrosion reaction mainly occurs at the metal-environment interface.
The electrochemical nature of corrosion can be illustrated by the attack of iron in
hydrochloric acid. When the iron is dipped in acid a vigorous action occurs as a result
hydrogen gas is evolved and iron gets dissolved.
Hence the reaction is
Fe + 2H+
Fe2+
+ H2

4
The above reaction can be divided into two partial reactions,
Oxidation (anodic) reaction : Fe Fe2+
+ 2e-
Reduction (cathodic) reaction : 2H+
+ 2e H2
1.4. CLASSIFICATION OF CORROSION
Corrosion has been classified in different ways. One way of classification is high
temperature and low temperature corrosion, another way is wet and dry corrosion. The
more preferred classification is based on mechanisms, which fall into two types:
1. Electrochemical corrosion, involving an interface, in which anodic and cathodic
areas can be distinctly identified (or) such identification is not possible.
2. Chemical corrosion, which involves direct chemical reaction of the metal with the
environment.
1.4.1. Electrochemical Corrosion (or) Wet Corrosion
Electrochemical corrosion occurs due to the existence of separate anodic and
cathodic areas/peaks between which current flows through the conducting solution. This
type of corrosion occurs,
(i) where a conducting liquid is in contact with metal (or)
(ii) when two dissimilar metals or alloys are either immersed (or) dipped partially in
a solution.

5
Electrochemical corrosion can be further classified into three types:
(a) Separable Anode / Cathode Type
In these cases certain areas of the metal can be experimentally identified as
predominantly anodic or cathodic. The distance of separation of these areas may be very
small, of the order of fractions of a millimeter. There is a macroscopic flow of charge
through the metal.
(b) Interfacial Anode / Cathode Type
Here, one entire interface will be cathode and the other will be anode. In this case,
charge is transported through a film of reaction product on the metal surface.
(c) Inseparable Anode / Cathode Type
Here, the anodes and cathodes cannot be distinguished by experimental methods,
though their presence is postulated by theory, e.g., the uniform dissolution of metal in
fused salt, non-aqueous solution, acid, alkaline or neutral solutions.
1.4.2. Direct Chemical Corrosion (or) Dry Corrosion
This type of corrosion involves direct chemical reaction of a metal with its
environment. There is no transport of electric charge and the metal remains film free. This
would include corrosion in gaseous environments such as oxygen, halogens, hydrogen
sulphide, nitrogen,, when the reaction product is volatile, corrosion in liquid metals, fused
halides and organic liquids. Dry corrosion is practically non-corrosive to ordinary steel, but
moist chlorine (or) chlorine dissolved in water, is extremely corrosive and attacks most of
the common metals and alloys. Dry corrosion is most often associated with high
temperatures [7]. A general scheme for the classification is presented below:

6
Table 1.1
CLASSIFICATION OF CORROSION PROCESS
CORROSION
Metal- Liquid
(electroyle)
reaction
Immersed
Corrosion
Underground
Corrosion
Hydrogen
Evolation
Type
Oxygen
absorption
Type
Anaerobic
Aerobic
Meal Gas reaction
Direct
Oxidation
(tarnishing)
Exposed
to rain
Sheltered
Corrosion
Types of
Film
Formation
Above
Critical
Humidity
Below
Critical
Humidity
(a) Linear
(b) Parabolic
(c) Logritmic
(d) Asymtatic
Atmospheric
Corrosion

7
The extent of corrosion depends upon the
(i) chemical affinity between the corrosive environment and solid metals and
(ii) ability of reaction product on metal surface to form a protective film.
There are three main types of chemical corrosion:
(a) Oxidation Corrosion
It is brought about by the direct action of oxygen at low (or) high temperatures on
metals usually in the absence of moisture.
(b) Corrosion by Hydrogen
Gases like hydrogen also attack metals at ordinary temperature. It is known as
„hydrogen embrittlement‟.
(c) Liquid Metal Corrosion
It is due to chemical action of flowing liquid metal at high temperature on solid
metal (or) alloy.
1.5. FACTORS INFLUENCING THE RATE OF CORROSION
The extent of corrosion and its nature largely depend upon the metal and the
environment surrounding it. The important factors that influence the corrosion phenomenon
are as follows:
a) Nature of the metal
b) Environment
c) Temperature
d) Concentration of the electrolyte
e) Nature of the corrosion product
f) Electrode potential

8
g) Aeration
h) Agitation
i) Hydrogen over voltage
j) pH of the electrolyte
1.6. FORMS OF CORROSION
Due to the different causes to corrosion, it takes various forms. It is desirable to
know the form of corrosion, since it will help in identification of the cause of corrosion and
in the choice of the most effective method of preventing it.
(a) General and Local Electrochemical Corrosion
When separate corrosion cells can be distinguished by variation of the electrode
potential over the metal surface, by the appearance of corrosion currents (or) of separate
anodic and cathodic corrosion products, local electrochemical corrosion is said to occur.
General electrochemical corrosion occurs when separate anodic and cathodic surfaces do
not appear (or) they are of small dimensions (sub micro cells) (or) fluctuate over the
surfaces, the attack will be more uniform. Hence there are possibilities for the corrosion
products to form a continuous film and retard continuous attack. Therefore general
electrochemical corrosion leads to uniform attack where as local electrochemical corrosion
results in localized attacks.
(b) Galvanic Corrosion
Galvanic corrosion occurs when two or more dissimilar metals in electrical contact
are placed in an electrolyte. This causes a potential difference between the metals, which
results in the flow of current between them. Several investigations [8,9] have shown that
galvanic corrosion is directly proportional to the area ratio of the cathodic metal to the

9
anodic metal. Galvanic corrosion is maximum at the junction of the two metals. The attack
decreases with increasing distance from the junction.
(c) Crevice Corrosion [10,11]
This occurs in certain metal-environment combinations. Only metals and alloys,
which depend upon the oxide film for corrosion resistance, are susceptible to crevice
corrosion. It is an intense localized corrosive attack, which occurs within the confined
space (or) crevices created by certain mechanical configurations. Surface deposits of
corrosion products, scratches in paint films etc.create them.
(d) Filiform Corrosion
This is a special type of crevice corrosion, which results in irregularly developed
hair-fine lines (or) filaments of corrosion products below the coatings of paints, tin, silver,
etc. It does not destroy the component but affects the surface appearance.
(e) Intergranular Corrosion
Grain boundaries are usually more reactive than the grain matrix. Hence localized
attack occurs at and adjacent to grain boundaries with relatively little corrosion of the
matrix. This attack is usually rapid and penetrates deep into the metal resulting in loss of
strength and causes catastrophic failures. Most metal alloys are susceptible to intergranular
corrosion (IGC), when exposed to specific corrodents. Mostly corrosion of iron-nickel-
chromium alloy is considered because of its commercial importance. Many reviews have
appeared on this subject.
IGC is caused by (i) impurities at the grain boundaries (ii) enrichment of one of the
element in the alloy (iii) depletion of one of the elements in the grain boundary area. The

10
grain structure has a similar effect in both exfoliation and SCC, thus creating a link
between these two forms of corrosion [12].
(f) Pitting Corrosion
This is also a form of intensive localized attack, the rate of attack being non-
uniform. It is the most destructive form of corrosion and results in sudden failure of the
equipment due to the formation of pits (or) holes. It is reported to occur in the presence of
chloride ions, depending upon the concentration of chloride ions and the applied potential
[13, 14]. Pitting corrosion usually occurs under stagnant conditions such as crevices liquid
trapped in the lower part of a pipe or liquid stored in a container. Depth of pitting is
expressed by the term “pitting factor”. This is the ratio of the deepest metal penetration to
the average metal penetration. The most susceptible metal which undergoes pitting
corrosion is aluminium and its alloys.
(g) Exfoliation
The loss of metals as layers (or) leaves from a solid metal (or) alloy is called
exfoliation. This type is observed mostly in wrought products. Further, Al-Mg, Al-Cu,
Al-Zn and Al-Mg-Si alloys undergo exfoliation.
(h) Stress Corrosion Cracking
The cracking of metal (or) alloy by the conjoint action of a tensile stress and a
corrosive environment is known as stress corrosion cracking (SCC). The susceptibility to
stress corrosion cracking is due to certain metallurgical factors such as chemical
composition, preferential orientation of grains, composition and distribution of
precipitates, dislocation structure and environmental factors such as temperature, stress
level and structure of metal [15].

11
(i) Corrosion Fatigue
Reduction in the fatigue strength due to the presence of a corrosive environment is
known as corrosion fatigue cracking. It occurs due to the combined action of tensile and
compressive stress alternatively. Fatigue occurs above a critical value of cyclic stress
known as the fatigue limit. Fatigue occurs at lower stress [16] in corrosive environment.
(j) Erosion Corrosion
Erosion corrosion is defined as increased corrosion rate due to relative motion
between metal surface and the environments usually liquid (or) gas. This type of corrosion
is also known as impingement corrosion. Such corrosion occurs in agitators, copper pipes,
centrifuge etc. Localized attack due to erosion corrosion usually has bright surface free
from corrosion products. e.g., pits, grooves, rounded holes and valleys.
(k) Cavitation Corrosion
This is a special type of erosion corrosion caused due to the formation of vapour
bubbles in a corrosive environment near a metal surface and when the bubbles collapse
attack arises. e.g., hydraulic turbulence, ship propellers, etc.
(l) Fretting Corrosion
This type of corrosion occurs between two surfaces in contact with each other in dry
(or) humid air when subjected to slight relative motion of small amplitude. Various
alternate terms such as friction oxidation, wear oxidation, chafting, false brinelling are
used to describe this phenomenon.
1.7. THEORIES OF CORROSION
Corrosion theories may be classified into:
1) Homogeneous theory and
2) Heterogeneous theory

12
1.7.1. Homogeneous Theory
Surface heterogeneous of the metal cause corrosion process. Wagner and Traud
emphasize that the necessary condition for corrosion is the dissolution of the metal and
electronation reaction that takes place at the metal-environment interface. Metals become
unstable due to the charge transfer reaction taking place at the interface. Therefore it is
necessary that the potential difference across the interface should be more negative than
the equilibrium potential for the metal dissolution (anodic) reaction or more positive than
the equilibrium potential for the electronation (cathodic) reaction. This theory is helpful in
explaining the corrosion of pure metals and uniform corrosion, as the cathodic and anodic
sites interchange their characters quite frequently.
1.7.2. Heterogeneous Theory
According to this theory, the presence of impurities on the metal surface is
necessary and thus a local cell is setup between cathodic and anodic areas. Due to the
electrochemical reactions taking place at the interface between the metal and ionically
conducting films or actual electrolyte, the metal becomes unstable and hence corrodes.
Thus a corroding metal consists of
(a) an electron sink area where de-electronation reaction occurs.
(b) an electron source area where electronation reaction occurs.
(c) an ionic conductor to keep the ion current flowing.
This model is the basis for the local cell theory of corrosion or heterogeneous
corrosion.

13
1.8. THERMODYNAMICS OF CORROSION
One can use thermodynamics, e.g. Pourbaix or E-pH diagrams, to evaluate the
theoretical activity of a given metal or alloy in a corrosion situation provided the chemical
make-up of the environment is known. But for practical situations it is important to realize
that the environment is a variable that can change with time and conditions. It is also
important to realize that the environment actually affects a metal corresponding to the
micro-environmental conditions i.e. the local environment at the surface of the metal. The
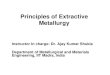
simplified potential-pH diagram is shown in the Figure (Fig. 1.1).
When a metal is exposed to an aqueous environment in the presence of air corrosion
can occur, the cathodic reaction being either hydrogen evolution or oxygen reduction. By
thermodynamical calculations Pourbaix has been worked out in the well known pH
potential diagrams. When used with care, these diagrams can be helpful in gauging
whether a metal is immune to corrosion or would get corroded in any particular
environment.
The diagram can also be helpful in gauging the onset of passivity. The passivity is
caused by a more or less contiguous oxide or salt film with low ionic conductivity. The
result would be that the metal ion would not be able to move out. If the film has a high
electronic conductivity, dissolution would be prevented even at high anodic potentials,
since the low field caused by the highly conducting film, would largely prevent the
migration of metal ions.

14
Fig.1.1 Pourbaix diagram for Fe-H2O System
The diagram (Fig.1.1) can be extremely useful often in predicting in general way
the corrosiveness of environment as well as about the potable nature of the products of
corrosion. The pourbaix diagrams are now being extended to cover a variety of metals,
alloys, environments and even special types of corrosion such as pitting.
1.9. KINETICS OF CORROSION
Thermodynamic principles give only the corrosion tendency in terms of potentials,
when the chemical or electrochemical reactions are at equilibrium. But corroding systems
are not equilibrium and therefore thermodynamic calculations cannot be applied from the
engineering point of view. The major interest is in the kinetics or rate of corrosion.

15
The rate of a chemical reaction is determined by
(i) activities of the reactants
(ii) height of the energy barrier
(iii) frequency of the activated complex that crosses the energy barrier.
Considering the metal-solution interface, the electrode field across the interface is
also to be taken into account. The relationship between the current and the potential is
given by Butler-Volmer equation. For a single electron transfer, the reaction can be written
as [17].
A+ + e
- ↔ A
i = i 0 [ e (1-β)Fη/RT
- e -βFη/RT
] ... (1)
Where i0 is the exchange current density, η is the over voltage and β is the
symmetry factor. At high positive overvoltage i.e η >> RT/F, the above equation reduces
to
i = i 0 e (1-β)Fη/RT
… (2)
At high negative overvoltage, i.e. η >> RT/F, the equation (1) reduces to
i = i 0 e- βFη/RT
… (3)
Equations (2) and (3) give the Tafel equation as shown below:
η = a + b log i … (4)
For anodic process,
- 2.303 RT 2.303 RT
a = ------------- log i 0 and b = ---------------
(1- β) F (1- β) F
For cathodic process,
2.303 RT - 2.303 RT
a = ------------- log i 0 and b = ---------------
βF βF

16
For reaction involving more than one electron, the equation (1) is modified as
i = i 0 [ e αFη/RT
- e-α Fη/RT
] ... (5)
where, α is the charge transfer coefficient which is given as
n- γ
α = ----- - γβ and
V
n- γ
α = ----- + γβ
V
where, n = Total number of electrons taking part in the reaction,
γ = Number of individual electron steps before the rate determining step (rds)
γ = Stoichiometric number
V = Number of electrons taking part in the rds for its one time occurrence.
1.10 MECHANISM OF CORROSION PROCESSES
In majority of corrosion processes, the reduction reaction is confined to hydrogen
evolution or oxygen reduction and the anodic reaction is always the metal dissolution. The
metals are divided into three groups based on the differences in the mechanism of
hydrogen evolution, exchange current densities and high over voltages. It is not always
easy to predict corrosion rate based on the hydrogen evolution reaction, little is known
about the mechanism of oxygen reduction. This reaction takes place in many steps and also
on the oxide covered surface, which is a poor electron carrier. The anodic reactions in
corrosion processes are equally complicated. The process involves the movement of the
metal ions from metal phase to the solution phase which takes place through several steps

17
like diffusion of ions on the surface, entry into the solution phase as an intermediate step
and the final step being the solvation of ions. Only dissolution and deposition of iron has
been studied in greater detail by Bockris and his co-workers [18]. They have given five
possible mechanisms for the deposition and desolution of iron.
Mechanism-1
Fe + OH-
+ FeOH (FeOH)2 + e
(FeOH)2 RDS 2FeOH
(FeOH)2 FeOH+ + e
FeOH+
Fe2+
+ OH-
Mechansim-2
Fe + H2O FeOH + H+ + e
FeOH FeOH+ + e
FeOH+
+ Fe RDS Fe2OH+
Fe2OH+ Fe
2+ + FeOH + e
FeOH + H+ Fe
2+ + H2O + e
Mechanism-3
Fe + OH- RDS Fe (OH)
+ + 2e
Fe (OH)
+ Fe
2+ + OH
-
Mechanism-4
Fe + OH- FeOH + e
FeOH + OH- RDS FeO + H2O + e
FeO + OH- HFeO2
-

18
HFeO2- + H2O Fe (OH) 2 + OH
-
Fe (OH) 2 Fe2+
+ 2 OH-
Mechanism-5
Fe + H2O FeOH + H+ + e
FeOH+ + H
+ Fe
2+ + H2O
Kabanov and Frumkin [19,20] gave the first indication that OH- ions are taking part
in dissolution although these are present in traces in acidic solutions.
1.11. CORROSION MONITORING TECHNIQUES
Corrosion monitoring techniques have been divided into
1. Physicochemical methods and
2. Electrochemical methods.
1.11.1. PHYSICOCHEMICAL METHODS
These methods include techniques, such as,
(a) weight loss method
(b) gasometric method
(a) Weight Loss Method
In this method, the loss of metal due to corrosion is measured by exposing the
metal specimen of known area to the environment for a known period of time and the
difference in the weight before and after the exposure is calculated. The corroded
specimens are cleaned in the cleaning solution meant for each metal to remove any
corrosion product and the rate is calculated as follows:
KW
Corrosion rate (mmpy) =
ATD

19
Where, K = 8.76 X 10 4 (constant), W = weight loss in g, A = area in sq.cm and
D = 7.86 gm / cu.cm (density).
(b) Gasometric Method
This method is reliable and accurate. The volume of gas (in acid corrosion) is
measured directly at a constant temperature and atmosphere pressure and metal loss is
calculated. The authors [ 21 - 23] have used this technique and designed gasometric unit
which operated under controlled conditions of temperature and pressure. The main
disadvantage is that this cannot be applied to strong oxidizing medium. When inhibitors
used undergo reduction with hydrogen gas evolved and in situations when the
stoichiometry of the corrosion reaction is not clearly defined.
1.11.2 ELECTROCHEMICAL METHODS
Corrosion process occurring in aqueous media are generally electro-chemical in
nature. The overall reaction is the combination of anodic and cathodic reactions. The
anodic reaction is the dissolution of metal and the cathodic reaction is the evolution of
hydrogen or reduction of oxygen. The main advantage is that they require short duration
and highly accurate results are obtained.
These include direct current and alternating current (AC and DC) techniques shown
by Mansfield and Lorenz [24] for the determination of corrosion rates in the system having
simple kinetics.
DC Methods
There are number of DC methods and some of which are described below:
(a) Tafel Extrapolation Method
The current and potential of the corroding electrode is related by

20
I = icorr [(exp (2.3 /ba) –exp (-2.3 /bc) ]
Where, icorr is the corrosion current, is the over voltage and ba, bc are the anodic and
cathodic Tafel slopes.
When >> RT/F,
I = icorr exp(2.3 /ba)
Therefore, log I = log icorr + /ba
A plot of vs log i gives a straight line and slope gives ba or bc and the intercept
gives the corrosion current. The corrosion rate is obtained with the following equation.
Rate in mpy = 0.1288 icorr (w/ )
icorr is the corrosion current, is the density of the metal and w is the equivalent weight of
the metal.
The advantages of this method are
1. Many numbers of measurements are made to obtain the data for each curve.
2. The Tafel region gets distorted for systems having more than one cahtodic reaction.
3. This method requires a good conducting medium to operate.
4. This method is applicable for those reactions which are under activation controlled.
(b) Linear Polarization Method
Stern and Geary [25] have shown that there is a linear relationship between current
and potential when <<20mV. Measuring the slope of / I, the corrosion current icorr can
be calculated as follows:
Icorr = ba bc/2.3(ba+bc) i/
The term, i/ has the dimension of resistance and hence this method is known as
polarization resistance method.

21
Icorr = ba bc/2.3(ba+bc) 1/Rp [ Where, Rp= / I ]
Riggs [26] has introduced an expression for certain corrosive systems. The
correlation coefficient factor introduced by him is expressed as
Qc = K mV/ln t
Where, K is the function for the process hindering the normal dissolution of the
metal electrode. mV/ln t is the slope for the potential difference ( mV) vs natural log of
time plot. For freely corroding system K=1.
IR drop has an influence on Rp [27]. It has been shown by Williams and Tailor, a
method for obtaining polarization curves free of IR drop.
The main advantages of this method are
1. Rapid corrosion rate is measured.
2. Perturbation of corroding specimen is small.
3. Even low corrosion rate is measured accurately.
The main disadvantages are
1. The media should be conducting.
2. Hysterisis effects are observed in the polarization curves affecting the Rp values
[28].
3. This technique can be applied only to systems exhibiting uniform corrosion.
(c) A.C. Impedance Method
Among the various AC techniques, impedance method is widely used due to the
main advantage that the double layer capacitance and charge transfer resistance can be
determined. The term resistance and impedance both imply a restriction to the current
flow. When dealing with DC only resistors produce this effect but in the case of AC both

22
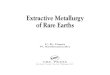
inductors and capacitors influence electron flow. The circuit diagram for stimulated
metal/solution interface [29] is presented below:
Fig. 1.2 The circuit diagram for stimulated metal/solution interface
Where,Cdl = Double layer capacity, Rs = Solutions resistance, Rt = Charge transfer
resistance.
The cell impedance consists of a real part (Z‟) and an imaginary part (Z”) of
impedance. The charge transfer resistance is related to icorr as
Rt = ba bc/2.3 (ba+bc) icorr
Where, ba and bc are Tafel slopes, Rt is obtained from the impedance plots. The impedance
Z is the total resistance to the alternating current and is given by
Z = Rsol + 1/[j Cdl+1/ Rt]
= Rsol + Rt/[1+j Cdl Rt]
= Rsol + Rt[1-j Cdl Rt]/1+2 Cdl
2 Rt
2
= Rsol + Rt/ 1+2 Cdl
2 Rt
2 –j[ Cdl
Rt
2/1+
2 Cdl
2 Rt
2]
= Z‟-JZ”
Where, Z‟ is Rsol + Rt/ 1+2 Cdl
2 Rt
2
Z” is Cdl Rt
2/1+
2 Cdl
2 Rt
2
Cdl
Rs
Rt

23
Hence, total cell impedance is resolved in to real part {Z‟} and imaginary part
{Z”}. A plot of Z‟ and Z” for various frequencies gives a semicircle. At high frequency,
( ) and Z = Rsol. At low frequency, = 0 and Z= Rsol + Rt.
The difference between these two gives Rt and from the values corrosion rate can
be calculated. The double layer capacity is obtained from the frequency at which Z” is
maximum.
[Z” max.] =1/ Cdl Rt
Advantages of AC Impedance Method
1. AC impedance involves measurement of both capacitance and charge transfer
resistance and hence this technique is more valuable.
2. This technique uses amplitudes, which in the range 5-10 mV peak to peak.
Hence the perturbation is minimum and reduces the errors caused by the
measurement.
3. This method does not involve potential scan and therefore can be applied to low
conductivity media. The impedance of the corroding system at various
frequencies can be measured using lock in amplifiers for high frequencies and
fast Fourier transform [30] technique for low frequencies.
(d) Faradiac Rectification Method [31,32]
In this method, due to non symmetrical nature [ba bc] of the electrode -solution
interface, flow of direct component of the current results when a voltage of frequency is
applied to the electrode. By measuring the rectified current and potential, the corrosion rate
of the metal can be calculated. This effect is known as Faradaic rectification and was
discovered by Doss and Agarwal [33].

24
In this method, the open circuit potential is steady. The current passing, through the
cell is reduced to zero by adjusting the back off voltage. The potential now corresponds to
the corrosion potential (Ecorr). Now an alternating voltage Em (30-40 mV) is applied across
the cell and the direction of the current and magnitude are noted. The potential of the
electrode is E1, now by adjusting the back off voltage, the current i is reduced to zero,
keeping Em as constant. Now the potential of the electrode is E2.. From the above values
icorr can be calculated.
Icorr = 2 icorr (E2-E1) 2.3 / bc-2(E2-Ecorr) Em2
The important features of methods are:
(a) Measurements of single AC frequency.
(b) Absence of errors from double layer charging.
(c) Built-in correction for the exchange current of the metal/metal ion reaction.
1.12. Corrosion Control Methods
Corrosion is destructive and silent, operating all the time, at all levels and in all
establishments. It poses problems to big as well as small industries. Since corrosion is
impracticable to eliminate, the effective Corrosion Science and Engineering lies in
controlling rather than preventing it.
Corrosion of metals occur when they come in contact with a corrosive environment.
Therefore, metallic corrosion can be prevented by either changing the metal (or) altering
the environment or by separating the metal from the environment (or) by changing the
electrode potential of the metal. A large number of corrosion failures are due to improper
design of equipment and the corrosion control can be therefore warranted at the design
stage itself. The various corrosion control methods are summarised in Table 1.2

25
1.12.1 Design Improvement
The usual procedure followed at the design stage is to
(a) Establish basic requirements.
(b) Selecting the most suitable protective method and carrying the final design
work.
Some of the most general rules for design which should be observed are described
below:
1. Structures should have simplified forms. A complicated shape having more angles,
edges and internal surface will be easily corroded.
2. Avoid crevices, to avoid trapping of moisture and dirt which results in increased
corrosion.
3. Avoid residual moisture by having proper drainage holes and ventilation.
4. Avoid contact with absorbent materials.
5. Avoid galvanic corrosion by using suitable electrical insulators. Cheap and easily
exchangeable corroding pieces (or) paints where the contact of two different metals
is unavoidable and
6. Avoid mechanical stress.
1.12.2. Change of Metal
Mostly corrosion protection involves bulk alloying (or) surface coatings. Surface
coatings may pose problems related to adhesion, thermal expansion compatibility etc.
Surface processing of metals has been improved by iron implantation technique [34] and
laser treatment [35, 36] which results in a homogeneous and single phase surface layer.

26
Recently, electron beam surface area glazing has been found to increase the clear
life of iron base tool materials [37].
1.12.3. Change of Electrode Potential of the Metal
Corrosion can be prevented by changing the electrode potential by taking the metal
to the immune region (or) passive region. According to Pourbaix diagram this can be
accomplished by making the potential of the cathode equal to the open circuit potential of
anode.
(i) Cathodic Protection [38]
Cathodic protection is defined as the reduction (or) prevention of corrosion by
making it a cathode in the electrolytic cell. There are two methods of applying cathodic
protection to metallic structures, such as, galvanic (or) sacrificial anode and impressed
current method.
In each method, a direct current supply is more available for the protection of metal
structures. The choice of the method to be used depends upon a number of economic and
technical considerations.

27
Table 1.2
CLASSIFICATION OF CORROSION CONTROL METHODS
CORROSION PREVENTION BY
Design
Improvement
Change of
Metal
Change of
enviroment
Change of
metal electrode
Potential
Use of coatings
for separating
metal from the
environment
Change of
Composition
Change
of Micro
Structure
Elimination
of Tensile
Stress
Introduction
of surface
compressive
stresses
Remvoval of
corrosive
constituents
Oxygen
removal
Mositive
removal
Use of
inhibitrors
Chemcial
passivators
Adsorption
inhibitors
Film
forming
inhibitors
Vapours
phase
inhibitors
Change of
Operating
variables
Temperat
ure
Velocity
pH
Cathodic
Protection
Sacrificial
anodes
Impresed
current
Anodic
Protection
Organic
(Paints
etc)
Inorganic
Metallic
coatings
Cathodic
Anodic
Non Metallic
coatings
Vitreous
Cement

28
It is possible to protect ship hulls from corrosion. An active metal, generally, zinc is used
as a sacrificial anode in contact with the corroding material. The two metals in contact
form a galvanic cell, the terminals of which have been short circuited. In the impressed
current method of cathodic protection, an external source of direct current is connected to
the structure to be protected and the anode, the negative terminal of the power source is
connected to the structure to be protected. Some important impressed current anodes are
graphite, scrap iron, platinum and lead-silver alloys. Power sources used in these systems
are rectifiers, batteries etc. Sacrificial anode system and impressed current anode system
are complimentary to each other.
Cathodic protection can be applied to buried pipelines, underground cables,
equipments for handling and storage of chemicals, steel structures in marine atmosphere,
hulls of ships and oil-cargo-ballast tanks. Some of the limitations of cathodic protection
are:
(a) If polarization is too weak, materials remain exposed to corrosive
environment and remain unprotected.
(b) Results in stray-current corrosion in a neighboring unprotected buried
structure.
(c) An application of cathodic current may lead to destruction of passivity in
certain passive alloys, such as stainless steel.
(d) If polarization is too high, certain metals such as lead and tin are attached by
gasification, with the formation of gaseous hydrides, which can lead to
weakening and consequently disintegration of articles.

29
(ii) Anodic Protection [39-42]
Anodic protection is defined as the protection of a metal by maintaining it in the
passive condition. This technique is based on the phenomenon of passivity. The metal to
be protected is given a fixed potential so as to produce a passive film on it and the structure
is protected from corrosive environment.
This method is applicable to metals which can obey the following conditions:
1. The metal (or) alloy should have a active passive transition. (eg. Fe, Ni, Cr, Ti etc.)
2. It must require only a small current to maintain passivity.
3. The passive range for it must be wide
4. Sufficient electrical conductivity of the aggressive medium to which metal (or)
alloy is exposed.
The cathode is connected to the negative poles of the power source and completes
the electrical circuit. Some of the cathodes used are platinum, clad brass, chromium,
nickel, steel etc.,To measure the potential of the structures to be protected, a reference
electrode is needed. The reference electrodes used are calomel, Ag/AgCl, Hg/HgSO4 and
Pt/PtO. These should be insoluble in corrosive fluid and have potential that is stable with
respect to time. A potentiostat is necessary to maintain the potential at required level.
Advantages
1. In storage of acids.
2. In fertilizer industries and some other chemical industries.
Limitations
1. This method is applicable only for few metals which can be passive under certain
environments only.

30
2. This require costly instruments like potentiostat.
3. The metal cannot be protected above waterline.
4. This method cannot be used for metals exposed to environment containing
aggressive anions such as chloride.
1.12.4. Use of Coating
Corrosion can be prevented by separating the metal from the corrosive environment
by using protective coatings. Metallic and Non-metallic coating are the two types. The
characteristics of these are:
(a) Good resistance to corrosion
(b) Perfect adherence to the underlying metal
(c) Continuity so as to cover the metal surface completely.
Cathodic and anodic metallic coating provides a physical barrier between the
environment and discontinuity in the coating will result in localized attack. e.g., brass,
chromium (or) gold coating on steel as cathodic coating. Zinc and aluminium coating on
steel as anodic coating.
Non-metallic coating such as vitreous enamels, portland cement coating, chemical
conversion coatings such as varnishes, paints, enamels and lacquers can also be used.
1.12.5. Modification of the Corrosive Enviroment
Use of inhibitors is one of the predominant methods of this category. A detailed
discussion of inhibitors is presented in the next chapter (Chapter - II).

31
REFERENCES
1. F.N.Speller, Corrosion Causes and Prevention, McGraw- Hill Book Co., Inc,
Newyork and London, (1951) p.8.
2. L.L. Shreir, Corrosion, 1, 1:6 (1978).
3. M.G.Fontanna, Corrosion Engineering, International Edition, 3rd
Edition Mc Graw
Hill Book Co., New York (1987).
4. E.C.Potter, Electrochemistry principles and applications, Cleaver-Hume Press,
London (1961).
5. M.Pourbaix, Lectures on Electrochemical Corrosion, Plenum Press, New York,
(1973).
6. C.Wagner and Traud, Wizeit Electrochem., 44 (1938) 391.
7. M.G.Fontana and N.D.Greene, Corrosion Engineering, McGrawHill, New York,
(1978) p. 9.
8. W.A.Wesley, Proc. ASTM., 40 (1940) 690.
9. M.J.Prjor and D.S.Keir, J. Electrochem. Soc., 104 (1957) 269.
10. Y.J. Tan, Corrosion, 50 (1994) 226.
11. J.W.Oldfield, Bull. Electrochem., 3 (1987) 597.
12. M.J.Robinson and N.C.Jackson, Corros. Sci., 41 (1999) 1013.
13. D.Sazou and M.Pagitsas , J. Electroanal. Chem., 304 (1991) 171.
14. D.Sazou and M.Pagitsas , J. Electroanal. Chem., 312 (1991) 185.
15. R.C.Newman and R.P.M.Procter, Brit. Corros. J., 25 (1990) 259.
16. Y.Wang and R.Akid, Corrosion, 52 (1996) 92.

32
17. J.O.M.Bockris and A.K.N.Reddy, “Modern Electrochemistry”, Plenum press 2
(1970) 1005.
18. O.M.Bockris and A.K.N.Reddy, “Modern Electrochemistry”, Plenum press 2
(1970) 1091.
19. B.Kabanov, R.Burstein and A.N.Frumkin, Disc.Faraday Soc., 1 (1947) 259.
20. A.N.Frumkin, Kinetics of Electrode Processes (1940).
21. C.C.Nathan, Corrosion., 9 (1959) 199.
22. N.Hackerman and K.Aramki, J. Electrochem. Soc., 115 (1982) 171.
23. R.B.Mathur and T.Vasudevan, Corrosion, 38 (1982) 171.
24. F.Mansfeld and W.J.Lorenz, Corros. Sci., 21 (1981) 647.
25. M.Stern and A.L.Geary, J. Electrochem. Soc., 104 (1957) 56.
26. O.L.Riggs, Corrosion, 26 (1970) 243.
27. L.F.G.Williams and Taylor, J. Electroanal. Chem., 108 (1980) 305.
28. J.Epelboin, P.Morel and H.Takenouti, J. Electrochem. Soc., 118 (1971) 1282.
29. J.C.X.Peterson, US Patent, 3312625 (1967).
30. J.Epelboin and H.Takenouti, J. Electrochem. Soc., 118(1971) 1282
31. K.Kanno, M.Suzuki and Y.Sato J. Electrochem. Soc., 125(1978) 1389
32. S.Sathyanarayana, J. Electroanal. Chem.,50 (1974) p.411
33. S.Srinivasan and S.Sathyanarayana, Brit. Corros. J., 12 (1977) p. 217
34. Y.Sato, K.Kanno and M.Suzuki, Proc.7th
International Congress on Metallic
Corrosion, Riode Janeiro (1978) 1945.
35. F.Blomgren and Bockris. J.O.M., J. Phy. Chem., 63 (1959) p.2475

33
36. N.Subramanian, S.K.Rengarajan, K. Balakrishnan, S. Venkatakrishna Iyer,
R.Sathyanadham and Venkatesan, 3rd
Symp on Corr. Inhibitors, Ferrara(Italy),
(1970) p.592
37. N. Subramanian, proc. 13th
Seminar on Electrochem., (1972) p.195.
38. N. Subramanian, Electrochim. Acta., 20 (1975) 539
39. L.N. Applegate, Cathodic protection (Mc Graw Hill Book Co.,) Inc, NewYork
(1960).
40. L.L. Shrier Vol.2. Corrosion Control, Newnes Rutterworths, London, Second Edn.,
(1976).
41. Synopsis of the CECRI course on corrosion monitoring and Electro-chemical
protection in chemical and feritilizer industries, (1981).
42. N.D. Tomashev, Theory of corrosion and protection of metals, MacMillan Co.,
New York, (1966).