Embed Size (px)
Citation preview
150
CHAPTER 5
DEVELOPMENT OF ANTIMICROBIAL PLAIN WEAVE
COTTON FABRICS BY MICROENCAPSULATION AND
NANOENCAPSULATION METHODS
5.1 INTRODUCTION
The nano particles were synthesized, characterized, finished on
cotton fabric and its antibacterial activity was assessed. Since the fabric
finished with the zinc and copper nano particles did not show antibacterial
activity up on washing, the nano particles were now finished by techniques in
such a way to increase the durability. The techniques adopted to increase the
antimicrobial activity were microencapsulation and nanoencapsulation. The
zinc and copper oxide nano particles synthesized by wet chemical method
were used for microencapsulation and nanoencapsulation. The methodology
adopted, results obtained and the relevant figures in support of the results are
presented in this session.
5.2 MICROENCAPSULATION
Functional textiles are being developed in order to provide fabrics
with new properties and added value. They can be obtained either by using
new chemical fibers or by incorporating functional agents to conventional
fabrics. Microencapsulation is an effective method to protect these functional
agents from reactions with moisture, light and oxygen. The synthesized nano
particles were microencapsulated by ionic gelation method using calcium
151
alginate as the wall material. The nano particle solution was mixed with
sodium alginate and sprayed into calcium chloride solution. The capsules
were then retained in calcium chloride solution and then washed with iso
propyl alcohol and then dried. The dried microcapsules were then used for
finishing the cotton fabrics.
5.2.1 Microscopic Examination of the Microcapsules
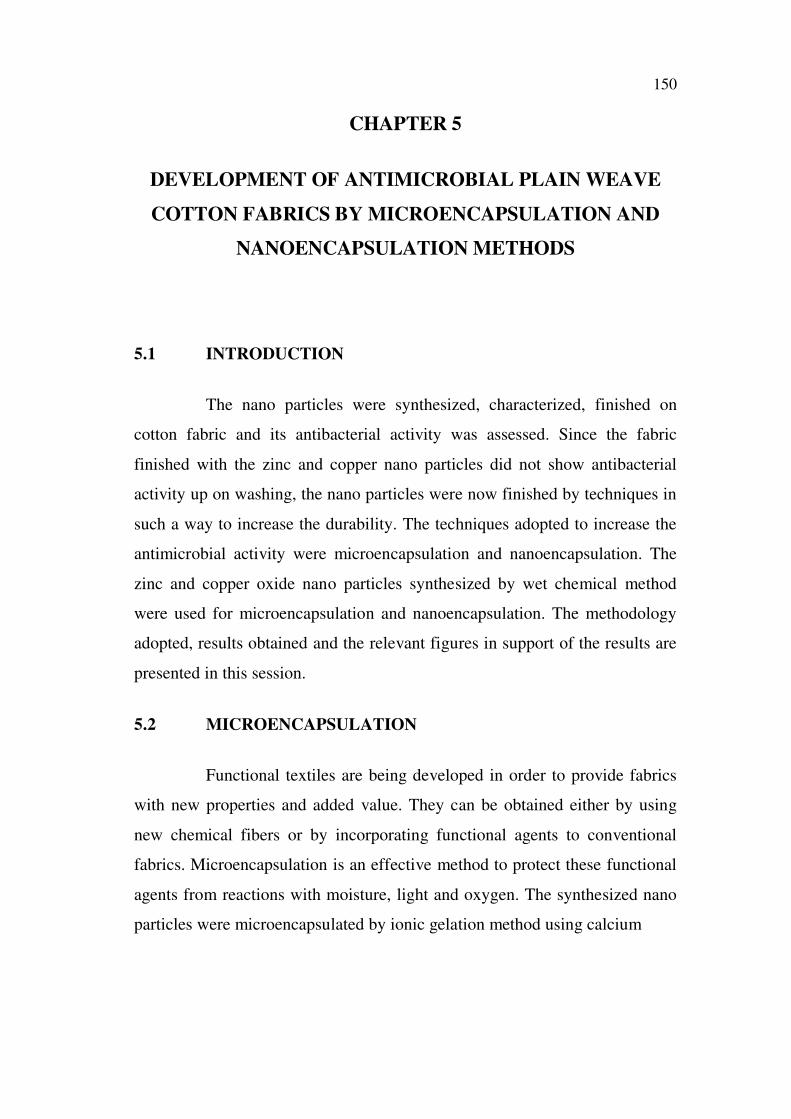
The synthesized microcapsules were viewed under light microscope
at 400 X magnification to determine the structure of the capsules. The
following figure 5.1shows the microscopic view of the microcapsules
synthesized from the nano particles.
Figure 5.1 Microscopic view of microcapsules (400 X magnification)
From the above figure, it was clear the microcapsules were of
uniform size and shape. These microcapsules were then applied on the fabric
by exhaustion method and tested for their properties.
152
5.2.2 Finishing of Plain Cotton Fabric with Microcapsules
The dried nano zinc and copper oxide microcapsules were finished
on the fabric by exhaustion method. During the finishing process, 8% citric
acid was used as binder to firmly fix the microcapsules on the fabric. The
microcapsule-finished fabrics were tested for their properties and compared
with that of the nanocapsules finished fabrics.
5.3 NANOENCAPSULATION
The nano particles were nanoencapsulated using bovine serum
albumin as the wall material and inside these capsules; the nano particles are
trapped to exert their properties strongly. The nanocapsules so produced were
applied on the fabric by exhaustion method. The finished fabrics were tested
for their properties using standard methods.
5.3.1 Nanoencapsulation
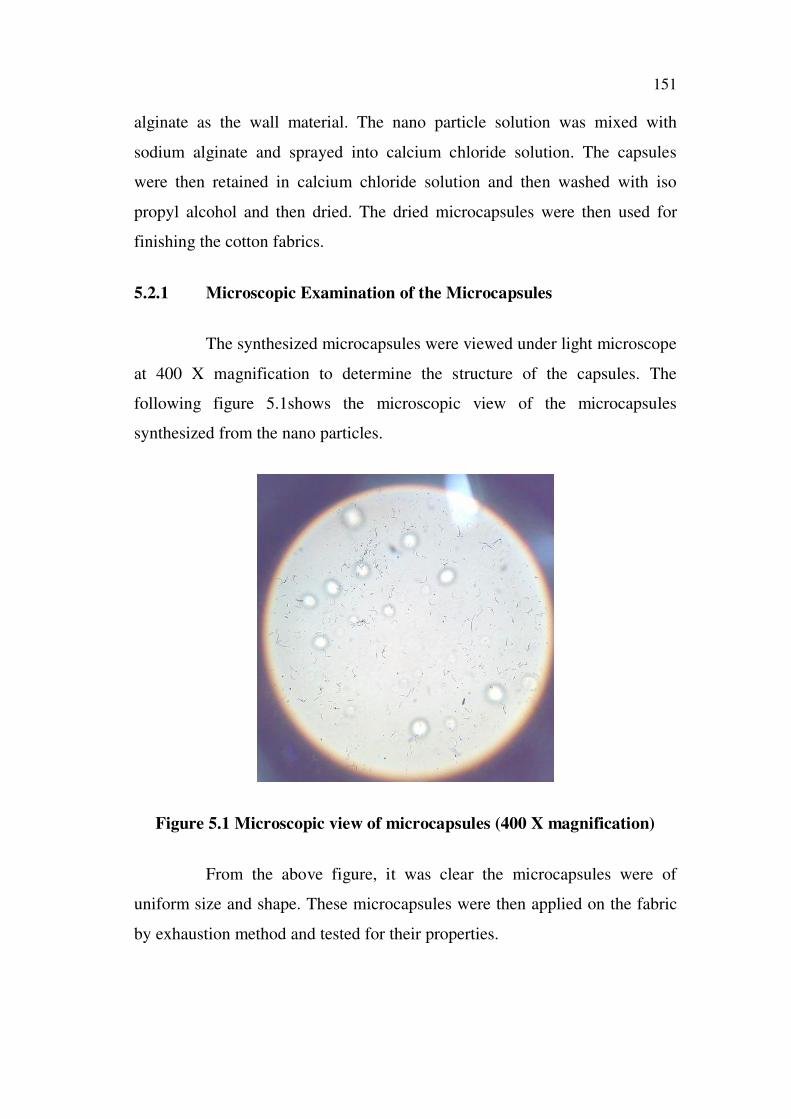
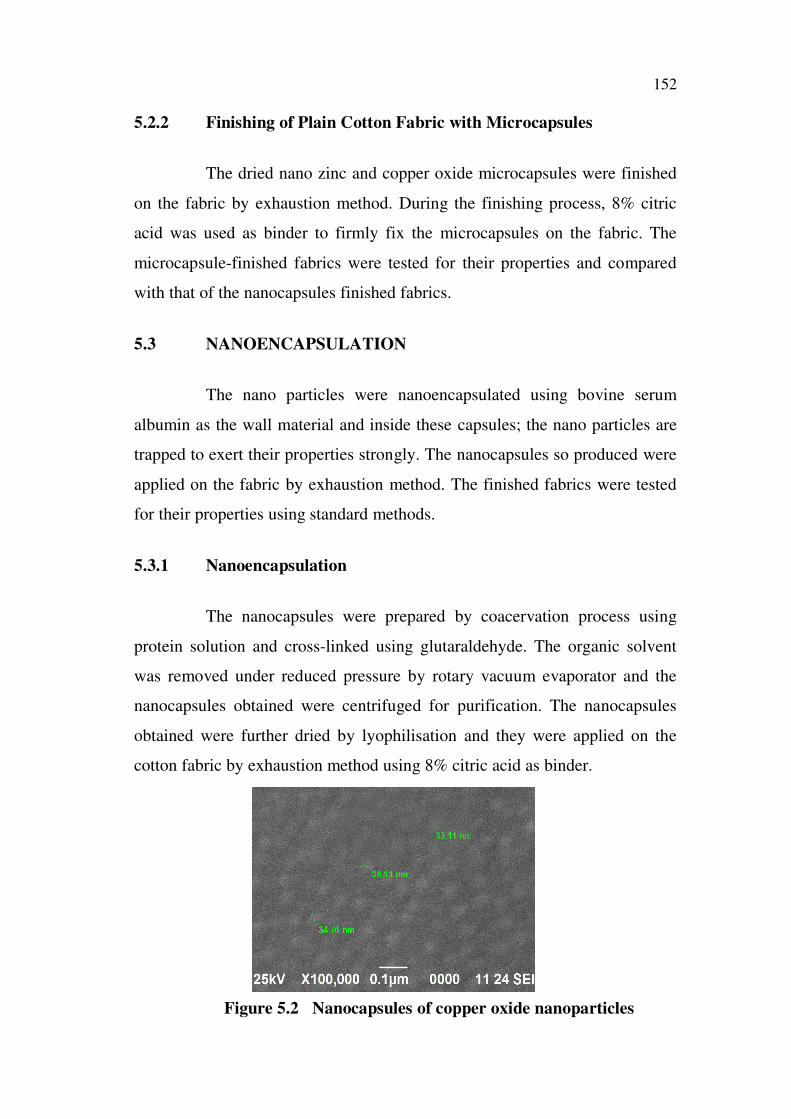
The nanocapsules were prepared by coacervation process using
protein solution and cross-linked using glutaraldehyde. The organic solvent
was removed under reduced pressure by rotary vacuum evaporator and the
nanocapsules obtained were centrifuged for purification. The nanocapsules
obtained were further dried by lyophilisation and they were applied on the
cotton fabric by exhaustion method using 8% citric acid as binder.
Figure 5.2 Nanocapsules of copper oxide nanoparticles
153
5.4 COMPARISON OF MICROCAPSULE FINISHED FABRIC
WITH NANOCAPSULE FINISHED FABRIC
The microcapsules and nanocapsules finished fabrics were dried
and they were subjected to various functional and physical testing in order to
determine the efficiency of the encapsulation methods. The properties of the
finished fabrics such as antibacterial activity, Fourier transform infrared
spectroscopic analysis, scanning electron microscopic analysis were
performed and the results are presented below.
5.4.1 Antibacterial Activity Assessment
The antibacterial activities of the capsule finished fabrics were
assayed by AATCC 147 test method against both Staphylococcus aureus and
Escherichia coli organisms. The results of the antibacterial activities are
presented in Table 5.1 and Figures 5.2 to 5.5.
Table 5.1 Antibacterial activity of capsules finished cotton fabric
S. No. Type of sample
Antibacterial activity
(Zone of Bacteriostasis – mm)
Escherichia
coli
Staphylococcus
aureus
1Copper oxide nano particles
Microencapsulated fabric29 33
2Zinc oxide nano particles
Microencapsulated fabric28 29
3Copper oxide nano particles
nanoencapsulated fabric30 34
4Zinc oxide nano particles
nanoencapsulated fabric27 30
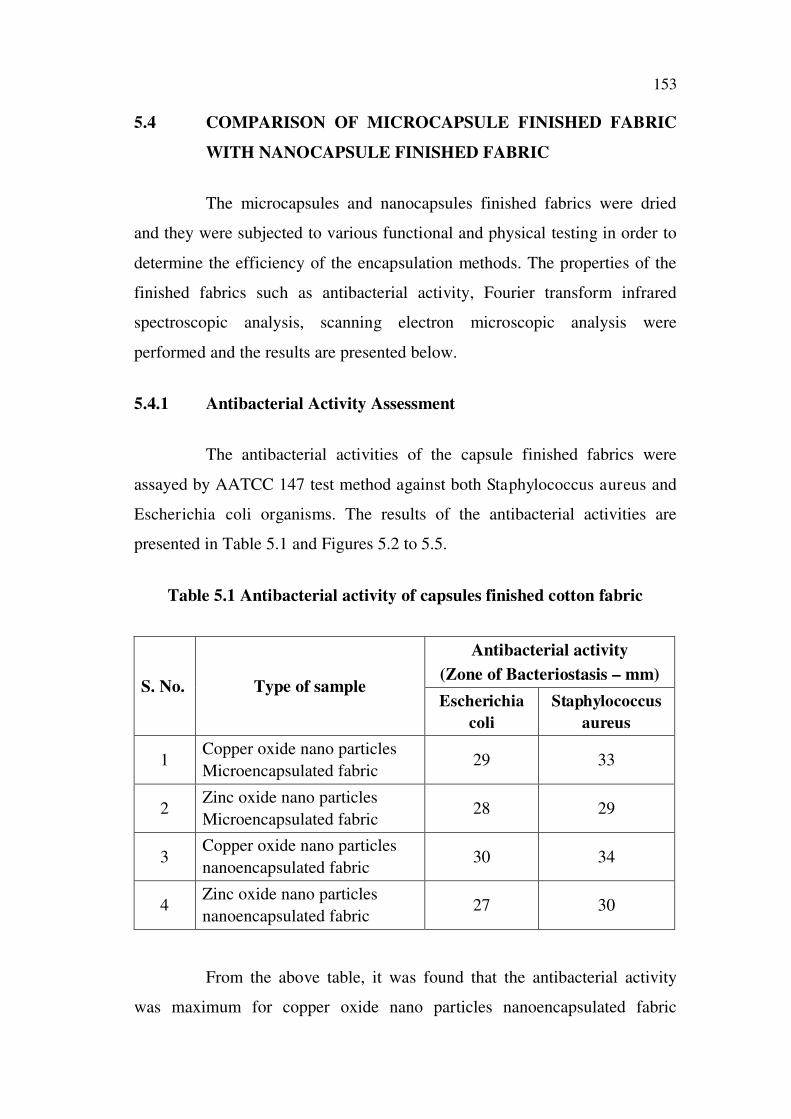
From the above table, it was found that the antibacterial activity
was maximum for copper oxide nano particles nanoencapsulated fabric
154
against Staphylococcus aureus followed by microcapsules finished fabric.
Both the nanocapsules and microcapsules finished fabrics showed lesser
reduction against Escherichia coli.
Staphylococcus aureus Escherichia coli
Figure 5.3 Antibacterial activity for plain weave cotton fabric finished
with nano copper oxide microcapsules
Staphylococcus aureus Escherichia coli
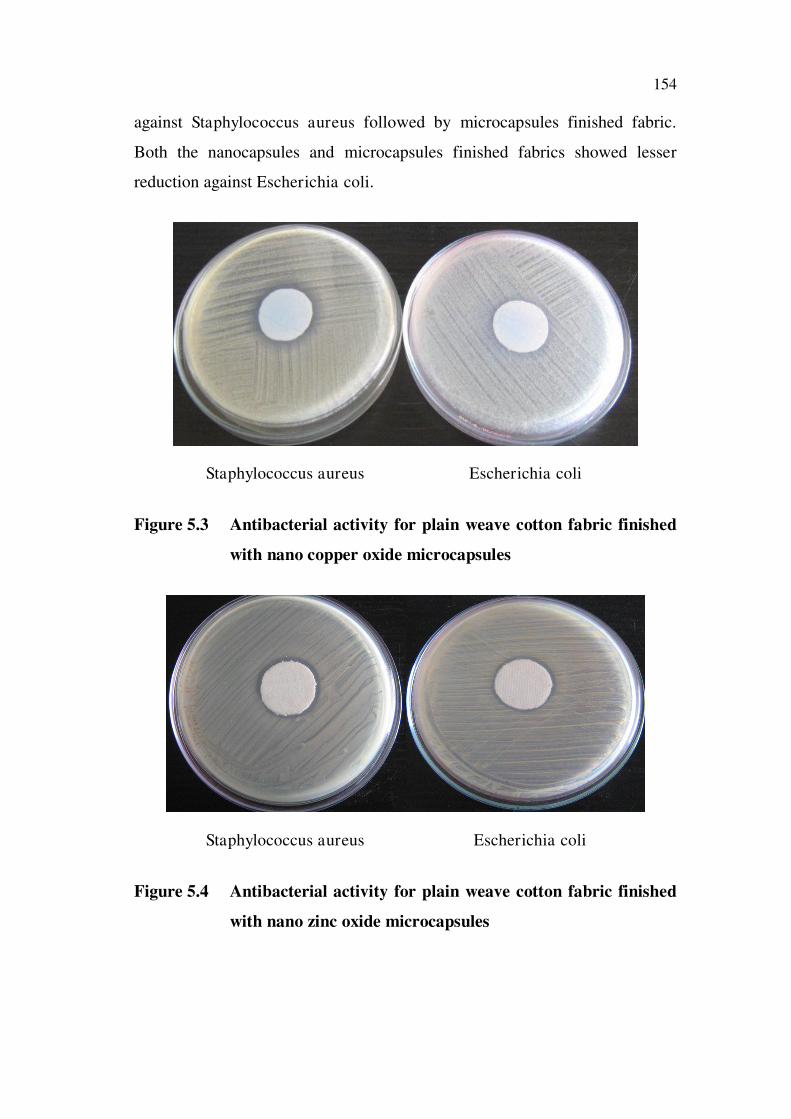
Figure 5.4 Antibacterial activity for plain weave cotton fabric finished
with nano zinc oxide microcapsules
155
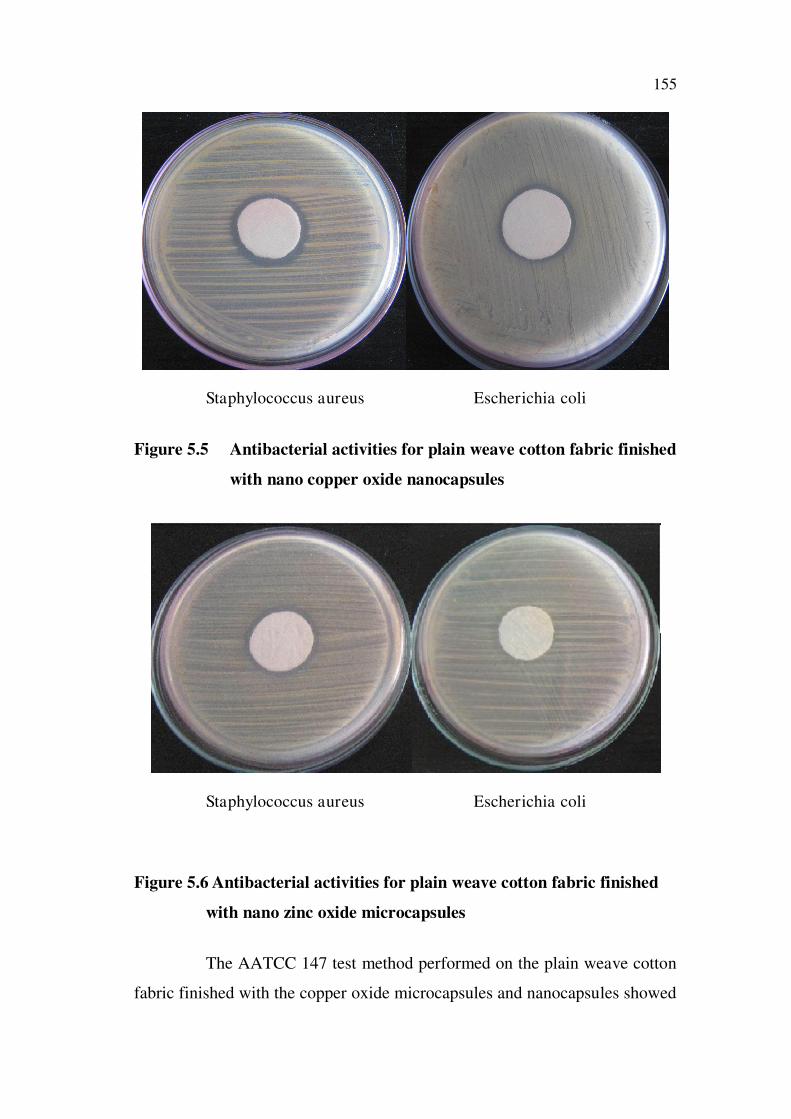
Staphylococcus aureus Escherichia coli
Figure 5.5 Antibacterial activities for plain weave cotton fabric finished
with nano copper oxide nanocapsules
Staphylococcus aureus Escherichia coli
Figure 5.6 Antibacterial activities for plain weave cotton fabric finished
with nano zinc oxide microcapsules
The AATCC 147 test method performed on the plain weave cotton
fabric finished with the copper oxide microcapsules and nanocapsules showed
156
excellent results when compared with zinc oxide microcapsules and
nanocapsules finished fabrics.
5.4.2 Fourier Transform Infra Red Spectroscopic Analysis
As the results of the research provided valid evidence favouring
copper oxide microcapsules and nanocapsules finished fabrics, further
research involving FTIR analysis, SEM and other technical specification were
concentrated only for copper oxide microcapsules and nanocapsules coated
fabrics and are shown in figure 5.6 and 5.7.
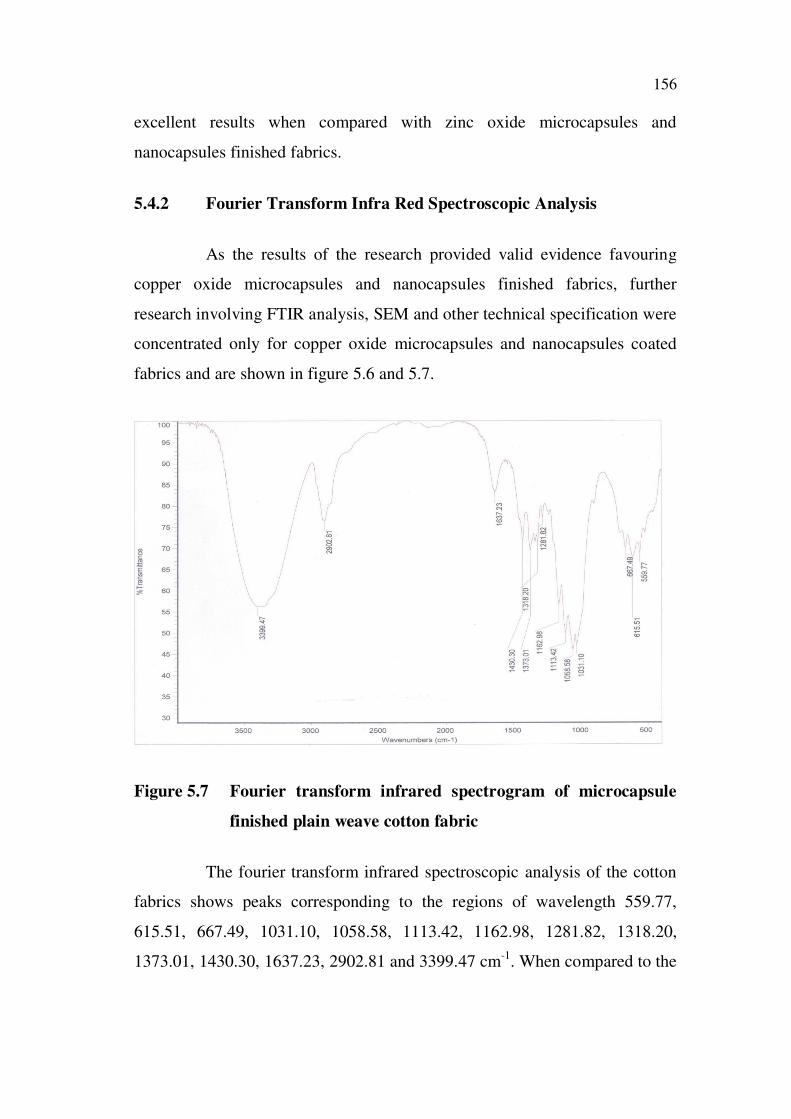
Figure 5.7 Fourier transform infrared spectrogram of microcapsule
finished plain weave cotton fabric
The fourier transform infrared spectroscopic analysis of the cotton
fabrics shows peaks corresponding to the regions of wavelength 559.77,
615.51, 667.49, 1031.10, 1058.58, 1113.42, 1162.98, 1281.82, 1318.20,
1373.01, 1430.30, 1637.23, 2902.81 and 3399.47 cm-1
. When compared to the
157
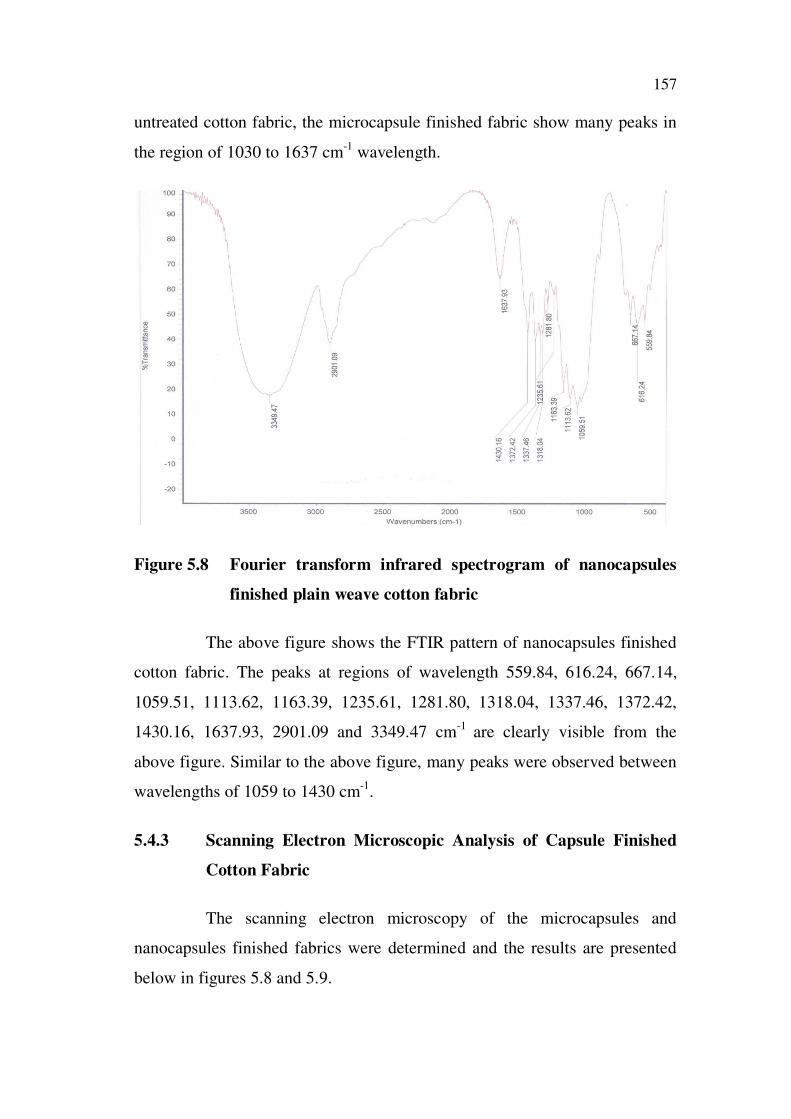
untreated cotton fabric, the microcapsule finished fabric show many peaks in
the region of 1030 to 1637 cm-1
wavelength.
Figure 5.8 Fourier transform infrared spectrogram of nanocapsules
finished plain weave cotton fabric
The above figure shows the FTIR pattern of nanocapsules finished
cotton fabric. The peaks at regions of wavelength 559.84, 616.24, 667.14,
1059.51, 1113.62, 1163.39, 1235.61, 1281.80, 1318.04, 1337.46, 1372.42,
1430.16, 1637.93, 2901.09 and 3349.47 cm-1
are clearly visible from the
above figure. Similar to the above figure, many peaks were observed between
wavelengths of 1059 to 1430 cm-1
.
5.4.3 Scanning Electron Microscopic Analysis of Capsule Finished
Cotton Fabric
The scanning electron microscopy of the microcapsules and
nanocapsules finished fabrics were determined and the results are presented
below in figures 5.8 and 5.9.
158
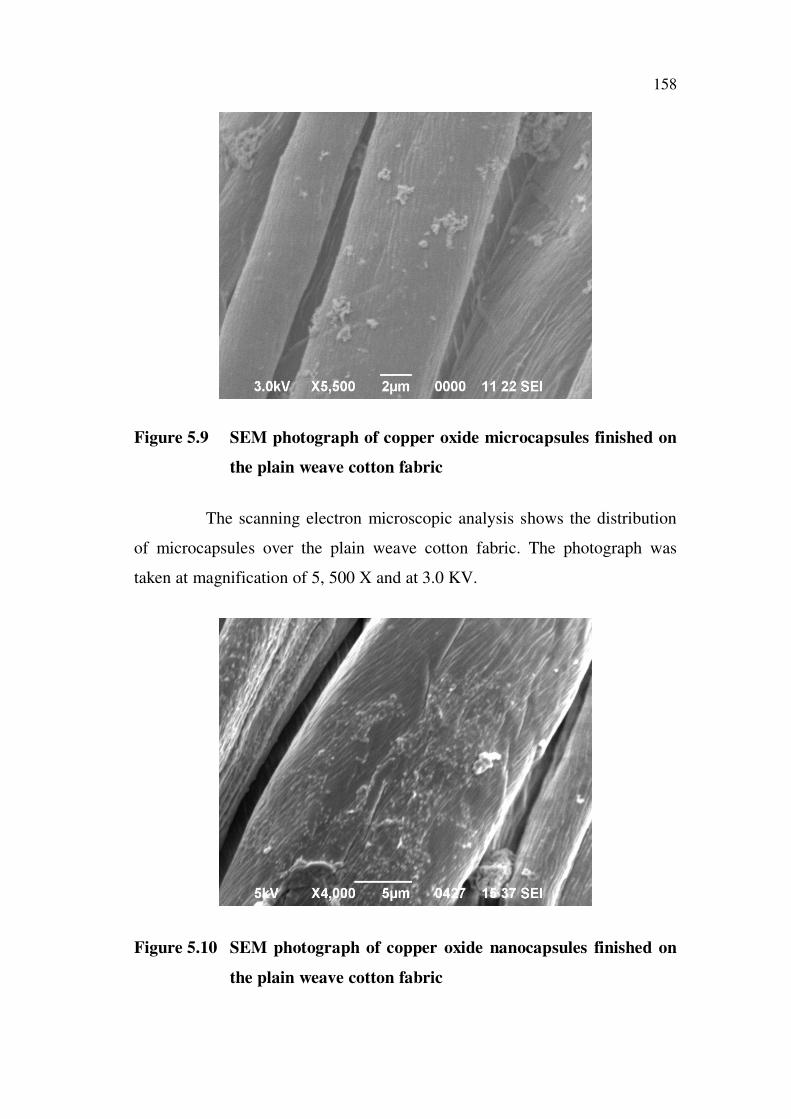
Figure 5.9 SEM photograph of copper oxide microcapsules finished on
the plain weave cotton fabric
The scanning electron microscopic analysis shows the distribution
of microcapsules over the plain weave cotton fabric. The photograph was
taken at magnification of 5, 500 X and at 3.0 KV.
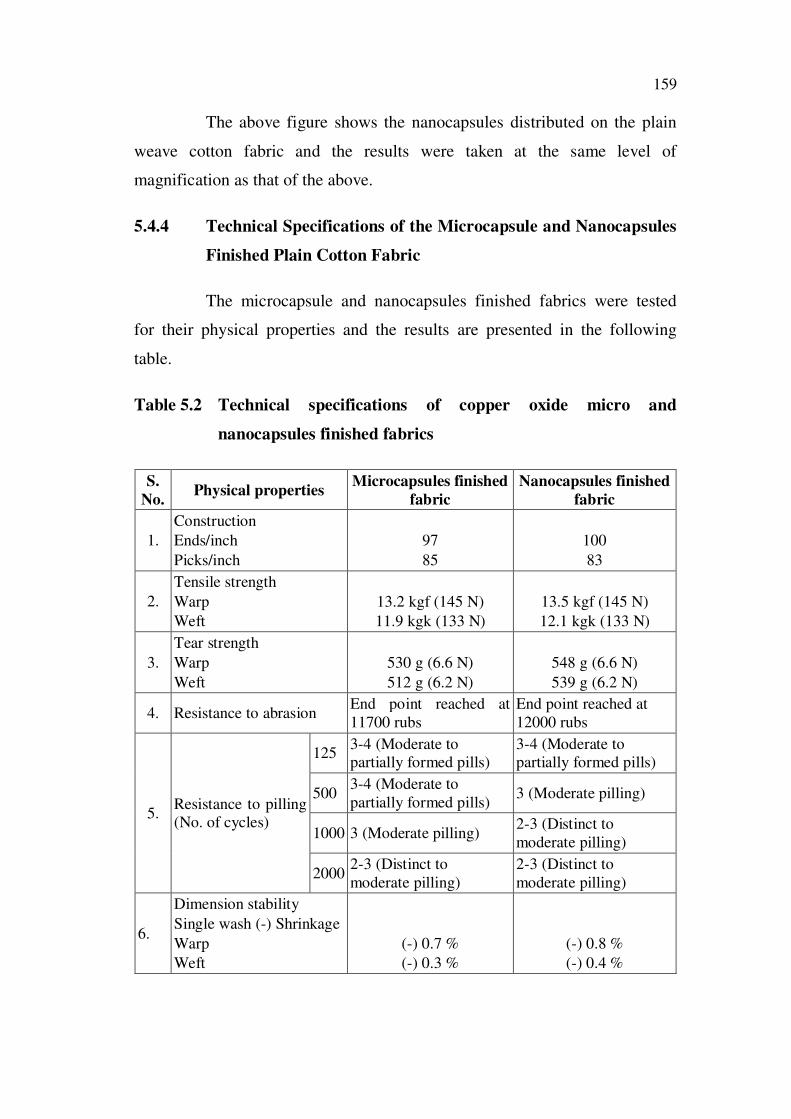
Figure 5.10 SEM photograph of copper oxide nanocapsules finished on
the plain weave cotton fabric
159
The above figure shows the nanocapsules distributed on the plain
weave cotton fabric and the results were taken at the same level of
magnification as that of the above.
5.4.4 Technical Specifications of the Microcapsule and Nanocapsules
Finished Plain Cotton Fabric
The microcapsule and nanocapsules finished fabrics were tested
for their physical properties and the results are presented in the following
table.
Table 5.2 Technical specifications of copper oxide micro and
nanocapsules finished fabrics
S.
No.Physical properties
Microcapsules finished
fabric
Nanocapsules finished
fabric
1.
Construction
Ends/inch
Picks/inch
97
85
100
83
2.
Tensile strength
Warp
Weft
13.2 kgf (145 N)
11.9 kgk (133 N)
13.5 kgf (145 N)
12.1 kgk (133 N)
3.
Tear strength
Warp
Weft
530 g (6.6 N)
512 g (6.2 N)
548 g (6.6 N)
539 g (6.2 N)
4. Resistance to abrasionEnd point reached at
11700 rubs
End point reached at
12000 rubs
5.Resistance to pilling
(No. of cycles)
1253-4 (Moderate to
partially formed pills)
3-4 (Moderate to
partially formed pills)
5003-4 (Moderate to
partially formed pills)3 (Moderate pilling)
1000 3 (Moderate pilling)2-3 (Distinct to
moderate pilling)
20002-3 (Distinct to
moderate pilling)
2-3 (Distinct to
moderate pilling)
6.
Dimension stability
Single wash (-) Shrinkage
Warp
Weft
(-) 0.7 %
(-) 0.3 %
(-) 0.8 %
(-) 0.4 %
160
The above table showed the physical properties of the copper
microcapsule and nanocapsules finished fabric. The results showed that
compared to the microcapsule finished fabric, the nanocapsules finished
fabric showed better resistance to the physical factors.
5.5 WASH DURABILITY ANALYSIS
The microcapsules and nanocapsules finished plain cotton fabrics
were subjected to wash durability test and the antibacterial activity of the
washed fabrics were analyzed and the results are presented in the following
table.
Table 5.3 Antibacterial assessments of nano copper oxide microcapsules
and nanocapsules finished plain cotton fabrics after washing
S.
No.Fabric sample
Antibacterial activity
(Zone of Bacteriostasis –
mm)
Escherichia
coli
Staphylococcus
aureus
1.After 10
washes
Microcapsules finished fabric 28 31
Nanocapsules finished fabric 29 31
2.After 20
washes
Microcapsules finished fabric 26 29
Nanocapsules finished fabric 27 30
3.After 30
washes
Microcapsules finished fabric 0* 26
Nanocapsules finished fabric 25 27
4.After 40
washes
Microcapsules finished fabric 0 0
Nanocapsules finished fabric 25 26
0* - No bacterial growth beneath the test fabric
The results of the above table showed that the microencapsulated
copper oxide nano particle finished fabric was able to withstand the
antibacterial activity for about 30 washes, whereas the nanoencapsulated
161
copper oxide nano particle finished fabric showed antibacterial activity even
after 40 washes.
5.6 CONCLUSION
The synthesized nano particles were microencapsulated by ionic
gelation method and nanoencapsulated using glutaraldehyde and protein
solution. The capsules finished plain cotton fabrics were tested for their
physical and antibacterial properties and the results showed that the
nanoencapsulated fabric was able to retain the antibacterial activity even after
40 washes compared to the microencapsulated fabric. Hence the
nanoencapsulation process was utilised further for the composite analysis.