Embed Size (px)
DESCRIPTION
Reactor Design
Citation preview

1
CHAPTER 3.2
CHEMICAL AND MECHANICAL DESIGN
(DESIGN BY: MOHAMAD HAKIM KAMARUDDIN) (2011924237)
OXIDATIVE-DEHYDROGENATION REACTOR (CRV-100)
(SINGLE REACTOR UNIT)
3.2.1 Process overview
1,3-Butadiene is a major product with wide range of application in the petrochemical
industry. 1,3-Butadiene is mainly produced by steam cracking of naphtha and direct
dehydrogenation of 1-butene which characterized as an endothermic reaction (Naoki
Ikenaga, 2012). The steam cracking process is a very early stage of separating the
constituent of the crude oil drilled from the sea. Therefore, the process not only
produces 1,3-Butadiene but also many other petrochemical raw material such as
ethylene, propylene and isobutene simultaneously. The temperature required for both
steam cracking and dehydrogenation of n-butene are 900oC and 600oC which is
considered higher than oxidative dehydrogenation of 1-butene which will usually
ranging from 400-550oC depending on the type of catalyst used for the reaction.
Oxidative dehydrogenation of n-butenes has replaced many older processes for
commercial production of butadiene. Several processes and many catalyst systems
have been developed for the oxidative dehydrogenation of either n-butane or of n-
butene feed stocks. 1-butenes are much more reactive, however, it require less severe
operating conditions than that of n-butane to produce an equivalent amount of product.
Recently, oxidative dehydrogenation of 1-butene has taken the spotlight in 1,3-
Butadiene production at a view point of energy saving. Since oxidative dehydrogenation

2
of 1-butene is an exothermic reaction, it allows the system to operate at lower
temperature rather than other processes such as steam cracking and hydrogenation of
n-butane. Therefore, the oxidative dehydrogenation of 1-butene has been recognized
as a process that can produce 1,3-Butadiene environmentally non jeopardizing.
The less severe operating condition for the oxidative dehydrogenation process is
contributed by its lower temperature requirement for the reaction and its pressure. The
increment of both parameters contributes significantly with increment of cost in
designing the vessels. The increase of temperature will decrease the stress design of
the vessels at which if insufficient will affect the selection of the design material. The
increment of pressure will also increase the thickness of the design whether in vessel
thickness or dome head design.
The design that is performed in this part is selectively iterate to ensure that it will serve
the design objective for good efficiency parallel with the cost of fabricating the oxidative
dehydrogenation of 1-butene to 1,3-Butadiene reactor (CRV-100).
3.2.2 Objectives
In designing a reactor that can deliver high performance in specific processes, the most
important element is to determine the characteristic of all reactor type or at least the
most common used in the industry. The knowledge on the process characteristics, type
of catalyst used, the optimum orientation of the reactor are hugely significant in
ensuring that there is no miss calculation that is causes by lack of understanding
towards the concept of the design. Therefore a preliminary comparison between
reactors characteristic is made to highlight the pros and cons of each type of reactor.
There are few characteristic that are normally used to classify reactor design:
1. Mode of operation
- Batch or continuous
2. Phases present
- Homogeneous or heterogeneous
3. Reactor geometry

3
- Flow pattern and manner of contacting the phases
i) Stirred tank reactor
ii) Tubular reactor
iii) Packed bed and fixed
iv) Fluidized bed
Table 3.1: The comparison between packed bed reactor and CSTR
Type of reactor Packed/Fixed Bed Reactor CSTR
Advantages High ratio of catalyst to reactant.
High conversion.
Longer residence time
Very suitable for exothermic reaction.
Involve fluid solid heterogeneous reaction
Well mix condition
Continuous operation
Easy to clean
Simple in design and
operation.
Disadvantages Poor heat transfer
The catalyst difficult to replace and need to shut down.
Lowest conversion per unit volume.
(Source: Sinnot and Towler, 2009 & Fogler.S.H,200
The oxidative dehydrogenation of 1-butene to 1,3-Butadiene reaction occurs in a gas
phase with heterogeneous catalyst at which for a better accuracy and performance, a
catalyst that have activation and deactivation energy at 370oC to 500oC. Therefore,
CSTR type of reactor is utterly incompetent in providing the reaction condition. Based
on the characteristic of the catalyst and the reaction of oxidative dehydrogenation
process, the most proper condition of the reaction is to be held in a vessel with static
solid catalyst. The comparison was continued with a more similar behavior sort of
reactor which is the fluidized bed reactor and the fixed bed reactor. According to
(Umich, 2010) the fluidized bed reactor are most commonly used in a heterogeneous
gas phase reaction with a catalyst and it also has good uniformity of temperature
although it has uncertain scale up. The proposed type of reactor according to (Shell,
1964) is fixed bed reactor, tubular reactor and multi tubular fixed bed reactor.
The multi tubular fixed bed reactor is very efficient in controlling the temperature of the
reactor. It requires 2 inlet feed for shell and tube and 2 outlet feed for the shell and tube.

4
The shell inlet and outlet line purpose is to allow cooling water flows into the reactor and
maintain the temperature of the reactor at its designed temperature. The reaction
occurs during the oxidative dehydrogenation process is highly exothermic with heat
release of △H = -132 kJ/mol (Naoki Ikenaga, 2012), therefore the temperature that will
increase due to the release of energy will need to be controlled at which if not, the
increment could lead to deactivation of catalyst that will contribute to decreased of yield.
Taking into account the tube arrangement in the shell of the reactor at which the tube
will be loaded with catalyst pallet and the reactant will have contact with the catalyst;
the reaction will took place inside a tube while having the heat transfer occurs
simultaneously. Therefore, there should be thousands of tube arranged inside the
reactor. The weight of the reactor will be significantly heavy although the volume
predicted is still logical.
The Conclusion drawn from observing the characteristic of each of the reactor and the
characteristic of the process is drawn towards the choosing of multi-tubular fixed bed
reactor as the design concept.
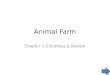
The stream that involve with the reactor is stream 6 & stream 7 from Aspen Hysys
Simulation program version 7.3 at which have been performed in Design Project 1
previously. Figure 3.1 below shows the general flow of the reactor.
Figure 3.1: Multi-tubular Fixed Bed Reactor
T= 350 oC
P= 8 atm
C4H8 =16368 kg/hr
O2 = 2532 kg/hr
H2O = 45009 kg/hr
T= 400 oC
P= 7 atm
C4H8=2847 kg/hr
C4H6=12657 kg/hr
H2O = 49743 kg/hr
Stream 6 Stream 7
R-101

5
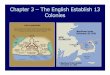
3.2.2.1 Overall process flow diagram (PFD)
6
LC
LT
LC
TT
LC
TC
Cooling water
LC
TT
LC
TC
HE-101
HE-102Refrigerent
TTTC
FC
FT
LT LC
PT PC
FTFC
FTFC
LT
LC
PT PC
To waste
water treatment
Cooling water from water treatment
V-101
TT
LT
LC
PC
PT
Hot water out
LC
PT
PC
TT
TC
FT FC
LT
T-101
F-101
350
8 atm
V-102
CRV-100
7
400
7 atm
8
5
7 atm
9
10
5
7 atm
11
30.85
7 atm
12
14
16
5
5 atm
17
-7.85
1 atm
18
100
1 atm
FTFC
LT
LC
PTPC
TT
PT
V-103
15
PI
FC
FC
FC
FC
Hot water that is reheat
to steam from reactor
Hot water
13
TC
FT
TT
FC
FC
FC FT
LT
LIC
FC
R
FT
FI
TI
PI
LFA
FC
FI
TI
LLA
PA
LLAPI
FI
TI
PA
FT
FI TI
PIRC
LC

6
3.2.2.2 Process flow diagram for Multi tubular fixed bed reactor (CRV-100)

7
The summary off component that involve in the feed and outlet stream are
concluded in table 1.2 below
Table 3.2: Component mass flow and mole flow in inlet and outlet of stream
Component
In Out
MW (kg/kmol)
Mass Flowrate (kg/hr)
Mole Flowrate (kmol/hr)
Mass Flowrate
kg/hr)
Mole Flowrate (kmol/hr)
C4H8 56.11
16368 290.628 2847 50.76
C4H6 54.096
- - 12657 234
O2 15.99
2532 158.4 - -
H2O 18.2
45009 2498.4 49743 2761.2
3.2.3 CHEMICAL DESIGN
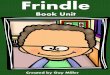
Figure 1.2 illustrated the stages of determining the chemical design for the oxidative de
hydrogenation reactor.

8
Figure 3.2: Flow chart for chemical design of hydrogenation reactor
The chemical design purpose is to determine the crucial required properties of
designing a reactor such as volume, residence time, catalyst weight and heat balance.
Oxiative-Dehydrogenation of 1-Butene is characterized by exothermic reaction and from
the energy balance; the heat released for this reaction is ΔH = -132 kJ/mol. The
Make assumption for the reactor
Calculate the basis for calculation
Calculate the reaction kinetics
Calculate the volume of reactor
Calculate diameter of reactor
Selected of catalyst
Calculate the volume & weight of catalyst
Heat balance
Tube Design
Calculate pressure drop on the tube side
Calculate pressure drop on the shell side

9
reaction consumes stoichiometrically one mole 1-Butene and 1/2 moles of Oxygen to
produce one mole of 1,3- Butadiene and one mole of water as given by equation below:
Reaction in Oxidative-Dehydrogenation of 1-Butene
( )
( )
Where;
A= 1- Butene
B= Oxygen
C= 1,3-Butadiene
D= Water
3.2.3.1 Assumption of chemical design
Packed bed reactor will be design in the production of purification terephthalic acid. In
order to design the reactor, there are several assumptions were made to design this
reactor. Assume that the mass transfer limited between cured terephthalic acid and
hydrogen gas is coefficient therefore the mass transfer between liquid phase and gas
phase is neglected. The other assumption taken in this design as below:
Steady state condition
Heterogeneous reaction
Continuous process
Reaction occur irreversible in reactor
Act as Plug Flow Reactor
Exothermic reaction
The reaction only considered the primary reaction
Flow over tube is assumed to be constant
General balance equation:
Input + generation- output-consumption= accumulation

10
Rate law of reaction 1-Butene
Equation 3.1
Where;
-rA = rate of formation
k = rate constant
CA = Concentration 1-Butene
C B = Concentration O2
3.2.3.2 Basis calculation
The table below illustrates the mole flowrate and mass flowrate of the reactor.
Table 3.3: Reaction component
Component MW (kg/kmol) Mass Flowrate(kg/hr) Mole Flowrate (kmol/hr)
C4H8 56.11 16368 290.628
C4H6 54.096 - -
O2 15.99 2532 158.4
H2O 18.2 45009 2498.4
total 144.396 63909 395086.79
Equation 3.2
( )
( )
Of 1-Butene

11
Where P = Pressure (Pa)
T = Temperature (K)
R = Gas constant 8.314
Of Oxygen
Table 3.4: Intial concentration of each species
Species Initial Concentration (mol/m3)
1-Butene 12.48
1,3 - Butadiene 0
Oxygen 6.80
Water 102.31
3.2.3.3 Reaction kinetics
The reaction occurs in the reactor is:
( )
The reaction rate is,
The k value from the reaction rate equation is calculated from Arrhenius equation.
(
(
)) Equation 3.3
The rate constant, k is dependence on the temperature. Temperature, T used for this
reactor is 573.15K.

12
Table 3.5: The value of specific reaction rate and activation energy
Parameters Value
Rate constant, ko (mol. L-1) 0.095
Activation Energy, E (kJ/mol) 0.199
(Li Wang1, 2013)
From the above data, k1 can be calculated by using equation 4 as below;
(
( )(
))
= 0.09s-1
The concentration of component A and B was calculated by using stoichiometric table
below:
Table 3.6: Stoichiometric table
Entering Change Remaining
A FAo -FAoX FA = FAo (1-X)
B FBo -1/2FAoX FB = FAo (ΘB-1/2X)
C FCo FAoX FC = FAo (ΘC+X)
D FDo FAoX FD = FAo (ΘD+X)
FTo FT = FTo+δ FAoX
For gas flow system
( )
Equation 3.4
Θn =
=
=
=
δ = 1
ɛ = =
Ca =
=
( )
= (
) (
)
Cb =
=
( )
= (
) (
)

13
3.2.3.4 Volume of reactor
As mentioned in assumptions before, the reactor is assumed to act as plug flow reactor.
Thus, the volume of the fluid in the reactor can be calculated by using equation below:
∫
Equation 3.5
In order to calculate the volume of the fluid, a plot of (Fao/-rA) versus x is plotted by
using Microsoft excel.
Fao = 81 mol / s
Fbo = 44.4 mol / s
Table 3.7: Data Plotted by Microsoft Excel
X Ca Cb Fao/-ra
0 81 6.663332 1.6675006
0.1 70.90881 6.452462 1.9670567
0.2 60.81761 6.234463 2.3736358
0.3 50.72642 6.00856 2.9528264
0.4 40.63522 5.773825 3.835979
0.5 30.54403 5.529134 5.3291638
0.6 20.45283 5.273101 8.3449352
0.7 10.36164 5.003984 17.357939
0.8 0.270444 4.719547 705.12294

14
Figure 3.1: Graph of Fao/-rA vs X
The integral in equation 3.5 can also be evaluated from the area under the curve of a
plot Fao / -rA. The numerical method chosen to calculate the area under the curve is
Simpson’s one-third rule (three-point). The calculations are as follows:
∫ ( )
[ ( ) ( ) ( )] Equation 3.6
Where:
h =
=
= 0.4
X1 = = 0.4
V= ∫
[ ( ) ( ) ( )]
V= ∫
[ ( ) ( ) ( )]
V=
[ ( ) ]
0
100
200
300
400
500
600
700
800
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Fao/-ra
Conversion (X)
Fao/-ra Vs X

15
V= 96.28 m3 ≈ 96.3 m3
To calculate the volume of the reactor, the volume of the fluid will be divided with the
void fraction of the catalyst, ɛ. The void fraction of the catalyst is assumed to be 0.4.
VR =
VR =
= 240 m3
Residence time,
The time is taken for the reactant become constant is illustrated by the equation below:
Equation 3.7
Where: η = residence time, s
v =
( )
vo = 1.584 m3/ s
Therefore,
v = 1.60536 m3/s
Thus residence time is,
=
=
= 150 s
= 2 min 30 sec.

16
3.2.3.5 Diameter of the reactor
The diameter of reactor is assumed to be H=2.5D
Vr = (π D2/4) H
= (π D2/4) 3D
D = 5.5 m
Height of reactor, H =2.5D
= 2.5(5.5m)
= 10.1 m
Therefore the area of the reactor, A = π r2 =23.76 m2
Table 3.8: Summary of reactor design
Items value
Volume reactor 240 m3
Diameter reactor 5.5 m
Height reactor 10.1 m
3.2.3.6 Catalyst Selection
The heart of a fixed bed reactor and the site of the chemical reaction is the catalyst.
Catalyst is a substance that affects the rate of reaction and it plays a big role in
oxidative dehydrogenation process. Although number of research have been performed
to compare and come out with the most efficient in conversion and high temperature
resistance. The catalyst that is used for this reactor is Bismuth Molybdate due to its
common practice in this oxidative dehydrogenation process. Bismuth molybdate
catalyst is also known to be the most stable catalyst that is implemented in this process
comparing to V-Mg-Al and Ferritic catalyst (S. Afandizadeh, 2000)

17
3.2.3.6.1 Volume and weight of Catalyst,(Vc & Wc)
VC = Vr (1-ε)
= 240 m3 (1-0.4)
= 144 m3
Weight of Catalyst, Wc
Mc = Volume of catalyst x density
= 144 m3 x 614 kg/m3
= 88.42 Tonne
3.2.3.7 Heat balance
The reactant will be placed in the tube side while the coolant will be placed in the shell
side. Since the reaction is exothermic, the coolant which is water will be used to
maintain the reaction temperature at 400oC. The reaction temperature must be keep at
that temperature to produce desired product. To determine the flow rate of the coolant,
the heat duty of the reactant was calculated. The following assumptions were made to
calculate the flow rate of coolant:
i. The heat capacity of product gases, Cp= 3.66 kJ/kg. oC
ii. The heat capacity of water, Cpw= 4.2 kJ/kg.K
iii. The inlet and outlet 350oC and 400oC
Q = △
Q = ( )
( )
( ) = 4224.207 kJ/s
So, the mass flow rate of water required will be,
=
△
= 2.68 kg/s

18
3.2.3.8 Tube Design
a) Tube Dimension
The diameters of 16 to 50 mm are most often used by TEMA. Therefore, the 50 mm
outside diameter was selected because it is easier to clean by mechanical methods.
For these standard dimensions of steel tube, the thickness is 2 mm. The inside
diameter of tube is:
Di = 0.05- 0.002 = 0.0048m
The tube length is 10.1 m. Thus, the volume of the tube is 0.0198 m3. The number of
tubes required is;
Nt =
= 7272.73
The total area of the tubes, At is given as follow:
At =
( ) = 13.16 m2
b) Tube Arrangement
The triangular and rotated square patterns give a higher heat transfer rate, thus the
triangular pattern will be selected. The recommended tube pitch (distance between tube
centers) is 1.25 times of the outside tube diameter.
Pt = 1.25Do
1.25Do = 1.25(0.05)
1.25(0.05) = 0.0625m

19
Figure 3.2: (a) tri-angular, (b) rotated square patterns.
c) Tube sheet layout
The bundle diameter is depends on the number of tubes and also the number of tubes
passes. The bundle diameter can be estimated by using equation below:
Db = (
)
do= Outer diameter of tubes
NT = number of tubes
K1 = number of passes 1 (0.319)
n1 = number of passes 1 (2.142)
Db = 4.47 m
The bundle diameter is still smaller than the reactor diameter therefore it is considered
justified.

20
d) Head type
The floating head type with split ring is selected. The tube can be removed and it is
easier. The clamp ring or split ring can reduce the clearance to clean.
e) Baffles Baffles are installed on the shell side to give higher heat transfer rate. Besides that, it
also increase turbulence and to support the tubes. There are a few types of baffles
used in heat exchanger such as segmental, segmental and strip and disc and
doughnut. However, the most common used is single segmental. The optimum spacing
between baffles is usually between 0.3 to 0.5 times the shell diameters.
Baffles spacing = 0.3(10.1) = 3.03 m
3.2.3.9 Tube side pressure drop and heat transfer calculation
3.2.3.9.1 Tube side heat transfer coefficient
Prandtl number
= 0.000022 kg/m.s
= 3.66 kJ /kg.K
kf = 0.084 W/m.K
Pr =
= 0.959
The mass flow, Gt of the fluid into the tubes is given as follow:
Gt =
= 1.624 kg / m2.s
= Mass flow rate
= Total area of tubes
Reynold number, Re,

21
Re =
Re = ( )
= 3542 therefore the flow is turbulent
At Re = 3542 jh = 8.5 x 10-2, from Appendix A figure 3.4
From Nusselt number,
Nu =
=
ht =
ht = 591.61 W/ m2. K
3.2.3.9.2 Pressure drop in the tube side
The pressure drop in the tube side is given by:
△Pt = * (
) +
jf is the tube side friction factor and obtained from Appendix A figure 3.3, for Re= 3542,
△Pt = 1[8(5.5x10-2) (10.1/ 0.048) + 2.5](3.98x0.4082/ 2)
△Pt = 31.38 Pa
3.2.3.10 Shell side pressure drop and heat transfer calculation
3.2.3.10.1 Shell side heat transfer coefficient
Cross sectional area, As is given by
As = ( )

22
As = [((0.0627-0.05)5.5x3.03)/ 0.0627
As = 3.2 m2
pt = tube pitch, do = tube outer diameter, Ds = Shell inner diameter, Ib = baffle spacing
Gt =
= 0.807 kg / m2.s
Shell equivalent diameter, de
de =
(
)
de = 1.323 m
Shell side Reynold number, Re
Re =
= 1186.29 < 2300, therefore the flow is considered as laminar.
At Re = 1186.29 and baffle cut off is 30%, the heat transfer factor, jh can be obtained in
Appendix A figure 3.4:
jh = 1.75 x 10-2, Prandtl number,
Pr =
= 6.52 x 10-3
Heat transfer coefficient, hs
ht =
ht = 765.003 W/ m2. K
3.2.3.10.2 Shell side pressure drop calculation
△Pt = * (
) (
)+
△Pt = 2.41x10-3 Pa

23
Table 3.9: Summary of chemical design
SUMMARY OF CHEMICAL DESIGN
Equipment No (tag) R - 101
Description Oxidative dehydrogenation reactor
Type Multi Tubular Fixed bed reactor
Orientation Vertical
Operating Temperature
400 oC
Volume 240.81 m3 Operating Pressure
7 atm
Diameter 5.5 m Residence time 150 sec
Height 10.1 m Cross sectional area
23.76 m2
CATALYST
Volume 144 m3
Weight 88.42 Tonne
Name of catalyst Bismuth Molybdate (Bi-Mo-O)
Particle shape Cross web
TUBE UNIT
Number of tube 7272
Mass flow rate 1.624 kg / m2.s
Length of tube 10.1 m
Outer diameter 0.05 m
Inner diameter 0.048 m
Reynolds number 3542
Heat transfer coefficient 591.61 W/ m2. K
Pressure drop 31.38 Pa
SHELL UNIT
Bundle diameter 4.47 m
Shell diameter 5.5 m
Mass flow rate 0.807 kg / m2.s
Reynolds number 1186.29
Heat transfer coefficient 765.003 W/ m2. K
Pressure drop 2.41x10-3 Pa

24
MECHANICAL DESIGN
OXIDATIVE-DEHYDROGENATION REACTOR (CRV-100)
3.2.5 GENERAL DESIGN CONSIDERATION
From chemical design
Operating pressure = 709.275 Kpa = 7.1 bar
Operating temperature = 400 oC + 273.15 = 673.15 K
Diameter of vessel = 5.5 m = 5500 mm
Height of vessel = 10.1 m
3.2.5.1 Design pressure
In the reaction involving oxidative-dehydrogenation process, the pressure applied is
709.25 kPa. In order to come out with an applicable reactor design that is capable of
coping with the pressure, the design must consider the mechanical properties of the
vessel structure. For safety purposes, the design pressure which known as the
maximum allowable working pressure is designed 10% above the working pressure.
The prevention method is a crucial step in avoiding spurious operating of relief valve
during minor process upsets (Sinnot and Towler, 2009).
P = (Pw) × 1.1
Where: P = Design pressure
Pw = Working pressure
(Source: Coulson & Richardson, 1999)
Thus, the design pressure for this reactor is,
P = (7.1) x 1.1
= 7.81 bar
= 0.78 N/mm2

25
3.2.5.2 Design temperature
The operating temperature for this reactor is 400oC. It is noted that the strength of metal
will decrease with the increasing of temperature for the system. The design temperature
of vessel should be at the maximum working temperature at which equals to the
maximum allowable stress of the metals. Therefore, the maximum allowable stress will
depend on the material temperature including allowance for any uncertainty involve in
predicting the vessel temperature (Source: Coulson & Richardson, 1999).
T = 400 oC + 273.15 = 673.15 K
3.2.5.3 Material Construction
According to Sinnot and Towler (2009), there are several material used for the
contraction of vessel such as plain carbon steel, low and high alloy steels, other alloys,
clad plate and reinforced plastic. The material chosen must take into account the
suitability of the material for fabrication (welding) as well as the compatibility of the
material to the process environment, effect of high and low temperature and the ability
to resist corrosion.
Stainless steel 304 (SS304) is the most suitable and economy friendly type of material
for the construction of this reactor. The stainless steel also had great ability to withstand
corrosion and to cope with high pressure condition at which will increase higher
accountability in safety.
3.2.5.4 Maximum Allowable Stress Design
The design stress for stainless steel 304 (SS304) is show in figure 3.5 (Appendix A) at
the various temperature. The design stress for this at temperature 400 K is:

26
Design stress = 100 N/mm2
Tensile strength = 510 N/mm2
(Source: Coulson & Richardson, 1999)
3.2.5.5 Welded-Joint Efficiency
The welded-joint efficiency is taken as double-welded butt with 100% degree of
radiography is show in figure 3.6 (Appendix A).
Joint efficiency, j = 1.0
3.2.5.6 Corrosion Allowance
The corrosion allowance is additional thickness for material lost by corrosion and
erosion. The minimum corrosion allowance that should be used is 2 mm where the
severe condition is not expected (Sinnot and Towler, 2009).
3.2.6 Design of Thin-Walled Vessel
3.2.6.1 Wall Thickness of Cylindrical
The minimum wall thickness, required to ensure that any vessel is sufficiently rigid to
withstand its own weight and any incidental load. From Sinnot and Towler (2009), the
wall thickness of any vessel should not be less than the value given below, which
includes corrosion allowance of 2mm.
From the chemical design, diameter of vessel is 2.19 m, so the minimum thickness of
vessel include corrosion allowance should not less than 9 mm.

27
For a cylindrical vessel the minimum thickness required to resist internal pressure can
be determine from equation below:
Where: t = Minimum thickness
Pi = Internal pressure
Di = Diameter vessel
f = Design stress
(Sinnot and Towler, 2009)
The minimum thickness of vessel well, t
( )( )
( ) ( )
Add corrosion allowance
( )
So the minimum thickness for the vessel is 23.5 mm.
3.2.6.2 Design of Head and Closure
The ends of a cylindrical vessel are closed by head of various shapes. The types of
head used are;
Domed head
I. Hemispherical heads
II. Ellipsoidal heads
III. Torispherical heads

28
Flat heads
Flat head are commonly used as a cover for manways and channel cover for heat
exchangers. Formed flat ends, also known as flange-only is manufactured by turning
over a flange with small radius on a flat plate. But their application is limited to low-
pressure and small diameter vessel.
For hemispherical head, it is a stronger design compared to the previous two, capable
of resistance about twice the pressure of a torispherical head at the same thickness.
The standard torispherical head are most commonly used for end closure of vessel that
operates above 10 bar of pressure.
It can be used for higher pressure, although the cost will be equivalence to ellipsoidal
head which usually proven to be less economical. The ellipsoidal head design however
have proven that it can be the most economical comparing to the other type head
design.
Figure A-3 in appendix A is show the figure type of domed head (Sinnot and Towler,
2009). Since the operating pressure in this reactor is 7.1 bar, the comparison will not
include flat head design due to its most application for low pressure vessel design.
i. Hemispherical head
Thus;
( )( )
( ) ( ) ( )
Add corrosion allowance
( )

29
ii. Ellipsoidal head
Thus;
( )( )
( ) ( ) ( )
Add corrosion allowance
( )
iii. Tori spherical head
Crown radius, Rc = D = 5.5 m
Knuckle radius, Rk = (6% from Rc) = 0.3314 m
A head of the size would be formed by pressing: no joints added, so j =1
Thus,
( )( )
( )( ) ( )

30
Adding corrosion allowance
( )
Based on the calculation for comparison above, ellipsoidal head is used for this reactor.
It is due to consideration regarding economical aspect that showcase ellipsoidal head to
be the most economical and closest to the vessel thickness is 23.5 mm.
3.2.6.3 Design of Vessel Subject To Combine Loading
The pressure vessel should be designed to withstand the worst combination of load
without failure (Sinnot and Towler, 2009).
3.2.6.3.1 Total Weight of Vessel
The weight of a cylindrical vessel with domed end and uniform wall thickness can be
estimated from the following equation:
( )
Where:
Wv = Total weight of the reactor, excluding internal fitting
Cv = A factor to account for the weight of nozzles, internal supports. Weight
factor take as 1.15
Dm = mean diameter of vessel, Dm = Di + (t × 103) = 2.19 + (0.013) = 2.203
m
Hv = Height or length between tangent line = 6.57 m
t = Wall thickness = 13 mm
i. Dead weight, Wv

31
( )( )( ( ))
(Source: Sinnot and Towler, 2009)
ii. Weight of Insulator, W i
Material used for insulator is mineral wood.
Assume the insulation thickness ,ti = 50 mm
Density of mineral wood = 130 kg/m3
Thus, volume of insulator, Vi
Vi = πDiHvt
= π (2.19m)(6.57m)(50x10-3m)
= 8.73 m3
The weight of insulator, Wi
Wi = Viρg
= (8.73 m3)( 130 kg/m3)(9.81)
= 11127.98 N
= 11.13 kN
Double this value to allow for fitting = 2(11.13 kN)
= 22.26 kN
iii. Dead Weight of cooling water (Shell side), Wcw
Wcw =
Wcw = (π x 1000 x 5.52 x 9.81 x 10.1)/4
Wcw = 23.33 kN

32
iv. Weight of catalyst, Wc
Wc = Mcg
Wc = (147000 kg) x 9,81
Wc = 1442070 N
Wc = 1442 kN
v. Weight of fluid in tube side
Wf =
Wf = 5189.19 N = 5.189 kN
vi. Weight of tube
Wt = Nt π(
)
Wt = 3549kN
Total weight, Wt
WT = Wv+ Wcw + Wi + Wc+Wf+Wt
= +3549kN
= 5559.04 kN
Take 5% the total weight vessel as allowance, so
WT = 2110.54 kN
3.2.6.3.2 Wind Loading
(
)
= 17(
) = 136 N/m2

33
Loading per unit length of reactor, Fw
Fw = PwDeff
Where,
Deff = Effective reactor diameter
= Diameter shell + 2(t+ ti)
= 5.5m + 2(23.5 + 50) x 10-3
= 5.647m
Thus,
Fw = (136 N/m2)( 5.647 m)
= 767.48 N/m
= 0.767 kN/m
Bending moment
Mx = Fw X2
2
Where,
X = distance measure from the free end = 10.1m
So, Mx = (767.48 N/m)x(10.1m)2
2 = 39145.31 Nm = 39.145 kN/m
i. Analysis of stress
At bottom tangent line
Longitudinal stresses:
ζL =
= ( )( )
( )

34
= 41.54 N/mm2
Circumferential stresses
ζh =
= ( )( )
( )
= 82.91 N/mm2
Dead weight stress:
ζw =
( )
=
( )
= 1.27 N/mm2 (compressive)
Bending stress:
D0 = Di + 2t
= ( )
= 5547 mm
Iv =
(
)
=
[( ) ( ) ]
= 1.56
ζb =
(
)
=
(
) =
Resultant longitudinal stress, ζz
ζz =
a) ζz (upwind) =
= ( )
= 40.270 N/mm2

35
b) ζz (upwind) =
= ( )
= 40.269 N/mm2
40.270 40.269
82.91 82.91
(a) (b)
Differences = 89.21– 40.270 Differences = 89.21 – 40.269
= 48.94 N/mm2 = 48.941 N/mm2
Therefore, we choose greatest difference between the principal stresses will be on up-
wind (b), below the maximum allowable design stress
Differences = 48.941 N/mm2 < 100 N/mm2 (max allowable stress), Justified.
3.2.6.3.3 Design Vessel Support
The support of a vessel is either in horizontal or vertical and it is designed to carry the
total weight of the vessel and withstand any superimposed load. The design of vessel
will depend on the size, shape; design pressure and design temperature; vessel
location and arrangement either internal or external fitting including attachment. Saddle
support, skirt support, bracket and lugs are the type of vessel support that can be
considered in determining which type is appropriate for the vessel design. Saddle
support usually used for horizontal vessel which will include mounting on two saddles
and it is usually appropriate for vessel with lower weight. Skirt support on the other
hand is used for tall and vertical column such as distillation column. Bracket or lugs
vessel supports are applicable for all type of vessel and it is simple to construct. Since,

36
this reactor is design in vertical, bracket or lugs have been used to be supported on
legs (Sinnot and Towler, 2009).
Since there are 4 legs to support, the total weight of vessel 2110.54 kN is divide into for
four in order to get the maximum design load per bracket, Fbs .
Thus, Fbs = 5559.4 kN 4 = 1389.84 kN Design stress,f for carbon steel at 25oC is 135 N/mm2 from table A-1 (Appendix A)
Area of bracket, A = Fbs/f
(Hibbler,2011) = 1389.84x103 kN / 135N/mm2
= 10295.1 mm2
Thus, diameter for bracket
10295.1 mm2 = D2
D = 101.5 mm
The thickness of the bracket is taken to be similar as the thickness of wall vessel which
is 23.15 mm
3.2.6.3.4 Catalyst Support
The catalyst support is the material used to support the catalyst so that it will stay on its
position. The material used depends on the suitability towards the reaction and
definitely it is inert material. From Kamariah et. al., circular woven stainless steel wire
mesh is used. The assumption made for catalyst support selection is the same material
is employed for this reactor where the wire mesh will be place under each tube. The
dimension of the wire mesh is shown in figure 2.2 below:
Figure 3.5: Dimension of Catalyst Support

37
3.2.6.3.5 Baffles Design
Baffles are installed on the shell side to give higher heat transfer rate. Besides that, it is
also increase turbulence and to support the tubes. From chemical design, the baffle
spacing is 3.03 m.
Therefore, number of baffles is 3.
3.2.6.3.6 Bolt Flanged Joint
Flanged joint are used for connecting pipe and instruments such as vessel, pump and
valve. Besides that, it also used for manhole cover and for removable vessel heads
when ease of access is required. Flanged also be used in vessel body, if it is necessary
to divide the vessel into a section for transport or maintenance. The range size of
flanges from few millimeters for small pipes to several meters diameter for used as a
body.
3.2.6.3.7 Selection of Flange
There are several different types of flange used in the process industries for various
applications. The types of flange are welding-neck flange, slip-on, hub and plate types
flange; lap-joint flange, screwed flange and blank or blind flange. Figure 1.1 shows the
flange type.
Figure 1.1 Type of flange

38
For this reactor, welding-neck flange are chosen due to its suitability for extreme service
condition since the operating temperature is rather high. Then, for the flange face,
narrow-faced flanges have been chosen as it is the most commonly used type of flange
for process equipment.
3.2.6.3.8 Piping selection
For stainless steel, the pipe sizing can be determined by using the equation below
d optimum = 260 G0.53 ρ-0.37
Where; G = Flow rate fluid in the pipe, kg/s ρ = Density of fluid, kg/m3
Inlet feed for Stream 6
G = 23.14 kg/s
ρ = 3.98 kg/m3
So,
d optimum = 824.4 mm
Outlet feed stream 7
G = 23.4 kg/s
ρ = 3.85 kg/m3
So,
d optimum = 839.53 mm
Inlet water for cooling
G = 2.68 kg/s
ρ = 1000 kg/m3
So,
d optimum = 34.04 mm

39
Outlet water for cooling
G = 2.56 kg/s
ρ = 834 kg/m3
So,
d optimum = 35.52 mm

40
3.2.7 SUMMARY FOR MECHANICAL DESIGN
Table 3.12: Summary of Mechanical Design Item
Equipment No (tag) CRV - 101
Description Oxidative-dehydrogenation reactor
PARAMETER VALUE UNIT
Design Pressure 7.81 Bar
Design Temperature 400 oC
Material of Construction Stainless steel 304 NA
Design Stress 100 N/mm2
Design Vessel Dimension
Inner diameter 5.5 m
Outer diameter 5.5235 m
Shell thickness 0.0235 m
Domed End
Type Ellipsoidal NA
Domed End Thickness 0.022 m
Vessel Support
Type Bracket NA
Material Plain Carbon Steel NA
Design Stress 135 N/mm2
Design per bracket, Fbs 1389.84 kN/mm2
Diameter for bracket,D 0.101 m
Dead Weight of Vessel and its contents
Dead weight of vessel 517300 N
Weight of tubes 3549279 N
Weight of cooling water 23330 N
Weight of catalyst 1442000 N
Weight of fluid 5189 N
Weight of insulator 22260 N
Total weight 1454000 N
Wind
Wind pressure 444.48 N/m2

41
Wind Loading 2333.5 N/m
Bending Moment 21573.2 N/m
Piping selection and Flanges
Types of Flanges Welding-neck NA
Sized piping Inlet (Stream 6) 824.4 mm
Sized piping Outlet (Stream 7) 839.53 mm
Sized piping water inlet (Shell) 34.04 mm
Sized piping water outlet (Shell) 35.52 mm

42
3.2.8. Reference
Li Wang1, B. P. (2013). Mesostructural Bi-Mo-O catalyst: correct structure leading to high
performance. Shanghai.
Naoki Ikenaga, S. O. (2012). Oxidative Dehydrogenation of 1-Butene with Lattice Oxygen of V-
Mg-Al Complex Oxide. Oxidative Dehydrogenation of 1-Butene with Lattice Oxygen of
V-Mg-Al Complex Oxide, 1-7.
S. Afandizadeh, E. F. (2000). Design of packed bed reactors: guide to catalyst shape, size and
loading selection. Applied Thermal Engineering 21, 1-14.
Shell. (1964). Patent No. 3,159,688. United States of America.
Shell, O. (1964, December 1). Patent No. 3159688. United States of America.
Umich. (2010). Comparison Between Packed Bed Reactor with Fluidized Bed Reactor. Retrieved
December Tuesday, 2014, from
http://www.umich.edu/~elements/5e/asyLearn/bits.htm:
http://www.umich.edu/~elements/5e/asyLearn/bits.htm

43
APPENDIX A
Figure 3.3 Shell side heat transfer factor table

44
Figure 3.4 Tube side heat transfer factor table

45
Figure 3.5 Typical maximum allowable stress table
Figure 3.6 Maximum allowable joint efficiency table