Upload
dzari6738
View
26
Download
0
Embed Size (px)
Citation preview
Section 2
Process and Equipment Description
20-3Copyright 2006 Water Environment Federation.
INTRODUCTION
The activated-sludge process is a suspended-growth process, predominantly aerobic, thatmaintains a high microorganism population (biomass) by means of solids recycling fromthe secondary clarifier. The biomass converts biodegradable organic matter and certaininorganic compounds into new cell biomass and products of metabolism. Biomass is sep-arated from the treated wastewater in the clarifier for recycling or wasting to solids-handling processes. Preliminary treatment processes precede the activated-sludge systemand primary treatment is typically used in all but some of the smaller treatment facilities.
DESCRIPTION OF UNIT PROCESSES
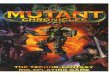
BASIC SYSTEM COMPONENTS. Figure 20.1 presents a general schematic of aconventional flow-through activated-sludge process. In the conventional flowsheet(see section on Process Variations for other system configurations) influent waste-water and recycled biomass are first combined, mixed, and aerated in a biological reac-tor. The contents of the biological reactor is referred to as mixed liquor and consists ofmicroorganisms; and biodegradable and nonbiodegradable suspended, colloidal, andsoluble organic and inorganic matter. Particulate matter is referred to as mixed liquorsuspended solids (MLSS) and the organic fraction is called mixed liquor volatile sus-pended solids (MLVSS).
Microorganisms consist primarily of organic matter (70 to 80%) and are often mea-sured as MLVSS, although it must be emphasized that a fraction of the MLVSS is inert
organic matter including organisms that are no longer viable (living and actively me-tabolizing). The system is referred to as an open culture system in which the organismsare in a dynamic state of change depending on external environmental conditions (seeMicrobiology and Biochemistry below).
Wastewater components are biodegraded, sorbed, or remain untreated (recalcitrantor nondegradable) in the biological reactor. After sufficient time for appropriate bio-chemical reactions, mixed liquor is transferred to a settling reactor (clarifier) to allowgravity separation of the MLSS from the treated wastewater. Settled solids are then re-turned (return activated sludge [RAS]) to the biological reactor to maintain a concen-trated biomass for wastewater treatment. Because microorganisms are continuously syn-thesized in the process, some of the MLSS must be wasted from the system. Wasting isaccomplished by diverting a portion of the RAS or biological reactor solids (waste acti-vated sludge [WAS]) to solids-handling processes. Sludge wasting strategies are used toincrease, decrease, or maintain a selected biomass concentration in the system. This is aprincipal mechanism used for process control.
The basic activated-sludge system consists of a number of interrelated components
A single biological reactor or multiple reactors designed for completely mixedflow, plug flow, or intermediate patterns of flow designed to achieve carbona-ceous organic matter removal. If required, these may also provide ammonia ox-idation, nitrogen removal, and phosphorus removal depending on target ef-fluent requirements. The primary biological reactors may be preceded by anaerated, anoxic, or anaerobic selector reactor designed to control bulking, denitrify,or select polyphosphate uptake microorganisms to promote enhanced phospho-rus removal.
20-4 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
FIGURE 20.1 Schematic diagram of a typical activated-sludge process.
An oxygen source and equipment to disperse atmospheric, pressurized, or oxy-gen-enriched air into the biological reactors at a rate sufficient to maintain a pos-itive mixed liquor dissolved oxygen (DO) concentration.
A means to appropriately mix the biological reactor contents to ensure suspen-sion of the MLSS without shearing the floc.
A clarifier to separate, and possibly thicken, the MLSS from the treated waste-water.
A method of collecting settled MLSS within the clarifier and returning it to thebiological reactors.
A means of wasting MLSS from the system.
Activated-sludge system designs are based on the hydraulic retention time (HRT)in the biological reactor, the amount of time biomass is retained within the system(mean cell residence time [MCRT]), the organic loading, and the organic load (food) tobiomass (microorganism) ratio (F:M).
MICROBIOLOGY AND BIOCHEMISTRY. The activated-sludge process con-sists of a mixture of flocculated bacteria, fungi, protozoa, and rotifers maintained in sus-pension by aeration and mechanical mixing. The primary branches of biology that arerelevant to designers and operators of activated-sludge processes are the naming andclassification of organisms (taxonomy), their metabolic activities (physiology), and theirinterrelationships with the surrounding environment (ecology). Taxonomy to the non-biologist is the most difficult of these branches. Organisms are often classified on the ba-sis of their physical characteristics and metabolic activities. Identification of organismsis important in diagnosing problems in the process, but this is often left to biologists.The operator can, however, become acquainted with the most commonly occurring or-ganisms in the process and use simple techniques for identifying important groups oforganisms that may effect the process. For example, the use of microscopic techniquesto identify filamentous organisms in activated sludge has proved useful in diagnosingand controlling bulking problems (U.S. EPA, 1987a, and Jenkins et al., 1993).
The functioning and activity of organisms (physiology) is important in determiningthe role of the consortium of organisms in the process. Classification is often based on en-ergy source, cell carbon source, and requirement for oxygen. Organisms that use sunlightas their primary source of energy are called phototrophs and all others, using chemicalsas a source of energy, are chemotrophs. Organisms that use inorganic carbon (carbondioxide, CO2) are referred to as autotrophs and those using organic carbon are het-erotrophs. The energy flow within the organism during metabolism is important relativeto the amount of energy that is captured and the products of metabolism. Energy flows
Activated Sludge 20-5
Copyright 2006 Water Environment Federation.
by means of enzymatic-mediated electron transport from the electron donor (sources ofenergy) to the final electron acceptor. When the final electron acceptor is oxygen, the re-action is aerobic. If the final acceptor does not involve an external electron acceptor suchas oxygen, the metabolism is referred to as fermentative and the organism carrying outthe reaction may be referred to as an anaerobe. Organisms may also use external, inor-ganic electron acceptors; the most notable being those that use nitrates and sulfates.These reactions are anaerobic, but are often referred to as anoxic. Thus, organisms maybe classified as aerobic or anaerobic depending on the final electron acceptor. Many or-ganisms may be active in both the presence and absence of oxygen (facultative).
The qualitative biochemical reaction that occurs in the process may be expressed as
Food + Nutrients + Organisms + Electron acceptor New organism + products (20.1)
More specifically, for a chemoheterotrophic aerobic reaction that would be common inactivated sludge systems, the general (unbalanced) expression might be
Organic matter + Oxygen (O2) + Nutrients + Microbes New microbes + CO2 + Water (H2O)
(20.2)
For a chemoautotrophic aerobic reaction occurring in nitrifying systems, the over-all expression, which consists of a two-step process, might be
Ammonium (NH4+) + O2 + CO2 + Biocarbonate (HCO3
) + Microbes New microbes + H2O + Nitrate (NO3
) (20.3)
Finally, a chemoheterotrophic anoxic reaction that might take place in the clarifieror in a dedicated anoxic zone of the biological reactor once nitrate is present might beexpressed as
NO3 + Organic matter + Carbonic acid (H2CO3) +
Microbes New microbes + Nitrogen (N2) + H2O + HCO3 (20.4)
It should be emphasized that the reactions described above represent the overallreaction taking place as a result of the composite metabolism of the entire consortiumof organisms found in the process. The reactions shown are the result of many meta-bolic steps but consist of two general metabolic processessynthesis and respiration.Synthesis is an energy-consuming reaction and results in the production of new bio-mass. Respiration is an energy-yielding reaction that is linked to synthesis by an im-
20-6 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
portant series of energy transfers. The amount of biomass produced and the characterof the products of respiration depend on the terminal electron acceptor. Aerobic reac-tions are the most efficient, resulting in high biomass yields and low-energy productsthat are highly stabilized. Anaerobic reactions are the opposite, producing low biomassyields and poorly stabilized products. Anoxic reactions fall in between, depending onthe acceptor. Synthesized biomass and storage products may serve as an energy sourceto microbes in the system. This metabolism is often referred to as endogenous respira-tion (respiration of internal reserves as contrasted with exogenous respiration that in-volves external sources of food). Endogenous respiration reduces the total biomassyield of the process and becomes more predominant as the solids retention time (SRT)increases (low loaded, low F:M systems). However, such biomass decreases are at theexpense of additional energy consumption (higher oxygen requirements).
Knowledge of the organisms present in the process and the nature of the bio-chemical reactions that are occurring is important, but the interrelationships betweenorganisms and factors controlling growth and activities of the consortia (ecology) isneeded to understand system operation. The process is an open system, creating a dy-namic environment of microorganisms. The mix of organisms found in the process isselected by the environmental conditions produced in the system and by the inter-actions among organisms. This selection, or enrichment, results in a rigorous culturethat may change rapidly as conditions change because of the rapid rates of growth ofmicroorganisms. Among the important enrichment factors found in the process arethe operational conditions such as residence time, settling, and recycling that promotebiomass separation; characteristics of the wastewater including carbon/nitrogen/phosphorus ratios and toxicity; environmental conditions including pH, temperature,DO concentration, and mixing intensity; and reactor configurations that may affect nu-trient and DO concentrations or compositions.
An important feature of the activated-sludge microbial system is its ability to sep-arate by gravity under quiescent conditions. This property is achieved by selecting theculture that settles, recycling the settled sludge, and operating the process under load-ing conditions that will select for a flocculent culture. Similarly, if nitrification is de-sired, process loading, MCRT, and HRT are provided to select for the autotrophicnitrifying organisms. Enhanced biological-phosphate uptake is achieved by selectingappropriate populations by holding the population in an anaerobic selector.
Through design and operation, treatment objectives may be achieved by this fun-damental concept of enrichment. However, not all observed enrichment reactions areconsciously selected. Bulking, or poor settling, is an example of an undesirable selec-tion of an organism population that continues to challenge operators. Many types ofpoor separation problems may arise. These include dispersed growth (no flocculation
Activated Sludge 20-7
Copyright 2006 Water Environment Federation.
or deflocculation), pin floc, bulking, rising sludge blanket, and foaming or scum for-mation (U.S. EPA, 1987a, and Jenkins et al., 1993). Typically, these problems are causedby undesirable selection processes that sometimes may not be easily controlled. The in-corporation of a selector provides a means of selecting microorganisms with good set-tling characteristics, thereby interfering with the overgrowth of undesirable, poorlysettling organisms. Operational adjustments are also used to enhance the developmentof good-settling floc.
BASIC PROCESS GOALS
The activated-sludge process may be designed and operated to remove carbonaceousbiochemical oxygen demand (CBOD), to oxidize ammonia to nitrates, to remove nitro-gen compounds, or to remove phosphorus. The design of the system must provide foradequate biological reactor size, oxygenation capacity, and separation facilities toachieve the effluent target requirements. The design of these systems is beyond thescope of this manual, but may be found in Design of Municipal Wastewater TreatmentPlants (WEF, 1998).
The following sections will address some of the process goals for each of the de-sign objectives cited above.
CARBONACEOUS BIOCHEMICAL OXYGEN DEMAND REMOVAL.The CBOD represents all carbon-based organic matter in the wastewater that isbiodegradable, measured as BOD. It is important to note that the five-day BOD (BOD5)represents only a fraction of the biodegradable carbonaceous organic components inthe wastewater (typically, 60 to 65%). The BOD consists of both soluble (dissolved) andparticulate fractions. The soluble fraction is often consumed rapidly once in contactwith the MLSS. The particulate fraction may sorb rapidly to the biomass and degradeat a rate that depends on its composition. The biological reactor sizing depends on boththe rate of BOD uptake and the rate of its degradation. High biomass concentrationsare desirable and can result in smaller reactor sizes. However, there is an upper limit tobiomass concentration that can be achieved in a given plant based on the oxygen-trans-fer capacity of the system and the size of the clarifiers. Systems are occasionally de-signed with oxygen-enriched air processes and oversized clarifiers to reduce biologicalreactor size, but cost considerations often dictate an optimum size of all components ofthe system.
Oxygen transfer is an important element of the system. Oxygen must be suppliedat a rate equal to demand. Oxygen demand is determined from BOD and nitrogenmeasurements (if nitrification is anticipated) but recall that BOD5 values are inappro-
20-8 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
priate measures of the total carbonaceous demand. Long-term BOD measurements orestimates of total oxygen demand must be provided for accurate estimates. It shouldalso be noted that nitrogenous oxygen demand (nitrification reactions) is often mea-sured as a portion of BOD in analytical determinations. Addition of nitrification in-hibitors may be used to separate carbonaceous and nitrogenous demand measure-ments, if required. Variability in oxygen demand occurs both with time and distance inthe biological reactor (often referred to as temporal and spatial variation). Sufficientoxygenation capacity must be available to meet much of this variation if a high-qualityeffluent is required and to avoid selection of undesirable microbial populations.
With a typical municipal wastewater, a well-designed and operated activated-sludge system should achieve a CBOD effluent quality of 5 to 15 mg/L. Effluent sus-pended solids (SS) should also typically be less than 15 mg/L. Note that effluent SSmay include a significant fraction of CBOD. To achieve consistent BOD and total sus-pended solids (TSS) concentrations less than 5 mg/L, some type of tertiary treatmentwould be required.
NITRIFICATION. The oxidation of ammonia to nitrate is primarily carried out byautotrophic bacteria in a two-step process (Equation 20.3). The ammonia-oxidizingbacteria obtains its energy by oxidizing ammonia to nitrite and the nitrite-oxidizingbacteria by oxidizing nitrite to nitrate. These reactions produce little energy; therefore,populations of nitrifiers in activated sludge are small (recall that energy is required tosynthesize biomass, in this case from inorganic carbon). It is for this reason that for ni-trification to occur the activated-sludge process must be designed and operated athigher SRTs and longer detention times to ensure that nitrifiers do not wash out of thesystem. Nitrification processes may be designed as a combined system where bothCBOD removal and ammonia oxidation can take place or in two-stage systems whereCBOD removal is achieved in the first stage and nitrification is achieved in the second.There are advantages and disadvantages to either, which will be discussed later in thissection. See the U.S. Environmental Protection Agency design manual on nitrogen con-trol (1993) for more information on nitrification processes.
The oxygen demand for complete nitrification is high. For typical municipalwastewater facilities, nitrification will increase the required oxygenation facilities by30 to 40% of that required for CBOD removal. Nitrification will require approximately4.6 mg oxygen/mg ammonia-nitrogen oxidized. The DO concentrations in mixedliquor affect the rate of nitrification. Nitrification rates decrease with decreases in DO.Typically, the DO concentration should range from 2 to 3 mg/L for good nitrificationperformance, although a minimum DO of 0.5 mg/L is acceptable under peak loadingconditions.
Activated Sludge 20-9
Copyright 2006 Water Environment Federation.
Optimum growth of nitrifiers has been observed in the pH range of 6.5 to 8.0 al-though effective nitrification has been reported for systems outside this range. Duringnitrification, mineral acidity is produced (NO3
). If insufficient alkalinity is present, thesystem pH will drop and nitrification will slow. Approximately 7.1 mg of calcium car-bonate (CaCO3) alkalinity is consumed per milligram of ammonia-nitrogen oxidized.A residual alkalinity of 50 to 100 mg CaCO3/L is recommended for stable operation.Supplemental alkalinity may be provided through chemical additions of lime, sodaash, or magnesium hydroxide.
While nitrification occurs over a wide range of temperatures, a reduction in tem-perature will decrease the rate of reaction. As a result, in colder climates, MCRTs areraised to accommodate the lower nitrification rates. In warmer climates, nitrificationhas been observed at MCRT values of 3 days or less, whereas in colder climates MCRTvalues greater than 20 days may be required to achieve effective nitrification.
Nitrification systems for municipal wastewater can achieve greater than 90%removal of ammonia, producing ammonia concentrations less than 1 mg N/L. (U.S.EPA, 1993).
NITROGEN REMOVALDENITRIFICATION. Denitrification is a one-stepbiological process that reduces nitrate-nitrogen to nitrogen gases (Equation 20.4). Thegases of nitrogen (N2, and other nitrogen oxides) produced in the process will be re-leased from solution, thereby causing a reduction in system nitrogen. A number of mi-croorganisms can affect this reaction, all readily present in most municipal wastewater.These organisms are heterotrophic, requiring organic matter for growth. They are ca-pable of using oxygen or nitrate as their terminal electron acceptor and thermodynamicconsiderations favor oxygen. Therefore, the process of denitrification must take place inthe absence of DO and in the presence of organic matter. This is typically provided inthe activated-sludge process through the design of an anoxic zone in the biological reac-tor system. Organic carbon, such as methanol, may be added as a supplemental carbonsource, or may be provided by influent wastewater CBOD from a side stream. It shouldbe noted that denitrification may take place inadvertently in the anoxic sludge-settlingzone of the clarifier (sometimes causing rising sludge) or in the sludge return (RAS)channels. Denitrification of municipal wastewater requires that ammonia first be oxi-dized to nitrate. Municipal wastewater nitrificationdenitrification systems using acti-vated sludge are numerous. They may be single-sludge systems that incorporate CBODremoval, ammonia oxidation, and nitrate reduction in a number of steps using oneclarification process; or they may be phased systems (separate stage) with individualsludges for each of the processes. Several process variations will be described below.
20-10 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
See the U.S. EPA design manual on nitrogen control (1993) for more information on ni-trogen-removal processes and their performance.
Denitrification processes are temperature sensitive, decreasing with decreasedtemperature. Adjustment in system MCRT may be required in colder climates to en-sure adequate denitrification. The process generates alkalinity, 3.6 mg CaCO3 alkalin-ity/mg nitrate-nitrogen reduced. Because denitrification may reduce total process oxy-gen requirements, some credit for this may be taken. Theoretically, 2.86 kg oxygendemand is satisfied per kilogram (2.86 lb/lb) of nitrate-nitrogen reduced to nitrogengas (U.S. EPA, 1993).
Separate-stage and single-sludge denitrification processes can both achieve highremoval of nitrogen, on the order of 85 to 95% for municipal wastewater.
BIOLOGICAL PHOSPHORUS REMOVAL. In the conventional activated-sludge process for municipal wastewater, the biomass will uptake phosphorus forgrowth and metabolism in a way that approximately 2% of the biological sludge masson a dry weight basis is phosphorus. Phosphorus cannot be transformed to a volatilegas, therefore its removal is achieved by sludge wasting. Thus, wasting in a conven-tional plant may result in 10 to 30% removal of phosphorus. The activated-sludgeprocess may be managed, however, to select for a population of microorganisms thatwill store excessive quantities of phosphorus, in the range of 3 to 6%. Wasting of thisphosphorus-enriched sludge can result in effluent phosphorus concentrations less than1 mg P/L.
The selection process involves an anaerobic step that results in the release ofstored phosphate followed by an aerobic step in which the organisms consume largeamounts of phosphorus. In the anaerobic phase, soluble CBOD is consumed by theorganisms and stored as organic polymers as a future source of energy. The energyrequired for this storage step is provided by excess phosphorus stored as polyphos-phates in the aerobic stage. As energy is released in the anaerobic phase, the phos-phates are released to solution. Once entering the aerobic zone, energy is produced bythe oxidation of the stored organic carbon products and polyphosphate storage is initi-ated by the organism (U.S. EPA, 1987b, and WEF, 1998). There are many organisms ca-pable of storing excess amounts of phosphorus in their cells. These polyphosphate-storing organisms are found in wastewater and can be easily selected for with propersystem design and operation.
Biological phosphorus removal (BPR) processes for activated-sludge systems will bedescribed below. With proper design and operation, a BPR system should produce efflu-ent phosphorus concentrations less than 2 mg/L and often less than 1 mg/L. Because
Activated Sludge 20-11
Copyright 2006 Water Environment Federation.
phosphorus in the cell mass is high, careful attention must be paid to achieving low con-centrations of volatile suspended solids (VSS) in BPR system effluents (U.S. EPA, 1987b).
PROCESS VARIATIONS
The activated-sludge process has been designed in many different modifications. Theprocess modification selected depends on the treatment objectives, site constraints, op-erational constraints, client preferences, and design engineer preference and experi-ence, among others. The process can be categorized by loading rates, reactor configu-ration, feeding and aeration patterns, and other criteria including numerous biologicalnutrient removal (BNR) processes.
LOADING RATES. The activated-sludge process is often classified on the basis ofloading rate. The loading rate may be expressed as a volumetric loading rate, MCRT, orF:M. Table 20.1 shows a typical range of loading rates for conventional, high-rate, andlow-rate (often called extended aeration) systems. Within these three loading ranges,the reactor configuration, number of reactors, and aeration and feed patterns can be se-lected to achieve the target treatment level. Hydraulically, they can be designed as ei-ther a continuous-flow process or a batch-flow system.
Conventional systems provide BOD5 removal efficiencies of 85 to 95% and typi-cally carry MLSS concentrations varying from 1000 to 3000 mg/L. At conventionalloading, some nitrification may occur, especially in warmer climates. This results inhigher than estimated oxygen demands and may cause sludge flotation in the finalclarifiers. Nitrification can be limited by decreasing the MCRT (increasing F:M).
Low-rate systems are typically used for low flows and are characterized by highoxygen requirements and low sludge production rates. These systems are claimed to
20-12 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
TABLE 20.1 Typical process loading ranges for the activated-sludge process.
Volumetric loading,kg BOD/m3 F:M, kg/kg d
Loading range MCRT, d (lb BOD/1000 cu ft) (lb/lb d)
High rate 13 1.6016.0 0.51.5(1001000) (0.51.5)
Conventional 515 0.320.64 0.20.5(2040) (0.20.5)
Low rate 2030 0.160.40 0.050.15(1025) (0.0501.5)
be more stable and thus require less operational attention. Typically, BOD removalefficiencies range from 75 to 95% and nitrification is complete. However, these systemsmay suffer from significant excursions of effluent suspended solids because of poorflocculation (pinpoint floc) and clarifier denitrification.
High-rate systems are often used as pretreatment processes in staged biologicaltreatment systems and are also used where only carbonaceous BOD removal is re-quired. They are characterized by low oxygen requirements and somewhat higher thannormal sludge generation compared to conventional plants. The process may produceBOD removal efficiencies over a wide range, from less than 50% to as high as 95% de-pending on loading rate and waste characteristic. Sludge settling can be a problem athigh loading when flocculation does not effectively occur.
REACTOR CONFIGURATION. Reactor configuration deals primarily with thehydraulic characteristics of the process. Continuous-flow systems are often categorizedas ideal plug-flow or completely mixed systems, although most operate in a nonidealflow regime somewhere between the two. Batch systems behave like ideal plug-flow sys-tems with respect to biological process performance; the reaction time for batch is inter-changeable with the spacetime for the plug-flow reactor.
Ideal Complete Mix. Ideal, completely mixed flow implies that the composition of themixed liquor is the same throughout the reactor volume. The influent wastewater im-mediately and completely mixes with the reactor contents so that the concentration ofa given component is the same as the effluent concentration. As a result, the mixedliquor oxygen uptake rate, DO, soluble BOD, VSS, TSS, nitrogen species, phosphorusconcentrations, pH, temperature, and other characteristics are identical throughout thereactor. Because the concentrations of BOD are at the target effluent concentrations forthe process, the system has the capability of attenuating wide swings in effluent con-centration. Completely mixed flow is difficult to achieve, although the use of square orround reactors with intense mixing can approximate the condition. As discussed later,it can also be approximated by providing multiple feed points along the reactor pe-riphery. Aeration is provided uniformly throughout the reactor by mechanical aerationequipment or diffused aeration.
There are several disadvantages to completely mixed reactors. They are oftenplagued by filamentous bulking problems. This can be overcome, in part, by using se-lectors, which provide short term conditioning of the RAS and influent wastewaterahead of the biological reactor, (see Selectors below). Theoretically, the process alsosuffers because degradation kinetics are slower than in plug-flow systems, requiringlonger reactor retention times to achieve comparable effluent quality. These systems are
Activated Sludge 20-13
Copyright 2006 Water Environment Federation.
often used for low-rate applications or for treating industrial or industrialmunicipalwastewater where large variations in load are anticipated.
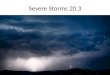
Ideal Plug-Flow. In an ideal plug-flow system, the fluid particle entering the systemwill move uniformly along the reactor length without dispersing in the fluid (Figure20.2). The particle will remain in the reactor for a time equal to the theoretical detentiontime (Volume [V]/Volumetric flow [Q], V/Q). As a result, the concentration of BODand the oxygen uptake will decrease along the reactor length. The TSS and VSS will in-crease along the reactor length as biomass is produced. This type of flow is approxi-mated by long, narrow reactors with length-to-width ratios greater than 10. Plug-flowmay also be simulated by basins-in-series or by folding rectangular reactors. Like thecomplete-mix configuration, it is not practical to produce a true plug-flow system.
By definition, this configuration results in high organic load and oxygen uptakerates at the inlet to the reactor. Oxygen-transfer devices must be capable of high masstransfer at the inlet. Distribution of oxygen along the reactor may be tapered to followoxygen demand. Theoretically, the plug-flow reactor delivers the highest removal rateper unit volume. It is also less susceptible to filamentous bulking provided that suffi-cient DO is present at the inlet.
Reactors-in-Series. The reactors-in-series configuration is described as two or morecompletely mixed reactors operating in a series configuration. It can be approximatedwith baffles or by folding reactors in a sinusoidal fashion. This configuration, withthree or more reactors-in-series, attempts to simulate a plug-flow condition that has akinetic advantage over mixed-flow systems as mentioned above. This configurationalso seems to mitigate filamentous bulking.
20-14 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
FIGURE 20.2 Plug flow activated-sludge process with folded biological reactor.
Activated Sludge 20-15
Copyright 2006 Water Environment Federation.
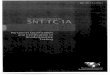
Sequencing Batch Reactors. A sequencing batch reactor (SBR) is a fill-and-draw acti-vated-sludge system in which both steps of aeration and clarification take place in thesame reactor. Settling occurs when the air and mixers are turned off and a decanterprovides for the withdrawal of treated effluent. Discrete cycles are used during pre-scribed, programmable time intervals, and MLSS remains in the reactor during all cy-cles. For conventional systems, there are five steps that are carried out: fill, react, settle,decant, and idle (Figure 20.3a). As a result of the batch nature of the process, flowequalization and multiple reactors must be provided to accommodate continuous-flowoperation. Mixing and aeration are provided by equipment similar to that found inconventional continuous-flow plants. Specially designed decanters are provided for ef-fluent withdrawal. An intermittent-cycle extended-aeration system allows influent tobe fed continuously to the reactor for all cycles (Figure 20.3b), but effluent is withdrawnintermittently.
The SBR is typically designed for small-flow applications, 4000 m3/d (1 mgd) orless, often as extended-aeration systems. Some larger installations have been built,however, ranging in size from 150 000 to 700 000 m3/d (40 to 185 mgd). The process iseasily adaptable to BNR by programming different sequences of cycles.
Oxidation Ditch. In the typical oxidation ditch, mixed liquor is pumped around anoval or circular pathway by brushes, rotors, or other mechanical aeration devices andpumping equipment located at one or more points along the flow circuit (Figure 20.4).The mixed liquor is moved at a velocity of 0.24 to 0.37 m/s (0.8 to 1.2 ft/sec) in thechannel resulting in a circuit time of less than 15 minutes. Most oxidation ditches aredesigned as low-rate processes with long HRTs (approximately 24 hours), therefore,the cycle time is short and the hydraulic system may be considered to be completelymixed. Ditches may be designed with a single channel or multiple interconnected con-centric channels. They are widely used for small- to medium-sized communities.
FEED AND AERATION PATTERNS. Modifications of the activated-sludgeprocess have often been used to enhance process biochemistry or other characteristicsto produce a more stable operation at an economical cost. Several of these modifica-tions are described below.
Conventional. In the conventional flowsheet (shown in Figure 20.1) influent wastewateris introduced at the influent end of the system. The RAS may be added to the inlet sep-arately or premixed with the influent wastewater prior to introduction to the reactor.Separate addition allows for more flexibility should a step-feed or contact-stabilizationconfiguration be used in the future. In conventional designs, aeration may be provideduniformly along the reactor length or tapered to meet oxygen demand.
Contact Stabilization and Sludge Reaeration. Contact stabilization is a modificationin which RAS is fed to the head of the biological reactor (reaeration section) and the in-fluent wastewater is added downstream (contact section) of the point of sludge addi-tion (Figure 20.5). In the original configuration, the wastewater received only a shortaeration contact time (typically 30 to 60 minutes) after mixing with the reaerated
20-16 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
FIGURE 20.3A Typical sequencing batch reactor operation for one cycle.
Activated Sludge 20-17
Copyright 2006 Water Environment Federation.
sludge. Thus, the process relies on rapid uptake (biosorption) of BOD followed by astabilization step in which the return sludge is aerated to stabilize the sorbed organicmatter. These systems are typically designed to operate in the conventional loadingrate region (SRTs ranging from approximately 3 to 15 days). Because the RAS flow isonly approximately 40 to 70% of the forward flow rate, the total aeration volume is
FIGURE 20.3B ICEAS system operation.
FIGURE 20.4 Oxidation ditch.
20-18 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
smaller than for a conventional biological reactor with equal HRT. As a result of thismodification, the capacity of an existing plant can be increased without adding newprocess volume. The process has also found application in communities with high in-filtration and inflow during storms. In conventional plants, high flows may wash outsludge from the system if clarifiers are not oversized. With contact stabilization, thereaerated sludge is isolated from forward flow and therefore remains in the systemduring high-flow events.
The contact-stabilization modification, in its original form, does not provide sig-nificant nitrification and may not be effective for wastewater high in soluble BOD.Some plants have found that the process is effective, however, when the contact time isincreased to 4 to 5 hours (often referred to as a sludge-reaeration process).
Step Feed. In the step-feed or step-aeration modification influent wastewater is addedat two or more points along the length of the biological reactor (Figure 20.6). Thisarrangement evens out the organic load and oxygen uptake rate in the reactor,thereby simulating an approximate completely mixed reactor. The RAS is typicallyadded at the influent end of the reactor. The advantage of the system is increasedplant capacity without overloaded final clarifiers. For example, for the comparableSRT of a conventional system, the influent MLSS concentration to the clarifier wouldbe lower for the step-feed system. It should be noted that by providing additionalpiping for step-feed gives the operator the option of operating the plant in a conven-tional, contact-stabilization, or step-feed modification.
Tapered Aeration. The design of the aeration system in which oxygen supply approxi-mately parallels oxygen demand is referred to as tapered aeration. Such a system wouldbe used in reactors that produce approximate plug-flow systems. Although mostly seen
FIGURE 20.5 Contact stabilization activated-sludge process.
Activated Sludge 20-19
in diffused air systems, the concept can be practiced with mechanical aeration devices.Airflow in diffused air systems to a given reactor sector can be controlled by airlinevalves with uniform diffuser placement, or preferably by tapering diffuser density. Mix-ing requirements will typically govern the minimum airflow (or power input) rate nearthe effluent end of the reactor. This modification makes most efficient use of power, pro-vides greater operational control, and may be used to inhibit nitrification by reducingDO concentrations in downstream sectors of the biological reactor.
Selectors. The use of a selector preceding the biological reactor has effectively con-trolled filamentous bulking in activated-sludge plants that experience epidemics ofpoor-settling sludge. The selector may be aerobic, anoxic, or anaerobic and is normallycompartmentalized (Figure 20.7). The basic principle of using a selector is to create en-vironmental conditions that promote the growth of bacteria that settle well over thosethat do not. In brief, mixed liquors that are low in DO, or F:M, tend to favor filamentousmicroorganisms that interfere with effective settling. Many of these organisms can beput at a disadvantage if mixed liquor is subjected to periods of high F:M. Organisms withthe greatest ability to rapidly uptake soluble organic matter and store it for later useduring low concentration conditions tend to be ones that flocculate and settle better.
Selectors, because of the high organic load imposed on them, are relatively smallwith short HRTs (10 to 30 minutes for aerobic selectors and somewhat longer for
Copyright 2006 Water Environment Federation.
FIGURE 20.6 Step-feed activated-sludge process.
anoxic and anaerobic selectors). If these units are too large, low F:M loads may occur,rendering them ineffective. To date, experience has been excellent with selectors. De-tails on design and operation of selectors may be found in Jenkins et al., (1993) andWEF (1998).
OTHER MODIFICATIONS
HIGH-PURITY OXYGEN. High-purity oxygen may be used in place of air for acti-vated-sludge aeration. Pure oxygen is fed concurrently with wastewater in reactors thatare typically covered (Figure 20.8). Oxygen feed is controlled by maintaining constantpressure in the closed reactors. A DO of 4 to 10 mg/L is typically maintained in themixed liquor. Less than 10% of the inlet oxygen vents from the last stage of the unit. Inthe past, these systems were operated at high MLSS concentrations and short HRTsthereby requiring less area for the facility. Today, these systems are typically designedwith loading comparable to those of conventional activated-sludge processes. One sig-nificant advantage for the process is that it essentially eliminates stripping potentialvolatile organic compounds from the mixed liquor. Because the headspace gases are
20-20 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
FIGURE 20.7 Typical selector configurations.
Activated Sludge 20-21
Copyright 2006 Water Environment Federation.
recycled, the CO2 concentrations in the gas phase are high and, as a result, alkalinity canbe consumed in the mixed liquor causing a pH decrease. This can be a problem for sys-tems that are designed for nitrification, often requiring separate stages for CBOD re-moval and nitrification.
The covered reactors have provisions for warning of potential explosions thatcould result from presence of combustible gases from the wastewater. Precautions arealso taken in the selection of construction materials because of the corrosive and reactivenature of the oxygenCO2 gases.
The dissolution of oxygen into the mixed liquor is typically accomplished withmechanical surface aerators or by submerged sparged turbine systems. The three typesof oxygen separation devices in use today are the cryogenic air-separation process,pressure swing adsorption (PSA), and vacuum swing adsorption (VSA). The PSA-system has been used in the past and remains in some plants, but the VSA is a morecost-effective system today (WEF, 1998).
COUPLED SYSTEMS. To enhance performance and increase the capacity of bio-logical reactors, the practice of adding inert support media to the biological reactor wasdeveloped decades ago. The inert media supports a fixed-growth biomass that aug-ments the mixed liquor microbial population. The early application used panels of as-bestos sheeting placed in the biological reactor. More recent application includes the
FIGURE 20.8 Closed-tank, high purity oxygen system schematic.
use of plastic trickling-filter media, polyurethane foam pads, loops of fiber bundles, orsmall plastic elements. These systems claim improved performance because of the ad-dition of more active biomass to the system and reduce the solids loading to the clari-fiers. Experience with these systems is limited in the U.S. presently.
COMBINED SYSTEMS. Most combined systems use a fixed-growth process in se-ries with a suspended-growth system. Typically, the combined system includes abiotower and a biological reactor or aerated channel. Occasionally a rotating biologicalcontactor process may be used as the fixed-growth system. Combined systems areused when designers attempt to compensate for weaknesses of one of the systems bycombining the two. For example, fixed-growth processes are known to resist shockloads and provide low maintenance requirements. By combining this with activatedsludge, a process known to produce high-quality effluents with the ability to be oper-ated under a variety of different modes, designers have found that the overall systemcan achieve a high degree of treatment for certain wastewaters and environmentalconstraints.
A number of processes are currently used in the U.S. and may be categorized intotwo groups: those that have low to moderate organic loading to the fixed-growth reac-tor and those with high organic loads (roughing filters). Figure 20.9 illustrates alterna-tive methods for returning RAS or reaeration that are common practices for combinedsystems. Terms used to distinguish process modes are also presented. The commonlyused combined systems include activated biofilter, tricking filter/solids contact, rough-
20-22 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
FIGURE 20.9 Schematic flowsheet for combined processes (BF = biofilter, RAS = returnactivated sludge, and WAS = waste activated sludge).
Activated Sludge 20-23
Copyright 2006 Water Environment Federation.
ing filter/activated sludge, biofilter/activated sludge, and trickling filter/activatedsludge. Details about these systems can be found in WEF (1998).
BIOLOGICAL NUTRIENT REMOVAL PROCESSES
There are many processes incorporating activated sludge for the transformation of ni-trogen and phosphorus compounds. Biological nutrient removal systems may includeone or all of the following: ammonia oxidation, nitrogen removal, and phosphorusremoval. Although there are many classifications of these systems, the simplest is assingle- and multiple-sludge processes.
SINGLE-SLUDGE PROCESSES. Single-sludge processes are those that use onlyone biological sludge for the entire process. Such processes may be staged but solidsseparation occurs only once and the RAS is returned to the entire process. It should benoted that some of these systems are proprietary requiring special fees for their use.
Single-Sludge Ammonia Oxidation. For ammonia oxidation, the single-sludge sys-tem employed achieves both CBOD removal and ammonia oxidation (Figure 20.10).Referred to as a single-stage nitrification process, this system is being used more fre-quently in the U.S. because of its simple design, ease of operation, and lower capitalcosts. The biological reactor can be designed as a conventional plug-flow, completelymixed, contact-stabilization, step-feed, or oxidation-ditch configuration. To achieve ni-trification, higher MCRTs are required to ensure adequate nitrifier populations.
FIGURE 20.10 Carbonaceous/nitrification activated-sludge process.
Single-Sludge Nitrogen Removal. For nitrogen removal, which requires that nitrifica-tion precedes denitrification, several single-sludge systems have been used. One of themost simple and widely used processes is the LudzackEttinger process (Figure 20.11)which provides an anoxic zone that precedes an aerobic zone. The RAS is directed to theanoxic zone where it mixes with influent wastewater that serves as the organic carbonsource for denitrification. In a modification, mixed liquor is pumped from the aerobiczone back to the anoxic zone. The Wuhrmann, or postdenitrification process (Figure20.12), provides aerobic treatment followed by an anoxic zone. Organic carbon must beadded to the anoxic process (either as an organic supplement, such as methanol, or bybypassing some influent wastewater directly to the anoxic zone), or endogenous carbonmust be relied on in the anoxic zone. In the single-stage, conventional system, effectivedenitrification may be achieved by alternating aeration (on and off) in the biological re-actor or oxidation ditch.
Another single-sludge process incorporates four stages in the Bardenphoprocess (Figure 20.13). An anoxic zone precedes an aerobic zone followed by an addi-tional anoxic and aerobic zone. The RAS is cycled to the first anoxic zone and mixedliquor is recycled from the first aerobic zone to the first anoxic zone. The second aero-bic zone is used primarily to strip nitrogen gases from the process and to prevent phos-phorus release in the clarifier. This process produces a higher removal of nitrogen ascompared with the two-stage processes above. To succeed, however, it depends on theoxidizable nitrogen-to-carbon ratio in the influent wastewater (WEF, 1998).
The oxidation ditch configuration has also been used for nitrificationdenitrifica-tion. To succeed, these systems must be designed and operated to provide sufficientanoxic volume upstream of the aeration device. Simultaneous nitrificationdenitrifica-
20-24 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
FIGURE 20.11 Modified LudzackEttinger process for nitrogen removal (WAS = wasteactivated sludge).
Activated Sludge 20-25
Copyright 2006 Water Environment Federation.
tion also occurs in these systems. Typically, in the oxidation ditch the rates of removalare low because of the relatively long SRTs required for nitrification, the low concen-trations of CBOD, and the marginal concentrations of DO for nitrification. A large massof mixed liquor in the system compensates for this low rate, however. Performance canbe highly variable.
Sequencing batch reactors also find application as a single-sludge nitrogen re-moval alternative. To obtain nitrogen removal, fill-and-react phases are subdividedinto static fill, mixed fill, and mixed react. Carbon oxidation and nitrification occur inthe aeration phase, while denitrification takes place in the anoxic fill-and-react phases.Organic carbon for denitrification is available at the beginning of each cycle.
Single-Sludge Phosphorus Removal. Phosphorus removal may be achieved with orwithout nitrogen removal or nitrification in single-sludge systems. Those systems ded-
FIGURE 20.12 Wuhrmann process for nitrogen removal (RAS = return activated sludgeand WAS = waste activated sludge).
FIGURE 20.13 Four-stage Bardenpho process for nitrogen removal (WAS = wasteactivated sludge).
icated only to CBOD and phosphorus removal include the A/O process, PhoStripprocess, sidestream fermentation processes, and sequencing batch reactors (SBRs). TheA/O process has two stagesan anaerobic step preceding an aerobic step (Figure20.14). Typically, each stage is divided into multiple, completely mixed series reactorsto simulate a plug-flow system. As described above, the anaerobic step selects the ap-propriate high polyphosphate-accumulating microorganisms. The process works wellas long as nitrification does not occur because nitrate in the return sludge interfereswith the selection process in the anaerobic zone (selection requires anaerobic condi-tions). Thus, A/O systems are operated at low MCRTs and short HRTs and are mostsuccessful in treating wastewater with high BOD-to-phosphorus ratios (typicallygreater than 20:1).
The PhoStrip process combines biological and chemical removal. It diverts phos-phorus-rich biomass in a side stream of RAS to an anaerobic stripper where phosphorusis released in solution. This high phosphorus-rich supernatant is then precipitated withlime while the biomass, stripped of phosphorus, returns to the biological reactor (Figure20.15). Thus, phosphorus is removed both chemically and by wasting biomass from thesystem. Similar to other anaerobicaerobic biological processes, this sequence selects forhigh polyphosphate-accumulating organisms and results in high phosphorus content inthe waste sludge.
An important requirement of the BPR process is the availability of low-molecularweight volatile fatty acids (VFAs) to the biomass in the anaerobic selector. These mole-cules are consumed by the organisms and are synthesized into large energy storing poly-mers. If the influent wastewater does not provide an ample supply of these VFAs, theymust be supplied from external sources. One way to provide these essential molecules isby adding acetic or propionic acid. Another way is to generate these acids from primarysludge through an anaerobic side stream process. The supernatant from this process is
20-26 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
FIGURE 20.14 A/O process (RAS = return activated sludge and WAS = wasteactivated sludge).
Activated Sludge 20-27
Copyright 2006 Water Environment Federation.
then pumped to the anaerobic reactor in which it mixes with influent wastewater. Theseside stream fermenters can be incorporated in the primary clarifier, or may be separateunit processes. Occasionally, sufficient acids are produced from primary sludge gravitythickeners.
An SBR may also be used to biologically enhance phosphorus removal. Biologicalremoval will occur when the operating cycle includes an anoxic period to eliminate ni-trates and an anaerobic period to induce phosphorus release. Further removal by chem-ical precipitation may be needed if low effluent phosphorus concentrations are requiredbecause of presence of some residual nitrate. Typically, the cycle will be fill, anaerobicstir, aerobic mix, anoxic stir, settle, and decant.
Single-Sludge Nitrogen and Phosphorus Removal. A number of biological processeshave been developed for the combined removal of nitrogen and phosphorus. Amongthe more important configurations are the A2/O process, Modified or Five-StageBardenpho process, the University of Cape Town process (UCT), the Virginia Initia-tive Process (VIP), PhosStrip II process, the Step-BioP process, and SBRs.
The A2/O process uses three stagesanaerobic, anoxic, and aerobic (Figure20.16). Each stage is typically divided into multiple completely mixed series compart-ments. The RAS is recycled to the anaerobic stage and mixed liquor is recycled to theanoxic stage. Because there is no step to remove additional nitrates from the aerobicstage, some nitrate may return with RAS to the anaerobic stage, thereby affecting per-formance. High BOD-to-phosphorus ratios in the influent wastewater are desirable.
The Modified Bardenpho process (often called Phoredox process) uses fivestages to achieve nitrogen and phosphorus removal (Figure 20.17). The difference be-tween this and the four-stage process previously mentioned is the anaerobic stage pre-ceding the other four.
FIGURE 20.15 PhoStrip process.
The UCT process and its modifications were developed to reduce the effect of RASnitrates on the anaerobic stage. In this three-stage process, RAS is returned to theanoxic stage and mixed liquor is recycled from the aerobic stage to the anoxic stage andfrom the anoxic stage to the anaerobic stage (Figures 20.18a and b). In a modification ofthe process, the anoxic stage is subdivided into two compartments so that RAS iscycled to the first and internal recycle of mixed liquor flows to the second. Internal re-
20-28 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
FIGURE 20.16 A2/O process for phosphorus removal (WAS = waste activatedsludge).
FIGURE 20.17 Modified Bardenpho process for phosphorus and nitrogen removal(WAS = waste activated sludge).
Activated Sludge 20-29
Copyright 2006 Water Environment Federation.
cycling of anoxic mixed liquor comes from the first compartment. This configurationwas proposed to reduce the HRT in the anoxic reactor.
The VIP is similar in configuration to the UCT process. The significant differencesare that the VIP uses multiple, completely mixed series compartments for the anoxiczone and the process operates at a shorter SRT than the UCT process (5 to 10 days ver-sus 13 to 25 days).
In PhoStrip II, denitrification is accomplished by adding an anoxic prestripperahead of the anaerobic phosphorus stripper for the RAS stream. Sufficient SRT is pro-vided in the aerobic compartment for nitrification.
The SBR process can remove both nitrogen and phosphorus by proper selection ofthe cycles and cycle times. The seven cycles often used for this purpose are static fill,mixed fill, anaerobic react, aerobic react, anoxic react, settle, and decant. Chemical pre-cipitation of phosphorus may be required if low concentrations of phosphorus are de-sired because of the presence of residual nitrate in the system.
FIGURE 20.18A University of Cape Town and VIP processes for phosphorus andnitrogen removal (WAS = waste activated sludge).
FIGURE 20.18B Modified University of Cape Town process for phosphorus and nitrogenremoval (WAS = waste activated sludge).
MULTIPLE-SLUDGE SYSTEMS. Multiple-sludge systems, in contrast to single-sludge systems, isolate sludges for separate treatment tasks. These systems may in-volve two or three separate sludges. These configurations are used for nitrification andnitrogen-removal objectives. In these systems, fixed-growth processes may be used inone or both stages of the process.
Multiple-Sludge Nitrification. Both carbon oxidation and nitrification are achievedin two separate stages in this system (Figure 20.19). The first stage achieves CBOD re-moval and uses a separate clarifier and RAS line. Nitrification is performed in the sec-ond stage, again with its own clarifier and RAS line. Careful attention must be given toboth design and operation of this separate-sludge system. The CBOD leaving the firststage should be approximately 50 mg/L or more to ensure a satisfactory inventory ofsettleable biomass in the nitrification stage. Note that the biomass yields from nitrifica-tion are low, and as a result nitrifier populations can be easily washed from the system.Although the system seems to have greater flexibility than single-sludge systems andoperation is independent for each step, experience suggests that the process requiressignificant attention. Furthermore, construction costs are greater.
Multiple-Sludge Nitrogen Removal. Three dual-sludge treatment systems have beenproposed for nitrogen removal. The first uses an aerobic stage for both CBOD oxida-tion and nitrification. The second stage, with its own clarifier, provides the anoxic stepfor denitrification. A supplemental carbon source is required for the anoxic stage.
In a second process a portion of the influent wastewater is directed to the second-stage anoxic zone to provide the carbon required for denitrification. Note, however, thatsome total Kjeldahl nitrogen may not be nitrified and be present in the final effluent.
20-30 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
FIGURE 20.19 Two-stage, carbonaceous-nitrification system.
Activated Sludge 20-31
Copyright 2006 Water Environment Federation.
In a third process, the anoxic system precedes the aerobic system, thus providingsufficient BOD for denitrification. An additional recycle stream supplies nitrate to theanoxic system. Some bleed-through of nitrate will occur in this process depending onflow rates of the recycle streams.
A triple-sludge system is designed with separate carbon oxidation, nitrification,and denitrification processes and three separate clarifiers. This system is seldom usedand suffers from disadvantages of adding exogenous carbon, high capital cost, and op-erational complexity.
FACTORS AFFECTING PROCESS EFFICIENCY
The factors affecting process efficiency may be categorized as environmental, designand operational, and maintenance.
Environmental factors that affect performance include wastewater characteristics,system DO, temperature, and pH. Influent wastewater characteristics that affect theprocess include the nature of the carbonaceous organic matter and nitrogenous com-pounds, their biodegradability, soluble and particulate fractions, and concentration; theconcentration and availability of nutrients; the alkalinity; the flow rate and its temporalvariability; and the presence of toxic or inhibitory compounds.
Design factors that affect process efficiency and operational control include reac-tor volume (affecting HRT), clarifier sizing, pumping capacities of WAS and RAS sys-tems, recycle pumping capacity, hydraulic design, and aeration system size and con-figuration. The operational factors include MCRT or F:M loading, DO control, RASpattern and flow, WAS rate, and recycle rates. Good performance also depends on ap-propriate equipment maintenance, laboratory quality control, proper sampling proto-col, and adequate training of wastewater treatment plant staff.
DESCRIPTION OF FACILITIES AND EQUIPMENT USED
BIOLOGICAL REACTORS. The biological reactor is the heart of the process. Airor oxygen is introduced to the aerobic zones both to provide DO for the biomass and tokeep the MLSS properly mixed throughout the reactor. The tanks are properly sized toprovide sufficient HRT for oxidation of the CBOD (and ammonia if nitrifying is a re-quirement) in the incoming wastewater, typically 6 to 8 hours for conventional sys-tems, and to ensure proper flocculation of the microorganisms. Depending on the re-quirements for effluent quality, the reactor may be subdivided or compartmentalizedto achieve specific biochemical reactions (anoxic and anaerobic zones).
Biological reactors are often constructed of reinforced concrete, although somepackage plants (extended air) may use steel. The reactors are typically rectangular toaccommodate common-wall construction for multiple reactors, although some instal-lations may choose to use circular or oval tanks (the oxidation ditch is one example).Reactors may be single pass, folded, or placed in a series layout. A minimum of two re-actors is desirable, even for small plants, to accommodate shutdown for occasionalmaintenance. Each reactor must be furnished with inlet and outlet gates or valves sothey can be removed from service. Proper drains or sumps should be provided forrapid dewatering (approximately 8 to 20 hours). In addition to aeration equipment, thereactors should be equipped with a froth-control system to control foaming. Inlet de-sign should ensure that flow to the reactor is as uniform as possible to avoid severeshort circuiting of influent and to provide for intermixing of RAS with influent waste-water. Where parallel multiple reactors are used, a method for proper flow splittingshould be provided to ensure that the flow rate to each reactor is equal. In step-feedsystems, a positive means of flow control is especially important.
AERATION SYSTEMS. The supply of oxygen to the biological reactor represents thelargest single energy consumer in the activated-sludge facility (50 to 90%). Over the years,oxygen-transfer equipment has evolved to a point where engineers have a wide selectionof efficient equipment to meet the needs of all types of facilities. Oxygen-transfer de-vices are used not only to supply oxygen to the process but also to mix the aerobic com-partments of the reactor. Typically, there are two types of aeration devices, diffused-aeration systems and mechanical-aeration systems. Each will be discussed below.
Diffused Aeration. Diffused aeration is defined as the injection of air or oxygen be-low the liquid surface. The air or oxygen is supplied by low-head blowers with pres-sures typically up to 210 kPa absolute (30 psia) or 105 kPa gauge (15 psig). Hybriddevices, including jets and u-tube aerators, which combine gas injection with me-chanical pumping or mixing, are also included in this category.
Diffusers include both porous and nonporous devices. Details about these devicescan be found in WEF (1998). The porous diffusers, often referred to as fine-pore or fine-bubble diffusers, are highly efficient and are currently the most widely used of thediffused-air systems. They are typically produced from ceramic materials, porous plas-tics, or perforated membranes. Nonporous systems include an array of diffusers thathave larger orifices ranging from holes in pipes to specially designed valved orifices. Dif-fusers are placed near the floor of the biological reactor and may be configured in a gridarrangement, along one or both longitudinal sides. Air is delivered in a piping systemfrom the blowers to downcomers that carry the air down to headers along the bottom
20-32 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
of the reactor. Valves in the air system are used to control airflow to individual reac-tors or sectors of reactors. Diffusers may be placed in uniform densities or arranged intapered configurations. The diffuser type, pattern of diffuser layout, reactor geometry,submergence, and airflow rate all influence oxygen-transfer performance. Mainte-nance of porous diffusers is greater than for the large-orifice diffusers. Clogging andfouling of the fine pores requires occasional cleaning, which can be provided by auto-matic gas-cleaning systems in situ or by draining the reactors and cleaning with high-pressure hosing or acid spritzing (WEF, 1998).
AIR DELIVERY. The three basic components of the air-delivery system are air filtersor conditioners, blowers, and piping. Air filters remove particulates such as dust fromthe inlet air to the blowers and protect both the blowers and diffusers from mechanicaldamage or clogging. The degree of air cleaning depends on the inlet air quality, thetype of blower, and the diffusers.
Today, many types of dynamic or positive displacement (PD) blowers are used.The dynamic, or centrifugal, blowers which are considered constant-pressure machines,are the most efficient and easiest to operate at variable airflow rates, are quieter thanPD blowers, and require less maintenance. Their disadvantages include a limited oper-ating pressure range and reduced delivered air volumes with any increase in back-pressure caused by diffuser clogging. The PD blower is a constant-volume device ca-pable of operating over a wide range of discharge pressures. They have a lower initialcost and require relatively simple control procedures. More details on blowers can befound in WEF (1998), U.S. EPA (1989) and WPCF (1984).
Mechanical Aeration. Mechanical-aeration systems include surface aeration devicesand submerged turbine aerators. Surface aerators can be grouped into four generalcategories
Radial flow, low-speed aerators, Axial flow, high-speed aerators, Aspirating devices, and Horizontal rotors.
Each is widely used and has distinct applications. Surface aerators are typicallyfloat, bridge, or platform mounted and some may be equipped with submerged drafttubes for deep reactor applications. The radial low-speed aerators have gained increaseduse recently and are considered good mixing devices that are more efficient than high-speed aerators. Axial flow, high-speed aerators are typically used in stabilization lagoonswhere dispersed growth is found and shearing of biological floc is not an issue. They alsomay suffer from freezing problems in cold climates. Aspiration devices use a motor-driven
Activated Sludge 20-33
Copyright 2006 Water Environment Federation.
propeller aspirator that draws air down a shaft to orifices at the submerged end. Air ve-locity and propeller action create turbulence, forming small bubbles. These devices canbe positioned at various angles to reach different levels of mixing, aeration, and circula-tion. The aspiration devices are not often used in activated-sludge applications. Horizon-tal rotors, designed in several configurations, are used in oxidation ditches. The impelleragitates the liquid surface creating a hydraulic jump that is effective in oxygen transfer.The device provides a horizontal component of velocity that rotates the fluid around theditch and provides sufficient velocity to maintain MLSS in suspension.
The submerged turbine consists of a motor and gearbox drive mounted over thereactor, one or more submerged impellers, and piped air from a blower to a diffuserring below the impellers. Impellers may be axial or radial flow. The impellers can movethe mixed liquor down, up, or laterally depending on impeller design. These devicesprovide excellent mixing and are capable of high mass-transfer rates. They are used ina number of activated-sludge applications.
Mixing. In the activated-sludge process mixing is important for maintaining the MLSSin suspension. In most applications, the aerators serve as both oxygen-transfer devicesand mixers. Except at the effluent end of plug-flow reactors, oxygen requirements typi-cally control aerator design and operation. However, at the effluent end of plug-flow re-actors and in some low-loaded, completely mixed systems, mixing may be the control-ling factor, especially during low-flow conditions. In most cases the aeration system isused for mixing in these situations, however, use of low-speed, submerged-propeller,horizontal mixing devices (such as banana blade mixers) to move mixed liquor horizon-tally along the reactor is another option. A combination of this mechanical mixing withaeration may result in significant power savings when mixing controls the process.
For mixing anoxic and anaerobic compartments of biological reactors, both sub-merged propeller or turbine mixers have been used. These devices mix without break-ing the water surface and are capable of maintaining biological solids in suspension atminimal energy inputs. The number and placement of these units is critical to effectivesuspension of MLSS.
CLARIFICATION. Separation of MLSS from the liquid stream is vital to the opera-tion and performance of activated-sludge systems. This is typically achieved by gravityseparators, although recently some work has been done with membranes. Clarificationnot only separates the MLSS but in some situations may be designed to thicken the set-tled sludge before returning it to the aeration process or to wasting (WAS).
Clarifier shapes include rectangular, square, circular, and others, such as hexago-nal or octagonal. There seems to be no observable difference in performance at averageor peak flow because of shape alone (WEF, 1998). Sludge is typically removed by
20-34 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
chain-and-flight collectors in rectangular clarifiers. Hydraulic suction using floating-or bridge-mounted mechanisms has been used. Circular clarifier mechanisms with hy-draulic pickups use mechanical seals to allow continuous solids withdrawal. Mechani-cal plows are also used on these rotary collectors. Interchannel clarifiers have beenused in some small-flow oxidation ditch applications. A clarifier is installed directly inthe ditch, thereby eliminating the need for a separate clarifier. Scum and sludge are re-turned directly to the ditch by hydraulic means.
Clarifier depth continues to be a debated issue relative to its importance in perfor-mance. There are many factors that will affect the selection of depth including clarifierdiameter, collector characteristics, sludge withdrawal point, and inlet design. Typi-cally, minimum clarifier depths of 3.7 to 4.6 m (12 to 15 ft) are recommended. Deeperclarifiers may be desired for large-diameter clarifiers, but no deeper than 4.6 to 5.0 (15to 16 ft). Clarifier performance also depends on solids loading rate, surface overflowrate, inlet design, effluent weir arrangement, and settling characteristics of the MLSS.Clarifier performance and characteristics are reviewed in WEF (1998), WEF (2005), andEkama et al. (1997).
RETURN AND WASTE ACTIVATED SLUDGE SYSTEMS. The RAS systempumps the settled sludge, thickened as much as practical in the clarifier, from the clarifierback to the biological reactors. Most RAS stations use centrifugal pumps for this applica-tion. For intermediate-sized plants, the pumps are often connected directly to the sludgewithdrawal pipes. In larger plants, a wet well is provided for these pumps to draw suc-tion. Screw pumps are also used in many plants in the U.S. and Europe. The RAS systemmust also allow for accurate measurement and control of the sludge flow. The RASpumping systems are typically controlled by a positive variable-flow control device ca-pable of changing flow within the minimum to maximum range for proper process con-trol. The variable-flow control device can be controlled by programmable logic con-trollers, which can receive and send signals proportional to flow or to preprogrammedpatterns. In small plants, throttling of the force main from RAS pumps has been used.
All activated-sludge processes must have a WAS system to remove excess biomassfrom the system. Waste sludge may be wasted from the clarifier under flow or directlyfrom the biological reactors. The WAS system needs flow metering and pumping equip-ment independent of other activated-sludge control devices. The most positive and flex-ible system will include an independent pumping system with flow adjustability and aflow meter that provides feedback to a flow control device.
RECIRCULATION PUMPING. Mixed liquor recycling in several of the BNRprocesses is typically accomplished by low-head, submersible nonclog pumps, propeller
Activated Sludge 20-35
Copyright 2006 Water Environment Federation.
pumps, or nonclog vertical turbine pumps mounted on the biological reactors. Becausewater level in the zones is virtually the same, the only pumping head is due to pipefriction and fitting losses. However, offsetting the low-head requirement is the highpumping volume required (recycle ratios may range from 1:1 to as high as 4:1 based onforward flow). Flow is typically conveyed in a pipe rather than a channel to avoid DOentrainment when discharged to an anoxic or anaerobic zone. Also, intakes should belocated away from aeration diffusers if possible for the same reason. Constant-speedpumps may be used because it is not essential that recycle flows exactly parallel for-ward flow. In most cases, multiple pumps can provide sufficient flexibility.
REFERENCES
Ekama, G.A.; Barnard, J.L.; Gnthert, F.W.; Krebs, P.; McCorquodale, J.A.; Parker, D.S.;and Wahlberg, E.J. (1997) Secondary Settling Tanks: Theory, Modelling, Design and Op-eration. Int. Assn. Water Qual., Sci. Tech. Rep. Ser., London.
Jenkins, D.; Richard, M.G.; and Daigger, G.T. (1993) Manual on the Causes and Control ofActivated Sludge Bulking and Foaming. 2nd Ed., Lewis Publishing, Chelsea, Mich.
U.S. Environmental Protection Agency (1987a) Summary ReportThe Causes and Controlof Activated Sludge Bulking and Foaming. EPA-625/8-87-012, Office of Research andDevelopment, Washington, D.C.
U.S. Environmental Protection Agency (1987b) Design ManualPhosphorus Removal.EPA-625/1-87-001, Center for Environmental Research Information, Cincinnati, Ohio.
U.S. Environmental Protection Agency (1989) Design ManualFine Pore Aeration Sys-tems. EPA-625/1-89-023, Center for Environmental Research Information, Cincin-nati, Ohio.
U.S. Environmental Protection Agency (1993) ManualNitrogen Control. EPA-625/R-93-010, Office of Research and Development, Office of Water, Washington, D.C.
Water Environment Federation (1998) Design of Municipal Wastewater Treatment Plants.Manual of Practice No. 8, 4th Ed., Water Environment Federation: Alexandria, Va.
Water Environment Federation (2005) Clarifier Design, 2nd Ed.; Manual of PracticeNo. FD-8; McGraw-Hill: New York.
Water Pollution Control Federation (1984) Prime Movers. Manual of Practice No. OM-5,Washington, D.C.
20-36 Operation of Municipal Wastewater Treatment Plants
Copyright 2006 Water Environment Federation.
/ColorImageDict > /JPEG2000ColorACSImageDict > /JPEG2000ColorImageDict > /AntiAliasGrayImages false /CropGrayImages true /GrayImageMinResolution 150 /GrayImageMinResolutionPolicy /OK /DownsampleGrayImages false /GrayImageDownsampleType /Average /GrayImageResolution 300 /GrayImageDepth 8 /GrayImageMinDownsampleDepth 2 /GrayImageDownsampleThreshold 1.50000 /EncodeGrayImages true /GrayImageFilter /FlateEncode /AutoFilterGrayImages false /GrayImageAutoFilterStrategy /JPEG /GrayACSImageDict > /GrayImageDict > /JPEG2000GrayACSImageDict > /JPEG2000GrayImageDict > /AntiAliasMonoImages false /CropMonoImages true /MonoImageMinResolution 1200 /MonoImageMinResolutionPolicy /OK /DownsampleMonoImages false /MonoImageDownsampleType /Average /MonoImageResolution 1200 /MonoImageDepth -1 /MonoImageDownsampleThreshold 1.50000 /EncodeMonoImages true /MonoImageFilter /CCITTFaxEncode /MonoImageDict > /AllowPSXObjects false /CheckCompliance [ /None ] /PDFX1aCheck false /PDFX3Check false /PDFXCompliantPDFOnly true /PDFXNoTrimBoxError false /PDFXTrimBoxToMediaBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ] /PDFXSetBleedBoxToMediaBox true /PDFXBleedBoxToTrimBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ] /PDFXOutputIntentProfile (None) /PDFXOutputConditionIdentifier () /PDFXOutputCondition () /PDFXRegistryName () /PDFXTrapped /False
/SyntheticBoldness 1.000000 /Description >>> setdistillerparams> setpagedevice