-
CHAPTER 18EVAPORATION AND FREEZING
Evaporation and freezing can be used to convert water (1) to a
pure vapor thatcan be condensed or (2) to a pure solid that can be
separated from a saline motherliquor and melted. Both processes
leave saline residues containing essentially allthe solute
originally in the feed water.
EVAPORATORS
Evaporators are widely used in many water treatment operations,
such as prepa-ration of boiler feed water, concentration of diluted
liquor, evaporation of sea-water to produce fresh water, and
concentration of waste liquors to reduce vol-ume for further
processing or disposal.
The typical evaporator is like a fire-tube boiler, with the
flame replaced bysteam or process vapor as the heat source; but,
there are significant differences:
1. The evaporator has a much smaller temperature gradient across
the heat trans-fer surfaces.
2. It usually holds less liquid.3. Evaporator tubes are usually
made of special metals (titanium) or alloys (stain-
less steel), whereas boiler tubes are made of steel.
To transfer heat efficiently at low temperature gradients, the
evaporator sur-faces must be kept free of deposits, which have an
insulating effect. Correct chem-ical treatment and scheduled
cleaning are important.
Every liquid exerts a vapor pressure, the magnitude of which is
a measure ofits volatility. High vapor pressure liquids evaporate
readily, while those with lowvapor pressures evaporate more slowly,
requiring an increase in temperature tospeed the rate. The kinetic
energy of all molecules increases with increasing tem-perature. The
rate of evaporation depends on the nature of the substance,
theamount of heat energy applied to the liquid, and surface
effects.
When a liquid reaches the temperature at which its vapor
pressure equalsatmospheric pressure, boiling occurs. This is the
rapid evaporation from all partsof the liquid mass, with bubbles of
vapor forming in the interior and rising to thesurface. The
pressure within these bubbles equals the vapor pressure of the
liquidat that temperature, so the boiling point depends on the
external pressure. Forexample, at sea level, pure water boils at
2120F (10O0C) where its vapor pressure
-
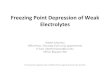
NaCI solution strength, %
FIG. 18.1 Effect of solution concentration on atmos-pheric
boiling point using NaCl as an example. Forany specific
concentration, the solution boiling pointsat several pressures
plotted against the boiling pointsof water at these same pressures
produce a straightline.
exceeded. This results in precipitation, usually as scale on the
heat transfer sur-faces. Where water is being evaporated, the scale
may consist of salts of calcium,magnesium, and silica. This scale
severely reduces the heat transfer rate, slowingevaporation and
reducing thermal efficiency.
It takes a lot of heat to evaporate water. Raising the
temperature of 1 Ib ofwater I0F requires 1 Btu; to change that 1 Ib
into vapor at atmospheric pressurerequires 970 Btu. (It takes 1 cal
to raise 1 g of water I0C, 539 cal to vaporize 1 gat atmospheric
pressure.) The high energy requirement for evaporation makes
itimportant that the heat balance of a plant be controlled for
maximum use ofenergy. A typical evaporator usually receives heat
from live steam or from steambled from a turbine.
is 1 atm (1 bar), or 14.7 lb/in2 (1.0 kg/cm2). If the external
pressure is reduced, asoccurs at elevations above sea level or
under vacuum, water boils at a lowertemperature.
EFFECT OF SAL T CONCENTRA TION
Since evaporators may process liquids other than pure water,
factors other thanatmospheric pressure must also be considered.
Soluble salts in the solutiondecrease the vapor pressure, elevating
the boiling point. Therefore, as diluteliquor evaporates and
becomes more concentrated, its boiling point rises. Figure18.1
shows the boiling point elevation as the concentration of a salt
increases inaqueous solution.
As water is evaporated from a solution and the liquid becomes
more concen-trated, it is possible to concentrate to the point
where the solubility of the salts is
Boi
ling
poin
t, 0F
-
EVAPORATOR DESIGN
There is a large variety of designs of evaporators, although the
majority work onthe principle of steam passing on the outside of a
series of tubes with water orwater solution, either confined or
recirculated, flowing as a thin film over theinside of the tubular
heating surface. The various types of evaporators are clas-sified
according to the way the water is vaporized:
1. Boiling type: Evaporators which heat water to the boiling
point and evapo-rate it by applying an external heat source.
2. Flash type: Evaporators which superheat water by an external
heat sourceand flash it into vapor.
3. Compression type: Evaporators which add energy to water vapor
by compres-sion and return this to the evaporator body as the heat
source for boiling.
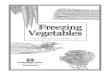
In the submerged tube boiling-type evaporators (Figure 18.2),
steam enters atubular element, boils water, and discharges water
vapor from the evaporatorshell. The heating elements are usually
bundles of tubes of various configurations.
Vapor to condenser. This can be a separatesur face condenser to
produce disti l late or itcan be built into the heat cyc le on a
stageheater operat ing at a lower temperaturethan the steam
supply.
Feedwater inSteam in
Drains(Condensate) Blowoff to waste
FIG. 18.2 Simple submerged-tube evaporator.
These may be completely submerged in the water, partially
submerged, orarranged so that only a film of water flows across the
surfaces. In each design, thespace for vapor generation must be
ample to avoid steam blanketing and to pre-vent fouling with baked
on sludge.
As in a boiler, bleed-off regulates the solids concentration of
the boiling liquid.Vapor-purifying devices trap entrained water
droplets. This is particularly impor-tant where the aim of
evaporation, as in most water treatment systems, is to pro-duce
high-quality distillate. The vapor purifiers are comparable to
those in boil-ers. In addition to the conventional designs, bubble
cap purifiers are sometimesused. These return part of the
distillate to continually wash fresh vapor.
A boiling-type evaporator with proper disengaging area should
produce dis-tillate with less than 1 mg/L total dissolved solids.
The quality is affected bythe dissolved solids content of boiling
water which may be entrained inthe vapor discharge. Lower solids
levels are attainable with more sophisticatedvapor purifiers and
conservatively designed evaporator elements. Vapor qual-ity is
affected by the CO2 liberated from the bicarbonate alkalinity, just
as in boileroperation.
-
CONDENSATION
Purified vapor leaving the evaporator is condensed in several
ways:
1. In older utility systems where evaporators were used to
provide high-qualitymakeup, the vapor was discharged through the
deaerating heater and con-densed by the boiler feedwater (Figure
18.3). (Modern utilities use deminer-alizers instead of evaporators
to process makeup.)
FIG. 18.3 Typical utility-type evaporator operation.
2. Vapor may be condensed by a surface condenser if the purified
liquid phase isto be kept separated for some reason. Each pound of
vapor becomes 1 Ib ofdistillate in the condenser shell.
3. The vapor may be fed to the tube element of the second
evaporator body, andthe vapor from this second unit fed to a third,
producing a multiple-effectevaporator (Figure 18.4). In this type
of multiple-effect evaporation, vapor
FIG. 18.4 Multiple-effect evaporator with condenser.
from the last unit is liquefied in a condenser. Each pound of
fresh steam fedto the first stage theoretically produces 1 Ib of
condensate from each stage. Inpractice, however, a triple-effect
evaporator produces about 3.1 Ib of total con-densate per pound of
steam instead of 4.0, the total condensate including thatproduced
by the fresh steam applied to the first effect.
Turbine condensateat 1850F (850C)
(1510C)
Deaeratingheater
Condensate at 3040F
Boiler feedwaterat 2440F
(1180C)Treatedmakeup
Trap
Makeupvapor
Steam from turbineat 75 psia
Steam from turbine
at 28 psia
(20 kg/cm2)
Blowoff
0.8* Vapor 0.7 * Vapor0.6* Vapor
Feed
1 ̂ Condensate
Blowoff
1* Steam
2.1* Distillate
3.1* Total condensate
-
FIG. 18.5 Eight-effect kraft pulping liquor evaporator. This
flow sheet applies to the installation shown inFig. 18.6. (Courtesy
of HPD, Inc., Naperville, III.)
No. 1 EFFECT No. 2 EFFECT No. 3 EFFECT NO.4 EFFECT No. 5 EFFECT
No. 6 EFFECT No. 7 EFFECT No. 8 EFFECT
CONDENSER
WEAK LIQUOR FEED
PULP MILL
HDTVELL
No. 3 FEEDFLASH TANK
No. 2 FEEDFLASH TANK
No.1 FEEDFLASH TANK
FRDM SQAPSKIMMERTD SQAPSKIMMER
TO BOILER
PRODUCT
STEAM
-
Multiple-effect evaporators are used principally for chemical
process opera-tions. Typical of such evaporators are the units
found in the pulp industry for theconcentration of sulfate black
liquor (Figure 18.5).
The primary aim of evaporation in the power plant is to produce
boilermakeup of high quality. The chemical treatment program must
be designed toproduce high-purity vapor while helping to maintain
clean heat transfer surfaces.As in boiler water conditioning, the
goals of chemical treatment are control ofcarryover, prevention of
deposits, and elimination of corrosion. The makeup tomost utility
evaporators is pretreated to remove hardness, reduce alkalinity,
andeliminate dissolved oxygen. The chemical treatment applied to
the evaporatorshould be controlled to maintain the limits shown in
Table 18.1.
Where there is no pretreatment of the evaporator makeup, then
the chemicalprogram should be the same as used for internal
treatment of a low-pressureboiler, as shown in Table 18.2. Where
the feed to the evaporator is brackish orseawater, it is often
difficult to maintain a scale-free system even with a goodinternal
treatment program. In such cases, the operation is programmed so
thatscale is allowed to build up on the heating tubes for a planned
period, then thetemperature of the system is suddenly dropped,
creating a thermal shock thatcracks the scale from the tube surface
for removal from the bottom of the evap-
Reading
TDS, mg/LSiO2, mg/LHydroxide, mg/L
CaCO3Dispersant and
antifoamPO4, mg/LPHSO3, mg/L
Range Where and how maintained
1 500 max In evaporator, by blowdown100 max In evaporator, by
blowdown150-250 In evaporator, by blowdown or by
chemical feedTrace In evaporator, by selecting proper
treatment combinationO
8.2-8.6 In vapor, amine treatmentIf the evaporator is used
intermittently, a residual SO3 of
30-60 mg/L should be maintained to protect theevaporator shell
from corrosion
TABLE 18.1 Typical Evaporator Controls Following
Pretreatment
Reading
TDS, mg/LSiO2, mg/LHydroxide, mg/L
CaCO3Dispersant and antifoamPO4, mg/LSO3PH
Range
2500 max100 max150-200
Trace30-6030-608.2-8.6
Where and how maintained
In evaporator, by blowdownIn evaporator, by blowdownIn
evaporator, by blowdown or by NaOH feed
In evaporator, by chemical feedIn evaporator, by
phosphate-organic treatmentIn evaporator, by chemical feedIn vapor,
by amine treatment
Note: Where there is no pretreatment of evaporator makeup,
chemicals should be fed for internaltreatment just as for a
low-pressure boiler, as shown by Table 18.2.
TABLE 18.2 Evaporator Controls—Internal Treatment Only
-
orator. Other evaporators are manufactured with bowed tubes
which flex withtemperature change, also resulting in scale-cracking
and shedding.
MULTIPLE-EFFECT UNITS
Although multiple-effect evaporators are usually used for
process operations, theyhave a definite tie-in to the utility
system. In the pulp industry, five-, six-, or evenseven-effect
evaporators are used to concentrate water from the pulp washers
forrecovery of cooking chemicals. The black liquor may be
concentrated to approx-imately 65% total solids, of which about
half are organic materials. In this con-dition, the black liquor
can be fired to a black liquor recovery furnace; the
organicmaterial supports its own combustion and smelts the cooking
liquor salts to arecoverable form. Figure 18.6 shows a typical
large installation of such a black
FIG. 18.6 Black liquor evaporator in a kraft pulp mill. Some of
the condensatemay be recovered for reuse, but much of it is
contaminated with sulfur com-pounds. (Courtesy of HPD
Corporation.)
liquor evaporator. Fresh steam fed to the first effect produces
condensate that canbe reused as boiler feed water. However, the
condensate produced in subsequentstages is too contaminated by
volatiles for such use, but may be used for brownstock washing,
stock dilution, or other purposes. Some of this condensate is
sofoul that it must be stripped before it can be put into the sewer
for treatment inthe waste treatment plant. The vapors stripped from
the foul condensate may besent to the lime kiln where the organics
responsible for the foul odors are burned.
-
The bauxite industry also uses multiple-effect evaporators for
concentration ofsodium aluminate liquors, producing more condensate
than required for boilermakeup. Again the condensate is usually too
contaminated to be directly usableas boiler feed water.
A final example is the beet sugar industry, where syrups are
concentrated byevaporation, again producing an excess of condensate
over boiler makeuprequirements. These condensates are frequently
contaminated with sugar, whichis very detrimental to boiler
operation, and ammonia, which is corrosive to sys-tems that contain
auxiliary equipment fabricated of copper alloys.
The advantage of multiple-effect in increasing yield per unit of
energy can alsobe built into two quite different designs of
evaporators which bear little resem-blance to the standard
multiple-effect evaporator. The first of these is the
vaporcompression still, which was developed initially for seawater
evaporation aboardship (Figure 18.7); the second is the multistage
flash evaporator, which has
FIG. 18.7 Schematic of vapor compression still.
become popular for the production of potable water from brackish
or seawater(Figure 18.8). Both of these designs work on low
temperature differentials andmust be kept free of deposits to
maintain efficient heat transfer. Flash evaporatorshaving a
capacity of 7.5 mgd (20 m3/min) have been installed for municipal
water
FIG. 18.8 Schematic of multistage flash evaporator.
supply in the Middle East, where energy costs are favorable for
such an installa-tion (Figure 18.9). Where seawater is being used
as the feed, chemical treatmentfor prevention of calcium carbonate,
calcium sulfate, and magnesium hydroxidescales is required. The
treatment includes (a) reduction of alkalinity to
minimizesupersaturation of calcium and magnesium compounds, (b)
application of scale-control agents, such as acrylates,
polyphosphates, or combinations of these, (c)oxygen scavengers or
other types of corrosion inhibitors, and (d) antifoams toprotect
the quality of the distillate. With this treatment it is possible
to concen-
Flosh chambers
Preheat exchangers-
Steam inat 60 psi
Slowdown to waste
Feed in
Recycle
Bleedoff
Product
Slowdown to waste
Feed in
Recovery heatexchanger
Vapor
Motor-drivencompressor
Product out
-
FIG. 18.9 Three flash evaporator modules, each with a capacity
of 2.5 mgd (6.7 m3/min), pro-ducing potable water for Al Khobar,
Saudi Arabia. (Courtesy of Aqua-Chem Inc.)
Vertical tube forced circulation(single pass)
FIG. 18.10 A type of evaporator design used forconcentration of
radioactive wastes from nuclearfuel reprocessing. (Courtesy of
Unitech Division,Ecodyne Corporation.)
Circulation pump
Weak feed in
Distillatereflux in
Vapor out
Steam in
Heatingelement
Condensateout
Concentratewaste discharge
Vapor body
Liquid level
-
FIG. 18.11 Compact evaporator designed for concentration
andrecovery of plating solutions from rinsewater. (Courtesy of
IndustrialFilter & Pump Manufacturing Company.)
trate seawater about 1.6 times. Large installations may find
pretreatment of thesea water of value. Such pretreatment has been
ruled out by the high cost of chem-icals and the extra equipment,
but the increasing cost of fuel may offset this in thefuture.
Special alloys must be used throughout to counteract the corrosive
effectsof the concentrated seawater.
FIG. 18.12 Compression still designed to operate as a
crystallizer as well as an evaporator intreating cooling tower
blowdown and other wastes in a zero-discharge utility station.
(Courtesyof Resources Conservation Company.)
Mixed wastes,(blowdown, etc.) Acid
feed
Feed Feedtank
Feedpump
Condensateto polishingdemineralizer forboiler makeup
Heatexchanger
Condensatepump
Condensatetank
Recirculationpump
Concentrate,to pond
Steamcompressor
Deaerator
Falling filmevaporatorVent
-
* Not determined
Evaporators are finding application in the concentration of
wastes to minimizevolume, simplify ultimate destruction, or both.
Examples include the treatmentof radwaste from nuclear power plant
operations (Figure 18.10) and concentra-tion of plating wastes
(Figure 18.11).
In special cases where the EPA permit requires "zero discharge,"
a modifieddesign of compression still is being used to concentrate
combined wastes, such ascooling tower blowdown and flue gas
scrubber effluent, to yield a saturated solu-tion containing a
crystal phase, so that the salinity can be removed as solids
(Fig-ure 18.12). Table 18.3 shows the concentration achieved at one
utility stationusing this scheme. Treatment of the liquor to
prevent scaling is essential.
FREEZING
As water begins to freeze in a container, the dendrites of ice
that first form on theheat-extraction surface consist of fairly
pure H2O. The remaining water has con-centrated the solute
originally present in the makeup water. Before the advent ofthe
home refrigerator, commercial ice plants manufactured ice in cans,
and it was
TABLE 18.3 Chemical Characteristics of "Zero-Discharge'*
Evaporator System
Description
pH, initialafter acid
ConductivityTDS, mg/LTS, mg/LSS, mg/L
Feed: tower andscrubber
8.66.26400400084004400
Liquor: evaporatorconcentrate
6.6-6.8
ND*257,500324,90067,400
Product:distillate
6.8-7.4
10-1577
Nil
FIG. 18.13 Schematic of mine water desalination by freezing.
This system is tied into the mine'sair-conditioning load, improving
the economics of the process. (Courtesy of CBI Industries,
Inc.)
V-4Feedprecooler
EMFreezer
.NH3out
Feedstream
V-3
Feed mixingtank
P-12 P^2
V-6Receiver PJ
Reject Reject
P-7
F-4F-3 Surgetank
V-10
Rejectsolids andconcentrate
Rejectsolids andconcentrate(blowdown)
Glycohcooling
F-1,F-2,F-3, F-4Precipitateremovalfilters
Productwater
V-9Gravitywashcolumn
E-5Melter
Warmwater
-
common practice to suck out the "core" of unfrozen water,
containing most ofthe original dissolved solids, when this residue
had concentrated about 10-fold.This improved the quality and
strength of the finished cake of ice. If the core werenot removed,
the final solidification of the cake would include salt crystals
mixedwith ice crystals.
Various schemes have been proposed for producing pure H2O as a
solid, freeof solute originally present in the feed water. These
ideas are being seriously pur-sued because they hold some promise
of energy savings over distillation pro-cesses; the evaporation of
1 Ib of water requires about 1000 Btu (539 cal/g), com-pared with
only 144 Btu (80 cal/g) to freeze it. Figure 18.13 is a schematic
diagramof a pilot plant being used to desalinate mine drainage in
South Africa by freezing.The feed system contains 9500 mg/L TDS,
and product water contains 500 mg/L, with a water recovery rate of
90%. Product quality can be improved at theexpense of a lower
production rate.
Although freezing as an economical process of water desalination
may be farfrom commercial use, its use as an energy storage scheme
is being practiced to alimited extent. Water is frozen during
nighttime off-peak electrical periods, whenthe cost of electricity
is reduced; during the day, the ice is melted by cooling airto
supplement the mechanical air-conditioning load in large buildings,
hospitals,or other such facilities.
Finally, the potential use of natural ice as a source of potable
water and as ameans of cooling in arid regions has been seriously
studied and proposed.Whether this is ever put into use will depend
on future costs of energy.
Table of ContentsPart II. Unit Operations of Water Treatment8.
Coagulation and Flocculation9. Solids/Liquids Separation10.
Precipitation11. Emulsion Breaking12. Ion Exchange13.
Neutralization14. Degasification15. Membrane Separation16.
Aeration17. Adsorption18. Evaporation and FreezingEvaporatorsEffect
of Salt ConcentrationEvaporator DesignCondensationMultiple-Effect
UnitsFreezing
19. Oxidation-Reduction20. Corrosion Control21. Deposit
Control22. Control of Microbial Activity23. Biological
Digestion
Index