Embed Size (px)
Citation preview

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
1 SGM Corporate Consultants Pvt. Ltd
CHAPTER – 1 SUMMARY OF PROJECT
Project at a Glance:
Shetkari Sakhar Karkhana (Chandapuri) Ltd. (SSKCL) is registered in the State of Maharashtra under the Companies Act, 1956 on 22nd December, 1998 vide registration No U15424PN1998PLC013163.
SSKCL is an existing sugar factory operating with average cane crushing of 1600 TCD. SSKCL now proposes to expand the crushing capacity from 1600 TCD to 4800 TCD and set up a power plant of 30 MW and Molasses / Cane Juice based Distillery unit (ethanol) of 100 KLPD.
The integrated sugar complex project comprises of a sugar mill for the manufacture of high quality sugar, thereby making available required Bagasse for the cogeneration power plant in crushing season and molasses for distillery as well as the saved Bagasse which can be sold in open market. The command area of the proposed sugar mill has adequate irrigation facilities, potential for sustained cane supply to the sugar mill and biomass availability.
The aggregated capital investment for the integrated project has been estimated at Rs. 355.00 Crores.
The command area of SSKCL comprises of total six tehsils, i.e. Malshiras, Pandharpur & Sangola from Solapur District, Atpadi from Sangli District, Man from Satara District & Indapur from Pune District. The total area under sugarcane cultivation of these talukas is 99905 ha, with total sugarcane production of 87.19 lakh MT. The command area of SSKCL comprises of 17 sugar mills (14 operating & 3 proposed). The total crushing capacity of these mills is 60950 TCD, with total crushing volume at 100% utilization of 97.52 lakh MT. Out of which only 43.25 lakh MT is shared from command area. Hence, the surplus sugarcane available in the command area is 43.94 lakh MT.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
2 SGM Corporate Consultants Pvt. Ltd
Table 1.1: Summary of Proposed Plant
1 Name And Address
M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd. Gat. No. 155/1, 155/1A, 155/ 1C/1A, 155/ 1C/1B, 155/ 1C/2A, 155/ 1C/ 2B, 161/1B, 161/2B, 163/1B, 163/1D, 164, Village – Chandapuri, Tal. - Malshiras, Dist. - Solapur, Pin-413 310 Maharashtra.
2 Area of the project Total Plot Area – 43.58Ha Built up area – 26.50 Ha Green Belt area – 10.05 Ha
3 Latitude & Longitude Latitude – 17044’32.23” N Longitude – 74056’40.99” E
4 Plant Capacity
i. Expansion of Sugar unit from (1600 TCD + 3200 TCD) = 4800 TCD
ii. Proposed Distillery Unit – 100 KLPD iii. Power plant – 30 MW
6 Operational days
i. Sugar – 160 days/Annum ii. Cogeneration Power plant – 160 days/Annum
iii. Molasses based distillery – 270 days/Annum (160 days on the molasses generated by the sugar factory after diverting B- Heavy molasses by 44.27% & 110 days on procured molasses)
7 Proposed Project Cost Rs. 355.00 Crores
8 Capacity of Boiler
For Existing Plant – 35 TPH Boiler For Proposed Units:- i) Boiler - 130 TPH - For Sugar & Co-generation Unit ii) Incineration Boiler - 36 TPH – For Distillery Unit
9 Total water Requirement
For Existing Sugar Unit – 350 CMD Domestic Use – 50 m3/day Source:- From Karkhana Well (Factory’s own well) For Expansion & Modernization of Sugar Unit, Co-gen Power Plant & Distillery Unit– Total Water requirement – 1530.6 CMD Domestic Use – 25 m3/day Source:- From Nira- Right Canal (10 Km away from project site)
10 Total Power Requirement
Existing power consumption of the sugar factory & Boiler (35 TPH ) – 2.33 MW For proposed units:- 130 TPH Co-gen boiler a. Sugar process– 3.33 MW b. Colony – 0.1 MW c. Co-gen Auxiliaries – 2.07 MW
Total – 5.5 MW
36 TPH Distillery Boiler a. distillery & boiler- 2.25 MW
11 Steam Requirement 35 TPH Boiler (Existing 1600 TCD Unit) – 33 TPH 130 Co-gen Boiler (Proposed 3200 TCD Sugar unit) – 92 TPH
12 Total Fuel Requirement
Existing – i) 35 TPH Boiler – Bagasse 360 TPD ii) DG Sets (80 kVA, 160 kVA, 320 kVA) - HSD Proposed – i) Co-gen Boiler (130 TPH) – Bagasse 833 TPD ii) Incineration Boiler (36 TPH) – Biomethanized concentrated spent

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
3 SGM Corporate Consultants Pvt. Ltd
wash 98 TPD, Bagasse – 228 TPD & biogas - 1601 CuM/hr iii) D. G. Set (500 KVA) - HSD - 50 lit/hr
12 Manpower For Existing Unit – 381 Nos. SSKCL will require 190 people for proposed integrated project. Total Manpower = 571 Nos.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
4 SGM Corporate Consultants Pvt. Ltd
CHAPTER – 2 INTRODUCTION
Nature of Project
M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd. proposes Expansion & Modernization of existing sugar unit with capacity as:-
1. Sugar cane crushing – 4800 TCD (Existing – 1600 TCD, Proposed – 3200 TCD) 2. Co-generation power plant – 30 MW (Existing – 3 MW, From Co-gen – 23 MW & From spent
wash incineration – 4 MW) 3. Molasses / Cane Juice based distillery – 100 KLPD
2.2 Need of Project and its Importance to the Country and Region
1. Sugar Plant:
The integrated sugar complex project comprises of sugar mill of 4800 TCD from existing 1600 TCD capacity will be installed for manufacture of white sugar of good quality. The sugar market in India is quite up-beat and is expected to continue for a foreseeable future. Command area has sugarcane availability with sugar recovery of about 11.5%.
2. Cogeneration Power Plant:
The cogeneration power project of 23 MW capacities will operate on mill Bagasse only during 160 season days of the sugar mill. At designed levels, 130 TPH co-gen Boiler generate about 23 MW power, out of 23 MW power generation about an average 17.5 MW will be export during crushing season through MSEDCL grid for sale to MSEDCL or to third party consumers, as per prevailing tariff. All steam and power requirements of the sugar mill and cogeneration auxiliaries and colony during season period will be met internally from the cogeneration power plant.
4 MW power will be generated from 36 TPH distillery boiler (out of 4 MW 2.25 MW power utilized by distillery & Boiler and 1.5 MW power will be export) & 3 MW power generated from existing 35 TPH Boiler
3. Distillery Plant:
SSKCL has proposes 100 KLPD molasses/ cane Juice based Distillery unit at their existing sugar unit. Distillery unit will operate 300 days/annum (160 days on molasses generated sugar factory after diverting B- heavy molasses by 44.27 % & 140 days on procured molasses from other industries). Alcohol has assumed a very important place in the country’s economy. It is a vital raw material for a number of chemicals. It has been a source of revenue by way of excise duty levied by the State Government on alcoholic liquors. It has potential as a fuel in the form of power alcohol for blending with petrol in the ratio of 20:80. The use of alcohol for the purpose of potable liquor is as higher as its use for industrial purposes. Alcohol is used for manufacture of country liquor consumed by common masses. Alcohol is produced by fermenting sugar and is used in industry as industrial alcohol or power alcohol or for drinking purpose as potable alcohol. The basic raw material used is molasses (sugar) / cane juice.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
5 SGM Corporate Consultants Pvt. Ltd
2.1 Cane & Bio-Mass Potential in the Command Area 1) Sugarcane Potential in Command Area:
The command area comprises of total six tehsils, i.e. Malshiras, Pandharpur & Sangola from Solapur District, Atpadi from Sangli District, Man from Satara District & Indapur from Pune District. The total area under sugarcane cultivation of these six tehsils is 99,905 ha, with total sugarcane production of 8718705 MT, with average yield of 90 MT/Ha.
The command area of SSKCL comprises of 17 sugar mills. Out of which 14 are operating and 3 are proposed. The total crushing capacity of these mills is 60950 TCD, with total crushing capacity of 97.52 lakh MT at 100% utilization. Out of which said factories share only 43.25 lakh MT from the command area. Hence, surplus sugarcane available in the command area is 43.94 lakh MT.
Considering the cane requirement for 4800 TCD plant will require about 7.68 lakh MT of sugarcane at 100% utilization. Considering the present surplus sugarcane of 43.94 lakh MT, the requirement can be made available within the command area.
2) Surplus Biomass Availability: Considering the surplus biomass, and after taking into account 75% collection efficiency for bought out fuels, SSKCL can collect the following quantities of surplus biomass from the command area.
Availability of Each Source in Surplus Biomass Collection after Considering a Collection Efficiency of 75 % in MT
The available biomass is sufficient to meet the present needs of the local population for their fuel and other requirements. The biomass which is identified as surplus is that biomass which is available to SSKCL after meeting the needs of the local people.
At present there are no biomass consuming industries in the command area. In case any biomass consuming industries come up in the region, then the available biomass will be reduced.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
6 SGM Corporate Consultants Pvt. Ltd
2.4 Demand Supply Gap
As per the increase in population demand in the Market for sugar always prevail. The present peak demand of power is 15,988 MW and only 11,800 MW is met during the period 2009. Including the present deficit and projected growth rate, about 18,759 MW shall be added till the end of 12th plan period. Considering the immediate requirements of energy, another 5,600MW shall be added during 11th plan period ending 2012; hence the Government of Maharashtra permitted such a sugar factory to utilize the resource able energy fuel and to make a power which wills helps to decrease the energy deficit.
2.5 Domestic/Export Market & Export Possibility
Local as well as international market is available for sugar and molasses. Electricity will be generated in-house. Used for own factory units & remaining will be exported to the local grid of MSEDCL.
2.6 The Promoters & Project Preparedness
� Mr. Uttamrao Shivdas Jankar, Chairman � Mr. Savkar Mahadev Waghmode, Executive Director � Mr. Bhaiandas B. Chormale, Director Chairman of the Board of director is a most experienced person and entrepreneur of the Solapur district. He is a sitting Director of Shetkari Sakhar Karkhana. Also he was a Director of Indian Sugar Mfg. Co. Ltd. for a period of 5 years and expertise of him. The day to day management of the company shall be looked after by Shri. Uttamrao Shivdas Jankar with the due consultation of other board members
The team of Shetkari Sakhar Karkhana (Chandapuri) Ltd. shall be working under the most able guidance. SSKCL is in the process of appointing technical/managerial team of qualified engineers, contract & arbitration experts, agricultural officers and managerial personnel for implementation and operation of the proposed integrated project.
2.7 Strengths of the Project
The main strengths of this integrated project include:
• Background and experience of the shareholder, as well as the leadership from the promoters • Adequate support from the GOM/ MERC/ SDF/ MNRE • Availability of basic infrastructure including approach, land, water, bagasse, experienced manpower. • Crushing season starts from September to April, which is the period when the demand for the power
is at peak level. Excess power generated from the project will help to meet peak demand of the state utility.
• Environment friendly power generation. • Close to demand / load centers • Low transmission cost as transmission line already exists • Proven project concept in the sugar industry, globally • Excellent operations and results of existing co-gen in private sector sugar mills in India &
Maharashtra • Excellent response to the project, at the local farmer level, State Government, National and
International financial institutions and equity partners.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
7 SGM Corporate Consultants Pvt. Ltd
CHAPTER-3 PROJECT DESCRIPTION 3.1 Type of Project
M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd. is proposes an Expansion & Modernization of existing Sugar Unit with capacity as
1. Sugar Unit (Sugar cane crushing Capacity) – 4800 TCD from existing 1600 TCD, 2. Co-generation power plant – 30 MW (Existing – 3 MW, From Co-gen Boiler – 23 MW, From Spent
wash incineration boiler – 4 MW) 3. Molasses/ Cane Juice based distillery unit – 100 KLPD 3.2 Location of Project
M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd. located at Gat No155/1, 155/1A, 155/ 1C/1A, 155/ 1C/1B, 155/ 1C/2A, 155/ 1C/ 2B, 161/1B, 161/2B, 163/1B, 163/1D, 164, Village – Chandapuri, Tal - Malshiras, Dist. - Solapur, Maharashtra. The area is 107.70 Acres. The Geographical Location of this Industry is at 17044’32.23” N Latitude & 74056’40.99” E Longitude with an elevation of 544 M (1784 ft) above mean sea level (MSL).
Fig 3.1 Showing Location of Project Site

Prefeasibility Report
8
Command Area (Chandapuri, Tehsil
Fig 3.3 Google image of Project Site
Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
SGM Corporate Consultants Pvt. Ltd
Fig 3.2 Showing Command area
Command Area (Chandapuri, Tehsil-Malshiras, Dist-Solapur)
Fig 3.3 Google image of Project Site
(Chandapuri) Ltd.
SGM Corporate Consultants Pvt. Ltd

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
9 SGM Corporate Consultants Pvt. Ltd
Table 3.1: Environmental Sitting of Proposed Project
Sr. No. Particulars Details
1 Latitude 17044’32.23” N
2 Longitude 74056’40.99” E
3 Elevation above MSL 1784 ft above Mean Sea Level (544 M)
4 Climatic Conditions Maximum Temperature : 41oC Minimum Temperature : 120C Mean Annual Rainfall : 506 mm
5 Present land use at the proposed site Existing Sugar factory (1600 TCD)
6 Transport Connectivity Road
7 Nearest Highway Pune – Hyderabad National Highway 52 Km
8 Nearest Railway Station Pandharpur Railway station – 45Km
9 Nearest air port Solapur- 118 Km
10 Nearest School Zillah Parishad School, Piliv- Akluj Road
11 Nearest Hospital Primary health centre 7 Km
12 Nearest Water Body Nira-right Canal- 10Km towards East
13 Hills/Valleys Nil
14 Ecologically sensitive zones within 15 -km distance
There is no ecologically zone within 15 km radius distance of the project site
15 Historical/ Archaeological places There are no Historical/ Archaeological places in 15 Km radius distance of the project site
16 Nearest Defense and other Establishments Nil
17 Industries/Industrial area There are no industries or industrial area within 10 km radius distance of the project site
3.3 Project Layout
The project is an integrated industrial project which comprises of various units like plant & machinery, administrative building, residential colony, garden etc. This project contains environmental features like ETP, RWH, Gardening, landscaping. The plan showing the layout of the proposed project is shown in Figure 3.4. The Project has been considered with the following special features:
• Rainwater Harvesting Tank. • ETP to treat effluent.
• Green Belt along the periphery • Health facilities including First Aid

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
10 SGM Corporate Consultants Pvt. Ltd
Fig 3.4 Plant Layout

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
11 SGM Corporate Consultants Pvt. Ltd
3.4 Alternative Site Study
The criteria kept for candidate sites included –
• Nearness of raw materials • Purity of raw materials
• Ease of conveyance of raw materials • Desire of Government for industrialization in that area • Nearness of market
• Dispatch facilities • Fuel, Power and water supply without encroaching on needs of others. • Remoteness of target
• Not destroying prime agricultural lands • Public acceptability
3.5 Size and Magnitude of Project
The Industry proposes to Establish the integrated sugar complex project consist of Sugar, Cogeneration plant, Molasses based distillery. The name & quantity of different products are given below.
Table 3.2: List of Products & By-product
Sr.No. Products & Co-products Unit Quantity 1 Sugar Unit (4800 TCD) TCD
Sugar (sugar recovery @ 11.5%) TPD 552 Molasses TPD 192 Press Mud TPD 192 Bagasse Generation @ 29.2 % of total cane crushing
TPD 1401.6
2 Total Power Plants Capacity MW 30
3 Molasses based distillery Unit KLPD 100 Fusel Oil KLPD 0.3
Table 3.3: List of Raw Material Required
Sr. No. Raw Material Unit Quantity
1
Sugar Unit (4800 TCD) Sugar cane Lakh MT 7.68 Lubricant (oil & grease) Kg/day 144 Lime TPD 7.68 Sulphur TPD 2.4
Caustic Soda TPD 1.7
2 Power generation Unit (30 MW) Bagasse for co-gen. unit (season) TPH 34 Conc. Spent wash (55%)for incineration boiler TPH 4.07
3
Molasses based distillery Unit (100 KLPD) Molasses (FS- 42%) TPD 405 Nutrient Kg/day 100 TRO Kg/day 200 Sulphuric acid Kg/day 150

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
12 SGM Corporate Consultants Pvt. Ltd
3.6 PROCESS DESCRIPTION:
A) PROCESS DESCRIPTION FOR SUGAR PLANT (4800 TCD)
Most of the sugar factories in India follow Double Sulphitation Process and produce plantation white sugar.
The major unit operations are given below. These are –
Extraction of Juice, Clarification, Evaporation, Crystallization, Centrifugation
Extraction of Juice
The sugarcane is passed through preparatory devices like knives for cutting the stalks into fine chips before being subjected to crushing in a milling tandem comprising 4 to 6 three roller mills. Fine preparation with its impact on final extraction, is receiving special attention and shredders and particularly the fibrizers are gaining popularly. The mills are of modern design, being equipped with turbine drive, special feeding devices, efficient compound imbibitions system etc. In the best milling practice, more than 95% of the sugar in the cane goes into the juice, this percentage being called the sucrose extraction or more simply, the extraction.
A fibrous residue called Bagasse; with a low sucrose content is produced about 25 to 30% of cane, which contains 45 to 55% moisture.
Clarification
The dark-green juice from the mills is acidic (pH-4.5) and turbid, called raw juice or mixed juice. The mixed juice after being heated to 65 to 75 oC is treated with phosphoric acid, sulphur dioxide and milk of lime for removal of impurities in suspension in a continuously working apparatus. The treated juice on boiling fed to continuous clarifier from which the clear juice is decanted while the settled impurities known as mud is sent to rotary drum vacuum filter for removal of unwanted stuff called filter cake is discarded or returned to the field as fertilizer. The clear juice goes to the evaporators without further treatment.
Evaporation
The clarified juice contains about 85% water. About 75% of this water is evaporated in vacuum multiple effects consisting of a succeeding (Generally four) of vacuum-boiling cells arranged in series so that each succeeding body has higher vacuum. The vapors from the final body go to condenser. The syrup leaves the last body continuously with about 60% solids and 40% water.
Crystallization
The syrup is again treated with sulphur dioxide before being sent to the pan station for crystallization of sugar. Crystallization takes place in single-effect vacuum pans, where the syrup is evaporated until saturated with sugar. At this point “seed grain” is added to serve as a nucleus for the sugar crystals, and more syrup is added as water evaporates. The growth of the crystals continues until the pan is full. Given a skilled sugar boiler (or adequate instrumentation) the original crystals can be grown without the formation of additional crystals, so that when the pan is just full, the crystals are all of desired size, and the crystals and syrup form a dense mass known as “massecuite”. The “strike” is then discharged through a foot valve into a crystallizer.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
13 SGM Corporate Consultants Pvt. Ltd
Centrifugation
The massecuite from crystallizer is drawn into revolving machines called centrifuges. The perforated lining retains the sugar crystals, which may be washed with water, if desired. The mother liquor “molasses” passes through the lining because of the centrifugal force exerted and after the sugar is “purged” it is cut down leaving the centrifuge ready for another charge of massecuite. Continuous centrifuges may purge low grades. The mother liquor separated from commercial sugar is again sent to pan for boiling and recrystallization. Three stage of recrystallization are adopted to ensure maximum recovery of sugar in crystal form. The final mother liquor referred to as final molasses is sent out the factory as waste being unsuitable for recovery of sugar under commercial condition from economical point of view.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
14 SGM Corporate Consultants Pvt. Ltd
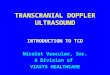
MANUFACTURING PROCESS FOR SUGAR
Bagasse
To distillery
Syrup sulphiter
Centrifugals
Hopper
Bagging Godown
Grader
Crystallizers
Vacuum pans
SO2 gas
Desugarisation in steps
Bagasse Saving
Rotary Vacuum Filter
Dorr clarifier
Clear juice heating
Evaporator
Cane
Cane preparation
Milling
Raw Juice heating
Juice sulphiter
Sulphited juice heating
Boiler
Condensate
Steam
Bagacillo
Filter cake
Imbibitions water
Milk of lime
Juice sulphur burner
Syrup sulphur burner
Sulphur
SO2 gas
85 o C

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
15 SGM Corporate Consultants Pvt. Ltd
B) PROCESS DESCRI PTION OF COGENERATION POWER PLANT (23 MW)
Co-generation Plant process in Brief – Cogeneration denotes generation of surplus power mainly with a view to supplying power to the grid. The process of manufacturing of crystal sugar requires steam. However by producing steam at higher pressure and higher temperature, electricity can be generated in addition to the main manufactured product i.e. Sugar, is known as Cogeneration. The co-gen power plant will have installed capacity of 23 MW (1 x 23 MW Double extractions cum condensing type TG set) and will employ 110 kg/cm2 and 5400C configurations. Bagasse generated from cane crushing, excluding handling losses and bagacillo requirements will be available for operation of the high-pressure boiler during season of 160 days on the bagasse generated in own mill.
The auxiliary steam consumption for the power plant will be for soot blowing and other auxiliary consumptions like Steam Jet Air Ejector (SJAE) & Gland Steam Condenser (GSC) at high pressure, for HP heater at medium pressure and for de-aerator at low pressure. The auxiliary power consumption for the power plant will be about 9.0% & 9.5% of generation during seasons and off-season periods, respectively. Co-generation for the sugar factory has been a very attractive option in view of the potential for improving the financial health. On the other hand it helps in reducing ecological damage, by promoting the use of renewable fuels like Bagasse. Bagasse based cogeneration of power for export to the grid is a technology used in many countries; this is very beneficial to both the Sugar unit and to the Government. This concept is born out of the fact the sugar plant cogeneration holds the promise of narrowing the ever widening gap between the power supply and demand at low incremental cost. The present potential are estimated for the surplus exportable power to the grid from the sugar factories is around 5000 MW in the country.
The fuel for the boilers of the cane sugar industry is Bagasse; however the storage of large quantity of combustible Bagasse in the premise of the sugar factory is problematic. Most of the boilers of sugar factory are designed in such a way as to use the entire quantity of Bagasse in cane as it is crushed daily. There is thus inbuilt energy inefficiency in the factory using all the Bagasse produced as fuel for the low pressure boilers, which could be otherwise used in a more efficient manner by making alteration in the specifications of boiler and producing high pressure steam which can be utilized for generation of Power. Thus there is no any need of additional raw material for running this plant only need is to increase the efficiency of the existing procedure and plant and machinery.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
16 SGM Corporate Consultants Pvt. Ltd
MANUFACTURING PROCESS FOR CO-GENERATION POWER PLANT
Steam to sugar process
Boiler
Sugar Cane
Milling
Superheated Steam
Bagasse
Turbo generator
Cane Juice for sugar production
Condensate
De-aerator
Feed Water
23 MW
Make up water

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
17 SGM Corporate Consultants Pvt. Ltd
Table 3.4: The brief design parameters for the cogeneration power plant will be as follows: Boiler capacity, TPH : 1 x 130 Pressure, kg/cm2 : 110 Temperature, 0C : 540 Turbine capacity, MW : 30 Turbine type : Double extraction - cum condensing Season operation, days : 160 Fuel used for season operation : Bagasse Boiler efficiency, % On bagasse : 70.00,± 1 Feed water temperature, 0C : 220 Captive power consumption, % of generation (Season)
: 9.00%
Turbo-generator efficiency, % : 96.0
Table 3 5: The installed capacities and capacity utilization levels for sugar and ethanol & Co-generation Unit
Item Value Sugar Unit (4800 TCD) No. of Plant operating Days 160 Plant Operating hours 22 Crushing rate, TCH (Incremental) 145.45 Annual Installed Crushing capacity, MT 512000 Utilization 70 Annual cane crushing, MT 358400 Total sugar recovery, % cane (reduced by 0.75% due to diversion of 44.27 % of B- Heavy molasses)
9.75
Total sugar production, MT 34944 Co-generation Power Plant (30 MW Power Generation) Season No. of Plant operating days 160 Plant Operating hours 24 Export capacity, MW 17.5 Ethanol (Molasses / Cane Juice based 100 KLPD Distillery unit) Installed capacity, KLPD 100 No. of plant operating days 270 Annual installed capacity , KL 16000 Capacity utilization, % 70 Estimated Annual production of Ethanol, KL 11200

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
18 SGM Corporate Consultants Pvt. Ltd
Table 3.5 - Water requirement and waste generation in sugar mills, Sugar unit (4800 TCD) and Co-gen unit (23 MW)
Sr. No. Step Water input cum/d Loss/reuse Wastewater out cum/d
1 Regeneration De-min Fresh = 55.38 55.38 For ash conditioning
-
2 Boiler Fresh = 723.6 (Make-up)
108.9 for cooling tower & 614.7 operation loss
-
3 Cooling tower (Co-gen)
Fresh = 203.1 (Make-up) Boiler blow down 108.9
127.92 reuse for Sugar cooling tower & 180 Evaporation loss
-
4 Cooling tower (Sugar)
Fresh – 1571 Co-gen – 127.92
1179.56 Moderate to ETP 519.36
5 Pump Blower Sealing water
Fresh = 480 (Make-up) 480 Evaporation loss -
6 Floor & vessel washing (Co-gen)
Fresh = 96.48 96.48 for Ash conditioning
-
7 Floor & vessel washing (sugar)
9.84 - Moderate to ETP 9.84
8 Equipment cooling (sugar)
120 Evaporation loss 120 -
9
Sugar plant process (Flash vapors, Bagasse moisture & final product moisture)
1099.2 Evaporation & moisture loss 1099.2
-
Total
4595.42 (3360 from sugar cane fresh water & 236.82 recycle from boiler blow down)
4062.14 529.2
Input side (Industrial):
a. Fresh Water for Industry, ( Sugar & Co-gen) = 698.60 cum/d∗ b. Sugar cane water = 3360 cum/d c. Recycle from boiler blow down = 236.82 cum/d
Total Input = 4295.42 cum/d
Output side:
a. Loss from Industrial Use = 3829.4 cum/d b. Recycle from boiler blow down = 236.82 cum/d c. Effluent Moderately polluted sent to ETP = 529.2 cum/d
Total Output = 4595.42 cum/d

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
19 SGM Corporate Consultants Pvt. Ltd
C) PROCESS DESCRIPTION MOLASSES/CANE JUICE BASED DISTILLERY (100 KLPD) The proposed distillery project (Molasses/ Cane Juice based of 100 KLPD Capacity) will adopt the best technology available for converting molasses into ethanol. The present trend is to adopt continuous fermentation/Fed batch method to ferment molasses into alcohol, which is distilled in a multistage distillation/pressure vacuum column, system.
Extra Neutral Alcohol (ENA) is manufactured from Rectified Spirit. The impurities in Rectified Spirit are reduced to considerable extent by properly diluting and redistilling the spirit. The impurities like aldehydes, acids, Esters, higher alcohols are minimized by controlled condition and tapping impurities at appropriate points during distillation. The eco-friendly Molecular Sieve Technology will be used for production of Fuel Ethanol. The integrated and independent evaporation system will be used for concentration of effluent.
Machinery and Hardware: 1. Continuous/Fed batch Fermentation process which consists of Yeast Propagation System, Sludge
Washing and Decantation System, Spent wash and Spent Lees recycling system.
2. Pressure – Vacuum Distillation system with integrated evaporation system where in the Steam Economy will be obtained considerably. Simultaneously recovering steam condensate which will be recycled back to Steam Generating Unit.
3. ETP system – It will be based on modern concept to obtain Zero Discharge. The system consists of further concentration of effluent in multiple evaporation system followed by burning of concentrated effluent (spent wash) in specially designed boiler. Auxiliary fuel coal will be used as per need of process.
4. Plant shall be more water / energy conservative i.e. Spent Lees / Part of Spent Wash will be recycled for the process, low steam consumption for MPR distillation system.
5. Avoidance of scaling problem due to use of MPR distillation system.
6. Simultaneous generation of steam and power for the process and distillery project
TECHNOLOGY AND PROCESS DESCRIPTION Technology: Continuous Fermentation Process Fermentation Process
Molasses is the chief raw material used for production of alcohol. Molasses contains about 50% total sugars, of which 30 to 33% are cane sugar and the rest are reducing sugar. During the fermentation, yeast strains to the species Saccharomyces Cerevisiae, a living microorganism belonging to class fungi converts sugar present in the molasses such as sucrose or glucose in to alcohol. Chemically this transformation for sucrose to alcohol can be approximated by the equation: -
I) C12H22O11 + H2O Invertase 2C6H12O6
Cane Sugar Glucose + Fructose
ii) C6H12O6 Zymase 2C2H5OH + 2CO2
180 2 x 46 + 2 x 44 Glucose/Fructose Ethyl alcohol + Carbon di-oxide

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
20 SGM Corporate Consultants Pvt. Ltd
Thus 180 gm. of sugars on reaction gives 92 gms of alcohol. Therefore, 1 MT of sugar gives 511.1 kgs of alcohol. The specific gravity of alcohol is 0.7934, therefore, 511.1 kg. of alcohol is equivalent to 511.1 / 0.7934 = 644.19 litres of Alcohol. During Fermentation of other by-products like glycerin, succinic acids etc. also are formed from sugars. Therefore, actually 94.5% total fermentable sugars are available for alcohol conversion. Thus, one MT of sugar will give only 644 x 0.945 = 608.6 litres of alcohol, under ideal condition theoretically.
Normally only 88 to 90 % efficiencies are realized in Continuous type plant. One MT of molasses containing 47 % fermentable sugars gave an alcoholic yield of 283 litres per MT.
Process of manufacture of Extra Neutral Alcohol
Extra Neutral Alcohol is manufactured from Rectified Spirit. The impurities in Rectified Spirit are reduced to considerable extent by properly diluting and redistilling the spirit. The impurities like aldehydes, acids, Esters, higher alcohols are minimized by controlled condition and tapping impurities at appropriate points during distillation.
Process of manufacture of Fuel Alcohol
The latest technology of Molecular Sieve will be used for production of Fuel Ethanol
SSKCL will operate the distillery unit according to following scheme:
1. Latest Technology of fermentation – Multi pressure distillation for production of RS & ENA, Molecular sieve for fuel alcohol
2. Biogas generation 3. Concentration of biomethanized spentwash (5 to 55%) 4. Mixing with bagasse and burning in boiler to generate steam and power simultaneously
achieving zero discharge 5. Air pollutants emit from boiler will be controlled by installing air polluting device – Bag
Filters 6. Also, adequate stack height will be provided to boiler stack to control pollution 7. Raw spent wash generated = 1075 TPD

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
21 SGM Corporate Consultants Pvt. Ltd
MANUFACTURING PROCESS FOR MOLASSES BASED DISTILLERY
Raw material
Weighed & Diluted
Rectifier column
Yeast Propagated in sterilized separate vessel
Pre-Rectifier column if required
Analyzer Column
Fermentation
Clarified Wash
Exhaust column
Boiler
Fusel oil separated & alcohol returned
Rectified Spirit/ENA/ absolute alcohol
Fusel Oil
CO2

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
22 SGM Corporate Consultants Pvt. Ltd
Table 3.6: Water requirement and waste generation in 100 KLPD Distillery Unit
Plant Capacity – 100 KLPD RS/ ENA/FA Feed Stock – Molasses Consumption of Molasses – 42% w/w FS, 15% w/w sludge, 18% w/w Moisture Alcohol in Fermented wash – 8.0% v/v
WATER INPUT TABLE
Sr. No. Section Water Quantity (m3/day) 1 Water Molasses 79 2 Process water in Fermentation 1043 3 DM water for RS dilution 862 4 Soft water for vacuum pump & others 360 5 Soft water make up for cooling towers 647 6 Misc. water 99 7 Washing water for WTP (Water Treatment Plant) 114 8 Other domestic uses 10
TOTAL WATER INPUT 3214
WATER OUTPUT TABLE Sr. No. Section Water Quantity (m3/day)
1 Spent Lees 1080 2 Water in Raw Spent Wash 930 3 Water in sludge 67 4 Vacuum Pump & Others 346 5 Vacuum Pump loss 14 6 Water in Product 5 7 CT Evaporation Drift Losses, Blow Down 647 8 Washing Water 10 9 Blow Down Water & Reject streams 81 10 ETP Waste 35
TOTAL WATER OUTPUT 3215
Recycling & Utilization streams Sr. No. Section Water Quantity (m3/day)
1 Spent Lees Recycle for RS Dilution 772 2 Vacuum Pump Recycle 346 3 Treated Effluent 1264
Total Water 2382
TOTAL FRESH WATER REQUIREMENT 832 m3/day 7.81 lit/lit
Input to ETP Process Condensate 834 m3/day Spent Lees 308 m3/day WTP Blow down & Boiler Blow down 77 m3/day Cooling Tower Blow down 80 m3/day Total 1299 m3/day
Water in Waste Stream 35 m3/day Filtration Blow down 45 m3/day

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
24 SGM Corporate Consultants Pvt. Ltd
3.7 Water Requirement and Source
The total water required for the project i.e. 1530.6 CMD
Total Effluent generation (Sugar + Co-gen) – 529.2 CMD
Spent Lees from distillery – 308 CMD
Source for existing factory – From Karkhana Well
Source for proposed units – From Nira Right Canal
Water Requirement for Existing Sugar Unit (1600 TCD) for Operational days – 180 Days
Sr. No. Particulars Water required (m3/day) 1. Industrial Use 236
Boiler, Boiling house, Cooling Tower & Make water for floor washing
47.2
Losses 20% 283.2 Total Water Requirement 283.2
2. Domestic Use 40 lit per day per capita 16.0
For Existing Unit:-
Total Water Requirement = 350 m3/day (Industrial Use – 300 m3/day & Domestic Use – 50 m3/day) Total Effluent Generation = 230 m3/day Total Sewage Generation = 40 m3/day

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
25 SGM Corporate Consultants Pvt. Ltd
3.8 Brief Description of Cleaner Technology-
A) Treatment of Sugar ETP- Anaerobic Followed by Aerobic System Brief Flow Sheet Details:
1. Screen chamber 2. Oil & Grease Skimmer 3. V-Notch 4. Equalization Tank 5. Primary Clarifier 6. Anaerobic digester 7. Aeration Tank 8. Secondary Clarifier 9. Sludge Drying Beds 10. Recovery of treated water
1. Screening: Coarse screen or rack is used for removal of large pieces of gunny bags, plastics, branches, rubbers, packing materials, gaskets, cotton waste and other floatable. It is used as protecting devices so that large suspended solids and floating material do not damage pumps, agitators, mixers and aerators. Coarse screens have openings ranging from 75mm to 150 mm and racks are usually set at an angle of 450 – 600. The cleaning of screens is done either manually or mechanically.
2. Oil & Grease Skimmer: Oil being is lighter than water, floats. This property is used to separate it out. However, if there is more turbulence or if the travel distance is high, gradient slop is more, or if boiler blows down, excess condensate, stream trap, cooling purging co-enters, the oil gets emulsified and then does not float out easily. It has to avoid such situations to the maximum extent possible by either providing the traps very near to the source, or by segregating the sub-streams. If the oil does not float and a thick film does not develop, the physical removal by big spoon becomes difficult. In such case, the oil & grease escapes out to further downstream units of the ETP to spoil the situation. In aeration tank the contents are further churned and the oil may cover the bacterial cell wall, stopping their work of adsorbing and absorbing the food (BOD) and utilizing the same in turn for their life and growth cycle. The BOD will not get utilized for removal, and the shining oil will escape out from the secondary clarifier to the disposal site. Removal of oil and grease is necessary to increase treat ability. In an industry oil and grease traps are situated close to the source of oil and grease. Various patterns are available for oil and grease trap. The most common is the one in which inlet is below the surface and outlet is at the bottom with sufficient retention period (10-30min). The floating material rises and remains on the surface of the wastewater. The oil & grease will be collected in a separate sump, by manually or mechanically, from where it can be removed with the help of a hand pump. Considering floating matter and oil & grease in the effluent. It is advised to provide oil & grease trap near mills as major oil & grease come from milling section.
3. V-Notch: The triangular or V-notch sharp-crested consist of an angular notch cut into a bulkhead in the flow channel. The apex of the notch is at the bottom, and the sides are set equally on either

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
26 SGM Corporate Consultants Pvt. Ltd
side of a vertical line from the apex. The angle of the notch most commonly used is 90o .The discharge equation of a free flowing triangular weir takes the form.
Q = 8 x (2 g) 1/2 CDh5/2 ---------m3/S 15
Where - h (m) = head referred to the vortex of the notch
- g = 9.81 m/S2
- CD = discharge coefficient, which is given by following table.
Head,h(M) 0.050 0.075 0.100 0.125 0.150 0.200 0.300 Value of CD 0.608 0.598 0.588 0.588 0.586 0.585 0.585
4. Equalization Tank: Equalization is often used for smoothening out individual wastewater stream flow variations so that a composite stream of relatively constant flow rate is fed to the treatment plant and, also to even out variations in effluent feed BOD to the treatment facility. The equalization tank should not work as settling tank. The solids should be kept is suspension. For this, the water must be in motion. A stirrer, mixer, agitator, or diffused air is employed.
5. Primary Clarifier: Purpose of this process is to reduce settable suspended solids content of the wastewaters. When a liquid containing such solids is detained without disturbances for a time, particles of higher specific gravity will settle and those with lower specific gravity will float. About 50-65 % removal of suspended solids and 20-40 % of the BOD removal can be achieved in a properly designed and operated primary clarifier. Common retention time is 90-150 minutes based on average rate of flow. If these precede a biological treatment unit, 30-60 minutes retention time is sufficient. Sugar factory effluent contains bagacillo particles as a suspended particle. These should to be separated out before the biological treatment.
6. Anaerobic Digester:
The supernatant from primary clarifier is further subjected to anaerobic digester. It is submerged digester with plastic media. The microbial growth is retained on the plastic media making possible higher loading rates and efficient digestion. The BOD removal is about 80%. Advantages: 1) Higher degree of stabilization. 2) Little sludge production. 3) Low capital and operating cost.
7. Aeration Tank: The effluent from anaerobic lagoon is further subjected to aeration tank. The biological treatment of effluent by aeration process with sludge culture is very sensitive. The efficiency depends on pH, temperature, air contact, suspended solids, culture growth, and concentration of floc that is optimum mixed liquor suspended solids concentration (MLSS). The microbial culture concentration is to be maintained in the range of 1500 to 4000 mg/l. Hence initial culture development and maintaining of activated sludge rate by re-circulation of sludge and addition of cow dung, urea, DAP and their mixing are essential. The nutrients are to be in

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
27 SGM Corporate Consultants Pvt. Ltd
liquid form. The ratio of BOD: N: P is 100:5:1 will be maintained. Care is to be taken not to destabilize the microbial culture.
8. Secondary Clarifier: It is a cylindrical concrete tank with conical bottom. There is a central well to which water is fed to avoid short-circuiting of water into the overflows. The central stirrer is rotated at 2 RPH. Sludge will be collected at the bottom from where it re-circulated to aeration tank and excess sludge is taken on sludge drying beds by pumping. There is circumferential overflow from which treated effluent is collected and sent for agricultural use.
9. Sludge Drying Beds: Sludge drying beds will be provided for the disposal of sludge from clarifier. The dried cakes will be scrapped off periodically and can be utilized as manure.
10. Recovery of treated water-
For recovery of water from waste water, the treated water from ETP may be sent to tertiary system consisting of polishing tank followed by pressure filtration, activated carbon system and disinfection by chlorination. The RO plant will be installed in the Sugar & co-gen plant. After RO treatment, the DM water will be used in Boiler. RO reject water is send to high TDS consuming plants.
B) Distillery Spent wash Treatment- The spent wash generated from distillery unit will be concentrated in Multiple Effect Evaporators and then will be incinerated in 36 TPH Boiler (Distillery Boiler) to achieve zero discharge.
C) Domestic effluent – Sewage Treatment Plant of capacity 40 m3 has been already exists on the industry premises. Sewage generated during the proposed activity will be treated in the upgraded existing sewage treatment plant.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
27 SGM Corporate Consultants Pvt. Ltd
Fig 3.5: ETP Flow Diagram - Proposed
Primary clarifier A
Screen Chamber
O&G skimmer
Equalization tank Buffer tank
Anaerobic digester
Aeration tank
Secondary clarifier B
Sludge drying bed
Chlorine contact
tank
De-chlorination tank
Treated water tank
MGF
MGF
ACF
ACF

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
28 SGM Corporate Consultants Pvt. Ltd
Distillery (Process condensate, spent lees) liquid waste Streams for Effluent Treatment Plant The treatment unit consists of
Sr. No. Particulars Remark A Electro-Mechanical Part 1 Bar screen 1 2 Air Blowers for Equalization tank. 1+1 3 Coarse air diffusers 1 set 4 Lime agitators. 1 5 Raw Effluent Pumps 1+1
6 Air Blowers for Aeration tank 1+1 7 Fine Air Diffusers for air diffusers 1 Set 8 MBBR media 1Set 9 Sludge Pumps 1+1 10 Lamella Media for settling tank 1 Set 11 Electrical for the Plant Lot B CIVIL WORKS 1 Bar Screen Chamber 1, RCC 2 Equalization tank 1,RCC 3 Aeration tank 1,RCC 4 Settling tank 1,RCC 5 Treated water tank 1,RCC 6 Sludge drying beds 1 Set, BB masonry 7 Pump house BB Masonry 8 Miscellaneous pump foundations PCC/RCC
Recovery of treated water & its recycling-
For recovery of water from waste water, the treated water from ETP may be sent to tertiary System consisting of polishing tank followed by pressure filtration, activated carbon system and disinfection by chlorination.
After treatment, efforts will be made to recycle to maximum extent the treated effluent for the process.

Prefeasibility Report
29
Figure 3.6: Block Diagram of MBR Process used for Sewage Treatment Plant
3.9 Air Pollution Control Facilities:
Gaseous emission from the boiler will be passed through systems to control the emission level of pollutants like PM10, PM2.5, SO2, and NOx within the stipulated limits. The air pollution generation from the proposed project is given in table below:
Table 3.8: Air Pollution generation & its mitigation measures
Sr. No. Area of Operation
Stacks present at Existing Sugar Unit
1. Existing – 35 TPH Boiler
2. D.G. Sets (320 kVA, 160 kVA & 80 kVA)
Stacks in proposed units
1. Co- gen Boiler – 130 TPH
Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
SGM Corporate Consultants Pvt. Ltd
Block Diagram of MBR Process used for Sewage Treatment Plant
Air Pollution Control Facilities:
Gaseous emission from the boiler will be passed through systems to control the emission level of , and NOx within the stipulated limits. The air pollution generation
from the proposed project is given in table below:
Table 3.8: Air Pollution generation & its mitigation measures
Air Pollution Mitigation Measures
Stacks present at Existing Sugar Unit
TPH Boiler 60 m stack height has been provided CPCB Norms with wet scrubber
D.G. Sets (320 kVA, 160 5.0 m stack height above the roof of the building, where it is installed, as per CPCB Norms
130 TPH 60 m stack height will be provided as per CPCB Norms with bag filters to achieve
(Chandapuri) Ltd.
SGM Corporate Consultants Pvt. Ltd
Block Diagram of MBR Process used for Sewage Treatment Plant
Gaseous emission from the boiler will be passed through systems to control the emission level of , and NOx within the stipulated limits. The air pollution generation
has been provided as per
5.0 m stack height above the roof of the as per CPCB
as per with bag filters to achieve

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
30 SGM Corporate Consultants Pvt. Ltd
maximum collection of fly ash
2. Spent wash incineration boiler (Distillery Boiler) – 36 TPH
55 m stack height will be provided as per CPCB Norms with air pollution control device – Bag Filter
3. D.G. Set (500 KVA) Adequate stack height will be provided as per CPCB Norms
3.10 Solid Waste Management: Non-hazardous solid waste & Hazardous solid waste generated is given in the table below:
Table 3.9: Solid Waste details
No. Type of waste Waste & Quantity Total Unit Treatment Disposal
Existing Proposed 1 Canteen waste 1.0 1.0 TPD Compost Own Garden 2 Domestic waste 2.0 2.0 TPD Compost Factory farm
3 Distillation Residue
-- 0.2 0.2 TPM Flotation
Technique
Will be mixed with Bagasse & burnt in boiler
4 Bagasse Ash 5.4 12.5 17.9 TPD mixed with
PMC
Bagasse ash will be mixed in press mud cake & distributed to farmers as soil conditioner
5 Incineration Boiler Ash
-- 21.65 21.65 TPD -- Will be sold to brick manufacturer
Table 3.10: Hazardous Waste details
Sr. No. Type of waste Quantity
Total Unit Category Disposal Existing Proposed
1 Used / Spent Oil 5.0 2.0 7.0 MT/Y 5.1 Would be mixed with
Bagasse & burnt in boiler 2. ETP Sludge 3.0 2.0 5.0 MT/M 34.3
To authorized vendor 3. STP Sludge 3.7 1.8 5.5 Kg/day
3.11 Power Requirement:
Electricity required for plant operation shall be in-house generated. Total power requirement will be 30 MW. D.G. Set having 320 KVA, 160KVA, 80KVA capacities for power failure.
3.12 Green belt development:
The total plot area is 43.58 Ha. The green belt will be developed to the tune of 10.05 Ha. SSKCL will plant about 2000 trees.
At present, SSKCL has already planted about 5000 Nos. of trees in their existing plant.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
31 SGM Corporate Consultants Pvt. Ltd
Table 3.11: List of proposed Trees
Common Name Botanical Names Specification Height in (m)
Neem Azadirachta indica Fast growing 15 – 20
Mango Mangifera indica Deep route, Evergreen 35 – 40
Yellow Gulmohar Peltophorum pterocarpum Quick growing 10-12
Bahava Cassia fistula Fast growth 15-20
Jambhul Syzigium cumini Evergreen, Tropical 30
Moh Madhuca longifolia Fast growing 20 Sita Ashok Saraca asoka Evergreen 10-15 Apta Bauhinia racemosa Small crooked tree 3-5
Palas / Flame of the forest
Butea monosperma Dry season, deciduous 15
Kadamb Anthocephallus cadamba Large, quick growing 45
Ber Ziziphus mauritiana Evergreen shrub 15
Shivan Gmelina arborea Fast growing, deciduous 30
Shirish Albizia lebbeck Flowering tree 25
Maharukh Ailanthus excelsa Large deciduous tree 25
Karanj Pongamia pinnata Legume Tree 15-25
Katesavar Bombax ceiba Tall flowering tree 20
Fish tail palm Caryota urens Flowering plant 12
Nandruk Ficus retusa Rapidly growing, evergreen shrub
15
Son chafa Michelia champaca Tall, Flowering Tree 30
Safed Khair Acacia ferruginia Draught resistant 12
Babul Acacia nilotica Slow growing, long lived 5 -20
Bakul Mismusops elangi Evergreen tree 16
Kaner Nerium indicum Evergreen Shrub 4
3.13 Socio-Economic Benefit: The project will generate a fair amount of direct and indirect employment in the study region as a result of which the local economy is expected to receive a boost due to employee spending and services generated by industry. Migration at the existing area is insignificant.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
32 SGM Corporate Consultants Pvt. Ltd
CHAPTER – 4
SITE ANALYSIS
4.1 Site Connectivity: The project site lies between latitude – 17044’32.23” N & Longitude – 74056’40.99” E. The site is 52 kms away from the National Highway no. 9 and on 45 kms away from Pandharpur railway station.
4.2 Topography: The area of operation is under western Maharashtra plateau largely composed of Deccan Trap. It is plateau landscape with general elevation of 450 to 600 m from the mean sea level.
4.3 Land Use: It is a Barren uncultivated land with no any agricultural activity in the vicinity. Land is already in possession for existing sugar factory. There is expansion & modernization of Existing Sugar factory. Proposed units will install on the land kept spare for future development.
Total Plot Area – 43.58 Ha Built up Area – 26.50 Ha Green Belt Area – 10.05 Ha
4.4 Soil Classification: District has got three types of soil, which are, Black, Coarse Gray and Reddish. In the command area it is mostly rich black soil, which is most fertile and heavy and useful for farming. Black Domat soil, smooth soil, rocky soil, and sandy soils are there in which wheat, grams and all type of pulses has been mainly produced. 4.5 Meteorological Conditions: District falls under the category of dry (arid and semiarid) climate according to the Koppen climate classification. The city experiences three distinct seasons: summer, monsoon and winter. Typical summer months are from March to May, with maximum temperatures ranging from 30 to 40 °C (86 to 104 °F). The warmest months in Solapur are April and May. Typical maximum temperature being 40°C (104°F), the highest temperature ever recorded is 48 °C (118 °F) in April 1988. Although summer does not end until May or even the midst of June, the city often receives locally developed heavy thundershowers in May (although humidity remains high). The monsoon lasts from June to the end of September, with moderate rainfall. The average rainfall of Solapur district is 545 mm (21.5 in) per year. Winter begins in November and lasts until the end of February, with the temperatures occasionally dropping below 10 °C (50 °F).
Relative humidity is high in months of June to October. After October relative humidity starts to decrease up to month of May.
Table 4.1: Site Specific Micro-Meteorological Data # Parameter Data
1 Hourly Maximum Temperature (0
C) 41
2 Hourly Minimum Temperature (0
C) 10
3 Hourly Maximum Relative Humidity (%) 77 4 Hourly Minimum Relative Humidity (%) 19

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
33 SGM Corporate Consultants Pvt. Ltd
CHAPTER – 5
RISK ASSESSMENT AND SAFETY MANAGEMENT
5.1 Hazard prone areas in the factory Area in the factory where potential and major fire hazard can take place are as follows – a) Storage of Bagasse b) Storage of Molasses c) Boiler Operation d) Storage of Sugar Bags e) Others (a) Storage of Bagasse: - Bagasse in sugar factory should be stacked properly so as to have proper aeration. (b) Storage of molasses: - Molasses is stored in closed steel tanks. Molasses if not cooled properly can char and lead to ignition by spontaneous combustion. (i) Leakage of molasses from pipes (ii) Leakage from storage tanks (c) Boiler operation: - It may cause fire due to following reasons or inadequacies 1. Improper maintenance 2. Heat released by radiation 3. Bad house keeping 4. Fire injury to workers in boiler operation (d) Storage of Sugar Bags: - Sugar bags are generally stored in warehouses. Major accidents can take place due to following reasons or inadequacies (i) Electrical short circuit (ii) Fire due to terrorist activities Generally it is observed that factory management does not follow the necessary precautions for preventing disasters.
Following inadequacies are generally observed – i) No special care taken for storage of Molasses ii) Special action plans in emergencies are not provided iii) Fire- fighting system is not adequate iv) Fire- fighting training is not given to all employees v) No special care taken for storage of bagasse vi) Bad Housekeeping
vii) No special care taken of pipes, which carry steam

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
34 SGM Corporate Consultants Pvt. Ltd
5.2 Measures to overcome possible hazards To overcome all these possible hazards, the following measures may be adopted (i) Spacing between the units in the plant should be kept as per the specifications of safety distances (ii) Precautionary measures (iii) Provision of fire fighting system & training to staff related safety Precautionary Measures: - For Fuel – Bagasse (Boiler fuel) Bagasse storage – Bagasse is a combustible material & as such the following measures may be taken: a. Bagasse should be away from heat processes b. Welding and cutting should not be allowed in the vicinity of storage of bagasse c. Bagasse should not be stored where high voltage electric supply lines are overheads d. Bagasse should be stored away from explosive materials e. Bagasse storage should be kept in least to reduce the intensity of fire. f. Bagasse should be used for pulp & paper mill or as a fuel for boiler g. Proper ventilation should be provided while stacking bagasse so that auto combustion can
be avoided.
5.3 Work Environment:
Dust and Heat free work environment is maintained in view of worker’s health, safety & hygiene. The efforts taken in this regards are as follows:
Sr. No. Source Attenuation by 1. Scrap yard Avoided by adopting smooth roads and yards 2. Plant Avoided by adopting good foundation, good alignment,
well lubricated 3. Generators Fitted enclosure and tall stack 4. Vibrations Proper sturdy foundation provided for all the machines
and equipments to avoid fugitive escapes 5. Fumes Closed, covered and carried through ducts
5.4 Disaster Management Plan
Industry has to be prepare Disaster Management Plan for emergency rescue
Objectives
To localise the emergency
To minimize the consequences
To ensure that following concepts are considered namely, rescue, first Aid, evacuation, Rehabilitation, spreading the information

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
35 SGM Corporate Consultants Pvt. Ltd
Elements on site plan:
• Assess the size of event • Plan formulation and liaisons • Action like raise alarm, communication within and outside • Appoint key personnel and deploy. Appoint controller • Emergency control center • Action on site • Action off site • Alarm and visual signals at strategic point, first alert sent to incidence controller
5.5 Fire fighting facilities for Ethanol Plant (Molasses / Cane Juice based Distillery Unit 100 KLPD)
1. Possible Fire Hazards
i. Fire in fuel / bio-mass storage yards
ii. Fire in Alcohol storage tanks Electric static electricity and consequent fire accident.
2. Fire fighting facilities
Elaborate fire fighting system will be made available in any corner of the plant. Fire detection is also envisaged.
Fire water storage tanks
• Fire water pump house containing combination of diesel and electrically driven pumps • Hydrant system with piping, valves, instrumentation, hoses, nozzles etc • Foam injection system fuel oil tanks for foam concentrated tanks, foam pumps, in line
inductors, valves, piping and instrumentation • Automatic high velocity water spraying system consisting of detectors. Deluge valves,
piping & instrumentation • Water curtain arrangement will be commissioned between each storage tank to avoid
dissipation of heat to nearby tank • Linear heat sensing cable detectors, deluge valves, isolation valves, nozzles, piping &
instrumentation • Automatic medium velocity water spraying system consisting of QB (Quartzite Bulb) • Early warning fire detection & alarm

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
36 SGM Corporate Consultants Pvt. Ltd
CHAPTER – 6
REHABILITATION & RESETTLEMENT (R& R) PLAN
6.1 Policy to Be Adopted
The project site is located in village Chandapuri, Tal. Malshiras, Dist. Solapur, there are no rehabilitation & resettlement issues involved.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
37 SGM Corporate Consultants Pvt. Ltd
CHAPTER – 7
PROJECT SCHEDULE AND COST
7.1 Proposed Schedule for Approval & Implementation
The manufacturing of products has planned to start after obtaining environmental clearance.
7.2 Project Cost
The Capital cost of the proposed project is Rs. 355.00 Crores. (Refer Annexure V)

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
38 SGM Corporate Consultants Pvt. Ltd
CHAPTER – 8
PROJECT BENEFITS
8.1 Introduction
The proposed project will be provided job opportunity to the surrounding population. In good sense, the project shall affect the socio-economy, physical infrastructure and biological environment. The project will result in the improvement of life relative localities.
The industry will produce Ethanol which is a vital commodity in the national as well as International market, and which will save foreign exchange. This will not disturb the present land use because our area occupied will be only small % of Influence zone 10 km. Compatible Architecture will be adopted and No Prime Agriculture Land will be put to this industrial use. Trees will be maintained and not razed down. No Rehabilitation is involved. People will get jobs here. This will be beneficial to the society. Due to this project, farmer community will get more prices for sugar cane.
Some important beneficial impact of the projects as follows:
• Improvement in the physical infrastructure • Improvement in the social infrastructure
• Employment generation • Better price to farming community
8.2 Improvement in the Social Infrastructure
This project will be provided better livelihood to the local people. After the set up of this project all basic facilities will be here. And this area will be connected with world’s other areas in the respect of transportation, communication etc.
8.3 Employment
The project will provide employment opportunity for the local community in the operation phase. Tender specification for operation would include a favorable employment opportunities for the locals.
The main principles are outlined below:
� Employment strategy will provide for preferential employment of local labour. � General recruitment procedures will be transparent, public and open to all. � Recruitment procedures will be publicized in advance. � There will be no discrimination on basis of gender, caste or other factors. � Contractors will be required to abide to employment priority towards locals and abide by the Indian
labour laws regarding standards on employee terms and conditions.

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
39 SGM Corporate Consultants Pvt. Ltd
CHAPTER – 9
EIA STUDY REPORT
This will be finally prepared and submitted as per guidelines given by MoEF as-
Chapters Contents I Proponents, ToR, Purpose
II Project explained. Why this, Why needed, What priorities, What options
III Environment Setting Natural & Man-made
Material, Method, Approach Delphi technique
IV High Significant Impact, Low Insignificant Impact & Shield
Proper Site? Prevention? Abatement? Treatment? Mitigation? smooth Disposal
V Alternate Analysis
Selection of Raw Materials, Site, Process, Machinery- Hardware, Collaborators, Staff & Team
VI Monitoring = Stations, Parameters, Frequency, Statistics, Rectify
VII
Extra Innings Risk = To Environment, To Health, To Bankers
Public Consultation Reporting
Community = Oustees Rehabilitation. Others- Assistance
VIII Benefits = Physical, Social, Employment, Other Tangible.
Sustainable considerations
IX Cost-Benefit. If Project Done? If No-Project?
X EMP = Plan, Cell, Schedule, Watch-dog, Monitoring, Documentation, Reporting
XI Summary, Conclusion, Justification, Mitigation.
XII EIA Team = Proponent, Consultant, Associates, Future

Prefeasibility Report M/s Shetkari Sakhar Karkhana (Chandapuri) Ltd.
40 SGM Corporate Consultants Pvt. Ltd
CHAPTER – 10
CONCLUSIONS
We may conclude as under:
• This project is very necessary in view of production of sugar, power generation especially renewable power, producing Ethanol, a useful foreign exchange saver product which the nation requires as a useful resource for development.
• The candidate site is suitable from general MoEF expectations.
• Water, power, raw material, Filler Material and Market is assured and found available with ease
• Full precautions will be taken for Pollution Control, Resource Conservation and Environmental Protection
• The project will generate employment opportunities during operational phase. The standard of living of local people due to employment is likely to be better, so we may say that it is positive socio-economic impact.
• Farmers will get better price to their produce.
• This is cost effective and Sustainable Development.