Embed Size (px)
Citation preview

1
CHAPTER 1
INTRODUCTION
1.1 Inventory Management
Various definitions have been given by different authors to inventory
management. Black [1] described inventory as a buffer between supply and
demand. Jonah et al [2] described it as stock of goods or material awaiting
delivery or dispatch. While Monks [3] described it as stock of goods or item
held for future use. From the foregoing one can see that good inventory
management in a firm would lead to greater profits, minimized losses, greater
customer satisfaction, stabilized employment, enhanced product quality and
other latent benefits of inventory.
Failure to meet demand in any company usually compromises customer
satisfaction and attracts high cost that characterizes emergency production.
Efficient management of inventory system is therefore very critical in the
operations of any firm.
Black [1] outlined the basic benefits of inventory management to the
customer as off-the-shelf availability of products while to the management as
reduced tied-up investment capital on inventory, reduced operating cost and
carrying cost associated with warehousing and reduction in the accruing
obsolescence of product.
From observations it can be said that a lot of failed investments did so as
a result of inefficient inventory management.

2
In this work our emphasis is on backordering. As Fisher [4] observes,
there may be some economic reasons for a company to decide not to satisfy all
demand, but rather lose some sales in the interest of the company. We consider
a situation where rather than accumulating a lot of buffer stocks and attracting
spoilage, some stocks can be back-ordered, some lost and sufficient costumer
and company satisfaction achieved.
Introduction Partial Back logging
On every research on inventory, it is always customary to establish optimal
parameters which would ensure effective management of inventory. Two major
parameters of interest are “optimal order quantity” and “optimal reorder point”.
This would ensure a comfortable trade-off between the cost of inventory
holding and the cost of shortage.
The phenomenon of shortage has been a recurring issue in modern
inventory management. Another concept that is akin to it is the concept of
“yield uncertainty, or “yield randomness”.
Yield uncertainty or yield randomness is simply a situation where the
quantity of goods received does not equal the quantity requisitioned, due to
factors like defective production, miscounting, breakage and pilferage.
Researchers in inventory theory and management have tried, to capture
this situation through modeling, so as to enable inventory managers make well
informed management decisions. One way this has been done is to consider the

3
possibility of keeping all the demands occurring within the time when there are
shortages until a new consignment is received to fill the outstanding demands.
This approach is known as complete Back-ordering or complete Backlogging.
Another way to deal with this problem is to assume that all demands occurring
within this period are lost which is known as “Total lost sales”. However a more
dynamic situation is to realize that while some units of the demands occurring
within the shortage period can be backordered others are permanently lost. This
is an intermediate situation to the two mentioned above and is called Partial
Backordering.
Partial Backordering posses one difficulty of complicated models which
are not easy to handle. A major drawback of this system also is that the reorder
point is not systematically determined. That is the reorder point because it is not
included in the model is not determined by the conditions within the model.
Jonah et al (2) modeled the system using the length of stock-out period
and the length of the inventory review period. They also tried to deal with the
problem of “reorder point” by developing a closed form model parameters.
In this research a modification of the model by Jonah and Chukwu would
be attempted, and an application of same to the Brewing industry would be
explored.

4
1.3 Classification of Inventories
Types of inventories: Basically inventory can be classified into three
different forms.
1.3.1 Raw material inventory: This is the inventory of all the raw
materials used in the production process.
1.3.2 Work in progress inventory: This is the inventory of semi-
completed goods (work in progress) calculated at various points in the
production process.
1.3.3 Finished goods inventory: These are the inventory of the products of a
firm. They are frequently held throughout a firm‟s distribution channels even
unto retail state.
1.4 Functional Classification of Inventories
Apart from classifying inventory according to its form, we can as well
classify inventory according to its function, some of which are:
1.4.1 Anticipatory Inventory: This inventory is accumulated when a firm
produces or purchases more than its immediate requirements in low demand
periods to anticipate the needs of high demand periods. By building up its
anticipatory inventory the firm smoothes its production requirements. This type
of inventory is very helpful when demand is seasonal.
1.4.2 Cycle Inventory: This is when in order to reduce unit purchase cost (for
increased production efficiency) the number of units purchased is greater than
the firms immediate needs. It may be more economical for purchasing to order a

5
large quantity of units and store some for future use than to make a series of
small orders. With some items the firm may be forced to produce a minimum
quantity. Production at sizes that exceed immediate requirements are normally
chosen to offset the cost of lengthy process set-ups.
1.4.3 Pipeline Inventory: These are items that have been ordered but not yet
received. They are said to be created by materials moving forward through the
value chain. It may be inventory moving from supplies to plants and from sub-
contractors, from one operation to the next within the plant and from the plant to
the firm‟s distribution channel.
1.4.4 Decoupling Inventory: This inventory enables the synchronization
between adjacent processes or operations whose production rates are not
synchronized.
1.4.5 Safety or Buffer Inventory: This is inventory held to offset the risk of
unplanned production stoppages or unexpected increases in customer
demand.
1.5 Dependent and Independent Demand Inventory: Demand can be said to
be dependent when it can be derived from the demand for other items produced
by the firm whereas independent demand is when it is unrelated to the demand
for other items produced by the firm.
1.6 Classification by Quantities: This brings to bear the idea of ABC
classification, where inventory are categorized according to quantities and
values.

6
1.6.1 A-class: These are items with higher values but with lower demand or
usage in the farm. Production machines and spares can be classified here.
1.6.2 B-class: These are the items with intermediary demand and values.
1.6.3 C-class: These are items with lower values but of regular usage. The
consumables are usually classified here.
1.7 Deterministic/Probabilistic Demand Inventory: Inventory can further be
divided into two areas: the deterministic inventory is a situation where the
demand is known, such that for any given period of time the quantity to be
ordered is known where as the probabilistic inventory is such where the
demand is seasonal and stochastic and is described by probability
distribution.
1.8 Background of the Work
Researchers for many years have studied the relations to various areas of
inventory control, such as raw materials, work in process, finished goods and
supplies inventory. Instruments for measurement of inventory like the ABC
classification, Bar-coding, inventory counting, inventory turnover and quantity
discounting have been established. Theories of precession like the just-in-time
system, kanban system and the backlogging systems have also been established.
Some of these theories have been made use of by researchers todevelop models
which when applied to some specific areas are functional.

7
Harris et al [5] is one of the first to appear in print. He developed the
basic and widely used Economic Order Quantity (EQQ) which is the reference
point of most useful inventory theories today.
Oluyele et al [6] presented a system dynamic modeling of Nigerian
automotive battery production organization, where policy runs of the system
simulations were done to evaluate the impact of the size and pattern of demand.
Aderoba, et al [7] developed a model for progressive inventory
management for job shops where the developed model incorporates salient
characteristics like uncertainty of demand, limitations of space and funds and
multiple materials.
Giri et al [8] presented a paper which considers an economic lot
production quantity problem for an unreliable manufacturing system which the
machine is subject to random failure (at most two failures in a production
process). They established a model whereby shortages can be managed by
accepting the existence of an on-hand inventory.
Mc Lachlin [9] established an EQQ model for deteriorating items where
the supplier offers a permissible delay in payment. Their model allows not only
the partial backlogging rate to be related to the waiting time but also the unit
selling price to be larger than the unit purchase cost.
On the environs of this research work there are other models like that of
Sheng [10] who defined a time dependent partial backlogging rate and
introduced an opportunity cost due to lost sales. He established that the larger

8
the waiting time for the next replenishment the smaller the backlogging rate
would be. Moreover the opportunity cost due to the lost sales should be
considered since some customers would not like to wait for backlogging during
the stockout period.
Faaland et al [11] addressed the economic lot scheduling problem where
a manufacturer makes a variety of products types on a single facility or
assembly line. The model accounts for the time to set up the facility and charges
a penalty on each unit short regardless of whether shortages actually result in
lost sales or not. The model considers a situation in which a cycle is complete
when one batch of each product type has been set up, and produced. They
assumed that production is at constant known rate and a profit maximization
firm and also that some lost sales may be attractive in compromise with
inventory carrying cost.
Netessine et al [12] presented the willingness of customers to backorder
as a function of customer incentive that accompany the backorder. They
analysed the impact of offering a monetary incentive on the optimal inventory
policy by introducing an appropriate relationship between the proportion of
backlogging customers and the incentive to backorder. They concluded that
under some technical assumption other competitor‟s optimal inventory policy
are monotone in the amount of incentive offered.

9
With this background, a further study on partial backordering stock and
accepting some lost sale to arrive at a good inventory policy for a company will
be made.
1.9 Problem Statement
Consider a firm that operates a random placement of orders on raw
materials, upholds an infinite production process and delivers to customers
when the customers is available. If supplies are made to a clone system of
customers the firm may run into a problem of over-production and its attendant
consequences. According to Ezema [13] the problem of most companies is that
of inadequate planning and control of production activities. Many companies
lack the technical know-how while others ignore the practice of inventory
control entirely.
Another version of problem associated with inventory is the non-
placement of order except there is requisition from customers. Akin to this are
delays in supplies to customers and the likely losses of customers and
sometimes permanently. This research seeks to establish a good inventory
management policy that would bridge the gap between overstocking and under-
stocking and also enhance quick delivery of orders.

10
1.10 Objectives of the Work
If it is possible it would rather be preferable for a company not to hold
inventories since it may mean tying up cash in goods that would have rather
improved the company‟s financial base. However, considering the fact that not
holding inventories leads to incessant failures in production, the study of
inventory management becomes inevitable. It is to enable a company to arrive at
a point in its stock holding capacity where the holding cost will not be at the
detriment of the company. In consideration of this fact we derive the objectives
as:
i) To capture prompt delivery to customers
ii) To reduce to the least possible the holding cost by choosing to rather
backorder instead of accumulating stocks.
iii) To reduce buffer stocks to a known quantity such that even during
uncertainties losses are minimized.
iv) To smoothen demand even when it is erratic.
1.11 Need and Importance of Work
A lot of companies operate without recognition o f the importance of
inventory whereas good inventory management determines the wealth of any
firm. This work would be important and applicable to companies that operate on
either of two classes of inventory, the raw material inventory and finished
product inventory. As usual it would be applied to a specific type of firm and if
required in others firms, modification should be made to enable it fit into the

11
requirement of the given firm. It is therefore expected that good inventory
control and infact the application of the model would go a long way to harness
the wealth of the company of application.
1.12 Scope of the Work
In this research work a model which can be used to determine the total
cost of inventory with backordering the quantity and the re-order point will be
developed. The model will be tested with a given company and
recommendations would be made following the results obtained.
1.13 Methodology
The work would be carried out through the following approach:
i) The model by Jonah et al [2] will be slightly modified. The
research of Jonah and Chukwu is basically a theoretical analysis of
a general situation, bringing both total back-ordering, total lost
sales and partial backordering cases. In their analysis they made
use of figures not obtained from real situation and also guessed
some bias factors and variance which they used in their theoretical
analysis. However this situation will endeavour to break down the
case of partial back ordering by analyzing the development of the
model and then employing same in the estimation of the Quantity
and Recorder point making use of a real situation.
ii) Data will be collected from a given company in the brewing
industry covering the following:

12
a. Demand rate
b. Set-up cost
c. Variable costs
d. Carrying or holding costs
e. Shortage costs
f. Backordering costs
g. Profits
iii) The lower bound for the partial backordering rate will be determined.
iv) The length of the inventory period (T), the fill rate (F) and
consequently the order quantity (Q) and shortages (S) will be
determined
v) The re-order point will be established by applying the result above and
the re-order point equation.
1.14 Definition of Fundamental Terms
Demand: This is the sum total of customers requirements for a given time,
usually per year.
Lead Time: This is the time limit between the placement of an order and the
subsequent arrival of same to fill the inventory.
Base Stock Level: This is the maximum level that the replenishment should
bring the stock level to.
Inventory Level: Is the instant level of on hand inventory.

13
Backorder: This is a given quantity of customer demand during stock-out of
which he is prepared to wait and receive after replenishment.
Continuous Review: Is an inventory replenishment policy whereby
replenishment is done at any point.
Economic Order Quantity (EOQ): The optimal replenishment level that
would best minimize the holding cost and order of on hand inventory.
Fill Rate: This is the fraction of the demand that is filled from on hand
inventory.
Holding Cost: This is the cost per unit of holding stock in inventory and
comprises of rents, insurance and opportunity cost of tied up capital.
Inventory Level: This is the on-hand inventory less of backorders.
Lost Sales: These are sales that are lost due to non-availability of stock. If the
waiting time for delivery of an order is too long.
Obsolescence: Where stock is no more usable for its intended purpose, by way
of expiration, damage, contamination or shift of market.
On-hand Inventory: The instant available stock in inventory.
Lower Bound: This is the least value that partial backordering rate assumes for
the partial backordering model to be applicable.
Yield Variance: Is the variance of the yield distribution. The quantity that
makes the quantity ordered to differ from the quantity received.
Re-order Quantity: The number of items to be ordered during replenishment.

14
Safety Stock: Inventory which serves to promote continuous supply when
unpredictable demand exceeds forcast, or the delivery of materials from the
supplier is delayed.
Service Level: This demonstrates the fraction or percentage of order cycle
during the year in which there are no stock-outs.
Set-up Costs: These are the costs of labour materials and marginal costs of
machines or work station set-up.
Shortage Cost: The cost incurred when a sub-optimal inventory item must be
used to produce an order, due to a stock out of the optimal inventory item.
Stationary Demand: Demand having a single probability distribution that does
not change order time.
Stock: The items in the warehouse to support operations.

15
CHAPTER 2
LITERATURE REVIEW
2.1 Preamble
Several inventory models addressing different scenarios in inventory
theory and management have been developed and applied by researchers Black,
[1] Jonah et al [2] Monks, [3]. However in every research on inventory it is
customary to establish optimal parameters which will ensure effective
management of inventory.
This chapter is targeted towards briefly tracing the history of inventory
theory in order to place the topic of this work in context. This would then lead
into exploring some specific concepts in inventory modeling. Basically the goal
of these being; to gradually lead into these optimal parameters such as re-order
points and re-order quantities which minimize the total inventory costs. The
total inventory costs comprise costs like; ordering costs, set-up costs, purchase
costs, holding costs and shortage costs.
Before reviewing literature directly related to our focal point, we will
relate some fundamental literature so as to reveal some other works by other
researchers, such as the theory of EOQ (economic order quantity), ELS
(economic lot size), the re-order point and EOQ with price break.
2.2 Fundamental theory in Inventory Management
The foremost theory in inventory management is what is known as
Economic Order Quantity EOQ where independent demand was used to

16
establish cost minimization. This theory was developed in 1913, Green et al
[14].
Other early works include those of Harris [15] and Wilson [16] on the economic
lot size (ELS) model, which recommends an optimal production batch size by
trade-off of the inventory holding cost against production change-over costs.
This formed the basis of the EOQ model generally used today. The essence of
the model is to assume a continuous review system, a known constant demand
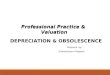
and a known lead time and with this minimize total cost. As shown in fig 2.1,
the dynamic minimum cost is at the point where the cost curve is minimum.
The EOQ is given by
Q = √2KD
h (2.1)
Where K = ordering cost
D = average demand
h = holding cost (percent) Black [1]
Q = quantity ordered
or
EQQ = √2DS
H (2.2)
Where D = Annual Demand
S = Ordering Cost
H = Holding Cost
EOQ = Economic order quantity – Noori and Radford [17].

17
The average order interval per year which also gives the optimal re-order
point is given by
Average order interval:
R = EOQ
D , Norri and Radford [17] (2.3)
R = Recorder point
EOQ = Economic order quantity
D = Quantity demand
Or simply the re-order point is given by the demand per period multiplied by the
lead time in number of periods.
Arrow, et al [18] derived an optimal inventory policy for problems in
which demand is known and constant and then for a single period problem in
which demand is random. They also analyzed the general dynamic problem
under the assumption of fixed setup costs and unit order cost, proportional to
order size.
Taha [18] extended the EOQ model to what he called EOQ with price
breaks which is like the EOQ model except that the inventory item may be
purchased at a discount if the size of the order „y‟ exceeds a given limit, q that is
the unit purchasing price C is given by
c1, if y ≤ q C = c2, if y > q , c1 > c2 (2.4)
He also presented other models as, multi-item EOQ with storage
limitations, a no-setup model and setup model

18
Order quantity
Fig. 2.1: Graphical representation of EOQ, showing where the EOQ is
taken
2.3 Other Related Literature:
Taha [18] divided inventory into two parts, the deterministic and the
probabilistic inventories, showing that the deterministic is a case where the
demand is known and certain, while the probabilistic is a case of unknown
previous demand. He went further to write on the probabilistic inventory. He
studied the case of a mail order retailer selling style goods and receiving large
numbers of commercial return. Returned goods arriving before the end of the
selling season can be resold if there is sufficient demand. A single order is
placed before the season starts. Excess inventory at the end of the season is
salvaged and all demand not met directly are lost.
Amasaka [19] illustrated a proposition which goes beyond production
based on his experience at Toyota Company. The main concept deals with
linking quality cost and delivery research activities of all departments concerned
with development production and sales.

19
Yang [20] presented 4 different inventory shortage models which are
developed with deteriorating items and partial backlogging. He assumed that the
demand function is positive and fluctuating with time and the backlogging rate
is diffentiable and decreasing function of time. He also assumed maximizing
profit as the objective to find the optimal replenishment policy. He finally
identifies the most profitable alternative.
Laan et al [21] worked on the implementation of the probabilistic
inventory model. A case study of a photocopier manufacturing company was
used to demonstrate the Stochastic inventory model with production,
remanufacturing and disposal operations. Customers demand was either fulfilled
from the production of new products or by the re-manufacturing of used
products. To co-ordinate production remanufacturing and disposal operations
they employed what they called the PUSH and PULL strategies to enable the re-
use or withdrawal of returned stock.
On deterministic inventory model the just in time (JIT) and the material
requirement planning (MRP) have been employed by researchers to demonstrate
the pre-knowledge of the flow of stock in the planning of replenishment.
Gelinas [22] described JIT as an inventory loss elimination process, at all its
levels as a means of maximizing high-added valued activities pay-off or to
minimize low added value impact. He defined it as a “management tool
developed for planning, controlling and monitoring and intricate set of non-
repetitive activities”.

20
Matsuura et al [23] described JIT as a manufacturing philosophy towards
improving efficiency through the absolute elimination of waste by continuous
improvement and workers‟ involvement. A system developed by Toyota
production system in which orders are placed when items are required. They
also described MRP as a closed loop system in which functions such as master
production scheduling, capacity requirement planning and shop floor control are
attached.
More researches have also been done on the area of Economic Lot
Scheduling (ELS). Faaland et al [11] addressed this with lost sales and set up
time considered, where a manufacturer makes a variety of products on a single
facility or assembly line. Their model accounts for time to set up facility and
charges penalty for each unit short, regardless of whether the shortage results in
lost sales or is satisfied by a subcontractor. Hsu [24] also dealt with ELS for
perishable products with age dependent inventory and backorder costs.
2.4 Directly related literature on shortages, backordering, partial
backordering and lost sales
The one general term used to describe shortages and its consequences is
deterioration which we earlier described as yield uncertainty or yield
randomness. Deterioration in general may be considered as the result of various
effects on the stock, some of which are: damage, spoilage, obsolescence, decay,
decreasing usefulness, miscounting, breakage or pilferage. Hark and Sohn [25]
described this as gradual loss of utility or potential associated with passage of

21
time. We may consider a typical uncertainty situation as that of stocking and
distribution of day-old chicks where the rate of deterioration is very fast if
supplies are not made.
Hark and Sohn [25] established the optimal quantity that should be
ordered in a situation of combined effect of deterioration and inflation. Ghare et
al [26] studied a model having a constant rate of deterioration and a constant
rate of demand over a finite planning state. More work on this area was done by
Covert et al [27] who added a rate of deterioration and Shah [28] who
considered the model allowing complete backlogging of the unsatisfied demand.
Wee [29] studied models allowing partial backlogging of unsatisfied demand
and deterioration of inventory.
Additions to this area are the works of Eilon et al [30] who considered
where unit selling price is affected by demand, as low selling prices generated
demand, while high selling prices decline demands. They considered perishable
items with maximum shelf life and no deterioration before the expiration date.
Papachristos [31] made further research in the work of Wee [33] where
they established that the demand rate is “described by any convex decreasing
function of the selling price and instead of a constant rate of partial backlogging
considered a variable backlogging rate which is found in the work of Abad [32].
They found the optimal solution and compared it using examples to the
approximated results of Wee [33].

22
In summary they concluded that the total profit per unit time, NP (T, S,T)
is the total average revenue minus total average cost Np (T1, S, T) – K (T1, S, T)
The total average revenue is given as
R( T1, S, T) = 1 sd(s) + T
Bd(s)
T T1 1 + y (T – U) du (2.5)
While the total average cost is
K (T1 S, T) = φiq + c1 + c2 CI + c3 Ib + c4 I1
T T T T T (2.6)
Therefore deducting the cost from the revenue gives the Net profit (R – K = NP)
Where T = Cycle length
T1 = Inventory cycle interval with positive stock
s = Unit selling price
d(s) = Demand rate for product
φ1 = Material cost per unit
q = Order quantity
c1 = Fixed cost per order
c2 = Holding cost per unit per time
c3 = Shortage cost
c4 = Sales cost
1b = Amount of shortages backlogged per cycle
I1 = Lost scales per cycle
CI = Inventory carried
Y and B = the backlogging parameters
∫

23
As earlier mentioned Wee [33] treated a similar case where his model
showed a deterministic inventory model with quantity discounts pricing and
partial backlogging when the product deteriorates with time. Against the general
situation of minimizing cost he like Papachristos worked on profit
maximization.
In his case, revenue was simply defined as the product of the unit selling
price‟s and the demand rate for the product „d(s)‟, i.e.
R = s d(s)
While the total variable cost per unit time „K‟ is the summation of the material
cost, the replenishment cost, the carrying cost, backlogging cost and the penalty
cost for lost sales.
K (T1, S, T)
= V1 (q)q + c1 + c2(q) IT (T1) + c3 c4
T T T T T (2.7)
Where Vi (q) is the material cost per unit and other notations are same as earlier
given.
More researchers have also been done not only on the use of Net Profit
(NP) but also on the use of total cost (TC) to find the optimal lot sizing Abad
[32] developed an optimal lot size for perishable goods under conditions of
finite and partial backordering and lost sales.
In this case he considered the problem of determining the production lot
size of a perishable product that decays at an exponential rate assuming that one
I1 Ib +

24
backlogging of demand is allowed. As in Wee [33] he used same individual
costs and solved for the total cost (F)
F (J, λ) = C1 + c + c2 [p β(J) – dJ] + C3 Bdmλ λ + C4 dmλ 1 – B (2.8)
θ
2
Where J = T, (in notation) = duration of inventory cycle when there is positive
inventory, β = interim time span, λ = duration of inventory cycle when stock out
exist and all other notations remain same as in previous notation. Another
researcher who worked on optimal lot sizing using cost is Wang [10]. In his
work an inventory replenishment policy for deteriorating items with shortages
and partial backlogging, he defined as an appropriate time-dependent partial
backlogging rate and introduced an opportunity cost due to lost sales. In this
article he gave two examples of inventory problems with linear and exponential
demand patterns which were taken from Giri et al [34]. He proposed that if the
demand rate D(t) is strictly increasing, then, (i) the shortage period and the
inventory periods are getting smaller with respect to the number of
replenishments and (ii) the inventory level right after a given number of
replenishments and shortage level right before the same number of
replenishments are increasing, he gave the total cost as
Tc= nC1+ C2 + Cθ Σ I tj-1, tj + C3 Σ S tj-1, tj
+ C5 H Σ S tj-1, tj J = 1
= nC1 + C4θ-1
Σ ∫tj
eθ tj - sj -1 D (t)dt
J = 1
+ C6 Σ ∫sj
tj sf - t D (t) dt J = 1
1 + α sj – t / H (2.9)
n n
α n
n
n
sj

25
Chern et al [35] extended the inventory lot size model to allow not only for
general partial backlogging rate but also for inflation. They established that for
seasonal commodities with short life span the willingness for a customer to wait
for backlogging during the shortage period is diminishing with the length of the
waiting time. Hence the longer the waiting time the smaller the backlogging
rate. This is in agreement with Papachristos et al [31] who established a partial
backlogging rate inventory model in which the backlogging rate decreases
exponentially as the waiting time increase. Chern et al [35] developed an
inventory lot size model for deteriorating items with partial backlogging. They
also took the time value of money into consideration. They assumed that not
only the demand function is fluctuating with time but also the backlogging rate
of unsatisfied demand is a decreasing function of the waiting time. They showed
that the total relevant costs (i.e. the sum of the holding cost, backlogging, lost
sales and purchase costs) is a function of the number of replenishment.
Consequently, the search for the number of replenishment was reduced to
finding the local minimum. They defined the objective of the inventory problem
as to determine the number of replenishments n, the timing of the re-order point
(ti) and the shortage points (si) in order to minimize the total relevant cost (TC).
TC was derived to be
Tc n, st, t1 = Σ (pi + Ii + Si) J = 1
(2.10)
n

26
Pi is the purchase cost during the 6th replenishment cycle, Ii, the inventory
holding cost and Si the shortage cost.
The derivations of most of these models are characterized by highly
complex and multi-component models. However, Jonah and Chukwu [2]
modeled a simpler system using the length of the stock-out period and the
length of the inventory review period. They also tried to deal with the problem
of re-order point, by developing a closed form model for establishing the re-
order point with optimal values of other parameters.
Their model integrated both pure backordering, total lost sales and partial
backordering. For pure backordering they found the optimal values of Q and Si
the optimal quantity with backorders and the maximum stock out as:
Q*
B = 1 CB + hv 2KD + P2 D
2 + 8
2
m CB hv CB +hv hv (2.11)
S = 1 2 KDhv + (hvs)2 h + hv - hv (PD)
2 - PD
CB + hv CB CB (2.12)
They also demonstrated the length of the inventory review period using the lost
sales approach and gave the length of the review period as
Tb = 2KD +hvσ2
D2hv (2.13)
This then lead us into the partial backordering model.

27
CHAPTER 3
3.0 MODEL DEVELOPMENT
3.1 The Partial Back-Ordering Model
This model is developed on the assumption that in a company that intends
to operate on a zero buffer stock, the expectation should be that not all the
customers that arrive during the stock-out period would be willing to wait for
the arrival of new stock. However if researches have shown that this is better
than holding stock it might then be necessary for the company to do so.
As earlier mentioned some companies may device incentive method,
another price slash method, all to motivate the customers to wait for the arrival
of orders. Despite the motivational approach some customers still would not
wait but go to other suppliers. This divided nature of demand during the
shortage period creates the need for evaluation of cost and quantities that should
be ordered. This is under the assumption that this effect has taken place over a
range of time for which studies can be made.
3.2 Other Assumptions Made Include
(i) The arrival of orders should be able to meet all backorders and bring the
on hand inventory above the re-order points.
(ii) The carrying cost of the inventory is applicable to only the units of
acceptable quantity
(iii) The study is made on a single item inventory
(iv) Demand is treated as deterministic
(v) Lead time is constant

28
(vi) Customer demand is considered linear
3.3 The Partial Model Development
Fig. 2: Graph of partial back-ordering model showing the random yield curve
From the graph it can be seen that there are two periods when there is inventory
and when there are shortages, the shortage period is further divided into two
parts, BS and (1 – B)S. (µQ1 – BS) is the function for the quantity while stock
lasts which when divided by the function for total quantity (µQ1 + (1-B) S) we
obtain the fill rate. µQ1 – BS
A known fraction B of the demand during the lead time is backlogged while the
remaining (1-B) is lost. Since S is the maximum stock-out BS is denoting the
total amount backlogged while (1 – B)S is totally lost. Considering first the
length of the inventory review period can be presented mathematically as
T = Q2 – BS + S = [Q2 + (1 – B)S] D D D ----(3.1)
µQ1 + (1 – B)S)

29
Considering that due to shortages which generate the random yield
problem, not all Q1 will result to Q2 therefore consider the expectation of the
review period
The expected length of the inventory review period is given as
E T Q1 = ∫ T dQ2
= Q2 + (1 – B)s = µQ1 + (1 – B)s ------------3.2
D D
This is the expected length of the inventory review period.
Looking at the total cost TC as a function of the individual cost; V, C1 C2
C3 CB, the expected cost per cycle would be
E T Q1 = C2 + C1v [(Q2 – BS)2] + C3S + P (1 – B)S + CB BS
2
2D 2D
-----(3.3)
i.e., by bringing in all the individual costs to make the total cost.
Resolving this (integrating the total cost function) gives
TC = C2 + C1V {(δ
2 + µ
2 Q1
2) – 2BS (µQ1) + (BS)
2}
2D
+ C3S + P(1 –B)S + CBBS2
2D -----(3.4)
Having found the total cost, the review period and the fill rate (as given by the
quantity ordered on the graph) we will proceed to introduce them into the
equation of total cost by multiplying the function of total cost by the inverse of
T which is called the expected number of cycles per review period. This will
dQ2
∞
o
o
∞
o
∞
∫
∫

30
enable us to identify the review period function and the fill rate function in the
equation of cost
1 = D
T µQ1 + (1 – B)S we obtain the expected cost per unit time
TC (Q1S) = C2D + C1V σ2 + C1v (µQ1 – BS)
2
µQ1 + (1 – B)S 2[µQ1 + (1 – B)S] [µQ1 + (1 – B)S]
C3SD + P(1 – B)SD + C3BS
2
+ 2[µQ + (1 – B)S] µQ + (1 – B)S [2µQ1 + (1 – B)S] ---(3.5)
To transform the above equation into the expected length of the review period
µQ1 – BS µQ1 + (1 – B)S
and fill rate, F is represented = µQ1 + (1 +B)S and T =
D
In each function of the equation of expected cost per unit time, this now gives
us the actual total cost and the fill rate.
We obtain the expected total cost
TC (T,F) = C2 C1v σ2
+ DTF2 +CB BDT (1 –F)
2
T 2DT 2 2
+ (P + C3) D (1 – B) (1 – F) -----(3.6)
Differentiating equation (3.6) partially with respect to T and F and equating
each to Zero to obtain the minimum cost and fill rate
TC = - C2 - C1vσ2 + C1vDF
2 + CBBD (1 –F)
2 =0
F T2 2DT
2 2 2
TC = C1DTF – CBBDT (1 –F) – (P +C3) (D) (1-B) = 0
F

31
and finally to obtain the optimal values of T and F, the two equations are solve
simultaneously
T = C1v + CBB 2C2D - C3 + P (1 – B)2 + δ
2
D2CBB C1v (C1v + CBB) C1v -----(3.7)
F = CBBT + (P + C3) (1 – B)
(C1v + CBB)T ------(3.8)
Jonah et al (2007)
The solution to equation (3.7) and (3.8) exist if and only if
β ≥ 1 + C3 (2C2D + C1Vδ2) C1V – D
2 C
23 + C3
2 = β
*
P P2D
2 P ------(3.9)
This theorems are presented in our notation
To obtain the quantity to be backordered we multiply the review period T
with the demand D, subtract the fraction that is totally lost (1 – β) S‟ and divide
through by the bias factor µ
That gives us
Q = T D – (1 – β)S
µ (3.10)
And to obtain the maximum stock out we multiply the review period T
with the demand D and the converse of t he fill rate (1- F)
S = T D (1 –F) (3.11)

32
3.4 Determination of Re-order Point
The foregoing seeks here to develop a re-order point in an inventory
system where a deterministic inventory is assumed and deterioration effect is
experienced, and where demand is partially backlogged.
The re-order point determination is necessary in view of the fact that
there needs to be a balance point between shortage and holding cost of
inventory. This analysis is predicated on the fact that the re-order point can be
established almost independent of order quantity but with the parameters.
3.4.1 Maximum Expected Cost Approach
Some researches have been made in this area establishing some
approaches to this effect. Some of these are the maximum expected cost and the
service level approaches. The customer service level is described as the
percentage of orders filled from stock on hand which is also called the fill rate.
This together with its counterpart: the stock-out rate equals 100%. A service
level of 0.98 means that customer orders would be filled 98% with a s tock out
of 0.2 (2%). One of the equations to obtain service level is that given by Irwin
[37].
SS =Z LT (SD)2 + SS
R.O.P = D (LT) + SS (3.12)

33
Where
SS = Safety stock
Z = Value from normal distribution table
LT = Lead time
SD = Standard deviation of demand
R.O.P = Re-order point
Another equation relevant in solving for re-order point is that given by Hamid et
al [40]:
R = DL + Zk δL (3.13)
Where
R = Reorder point
DL = Average demand
Zk = Value associated with the desired service level K during the
lead time
δL = Standard deviation of demand during lead time
3.4.2 The Service Level Approach
To adopt the service level approach of Weyne [36].
If a service level approach of x% is desired in inventory decision making then:
r – E (L)
(1 – x%) = δL NL δL
Q1
= NL r – E (L) = Q1 (1-x%)
δL δL
NL r – E (L) = [µQ1 + (1 – B)S] (1 –x%)
δL δL (3.14)

34
Where
X = desired service level
NL = Normal loss function obtained from normal loss function table
R = re-order point
E(L) = Expectation of lead time demand.
All other notation remains the same as of partial backorder model.

35
CHAPTER 4
4.1 Application And Analysis of Results
The previous chapter dealt with development of models, theories and
formulae for managing inventories in cases where yield is random or uncertain
and where stock-out is likely to occur within the lead time.
Having been able to determine the length of the inventory period (T), the
fill rate (F), partial back-ordering inventory rate (β) the re-order point (R).
A numerical application of these theories so far obtained will be tested
using data collected from the Champion Breweries Nig. Plc, Aka Industrial
Layout, Uyo Akwa Ibom State.
4.2 Estimation of Review Period, Fill Rate, Quantity and Stock-out
As mentioned in the methodology we obtained data of the following on
Plain Sorghum.
Demand (D) - 300,000 tons
Set up cost (C2) - N100,000/replenishment
Variable cost (V) - N1000/ton
Holding cost (C1) - N900/ton
Shortage cost (C3) - N500/ton
Backordering cost (CB) - N300/ton
Profit (P) - N7,000/ton
Seeing that these figures a large we may reduce all by a scale of X102 for easy
calculation therefore we use the following figure

36
D = 3000, C2 = 100, v = 10, C3 = 5, P = 70, CB = 3, C1 = 9
We also assume a variance of “O” and a bias “µ” of “I”
To start with establish the lower bound for β using equation (9)
β ≥ 1 + C3 (2C2D + C1Vδ2) C1V – D2C
23 + C3
2 =β
*
P P2D
2 P
5 (2x1000x300)9x100 – 30002 x5
2 + 5
2
70 702 x3000
2 70
2
β≥ 1 +
β≥ = 0.9489
This is the lower bound for the partial back-ordering rate which we wish
to establish. Then proceed to solve for the review period and the fill rate using
equations (3.7) and (3.8)
T is given as
T = C1V x CβB 2C2D – (C2 + P (1 – β)
2) + δ
2
D2CBβ C1V (C1V + CB
β)C1V
9x100 + 3x0.9489 2x1000x30003 - 3 + 70 (1 – 0.94892 + 0
30002 x3x0.9489 9x100 (9x100 + 3x0.94899x100
T = 0.5
And F is given as
F = (CBBT + (P + C3) (1 – B)
C1v + CBB)T
F = 3x0.9489 + (70 + 5) (1 – 0.9489)
9x100 + 3x0.9489)
F = 0.02296 = 2.3%
S = T D (1- F)

37
S = 0.5 x 3000 (1-0.02296)
S = 1,4 6 5.56
Q = T D – (1 – β)S
µ
Q = 0.5x3000 – (1-0.9489) 1465.56
0.5
= 2850.22
:. Q = 2850.22 x 102 = 285022 tons
Q is the quantity of Plain sorghum that should be ordered.
4.3 Estimation of Re-order Point
To find the re-order point we assume one month (L) (4 weeks) lead time
Demand E (D) = 3000
Demand variances δ of 20.
To calculate the expectation of lead time
E (L) = L X E (D)
4
= 52 x 3000
= 230.76 tons
Variance of lead time
δL = √L x δD
= √4/52 x20
= 5.5470 = 5.55
To check the re-order point now.

38
E (L) = 230.76 tons
δD = 5.55
Q = 285022 tons
S = 146556 tons
F = 0.0 2256 = 2.3% since F = 2.3% we need a service level of 100% -2.3% =
= 97.7% suitable normal loss function of 4.00000714 and u = 0.5
r – E(L) = µQ + (1- B)S(1 – x%)
δD δL
NL
0.5x2850.22 + (1 – 0.9489)1465.56(0.023)
r – 230.7 = 4.000714
= 587.46 tons
4.4 The Implication of Biennial Orderings
From the forgoing, when the stock reduces to 588 tons, 285022 tons of
plain sorghum should be ordered. This is expected to fall twice in one
production year. The bases of the study on inventory are to reduce cost which
includes reduction of losses. Thus, study on back ordering is targeted towards
reducing losses that arise from deterioration, spoilage and damages in stocking.
Therefore, ordering for a shorter period of time eliminates or reduces this
problem. However, other advantages of shorter term ordering do exist.
By placing orders biennially the holding cost of the stock for half a year has
been eliminated, the haulage cost and ordering cost remain. However, the last
two are minimal compared to the holding cost. As defined in the definition of

39
terms (chapter 2); Holding cost is the cost of holding items in inventory and
comprises of rents, insurance and opportunity cost of tied up capital.
4.4.1 Rents
The size of a warehouse would be dependent on the level of inventory
expected by the company. Consequently, investment on the warehouse would
be dependent on the level of stock. The lower the stock level, the lower the size
of warehouse and therefore the lower the price to be paid for the warehouse.
4.4.2 Insurance
The second investment on holding stock is insurance. Property insurance
is that granted to cover business against a wide variety of liability and property
damage or losses. Commercial property policies cover the building occupied by
a business and such items are furniture, fixtures, machinery and inventories of a
business.
In the immediate situation, if a 20% or 15% insurance policy is undertaken on
the N18m worth of stock as ordered by Champion Breweries Plc the resulting
amount would be huge compared to that which would have been done on half
the same quantity.
Realizing that the quantity normally ordered annually is not usually exhausted
but rather attracts a lot of spoilage.
Furthermore looking at Papachristos et al (31), in the figures estimated in
numerical examples, the holding cost was put at 2.3%. If we estimate same in

40
our case it would be found that the holding cost on N9m worth of plain sorghum
would be about Two Hundred Thousand Naira (N200,000.00) whereas
information obtained form the production manager of the company shows that
cost on bringing down the product of each order fall within the range of Fifty
Thousand Naira (N50,000.00) eliminating a lot of costs.
4.4.3 Opportunity Cost
Retaining large stocks in inventory meant tying down money that could
have been used in other areas in the company. As we already know, opportunity
cost is the cost of meeting one need at the expense of the other. Therefore
keeping large stock is certainly at the expense of other well meaning needs of
the company. It therefore becomes more profitable to stock smaller quantities
and also place orders for smaller quantities.

41
CHAPTER FIVE
5.0 CONCLUSION AND RECOMMENDATIONS
5.1 Conclusion
In this research work the problems of shortages, yield uncertainty or yield
randomness were considered as major inventory problems. It was found that in
attempt to solve this problem and obtain acceptable lot size models other
researches have employed different models, including, lost sale backordering
and partial backorder.
The partial backordering model of Jonah and Chukwu was adopted and
reviewed. This enabled the obtaining of models for review period (T), the fill
rate (F), the stock out (S) and consequently the order quantity (Q).
We then endeavoured to use the length of the inventory review period and
the fill rate as decision variable, and with values obtained from the Champion
Breweries Plc. Aka Industrial Layout Uyo Akwa Ibom State we solved for the
order quantity of plain sorghum.
Initially the company used to order six hundred tones (600000 tons) of plain
sorghum once per year, but due to spoilages and general depreciation, not all are
used. Another problem posed was that of holding cost.
To circumvent these problems a working parameter of three hundred
thousand tons of plain sorghum was chosen; this gave an inventory review
period (T) of 0.5 which meant order could be placed every six months. The
order quantity (Q) for this period was found to 285022 tons. Choosing a four

42
weeks (4wk) lead time it was found that orders should be placed when stock
dropped to 58,746 tons.
By this shortages are minimized, and keeping extremely large stock is
avoided.
5.2 Recommendations
Many companies are still operating today without any inventory control
at all not even the early generation first-in-first-out (FIFO), hence
inconsistencies of production are experienced. We are therefore by this
encouraging all recognized companies to;
(1) Inculcate inventory control systems in their operations for a more
successful operation
(2) Companies that have existing inventory system should attempt to
implement the partial backordering system to enable the
minimization of shortages and losses.
(3) That seminars should be held in companies and Government
parastatals to give orientation to storekeepers and administrative
officers on the importance of inventory control.
(4) That inventory course be introduced to most faculties of the
university.

43
5.3 Recommendations for Further Research
1 Development of a software programme for managing the partial back
order inventory model.
2 Employing analytical method by estimating different values of quantity,
set-up cost and other cost in the study of partial back-ordering inventory
model.
3 Solving for a situation where demand is gradually exponential.

44
REFERENCES
[1] Black, C. D, (2004), Optimal Inventory control in cardboard box
producing factories: M.Sc. Thesis A case study, pp. 1-17
[2] Jonah, U. A. and Chukwu, W. I. E. (2007), Inventory modeling: A new
look, International Journal of Physical sciences, Vol. 4, No. 3.
[3] Monks, G. J. (1996), Operations management, Schaum outlines. Mcgraw
Hill publishers, p. 221-245,250-264.
[4] Haris, T. E., Marschak, J. and Arrow, K. J. (1951), Optimal inventory
policy econometrical, Vol. 19, Isue 3, pp. 250 -272.
[5] Oluleye, A.E., Oladeji, O. & Agholor, D. I. (2001), Inventory system
modeling: A case of an automotive battery manufacture, Nigeria Journal
of Engineering Management (NJEM), Vol. 2, No. 1, p. 35-38.
[6] Aderibam A.A. Kareem B. and Ogudengbe, T. I. (2003), A model for
progressive inventory management for job shops. Nigeria Journal of
Engineering Management (NJEM), Vol. 4, No. 1, pp. 1-6.
[7] Giri, B.C. and Yun, W. Y. (2005), Optimal lot sizing for an unreliable
production system under partial backlogging and at most two failures in a
production cycle, Intl Journal of Production Economics, Vol. 95, pp. 229-
243.
[8] McLachlin, R. (1997). Management initiative and Manufacturing Journal
of Operation Management Vol. 15 pp 271-292.
[9] Wang, S. P. (2002), An inventory replenishment policy for deteriorating
with shortages and partial backlogging, computers and operations
research, Vol. 29,pp. 2043 – 2051.
[10] Faaland, B. H.; Schmitt, T. G.; and Arreola-Risa, A. (2004), Economic lot
scheduling with cost sales and set up times, Institute of Industrial
Engineers (IIE) Transactions. Vol. 4, pp 1-3.
[11] Netessine, S.; Rudi, N.; and Wang, Y. (2006), Inventory competition and
incentives to backorder, Institute of Industrial Engineers Transaction.
Vol. 6 pp, 1-3.
[12] Ezema, I. (2002), Production inventory control for job shops. An M. Eng
Thesis, University of Nigeria, Nsukka. pp, 5-11.

45
[13] Green, K. W. (JR) and Inman, R.A. (2000), Production and operations
management philosophies: Evolution and synthesis. Available on:
http://www.hsu.edu/faculty/greenk/pomphl.htm.
[14] Haris, F. W. (1913), How many parts to make at once. The magazine of
management, Vo. 10, No.2, p. 135-152.
[15] Wilson, R. H. (1934), A scientific routine for stock control, Harvard
Business Review, Vol. 13, p. 116-128.
[16] Noori, H. and Radford, R. (1995), Production and operations
management: Total quality and responsiveness, pp. 423 – 452.
[17] Taha, H. A. (2002). An Introduction to operations Research, 7th
Edition,
Pearson Educational Inc. (Sungapore) Pte, Ltd Indian Branch, pp. 271-
279.
[18] Amasaka, K. (2002) Just in time facing the new Millennium,
International Journal of Production Economic Editorial pp. 131-134.
[19] Yang, H. L. (2005), A comparison among various partial Backlogging
inventory lot size models for deteriorating items on the basis of maximum
profit, Int. Journal of Production Economics Vol. 96 pp. 119-128.
[20] Laan, E. and Salomon, M. (1997), Production planning and inventory
control with remanufacturing and disposal, European Journal of
Operational Research. Vol. 102, pp. 264 – 278.
[21] Gelinas, R. (1999), The just-in-time implementation project, Intl Journal
of Project Management, Vol. 17, No. 3, pp. 264 – 278.
[22] Matsuura, H., Kurosu, S. and Allan, L. (1995), Concepts, practice and
expectations of MRP, JIT & OPT in Finland and Japan, Intl Journal of
Production Economics, Vol. 41, p. 267 – 272.
[23] Hsu, U. N. (2003), Economic lot size model for perishable products with
age-dependent inventory and backorder costs, IIE Transactions.
[24] Hark, H. and Sohn, I. K. (1982), Management of deteriorating inventory
under inflation. Engineering Economist, Vol. 25, No.3, 191 – 201.
[25] Ghane, P. M., and Shrader, G. F. (1963), A Model for exponentially
decaying inventories. Journal of Industrial Engineering, Vol. 14, pp. 238-
243.

46
[26] Corvert, R. P. and Philip, G. C. (19730, An EQQ model for items with
Weibull distribution deterioration. American Institute of Industrial
Engineering Transaction, Vol. 5, pp. 323 – 326.
[27] Shah, Y. K. (1977), An order level lot-size inventory for deteriorating
items. IIE Transactions, Vol. 9, pp. 108-112.
[28] Wee, H.M. (19950, Deterministic lot-size inventory for deteriorating
items with shortages and a declining market. Computer and Operation
Research, Vol. 22, pp. 345 – 356.
[29] Eilon, S. & Mullanya, R. V. (1996), Issuing and pricing policy of semi-
perishables, proceedings of the fourth international conference on
operational research, New York.
[30] Papachristos, S. and Skour, K. (2003), An inventory model with
deteriorating items quantity discount pricing and time-dependent partial
backlogging. International Journal of Production Economics,k Vo. 83, pp.
247 – 256.
[31] Abad, T. L. (2000), Optimal lost-size for perishable goods under
conditions of finite production and partial backordering and lost sales.
Computers and Industrial Engineering, Vol. 38, pp. 457 – 465.
[32] Wee, H.M. (1999), Deteriorating inventory model with quantity discount
pricing and partial backordering, International Journal of Production
Economics, Vol. 59, pp. 511 – 518.
[33] Giri, B. C.; Chakrabarty, K.S., Chandhiri, K. S. (2000), A note on a lot-
sizing heuristic for deteriorating items with time varying demands and
shortages. Computers and Operations Research, Vol. 27, pp. 495 – 505.
[34] Chern, M.S.; Yanag, H. L.; Teng, J. T.; Papachristos S. (2008), Partial
backlogging inventory lot-size models for deteriorating items with
fluctuating demand under inflation; European Journal of Operation
Research, Vol. 191, p. 127 – 141.
[35] Weyne, L. W.; Albright, S. C. and Mark, B. (1997), Practical
Management Science. United States of America Publishing Company Inc.
[36] Kalro, A. H. and Gohil, M. M. (1982), An lot-size model with
backlogging when the amount received is uncertain. International Journal
of Production Research, Vol. 20, No. 6, pp. 775 – 787.