Embed Size (px)
Citation preview

1
CHAPTER 1
INTRODUCTION
1.1 GENERAL
Leather industry has gained high socio-economic relevance in
India. Leather sector has contributed significant economic growth by
providing job opportunities. Leather industry in India is spread over more in
the unorganized sector. The small scale, cottage and artisan sectors account
for over 90% of the total production. Today, the industry ranks 8th
in the
export trade in terms of foreign exchange earnings of the country. Leather
industry occupies a place of prominence in the Indian economy, by
contributing 2 billion US dollars in terms of export, and its share in world
trade is 2%. Leather industry is providing employment to nearly 2.5 million
people and the majority of tanneries fall under small and medium scale
enterprises (Taylor 2005).
The main reason for the development and growth of the leather
industry in the country is its large animal population. India enjoys nearly 10%
of the total global availability of raw hides and skins which are the basic raw
material for the leather industry. The raw material availability in Indian as per
the 2003 raw material survey report is presented in Table 1.1 (Chandramouli
2005).

2
Table 1.1 Availability of Hides and Skins in India in 2003
Category No. of Pieces (in millions)
Cattle hides 22.770
Buffalo hides 27.875
Goat skins 81.900
Sheep skins 29.660
The tannery operation consists of converting the raw skin, a highly
putrescible material, into leather, a stable material, which can be used in the
manufacture of a wide range of products. The whole process involves a
sequence of complex chemical reactions and mechanical processes (UNEP
1991). Amongst these, tanning is the fundamental stage which gives leather
its stability and essential characters. Raw hides/ skins after various steps of
pre and post treatments are converted into a final product with specific
properties: stability, appearance, water resistance, temperature resistance,
elasticity and permeability for perspiration.
In India as per 2008 statistics around 2 billion sq. ft. of finished
leather per annum was produced and the industry has set a target to double
this figure by the year 2011-12 (Raghavan 2008). On the other hand, the
industry has been facing serious challenges on account of pollution related
problems (Langerwerf and Chandra Babu 1999). The presence of eco-
sensitive chemicals in leathers is an area of concern (Chandrababu et al 2003).
Due to high wage levels in developed countries, manufacturing of
leather products such as shoes, apparels and personal consumer leather goods
was shifted to developing countries. Hence developing countries became their
main sources of supply. The post liberalization era had opened up a plethora
of opportunities for the Indian leather industry. With global players looking

3
for new sourcing options, India stood to gain a bigger share of the global
market. Leading brands from the USA and Europe are now outsourcing
mostly leather and leather products from India.
The malodorous atmosphere around traditional tannery clusters
creates the impression of a highly polluting industry. Tanneries fall under the
‘red’ category of industries in India based on the pollution potential. The
impact of tanning and associated activities on air, on surface and ground
water and soil pollution arises from the chemicals applied, the raw materials
used and the effluents, waste and off-gas releases generated in the process.
Many leading importers of branded products in industrialized
countries have started insisting on their suppliers that they must conform to
their respective national environmental and labour standards. The exporters of
developing countries, doing business with importers from developed
countries, have no option other than to comply with environmental standards.
Since early 80’s, tanning industry began to tackle environmental pollution
problems of liquid and solid wastes generated during tanning processes.
1.2 CLASSIFICATION OF TANNERIES IN INDIA
The leather industry in India has grown in clusters for historical
reasons. Tanneries are classified based on processing capacity and type of
process adopted, as below:
(i) Raw to semi-finish (wet-blue or vegetable tanning) stage
(ii) Semi-finish (wet-blue or vegetable tanning) to finish stage
and
(iii) Raw to finish stage.

4
1.3 ENUMERATION OF TANNERIES IN INDIA
Primarily tanning operations are concentrated in the regions where
availability of good quality water and raw materials are abundant. In India,
tanning clusters are located in the states of Tamil Nadu, Andhra Pradesh,
Punjab, West Bengal and Uttar Pradesh and few isolated tanneries are in
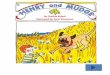
Bihar, Madhya Pradesh and Kerala. The locations of tanneries in various
tanning clusters in India are presented in Figure 1.1. The state-wise
distribution of tanneries in India is given in Table 1.2.
Figure 1.1 Location of Tanneries in India
Source: Comprehensive Industry Document on Tanneries (COINDS), CPCB, 2010

5
Table 1.2 State-wise Distribution of Tanneries in India
State No. of
Tanneries
Percentage
Tamil Nadu 712 35.60
West Bengal 218 10.90
Punjab 45 2.25
Uttar Pradesh 431 21.55
Andhra Pradesh 15 0.75
Bihar 6 0.30
Haryana 13 0.65
National Capital Region (NCR) 20 1.00
Other States 540 27.00
Total 2000 100.00
Source: Comprehensive Industry Document on Tanneries (COINDS), CPCB, 2010
1.4 WATER USAGE AND POLLUTION POTENTIAL
The quantity of chemicals used in tanning processes is almost in the
same range in all the regions in India. Depending on the availability of water,
the wash water volume usage varies and wash water contains chemicals in
various concentrations in the sectional and composite wastewater. The
concentration of the pollutants present in the wastewater also depends on the
cleaner technology adopted in the tanneries like dusting of salt, recovery and
reuse of chromium and quality of the chemicals used. In Tamil Nadu, it is
mandatory for the tanneries processing raw to semi-finish (chrome tanning
process), to have chrome recovery system. Due to scarcity of water, the
quantity of water used for washing is less in Tamil Nadu State, when
compared with other parts of the country. Due to this, the concentrations of
the chemical oxygen demand (COD) and biochemical oxygen demand (BOD)
are comparatively high in wastewater. But in the case of tanneries in Uttar
Pradesh, Punjab and West Bengal, the volume of water used for washing are

6
high and this results in dilution of the pollutants. In Andhra Pradesh and
Tamil Nadu, soak and pickle liquor are segregated and conveyed to solar
evaporation pans. But in other parts of the country, no segregation of soak and
pickle is done and they are combined with the remaining sectional streams.
The volume of water usage for the tanning process in Tamil Nadu and other
states are given in Table 1.3.
Table 1.3 Water usages for Processing Raw to Semi-Finish and Semi-
Finish to Finished Leather
Sl.
No.Name of the Stream
Water Usage*
Tamil
Nadu
Other States
in India
1 Water usage for raw to semi-finish
process12-14 12-14
2 Water usage for Washing 8-10 14-18
Total water usage for Raw to Semi-Finish
Operations20-24 26-32
3 Water usage for semi-finish to finish
process4-6 4-6
4 Water usage for Washing 6-8 10-12
Total water usage for Semi-Finish to
Finished Leather10-14 14-18
5 Water usage for raw to finish process 16-20 16-20
6 Water usage for Washing 14-18 24-30
Total water usage for Raw to Finished
Leather Operations30-38 40-50
* Water consumption in m3 for processing one tonne of raw hides/ skins
Source: Comprehensive Industry Document on Tanneries (COINDS), CPCB, 2010

7
SOLAR EVAPORATION PAN
CHROME RECOVERY SYSTEM
SOLAR EVAPORATION PAN
WETBLUE LEATHER
CHROME TANNING(Drums)
WASTEWATER, SULPHATE,
CHLORIDE, CHROMIUM,TDS
WASTEWATER,TDS
Low pH, CHLORIDES,
SULPHATE
WASTEWATER with TDS
NITROGEN, BOD, COD
FLESHING (WASTEWATER in
the case of mechanical
operation)
WASTEWATER, High pH, BOD,
COD, SS, SULPHIDES
WASTEWATER, TDS, SS
CHLORIDES, BOD, COD
WATER, SALT
SULFURIC ACID
WATER, AMMONIUM SALTS
BATING ENZYMES
WATER, LIME
SODIUM SULPHIDES
WATER, BIOCIDESENZYMES
LIMING/
(Pits, Paddles, Drums)
SALTED SKINS / HIDES
(Drums)PICKLING
(Drums)DELIMING
WATER(Manual/Mechanical)
FLESHING
RELIMING/UNHAIRING
(Pits, Paddles, Drums)SOAKING
WATER
BASIC CHROMIUM SULPHATE
SODIUM SALTS
1.5 WASTEWATER GENERATION
The leather tanning is a raw materials and labour intensive industry.
The raw materials account for 50 to 70 % of production costs, labour 7 to 15
%, chemicals about 10% and energy 3%. It involves a series of batch
processes during which each hide must be processed separately and
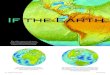
sometimes manually. The processes of tanning of raw hides/ skins into semi-
finish leather and semi-finish to finished leather are presented in Figures 1.2,
1.3a and 1.3b. The schemes of generation of wastewater and their
characteristics are also presented in the figures.
Figure 1.2 Wastewater Generated in Tanning of Raw Hides/ Skins into
Semi-Finish Leather (Source: Comprehensive Industry Document on
Tanneries (COINDS), CPCB, 2010)

8
(a) For Processing Vegetable Tanned EI Leather (b) For Processing Chrome Tanned Leather
DYEING & FAT
LIQUORING(Pits/Drums)
FINISHED LEATHER
DRY FINISHING
WASTEWATER, BOD,
COD, TDS, TANNIN
WASTEWATER,
CHROMIUMTDS, SULPHATE
WASTEWATER,TDS
WASTEWATER,BOD, COD,
TDS, SULPHATE
WETTING BACK
and BLEACHING(Drums)
NEUTRALISATION(Drums)
SEMI- CHROME
TANNING(Drums)
VEGETABLE
TANNED EI LEATHER
WATER, DYES
FAT LIQUORS
WATERSODIUM BICARBONATE/
SODIUM FORMATE
WATER, CHROMIUM
SYNTAN
WATERSODIUM SALTS
SAMMYING
and SHAVING
CHROME TANNED
WETBLUE LEATHER
WATER,CHROMIUM,
SYNTANS
WATER, DYES, FAT LIQUOR
FINISHED LEATHER
(Drums)
RETANNING
(Drums)
FAT LIQUORING
(Machinery operations)
DRY FINISHING
WASTEWATER,TDS
CHROMIUM,WETBLUE SHAVING
WASTEWATER,TDS
CHROMIUM,SULPHATE
WASTEWATER,TDSCOD,BOD
SULPHATE
DRYING &
RECHROMING/
Figure 1.3 Wastewater Generated in Processing Semi-Finish to Finished Leather (Source:
Comprehensive Industry Document on Tanneries (COINDS), CPCB, 2010)

9
Water and material used for processing 1000 kg of raw hides/skins into
finished leather are presented in Table 1.4.
Table 1.4 Water and Material Used for Processing of Raw Hides/skins into
Finished Leather
Process
Description
Water
including
Washing
(cubic
meter)
Chemical Quantity (kg)
Before soakRaw material 1000
soaking 6-9
Wetting agent - 1-3
Preservative 0.1 - 1
Surfactant 2-4
liming 6-11Calcium Hydroxide 35-40
Sodium Sulphide 20-25
Re-Liming 2-3
Calcium Hydroxide
5-10
Deliming and
bating3-4
Ammonium salts 25-27
Acids 8-10
Enzyme 3-5
Pickling and
Chrome tanning3-5
NaCl 50-55
H2SO4/HCOOH 10-12
Chrome extract
(25% Cr2O3)
80-90
MgO/NaHCO3 6-8
Reaction salts
Post tanning 8-14
NaHCO3/ HCOONa 6-8
Chrome extract
(25% Cr2O3)
10-13
Organic tannins 15-20
Fat liquors 12-15
Dyestuffs 3-4
Acids 3-4
finishing 2-4Grain leather crust 170-190
Solvent 25Source: Comprehensive Industry Document on Tanneries (COINDS), CPCB, 2010

10
During the beam–house operations, a huge quantity of water is used in
proportion to the weight of the pelts and this contributes immensely to the
pollution load from the tannery. Comparatively, the BOD and COD loads are 50–
70% of the total load from a tannery wastewater while total solids (TS) (lime
sludge, fleshings and hair) load accounts for 15–20% (Ramasami and Prasad
1991). Post tanning activities are mechanical operations (e.g. sammying,
splitting, shaving and trimming), wet work, drying and finishing. These
operations will yield a combination of solid wastes, squeezed-out water and
unfixed tanning chemicals with the finishing process producing mostly air
emission of solvents (UNEP 1994).
Though the Indian leather industry has been able to surmount many of
the challenges with huge investment on pollution control, there are still three
lingering problems viz., compliance to total dissolved solids (TDS) norm of 2100
mg/L in treated wastewaters, compliance with zero liquid discharge (ZLD)
requirement of regulatory authorities and securitization of solid waste generated
(Rajamani 2007). The tannery sector in India is being compelled to comply with
rigorous norms for TDS (Ramasami et al 1999). The threat of salt burden in land
locked areas can lead to the leather sector being phased out of such areas. The
tannery clusters may need to consider various options to reduce salt burden. It
has been estimated that the salt burden on soil and water on account of tanning
activity is about 0.5 million tonnes in terms of neutral salts (Ramanujam and
Mariappan 1999). Hence, the leather industry is under close scrutiny of the
environmentalists.

11
1.5.1 Characteristics of Composite Wastewater
For (i) raw to semi-finish, (ii) semi-finish to finished leather and (iii)
raw to finished leather, the characteristics of composite wastewater are presented
Table 1.5.
Table 1.5 Characteristics of Composite Tannery Wastewater
DescriptionRaw to
Semi-Finish
Semi-Finish
to Finish
Raw to
Finish
Wastewater generation (m3/ tonne
of raw hides/ skins processed) 30 20 50
Composite Wastewater Characteristics
Biochemical Oxygen Demand
(BOD, mg/L) 1500 - 1800 800- 1000 1300-1500
Chemical Oxygen Demand
(COD, mg/L) 4000 - 5000 3000 - 4000 3000- 4000
Suspended Solids
(SS, mg/L) 2500-3500 1000-2000 3200-4200
Source: Comprehensive Industry Document on Tanneries (COINDS), CPCB, 2010
1.6 SOLID WASTE GENERATION
1.6.1 Sources of Solid Waste Generation
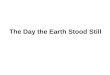
With the help of process flow diagrams, sources of solid waste
generated during the processing of raw hides/skins into finished leather using
chrome tanning process and vegetable tanning process are presented in
Figures 1.4 and 1.5.

12
Raw hides Raw hide trimmings
Dusting Dusted sa lt
Soaking
Liming
(Pits or Paddle)Lime sludge and hair pulp
Reliming
(Paddle or Drums)
FleshingFLESHINGS (used as substrate
in the present study)
Trimming Pelt trimmings
Deliming
Retanning, Dyeing and
Fat liquoring
Pickling
Chrome tanning
(wet blue)
SplitsSplitting
Shaving Chrome shavings
FinishingFinished lea ther trimmings
Figure 1.4 Solid Wastes Generated during Processing of Raw Hides /
Skins into Finished Leather (Chrome Tanning)
(Source: Comprehensive Industry Document on Tanneries (COINDS),
CPCB, 2010)
Hide, Water
Hide, Water, ammonium
salts, Bating Enzymes
Hide, Water, BCS
sodium salts
Hide, Water, Sulfuric acid
Hide(wet blue),Water, Dyes, Fat
Hide, Water,
Lime, Sodium
Hide, Water
Hide, salt, water
Hide, salt, water,
biocides,

13
Raw hide trimmings
Dusted salt
Lime sludge & hair pulp
FLESHINGS (used as
substrate in the present study
Finished leather Trimmings
Raw hides
Dusting
Soaking
Liming
Fleshing
Deliming
Vegetable tanning (pits)
Finishing
Tanning sludge, bark, nuts
Figure 1.5 Solid Wastes Generated during Processing of Raw Hides/ Skins
into Finished Leather (Vegetable Tanning)
(Source: Comprehensive Industry Document on Tanneries (COINDS),
CPCB, 2010)
Solid waste generated during vegetable tanning process is about 15 to
20 % less than that for the chrome tanning process since no splitting operation
will be carried out and also the processed leather is mostly used as soles for
shoes in case of vegetable tanning process.
1.6.2 Quantity of Solid Waste Generation
Nearly 2000 tanneries are located throughout India with a total
processing capacity of 700,000 tonnes of hides/skins per annum. Out of 2000
tanneries, only 5 % of tanneries adopt vegetable tanning process and remaining
Hide, Water, ammonium salts,
Bating Enzymes
Hide, Water, Lime, Sodium
Sulphide
Hide, Water
Hide, salt, water
Hide, salt, water,
biocides, Enzymes
Veg. tanned hide, Water,
Bark, nuts

14
95% of tanneries adopt chrome tanning. Therefore, the problem of solid wastes
generation in reality refers to the chrome tanning operations and this research
work also addresses only this problem. In chrome tanning’s, in the processing of
one tonne of raw hides/skins into finished leather, around 500- 600 kg of process
solid waste will be generated. In the waste so generated, 70-230 kg will be
fleshings (Sundar et al 2010). These fleshings were used in industries for glue
manufacturing until recently but now they are used in a very limited scale since
other types of glues are available. Thus the disposal of fleshings has become a
major environmental concern. Also, fleshings by themselves are not amenable
for digestion as a stand-alone substrate. The details of solid waste generation
during processing one tonne of raw hides/skins into finished leather in chrome
tanning are presented in Table 1. 6.
Table 1.6 Quantity of Solid Waste Generation
Sl.
No.
Process Average Solid Waste
generation (kg) per
tonne of raw hides/
skins processed
Total Solid Waste
Generation (tonnes
per annum) in
India
Chrome Tanning Process
a Raw trimming 120 84000
b Fleshings 150 105000
c Tanned splits 115 80500
d Trimming + Shavings
(after chrome tanning)
100 70000
e Buffing dust 2 1400
f Finished Trimmings 32 22400
Total 519 363300

15
The explanations for the types of solid wastes generation are presented
below:
Raw Trimmings are the collagenous wastes generated before pre-tanning
operations when the hides and skins are sized for the convenience of machinery
operations.
Fleshings and non-tanned split are putrescible material consisting of protein and
fat.
Tanned Splits can be generated after liming or after tanning operations. The
flesh side of the splitting also referred to as the split, can be used to make leather
without a grain.
Trimmings are the collagenous wastes generated during finishing operations of
leathering processing to cut into leather a required size.
Shavings which are generated in leveling the surface of the leather are smaller
pieces than splits. Splits from tanned leather, shavings and dust from milling
buffing contain the tanning chemicals. Any further re-use and treatment depends
on the particular chemical composition.
Buffing Dust can be generated during finishing operations of leathering
processing.
1.7 REUSE AND DISPOSAL OF THE SOLID WASTES
The present modes of reuse and disposal of solid wastes are given in
Table 1. 7.

16
Table 1.7 Reuse and Disposal Options for the Solid Wastes
Sl.No. Nature of the solid
waste
Reuse and Disposal Options
1 Fleshing process solid
waste
Very limited quantity is used for glue
manufacturing. Major portion is dumped in
low lying areas.
2 Dusted salt Mostly dumped in low lying areas
3 Raw trimmings Sold to small tanneries /dumped in low lying
areas
4 Shaving Limited quantity is used for leather board
manufacturing. Major portion is dumped in
low lying areas
5 Buffing dust Dumped in low lying areas
6 Finished leather
trimmings
Card board, carpet manufacturing, gift
articles etc.
Source: Comprehensive Industry Document on Tanneries (COINDS), CPCB, 2010
1.7.1 Factors Affecting the Solid Wastes Generation
The quantity of solid waste generated in tanneries depends upon the
following factors:
a. Type of raw material used for processing (i.e. cow, buffalo
hides, sheep and goat skins etc).
b. Quality of raw material used (i.e. wet salted, dry salted, semi
finished etc).
c. Type of process adopted (i.e. vegetable tanning, chrome tanning
etc).

17
d. Way of operation (pit tanning or drum tanning).
e. Quantity and quality of chemicals used (i.e. lime, barks and nuts
for vegetable tanning etc).
f. Utilization of solid wastes. (i.e. source buy back system of raw
hide trimmings by the supplier, supply of used barks and lime
to workers etc).
g. The level of implementation of waste minimization measures
1.7.2 Sludge Generation from Effluent Treatment Plants
Wastewater treatment and management is an important and increasing
concern in India. The total wastewater discharge from tanneries is about 175,000
m3/day in India. In India there are nearly 200 individual Effluent Treatment
Plants (ETPs) and 17 Common Effluent Treatment Plants (CETPs) exclusively
used for treatment of tannery wastewater. The treatment options considered for
treatment of tannery effluents are:
Option I: Primary treatment (Equalization and settling) followed by two
stage aerobic treatment (Activated Sludge Process)
Option II: Primary treatment (Equalization and Settling) followed by anoxic/
anaerobic treatment followed by aerobic treatment
A typical process flow diagram for treatment of tannery wastewater is
presented in Figure 1.6.

18
Figure 1.6 A Typical Process Flow Diagram for Treatment of Tannery Wastewater (Source: Comprehensive Industry Document on Tanneries (COINDS), CPCB, 2010)
COMPOSITETANNERY
WASTEWATER
MECHANICALDEWATERING
SYSTEM
FLASH
MIXER
PRIMARY
CLARIFIER
POLY ELECTROLITEEQUALISATIONTANK
FLOCCULATOR
ANOXIC TANK
AERATION TANKSLUDGE DRYING BEDS
(for emergency)
SLUDGEHOLDING
TANK
TREATEDTANNERY
WASTEWATER
SECONDARY
CLARIFIER
COARSE
SCREENALUM LIME
FILTRATE
BLOWER
HOUSE
SL
UD
GE
RETURN SLUDGE

19
During the treatment of tannery wastewater, primary sludge will be
generated from primary clarifiers and secondary sludge will be generated
from biological treatment units. The quantity of primary and secondary
sludges generated during treatment of tannery wastewater generated from
various stages of leather processing i.e. raw to semi-finish, semi-finish to
finished leather and raw to finished leather are presented in Table 1.8
Table 1.8 Quantity of Primary and Secondary Sludge Generation for
Processing One Tonne of Raw Hides/Skins into Finished
Leather
Description
Raw to
Semi-
finish
Semi-finish to
Finished
Raw to
Finished
Primary sludge generation
(range in kg)
60 - 90 10 - 30 140-190
Secondary sludge generation
(range in kg)
28-33 16-19 39-46
Total sludge production ( kg) 88-123 26-49 179-236
Overall sludge generation during the treatment of tannery
wastewater will be in the range of 18200 to 165200 tonnes per annum in
India. At present, the sludge is stored within the premises of the common
effluent treatment plants (CETPs) except in Tamil Nadu. In Tamil Nadu, as
per directions of Honorable Supreme Court, secured landfill facilities have
been created for disposal of primary sludge generated from the treatment of
tannery wastewater. The disposal of fleshings and the secondary sludge into
the landfill is not encouraged due to their unstable conditions. Hence, the
management of the fleshings and the secondary sludge is a challenge for
Indian tanning industry. A comparison of conventional and modern
tanning process, treatment of tannery wastewater and tannery wastes are
given in Table 1.9.

20
Table 1.9 A comparison of Conventional and Modern Tanning
Process, Treatment of Tannery Wastewater and Tannery
Wastes
Source: Comprehensive Industry Document on Tanneries (COINDS), CPCB, 2010
Sl.No. Description ConventionalProcess
Modern Process
1. Tanning Processa Soaking Pits, Drums Drumsb Liming Pits, Drums Pits, Drumsc Fleshing Manual or
MechanicalMechanical
d Deliming Pits, Drums Drumse Pickling Pits, Drums Drumsf Chrome Tanning Drums Drumsg Rechroming Drums Drumsh Dyeing and Fat
LiquoringDrums Drums
i Finishing Manual or Machines Manual or Machines2. Tannery
WastewaterTreatment
Screen cumCollection Tank,Equalization Tank,Flash Mixer, PrimaryClarifier, ActivatedSludge Process,Secondary Clarifier,Pressure Sand Filters,Activated CarbonFilters
Screen cum CollectionTank, Equalization Tank,Flash Mixer, PrimaryClarifier, MembraneBioreactor, Cartridge Filter,Nano Filtration, ReverseOsmosis
3 Tannery SolidWaste Management
a Fleshing processsolid waste
Very limited quantityis used for gluemanufacturing. Majorportion is dumped inlow lying areas.
Composting, AnaerobicDigestion
b Dusted salt Mostly dumped inlow lying areas
Salt less curing
c Raw trimmings Sold to smalltanneries /dumped inlow lying areas
d Shaving Limited quantity isused for leather boardmanufacturing. Majorportion is dumped inlow lying areas
Leather BoardManufacturing
e Buffing dust Dumped in low lyingareas
f Finished leathertrimmings
Card board, carpetmanufacturing, giftarticles etc.
Card board, carpetmanufacturing, gift articlesetc.

21
1.8 NEED FOR THE STUDY
Today the tanneries face the twin problem of managing process
solid waste and ETP/ CETP sludge. The majority of tanneries in India fall
under small and medium scale enterprises with a minimum processing
capacity in the range of 2 to 3 tonnes per day. Considering the mean
processing capacity as 2.5 tonnes per day, the process solid waste generated
will be around 1300 kg/day. In this, fleshings will account for 375 kg.
Similarly, the ETP/CETP sludge generated will be around 500 kg/day.
Considering the tannery will be in operation for a period of 200
days per annum based on availability of raw materials, the annual solid wastes
generation i.e. fleshings and ETP/CETP sludge will be 75 and 100 tonnes
respectively. It means every tannery faces this enormous problem of
managing the disposal of 75 tonnes of fleshings and 100 tonnes of sludge
annually. At present, each tannery is spending around Rs.700 to Rs.750 per
tonne for disposal of sludge into the secured landfill facility which includes
transportation of sludge from tannery to the secured landfill facility, loading
and unloading.
As already stated, fleshings pose serious environmental threat.
There is no reuse potential and disposal appears to be the only option
available. Therefore, any option available to reduce the quantum of fleshings
waste to be managed is a welcome message. Likewise, the treatment of
ETP/CETP sludge in a sludge digester demands huge investment cost. The
technical options to economize on the design and operation of sludge digester
will be of help to the tanners. Keeping these two specific needs, this research
work has been planned.

22
1.9 SCOPE OF THE STUDY
The scope of the study is to scientifically investigate the process of
co-digestion of fleshings i.e. a process solid waste and the primary and the
secondary sludges generated from the treatment of tannery wastewater.
Specifically the study aimed to demonstrate the feasibility and also to
illustrate the environmental and economic benefits arising out of such a
process. At the time of investigation, this research work was first of its kind.
As a part of this investigation, certain selected pretreatment
technologies were applied to enhance the soluble chemical oxygen demand
(SCOD) in primary and secondary sludges separately.
Fleshings, as the lipid rich wastes, are attractive substrates for
anaerobic digestion due to the higher methane yield. They are difficult to
degrade when compared with carbohydrates and proteins. For the fat and
lipid containing wastes, the rate of hydrolysis is slower than the other organic
fractions present in the substrate. Enzyme application is an option to hasten
the digestion process. Hence the present study also covers the application of
lipase in co-digestion process.
1.10 OBJECTIVES OF THE STUDY
• To characterize (i) the substrates i.e. fleshings and the
primary and secondary sludges generated during treatment
of the tannery wastewater and (ii) the inoculum obtained
from an anaerobic digester operating for the digestion of
waste activated sludge generated in a sewage treatment
plant.
• To optimize the mix proportion of substrates, residence time,
inoculum to substrate ratio for the co-digestion of tannery
solid wastes.

23
• To conduct a detailed investigation on co-digestion process
and evaluate the performance.
• To characterize the digestate samples using instrumental
analysis.
• To study the effect of pretreatment of primary and secondary
sludges on biogas generation.
• To study the effect of application of lipase on the digestion
process.
1.11 ORGANIZATION OF THE THESIS
Chapter 1 deals with general introduction about tanning industry,
process wastes generation, sludge generation during treatment of tannery
wastewater, need for the study and the scope and objectives of the present
study.
Chapter 2 provides an overview of literature related to co-digestion
of solid waste, sources of lipid rich waste, lipid degradation and mechanism,
significance of inoculum to substrate ratio, digestate stability, various
pretreatment processes to increase SCOD and enzyme application in waste
treatment process.
Chapter 3 discusses the materials and methods adopted for
characterization of substrates such as fleshings, primary sludge, secondary
sludge, inoculum and digestate and the methodology adopted to conduct
studies.
Chapter 4 presents the results of experiments and detailed
discussion on co-digestion of tannery solid wastes.
Chapter 5 covers the summary and conclusion of the thesis by
highlighting the salient features of the studies carried out.