Embed Size (px)
Citation preview
cement-~ock@ technology for oil, hydrocarbons, and heavy metals contaminated waste materials
A. ~ o p l ' , M.C. ~ e n s i n ~ e r ' , S.P. ~ a r o n e ~ & A.L. k e 2 l ENDESCO Services, Inc., U.S.A. 2 Gas Technology Institute, U.S.A.
Abstract
The cement-Lock@ Technology, an innovative thermo-chemical remediation technology, was developed by the Gas Technology Institute and its subsidiary ENDESCO Services, Inc. with the support and financial backing of the U.S. oil and gas industry as well as federal and state environmental agencies. The technology provides a total solution for waste handling, treatment, and disposal. In the process, contaminated waste materials and inexpensive modifiers are fed to a reactive melter operating under oxidizing conditions. During processing all the organic contaminants are completely destroyed and converted to innocuous carbon dioxide and water. Chlorine and sulfur compounds are sequestered and heavy metals are locked within the molten matrix to completely immobilize them. During the thermo-chemical transformation, the melt is imparted with latent cementitious properties that allow it to be converted into construction-grade cement, which has properties similar to those of portland cement. The heat energy generated by the process can be easily recovered and converted into steam andtor electricity as needed. Also, the technology is a net consumer of water; no wastewater is generated by the plant.
The technology is capable of simultaneously processing several types of waste materials produced from oil production and petroleum refining facilities. These wastes include, but are not limited to, tanker bottom and reservoir oil sludges, contaminated soils, drilling mud and cuttings, cleaning and drilling chemicals, metal and concrete waste materials, and spent catalysts.
This paper describes the development of the Cement-Lock Technology from laboratory testing to the current large-scale demonstration program, and its application to oil, hydrocarbons, and heavy metals contaminated waste materials.
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541

256 Energv and the Environment
1 Introduction
Oil and gas production operations are major generators of industrial wastes. Among these wastes are tanker bottoms, residues from crude oil refining operations, naturally occurring radioactive materials, contaminated materials and wastewater, spent catalysts, and sludges. After years of petro-chemical activities, sizable quantities of soil have been contaminated with organic as well as inorganic materials. Some of the wastes are hazardous because of organics and metals contamination. If the domestic oil and gas production industry is to remain healthy and competitive, effective and economical methods of processing and handling wastes with strict environmental controls must be adopted so that profits can be maintained without sacrificing the environment.
A major environmental concern is the handling of wastes generated by industry and the rising costs of their disposal. Currently, wastes are disposed of by landfilling, incineration, and flashing in the coker. A small portion is used for manufacturing asphalt. There are cost penalties associated with each of these methods of disposal. Land available for landfilling is becoming scarce. Continuous monitoring of landfills is required since these wastes contain organic as well as inorganic contaminants that may leach into the ground water. Incineration merely wastes the inherent useful energy of the waste. Flashing in the coker reduces the capacity of the overall coking operation and makes it less efficient, which translates directly into an economic loss.
The cement-~ock@ Technology provides a method by which every waste produced by oil and gas production operations becomes an instant resource that can generate additional operating revenues. In addition, the technology is environmentally friendly, therefore, it is designed to reduce andlor eliminate environmental risks associated with these wastes. All combustible or organic wastes including petroleum coke are converted to power whereas all the inorganic components including metal contaminants are converted into construction-grade cement. The metal contaminants are permanently immobilized in the cement matrix. The Cement-Lock Technology offers a permanent solution for these wastes and the need for continuous monitoring is eliminated. Power as well as cement is a marketable commodity and both are in great demand.
2 Technology description
The Cement-Lock Technology is a versatile, cost-effective, and environmentally friendly manufacturing technology capable of converting many types of contaminated wastes into salable commodities, namely, construction-grade cement, power, and steam [l, 2, 3, 4, 51. Acceptable wastes include a wide variety of domestic, industrial, and contaminated as well as non-contaminated wastes. The Cement-Lock Technology provides a means to harness these wastes as resources for beneficial use. These wastes can be processed individually or in combination. In general, different types of wastes can be treated together so that the intrinsic properties associated with each waste can be utilized in achieving
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541

Energy and the Environmmt 257
the goal of maximizing the desired products in the most cost-effective manner. For example, contaminated soils, sediments, or ash can be CO-processed with refinery sludge or tanker bottoms to minimize fuel consumption while maximizing both power and cement production.
The Cement-Lock Technology (Figure 1) consists of a thermo-chemical rransformation unit - the ~comel t@ Generator (EG) - to produce a molten reaction product. The Ecomelt Generator can be any type of suitable melting unit such as a rotary kiln. The contaminated feedstocks are fed directly into the Ecomelt Generator, which is typically operated at temperatures in the range of 1260" to 1482°C (2300" to 2700°F). Naturally occurring modifiers are added to the reactor in predetermined quantities to achieve a desired melt composition. Heat is supplied to the melterlreactor by combustion of natural gas andor from
Figure 1: Schematic diagram of cement-~ock@ technology.
l I
waste energy sources such as tanker bottoms, used tires, petroleum coke, coal residues, sewage sludge, etc. In the presence of excess airloxygen, at these temperatures, organic contaminants originally present in the waste material are completely destroyed and converted to innocuous carbon dioxide and water vapor. The hot gas from the EG is passed through a Secondary Combustion Chamber (SCC) where a minimum of 2 seconds of residence time at a temperature exceeding 1204°C (2200°F) is provided; this condition is required to destroy PCBs by 99.9999%. Chlorine present in some of the organic compounds (such as dioxins, furans, and PCBs) is either sequestered in the melt or converted to hydrogen chloride (HCI), which can be readily scrubbed from the flue gas by calcium oxide. Heavy metals present in the waste material are locked in the cement matrix (predominantly calcium-alumino silicates) to completely immobilize them.
The resulting melt - ~comel t@ - is quenched to retain its amorphous nature, thus imparting it with latent cementitious properties and rendering it a valuable
Contaminated
Heat Recovery Power
Generation
Electricity (Or Steam)
Wastes
Modifiers Ecomelts Generator
Secondary Combustion
Chamber
AirIOxygen
Flue G ~ S
Grinding pulverizing Blending Supplemental
Fuel
+Construction- Grade Cement Quencher
Ecomelts,
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541

258 Energv and the Environment
component of cement. The Ecomelt is subsequently pulverized and mixed with an additive yielding construction-grade cement.
Any fuel, including natural gas, tanker bottoms, sewage sludge, municipal solid waste, shredded tires, waste fuels from industry, and tailings from coal washing plants, can be used in the process. The fuel is burned in the EG using air, enriched air, or oxygen. Excess oxyger,, that is, oxygen in excess of the stoichiometric requirement for fuel and waste combustion, is maintained in the EG to produce a matrix of stable oxides. The flue gas from the EG is directed to a power generating section for heat recovery and flue gas cleanup (Figure 1). In this way the heat content of the flue gas is utilized for the production of electricity. If the as-received waste contains significant moisture then the waste can be partially dried, using the waste heat content of the flue gas, before feeding the waste to the EG.
The Cement-Lock Technology is unique in that it is a thermo-chemical manufacturing process that integrates the physical and chemical reaction steps into a single processing unit while maintaining the effectiveness of each of the incorporated reaction steps. For example, the technology utilizes classical thermal destruction of organic compounds; it utilizes ionic replacement to immobilize heavy metals in a vitrified glassy matrix; it sequesters chlorine to prevent reformation of chlorinated compounds, such as dioxins and furans; it converts sulfur and chlorine present into useful by-products for the cement industry; and so on - all in a single processing train.
Another unique aspect of the Cement-Lock Technology is that beyond simple size reduction (if necessary; < 50 mm size), no pre-treatment is required for the contaminated feedstock before processing. Further, there are no fugitive or secondary hazardous waste streams generated by the technology. Hazardous material enters the processing train at one end and construction-grade cement exits at the other. Revenues are generated at both ends.
The technology has no known limitation regarding its application to different contaminants or levels of contaminants. It has no limitations on water content of the waste stream either. Further, no liquid waste streams, including wastewater, are generated in the process.
All equipment necessary for the technology is commercially available; therefore, the technology can be deployed in a very short period of time.
3 Bench-scale and pilot-scale data
The Cement-Lock Technology has produced construction-grade cement from a wide variety of waste materials including oil and metal contaminated debrislconcrete, organic contaminated soils, dredged estuarine and river sediments, municipal incinerator fly ash, coal ash, municipal solid wastes, and PCB-contaminated waste.
For each of these applications, the contaminated material was decontaminated and subsequently converted into construction-grade cement. The data obtained during the treatment of these various wastes were independently verified and analyzed by governmental agencies employing certified laboratories and
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541

Energy and the Environmmt 259
contractors. The cements produced have been tested by Construction Technology Laboratories (the technical arm of the Portland Cement Association, U.S.A.), a private cement manufacturer, the New Jersey Department of Transportation, and another independent testing laboratory in New Jersey (on behalf of a private client). In all cases, the cement product exceeded the compressive strength requirements per ASTM (American Society for Testing and Materials) C 150 standards [1,3]. Therefore, the product can be utilized in general construction projects as a replacement for ordinary portland cement. Further, the properties of the cement product can be adjusted to meet application needs by varying the types and quantities of modifiers and additives.
Unlike stabilization and solidification processes that encapsulate heavy metal contaminants within an artificial matrix, these materials become part of the cement matrix in the Cement-Lock process through a process of ionic replacement and, therefore, do not leach. The results of U.S. Environmental Protection Agency Toxicity Characteristic Leaching Procedure (TCLP) tests on cement produced from several waste materials showed that the priority metal concentrations in the leachate were several orders of magnitude below the regulatory limits. These results are summarized in Table 1.
The organic contaminant destruction from several of the wastes processed in the Cement-Lock Technology is presented in Table 2. The organic destruction exceeds 99.99%, thereby maximizing energy recovery and minimizing risks to public health.
Since contaminated wastes are used to produce cement, concern may arise as to the trace element concentrations in the cement product itself. The concentra- tions of trace elements in Cement-Lock cement produced from contaminated wastes are compared with those in portland cement in Table 3. The trace metal concentrations in the Cement-Lock cement are within or close to the ranges normally found in portland cement. Therefore, the cement is free of adverse public perception.
The pilot-scale plant data were consistent with the laboratory-scale data in terms of organic destruction, leachability, and the quality of the cement generated from the estuarine sediment.
4 Technology status
Following successful testing at the bench-scale and pilot-scale levels, a demonstration plant with a capacity of up to 22,937 cubic meters (30,000 cubic yards) per year of estuarine sediment is being constructed in the New York/New Jersey harbor area. The primary objective of this program is to demonstrate integrated operation of the process while converting contaminated dredged estuarine sediment into construction-grade cement. The demonstration facility will be integrated with an off-site cement manufacturing company that will grind the Ecomelt and blend it with appropriate additives. The construction-grade cement will be utilized in selected beneficial use projects in the New York/New Jersey harbor area.
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541
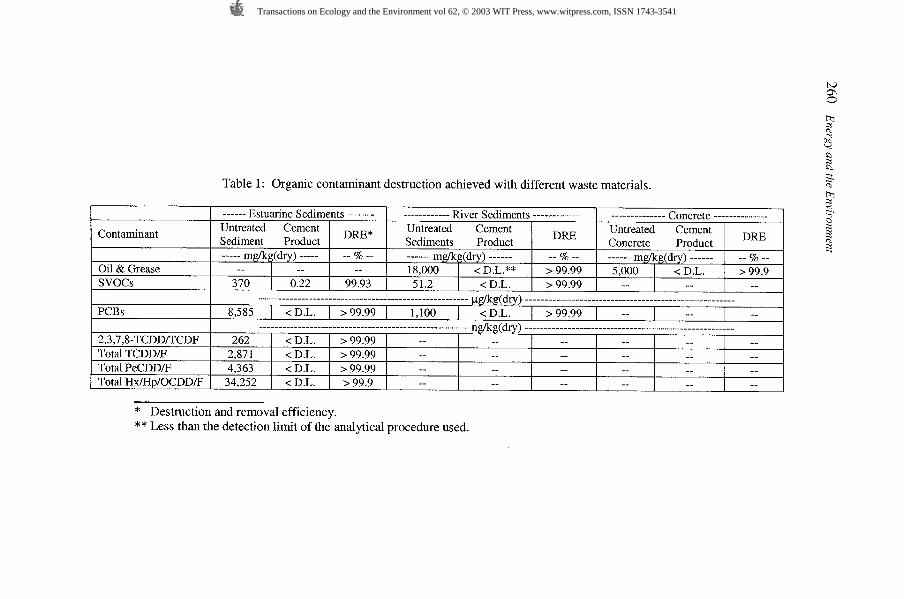
Table 1: Organic contaminant destruction achieved with different waste materials.
Estuarine Sediments -------
* Destruction and removal efficiency. ** Less than the detection limit of the analytical procedure used.
Contaminant
Oil & Grease SVOcs
------------ River Sediments -- ---------- -------------- Concrete -------------S
Untreated Cement Sediment Product me--- mg/kg(dry) -----
DRE*
-- % -- --
99.97
-- --
Untreated Cement Sedirnents Product ------ mg/kg(dry) ------ 18,000 ( <D.L.**
51 7 1 < n ~ 370 1 0.22
-- % -- r 99.99 b 99 QQ
DRE
-- % -- r 99.9
--
Untreated Cement Concrete Product ------ 5,000
mg/<g(dry) ------ < D.L.
--
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541

.paw ampaz~old ~ Z ~ J ! ~ L ~ E U E aql JO i p 1 uo!lz~alap ay1 ueql s s q ,,
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541

262 Energv and the Environment
The demonstration will also confirm the environmental benefits of the technology through sustained operation; it will also demonstrate that the plant meets all regulatory requirements, that no secondary waste streams are generated during processing, and that the plant does not adversely impact the air quality in the surrounding neighborhood.
The entire system consists of a raw sediment storage hopper, hoppers for modifiers, screw conveyors for moving material to the melter, a pug mill for blending all of the feed materials before charging, the rotary kiln melter, a quench/granulator, a secondary combustion chamber, flue gas quench system, lime injection system, bag house, and activated carbon adsorption system for air pollution control.
Significant public input has already been incorporated into this project based on numerous public outreach meetings.
The next stage of process development will be the construction of a commercial-scale plant having a treatment capacity of 382,275 m3 (500,000 yd3) per year of contaminated sediments and wastes. Other opportunities are also being pursued with different clients in the U.S. and around the world.
5 Technology application to oil industry wastes
The Cement-Lock Technology can be implemented as a central processing facility for all types of wastes, or as a facility customized for the needs of specific localities. Wastes generated during oil exploration and drilling include oil sludges, contaminated sand, drilling mud, chemical wastes, and debris contaminated with asbestos. Table 4 shows the fate of each of these wastes as they are processed through the Cement-Lock Technology.
As an example, tanker bottoms with two different compositions were used for a Cement-Lock commercial plant design. The commercial plant utilizes a 6.1-m (20-ft) diameter rotary kildmelter. A significant amount of heat is released when tanker bottom is processed due to its high heating value. This heat must be absorbed in the kiln to maintain the temperature at the desired level. Some inert material, such as sediment or soil, can be fed simultaneously to absorb the excess heat. In the following cases, contaminated soil was used as an inert material, as it is a necessary component in cement manufacturing.
Tanker Bottom A contains 20% moisture, 30% oil, and 50% solids. Tanker Bottom B contains 30% moisture, 20% oil, and 50% solids. The heating value of the oil is 11,614 kcaVkg (20,905 Btullb). The projected performance of the Cement-Lock commercial plant under different operating scenarios is presented in Table 5. A total of six cases are presented here; three cases with each tanker bottom formulation. The basis for these three cases is the same except that the oxidant feed contains 21% (air), 30%, and 40% oxygen, respectively. The tanker bottom as well as the soil feed capacity increases significantly as the oxygen content in the oxidant feed increases. As the waste feed rate increases, the Ecomelt production rate also increases.
The energy content in the hot gas leaving the kildSCC is recovered to generate either electric power or steam. The amount of electric power or steam
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541

Table 4: Fate of oil industry wastes in the cement-~ock@ technology.
Oil Sludge
Contaminated l Sand
Drilling MUG
Chemical Wastes
Debris
Contaminants
Oils, chemicals, metals, etc.
Oils, chemicals, metals, etc.
Oil, chemicals, metals, etc.
Primarily organics
Primarily asbestos
Fate of Organic Contaminants
Oil present in the sludge provides a fuel source. All organic contaminants are destroyed with a destruction efficiency of 99.99%. All organic contaminants are destroyed with a destruction efficiency of 99.99%. All organic contaminants are destroyed with a destruction efficiency of 99.99%. All organic contaminants are destroyed with a destruction efficiency of 99.99%.
Not applicable.
Fate of Inorganic Contaminants
Final Disposition of Residue
All heavy metal contaminants present in the sludge are stabilized in the Ecomelt.
Ecomelt. I materials. All heavy metal I Ecomelt, a non-leachable,
Ecomelt, a non-leachable, benign product, is used in producing construction materials.
All heavy metal contaminants present in the sand are stabilized in the
Ecomelt, a non-leachable, benign product, is used in producing construction
Not Applicable.
contaminants present in the mud are stabilized in the Ecomelt.
Ecomelt, a non-leachable, benign product, is used in producing construction
benign product, is used in producing construction materials.
materials.
All debris and asbestos are converted into stable benign product, is used in
Ecomelt . producing construction materials.
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541

Table 5: Processing of tanker bottoms in a cement-~ock@ commercial plant.
Waste feed ------ Tanker Bottom A ------ I ------ Tanker Bottom B ------
* Metric tonnes per year ** Short tons per year
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541

Energy and the Environmmt 265
generated is quite similar for all cases (Table 5) since the hot gas flow rate and its temperature are similar. The small difference in the electric powerlsteam generation rate is due to the small differences in the flue gas compositions.
The feed rate of modifiers is also given in the table. The addition of modifiers is not an economic penalty since the modifiers are naturally occurring materials and relatively inexpensive (about US $20 per ton). Portland cement has a significantly higher market value (about US $70-90 per ton).
6 Conclusions
The Cement-Lock Technology offers a significant improvement over conventional means of decontaminating many different types of wastes. The technology decontaminates and converts waste materials into products for beneficial use, namely, power, steam, and construction-grade cement. These are among the most coveted commodities in all parts of the world. By converting wastes into useful products, we can conserve our natural resources for future generations while improving the condition of the environment for the present generation. The technology is quite suitable for wastes generated in the oil industry.
References
[ l] Goyal, A., Mensinger, M. C., Barone, S.P. & Lee, A. L., Cement-Lock@ Process for Waste Management and Energy Recovery. Paper presented at the First International Conference on Waste Management and the Environment, Cadiz, Spain, September 4-6,2002.
[2] Mensinger, M. C., Goyal, A., Rehmat, A. & Lee, A., Technical and Economic Aspects of Using cement -~ock '~ Technology for Sediment Treatment. Paper presented at the International Conference on Remediation of Contaminated Sediment, Venice, Italy, October 10-12,2001.
[3] Rehmat, A., Lee, A. L., Mensinger, M. C. & Goyal, A., Integrated Waste Management Planning for the New Millennium. Paper presented at the ISWA International Symposium & Exhibition on Waste Management in Asian Cities, Hong Kong, October 23-26,2000.
[4] Rehmat, A., Lee, A., Goyal, A., Mensinger, M. C. & Bhatty, J. I., Production of Construction-Grade Cements From Contaminated Wastes. Paper presented at the Fifth International Conference on Concrete Technology, New Delhi, India, November 17-19, 1999.
[5] Rehmat, A., Lee, A., Goyal, A., Mensinger, M. C., Bhatty, J. I. & Barone, S.P., Production of Construction-Grade Cements From Wastes Using Cement-LockTM Technology. Paper presented at the Fourth Beijing International Symposium on Cement and Concrete, Beijing, China, October 27-30, 1998.
[6] Portland Cement Association publication SP109T, An Analysis of Selected Trace Metals in Cement and Kiln dust, 1992.
Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541

Transactions on Ecology and the Environment vol 62, © 2003 WIT Press, www.witpress.com, ISSN 1743-3541