Embed Size (px)
Citation preview


F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y 1
Celebrating150years
It is with great pride and pleasure that we publish thisanniversary brochure.
It would have been impossible for Joseph Henry Fenner toimagine that the Company he founded in rented rooms atnumber 211/2 Bishop Lane in Hull, England, would be thebirthplace of an international group with major operations onsix continents – but then Fenner has come a long way since1861.
The progress we have made would not have been possiblewithout the dedication and loyalty of our employees,especially the 750+ who have served the Company for over15 years. We also recognise the significant role played byour customers, shareholders, suppliers, agents and distributorsworldwide.
I trust that you will find both the historical and currentactivities sections of the brochure interesting and informative.
Here’s to the next 150 years!
MARK ABRAHAMSChief Executive Officer
ContentsIntroduction 1Minutes and Meetings 2Timeline 4The Early Years 10 The Expansion Years 16The Later Years 20Worldwide Operations 26Conveyor Belting 32CB Australia 34
CB China 36CB Europe - UK 38CB Europe - Netherlands 40CB India 42CB South Africa 44CB Americas 46Advanced Engineered Products 50AEP Drives 52AEP Precision 54
AEP Hose 56AEP Technical Fabrics 58AEP Medical 60AEP Seals 62Health & Safety 66Fenner and the Environment 68Fenner in the Community 70Fenner People 72

FENNER PLC 150 YEAR ANN IVERSARY 32 FENNER PLC 150 YEAR ANN IVERSARY
Liabilities 1939 2010£ £
Preference share capital 125,000 -Ordinary share capital 125,000 48,019,000
Profit and loss account 20,813 49,421,000Other reserves 4,422 159,453,000
Creditors 22,504 116,533,000Provisions - 70,001,000Borrowings - 155,230,000Taxation 3,750 -
301,489 598,657,000
Assets 1939 2010£ £
Goodwill 15,422 95,252,000Other intangible assets 176 74,756,000Freehold property 65,990 73,288,000Leasehold property 8,306 12,750,000Plant, machinery and equipment 65,188 116,477,000Investments 200 133,000Stock 99,778 75,485,000Debtors 32,430 92,552,000Cash 13,999 44,805,000Taxation - 13,159,000
301,489 598,657,000
Extracts from the Minutes of Board meetingsof JH Fenner & Co Ltd. from 1937 to 1946
Extracts from the Chairman’s Statements givenat the first, second and third Ordinary GeneralMeetings held in Hull26th November 1937
The appointment of Mr J.T. Llewellyn as Secretaryof the Company was confirmed at a salary of £600per annum as from 1st July 1937.
10th March 1938It was resolved to bring into operation anarrangement whereby at time of marriage, Members ofthe Company’s Staff would receive from theCompany a Gift, the value of which would becalculated approximately upon the following basis – a) A gift to the approximate value of £2 for the firsttwo years’ service and 5 shillings for eachsubsequent year of service.
b) No gift to be made to any member of the Staffwith less than two years’ service.
10th January 1940It was resolved that, at least for the period of theWar, Doubling Plant, Weaving Plant andapproximately 10 looms should be transferred to theHeckmondwike Works.
1st May 1940It was resolved to adopt the principle of ‘Holidayswith Pay’ in substitution of the ‘Time-keeping andService Bonus’ operating hitherto and to work out ascheme applicable to the whole Works and Group.
19th December 1940Staff War Bonus – After discussion, it was decidedto bring into operation as from 1st January 1941 afurther increase of 5% upon current staff salarypayments.
30th January 1941G. W. Fenner – Mr C. Bradshaw (Auditor) statedthat he had received a letter from Mr L. Fennerrequesting that his son might be given a seat on theEmergency Board of Control. The letter was givenfull consideration and it was decided that no additionshould be made at present.
30th January 1941Overdraft – In view of the impending Tax charges,it was realised that the Credit Balance of theCompany would shortly disappear. It was decidedthat, if necessary, the Company’s Account would gointo overdraft and the Chairman arranged to take upthis matter with the Midland Bank Limited in orderto ascertain the amount of Overdraft that they wouldsanction without security.
25th June 1941It was resolved to grant to Mrs C. Hobbs a Pensionof 10 shillings per week upon her retirement fromservice with the Company over a period of nearly 30years.
24th February 1942It was decided to reward by gifts of £5 per head themembers of the Company’s Fire Fighting Squad onduty on the night of February 14/15th, when theirefforts minimised the effects of an attempt by adischarged employee to set fire to Company property.
1st February 1943Mr J. H. Fenner suggested that, as the Directors’ carsare now being used exclusively for running the Firm’sbusiness, with consequent smaller mileage andcorrespondingly higher general running charges, thecalculation for mileage charge might be increased from3 1/2d to 6d per mile. This was agreed by the board.
6th June 1944Mr Hainsworth reported the case of a girl employed inthe Colne Factory – Gladys Wagner – who diedsuddenly whilst at home in Hull over the Whitweekend; the girl was a good worker and hadrendered excellent service to the Company; she sentmoney home every week as her family circumstanceswere rather poor. He recommended for consideration ofthe Board that a Grant of, say, £20 be made to thegirl’s parents. It was agreed that a Grant of £20 bemade as suggested.
4th July 1944It was recorded that the number of Pensioners hadbeen reduced during the month to seven by the death ofH. Roe.
7th November 1944Conveyor Belting. This is a product that might wellcome within our capacity, though no decision has yetbeen reached, pending further investigations into theprofit margin to be expected.
3rd May 1945New products. Samples of a few articles which werenearing perfection in the laboratory were submittedincluding: Oil seals; samples of woven belting treatedwith PVC; and an experimental belt made for heatresistance.The Chairman stated that May 4th was the 70thbirthday of the Company’s oldest traveller(representative) John Fryer and he thought theDirectors would like to be associated with him insending him a telegram conveying our best wishes.This was unanimously agreed.
9th January 1946The Managing Director reported having placed anorder for the following company cars:- FourStandard 12’s at £505 each; three Morris 10’s at£377 each; four Austin 8’s at £328 each; and 2Standard 8’s at £313 each.
August 30th 1938In spite of ministerial and other assurances that ‘allwas well’ a general and severe slump set in amongstpractically all but the armament trades, and thissetback has now been in evidence throughout 1938.Apart from recession of Home business, there has beenserious setbacks in some of our Foreign Markets. Forinstance, the effect of the undeclared war on China byJapanese aggressors has been to bring virtually to astand-still all belt using industries and has robbed usof one of our most important belting markets. We haveheard that the Japanese have destroyed no fewer thansix thousand Chinese industrial plants since theinvasion commenced. Our Government appears to bestanding by whilst the Japanese complete the ruin ofan important outlet for British goods built up atgreat cost over many years.Having previously been the first firm in the world toimpregnate solid-woven belts with latex rubber, wenow have the advantage of being, so far as we know,the first firm to make both V-ropes and pulleys in itsown works.What has the future to promise us? He would need tobe a soothsayer to forecast how long it may be beforethe present general slump fades and a steady traderecovery sets in. All normal methods of judgingprospects on the basis of recognised trade cycles arenullified in these days by the whims of Dictators inother countries.
August 30th 1939Certain Export Markets, like China, have remainedalmost stagnant and one cannot expect anyimprovement from that quarter until the Far East isno longer a battleground, and the peaceful Chinesehave been allowed to resume their normal tasks.Our latex-rubber impregnated woven beltingscontinue to give excellent service and attract asteadily widening circle of users. Naturally, these
revolutionary belts drew after them indifferentimitations made by methods on the fringe of ourpatented processes. Following the Munich Crisis last September, aconcrete trench-system has been laid down on our ownland adjacent to the Works and classes of instructionin A.R.P. Defence have been held in order tominimise the damage to our employees that might becaused by air raids during working hours.If, last year, the future was difficult to forecast, thisyear such a task must be left to clairvoyants; what weall need now more than anything else is a period ofgenuine tranquillity undisturbed by the evils oframpant militarism and continuous sabre-rattling.
November 28th 1940Regarding the Firm’s operations generally duringthe past year, it is not possible to speak in muchdetail, owing to restrictions quite rightly imposed onthe broadcasting of information that might be of useto the enemy.Although certain shipments have failed to reach theirdestination, the volume of our manufactures whichhave found their way across the seas bears strikingtestimony to the tenacity of our merchant shippingand the protection afforded by our Navy.None can foretell what lies ahead, but we shall allhope fervently that, by the time we hold our nextAnnual Meeting, the heavy burden of war may havebeen lifted from us and the foundations of a durablepeace may be taking shape.
Then & Now

Fenner Timeline

5 F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y 8
1971New state-of-the-art conveyor
belting facility openedin Hull
1975First major contract for thesupply of Fenaplast to China
1978Acquired
James Dawson & Son Ltd, UK
1984Successfully fought
take-over bid
1984Acquired Manheim
Manufacturing and BeltingCompany, USA
1995/96Five acquisitions in UK & USA
1861Company founded byJoseph Henry Fenner at 211/2 Bishop Lane, Hull
1893Moved production
to premises in Marfleet, Hull
1920’sProduction of woventransmission belting
1955Fenner manufacturing company
established in India
1958Fenner manufacturing company
established in Australia
1960Fenner manufacturingcompany established
in South Africa
1961New Research and
Development facility openedin Hull
1947Re-building of the Marfleet
factory commences
1952Development of solid-wovenPVC impregnated conveyor
belting
1937Commencement ofV-belt manufacture
1939-45Wartime production of fire hose
and military webbings
1941Marfleet factory destroyed
by bombing
1937Fenner becomes a Public
Company with a share capitalof £250,000
1938First V-pulleys produced
at Marfleet
18611997
Shanghai conveyor beltingfacility opened
P O W E R T R A N S M I S S I O N
1998/2000Disposal of
Power Transmission and Fluid Power Divisions
2001Acquisition of UniPoly
(Dunlop) Conveyor Belting
2004Opened Indian conveyor
belting facility
2005Acquisition of
Wellington Holdings
2005Queen’s Award
for James Dawson
1970Acquired first USA
manufacturing company
2008Acquisition of Prodesco Incand Secant Medical, USA
2007New facilities opened inShanghai for AdvancedEngineered Products and
Conveyor Belting
2008Acquisition of Conveyor
Services Corporation, USA
2008Wide belt and belting fabrics
facilities commissioned in Ohioand Georgia, USA
2010Acquisition of MRI Medical,
USA
2010Acquisition of BBV conveyor
services, Australia
2009The world’s largest steel cordpress commences production
in Australia
1931Marketing agreement todistribute Gilmer V-belts
1933Purchase of Henry F Cockill
& Sons Ltd
1997Acquisition of
Scandura Inc., USA
1930Manufacture of textile wovenand latex impregnated belting
2011


F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y 1 11 0 F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y
1861saw numerous historical events including the
start of the American Civil War; the death of
Prince Albert, husband of Queen Victoria; and the first tour to
Australia by the England cricket team.
In 1861, Hull, in the East Riding of Yorkshire, England, was a
fast-developing town of some 100,000 people and it was here
in June of that year that Joseph Henry Fenner, aged 25, a
journeyman currier, opened his business in rented, subdivided
premises at 21½ Bishop Lane.
In the beginning he was willing to do any business connected
with leather including hose pipe and strap manufacture and
leather dressing. The earliest record of an official order is for 50
feet of leather hose at two shillings and six pence per foot in
1868.
These early years were a struggle for Joseph and he was made
bankrupt in 1867 and again in 1869. These failures resulted in
no serious losses for the creditors and very quick discharges
were granted.
The recovery of English industry from the commercial crisis of
1866-67 resulted in a period of rapid growth, especially in the
iron and engineering industries, and this culminated in an
exceptional boom in 1872-73. The Company moved to larger
premises in Chapel Lane, the next street to Bishop Lane, in 1874.
It was this period that was decisive in setting the Company firmly
on its feet.
The Company moved more into the production of leather
transmission belting to meet the demand created by the rapid
industrial growth and by 1877 the Company was also offering a
wide range of other products including woven hair and walrus
hide beltings and seamless woven canvas hose.
The early years
1 Fenner family portrait from 1837. Joseph Henry, the founder, can be seen leaningover his mother’s shoulder. Also featured in the portrait are his father, his elderbrother and five sisters.
2 Henry John Fenner, elder son of the founder and Senior Partner from 1866 to 1910.
3 Walter George Fenner, younger son of the founder, Partner from 1886 to 1910,Managing Director from 1910 to 1920 and Chairman from 1921 to 1942.
4 Bishop Lane in Hull, UK, location of the company’s first premises.
5 Leather transmission belting was widely used throughout industry especially textilemanufacture.
6 Employees photographed outside the Cleckheaton premises of Henry F Cockill andSons, founded in 1863 and acquired by Fenner in 1933.
7 This advertisement appeared in a Hull directory in 1877.
8 Joseph Henry Fenner, the founder.
1
2
3
4 5
7
8
6

F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y 1 31 2 F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y
1 This Fenner leather belt drive was installed in aBatley, UK, mill in 1908 and was still going strong30 tears later when this photograph was taken.
2 These Fenner hydraulic ram leathers were part of aconsignment bound for China.
3 The Fenner stand at the Yorkshire show July 1904.
4 The leather belting factory at Marfleet.
5 ‘Eastville’, the Fenner family home at Marfleetwhich much later became the Group’sheadquarters.
6 Early woven transmission belting.
7 The weaving department at Marfleet.
Joseph Henry Fenner died suddenly on May 11th 1886 aged 50
as a result of injuries sustained when he was thrown from his
horse and trap. He was survived by two sons, Henry and Walter,
both of whom had been working with their father in the family
business for a number of years.
Under the management of the two brothers, the Company
continued to expand rapidly and culminated with the purchase
of 18 acres of land in 1890 at Marfleet some three miles from
the centre of Hull. Plans were drawn up for a new factory and
production commenced at Marfleet in 1893. Houses were built
for the workers, who paid between three shillings and sixpence
and five shillings a week rent from wages of between 25 and 28
shillings.
The Marfleet factory’s telephone number at this time was ‘Hull
8’ very nearly the first in the area as numbers 1 to 6 were reserved
for the telephone company.
Throughout this period, the Company built up its export activities
and just before the First World War exports accounted for over
70% of sales with the principle areas of activity being the
Balkans, India and China. However, the First World War had a
devastating effect on exports and by 1915 they had fallen
drastically by over 90%.
To a large extent, the Company made up for the loss of export
sales by increasing its activities in the UK and by the end of the
war, a healthy increase in profits had been achieved.
By the early 1920’s, the Company’s manufacturing emphasis
began to move away from leather towards the production of
woven transmission belting with substantial investment being
made in industrial looms and associated equipment. It was this
move towards woven belting that laid the foundations for the
development of heavyweight conveyor belting for coal mines
some 30 years later.
The early years
1 2
3
4 5
6 7

F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y 1 51 4 F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y
With the advent of the electric motor, endless rubber V-belts were
introduced in the USA and Fenner was quick to realise that these
belts were the future of power transmission. In 1931 an
agreement was reached with the Gilmer company of Philadelphia
for Fenner to market their range of V-belts in the UK, South Africa,
Australia and New Zealand.
V-belt sales grew at a rapid rate and by 1936 it was decided that
the time had arrived when the Company could justify the capital
expenditure to establish its own manufacturing facility. The first
Fenner-manufactured V-belts left the Marfleet factory in 1937
and a year later the Company began the production of pulleys.
The year 1937 also saw another major event when Fenner
became a Public Company with a share capital of £250,000
made up of 125,000 5½% Cumulative Preference Shares of £1
each and 500,000 Ordinary Shares of five shillings each.
By the end of 1938, nearly all the V-belts and pulleys sold were
produced at the Marfleet facility. These products, together with
associated transmission equipment, became the mainstay of the
business through to the 1990’s.
In 1941, the main Marfleet factory in Hull was destroyed by
bombing and shadow factories in West Yorkshire and Lancashire
took over the Company’s wartime production. In addition to
much-needed power transmission products, the Company
produced military webbing, parachute harnesses and over
3,000,000 feet of canvas fire hose. Fenner V-belts formed part
of the drives used on the ‘bouncing bombs’ designed by Barnes
Wallis and made famous by the Dambusters’ raids.
Rebuilding of the Marfleet facility began in 1947 and in just over
a year the first V-belts were produced in the new factory.
The early years
1 Fenner V-belts were used on the Dambusters ‘bouncing bombs’.The bombs were spun at 500rpm to improve their travel over the water.
2 The Marfleet factory was destroyed by bombing raids on the 5th and9th of May 1941.
3 Bomb disposal squad with an unexploded bomb at the Marfleet site.
4. Employees photographed at one of the wartime shadow factories.
5 Pulleys were first produced at the Marfleet factory in 1938.
6 The Company made a significant contribution to the ‘War Effort’producing several ‘specialist’ products including over 3,000,000feet of canvas fire hose.
7 An early Fenner-Gilmer V-belt drive.
8 The foundation stone of the rebuilt factory was laid in July 1947 inthe presence of government and civic officials.1
2 3
4 5
6
7
8

F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y 1 71 6 F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y
The expansion years
With the rebuilt Marfleet facility fully operational by late 1948,
the Company embarked on an expansion programme carried out
under the leadership of Sydney Hainsworth who joined the
company in 1921 as manager of the weaving department. He
was appointed a Director in 1930 and Managing Director in
1945. He later became Chairman and on his retirement in 1974
was appointed President, a position he held until his passing in
1992.
The 1950’s brought worldwide expansion with manufacturing
companies established in India, Australia and South Africa. The
UK also saw significant developments during this period
especially in the area of colliery conveyor belting.
Following the Creswell Colliery disaster in 1950 where 80 miners
lost their lives when a rubber and canvas conveyor belt was
ignited by friction, Fenner and Scandura (later to become a
member of the Fenner Group) working in close conjunction with
the National Coal Board launched a programme of research into
the production of fire-resistant conveyor belting.
The result was Fenaplast, a solid-woven, PVC impregnated, fire
resistant conveyor belting first produced in the Hull factory in
1952 and still used by the mining and extractive industries
worldwide.
The power transmission business continued to expand rapidly
on a worldwide basis. Fenner manufacturing facilities were
established in numerous countries, distribution companies
acquired and a Fenner sales and service branch network
developed.
But it was not just the conveyor belting and power transmission
activities that were expanding. The Company began a
diversification programme that saw the acquisition of companies
involved in a variety of activities including automotive oilseals,
roller and wheel package conveyors, high pressure vacuum
pumps and electron microscopes.
1
3
2
4
5
7
8
6
1 A premises near Sydney, Australia, was purchased in 1959 for the productionof power transmission products.
2 This factory near Madras, India, was opened in 1955 for the manufacture ofboth textile and engineering products.
3 Part of the Company’s transport fleet. These vehicles were first registered inthe late 1940’s.
4 Newspaper headlines following the Creswell Colliery disaster in 1950.
5 Early Fenaplast fire-resistant conveyor belting underground application.
6 Fenaplast belting manufactured in UK ready for transporting to an Indian mine.
7 The range of power transmission products expanded rapidly to include manynew products including timing drives, shaft couplings and gearboxes.
8 The diversification programme included the development of gravity andpowered conveyors for the packaging and warehousing industries.

F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y 1 91 8 F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y
The expansion years
The growth of the Company in the post-war years is best
illustrated by the fact that its total capital and reserves in 1946
were £305,000 with profits before taxation of £91,000. By the
end of 1960, the capital and reserves had grown to £2,082,000
entirely as a result of ploughing back earnings and without
requiring shareholders to contribute a single penny of additional
share capital whilst profit before taxation reached £909,000 – a
tenfold increase.
The 1970’s saw the acquisition of several more companies
including Motor Gear Engineering (power transmission), Charles
Weston (oilseals), Globe Pneumatic (later to become part of the
Fluid Power Division), Dick Bearings and James Dawson.
James Dawson was founded in Lincoln, UK in the 1860’s,
initially as a manufacturer of leather belting for agricultural
applications. The company developed along very similar lines
to Fenner producing rubber V-belts and conveyor belting for
materials handling, food packaging, office mechanisation, seed
sowing and harvesting. Diversification into silicone hoses took
place in the 1970’s
In 1975 Fenner was awarded its first major contract for the supply
of Fenaplast conveyor belting in China. The Company
successfully fought off a hostile takeover bid from Hawker
Siddeley in 1984 and also purchased the Manheim
Manufacturing and Belting Company,
Charles Bond founded the Manheim Belting Company in 1911
in Manheim, Pennsylvania and by 1912, the 30,000sq.ft. factory
was up and running and fully equipped to produce $500,000 of
Balata conveyor belting per annum. In the 1930’s, the company
licensed technology to produce patented link V-belting from
Brammer Transmissions Ltd, a UK company based in Leeds
which was acquired by Fenner in 1989. The 1940-70’s saw
significant developments with the expansion of the Manheim
manufacturing facility and the introduction of new products.
The 1990’s saw a complete transformation of the Fenner Group
when major restructuring took place with two rights issues and
several acquisitions and disposals. This changed the Company
from a diverse engineering group into one focused on reinforced
polymers with no borrowings and in a strong strategic position
to make further acquisitions.
1 Several companies were acquired in the 1970’sincluding Globe Pneumatic who produced a range ofair driven motors which were used on potentiallydangerous applications including oil rigs andunderground mining.
2 The Manheim Manufacturing and Belting Company,Pennsylvania, which was acquired by Fenner in 1984.
3 Early Manheim stationery.
4 One of the first Fenaplast applications in Chinafollowing the award of a major contract in 1975.
5 The James Dawson office in 1885.
6 The early Dawson leather factory.
7 The Hainsworth Research Centre opened in theCompany’s centenary year in 1961.1
2
3
5
64
7
F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y 2 12 0 F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y
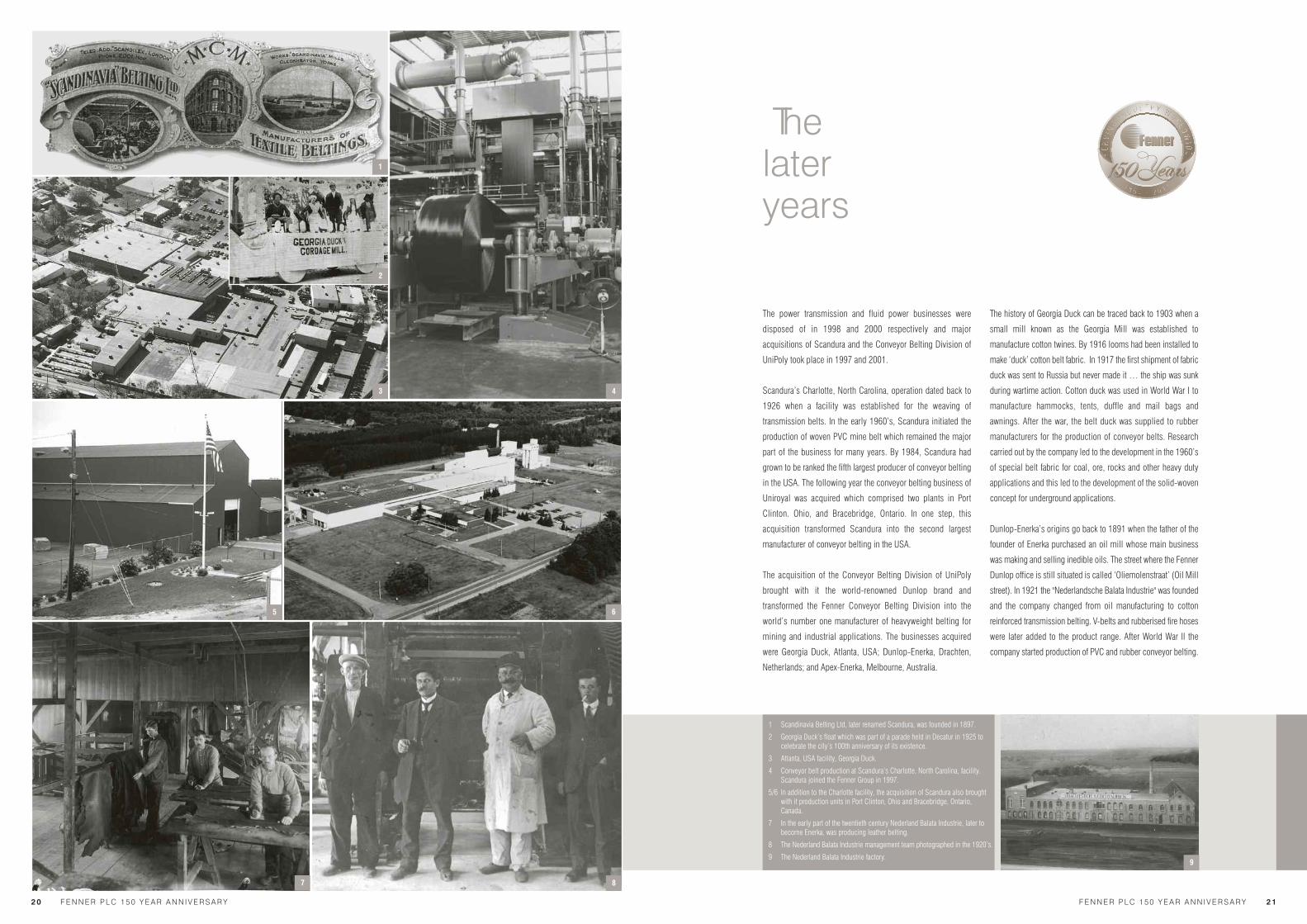
The power transmission and fluid power businesses were
disposed of in 1998 and 2000 respectively and major
acquisitions of Scandura and the Conveyor Belting Division of
UniPoly took place in 1997 and 2001.
Scandura’s Charlotte, North Carolina, operation dated back to
1926 when a facility was established for the weaving of
transmission belts. In the early 1960’s, Scandura initiated the
production of woven PVC mine belt which remained the major
part of the business for many years. By 1984, Scandura had
grown to be ranked the fifth largest producer of conveyor belting
in the USA. The following year the conveyor belting business of
Uniroyal was acquired which comprised two plants in Port
Clinton. Ohio, and Bracebridge, Ontario. In one step, this
acquisition transformed Scandura into the second largest
manufacturer of conveyor belting in the USA.
The acquisition of the Conveyor Belting Division of UniPoly
brought with it the world-renowned Dunlop brand and
transformed the Fenner Conveyor Belting Division into the
world’s number one manufacturer of heavyweight belting for
mining and industrial applications. The businesses acquired
were Georgia Duck, Atlanta, USA; Dunlop-Enerka, Drachten,
Netherlands; and Apex-Enerka, Melbourne, Australia.
The history of Georgia Duck can be traced back to 1903 when a
small mill known as the Georgia Mill was established to
manufacture cotton twines. By 1916 looms had been installed to
make ‘duck’ cotton belt fabric. In 1917 the first shipment of fabric
duck was sent to Russia but never made it … the ship was sunk
during wartime action. Cotton duck was used in World War I to
manufacture hammocks, tents, duffle and mail bags and
awnings. After the war, the belt duck was supplied to rubber
manufacturers for the production of conveyor belts. Research
carried out by the company led to the development in the 1960’s
of special belt fabric for coal, ore, rocks and other heavy duty
applications and this led to the development of the solid-woven
concept for underground applications.
Dunlop-Enerka’s origins go back to 1891 when the father of the
founder of Enerka purchased an oil mill whose main business
was making and selling inedible oils. The street where the Fenner
Dunlop office is still situated is called ‘Oliemolenstraat’ (Oil Mill
street). In 1921 the "Nederlandsche Balata Industrie" was founded
and the company changed from oil manufacturing to cotton
reinforced transmission belting. V-belts and rubberised fire hoses
were later added to the product range. After World War II the
company started production of PVC and rubber conveyor belting.
The lateryears
1
3 4
5 6
7 8
1 Scandinavia Belting Ltd, later renamed Scandura, was founded in 1897.
2 Georgia Duck’s float which was part of a parade held in Decatur in 1925 tocelebrate the city’s 100th anniversary of its existence.
3 Atlanta, USA facility, Georgia Duck.
4 Conveyor belt production at Scandura’s Charlotte, North Carolina, facility.Scandura joined the Fenner Group in 1997.
5/6 In addition to the Charlotte facility, the acquisition of Scandura also broughtwith it production units in Port Clinton, Ohio and Bracebridge, Ontario,Canada.
7 In the early part of the twentieth century Nederland Balata Industrie, later tobecome Enerka, was producing leather belting.
8 The Nederland Balata Industrie management team photographed in the 1920’s.
9 The Nederland Balata Industrie factory.9
2

F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y 2 32 2 F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y
The roots of Apex-Enerka can be traced back to 1890 when two
British belting tradesmen, Arthur and Charles Hopkins, began
manufacturing leather belting in Melbourne, not far from the site
of today’s main plant. They were joined in 1891 by an Australian,
George Odlum and the company of Hopkins Bros. & Odlum
prospered during one of the most exciting periods of Australian
mining. In 1940 manufacturing operations commenced at the
site of today’s main facility and at the end of World War II a
rotocure capable of producing 1200mm wide belt was installed
which enabled the company to supply belt to the mines in
Queensland, New South Wales, Tasmania and Western Australia.
With this major development of the business, the company name
was changed to Apex Belting in 1952.
New conveyor belting manufacturing units were established in
China (1997 & 2008), India (2004) and the polymer business
was strengthen by the purchase of Efson (USA, 1995) Eagle
Belting (USA, 2002) and the establishment of a manufacturing
facilities in China (2004 and 2007).
The Efson company was founded in 1983 in Long Island, USA
but moved to Wilmington in 1989. Efson was the largest
manufacturer of composite idler pulleys in the USA and was also
the first company to supply composite products for the fitness
industry. Other Efson products included conveyor guides and
components, tensioners and pillow blocks.
Founded in 1916 in Illinois, USA, the Eagle Belting Company
manufactured urethane belting for mechanical power
transmission and material handling applications. As the industry
innovator, Eagle launched the ‘Original Orange belt’ in 1978 and
the ‘Orange’ brand remains standard throughout the world. Both
Efson and Eagle are now part of the Group’s Fenner Drives
operations.
A significant acquisition was made in 2005 with the purchase of
Wellington Holdings, a manufacturer and distributor of specialist
seals to the energy and mobile equipment industries with main
bases in UK, USA, Germany and Australia. The same year, James
Dawson was granted the prestigious Queen’s Award in
recognition of their international business development.
The lateryears
1 Eagle Belting was acquired by Fenner in 2002.
2 The original factory of Hopkins Brothers and Odlum inMelbourne.
3/4 Charles Hopkins and George Odlum.
5 Belting literature produced by Hopkins Brothers & Odlum.
6 Efson was the first company to supply composite pulleysto the fitness equipment industry.
7 The Efson facility in Wilmington, North Carolina.
8 The conveyor belting facility in Madurai, Southern India.
9 In 2005, James Dawson was granted a Queen’s Award forinternational business development.
10 The weaving department of the conveyor belting facility inShanghai opened in 1997. 1
2
3 4
5
6 7
8 9
10

F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y 2 52 4 F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y
The business obtained by the Wellington acquisition originated
in two small rooms in East London when, in 1903, two brothers,
Edwin and Hugh Hall, together with their partner, A. H. Aaron,
founded Hallite Douglas Ltd. The company moved to Hampton
in 1925, the site of the present UK operation. During the late
1960’s-1970’s, subsidiaries were established in the USA,
Canada, Australia, Germany and France. In 1985 the company
name was changed to Hallite with a subsidiary established in
Italy in 1993. Dynamic Seals of Troy Michigan was acquired in
1997 and CDI Seals in Houston, Texas purchased in 1998.
Early in 2008, Fenner acquired Prodesco, a USA-based company
consisting of two businesses - one manufacturing a range of
highly specialised technical fabrics and the second a leader in
the development and production of textile structures for the
medical device market.
Prodesco (derived from Product Design Company) was founded
by two professors at the prestigious Philadelphia College of
Textiles in 1943. They identified a need to translate textile theory
into new products and processes that could be tested and
characterised to confirm their practicality. With no such
centralised resource available, they started Prodesco Inc. to fill
that need and the company has developed around the concept
of providing solutions to customers’ product challenges. This
concept was put to the ultimate test when Prodesco developed
the outer layer of fabric for astronaut spacesuits worn during the
first extra-vehicular activity in 1965.
Also in 2008, the Group acquired Winfield Industries based in
Buffalo, USA, a leading supplier of performance critical rollers
for digital imaging applications which was founded in 1965 and
Fenner Dunlop Conveyor Services was significantly expanded
with two further acquisitions, King Energy Services and Conveyor
Services Corporation both based in the USA.
The conveyor belting operations were considerably strengthened
by a £150,000,000 capital expenditure programme that included
new steel cord facilities in South Africa (2008) and Australia
(2009), the opening of the Fenner Dunlop Americas conveyor
belting fabrics manufacturing facility in Lavonia, Georgia (2008)
and new wide belt and steel cord manufacturing plants at Port
Clinton, Ohio (2009).
In 2010 the Company’s involvement in the medical industry was
strengthened with the acquisition of MRI Medical & Research
Inc of Tucson, Arizona, USA, a start-to-finish development
company that designs, validates and manufacturers cutting-
edge, silicone-based devices. Also in 2010, the Australian
conveyor services business was expanded by the acquisition of
Belle Banne Victoria with facilities in Victoria and Queensland.
The lateryears
1/2 Early seal production at the Hallite Hampton, UK,factory.
3 The Hallite Hampton premises prior to a majorredevelopment that took place in 2006.
4 Part of the Winfield Industries range of critical rollers.
5 Prodesco developed the outer layer of fabric for thespacesuit worn during the first ‘spacewalk’ by a USastronaut.
6 In the USA, Fenner Dunlop significantly strengthenedtheir conveyor servicing activities by two acquisitionsin 2008.
7 MRI Medical and Research acquired by Fenner in2010 produces a wide range of silicone-baseddevices for the medical industry.
1 2
3 4
5 6
7

Fenner Today

The Americas
PITTSBURGH, PENNSYLVANIAFenner Dunlop Americas Head Office.
LAVONIA, GEORGIA Conveyor belt fabric.
BRACEBRIDGE, ONTARIOSteel cord and rubber ply belts.
PORT CLINTON, OHIOSteel cord and rubber ply belts.
TOLEDO, OHIORubber ply and special profile belts.
www.fennerdunlopamericas.com
BLAIRSVILLE, PENNSYLVANIA Conveyor Services.
www.fennerdunlopcs.com
Europe
HULL, UKSolid-woven PVC belts and Nitrile covered PVC belts.
www.fennerdunlopeurope.com
DRACHTEN, NETHERLANDSRubber ply belts, Passenger conveyor belting,Rubber profiles andsheeting.
www.dunlopconveyorbelting.com
South Africa
JOHANNESBURG, SOUTH AFRICASolid-woven PVC belts, Steel cord belts, Nitrile covered PVC beltsandRubber compound.
www.fennersouthafrica.com
India
MADURAI, INDIASolid-woven PVC belts.
www.fennerdunlopindia.com
China
SHANGHAI, CHINASteel cord belts and Rubber ply belts, Solid-woven PVC belts andNitrile covered PVC belts.
www.fennerdunlopchina.com
Australia
MELBOURNE, AUSTRALIARubber ply belts, Technical rubber products andConveyor services.
SYDNEY, AUSTRALIASolid-woven PVC belts and Conveyor services.
KWINANA, AUSTRALIA Steel cord conveyor belts.
Plus over 20 stockholding branches
www.fennerdunlop.com.au
FENNER PLC 150 YEAR ANN IVERSARY 3 02 7 FENNER PLC 150 YEAR ANN IVERSARY
Conveyor Belting Advanced Engineered ProductsThe Americas
MANHEIM, PENNSYLVANIADetachable link belts, keyless bushings and urethane belting.
WILMINGTON, NORTH CAROLINAComposite idlers, pulleys, sprockets, belt and chain guides.
www.fennerdrives.com
MANHEIM, PENNSYLVANIAPrecision belts and high-tech fabrics.
BUFFALO, NEW YORKCustom formulated liquid cast polyurethane and siliconemoulded products.
www.fennerprecision.com
PERKASIE, PENNSYLVANIATechnical fabrics, textile structures for medical devices.
QUAKERTOWN, PENNSYLVANIATextile structures for medical devices.
www.prodesco.comwww.secantmedical.com
TUCSON, ARIZONASilicone medical devices.
www.mrimedical.com
DETROIT, MICHIGANHallite Dynamic Seals.
HOUSTON, TEXASCDI Polytek Seals and EGC Fluoroplastic Products.
www.fast-houston.comwww.hallite.com
Europe
LINCOLN, UKSilicone hoses, Specialist hoses and Industrial ducting.
www.james-dawson.co.uk
LINCOLN, UKPrecision belts and Industrial rubber products.
www.fennerprecision.com
LEEDS, UKDetachable link belts, Extruded belting and Keyless bushings.
www.fennerdrives.com
HAMPTON, UKHallite and CDI Polytek Seals.
HAMBURG, GERMANYHallite Seals.
www.hallite.com
China
SHANGHAI, CHINASilicone hoses.
www.james-dawson.co.uk
SHANGHAI, CHINASeals.
www.hallite.com
Australia
SYDNEY, AUSTRALIASeals.
www.hallite.com
OperationsWorldwide
1 The $50 million, 300,000 square foot Fenner Dunlopfacility, Lavonia, Atlanta, USA, commissioned in 2008.
2 Fenner Dunlop’s steel cord belting facility in Kwinana,Western Australia commissioned in 2009.
1 The Hallite purpose-built facility, Hampton, UK,commissioned in 2006.
2 Fenner Precision’s facility, Manheim, Pennsylvania, USA,commissioned in 2007.
3 The James Dawson and Fenner Advanced SealingTechnologies facility, Shanghai, China, commissionedin 2007.
1 1 322


3 2 FENNER PLC 150 YEAR ANN IVERSARY FENNER PLC 150 YEAR ANN IVERSARY 3 3
ConveyorBelting
With manufacturing operations in USA, Canada, UK, Netherlands,
South Africa, India, China and Australia, Fenner Dunlop
Worldwide produces a complete product range and offers
innovative solutions to reduce conveying costs.
The worldwide network of sales/service branches and authorised
distributors offer expert advice and a back-up service that is
second to none. This, combined with the 13 strategically located
manufacturing units, makes Fenner Dunlop uniquely positioned
to provide the most comprehensive conveyor belting service
available today.
Fenner Dunlop operates centres of excellence staffed by experts
in application engineering, polymer chemistry and textile
technology. Additionally, field experts undertake conveyor belt
installation and offer supervisory support throughout the world.
An extensive range of testing equipment is used to ensure that
conveyor belts and conveyor belt joints meet the most stringent
worldwide safety requirements and that our workforce and
accredited distributors deliver consistent, high-quality products.
In common with many others, the conveyor belt market is ever-
changing, and a company such as Fenner Dunlop must adapt
and develop if it is to maintain its market-leading position. To
this end, an aggressive investment program has been put in
place that will ensure the Company remains at the forefront of
conveyor belt design, engineering, manufacture and service.
Fenner Dunlop Conveyor Belting is the world’s largest
manufacturer of conveyor belting for mining and
industrial applications
PRINCIPAL PRODUCTSSolid-Woven PVC belts; Nitrile Covered PVC belts; Rubber Ply
Belts; Steel Cord Belts; Special Profile Belts, Passenger
Conveyor Belts; Rubber Profiles & Sheeting; Conveyor Services.
APPLICATIONSCoal; Aggregates; Hard Rock; Potash; Cement; Power
Generation; Grain; Elevators; Recycling; Moving Walkways.

FENNER PLC 150 YEAR ANN IVERSARY 3 53 4 FENNER PLC 150 YEAR ANN IVERSARY
Fenner Dunlop Conveyor Belting Australia (incorporating Fenner
Dunlop Conveyor Services) has manufacturing plants in
Melbourne, Sydney and Kwinana and service branches
nationally.
The range of conveyor belting produced includes rubber ply,
solid-woven PVC, lightweight Nitrile and PVC. A significant
addition to the range occurred in 2009 with the opening of a
A$70m facility in Kwinana, near Perth, Western Australia,
specifically for the production of steel cord belting. This
represents the largest investment in conveyor belting
manufacture ever made in Australia by any company.
This facility houses the world’s largest steel cord press, calendar
and related equipment and was the first new conveyor belting
plant built in Australia in over 60 years. The new plant has the
capability to produce steel cord and rubber ply belting up to
3200mm wide and up to 50mm thick with an initial annual
production capacity of 330,000 square metres, equating to
approximately 130 kilometres of 3200mm belt.
The Company is committed to ensuring that all work is done to
the highest quality and safety standards and all systems are
under constant review and continual improvement. This
commitment includes improving the quality of products and
services to satisfy customer expectations as well as regulatory
and legal requirements.
Over $7m has been invested in the Melbourne facility to provide
a totally new laboratory and establish a state-of-the-art weaving
department. At the Sydney plant new wide looms have been
commissioned to increase wide belt production and many other
projects have been undertaken to ensure the on-going
performance of the facility.
Significant investment has also been made in the development
of Fenner Conveyor Services and a network of more than 20
service centres. The network has been grown both organically
and by acquisition. These centres provide a wide range of
services and products including risk assessments, belt
calculations, safety audits, belt cleaning systems, installation,
splicing services and total conveyor maintenance. In 2010 this
network was further enhanced by the acquisition of Belle Banne
Victoria with service centres in Victoria and Queensland.
This combination of commitment to quality, safety and service
has made Fenner Dunlop the leading company in its field in
Australia.
Conveyor Belting
Australia
1 Fenner Dunlop conveyor belting in operation at the vastPilbara iron ore project at Anderson Point, WesternAustralia.
2 The new A$70m facility in Kwinana, was the largestinvestment in conveyor belting manufacture ever madein Australia.
1
2

FENNER PLC 150 YEAR ANN IVERSARY 3 73 6 FENNER PLC 150 YEAR ANN IVERSARY
Fenner was exporting transmission belting to China in the very
early 1900’s but it wasn’t until 1976 that the company first
supplied conveyor belting with an initial order for 130,000
metres of Fenaplast. This was installed in several different coal
mines and quickly proved to be far superior, in terms of
performance and life, compared to the domestic belts being
produced. A further order for 80,000 metres was placed and
supplied the following year. This belting introduced Western
standards of safety and performance for the first time in the
Chinese coal mines.
As a result of this, Fenner entered into a Transfer of Technology
project with the Zhongnan Rubber Belt Company in 1985 and
the first factory commenced production in 1987. This proved to
be a success and a second project with the Qingdao No 6 Rubber
Factory commenced in 1988.
Fenner later set up another factory, but this time as a joint venture
in which Fenner provided permanent general and technical
management. The new company, Shanghai Fenaplast Conveyor
Belting Co. Ltd., commenced production in 1997.
In 2008, a major investment was undertaken by doubling the
Shanghai solid woven capacity to meet the demand from the
world’s largest coal industry.
Conveyor Belting
China
All PVC and PVG conveyor belting produced at theShanghai plant is subject to extensive product testingin state-of-the-art facilities.

FENNER PLC 150 YEAR ANN IVERSARY 3 93 8 FENNER PLC 150 YEAR ANN IVERSARY
Conveyor Belting
Europe - UK
Despite the demise of the UK coal industry, the Marfleet, Hull
facility still produces a wide range of solid-woven conveyor
belting for mining and other industrial applications but whereas
the output used to be 80% domestic and 20% export this profile
has now been completely reversed. This has been achieved by
opening up new markets in Eastern Europe and the former Soviet
Union including the Czech Republic, Russia, Ukraine and Poland.
Other export markets outside Europe have also been developed
and the worldwide customer base now extends to 15 countries.
Customised belting is manufactured for increased fastener
holding for high speed/tonnage applications, high tear and rip
resistance for arduous applications and high visibility belts that
give improved safety and inspection capabilities.
The Centre of Excellence for solid-woven belting produced by
the Group worldwide is based at the Hull facility and is staffed
by experts in application engineering, polymer chemistry and
textile technology, all of which provides the ability to model the
most complex applications to ensure optimum belt selection.
Significant investment has recently been made in the Marfleet
facility including computer controlled yarn preparation
machinery unique to Fenner and a new press for the production
of PVG belting which is ‘the belt of choice’ in Russia and
increasingly in demand in other markets for its durability and
long service life.
The production of woven belting at Marfleet has come a long
way since the early 1920’s and today the company remains
committed to supplying the finest conveyor belting in the world,
manufactured in a modern, safe plant using cutting edge
manufacturing techniques employing talented and dedicated
staff.
Significant investment has recently been made in the Marfleet,UK facility including computer controlled machinery unique toFenner.

FENNER PLC 150 YEAR ANN IVERSARY 4 14 0 FENNER PLC 150 YEAR ANN IVERSARY
Conveyor Belting
Europe - Netherlands
The original company in the Netherlands dating back to 1891
was acquired by the Dunlop Rubber Co. Ltd. in 1965 and the
name changed to Dunlop-Enerka. In 1985, the worldwide Dunlop
Group was taken over by BTR and in 1997 Dunlop-Enerka joined
the UniPoly Conveyor Belting Division.
Fenner acquired the UniPoly Conveyor Belting Division in 2001
and with it the Dunlop name. In 2006 it was decided to make
more use of the strong Dunlop brand name and the trading name
was changed to Dunlop Conveyor Belting.
The Drachten plant specialises in the manufacture and supply of
industrial rubber conveyor belting and produces over 40
kilometers of belting every week. Additionally, in excess of 375
kilometers of belting is stored in the Netherlands and throughout
the European sales/service branch network. Belting is also
exported to over 150 countries in Africa, South America, Asia
and the Middle East.
In addition to industrial and agricultural belting, Fenner Dunlop
produces an extensive range of specialist products including
passenger conveyors, mats and waterbeds for the livestock
industry, baler and harvesting belts, snowtracks, rubber linings
for textile hoses and rubber sheeting products.
With sales and customer service centres located in the
Netherlands, France, Spain, Germany, Italy, Poland, Russia,
Morocco, Sicily and the UK, Dunlop Conveyor Belting provides
an unrivalled level of customer service and practical support
including: site visits and surveys; belt calculation; technical and
splice training (on-site and Dunlop based); trouble shooting and
problem solving; in-house research, testing and development;
24-hour helpline; and after-sales support.
1 A Trioflex belt used for coal handling at a transhipmentfacility in the port of Amsterdam.
2 An Amsterdam sorting installation with Superfortconveyor belts handling sand, gravel and granite.
2
1

FENNER PLC 150 YEAR ANN IVERSARY 4 34 2 FENNER PLC 150 YEAR ANN IVERSARY
Fenner first started exporting a range of goods to India through
merchant houses in the 1890’s. This business was the only
branch of Fenner’s overseas trade that continued to flourish
during the First World War and, in 1929, a Fenner branch office
was established in Calcutta.
Strict import licensing policies introduced in 1948 seriously
impacted on trade with India and in 1954 the decision was made
to transfer the solid-woven transmission belting manufacture
from the UK to India. A site was selected near Madurai in
Southern India and the factory opened in 1955.
The first shipment of Fenaplast solid-woven conveyor belting
from the UK arrived in India in 1963 and was supplied to the
Bengal Coal Co. for their operations in West Bengal. As a result
of rapidly changing policies to protect and promote Indian
manufacturing, plans were put into action to produce Fenaplast
in India and in 1966 the Madurai factory commenced production
to service the expanding coal mining industry.
Fenner sold the power transmission side of the business in 1987
but continued to manufacture solid woven belting conveyor belts.
A major step forward was taken in 2004 when a new conveyor
belting manufacturing facility was established in Madurai.
Today, annual domestic coal production in India is in excess of
500 million tons of which 70% comes from open cast mining
and 30% from underground, which is Fenner India’s market.
Power generation accounts for 75% of the output with the
remainder going to steel and cement production.
The belt types used for underground mining are at the lower end
of the tensile range with standard PVC covers. However, in
anticipation of future improvements in mining techniques and
the requirement for higher tensile belts, Fenner India recently
installed a heavy duty belt manufactured at the Marfleet (UK)
plant on a trial surface application. The first solid-woven belt of
this type in India, it was hot spliced by a Fenner UK vulcanising
team.
In recent years, Fenner India has also manufactured belt for
premium export markets – an acknowledgement of the high
quality achieved by the Company.
Conveyor Belting
India
1 The drum friction test is one of many that Fenaplast PVCfire-resistant conveyor belting undergoes to ensure that allbelting produced conforms to all major international safetystandards.
2 The weaving department at the Madurai facility opened in2004.
1
2

FENNER PLC 150 YEAR ANN IVERSARY 4 54 4 FENNER PLC 150 YEAR ANN IVERSARY
Although Fenner was exporting transmission products to South
Africa in the early 1930’s, it wasn’t until 1960 that a
manufacturing facility was established. In 1975, dipping and
coating equipment was installed at the Johannesburg facility to
produce Fenaplast conveyor belting from woven carcass
supplied from the UK. This was soon followed by the installation
of industrial looms which enabled the South African company
to be self-sufficient in the production of Fenaplast belting.
When the Group disposed of its Power Transmission Division in
1998, Fenner South Africa was able to concentrate on the
production of conveyor belting. The manufacturing facility was
expanded and many innovative and cost-effective products
developed in conjunction with the country’s leading mining
houses. This culminated in 2008 with the commissioning of a
new R70m manufacturing facility for the production of steel cord
belting. This new plant features state-of-the-art equipment to
meet the growing demand for high quality steel cord belting
particularly in mining and heavy duty applications.
In 2007 Fenner SA became the first company in its sector to
enter into a Black Economic Empowerment (BEE) partnership.
This was achieved by the sale of 25% plus one share of the
company’s issued share capital to Peotona Group Holdings (Pty)
Ltd, a woman’s investment and development company which
was established in 2005 by a group of some of South Africa’s
most credible and successful business women.
The provision of world leading customer support is a key pillar
in the company’s business philosophy. An extensive range of
testing equipment is utilised to ensure that conveyor belts and
vulcanised joints meet the most stringent safety requirements
for the three product lines of solid-woven belting, steel cord
belting and conveyor services.
Conveyor Belting
South Africa
1/2 Part of the R70m steel cord belting facility commissionedin 2008.
3 Fenner South Africa offers a comprehensive range ofservices both above and below ground including sitesurveys and mobile belt splicing/vulcanising teams.
2
1
3

FENNER PLC 150 YEAR ANN IVERSARY 4 74 6 FENNER PLC 150 YEAR ANN IVERSARY
Fenner Dunlop operates three manufacturing plants in the USA
in Georgia and Ohio. The Georgia plant in Lavonia was
commissioned in 2008 at a cost of $50 million and this purpose-
built, 300,000 square foot facility is the most technically
advanced textile weaving and Resorcinol Formaldehyde Latex
(RFL) treating facility in North America equipped with warpers
and looms to produce an extensive range of conveyor belting
fabrics for use by the other Fenner Dunlop plants in North
America.
In 2008, the Port Clinton, Ohio, facility completed a $50 million
expansion project that included two new 96" steel cord and
rubber-ply fabric production lines. Now home to Fenner Dunlop's
Dynaflight steel cord belting product line, Port Clinton also
manufactures a complete range of heavy duty straight-warp and
interwoven rubber covered conveyor belts for industrial and
mining applications. This facility also has a state-of-the-art
laboratory which is the hub for belt and compounding testing
within the Company. Meticulous attention to quality control
ensures that each belt is manufactured to customers' exact
specifications. Like all Fenner Dunlop facilities, Port Clinton
continually provides safety training to its personnel, emphasising
the importance of a safe, accident-free work environment.
The Toledo, Ohio, plant has unique manufacturing capabilities
that allow Fenner Dunlop to offer conveyor belting specifically
made for special conveying applications. Additional to
manufacturing heavy duty, straight-warp rubber and flat duck
cover conveyor belting, this facility also manufactures a large
variety of cleated products. All bulk splice materials, steel cord
and fabric splice kits are assembled in the Toledo facility.
Additionally, this plant also provides specially formulated
compounds that set Fenner Dunlop apart from the competition.
The on-site testing facility not only clears each belt shipped from
Toledo, but also works closely with the other Fenner Dunlop
laboratories to develop new and improved products.
In recent years, Fenner Dunlop has substantially increased its
involvement in supplying complete conveyor services. This side
of the business was significantly enlarged in 2008 with the
acquisition of Solid Systems Engineering (Wyoming), King
Energy Services (New Mexico and Colorado) and Conveyor
Services Corporation (Pennsylvania), which included Classic
Conveyor Components, LoadOut Services (now Fenner Dunlop
Facilities Management) and Fenner Dunlop Conveyor Services,
SA (Chile). All the conveyor service operations in the USA now
operate under Fenner Dunlop Conveyor Systems and Services
bringing the full-service element to Fenner Dunlop’s existing
business of manufacturing conveyor belting.
This Division is capable of offering all conveyor-related needs
including conveyor belting, components, structures, installation,
vulcanised splicing, system repairs, contract maintenance,
transfer point technology, conveyor system design, belt
scanning, coal transport and engineering services and total
turnkey systems making it the leader in its field in the Americas.
Conveyor Belting
Americas
USA
1 Dynaflight steel cord belting in operation at theRobinson Run mine in West Virginia.
2 Fenner Dunlop Conveyor Services installed surfacemining belts, Mineflex belting and two 84 inch wideDynaflight steel cord belts underground, together withthe latest versions of Fenner Dunlop’s rip detectionsystems at the new Sugarcamp mine in Illinois.
1
2

FENNER PLC 150 YEAR ANN IVERSARY 4 94 8 FENNER PLC 150 YEAR ANN IVERSARY
CANADAThe Bracebridge, Ontario, plant manufactures a complete range
of heavy duty, steel cord, straight-warp and interwoven rubber
cover conveyor belting for the industrial and mining sectors in
Canada, the U.S. and abroad.
Bracebridge was Fenner Dunlop Americas' first Dynaflight steel
cord belting production plant. Manufactured on the most
advanced equipment available, Dynaflight is carefully engineered
and processed by specially trained personnel at every stage of
production to ensure strict adherence to our customers' stringent
specifications. This belting is supplied to the industrial and
mining sectors in Canada and North and South America.
This facility rigorously tests each belt on state-of-the-art testing
equipment before shipping to the customer. This attention to
detail has earned Bracebridge a reputation for outstanding
quality.
CHILEConveyor Services SA was established in Antofagasta in 2005.
The operations primarily focused on belt change outs and
vulcanising services and the first service contract was awarded
to maintain and service belts with BHP’s Escondida Copper
mine.
In 2008, Fenner Dunlop Americas acquired a majority ownership
from Conveyor Services SA and joined forces with Pimasa to take
a giant step in the market to offer a total service and product
package. During the same year, the office and belt shop was
relocated La Negra.
Today, Conveyor Services SA is dedicated to working towards a
new service model of ‘Total Conveyor Service’ and has the
capability to perform belt change outs with two of the largest
winders in the business; belt refurbishing; vulcanized splices up
to 120 inches wide for all fabric and steel cord conveyor belt;
pulley lagging; belt/scraper maintenance services; Fenner
Dunlop conveyor belting and state-of-the-art X-ray/belt
monitoring technology to the mining sector of Chile.
Conveyor Belting
Americas
1 Conveyor Services SA based in Antofagasta, Chile, hasthe capability to perform a wide range of servicesincluding belt change outs; belt refurbishing; vulcanisedsplices; pulley lagging and state-of-the-art x-ray/beltmonitoring systems.
2 These two conveyors at the Escondida mine in Chileconvey crushed ore to the stockpile.
1
2

FENNER PLC 150 YEAR ANN IVERSARY 5 15 0 FENNER PLC 150 YEAR ANN IVERSARY
Advanced Engineered Products
The AEP Division was formed in the 1990’s to bring together the
various polymer activities of the Fenner Group and this included
James Dawson & Son, the specialist manufacturer of general
rubber goods (GRG).
In 1995, Efson Inc. of Wilmington, North Carolina, was acquired
and the same year the company name was changed to Fenner
Drives. The following year the Precision Division was established
and this became a separate company in 2006 trading as Fenner
Precision.
The new Millennium brought with it major expansion of AEP
activities with the acquisition of Eagle Belting (2002); Indico
(2004); Wellington Holdings, UK, which became Fenner
Advanced Sealing Technologies (2005); EGC of Houston, Texas
(2006); B-LOC Corporation, New York (2007); Prodesco Inc.,
Pennsylvania (2008); Winfield Industries, Buffalo, (2008) and
MRI Medical, Arizona (2010).
As a result of the increased focus on new product development,
the AEP Division is continually improving the quantity and quality
of new product introductions. Recent launches have solved
technical problems in niches as diverse as the manufacture of
drywall, plate glass, roof tiles and ATMs. Other projects have
assisted retailers in reducing energy costs for heating and
ventilating and have allowed manufacturers of off-road vehicles
to maximise under-the-bonnet space by replacing complex,
multi-component assemblies with single piece hoses.
The AEP Division is responsible for five main product groups, namely
mechanical power transmission drives, precision products, specialist
hoses, technical fabrics, advanced seals and sealing solutions.

FENNER PLC 150 YEAR ANN IVERSARY 5 35 2 FENNER PLC 150 YEAR ANN IVERSARY
With manufacturing sites in North America (2) and Europe,
Fenner Drives has a proven worldwide track record, supplying
added-value problem-solving products for power transmission,
motion transfer and conveying applications.
Fenner Drives designs, manufactures and markets an extensive
range of bespoke products including polyurethane belting and
O-rings, high performance composite V-belts, composite V-belt
idler pulleys and sprockets, keyless bushings, belt and chain
tensioning systems, and belt and chain guides. These highly
engineered products are geared to solve industrial problems,
whilst adding significant value to the customer.
Fenner Drive’s customers reflect a balance between OEM’s,
users and distributors that provides resiliency throughout the
economic cycle. Products with high market brand recognition
are marketed worldwide by strategically located Fenner Drives
sales teams working closely with international distributor
partners.
All the production facilities have ISO 9001:2000 certification and
Fenner Drives new product development process is finely tuned
to produce a continual flow of innovative solutions to customers’
problems and expects to continue to grow by using innovative
marketing techniques and products to make customers’ lives
easier.
Fenner Drives is widely recognised for expertise and innovation
in manufacturing technology, consistently blending reliability,
quality and value into the product range. The certified production
facilities are located in Manheim, Pennsylvania; Wilmington,
North Carolina; and Leeds, UK.
Fenner DrivesFenner Drives is a leader in the design and manufacturer
of problem-solving power transmission, conveying
and motion transfer components
PRINCIPAL PRODUCTSHigh Performance Joinable V-belts; Polyurethane Belting;
Keyless Bushings; Tensioners; Composite Pulleys &
Sprockets; Belt/Chain Guides; Guide Rail Systems.
APPLICATIONSFood Processing; Textile Machinery; Packaging; Conveyor
Drives; HVAC; Marine Engines; Pumps & Compressors;
Cardboard & Paper Processing; Canning Lines.

FENNER PLC 150 YEAR ANN IVERSARY 5 55 4 FENNER PLC 150 YEAR ANN IVERSARY
Fenner Precision's roots go back to 1985 when it was formed by
combining the Fenner Drives Precision Division, USA with the
James Dawson Precision Division, UK. In 2008, Fenner Precision
acquired Winfield Industries of Buffalo, NY.
Fenner Precision is the trusted global source of engineered
solutions designed uniquely to fit customers’ needs. Resources
available from Fenner Precision include custom engineered
solutions; innovative materials; market-leading products; special
manufacturing expertise and customised logistics.
The Company is technically driven and recognises the
importance of research and development and continually strives
to offer superior technical expertise to customers through a
global network of R&D, polymer, textile and application
engineers.
Fenner Precision continues to set the standard as a global leader
in the design, development and manufacture of belts, tyres and
rollers for the digital imaging, consumer printing, self-service,
media movement and automation applications. Additionally,
Fenner Precision manufactures engineered polymer products,
friction reducing and high temperature fabrics as well as seals
and diaphragms for renewable energy-related applications.
Fenner Precision operates manufacturing facilities in the USA
(2) and UK. Additional sales and support offices are located in
China, Singapore, Taiwan and Scotland.
Fenner PrecisionFenner Precision is a recognised global leader for OEM solutions in
markets including commercial and consumer printing, self-service,
medical equipment, composite manufacturing and the energy and
renewable markets.
PRINCIPAL PRODUCTSEngineered Belts; Custom Engineered Rollers; Media Movement
Tyres; Engineered Polymer Products (including seals and
diaphragms) and Fabrics (including low friction and silicone coated).
APPLICATIONSOffice Automation; Automatic Teller/Self-Service Machines;
Consumer/Industrial Digital Printing; Automation; Medical
Equipment; Energy and Renewable Applications.

FENNER PLC 150 YEAR ANN IVERSARY 5 75 6 FENNER PLC 150 YEAR ANN IVERSARY
James Dawson was acquired by Fenner in 1978. Diversification
into silicone hoses took place in the 1970’s. This was
strengthened in 2004 when Indico-Europe, a specialist
manufacturer of reinforced EPDM hose was acquired; distribution
facilities established in USA (2003/2006); and new
manufacturing facilities opened in China (2003/2007).
Today, Dawson is a leading manufacturer of advanced silicone,
EPDM and other polymeric hoses for the truck, bus, diesel
engine and construction machinery markets. Using the latest
rubber polymers and reinforcing fabrics and fibres, Dawson are
able to offer specialist designs to satisfy customer-specific
applications together with extensive test facilities to supply hoses
that are truly "fit and forget" - designed to last the life of the
engine.
James Dawson’s factory in Shanghai is now well established and
output is steadily growing. As Chinese emissions legislation
tightens and the domestic economy becomes increasingly
dependent upon sophisticated equipment and transportation
networks, Dawson’s regional ability to manufacture state-of-the-
art silicone hoses will be an increasing competitive advantage
in what is rapidly becoming the largest market in the world for
diesel engines.
A particular strength is the Company’s technical resource - the
scientific knowledge of the rubber technologists and chemists
coupled with the innovative thinking of the development
engineers - the perfect multifunctional team for the design and
development of new and bespoke products.
James DawsonJames Dawson is the leading manufacturer of advanced
silicone and organic rubber products which provide
engineering solutions for a wide range of diverse applications
PRINCIPAL PRODUCTSAdvanced Silicone, EPDM and Specialist
Hoses.
APPLICATIONSTruck; Bus; Diesel Engine; Construction
Machinery; Heating & Ventilating Ducting.

FENNER PLC 150 YEAR ANN IVERSARY 5 95 8 FENNER PLC 150 YEAR ANN IVERSARY
Prodesco manufactures custom-engineered textiles for
performance-critical industry applications.
Since its inception in 1943, Prodesco has focused on a variety of
technical industry markets. In the late 1960’s, it delved into the
medical device market by producing fabric for pacemakers and
artificial blood vessels, and the first absorbable surgical fabric.
Prodesco later engineered a weaving process to fortify delicate
fibres used in kidney dialysis reverse osmosis oxygenators.
The company began serving the aerospace industry in the 1970’s
by developing mesh fabric for antenna reflectors used in
unmanned probe missions and to transmit paramount colour TV,
voice and telemetry signals between earth and the lunar surfaces
during the Apollo Missions. Prodesco also engineered a fabric
to cushion and protect the Space Shuttle’s tiles and a flexible
radiator fabric to enhance the cooling system of the habitation
module on the International Space Station.
Prodesco is ISO: 9001 certified.
Secant Medical custom develops implantable textile components
for the most challenging medical devices.
Secant Medical specialises in the development of implantable
textile components for the medical device industry. The
biomedical textiles are leveraged by device engineers to
transform the future of medical therapies.
Secant Medical is ISO 13485:2003 certified.
The businesses continues to grow and diversify to have virtually
unlimited capabilities for creating innovative textile components.
Although the core technologies of knitting, braiding and weaving
are well established, Prodesco and Secant Medical are in the
forefront of developing critical textile components for the markets
they serve. Both companies remain committed to invest in
people and equipment to ensure that innovation continues and
accelerates.
Prodesco & Secant MedicalThe Technical Fabrics Division develops highly specialised technical
fabrics for the industrial, aerospace and automotive markets.
Secant Medical leads in engineering innovative implantable textile
components for the growing medical device market.
PRINCIPAL PRODUCTSCustom Implantable Textiles for Cardiology; Tissue
Regeneration; Orthopedics; General Surgery.
APPLICATIONSVascular Grafts; Aneurysm Repair; Aortic Valve
Replacement; Soft Tissue Repair; Hernia Repair;
Rotator Cuff Repair.
PRINCIPAL PRODUCTSSpecialised Engineered Textiles
APPLICATIONSFiltration Fabric; Satellite Antenna Mesh; Filtration
and Coalescer Fabric for Aircraft Environmental
Systems; Aircraft De-icing Tape.

FENNER PLC 150 YEAR ANN IVERSARY 6 16 0 FENNER PLC 150 YEAR ANN IVERSARY
PRINCIPAL PRODUCTSComplex, finished medical devices.
APPLICATIONSHealthcare Industry including Cardiovascular;
Urological; Enteral Feeding; General Surgical
procedures.
MRI Medical was founded in Tucson, Arizona in 1986 and
immediately charted new territory by developing innovative,
catheter technologies for urology applications.
By the time MRI was acquired by Fenner in 2010, it had become
expert at developing and manufacturing complex, polymer based
medical devices on behalf of its customers. MRI's experienced
technical staff are skilled at taking a customer’s medical device
from conceptual design, through development and validation to
qualification. Once the development/qualification process is
complete, MRI's state-of-the-art production facility in Tucson is
fully equipped to manufacture, integrate, test and package
complex medical devices ready for shipment to medical
facilities.
MRI continues to develop ever more sophisticated and complex
medical devices both for start-up and for established medical
technology companies. Its products are already used in operating
theatres and ICUs throughout the world, and more recent
innovations reflect the trend towards less invasive and out patient
procedures.
MRI Medical's modern, 47,000 sq ft, environmentally controlled
facility in Tucson is ISO 13485 certified and FDA registered.
MRI MedicalMRI Medical is a start-to-finish development and
manufacturing company focussed solely on the
medical industry.

FENNER PLC 150 YEAR ANN IVERSARY 6 36 2 FENNER PLC 150 YEAR ANN IVERSARY
PRINCIPAL PRODUCTSHallite Seals; CDI Seals; Hallite Dynamic Seals,
EGC Plastics.
APPLICATIONSMobile Hydraulics; Mining Roof Supports; Offshore
Oil & Gas; Construction Equipment; Agricultural
Equipment; Well Head & Well Service; Agricultural
Vehicles; Semiconductor; Pharmaceuticals.
In 2005, Fenner acquired Wellington Holdings which consisted
of Hallite Seals and CDI Seals and named the new division
Fenner Advanced Sealing Technologies (FAST). The following
year, EGC Plastics, a company based in Houston whose business
is culturally very similar to CDI’s, was acquired by Fenner.
A major reconstruction at the Hampton, UK, facility took place
in 2006 when all the 11 buildings on the site were brought
together under one roof in a purpose-built, compact 85,600sqft
facility. Two USA operations, CDI and EGC Plastics, followed
suit in 2008 when they were brought together in a new
204,500sqft production unit in Houston. The combination of the
two companies under one roof enabled FAST to reorganise
production to improve customer service.
Many high performance custom-made components are designed
and produced for the aerospace, medical, food, fluid handling
and semiconductor industries. All of these markets have differing
special needs some of which include elevated temperature,
chemical and corrosion resistance, extreme pressure, wear, lack
of lubricity and ultra purity.
The correct selection of existing materials or the development
of new ones is one of the keys to meeting the challenges set by
an ever changing market place. FAST companies have an
ongoing commitment to quality, continuous improvement and
the important issues regarding the environment and as such are
striving to achieve full certification in all areas across the whole
of their manufacturing sites.
Fenner AdvancedSealing TechnologiesFenner Advanced Sealing Technologies are the industry leaders in the
design, manufacturer and processing of precision high quality, high
performance fluid seals, packing, fluoropolymers and other high
performance resins.

FENNER PLC 150 YEAR ANN IVERSARY 6 56 4 FENNER PLC 150 YEAR ANN IVERSARY
FAST products are used in some of the most demanding
applications, deep below ground in coal and oil extraction, high
at the edge the atmosphere in commercial and military aircraft
and help produce communication and electronic products
driving today’s business world.
FAST has an ongoing commitment to identify new technologies
that are relevant to cost effective seal design and manufacturing.
FAST implements these elements with the aim of providing
customers with progressive solutions to their sealing
requirements.
Innovative thinking with respect to materials, design, and
applications is absolutely necessary to cope with the ever more
difficult sealing parameters that face the Company’s customers.
FAST’s goal is to remain as one of the leading global sealing
solution suppliers, pushing the boundaries of technology that
give superior performance. These sealing products will have a
unique combination of experience, reputation and innovation
designed in. Together with technological advances, FAST will
increase its service support to ensure its customers’ equipment
can remain operative worldwide.
Fenner Advanced Sealing Technologies

FENNER PLC 150 YEAR ANN IVERSARY 6 76 6 FENNER PLC 150 YEAR ANN IVERSARY
Health and SafetyHealth and safety has always been a core value to Fenner. A fundamental
of the Group’s health and safety culture is the belief that all Fenner
employees should expect to return home in the same fit and healthy state
in which they came to work.
Clients have come to expect the highest levels of health and
safety performance from Fenner and in certain markets, the
extractive industries, for example, health and safety is a key part
of our customer offering.
The Group has been active during recent years in promoting a
stronger health and safety culture across its worldwide
operations. In line with the Group Health and Safety Policy, the
Fenner Group Health & Safety Management System Framework
(‘The Framework’) was launched in 2009 to create a uniform set
of health and safety expectations across the Group.
The system provides every Business Unit with an outline of the
Fenner main board’s expectations regarding health and safety
performance and is intended to encourage the active involvement
of all employees in improving the safety of their work
environment, both for themselves and their colleagues.
In order to promote a uniform global approach towards health
and safety, every Business Unit across the Group undertook a
self-assessment in regard of The Framework’s Expectations,
which resulted in the development of a local implementation
plan for all Group locations. Furthermore, every Business Unit
is required to record health and safety performance data as part
of their normal monthly reporting.
A variety of other resources have also been developed at Fenner
to further involve employees with health and safety awareness
and a DVD was produced to provide examples of how The
Framework can be implemented by Business Units.
The benefits of implementing The Framework system are
apparent through the numerous awards for improved health and
safety performance presented to Business Units across the Group
during recent years. Fenner Drives in Manheim received the
‘Group Health and Safety Improvement Award’ for achieving a
whole year without any lost time injuries and both the CB Mining
facility in Madurai and the FAST facility in Houston have achieved
the internationally recognised combined ISO certification.
Fenner recognises safety as a priority for employees in their
working environments. Results over recent years clearly show
the correlation between improved health and safety awareness
and a decrease in incidents occurring in the Group worldwide.
The Framework requires regular evaluation and improvement of
the health and safety systems in place across the Group to ensure
a continual focus in achieving world-class health and safety
performance.
H E A LT H & S A F E T Y M A N A G E M E N T S Y S T E MThe Framework
1 In Australia, the use of a ‘Take Five’ procedure provides a simple checkbefore any work is started to ensure risk controls are effective and inplace.
2 In response to the lack of comprehensive primary health care and healtheducation, Fenner South Africa provides a screening service for sightand hearing examinations and care for common ailments and lungfunction. Regular talks are organised to ensure awareness of moreserious health risks including HIV/AIDS and TB.
3 A Groupwide health and safety database is available to transfer learningfrom one area to another. This has proven to be an effective way ofadding value during the development of local systems and procedures.
4 ‘Near-Miss Reporting’ at Fenner Drives, USA, encourages employees toidentify situations which have the potential to cause harm, leading totheir resolution before accidents happen.
1 2
3 4

6 8 FENNER PLC 150 YEAR ANN IVERSARY FENNER PLC 150 YEAR ANN IVERSARY 6 9
Fenner and the EnvironmentAs a company, Fenner recognises the importance of the environment
and sustainability in the Group’s and customers’ activities.
Many Fenner products have direct and positive environmental
impacts through, for example, use of conveyor belt systems for
bulk material transit or reduction in VOC (volatile organic
compounds) rogue emissions via the use of advanced sealing
technology. Concern for the Group’s impact on the environment
is a fundamental part of the company’s corporate business
strategy as it endeavours to contribute towards this sustainable
future.
The Group is committed to identifying and assessing the risks of
pollution and other forms of environmental impairment arising out
of its operations and actively seeks to reduce its impact on the
environment to the lowest practical level. The Framework ensures
that operations exemplify best contemporary practice in respect
of the environment and continually seeks to minimise
environmental impact as advances in technology, operations and
customer requirements come to the fore.
The minimisation of manufacturing waste and the maximisation
of energy efficiency are both recognised as beneficial to the Group
from an environmental and commercial viewpoint. The Company
believes that in saving energy and reducing waste emissions it
can lessen the impact on the environment and at the same time
yield benefits for the businesses.
A notable example of this is the Company’s compliance with the
Water Act 1989 obligations in Melbourne, Australia, where the
water usage was reduced by two-thirds over two years. The
Company is also working towards developing a consistent and
comparable reporting system on all significant waste generated
throughout the Group.
The Group Environmental Policy promotes several methods
through which Business Units can reduce their environmental
impact, including reducing consumption of raw materials,
promoting the use of recycled materials, and minimising waste
emissions.
Despite being a low energy intensity industry, Fenner endeavours
to maintain the standards of national legislative requirements for
assessing the Group’s carbon footprint. The Group’s sensitivity
to environmental matters, such as climate change, is apparent
through its involvement in voluntary and regulatory energy
efficiency schemes across the globe.
Fenner continues to be committed to promoting and
implementing sustainable practices wherever possible within
Group operations. In order to ensure the company’s activities
continue to reflect best contemporary practices in respect of the
environment, the Business Units undertake regular operational
reviews and plans for handling environmental emergencies.
Additionally, there is an annual review process of the Group
Environmental Policy. These activities underline the continuous
improvement approach to deliver enhanced performance in
environmental matters.
In an additional effort of environmental responsibility, theSouthern African business invested in new generationfiltration and electrostatic precipitation equipment forreduction of fumes from the PVC conveyor belting factory.

FENNER PLC 150 YEAR ANN IVERSARY 7 17 0 FENNER PLC 150 YEAR ANN IVERSARY
Fenner in the CommunityFenner has always recognised that good relations and long term
partnerships within the communities in which it operates are
fundamental to its success.
Social and environmental impacts on the community are
embedded within the Group’s decision making process. The
Group’s support for the communities it operates in is driven at a
local level.
Fenner Group companies make charitable donations each year.
These have included such deserving causes as the Australian
Bush Fire Appeal; help towards the provision of new housing in
India following devastation caused by the Tsunami; Fenner
Drives, USA, was honoured as ‘Company of the Year’ for
Lancaster County, for helping young people understand business
by bringing volunteers from the business world into the
classroom; Fenner Dunlop Americas created a fund for three
annual scholarships to students wishing to pursue a degree in
mechanical, mining, chemical or textile engineering.
In 1988, Fenner Conveyor Belting UK was a founding member
of Hull Compact a charitable school/business partnership with
the purpose of raising aspirations and achievement amongst
young people. Support for Hull Compact continues in a number
of ways particularly the provision of bursaries to enable needy
Hull students to continue education to degree level. The UK
operation has, for many years also supported the Marfleet
primary school, located adjacent to the factory, and the Human
Resources Manager is now on the Board of school governors.
As part of its 65th anniversary celebrations Prodesco (USA)
sponsored a local community day with all employees asked to
participate in a company-wide volunteer day during normal
working hours. A letter of commendation from the Perkasie
Borough Council concluded, "Your spirit of civic mindedness
and community cooperation are unparalleled."
Opposite: Fenner Employees worldwide give up their spare time to raise funds for a wide varietyof projects, charities and good causes including:
Employees in Chile, China and USA, have raised substantial amounts of money in aid of naturaldisasters including earthquakes and hurricanes and homeless and needy people have benefitedfrom generous donations made by employees in the Netherlands, South Africa and USA.
Several locations have raised money for cancer research, hospices and blood donation schemesand numerous sporting and scouting organisations have received funds and coaching supportfrom employees.
Employees in India celebrate World Environment Day by planting saplings. Similarly in the USA,over 40 Fenner Drives and Fenner Precision employees joined other volunteers to plant 400 treesin under two hours and collected over 1000lbs of glossy material for recycling in just 4.5 months.
Many individual employees have raised substantial sums of money for numerous charities bytaking part in such events as Marathon runs, Ironman Triathlons, 40km bicycle rides, walks andmotorcycle rides.

7 2 FENNER PLC 150 YEAR ANN IVERSARY FENNER PLC 150 YEAR ANN IVERSARY 7 3
Fenner PeopleThe proper management of the Group is the responsibility of the
Fenner PLC Board, comprising of a non-executive Chairman, two
executive directors and four non-executive directors and is
responsible to shareholders.
The Executive Committee, chaired by the Chief Executive Officer
and consisting of the Group Finance Director, the Company
Secretary and five members of the Group’s senior management,
deals with the daily management of the Group through powers
delegated to it by the Board.
From the very early days, Fenner was conscious of its
responsibilities to its employees. As early as the late 1890’s
when the factory was moved from the centre of Hull to the
outlying hamlet of Marfleet, the company provided new low rent
housing for employees and records show that the company was
amongst the first locally to have a pension scheme, time-keeping
and service bonuses and holidays with pay.
Today, with over 4000 employees, the Group’s success is
founded upon a stable, technically-skilled, innovative and
committed workforce worldwide. As an equal opportunities
employer, the Company believes in treating all employees with
dignity and respect; does not tolerate harassment, discrimination
or bullying; and is committed to progression based on merit.
Employment policies are designed to meet local conditions and
requirements and are based on the best practices of each
country.
Fenner recognises its social and statutory duty to employ
disabled persons. Full and fair consideration is given to the
recruitment, training, career development and promotion of
disabled persons bearing in mind the aptitude and ability of the
individual concerned. Wherever possible, an employee who
becomes disabled continues to work in the same job. If this is
not possible, every effort is made to find suitable alternative
employment with retraining made available.
Fenner Focus, the quarterly internal magazine, is distributed to
employees worldwide, and assists in keeping them informed of
Group performance and developments, health and safety issues,
work in the community and long service awards. At a local level,
all Group companies communicate regularly with employees
through staff meetings, management walkabouts, newsletters,
consultative councils, suggestion schemes, electronic
messaging and social events.
Keeping shareholders fully informed and up-to-date is a vital
aspect of the communications effort. Regular update meetings
are held with institutional shareholders and client brokers
together with the publication of annual and half-year reports. The
Group’s website provides comprehensive investor relations
information, analyst presentations, current share price and
financial performance.
Top row, Fenner PLC Board, left to right: Colin Cooke, Chairman; Mark Abrahams, Chief ExecutiveOfficer; Richard Perry, Group Finance Director; David Buttfield, Senior Independent Director;David Campbell, Non-Executive Director; Alan Wood, Non-Executive Director; John Sheldrick,Non-Executive Director. In 2011 Colin Cooke retires as Chairman of Fenner PLC after almost18 years with the Company. Mark Abrahams will move from Chief Executive to Chairman andNick Hobson will become the new Chief Executive.
1 Executive Committee, seated, left to right: Debra Bradbury, Company Secretary;Mark Abrahams; Richard Perry. Standing, left to right: John Pratt, Executive Director,Conveyor Belting Division; David Jones, Divisional Managing Director, Fenner Advance SealingTechnologies; Nicholas Hobson, Divisional Managing Director, Precision Polymers;Richard Morello, Director, Corporate Development; David Landgren, Executive DirectorAmericas/Australia, Conveyor Belting Division.
2 Fenner South Africa helps to educate employees with and Adult Basic Education and Trainingscheme. The scheme is available to adults and aims to provide basic learning tools,knowledge and skills and provides participants with nationally recognised qualifications.
Fenner has always recognised and rewardedlong serving employees. Today there are over750 employees worldwide with 15 or moreyears of service, many of whom have beenwith the Company for 30-40 years. Annuallong service functions are held at all Groupcompanies when employees are presentedwith certificates and gifts, some of which arefeatured opposite.
1 2

7 4 F E N N E R P L C 1 5 0 Y E A R A N N I V E R S A R Y
This brochure was researched, written, designed and produced by Fenner Group Publicity.
Sources of reference included archive documents, historical publications, house journals,newsletters and company product literature.
Fenner, Fenner Drives, Fenner Precision, Fenner Conveyor Services, Hallite, James Dawson,Classic Conveyor Components, Scandura, Georgia Duck, Apex, Efson, Enerka, B-LOC,
Dynaflight, Eagle and Fenaplast are Registered Trademarks of the Fenner Group.
Prodesco, Secant, CDI and MRI are Trademarks of the Fenner Group.
Dunlop is used under licence.

Registered office: Hesslewood Country Office Park, Ferriby Road, Hessle, East Yorkshire, HU13 0PW,
United KingdomTel: +44 (0)1482 626500 Fax: +44 (0)1482 626512
www.fenner.comRegistered Number: 329377