Embed Size (px)
Citation preview

Introduction
1
The manner in which aircraft are manufactured,one that took almost a century to evolve, hassuddenly become obsolete. No longer is the cus-tomer’s single focus on pushing the limits oftechnology to fly ever farther, faster, andhigher. In an environment plagued by downturnsin defense spending and increased competition,cost has now become a primary driver. Sud-denly, dramatic transformation is necessary.There is no choice; the customer can no longerafford the practices of the past.
Many have acknowledged that it will take adrastic change in approach to make this shift.Yet, they have also become increasingly awarethat this change may not come easily.
Over the past several years, this industryhad put into place an array of Japanese toolsand practices intended to drive down costs.

Known broadly as “lean production,”1 they havebeen adopted in the hope of producing savingssimilar to those touted by the Toyota MotorCompany. However, those who have appliedthem have more often than not found little im-provement. Very rarely have these techniquesyielded anything near what they should have ac-complished.
Our dealings with this industry have shownus that, despite the fact that almost everycompany with which we have worked has ap-plied some of these tools and practices, eachhas implemented them quite differently. Theirresults have varied just as much. It became ap-parent to us that there does not exist a strongunderstanding of how best to implement leanproduction in an environment that is differentfrom that in the Japanese automotive industry.While much is available on what should be donein this area, little is written on how thesetechniques should best be put into place.
Suddenly, we found ourselves in a position tohelp.
After spending well over a decade workingwith the aircraft industry in the design, testing,manufacturing, and servicing of a wide varietyof military aircraft, we grew increasingly frus-trated with companies’ efforts to contain costs.We watched factory after factory struggle withdaily problems that disrupted their operations,distracted the workforce, and drove up the costof their products. We searched for the means totake a closer look, to learn from this industry’s
2 n I N T R O D U C T I O N

hard-earned lessons, and to develop an approachfor attacking this barrier.
We knew that the answer would likely befound in the results of this industry’s efforts.We could see that, when viewed individually,each case could offer very little insight. How-ever, if they could be assembled together, al-lowing them to be analyzed as a group, muchmore could be learned. Thus, while wide-rang-ing experimentation has not produced the re-sults that were originally intended, theseresults still offer tremendous value. With thecomprehensive data from these efforts—fromsuccess as well as from failure—a solid path tofuture successes could be developed.
Since competition had precluded most fromsharing these lessons, no one company had suf-ficient access to gain the clear picture neededof the overall path to improvement. How couldthe individual pieces of this puzzle be broughttogether to provide the answers so critical toadvancing the industry to the next level of costperformance?
It was our unique opportunity to pull to-gether this information that paved the way forthis book.
The U.S. Department of Defense set the stagefor this opportunity when it made affordabilitya predominate consideration for its next tacti-cal aircraft, the Joint Strike Fighter. With noother new programs in sight, competitors werefaced with an urgent need to address this con-sideration. As they searched for the means, webrought forward our concept of consolidating
I N T R O D U C T I O N n 3

this rich field of fragmented lessons. The JointStrike Fighter organization agreed to sponsorour study.
Much like ourselves, many across the indus-try saw this as a key opportunity. Seventeen ofthe most prestigious companies producing mili-tary and commercial aircraft, engines, andavionics enthusiastically invited us and ourteam of specialists to weeklong visits of theirfacilities. They permitted us to look at them asinsiders, allowing us to roam unescorted, view-ing sensitive and even proprietary information.We had been given the unprecedented degree ofaccess that was essential to combining thelessons of an industry—the opportunity thatmany observers never believed we could begranted.
This book is written to tell our story.This book is intended for those who are in-
terested in understanding how to apply leanproduction in an environment other than that ofthe Japanese automotive industry. It is writtento show why so many who have come to believein the tools and practices of this philosophyhave not yet found the path to implementingthem. It demonstrates that, in an industrywhere serious impediments exist, the mere un-derstanding of these techniques is not enough.Instead, we identify the core focus of this con-cept, and show how all of its tools and prac-tices must work together to achieve thisintent.
Breaking the Cost Barrier demonstrates thateach of the major tools and practices associ-
4 n I N T R O D U C T I O N

ated with lean production is aimed at address-ing one underlying factory issue: productionvariation. Production variation manifests itselfin a number of forms, including poor quality,part shortages, underutilized equipment, andunpredictable production schedules. Its impactextends across all aspects of production, fromthe ordering of supplies to the assembly of thefinal products. Our study demonstrated thatonly by adopting an approach that targets thisvariation can large reductions in cost beachieved. In fact, after applying a specificframework to progressively address thesources of factory variation, the level of fac-tory-wide improvement in such key metrics asmanufacturing cycle time, inventory, and cycletime variation is astonishing—up to 67%, 80%,and 60%, respectively. The overall productioncost savings is even more remarkable—up to25%. Moreover, we repeatedly saw that this canbe achieved with little capital investmentwithin months of implementation.
This book shows that dramatic improvementis possible despite the existence of externalconstraints that cannot be changed. Adopting afocus on what can be changed—those processesinternal to the organization—can lead to dra-matic improvement.
Breaking the Cost Barrier provides a histori-cal perspective of the reasons for the aircraftindustry’s current condition. It illustrates howsuch tools as Manufacturing Resource Planning(MRP II), Just-in-Time (JIT), kanban, cellularmanufacturing, Statistical Process Control
I N T R O D U C T I O N n 5

(SPC), and even advanced design practices havebeen applied, and the specific lessons learnedfrom this industry’s experimentation in each ofthese areas. This book draws from specific fac-tory cases to drive home these lessons.
cC
The results of our industry study received greatpraise from across this industry, academia, andthe government. In fact, it was because of thisoverwhelming response that this book waswritten. While the initial report did highlightmajor findings, it merely served to whet theappetites of many, including ourselves. Eversince these findings were first released, thedemand for further detail has steadily grown.At the same time, our continuing efforts led usto a deeper understanding of the frameworkthat we had originally observed. This has fur-ther helped us understand the uniqueness of ourknowledge base, as well as our responsibilityto spread the word.
A number of highly credible organizationshave embraced the conclusions of this initialstudy. First and foremost, the Naval Air Sys-tems Command provided the support to makethis study possible. The Department of De-fense’s Joint Strike Fighter program served asthe sponsor of this study, and has acknowledgedthat “in order for the Joint Strike Fighter pro-
6 n I N T R O D U C T I O N
The views expressed in this book are thoseof the authors and do not reflect the official

An Opportunity forAdvancement
7
C H A P T E R 1
It has been half a century since a team of con-tractor and government engineers gathered inthe Muroc, California, desert to usher aviationinto a new era. This group set out to do what noone was certain was possible—to break througha seemingly impenetrable wall, one that no onewas sure could be crossed. On October 14, 1947,their efforts became historic when, at the con-trols of the Bell X-1 aircraft, pilot Chuck Yea-ger broke the sound barrier.
For years many had attempted this feat, butto no avail. Failure led to research, and yetagain to failure, until many began to believethat this barrier truly could not be crossed.Through this, advancements were made in suchkey areas as transonic aerodynamics and high-speed propulsion, yet a seemingly insurmount-able problem remained. As an aircraft

approached the speed of sound, it began shakingviolently, ultimately losing controllability.More than one pilot was reported to have losthis aircraft—and his life—because of this.1
If supersonic flight were ever to become areality, this phenomenon had to be understood,and ultimately overcome. While the goal wasclear, it proved to be exceedingly difficult toachieve. Traditional laboratory methods couldnot be used to lend assistance; wind tunnelswere completely useless in duplicating thisphenomenon. Flight-testing was the only way toproceed, yet it was exceedingly expensive andhazardous.
So this team of military, government, andcontractor personnel joined forces in search ofthe answer. After numerous experiments, Yea-ger and this joint government-industry teamhad noticed that, with a traditional aircraftconfiguration, the nose of the aircraft began torise as the speed of sound was approached.Shock waves forming on the horizontal tailcaused the aircraft to lose its controllability.As the team worked through the problem, theydiscovered what would be the one remainingbarrier to breaking the speed of sound:2
The big thing that came out of the whole pro-gram was that we found out, in order to controlthe airplane through Mach 1, we had to have aflying tail on it. That was the first time we hadexperimented with this flying tail on the X-1.That really was the answer to flying at supersonicspeed.
... And it took the British and the French and
8 n A N O P P O R T U N I T Y F O R A D V A N C E M E N T

the Soviet Union five years to find out that littletrick that we found out with the X-1. It gave us aquantum jump on the rest of the world in aerody-namics.
—Brigadier General Charles E. “Chuck” Yeager3
With this final step, a seemingly impossiblehurdle forever vanished. A new window wasopened, one that allowed for rapid new ad-vancement in flight performance. Shifting fromhinged elevators to a fully movable tail or “fly-ing tail” made controllability at supersonicspeeds possible. This one step changed every-thing; with air travel no longer relegated tosubsonic speeds, aircraft could now move for-ward to seemingly limitless records of perfor-mance. Each generation of aircraft was better,faster, more maneuverable than the last. It ap-peared that nothing could halt this pace of de-velopment.
Yet, once again the aircraft industry hasreached an apparently insurmountable barrier,one that must be overcome if advancement cancontinue its rapid pace. This time it cannot beaccomplished through flight-testing, nor with abreakthrough in any of the other traditionaldisciplines of aircraft design. This new barrieris not one of performance; this time, it is oneof cost.
The aircraft industry suffers from an appar-ent dichotomy in its capabilities. It continuesto demonstrate an awesome ability to press thelimits of technology. Its product quality isinarguably high; tremendous care is takenthroughout design and production to ensure the
A N O P P O R T U N I T Y F O R A D V A N C E M E N T n 9

utmost levels of flight safety. The industry hasa long history of resilience, snapping back fromrepeated swings in demand, from financialdownturns, changes in customer focus, andwars. It has adapted well to an ever-increasinglevel of regulation and oversight. Yet despiteits achievements, this industry has not beenable to stem its dramatic rate of cost escala-tion.
For over a decade, industry leaders have seenthat this trend cannot be sustained.4 Now it ap-pears that the crisis is closer than anyonemight have envisioned—even the next generationof military aircraft may not be affordable. TheDefense Department will no longer pay as it has
1 0 n A N O P P O R T U N I T Y F O R A D V A N C E M E N T
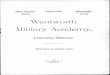
FIGURE 1.1 Cost escalation of tactical aircraft.

in the past to reach the next level of perfor-mance. Increased technology is no longerenough; the customer now also demands effi-ciency.
The trend of cost escalation is depictedgraphically in Figure 1.1, in which it can beseen that the unit price has increased dramati-cally for each new generation of military air-craft.5 It could clearly be argued that, in thelong term, some sort of action will have to oc-cur—no fighter airplane is affordable at thecost of billions of dollars. However, this indus-try is now finding that even the short-termtrends depicted here must be altered.
Even with such a dire situation at hand, wewere astonished at how many think that a rapid,dramatic reduction in the cost of manufactur-ing is not possible. There seems to be a perva-sive belief that the barriers are too daunting,that too much is out of the control of an indi-vidual facility. It was necessary to set asidethis belief in order to cross the sound barrier.The industry must again rise to the challenge;it must find a way to overcome this barrier orface dire consequences. A new approach tomanufacturing must be found.
It is the premise of this book that the mag-nitude of these barriers has been largely over-stated. This is not to say that substantialbarriers do not exist; the aircraft industry, likemany others, must operate within an environ-ment that is far from optimal. Wide swings inproduct demand, government regulation andoversight, and a strong dependence on military
A N O P P O R T U N I T Y F O R A D V A N C E M E N T n 1 1

sales all affect its results. In addition, the un-yielding demands for ever-increasing perfor-mance limit the trade-offs that couldotherwise enhance design producibility, forcingfactories to press manufacturing processes totheir limits. Yet, in spite of this, we foundcountless examples of localized successesacross this industry. By combining the lessonsoffered by these successes, we will show thata path to a much larger potential for savings isreadily achievable, even within the constraintsof this existing environment.
Our observations will be shown to boil downto a seemingly basic principle for success, onewhose potential to lead to rapid, dramatic costsavings has already been demonstrated.Through the use of a simple framework for im-plementation, this principle can consistentlyenable an organization to reach these goalswith a minimum of investment. We have termedthis overall effect the principle of variationmanagement.
Variation management offers a powerfulnew twist to manufacturing cost improvement.Unlike many other methods on which much hasbeen written, it does not represent a single toolfocused on affecting an individual aspect ofproduction. Instead, it acts as the enabler thatallows these tools to become most effective.By forming the core of a well-planned program,this principle can lead to widespread improve-ments within a facility, despite seeminglylarge obstacles. Even with only a limited under-standing of this approach, improvement initia-
1 2 n A N O P P O R T U N I T Y F O R A D V A N C E M E N T

tives have sometimes resulted in phenomenalaccomplishments.
With this framework we will show that, de-spite the many adverse external factors thatcannot be readily changed, substantial improve-ment is still possible by adopting a focus onthose internal processes of the organizationthat can be changed. The power of this approachhas been repeatedly validated by real-worldsuccesses, with dramatic reductions in inven-tories, manufacturing cycle times, and produc-tion variability—and ultimately in productioncosts.
Facilities that have grasped aspects ofvariation management have largely becomemasters of their destinies, demonstrating anability to respond to internal problems or ex-ternal environmental changes much more ef-fectively than others within the same setting.As its name suggests, this new approach isbased on the premise that the waste caused byfactory variation is a key driver to manufac-turing costs. We found that this variation ex-tends across all aspects of production, fromthe ordering of supplies to the assembly of fi-nal products. In order to deal with its day-to-day effects, factories must constantly applytremendous resources, yet usually find them-selves making little progress in reducing theunderlying causes.
Using this principle, dramatic improvementsto efficiency and responsiveness are possiblethroughout the supply chain. Suppliers are ableto effectively manage the effects of wide-spread unforecasted demands from their cus-

tomers, minimizing or even eliminating thedisruption that otherwise would impact theirability to respond. Facilities that integrate andassemble these components are able to managetheir own operations more effectively, allow-ing them to better forecast their specific re-quirements such that they can more smoothlyload both their own shops as well as those thatsupply materials. They can dramatically reducethe need for work-arounds, expediting, out-of-station work, and stock-outs that disrupt fac-tory flow. As a result, all are able to improvetheir performances, gaining significantlygreater productivity and efficiency.
By removing much of the guesswork in im-plementing improvements, organizationswhose efforts have followed this frameworkare much less likely to stumble early in theirattempts, lessening the risks of disruption toproduction operations. These early successescan rally the workforce, setting the stage forlong-term improvement. As a result, thosethat use this principle are much more likely totake on new approaches, and when they do,they are much more likely to succeed.
cCWith the path to making such broad improve-ments well within reach, why do so many failto see it? The answer may lie in how they viewthemselves today. We found that even in a fac-tory marked by crisis management, one inwhich an inordinate amount of time is expendedin developing work-arounds to day-to-day fac-
1 4 n A N O P P O R T U N I T Y F O R A D V A N C E M E N T

tory disruptions, many do not see a compellingreason to change. We spoke to workers and man-agers alike, with many explaining to us howthis merely represents “the way aircraft arebuilt.” Yet, it seemed to us that the waste wefound should cause concern; it clearly plays animportant part in driving up manufacturingcosts.
The following examples will help make thispoint clear:
n A factory produces a complex product, onethat requires a large number of successivemanufacturing steps to be performed acrossa number of production shops. Even with aformal production scheduling system inplace, at each shop we found expedite tagsstapled to almost every order. Because ofthis large number of expedites, the formalscheduling system is crippled. Without anyreal way to prioritize these jobs, the shopsare forced to respond to orders almost on afirst-come-first-served basis. In essence,all jobs have been ranked as equally impor-tant. Yet, we found from those who haveplaced these orders that a priority to theirneed does exist. In fact, only a small set ofthe items ordered using expedite tags areneeded immediately to prevent work stop-pages. With the formal scheduling systemrendered useless, how could workers pro-ducing these items know where to placetheir priorities? Furthermore, this situa-tion leaves no way to plan production to op-
C U R R E N T I N D U S T R Y F O C U S n 1 5

timize batch sizes, minimize machine se-tups, or take other measures to improve ef-ficiency.
n A supplier is forced to respond to severespikes in demand from its primary cus-tomer. Despite these seemingly unreason-able expectations, the supplier mustmaintain on-time delivery, high quality, andcompetitive prices. This is especially im-portant now; with the industry rapidlydownsizing, the supplier must continue tobe seen as reliable in order to maintain pre-ferred supplier status. Recently, this cus-tomer has begun to reduce inventories inresponse to pressures to lower operatingcosts. As a result, the spikes in demandhave become much more pronounced; with-out the customer’s buffer inventories, thissupplier is now subject to the full range ofvariation of the customer’s less-than-opti-mal operations. With operating margins dri-ven to record lows, how can the suppliercontinue to contain costs as expected andremain profitable?
n An assembly line for a complex, very ex-pensive product is forced to regularly“travel” a great deal of its work, redirect-ing operations to install parts later in theproduction sequence when they are notavailable for installation at the plannedworkstation. Late supplier deliveries, re-ceipt of deficient materials, or unsched-uled maintenance has made it impossible toperform these operations as originally in-
1 6 n A N O P P O R T U N I T Y F O R A D V A N C E M E N T

tended, forcing planners to delay them untilconditions improve. The factory continuesto move the product down the line, how-ever, performing operations and installingequipment not dependent on the skipped jobs. This is notwithout consequence; traveled tasks areoften completed in a suboptimal environ-ment. With installation access much morelimited because of the product’s now ad-vanced state of assembly, standard produc-tion tooling and assembly procedures canno longer be used. Time-consuming work-arounds must be applied, further disruptingoperations.
These are not unusual occurrences; while
C U R R E N T I N D U S T R Y F O C U S n 1 7
FIGURE 1.2 Increase in a product’s value as it progresses
down the production line.
Source: Based on a similar figure in The ManufacturingAffordability Development Program, Final Report.

their severity may vary, we found these sametypes of problems in a number of facilitiesacross this industry. Again, we must ask why anindustry that is so technologically advancedcannot fix these seemingly basic problems.Perhaps it is simply that those in charge havenot yet been able to understand how best to ap-proach them. In order to answer this questionwe sought to understand where this industryhas been focusing its attention, and why it has-n’t been successful.
Current Industry Focus
One of the areas that has historically receiveda great deal of attention across this industryis the measurement and control of direct labor,or “touch labor.” We found labor performanceto standard hours (a direct measure of the ef-ficiency of touch labor within a factory) to bethe most-tracked performance metric acrossthis industry. We also found that this industryhas waged an almost obsessive war on laboridle time in an attempt to influence this aspectof production costs. Facilities are developed,equipment is purchased, and labor agreementsare reached in an effort to influence this, allapparently because of a belief that a factorywhose workforce remains busy all of the timemust be operating at the lowest possible cost.
In fact, we found this not to be the case.After a detailed review of data across the
1 8 n A N O P P O R T U N I T Y F O R A D V A N C E M E N T

different sectors of the aircraft industry, wefound touch labor to consistently form only aminor overall part of the cost of production. Infact, with its entire contribution making uponly 6% to 12% of the final product cost, webegan to wonder if all of this attention is war-ranted. After all, with the considerable atten-tion it has received over the past decades, anyeasy gains have likely been achieved, leavinglittle room for dramatic improvement. Further-more, since touch labor is a relatively smalloverall contributor to production costs, anynominal improvement will not likely amount toa substantial degree of savings.6
Conversely, another area that this industryhad begun to emphasize—the control of inven-tory levels within a factory—represents a large
F A C T O R Y V A R I A T I O N : A N E W F O C U S n 1 9
FIGURE 1.3 Variation in the amount of time required to
assemble successive units.
Source: Based on a similar figure from The ManufacturingAffordability Development Program, Final Report.

but relatively untapped cost driver. Because thecost of carrying these inventories adds sub-stantially to the cost of the end product, a solideffort toward inventory reduction holds the po-tential to result in substantial cost reduction.7
Yet we found that, to optimize these sav-ings, inventory in all of its forms must be at-tacked. This includes all unsold products—notonly those items held in warehouses, but alsothose items in various states of assembly re-siding directly in the production shops. Thismuch less emphasized form of inventory, knownas work in process (or WIP), is very important,especially since it can sometimes make up thelargest contribution to the costs of a produc-tion shop.
In order to understand the importance ofWIP, we must first understand that a productcontinuously gains value as more labor, materi-als, and completed components are added as itprogresses down the production line; for prod-ucts associated with aerospace vehicles, thiscan be quite substantial (notionally depicted inFigure 1.2). Because of this increased value, themonthly costs incurred by carrying this as un-sold inventory may accumulate to a substantialexpense. We found that by the time a productreaches the latter stages of assembly, thesecarrying costs can make up over 70% of the to-tal cost of assembling the product (as depictedin the figure, inventory makes up a higher per-centage of the total cost of operations late inthe production sequence).
This effect also serves to help explain the
2 0 n A N O P P O R T U N I T Y F O R A D V A N C E M E N T

benefit of reducing manufacturing cycle times,or speeding the movement of a product throughthe production process. Any reduction to thetime an unsold product spends at its higheststate of value can have a major impact on over-all production costs. Consider a $40 millionaircraft that must be held at the flight line forthree weeks to correct deficiencies or com-plete traveled work.8 If we apply an annual car-rying cost rate of 20%,9 we can approximate acost increase of almost half a million dollarsjust for this one delay. If similar delaysthroughout production can be eliminated, deliv-ery schedules can be shortened to yield evengreater savings. We can see that, even withoutthe ability to fully quantify the spectrum ofcost contributions, this reduction in carryingcosts itself justifies attention to cycle timereduction.
To this point we have rationalized that in-ventory reduction and manufacturing cycle timereduction represent important cost drivers.Still, we found that a narrowly targeted attackon these areas may not be sufficient to drivesubstantial cost reduction. Despite a steadilygrowing emphasis on these areas, the antici-pated savings have often not been realized. Infact, this emphasis may have led a number offacilities to encounter great difficulties. In onefacility, a single-minded push to cut manufac-turing schedules led to the stockpiling of thoseitems that perpetually drove critical pathschedules. While we did find that cycle timeswere reduced, this increase in inventories may
U N C O V E R I N G V A R I A T I O N M A N A G E M E N T n 2 1

have offset any savings, possibly even increas-ing overall costs. In another case, an emphasison inventory reduction led to severe partsshortages across the facility, almost cripplingproduction operations. From stories such asthese, we began to see that something evenmore fundamental had to be addressed, some-thing that these organizations had not yet be-gun to track.
Factory Variation:A New Focus
Further investigation of manufacturing cycletime data from factories experiencing thesetypes of difficulties turned up a very revealingphenomenon. When we plotted the cycle timesfor each successive production unit (as de-picted in Figure 1.3), we found there to be aninordinate degree of variation. While notclearly shown here (scales were eliminated toprotect the confidentiality of the factory thedata represents), the difference between theupper and lower points on this chart representsa value that is greater than 30% of the meanvalue. Subsequently, we found this same dra-matic level of variation in cycle times at indi-vidual workstations across the productionfacilities.
This finding raises a number of importantquestions. With the degree of schedule uncer-tainty caused by such swings in unit-to-unitproduction time (as shown in the figure), howcan a facility be successful in any attempt to
2 2 n A N O P P O R T U N I T Y F O R A D V A N C E M E N T

slash inventories? In order to manage thisschedule uncertainty, buffer inventories are vi-tal to the factory’s ability to support produc-tion operations. Without the ability to forecastwhen parts and materials will be needed, Just-In-Time deliveries cannot be depended upon. Ona more positive note, if the sources of thisvariation could be identified and controlled,couldn’t manufacturing cycle times be dramati-cally reduced? After all, if one unit can be pro-duced in the minimum time depicted here, itseems that they all could be produced in thatsame amount of time. As we will later show, itis only factory variation—most of which isavoidable—that prevents them all from beingproduced in this same amount of time.
Cycle time variation truly appears to be anew concept to this industry. While almost allof the facilities that we visited were collect-ing the component information, we found few tobe tracking this data, and none using it as ametric to gauge their improvement. Many didnot see this information as helpful, acceptingthe result simply as a part of the cost of doingbusiness, much like the frequent need for trav-eled work and expedited materials. However,those that had been most successful in theirimprovement efforts quickly came to agreewith us on the importance of this effect on anyeffort intended to drive down costs related toexcess inventories and manufacturing cycletimes.
From these and other observations, we beganto recognize the limitations of efforts that
U N C O V E R I N G V A R I A T I O N M A N A G E M E N T n 2 3


The Evolution ofManufacturing in
2 5
C H A P T E R 2
the AircraftIndustry
The transformation of the aircraft manufactur-ing industry from its humble beginnings to itspresent stature has been nothing less than phe-nomenal. Early pioneers would undoubtedly mar-vel at the sight of the modern airplane, awed byboth its tremendous capabilities as well as itsgrowth to prominence in our society. They wouldlikely be no less impressed by the technologicaladvancements of the processes by which air-planes are produced. Automated machines havereplaced lathes, drills, and saws to shape enor-mous parts to exceedingly fine tolerances.1 Ad-vanced composites facilities have displaced theold plywood fabrication shops, with automated

tape placement and computerized autoclavesforming high-strength, complex structures withprecision and repeatability. Electronic “pick andplace” machines locate transistors and othercomponents on circuit cards with dexterity andrepeatability that can’t be matched by humanhands. Still, despite all of this technologicaladvancement in tooling and equipment, it mightalso be noted that many other practices have re-mained surprisingly unchanged for almost half acentury.2
The manufacturing of aircraft actually didnot start with a classic production line at all—in fact, this innovation was not embraced untildecades after the Wrights’ historic flight.3 In-stead, much like the automotive industry, air-craft manufacturing has its roots in what has
2 6 n T H E E V O L U T I O N O F M A N U F A C T U R I N G
FIGURE 2.1 Typical aircraft manufacturing operation of the
1920s.

since been termed “craft production.”4 Underthis concept, the production of airplanes washighly dependent on the skills of experiencedartisans. Often using little more than rudimen-tary woodworking tools and only the simplestassembly fixtures, a small team built entireairframes from start to finish (see Figure 2.1).5
Standardization was minimal; components werehand-fitted such that even similar items wereunique. Without the limits imposed by stan-dardized tooling and procedures, airplane de-signers often found themselves free to pressthe limits of existing technologies to meet thehighly individualized specifications of theircustomers.
This approach of fashioning aircraft one ata time worked very well for a new inventionthat relatively few people had the money topurchase, or even the courage to climb aboard.6
The early airplane was seen largely as a folly—a frail, high-risk contraption appealing only toa few daring individuals wishing to experiencethe thrill of “slipping the surly bond ofearth.”7 With only 400 aircraft built by the en-tire U.S. industry in the year prior to the coun-try’s entry into World War I, the market wasnot sufficiently mature to support mass pro-duction.8 Many were individually commissionedfor highly specific functions, often with cus-tomers that expected this personalized atten-tion—and that could well afford to pay for it.9
Over time, manufacturers became very ef-fective at operating in this manner. Theirstrong reliance on craftsmen held down the
T H E E V O L U T I O N O F M A N U F A C T U R I N G n 2 7

cost of facilities and equipment, while permit-ting great production flexibility. While manu-facturers could readily respond to the exactingdemands of the customer, they were also ableto maintain the type of quality workmanshipthat these products required.10 Even with thebroad range of products offered under thismake-to-order approach, only the simplest ofproduction management and oversight systemswere needed to maintain order. In fact, it is forseveral of these same reasons that many haveclung to aspects of this approach even today.
cCOnly out of dire necessity did the industry beginto evolve. On the eve of World War I, this cot-tage industry was ill prepared to support thefirst massive increase in demand for its prod-ucts. When the British and French entered thewar, many of the early American aviation en-trepreneurs saw a market forming and rushedto fill the growing need for these vehicles inEurope. They were largely unsuccessful inramping up their production lines to meet thedemand. They found that the production methodsthat had been so effective within a smallniche-type market were much less capablewithin a high-rate manufacturing environment.Despite their best efforts, only a fraction ofthe requirement could be met, with orders in-stead filled from a larger overseas supply. As aresult, even when the United States later en-tered the war, most U.S. pilots had to fly Euro-
2 8 n T H E E V O L U T I O N O F M A N U F A C T U R I N G

pean aircraft. It became clear that an entirelydifferent approach was needed.11
After the war, this need for change becamemore and more apparent as the marketplace forairplanes continued to expand. This growth wasmarked by two key influences: the increasingimportance of airmail services offered by theUnited States Postal Service, and the rekindlingof America’s interest in aviation by the 1927transatlantic flight of Charles Lindbergh. Serv-ing to advertise the technological advancesmade since World War I, Lindbergh’s flightreawakened America’s interest in aviation.12
Because of these demonstrations of aviation’spotential for peaceful purposes, Wall Street be-gan to take a closer look at what had tradition-ally been considered a risky, highly speculativeindustry, further spurring growth.13
This was also a time when aircraft makersbegan to move away from the use of wood andfabric in favor of more advanced materials forairframe construction. New lightweight alu-minum alloys and fabrication processes per-mitted manufacturers to form their airframesinto durable, complex shapes, thus broadly ex-panding the horizons of the aircraft designer.14
It marked the beginning of an era that continuesto this day—that of assembling aircraft bydrilling and filling holes to attach aluminumskins to metallic substructures. With thisshift, these vehicles came to resemble moreand more closely their cousins, the automo-biles. This similarity helped to make possiblethe cooperative efforts between the two indus-
A N E W E R A F O R A I R C R A F T P R O D U C T I O N n 2 9

tries that would be needed in the very near fu-ture.
cCThe advent of World War II set the stage for anumber of key changes that would forever alterthe way in which aircraft are manufactured.This event catapulted the U.S. aircraft industryto its current predominance, all in just overfive short years. Prior to World War II—as lateas 1939—the entire aircraft manufacturing in-dustry was 44th in size among this nation’s in-dustries. By the war’s peak in 1944, it had risento become the world’s largest manufacturingindustry.15 It is important to note that the au-tomobile industry, along with several others,entered the business of aircraft productiontemporarily during the war, and accounted forsome of this explosion. However, the regularaircraft industry produced about 90% of theairplanes used in the war.16
Most noteworthy among the changes that en-abled this transformation was an acceleratedshift from a dependence on skilled artisans—many of whom were now off to war—to a work-force composed of people who may have neverbefore held a wrench. A new system took holdthat could accommodate these workers, onethat was also much more effective in meetingthe very high production rates needed.17 Afterthe war, many of the skilled craftsmen re-turned home with the intention of going back totheir old jobs—only to find that their broad
3 0 n T H E E V O L U T I O N O F M A N U F A C T U R I N G

skills were no longer the key to the productionsystem that was now in place.
A New Era for Aircraft Production
While not usually associated with the aircraftindustry, Henry Ford’s philosophies have had aprofound impact on the manner in which aircraftare produced. Ford’s contribution came from hisapproach of breaking larger jobs into smaller,highly repeatable tasks.18 Building on earliergains in parts interchangeability and assemblyline production, his successes in automobilemanufacturing demonstrated the advantages ofmoving away from craft production. It was nolonger necessary to assemble products from be-ginning to end as a complete unit; tasks couldnow be broken down to such a level that workers
A N E W E R A F O R A I R C R A F T P R O D U C T I O N n 3 1
FIGURE 2.2 The BDV Aircraft Assembly Line concept.

could repeat very narrow operations usingspecifically prescribed procedures. It was foundthat a worker assigned to relatively simple,repetitive jobs could become very efficient overtime, yet still maintain or even improve thequality of the products. No longer constrained bythe need to custom fit parts on assembly, theoverall speed and capacity of the productionline were dramatically increased.
During World War II, these innovations werebroadly transplanted to the aircraft industry.Assembly and fabrication tasks were made tobe more repetitive, with parts fabrication of-ten scheduled in batches. Airframes that wereonce pieced together in single assembly jigswere now broken down into subassemblies andbuilt up within separate parts of the factory.The decentralization of the assembly processresulted in a much less cramped work area;this dispersion greatly improved physical ac-cess to the airframe, allowing more workers toconcurrently perform their operations. Whilerequiring more total man-hours per day, thisapproach greatly reduced manufacturing cycletimes, dramatically increasing production out-put.19
The BDV multiline production system exem-plified this transformation. It was named afterthe companies that had first developed and im-plemented this system on the B-17 program—Boeing, Douglas, and Vega (a Lockheedcompany)—three of the aerospace giants thatcontinued to dominate the industry until theend of the twentieth century. Rather than
3 2 n T H E E V O L U T I O N O F M A N U F A C T U R I N G

adopting a straight-line approach, which wascharacteristic of an auto plant, this new sys-tem used a concept that minimized movementof large pieces of aircraft structure. Under thisconcept, assembly operations were laid out intoa series of concentric semicircles, with eacharranged largely based on the size of the com-ponents, as depicted in Figure 2.2. Final assem-bly operations were located nearest the factorydoors, which were consequently surrounded bythe larger subassemblies that fed into them.These were, in turn, surrounded by componentfabrication areas or storerooms. This greatlyreduced the factory travel distances for largeaircraft components and assemblies as a func-tion of their sizes.20 This general approach con-tinues to be used, even today.
It was not practical to assemble bombers likecars and trucks on long, moving assembly linesthat went past workers who attached more andmore parts to the chassis until the final productdrove out the factory door because bomberswere too big and complicated. They didn’t havethe stable chassis of a car or truck. To build abomber around its “chassis”—the main wingspar—would have been much too awkward. Air-craft workers couldn’t stand on the floor andreach into whatever part of the bomber theywere working on as it passed by, the way au-toworkers could. To build a B-17 or a B-29 stepby step on a moving assembly line would havemeant a maze of ladders and scaffolds thatmoved down the line with the bombers as theytook shape.—Jacob Vander Meulen, on the BDV production
system21
C O M P L E X I T I E S O F F A C T O R Y M A N A G E M E N T n 3 3

Because extensive cross-pollination oc-curred between companies during the waryears—touching almost every surviving aircraftmanufacturing company—this assembly linesystem was largely adopted as the industrystandard. Those across the industry bench-marked among themselves such functions asengineering planning and scheduling, resultingin organizations and production planning sys-tems that were remarkably similar.22 The factthat each evolved to the same end point is logi-cal in that they were all faced with the samesituation: The high sustained demand for theseproducts mandated such an approach. It is in-teresting to note, however, that despite thefact that it had been developed in an environ-ment that was much different from that seensince, this method of producing aircraft wouldbecome the model followed by most throughoutthe century.
The Complexitiesof Factory Management
This simplification of the workers’ span of re-sponsibility did not come without a price: Bydramatically increasing the number of tasksthat must be managed in an environment al-ready stressed by increased production ratesand product mixes, the job of managing the fa-cility was greatly complicated. Rigid produc-tion control methods now had to be put in place
3 4 n T H E E V O L U T I O N O F M A N U F A C T U R I N G

to organize and coordinate long, variable se-quences of operations. The result was a methodof production that required a new mix of skills:a group of highly trained individuals to managethe overall production process, with a muchlarger group of more specialized workers toperform the manufacturing operations.23
The character of aircraft manufacturing or-ganizations changed immensely to accommodatethis new operational approach. A large numberof departments sprang up to handle the variousaspects of this now complex business. Coordi-nation of work became a formal process largelyaccomplished through bureaucratic channels. Nolonger could an engineer make changes to a de-sign by simply walking out to the productionshop to discuss it with the chief builder, asWilbur or Orville could with their mechanic,Charlie Taylor. Instead, separate teams of “liai-son engineers” served as the interface betweenthe product designers and their productionshops.24 With the creation of other departmentsto buffer workers from both suppliers and cus-tomers, rigorous communication channels be-came essential to enable the free flow ofinformation.25
This organizational complexity led to awhole new set of problems, with productioncrises from the underestimating or overplan-ning of capacity, supplies, and raw materialsbecoming much more commonplace.26 Yet, theseproblems were not unique to the aircraft in-dustry. Even Henry Ford had experienced diffi-culty in managing the sprawling bureaucracy
T H E P R O L I F E R A T I O N O F W O R K - A R O U N D S n 3 5

that was spawned by his automotive productionline. His counterpart at General Motors,William Durant, had similar problems. It reallywasn’t until later when Alfred Sloan took overGM’s management that today’s means of man-aging mass production was established.27
In solving these problems, the aircraft in-dustry suffered an additional complication inthat it had not embraced these mass productionapproaches in their entirety. While the industryhad adopted the basic tenets of mass produc-tion, it tailored the specifics to result in a hy-brid approach. The multiline systemrepresented one example where such changeswere genuinely needed. In this case, the factorylayout had to be adapted to suit the airplane’smuch greater complexity and size.28 Other casesare not quite as easily rationalized, instead of-ten lending the appearance that the industrysimply could not bear to let go of the practicesof its past. The most significant of these, awidespread continued reliance on craft manu-facturing processes, has tremendously compli-cated the factory management process.
Some have argued that, because of the high-technology nature of the aircraft industry,craft production will never be entirely elimi-nated. As the customer continues to demandproducts that press performance to new lim-its, skill-based processes continue to beneeded. While there is some merit to this ar-gument, it is important to note that theprocesses requiring this level of expertisegenerally represent the exception rather than
3 6 n T H E E V O L U T I O N O F M A N U F A C T U R I N G

the rule. We have found that the majority ofthe processes necessary for producing eventhe most sophisticated aircraft are wellwithin the state of the art. Airframe compo-nents are often produced to much the sametolerances as are used within the automotiveindustry, and it is consumer electronics—rather than military aircraft—that now set thepace for this manufacturing sector. Yet, westill find that customization is widespreadacross the industry.
In a typical facility, this customization canbe seen from the buildup of subassemblies tofinal assembly and acceptance testing. It isnot unusual for structural components to beindividually hand-trimmed on assembly in or-der to make them fit into place. Electroniccomponents often fail acceptance tests, re-quiring extensive troubleshooting and retest-ing. This type of special attention is not new;even in the case of the B-29, aircraft wereroutinely sent straight from the factory to“modification centers” where they receivedtens of thousands of hours of rework.29 Theadded degree of uncertainty associated withthese activities, in both schedule variationand material needs, clearly serves to increasethe complexity of the already difficult job ofproduction management.
This tendency to rely on the skills of indi-viduals rather than on the regimented structureof true mass production extends even to themanagement of the plant. Despite the existenceof rigorous management controls, the experi-
CO N T R O L M A N U F A C T U R I N G I N E F F I C I E N C I E S n

ence and instincts of individuals continue to beas important as the formal system under whichthey must operate. This led one early produc-tion manager to lament:
The problem of scheduling aircraft fabrication iswhat one might call “complicated simplicity.” It isnot all academic or a series of numbers that canbe multiplied and divided to get the answer.Much of the success of any scheduling system isdue to the use of plain “horse sense” by thescheduling personnel.
—Hector MacKinnon,production manager for Beech Aircraft, 194330
As we will further discuss in subsequentchapters, it is this continued dependence on thespecialized skills of workers, schedulers, andplanners that has had the greatest impact onproduction efficiencies. The institutionaliza-tion of work-arounds has stifled the intendedoperation of formal systems to manage many ofthe greatest sources of variation. Even moreimportantly, this approach has spawned anever-increasing acceptance of variation. As aresult, it seems as if no sense of urgency hasbeen placed on refining the primary methods offactory management.
The Proliferation of Work-Arounds
During the war, multiple plants—and even in-dustries—frequently experienced simultaneoussurges in demand, often leading to severeshortages of raw materials and components.
3 8 n T H E E V O L U T I O N O F M A N U F A C T U R I N G

With even one critical delay sometimes threat-ening to slow or even stop production opera-tions, the aircraft industry was forced to takenew measures to maintain some degree of sta-bility. For this reason, many adopted the prac-tice of prepositioning stockpiles of keymaterials.31 Because of the immense cost, how-ever, it was not possible to safeguard againstall material shortfalls in this manner. As a re-sult, the industry adopted other work-aroundprocedures to minimize the impact of delayedreceipt of materials.
One of these work-arounds was the estab-lishment of a team of “follow-up men” (wholater became known as material “expe-diters”).32 These people were assigned the taskof identifying at-risk parts or materials andpushing them through the system to mitigatedisruption to the awaiting assembly line. Be-cause of the criticality of their mission, theywere given great latitude in sidestepping es-tablished policies and procedures to achievetheir goals. The result was impressive: Expe-diters were highly successful in minimizing theimpact of scarce materials on production oper-ations, thereby preventing major delays in de-livering the aircraft to support the wareffort.33
Following the war, many manufacturers con-tinued their dependence on these approaches.Proven as a hedge against untrustworthy mate-rial and component suppliers during this timeof crisis, they became widely accepted. Thus,these same practices were adapted for use dur-
CO N T R O L M A N U F A C T U R I N G I N E F F I C I E N C I E S n

ing peacetime operations. Along with buffer in-ventories, expediters had become factories’ in-surance that production would continue to flowdespite sometimes severe disruptions.34
We have found that these methods have notbeen as effective as many seem to believe. De-spite the supposed insurance they offer, short-ages continue to plague production operations.Even with hundreds of expediters and mountainsof inventory, the single largest problem citedby many of these factories continues to be achronic shortage of parts.
In fact, it is often because of these work-arounds that this problem continues to be sopronounced. In their haste, we found that expe-diters routinely circumvent formal purchasingand inventory control systems, leaving a sub-stantial portion of material receipts and deliv-eries undocumented. Without all matérieltransactions captured, inventory records arecorrupted. The ability of these organizations tocost-effectively manage production operationswithout accurate inventory information wascalled into question even as early as 1944:
Existing inventory records at most airframe com-panies are probably far from accurate and insome instances are recognized as being so inac-curate that they are seldom used for control pur-poses. Yet without accurate and timely inventorydata no satisfactory materials control is possible.Without these data, also, total inventories mustbe kept large in order to avoid shortages in theplant.
—1944 Harvard University study35
4 0 n T H E E V O L U T I O N O F M A N U F A C T U R I N G

At the end of the war, this Harvard Univer-sity study highlighted the cost impact thatthese types of behaviors could pose during thepostwar drawdown. Others agreed with thesefindings, calling for substantial changes andcautioning that only through a much more rig-orous approach to production could the indus-try efficiently make the transition to apeacetime environment.36 Yet, despite thecomprehensive findings of such a prestigiousorganization, many of these concerns seem tohave gone unheeded for almost half a century.
Attempts to ControlManufacturing Inefficiencies
After the war, a new focus quickly drew atten-tion away from these shop floor inefficiencies.A strong interest in new high-performance air-planes took hold. Jet engines, revolutionary newwing designs, and the subsequent leap to super-sonic flight led to renewed demand for militaryaircraft and the creation of entirely new linesof passenger-carrying aircraft. Performancebecame paramount; cost was not a driving con-cern.37 With this stimulation of long-term in-dustry growth, along with some degree ofindustry consolidation, the pain that the air-craft manufacturers would feel as a result of apostwar contraction was not as severe as oncethought.38
Throughout much of this century, this strat-egy continued to be highly successful. After all,
CO N T R O L M A N U F A C T U R I N G I N E F F I C I E N C I E S n

it was this technological focus that offered animmediate competitive edge in both the com-mercial and military marketplaces. It allowedaerospace manufacturers to offer unique fea-tures that would differentiate their productsfrom those of their competitors. Both commer-cial and military customers wanted the latestadvances as quickly as possible and they werewilling to pay for it.39 Unfortunately, this focusled to the continued growth of manufacturinginefficiency. As one company executive ob-served in retrospect, “As business got better,efficiency got worse.”40
This is not to say that manufacturing im-provements were never attempted. There werecases where aerospace companies made valiant,successful efforts, sometimes in response tocustomer demands, other times simply in orderto remain viable. Yet, these efforts tended to beaimed at achieving some preset goal; once at-tained, the efforts subsided. Many times theseimprovements lacked key provisions to preventother problems from surfacing. As a result,many improvements were either short-lived orhighly localized.
One published example of this phenomenonsurrounded the Boeing Company in the late1960s. The company was near bankruptcy anddesperately needed to make improvements inorder to slash operating costs. Productionmethods were far from optimal, and a downturnin demand for its products squeezed marginssuch that inefficiencies could no longer go onunaddressed. In response, the company pulled
4 2 n T H E E V O L U T I O N O F M A N U F A C T U R I N G

out all stops. After a detailed assessment, ittook strong action to reduce its inventorystocks. Excess tooling and machinery were soldoff, improved work practices were imple-mented, and tighter inspections were insti-tuted. Furthermore, production flow through thefactory was scrutinized and streamlined suchthat production schedules could becompressed.41 Overall, these initiatives yieldedsufficient improvement to save the company.42
Still, these actions did not completely elim-inate waste. For instance, because supplierswere not made a direct part of the overall ap-proach, their late deliveries led to part short-ages that continued to plague the assemblyline.43 Despite a large degree of improvement,the use of work-arounds and inventory bufferscontinued to be important in permitting deliv-ery schedules to be met.
It wasn’t until decades later that a con-certed effort to control these areas of manu-facturing inefficiency began to spark theaircraft industry. Pressed to reduce operatingexpenses to accommodate shrinking customerbudgets, manufacturers embraced a new roundof tools and practices in the 1980s. Once again,lessons from the automotive industry served asthe foundation for this movement. Yet, unlikewhat was seen in the past, these ideas did notoriginate at Ford or GM—this time they camefrom Toyota.
cCAfter World War II, the Toyota Motor Company
CU R R E N T I N D U S T R Y D I R E C T I O N n 4 3

began to experiment with its own concept ofmanufacturing, one that started with an under-standing of the tenets of mass production, butadapted to work within the scope of its own en-vironment. Toyota could not directly adopt theapproaches used by the U.S. automotive giantsif for no other reason than that there was amuch lower demand for its products (at thetime, this company produced far fewer automo-biles in a decade than were shipped from Ford’sRouge plant in a single day). To compound thesituation, the company had little access to in-vestment capital, and had been recently pres-sured into an agreement with its trade unionsthat virtually guaranteed lifelong employmentto the workforce. As a result, any solutionwould have to leverage the flexibility of thisworkforce to extract the highest degree of pro-ductivity from the company’s limited facilitiesand equipment.44
Through trial and error, Eiji Toyoda and hisproduction designer, Taiichi Ohno, proved out anumber of innovative solutions to their prob-lem. An emphasis on creating an environment ofworkforce flexibility and empowerment wascentral to their strategy; only with this couldthe company get the most from workers whowould be tied to the company for manydecades.45 With the workforce trained for mul-tiple disciplines, it would no longer be neces-sary for workers to remain idle between tasks.While waiting for a piece of production machin-ery, workers could now move to another sta-tion. Equipment was moved closer, quick setup
4 4 n T H E E V O L U T I O N O F M A N U F A C T U R I N G

fixtures were developed, and new procedureswere put into place to facilitate workers’ ef-forts. Toyoda and Ohno demonstrated that, byemphasizing workforce and equipment flexibil-ity, the company could achieve astounding gainseven without the efficiencies of scale of itscompetitors.46
This approach allowed Toyota to dramati-cally reduce the production cycle times and in-ventory levels needed to do business. Withmethods and procedures now in place to permitthe fabrication of parts in very small batchsizes, work in process (WIP) inventories werereduced. Since Ohno focused on the eliminationof activities that added no real value to the fi-nal product, a strong emphasis was placed onminimizing production rework. Using suchmethods as Statistical Process Control,processes were routinely monitored to keepthem operating within the limits needed tomaintain product quality. Continuous improve-ment, or kaizen, was adopted, where workerswere asked to chase down the root cause ofproblems and identify means to improvement.Ultimately by driving down lot sizes and re-work, buffers to schedules and inventorieswere dramatically reduced.47
Rather than focusing solely on the manufac-turing efforts of its own plants, Toyota tookadditional measures to ensure the quality andtimely delivery from its suppliers. As wasnoted earlier, external disruption would impactits operations just the same as if it had oc-curred within one of the company’s own work-
CU R R E N T I N D U S T R Y D I R E C T I O N n 4 5









![· Click here to see more photos "It is a military tradition that General Officers [is] rendered appropriate mili- tary honors. These honors include the band playing Ruffles and](https://img.pdfslide.us/doc/110x75/5af5439c7f8b9a74448dfc44/here-to-see-more-photos-it-is-a-military-tradition-that-general-officers-is-rendered.jpg)