Embed Size (px)
Citation preview
C A T A L Y T I C R E F O R M I N G OF N A P H T H A C U T S
P O L Y M E T A L L I C C A T A L Y S T S
G . No M a s l y a n s k i i , B . Bo Z h a r k o v , A . P . F e d o r o v , T . M. K l i m e n k o , P . No S h a p i r o , a n d Ro F . P a n n i k o v a
O V E R
UDC 665.64.442
The main t rend in the evolution of the ca ta ly t ic r e f o r m i n g p r o c e s s for naphthas is m a x i m u m involvement of paraff inic hydroca rbons in the a roma t i za t i on reac t ion and i m p r o v e m e n t of the p r o c e s s se lec t iv i ty . Success in solving these p rob l ems has led to a cons iderab le i nc r ea se in yields of the des i r ed products ( r e f o r m a t e , a roma t i c hydroca rbons ) and to a fu r the r i nc r e a se in the octane number of the r e f o r m e r gasol ine.
These i m p r o v e m e n t s in the ca ta ly t ic r e f o r m i n g p r o c e s s have involved both changes in the composi t ion and p r o p e r t i e s of the ca ta lys t s that a r e used (Table 1) [1-5] and changes in the p r o c e s s technology.
In the f i r s t s tage of evolution of the r e f o r m i n g p r o c e s s , the ca ta lys t s we re genera l ly plat inized a luminas , based on f luor inated a luminum oxide~ The c o m m e r c i a l units w e r e designed for working p r e s s u r e s of 35-40 k g f / c m 2, to produce a gasol ine component with an octane number of 75 (moto r method) when p roces s ing a wide naphtha cut, with a total content of naphthenic and a r o m a t i c hydrocarbons of 35-37% by weight. The su l fur content of the feeds tock might be as high as 1000 ppm by weight.
Under these condit ions, the main reac t ion fo rming a r o m a t i c hydrocarbons was the dehydrogenation of naphthenes.
The changeover to the p r o c e s s i n g of hydro t rea ted feedstocks ( su l fur content 20-50 ppm by weight) made i t poss ib le to involve a ce r t a in quanti ty of the paraff in ic hydroca rbons in the dehydrocycl iza t ion react ion, thus producing r e f o r m a t e s with h igher octane numbers , up to 76-80 by the mo to r method~
The second stage in evolution of the p r o c e s s entai led the use of ch lor ine-conta in ing plat inized a lumina ca ta lys t s , more s eve re r e q u i r e m e n t s on the p r e l i m i n a r y hydro t rea t ing of the feed (su l fur content 5-10 ppm by weight) , the introduct ion of a f eeds tock-d ry ing opera t ion , and the use of p r o c e s s s t anda rds l imit ing the quanti ty of m o i s t u r e in the reac t ion zone. The use of ch lor ina ted ca ta lys t s and the changes in t roduced into the p r o c e s s i n g technology made i t poss ib le to br ing about a cons iderab le acce le ra t ion of the reac t ions of paraf f in dehydrocycl iza t ion, and to obtain up to 40% a roma t i c hydroca rbons at p r e s s u r e s of 30-35 k g f / c m 2. A modi f ica - t ion of this p r o c e s s made i t poss ib le to obtain a r e f o r m a t e with a 95 octane number ( r e s e a r c h method )o
In the th i rd and c u r r e n t s tage of evolution of the cata lyt ic r e f o r m i n g p r o c e s s , highly s table polymeta l l ic ca ta lys t s have been developed.
On the ba s i s of data r epo r t ed in the open l i t e r a tu re and an analys is of patent m a t e r i a l [6-81 , i t can be concluded that rhen ium is the p r i m a r y m a t e r i a l used as a p r o m o t e r addit ive; g e r m a n i u m and i r id ium a re also used. No such definite conclusions can be drawn regard ing the use of o the r meta l s such as tin, lead, ete.
The mos t impor tan t advantage of the polymeta l l ic ca ta lys t s is that the ca t a lys t deact ivat ion is c o n s i d e r - ab ly s lower than that of monometa l l i c p la t in ized ca ta lys t s . Because of this, the r e f o r m i n g p r o c e s s p r e s s u r e can be reduced to about 14-15 k g f / c m 2 in s t a t i ona ry -bed opera t ion and to 8-12 k g f / c m 2 in s y s t e m s with moving ca t a ly s t [8-9].
The reduct ion in working p r e s s u r e gives a cons iderab le i m p r o v e m e n t in se lec t iv i ty , pa r t i cu l a r ly when p roces s ing feeds with high contents of paraff in ic hydrocarbons [10]. The role of dehydrocycl iza t ion reac t ions b e c o m e s m o r e impor tan t . In l o w - p r e s s u r e operat ion, no l e s s than 50-60% of the a r o m a t i c hydrocarbons fo rmed in the p r o c e s s a r e obtained f r o m paraf f ins [11-12].
All-Union Sc i en t i f i c -Resea rch Inst i tute of P e t r o c h e m i c a l P r o c e s s e s (VN1TNeftekhim). T rans l a t ed f r o m K h i m i y a i Tekhnologiya Topl iv i MaseI, No. 1, pp. 16-20, January , 1977.
This material is protected by copyright registered in the name of Plenum Publishing Corporation, 227 West 17th Street, New York, N.Y. 10011. No part I of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, [ microfilming, recording or otherwise, without written permission of the publisher. A copy of this article is available from She publisher for $7.50.
18
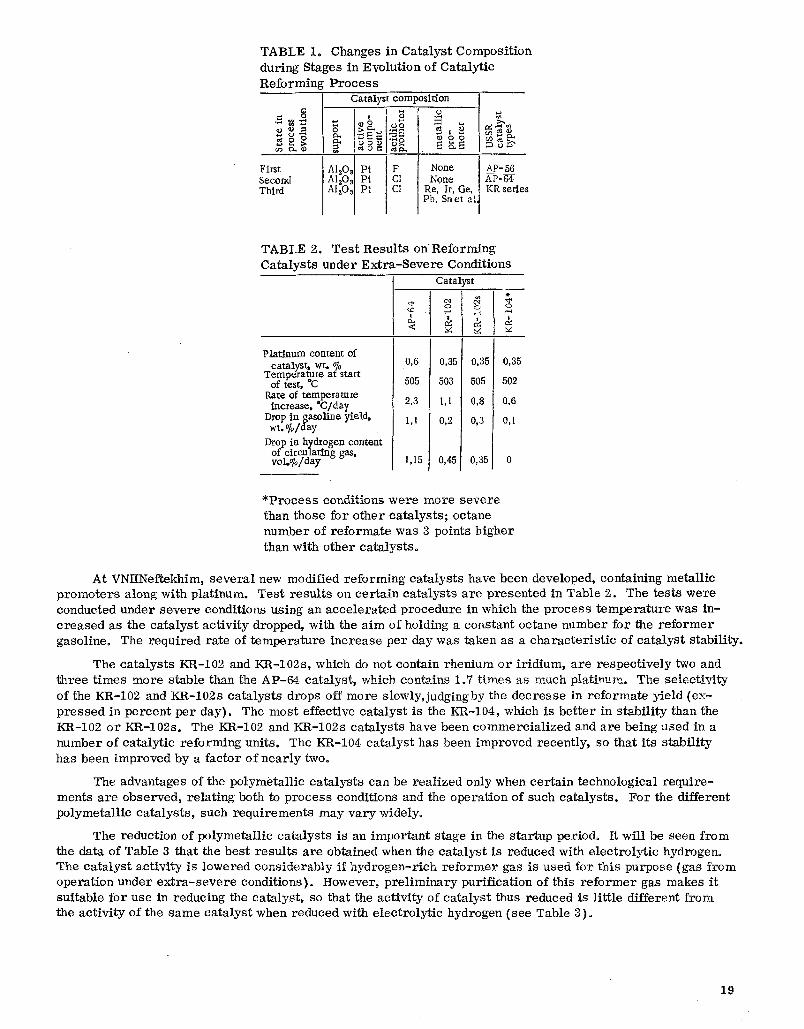
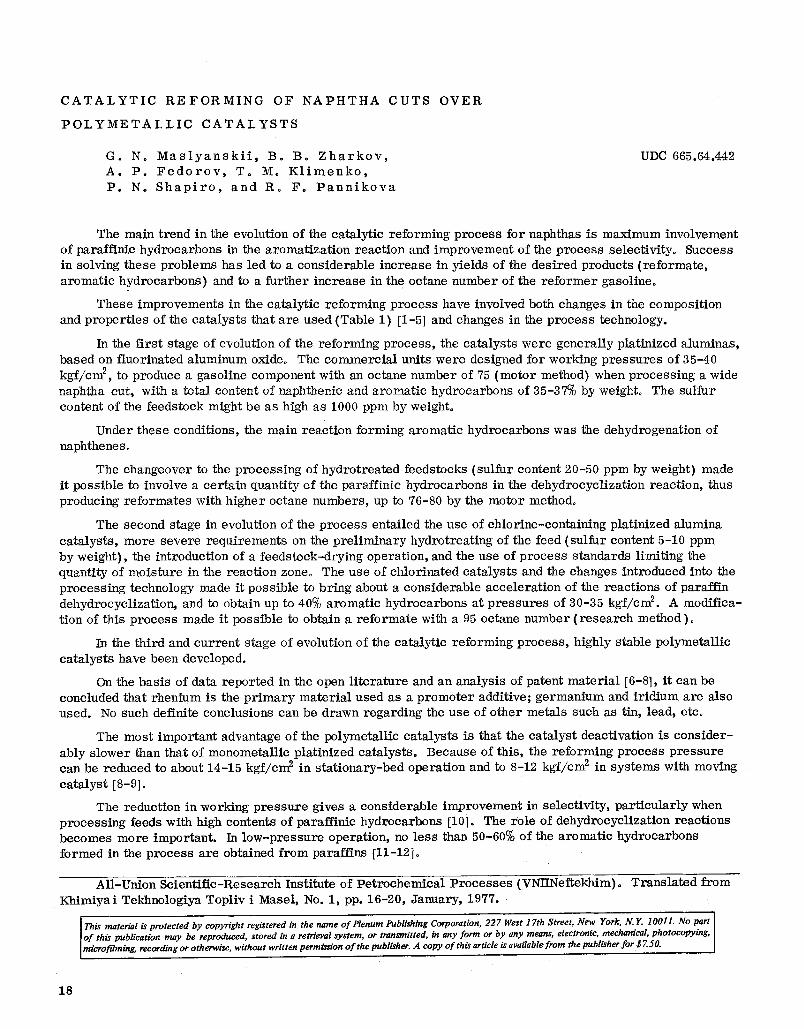
TABLE 1, Changes in Cata lys t Composit ion during Stages in Evolution of Catalytic Reforming P r o c e s s
First Second Third
Catalyst composition !
L i=e~ c a
A1203 [ Pt Al~O3 Pt AI203 Pt
None l F1 None 1
Re, Ir, Ge, I CI Pb, Sn et al]
A P - 56 ~P:~ KR series
TABLE 2. Tes t Resul ts on Reforming Catalys ts under Ex t ra -Seve re Conditions
Platinum content of catalyst, wt. %
Temperature at start of iest, *C
Rate of temperature increase, "C/day
Drop in gasoline yield, wt. %/day
Drop in hydrogen content of circulating gas, voL%/day
Catal~t
0,6 0,35 0.35 0,35
505 503 505 502
2,3 I,I 0,8 0,6
1,1 0,2 0,3 0,1
1,15 0,45 0,35 0
*Process conditions were more severe than those for other catalysts; octane
number of reformate was 3 points higher
than with other catalysts.
At VNIINeftekhim, seve ra l new modified re forming cata lys ts have been developed, containing metallic p romote r s along with platinum. Tes t resul ts on cer ta in ca ta lys ts a re presented in Table 2. The tests were conducted under severe conditions using an acce le ra ted procedure in which the p rocess t empera tu re was in- c r ea sed as the ca ta lys t act ivi ty dropped, with the a im of holding a constant octane number for the r e f o r m e r gasoline. The required rate of t empera ture increase per day was taken as a charac te r i s t i c of ca ta lys t stability.
The ca ta lys ts KR-102 and KR-102s, which do not contain rhenium or ir idium, are respec t ive ly two and three t imes more stable than the AP-64 catalyst , which contains 1.7 t imes as much platiuum. The select ivi ty of the KR-102 and KR-102s cata lys ts drops off more slowly, judgingby the decrease in r e fo rmate yield (ex- p re s sed in percent per day). The most effective cata lyst is the KR-104, which is be t ter in stabil i ty than the KR-102 o r KR-102s. The KR-102 and KR-102s catalysts have been commerc ia l i zed and are being used in a number of catalyt ic re forming units. The KR-104 cata lys t has been improved recently, so that its stabil i ty has been improved by a fac tor of nea r ly two.
The advantages of the pelymetall ic cata lys ts can be rea l ized only when cer ta in technological r equ i re - ments are observed, relat ing both to p rocess conditions and the operat ion of such cata lys ts . For the different pelymetal l ic cata lys ts , such requirements may v a r y widely.
The reduction of pelymetal l ic ca ta lys ts is an important stage in the startup period. It will be seen f rom the data of Table 3 that the best resul ts are obtained when the ca ta lys t is reduced with e lectrolyt ic hydrogen. The ca ta lys t actixrity is lowered cons iderably if hydrogen- r i ch r e f o r m e r gas is used for this purpose (gas f rom operation under e x t r a - s e v e r e conditions). However, p re l iminary purification of this r e f o r m e r gas makes it suitable for use in reducing the catalyst , so that the act ivi ty of ca ta lys t thus reduced is little different f rom the act ivi ty of the same ca ta lys t when reduced with electrolyt ic hydrogen (see Table 3}~
19
TABLE 3. Act iv i ty of KR-102 Ca ta lys t as Influenced by Type of Hydrogen-Rich Gas Used fo r Ca ta lys t Reduction ( p r e s s u r e 20 kgf /cm 2, feeds tock space ve loc i ty 1.5 h -1, 85-180~ cut f r o m Romashkino crude as feeds tock)
Hydrogen - r i ch gas
Method of product ion
E lec t ro ly t i c Reforming
Elec t ro ly t i c Refo rming
Degree of pur i f ica t ion
No t r e a t m e n t Good Sa t i s fac to ry Unpurif ied No t r e a t m e n t Good Unpurif ied
Yield, wt. %
O
89.0 50.5 86,8 48.5 87,2 46.2 89,4 42.6 76,5 63.0 76.2 60.0 77.7 51.2
O
87.0 86.9 86.7 84.3 72.6 72.7 64.7
o
1
~ |. 1 I I o ~ 20 ~eO .60 ~9 r
Time. h
Fig. 1. Effec t on KR-type ca t a ly s t ac t iv i ty f r o m m e t e r e d dosage with sulfur : 1) ca t a ly s t b e f o r e su l fu r i za - tion; 2 ) ca t a lys t a f t e r sulfur izat ion.
These s tudies , along with c o m m e r c i a l opera t ing exper ience , have demons t r a t ed that, in o r d e r to ensure high act ivi ty of a po lymeta l l ic ca ta lys t , it should be reduced under "d ry" conditions. This means that the w a t e r content of the hyd rogen - r i ch gas a t the out le t f r o m the reac t ion block should not be g r e a t e r than 0.01% by volume; the gas mus t be dr ied with zeol i tes in o r d e r to mainta in this condition.
Cer t a in polymeta l l ic r e f o r m i n g ca t a lys t s a r e dis t inguished by high c rack ing ac t iv i ty during the initial opera t ion per iod and a drop in ac t iv i ty a f t e r opera t ion even under mild conditions. P i lo t -uni t t e s t r e su l t s on one such ca t a ly s t a r e shown in Fig. 1. The feedstock, an 85-180~ cut f r o m Romashkino crude, was r e f o r m e d at 475 ~ [C] and a p r e s s u r e of 20 kgf/cm2~ Over the cour se of app rox ima te ly 50 h of operat ion, a cons iderable drop in ca t a lys t ac t iv i ty was obse rved , a f t e r which an equi l ib r ium act iv i ty was reached. A s t r i c t l y m e t e r e d dosage of the ca t a ly s t with sulfur , i m m e d i a t e l y a f t e r reduct ion of the ca ta lys t , en su re s not only n o r m a l o p e r a - tion, but also a h igher equi l ib r ium ac t iv i ty ( see Fig. 1, cu rve 2) .
In the opera t ion of po lymeta l l i c r e f o r m i n g ca ta lys t s , one of the f i r s t things noted is the i r high sens i t iv i ty to poisoning by su l fur compounds. With the KR-104 ca ta lys t , for example , the sul fur content of the r e f o r m e r feed should not exceed 1 ppm by weight. On the o the r hand, in r e fo rming under a p r e s s u r e of 30-35 k g f / e m 2, the KR-102 ca t a lys t can ope ra te n o r m a l l y even with as much of 3 p p m of Sulfur by weight in the r e f o r m e r feed- stock. I t is n e c e s s a r y to mainta in the opt imal content of chlor ine in the ca ta lys t , s ince any cons iderable devi - at ion f r o m the op t imum will lead to loss of s tabi l i ty and se lec t iv i ty of the ca ta lys t . This is pa r t i cu l a r l y t rue for the KR-104 ca ta lys t .
As an example of this behavior , we m a y ci te data obtained on a KR-104 ca t a ly s t in r e f o r m i n g a naphtha cut under conditions such that the chlor ine content of the ca t a ly s t dropped f r o m 1.1% to 0.15%. The ca t a lys t was subjected to oxidative regenera t ion . Refo rming da taon the f r e sh and r egene ra t ed ca ta lys t s a r e shown in Table 4.
20
T A B L E 4. T e s t R e s u l t s on S p e c i m e n s of KR-104 C a t a l y s t ( t e m p e r a t u r e 475~ p r e s s u r e 20 k g f / c m '2, f e e d s t o c k s p a c e v e l o c i t y 1.5 h -1, 85-180~ cu t f r o m R o m a s h - kino c r u d e a s f e e d s t o c k )
r .
D
N.02
N'~3
~.04
Operation per- formed before testing catalyst
Fresh catalyst Oxidative regenera-
tion Treatment with di-
chloroethane in hydrogen medium
Treatment with air with added chlorine at 500~
Same, at 350~
88,5
88,7
89,6
88,7 87,2
Character- [sties of
60,7 82,0
53,5 77,5
57,8 80,0
61,0 8l .5 62,0 82,0
~'~ g
86,0
68,7
86,2
85,5 82,2
T A B L E 5o R e s u l t s in R e f o r m i n g 85-180~ Cut f r o m R o m a s h k i n o C r u d e u n d e r V a r i o u s P r e s - s u r e s , o v e r KR-104 C a t a l y s t ( r e f o r m a t e 95 r e s e a r c h oc tane n u m b e r )
Conditions of experi- ]Tield on feedstock,I ~
preempt, kgf/ Tcmp%- |refor- I o ~ ,~ cm 2 amre, (;I mate hydrogen t -5 ~ o
]5 2o 25 3o 35 ?
490 492 495 500 510
87,0 85,7 83,9 81,5 78,0
2,3 2,1 2,0 1,5 1,3
88,9 86,2 82,0 77,0 75,0
F e e d s t o c k s p a c e v e l o c i t y 1o5 h -~, t E x p e r i m e n t p e r f o r m e d wi th A P - 6 4 c a t a l y s t .
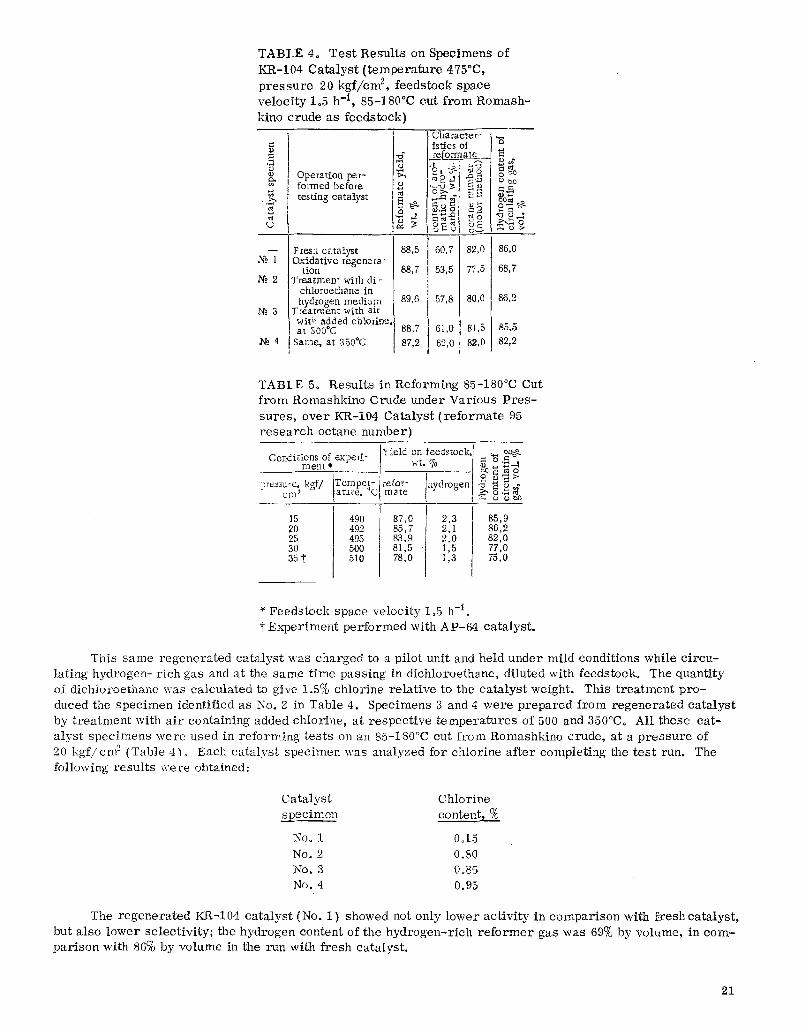
This same regenerated catalyst was charged to a pilot unit and held under mild conditions while circu- lating hydrogen- rich gas and at the same time passing in dichloroethane, diluted with feedstock. The quantity of dichloroeti~ane was calculated to give 1.5% chlorine relative to the catalyst weight. This treatment pro- duced the specimen identified as No. g in Table 4. Specimens 3 and 4 were prepared from regenerated catalyst by treatment with air containing added chlorine, at respective temperatures of 500 and 350~ All these cat- alyst specimens were used in reforming tests on an 85-180~ cut from Romashkino crude, at a pressure of 20 kgf/cm 2 (TaMe 4)~ Each catalyst specimen was analyzed for chlorine after completing the test run. The following results were obtained:
C a t a l y s t C h l o r i n e s ~ e c i m e n con ten t , %
No. 1 0o15 No. 2 0.80 No. 8 0.85 No. 4 0.95
The r e g e n e r a t e d KR-104 c a t a l y s t (No. 1) showed not on ly l o w e r a c t i v i t y in c o m p a r i s o n wi th f r e s h c a t a l y s t , but a l s o l o w e r s e l e c t i v i t y ; the h y d r o g e n con t en t of the h y d r o g e n - r i c h r e f o r m e r gas was 69% b y vo lume , in c o m - p a r i s o n wi th 86% by v o l u m e in the run with f r e s h c a t a l y s t .
21
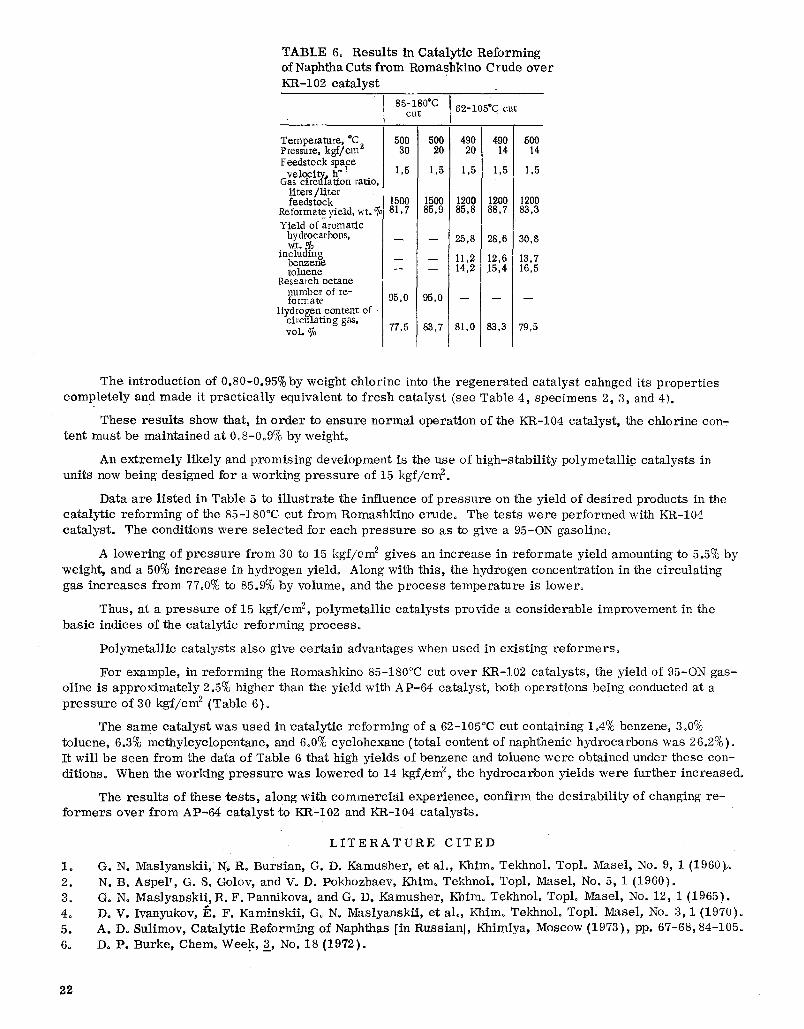
TABLE 6. Results in Catalytic Reforming of Naphtha Cuts f rom Romashkino Crude over KR-102 cata lys t
85-180'C 62-105"C cut C U t
Temperature, *C 500 Pressure, kgf/cm z 30 Feedstock space I
velocity, h ] 1,5 Gas circtlIation ratio, ]
liters/liter feedstock 1500
Reformate yield, wt. o]~ 81,7 Yield of aromatic i i
hydrocarbons, i w_t..%
including benz.eiae toluene
Research octane number of re- form ate
Hydrogen content of . . . . a clrculat-ing g s, vol. %
50O0 1,5 �84
1500 85,9
490 490i 20 14
1 , 5 1 , 5
1200 1200 85,8 88,7
- - 25,8 28,6 I - -- - - 1 1 , 2 1 2 , 6 - - - - 1 4 , 2 1 5 , 4
95,0 95,0 --
i77,5 83,7 81,0 83,3 i
500 14
1 , 5
1200 83,3
30,8
13,7 16,5
~,5
The introduction of 0.80-0.95% by weight chlorine into the regenera ted catalyst cahnged its proper t ies complete ly and made it prac t ica l ly equivalent to f resh cata lyst (see Table 4, specimens 2, 3, and 4L
These resul ts show that, in o r d e r to ensure normal operation of the KR-104 catalyst , the chlorine con- tent must be maintained at 0 ~176 by weight.
An ex t remely likely and promis ing development is the use of high-stabi l i ty polymetall ic catalysts in units now being designed for a working p re s su re of 15 kgf /cm ~'.
Data are l is ted in Table 5 to i l lustrate the influence of p r e s su re on the yield of desi red products in the catalyt ic re forming of the 85-180~ cut f rom Romashkino crude. The tests were per formed with KR-104 catalyst . The conditions were selected for each p re s su re so as to give a 95-ON gasoline~
A lowering of p r e s su re f rom 30 to 15 kgf /cm 2 gives an increase in re formate yield amounting to 5.5% by weight, and a 50% increase in hydrogen yield. Along with this, the hydrogen concentrat ion in the circulat ing gas increases from 77.0% to 85.9% by volume, and the p rocess tempera ture is lower~
Thus, at a p r e s su re of 15 kg f / cm 2, polymetal l ic cata lys ts provide a considerable improvement in the basic indices of the catalytic reforming process .
Polymetal l ic cata lys ts also give cer ta in advantages when used in existing r e f o r m e r s .
For example, in re forming the Romashkino 85-180~ cut over KR-102 catalysts , the yield of 95-ON gas- oline is approximate ly 2.5% higher than the yield with AP-64 catalyst , both operat ions being conducted at a p r e s s u r e of 30 kgf /cm 2 (Table 6)~
The same cata lys t was used in cata lyt ic re forming of a 62-105~ cut containing 1o4% benzene, 3.0% toluene, 6.3% methylcyclopentane, and 6.0% cyclohexane (total content of naphthenic hydrocarbons was 26.2%)~ It will be seen f rom the data of Table 6 that high yields of benzene and toluene were obtained under these con- ditions~ When the working p r e s s u r e was lowered to 14 kgf/cra 2, the hydrocarbon yields were fur ther increased.
The resul ts of these t e s t s , along with commerc i a l experience, conf i rm the desirabi l i ty of changing re - f o rmer s over f rom AP-64 Catalyst to KR-102 and KR-104 cata lys ts .
Io
2. 3. 4~ 5. 6.
LITERATURE CITED
G. N. Maslyanskii, No R. Bursian, G. D' Kamusher, et al., Khimo Tekhnol~ Topl. Masel, No. 9, 1 (1960)~. N. B. Aspel', G. S. Golov, and V. D. Pokhozhaev, Khimo Tekhnol. Topl. Masel, No. 5, 1 (1960). G. N~ Maslyanskii, R. F. Pannikova, and G~ D. Kamusher, Khimo Tekhnol. Topl. Masel, No. 12, 1 (1965). D. V. Ivanyukov, E. F. Kaminskii, G. N. Maslyanskii, et al~ Khim~ Tekhnol~ Topl~ Masel, No. 3, 1 (1970). A~ D. Sulimov, Catalytic Reforming of Naphthas [in Russian], Khimiya, Moscow (1973), ppo 67-68, 84-105. Do P~ Burke, Chem. Week, 3, No. 18 (1972)o
22

7. Eo Lo Pol l i t ze r , V. Haensel , and J. Co Hayes , P roceed ings of the Eighth World P e t r o l e u m Congress , Moscow, 1971, Applo Scio Publ., London (1972), VOlo 4, p. 255.
8. J . Ba rb i e r , Po Duhaut, and Fo Eschard , Jo Revo Assoc . Fr . Techo Pet . , No. 220, 43 (1973). 9. P~ Duhaut and F. Escha rd , P roceed ings of the Ninth World P e t r o l e u m Congress , Tokyo, 1975, Appl.
Sci. Publ~ London (1975), Vol. 5, p. 169. i0~ G.N. Maslyanskii, S. Ao Barkan, and Ro F. Pannikova, Neftekhimiya, 6~ No. I, 40 (1966). iio R.L. Jacobson and Co S. McCoy, Hydrocarbon Process., No~ 5, 109 (1970). 12~ Po Co B. Bonifay, Jo C. Barbier, and A. Vidal, Oil Gas J., 7.6, No. 3, 48 (1976).
O P T I M A L C O N D I T I O N S F O R S E L E C T I V E H Y D R O C R A C K I N G O F R A F F I N A T E S
A. M,, T s y b u l e v s k i i , No Ao G o r e e h e n k o v a , V. K. K o v a l e n k o , Po M, P a k , L . Ao Z h u r b a , V~ Y a . D u b i n s k a y a , a n d Ko Ro S a w
UDC 665.654~
In a preceding communication [i], results were set forth from an investigation of the selective hydro- cracking of platformer raffinates over nickel/mordenite catalysts, and feasibility was demonstrated for the production of high-octane motor fuels from these raffinates by hydrocracking. Those studies showed that the process was flexible and that the results could be regulated over very wide ranges by adjustment of the pro- cess parameters.
The work reported here was devoted to a search for the optimal conditions in the selective hydrocrack- ing of raffinates. Even though the process may be aimed in different directions, depending on the specific conditions, a requirement for maximum yield of high-octane gasoline apparently should be regarded as the most genera l case .
In o r d e r to de te rmine the p r o c e s s conditions for m a x i m u m yield and high se lec t iv i ty with r e s p e c t to gasol ine, an or thogonal expe r imen t design was used [2]~
In Fig~ 1 we show tile se!ectix~ity of hydrocracMng n-para f f ins [1] and the ca ta lys t act ivi ty as functions of p re s su re~ Owing to the i nc r ea s e in diffusional r e s i s t ance , the convers ion of n-oc tane drops off with in- c r ea s ing p r e s s u r e , whereas the se lec t iv i ty inc reases~ These resu l t s show that the reac t ion of se lec t ive hydro- c rack ing in i t se l f is not unambiguously dependent on p re s su re~ If we will also cons ider that the hydroeracMng of n -pa ra f f ins ove r n i cke l /morden i t e ca ta lys t s is accompanied by compet ing reac t ions of hydrogenolys is and i somer i za t ion [1, 3], it will then be unders tood that the indices for the se lec t ive hydrocrack ing of raf f inates (gasol ine yield and octane number ) a r e re la ted in an e x t r e m e l y complex manner to the p roce s s conditions ( t empe ra tu r e , space velocity, e tc . ) , and that the sea rch for opt imal conditions will requ i re the use of spec i a l - ized s ta t i s t i ca l methods~
Hydrocrack ing of a raff inate (62-105~ f rom the Afipsk Gas P r o c e s s i n g Plant was p e r f o r m e d in a unit using a p rocedure desc r ibed p rev ious ly [1]. As the p a r a m e t e r s to be va r i ed (Xi) we chose t e m p e r a t u r e , total p r e s s u r e , feedstock space velocity, and hydrogen / feeds tock ratio~ The t a rge t functions were the octane num- b e r of the gasoline (Z) and the yield of Ct-C 4 gases (Y)o The ca t a lys t cons is ted of 10.5% nickel by weight, on mordeniteo
The setup of the expe r imen t s co r r e sponded to a fu l l - fac tor ia l exper iment , Joe., a 2 k design (see Table 1). In o r d e r to e l iminate the influence of incidental fac tors , the expe r imen t s were randomized, with the use of specia l p rocedu re s to find tile l imi ta t ions [41 and a sca le of un i formly dis t r ibuted random numbers [5] :
All-Union Sc ien t i f i c -Resea rch and Design Insti tute for Gas P r o c e s s i n g (VNIPIGazpere rabo tka ) . T r a n s - la ted f rom Khimiya i Tekhnologiya Topl iv i Masel, No~ 1, pp. 20-22, January , 1977.
This material is protected by copyright registered in the name o f Plenum Publishing Corporation, 227 West 17th Street, New York, N.Y. 10011. No part o f this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, microfilming, recording or otherwise, without written permission o f the publisher. A copy o f this article is available from the publisher for $ 7. 50.
23,