Embed Size (px)
Citation preview

Catalytic Properties of Biochar forChemical Synthesis
Jim Kastner, Joby Miller, Rick Ormsby (Biological and Ag. Engineering Dept.)Jason Locklin, Kristen Fries (Chemistry and FOE)
andDown to Earth Energy, Monroe GA
IBE 2010 Biofuels/Biomaterials Conference March 4-7th, 2010Cambridge, MA

Research Objectives
• Develop value added products from agricultural and forestry residues
• Develop catalysts from the thermochemical biorefinery
• Develop carbon supported catalysts
– Convert biomass (e.g., peanut hulls) into a functional carbon
• Attach catalytic functional groups to carbon surface
• Attach acid and basic functional groups
• Produce solid acid and base carbon supported catalysts

Research Rational
• Develop solid acid and base catalysts for liquid fuel and chemical synthesis (biodiesel production and lignocellulosehydrolysis)
– Recoverable and reusable– Reduce/eliminate pollution
• Current catalysts (H2SO4, sodium methoxide) end up as waste
– More stable, less expensive then current solid catalysts– Made from renewable biomass – Made from a thermochemical biorefinery

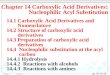
Models for Catalyst Formation from Biochar via Biomass Pyrolysis
Toda et al., Nature 438, 10 (2005) 178 – Synthesized via sulphonation with 96% H2SO4 or fuming sulfuric for 15 h
Hardwood Hemicellulose
Cellulose
Pyrolysis
400-500oC, N2
Depolymerization
Volatilization
Cracking
Dehydration
Rearrangment
Sulfonation
99% H2SO4, 20 ml/12.5 g char, mixed, decanted
Heated at 100-250oC, 12-18 hO
OHO S
O OHS
O
Formation of Sulfonate Groups on Aromatic Surface Structure of Char
Acidic
Lignin

Introduction
Biodiesel Application

Solid Catalysts for Biodiesel• Problems with Current Biodiesel Process
– Feedstock’s too expensive, currently can’t use high FFA feedstocks, competition with food
– Less expensive feedstocks contain high level of FFA’s• Waste Oils, Rendered Fats and Oils
– Possible conversion of free fatty acids (FFAs) to methylesters• 1 fatty acid + 1 methanol → 1 fatty acid methylester + 1 H2O• Not possible with current liquid homogeneous catalytic systems
– Current catalysts (liquids) end up as waste
– Can’t use cheaper feedstock’s due to presence of FFA’s• Free fatty acids, such as palmitic or stearic acid• FFA’s create soap if used with base catalyst
– Solid acid and base catalysts, potential solution• Recoverable and Reusable• Can treat high FFA feedstock • Eliminates waste• Potential continuous process

Advantages of Solid Carbon Catalysts
• Stable under acidic and basic conditions
• Stable at high temperature (200-300°C)
• Active material (e.g., acidic functional groups) can be finely dispersed throughout the carbon structure
• Renewable carbon source can be used to generate the active carbon– Use biochar generated from pyrolysis or thermochemical
platform
• Non-polar nature of the support matrix may prevent adsorption of polar molecules (e.g., water or glycerol) that can deactivate the catalyst in transesterification/esterification of lipids
• Can have very high surface areas – 500 to 1500 m2/g

Experimental Methods
Biochar Generation and Functionalization

Solid Acid Catalyst from Biochar• Biomass Sources
– Pelletized peanut hulls and pine, and pine chips
• Pyrolyzed in batch reactor – 400, 500, and 600°C– 2°C/min– 30-40 min holding time at temperature set point
• Biochars characterized– pH, surface area, DRIFT, ATR, some SEM– CHNS and elemental analysis
• Solids collected, acid/base functionalized
0
100
200
300
400
500
600
700
0 60 120 180 240 300 360 420 480 540 600
Tem
pera
ture
(C)
Time (minutes)
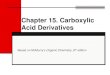
Temperature Profile -Clean Pine Chips 400C Pyrolysis
Mass Flow Controller
N2 Sweep Gas Tank
Biomass Pyrolysis ReactionInternal Reactor/External
FurnaceCondensation Unit
Three Condensers in Series in and Ice Bath
Permanent Gases – CO, CO2, H2
Bio-oil Collection
(1)
(2)
(3)(4)

Solid Acid Catalyst from Biochar• Acid Functionalization – Sulfonation
• Concentrated sulfuric acid
• Pelleted biochar ground, screened 4-12 mesh
• 12.5 g treated with 20 ml, 99% H2SO4
• Heated in ceramic crucible in a muffle furnace– 100, 150, and 250°C for 12 hours
• Cooled, washed with DI water until rinse constant pH, and dried overnight (110°C)
• Anticipated functional group: -C-SO3H

Solid Acid Catalyst from Biochar• Acid Functionalization
– Ozone Treated• 25 g biochar, room temp.• 1 L/min, 33 mg/m3 ozone, 6 hours• Anticipated functional group – carboxylic acid, -COOH
(1)
(2)
(4)
(5)
(6)
Oxygen
(3)
• Ozone Treatment• 1 - pure oxygen input• 2 - mass flow controller• 3 - ozone generator• 4 - packed bed column• 5 - ozone detector• 6 - exhaust
Mawhinney and Yates, Carbon 39 (2001) 1167–1173
Tessonnier et al., Angew. Chem. Int. Ed. 2009, 48,6543 –6546 – functionalizing CNT‘s with amines
Solid Base Catalyst from Biochar
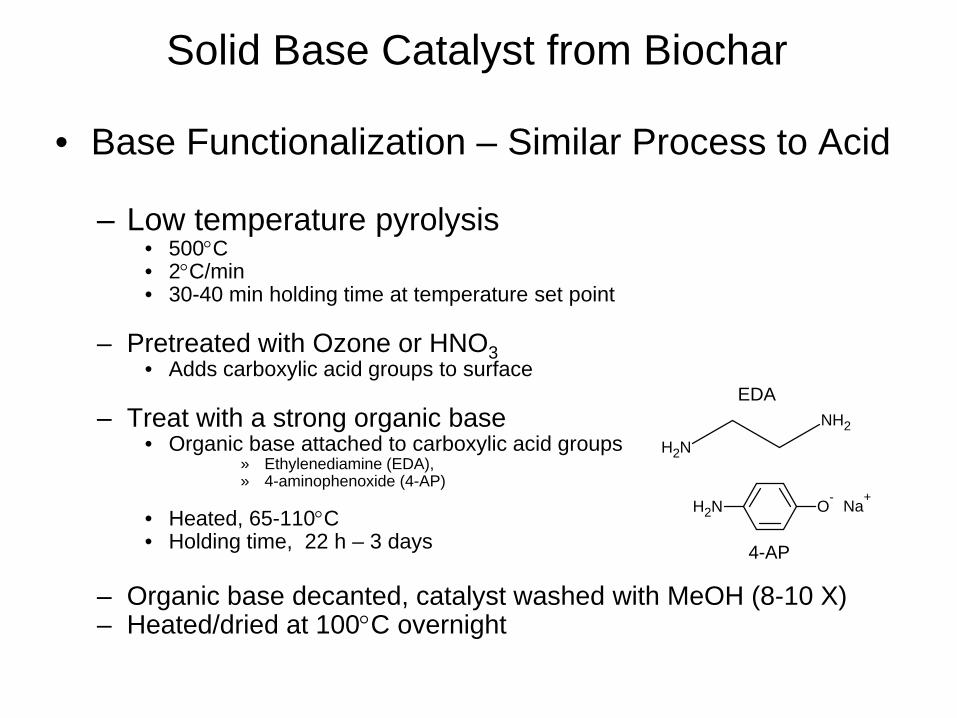
• Base Functionalization – Similar Process to Acid
– Low temperature pyrolysis• 500°C• 2°C/min• 30-40 min holding time at temperature set point
– Pretreated with Ozone or HNO3• Adds carboxylic acid groups to surface
– Treat with a strong organic base • Organic base attached to carboxylic acid groups
» Ethylenediamine (EDA), » 4-aminophenoxide (4-AP)
• Heated, 65-110°C• Holding time, 22 h – 3 days
– Organic base decanted, catalyst washed with MeOH (8-10 X)– Heated/dried at 100°C overnight
NH2
NH2
O-NH2 Na+
EDA
4-AP

Solid Acid Catalyst Results
• Biochars (non-functionalized)
• Low surface area, 2-4 m2/g• Variable pH, but basic• DRIFT analysis – Aromatic and aliphatic groups
• Acid functionalized biochars - DRIFT Analysis • Ozone Treatment
• Non-polar structure eliminated• Carboxylic acid groups formed
• Sulfonation• A large peak at 1750 cm-1, indicative of a carboxylic acid group
appeared in the sulfonated peanut hull chars generated at 400 and 500°C
• SO3H groups identified by DRIFT and ATR • Acid density increased with decreasing pyrolysis
temperature and sulfonation temperature

Results
Biochar CharacterizationSolid Acid Esterification Tests

Solid Acid Catalyst CharacterizationPhysical and chemical characteristics of biochar used to develop catalysts
ND - Not Determined, NP- Not Performed, AC – Activated Carbon, BDL – Below detection limit of 2 ppm*, Measured by Down to Earth Energy
Materials
Properties
Activated*
Carbon
(Lignite Coal)
Peanut Hull Char
(400°C)
Peanut Char
(500°C)
Pine Chip Char
(400°C)
Pine Chip Char
(500°C)
Generation Process Steam Pyrolysis-N2 Pyrolysis-N2 Pyrolysis-N2 Pyrolysis-N2
Reactor/Residence Time Unknown Batch/40min Batch/40min Batch/40min Batch/40min
pH 4.6 10.5 10.1 7.55 8.3
Surface Area, m2 g-1
O3 treated, 30 min
506 ± 34
494 ± 57
NM
ND
3.2±0.6
ND
3.8 ± 0.14
ND
2.75 ± 0.2
ND
Pore Volume (ml g-1) 0.55 ± 0.005 NM 0.004± 3e-4 ND ND
Selected Elements
(ppm or mg kg-1)
Mean Mean Mean Mean Mean
Cu ND 16 18 25 9
Mn “ 116 157 274 258
Mo “ 4.8 < 1 < 1 < 1
Ni “ 2.3 3.95 < 2 < 2.91
Fe “ 1000 1094 150 50
Ca “ 4620 4,090 1710 1850
K “ 15,200 20,700 1450 1450
Mg “ 2,190 2,478 600 590

Wavelength, cm-1500 1000 1500 2000 2500 3000 3500
PCC 400C
PCC 400C, O3
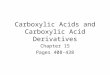
DRIFT AnalysisDRIFT analysis of pine chip char(PCC) chars generated at 400 °Cvia pyrolysis, pre-oxidized withozone.
DRIFT analysis in the Kubelka-Munk mode, the signal rangedfrom 0-0.25 for the ozonatedchars, and 0-6 for the non-treated chars (i.e., biochar).
Biochar1000-1500 and 3100-3500 cm-1,
•C-O, ethers•C-H, aliphatics
1600 cm-1, C=C olefinic2900 cm-1, C-H aromatic
Ozonated Biochar
1750 cm-1, C=O

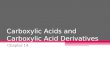
PCC 400C, 100S
Wavelength, cm-1
1000 1500 2000 2500 3000 3500
PCC 400C - Control
DRIFT Analysis
Wavelength, cm-1
500 1000 1500 2000 2500 3000 3500
400C PCC, 100C Sulfonation
500C PPC, 250C Sulfonation
500C PHC, 250C Sulfonation
ATR Analysis
Sulfonated Biochar
1750 cm-1, C=O600 cm-1 , C-S
1040 cm-1 , SO31200 cm-1 , S=O1377 cm-1, O=S=O

Sulfur Analysis of Functionalized Biochar
Catalysts Carbon, % Nitrogen,% Sulfur, % SO3H Density
mmol/ga
PHC-500P 64 ± 1.7 2.0 ± 0.30 0.14 ± 0.05
PCC-400P 65 ± 0.38 1.8 ± 0.6 0.10 ± 0.03
PCC-400P-100S 56 ± 0.30 0.24 ± 0.01 3.7 ± 0.08 1.12 ± 0.02
PPC-400P-100S 62 ± 0.76 0.40 ± 0.08 1.2 ± 0.11 0.34 ± 0.01
PCC-400P-100S 58 ± 0.23 0.39 ± 0.13 2.30 ± 0.08 0.69 ± 0.006
PCC-400P-150S 46 ± 17.4 0.31 ± 0.03 1.39 ± 0.35 0.41 ± 0.08
PCC-400P-250S 62 ± 20.5 0.43 ± 0.23 0.86 ± 0.30 0.24 ± 0.06
PHC, Peanut Hull Char; PCC, Pine Chip Char; PPC, pine pellet charP, Pyrolysis Temperature; S, Sulfonation Temperature
a, calculated from sulfur content assuming all S atoms are in the –SO3H form with baseline sulfur content subtracted

Catalytic Testing/Screening
• Esterification of Palmitic and Stearic Acid
• Small scale batch reactor system (Reacti-Therm, Pierce –Thermo Scientific)• Used for Screening Catalysts
• Known amount of catalyst, typically 0.2 g used
• 5 ml total volume
• Known initial mass of palmitic (C16-saturated FFA) or stearic (C18-saturated, both at 200-500 ppm) and methanol (4 ml).
• Mixture was then heated at 55-60°C and sub-samples taken as function of time to determine the formation of methylesters via GC analysis
• Control reactions consisted of the untreated char (negative control) or use of HCl (positive control)

Catalytic Testing
• Fractional removal of palmitic or stearic acid measured
• Based on the defined initial concentrations of the FFA's
• Maximum theoretical amount of methylester that could form,
• and the concentration of the methylesters of the FFA's that formed during the catalytic reaction
• Measured by GC/FID or GC/MS

Catalytic Testing• All sulfonated chars catalytically active for esterification of
palmitic and stearic acid with methanol
• Chars treated with ozone only were not active (too weak an acid)
• Sulfonated biochars - typically complete (∼90-100% conversion) within 30-60 minutes at 55-60°C
• Of the synthesized catalysts, 400°C pyrolyzed pine chip char, sulfonated at 100°C, resulted in the highest reaction rate and lowest reduction in conversion (or deactivation) when reused multiple times
• Catalytic activity declined with reuse (without regeneration)• Heating catalyst at 125°C allowed reuse without catalytic
decay (95-100% conversion up to 7 times)
• Demonstrated esterification of FFA’s (11-14%) spiked in poultry fat • 70-90% conversion in 2 h at 65°C

Catalytic Testing
Comparison of esterification catalytic activity between sulfonated pelletized peanut hull and pine biochar (500°C pyrolysis, sulfonation250°C). Reactions conditions were 200 ppm palmitic or stearic acid in methanol (5 ml), 0.20 g char, and 58°C.
Palmatic Acid Esterification, Pine Pellet Biochar
Time, min0 20 40 60
Frac
tiona
l Con
vers
ion
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Ozonated and Sulfonated SulfonatedOzonated OnlyUntreated Biochar
Palmatic Acid Esterification, Pine Pellet Biochar
Time, min0 20 40 60
Frac
tiona
l Con
vers
ion
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Ozonated and Sulfonated SulfonatedOzonated OnlyUntreated Biochar
Palm itic Acid Esterification, Peanut Hull Biochar
Time, min0 20 40 60
Frac
tiona
l Con
vers
ion
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Ozonated and Sulfonated SulfonatedOzonated OnlyUntreated Biochar
Stearic Acid Esterification, Peanut Hull Biochar
Time, min0 20 40 60
Frac
tiona
l Con
vers
ion
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Ozonated and Sulfonated SulfonatedOzonated OnlyUntreated Biochar
Catalytic Testing
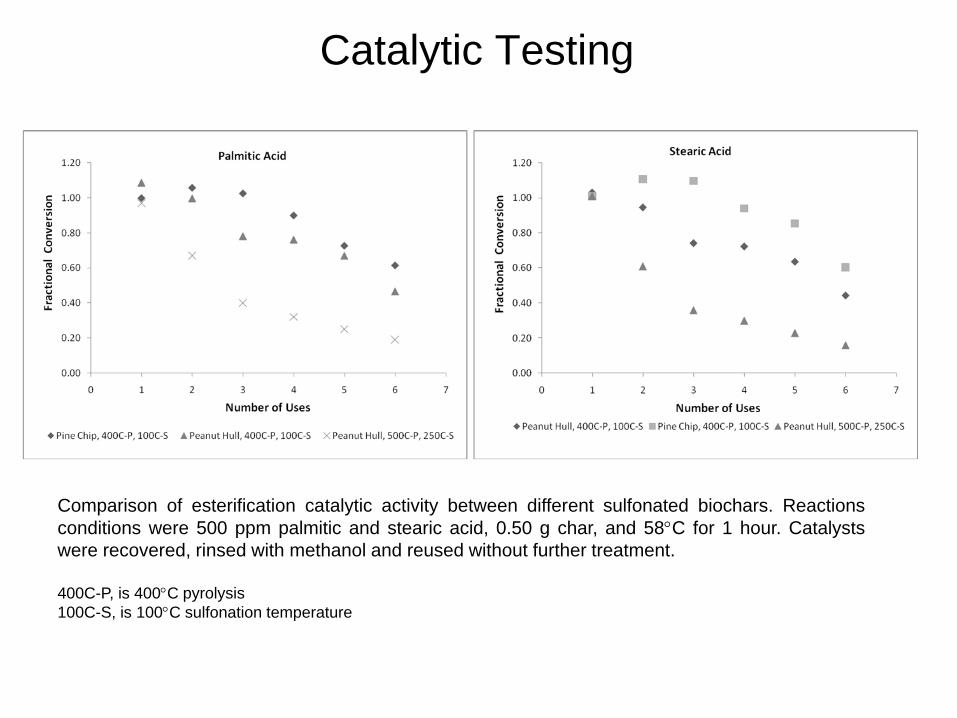
Comparison of esterification catalytic activity between different sulfonated biochars. Reactionsconditions were 500 ppm palmitic and stearic acid, 0.50 g char, and 58°C for 1 hour. Catalystswere recovered, rinsed with methanol and reused without further treatment.
400C-P, is 400°C pyrolysis100C-S, is 100°C sulfonation temperature

Catalytic Testing - Reuse
Effect of heating the acid catalyst in heptane (left, 250°C) or heating only (right, 125°C) onesterification activity during reuse. The period before A indicates methanol rinsing only, after Aindicates heptane rinsing following by heating at 250°C, and after B represents heptane rinsingfollowed by heating 125°C (left). The catalyst was generated from pine chip biochar pyrolyzed at400°C and sulfonated at 100°C for 12 h. All reactions were performed at 60°C with 0.5 g ofsulfonated char for 30 minutes. Note – Regeneration treatment was not performed on reuse of thechar catalyst from treatments 1 to 7 (top, left).
• Theory – water adsorption inhibiting catalyst • Tested heating recovered solid acid catalyst for reuse

Catalytic Testing – Poultry Fat• Larger scale batch reactors
• 50 ml volume
• Collected local rendered poultry fat
• Spiked with palmitic and stearic acid – 11.5% FFA’s• 36 g fat, 2.2 g palmitic , 2 g stearic• 33 ml of methanol
• 2g of acid functionalized biochar used• Used best char from previous studies• Pine chip char - Pyrolysis at 400°C, sulfonation at 100°C
• Heat at 65°C for 2 hour
• Measured FFA’s at end
• 70-99% conversion of FFA’s in Poultry Fat (triplicate)

Catalytic Esterification Comparison to Literature
Catalyst Fat or Oil MeOH:FFA
Molar Ratio
% FFA’s
(w/w)
% Catalyst
(w/w)
% Conversion Residence Time,
Temp.
(h, °C)
Conversion
Measurement
Method
PCC-400P-100S Poultry Fat 39:1 13.9 5.6 49 ± 7 2, 65 GC/FID
98 ± 0.03 2, 65 TAN*
55:1 10.5 3 81 ± 16 2, 65 GC/FID
101.6 ± 0.02 2, 65 TAN*
Soybean Oil 39:1 13.5 5.6 53 ± 6.5 2, 65 GC/FID
Pyrolyzed-Starcha Waste Oil 20:1 27.8 10 60 2, 80 GC/FID
Amberlyst BD20b Trap Grease 6:1 50 20 62 2, 80 TAN
Pyrolyzed-Glucosec Palmitic-Soybean Oil 6:1 10 2 20 1, 60 1H-NMR, Acid
Titration
Dowex 550Ad Oleic- Sunflower 6:1 10.7 2.3 80-90 2, 55 Acid Titration
*, Conversion to methyl esters based on measurement of free fatty acids using potentiometric titration (ASTM 664), TAN is total acid numbera, Lou et al., 2008 – % conversion for esterification of FFA’s and transesterification of triglyceridesb, Park et al., 2010c, Mo et al., 2008 - solid acid, carbon catalyst via glucose impregnation of Amberlite XAD1180, followed by pyrolysis and sulfonationd, Marchetti et al., 2007 – ethanol used in esterification
Free fatty acid conversions (palmitic and stearic acids) to methyl esters in rendered poultry fat andsoybean oil using a solid acid carbon catalyst (400°C pine chip biochar, sulfonated 100°C) andcomparison with literature (65°C, 2 h, 2.0 grams of biochar catalyst).

Results
Biochar CharacterizationSolid Base Transesterification Tests

Solid Base Catalysts • Base Functionalization – Similar Process to Acid
– Low temperature pyrolysis• Used pine and peanut hull pellets• 500°C• 2°C/min• 30-40 min holding time at temperature set point
– Pretreated with Ozone or HNO3• Adds carboxylic acid groups to surface
– 2 Different strong organic bases attached
– Total of six solid base catalysts generated– 2 Biochars - peanut hull and pine pellets– 2 pretreatments - HNO3 treated (minus pine pellets), Ozone
treated – 2 organic bases or EDA and 4-aminophenoxide

Solid Base Catalyst Characterization
• DRIFT Analysis
• O3 and HNO3 treatment generated –COOH, 1750 cm-1
• Reaction with organic bases indicated amide bond formation• Band at 1750 cm-1 shifted to 1600-1650 cm-1

PHC 500C,HNO3
Wavelength, cm-1
500 1000 1500 2000 2500 3000 3500
PHC 400C
PHC 500C, HNO3, EDA
Wavelength, cm-1
500 1000 1500 2000 2500 3000 3500
PCC 400C
PCC 400C, O3, EDA
PCC 400C, O3
Pine Chip BiocharDRIFT Analysis
Peanut Hull BiocharDRIFT AnalysisEDA Functional Biochar
1750 cm-1, C=O1650 cm-1, C=O in amide

Solid Base Catalytic Testing/Screening
• Transesterification of glyceryl tridodecanaote
– Small Batch Reactors• 0.5 g catalyst, 2 ml • 500 ppm each of n-hexadecane and methyl
pentadecanoate internal standards, • and glyceryl tridodecanoate in anhydrous methanol
– Agitation at 300 rpm, 65°C, 3 h
– Quench reaction and sample for GC/FID or GC/MS to quantify dodecanoate methylesters
– Base functionalized chars resulted in 30-100% conversion of glyceryl tridodecanoate and formation of methylesters
+3 methanol (base catalyst)
+
3

Solid Base Catalytic Screening
• Transesterification of glyceryl tridodecanaote
Biochar Pretreatment Base pH %ConversionPeanut Hull HNO3 4-AP 9.56 100Peanut Hull Ozone 4-AP 9.63 100Peanut Hull HNO3 EDA 10.32 30Peanut Hull Ozone EDA 11.15 100

Solid Base Catalytic Screening
• Transesterification of glyceryl tridodecanaote
Biochar Pretreatment Base pH %Conversion
Pine Pellets Ozone 4-AP 9.50 79
Pine Pellets Ozone EDA 10.49 100

Solid Base Catalytic Testing
• Selected Base Functional Peanut Hull Biochar
• Transesterification of soybean oil
• Catalysts Tested• Peanut hull biochar, ozone, EDA• Peanut hull biochar, ozone, 4-AP
• Batch Reactor System• 8 g of catalyst• 41 g of soybean oil, 41 g of methanol• Stirred at 65°C, 3 h• Reaction mixture filtered, 2 phases• Bottom layer, biodiesel, collected• Analyzed by
• GC/FID - ASTM Method D6584-07• Potentiometric titration for total acids using ASTM
Method 664-07• Closed cup flash point using ASTM Method D93-07

Solid Base Catalytic Testing
• Transesterification of soybean oil
• Compared to Sodium Methoxide catalyst (traditional method)
• Complete conversion of soybean oil to biodiesel using peanut hull, ozone pretreated, 4-AP attached catalyst• Low to no measureable conversion using EDA catalyst
• Results comparable to sodium methoxide catalyst
Samples of soybean oil (A), biodiesel from 4‐AP biochar catalyst (B), and biodiesel from sodium methoxide conventional
methodology (C).
A B C

Solid Base Catalytic Testing GC/FID Results
Diglyceride and TriglyceridesSoybean Oil
Solid Base – 4AP, Catalyst
C16, C18 methylesters or biodiesel
Sodium Methoxide Catalyst
C16, C18 methylesters or biodiesel

Catalytic Transesterification Comparison to Literature
Base Catalysts MeOH:Oil
Molar Ratio
T
°C
% Catalyst
(w/w)
% Conversion
(Time, h)
Catalyst
Treatment/Symbol
Conversion
Measurement
Method
EDA 8.5:1 65 8.9 0.0 (3) PHC-O-EDA-400-B GC/FID
4-AP 39:1 65 8.9 100 (3) PHC-O-4AP-500 GC/FID
Na-Methoxide ? 65 ? 100 (3) GC/FID
CaOa 12:1 65 8 95 (3) 2 % water GC/FID
CaOb 27:1 25 ? 99 (24) Nanocrystalline 1H NMR
Ca(OH3)2c 2:1 65 4 95 (2) GC/FID
Aminated Carbon
Nanotubes or CNT d
12:1 60 ? 65 (3) or
77 (8)
Triethylamine
attached CNT
?
Catalytic activity of ozone oxidized biochar, functionalized with EDA and 4-aminophenoxide, as base catalysts for transesterification of triglycerides in soybean oil (except where noted)
at 65°C for 3 hours using 8.5 grams of biochar catalyst and comparison with literature.
*, conversion to methyl esters based on measurement of free fatty acids using potentiometric titrationa, Liu et al., 2008b, Reddy et al., 2006c, Liu et al., 2008bd, Villa et al., 2009, substrate used was glyceryl tributyrate

Lignocellulose HydrolysisUsing Solid Acid Catalysts
Biochemical Refinery Application

Cellulosic Ethanol Application
• Key Concept – Replace Enzymes with Solid Acid Carbon Catalyst
– Hydrolyze cellulose and hemicellulose to sugars (e.g., glucose and xylose), then ferment or catalytically convert to liquid fuels (e.g., ethanol or isobutanol) or chemicals (lactic acid, HMF)
– Enzymes are expensive, currently unrecoverable, and sensitive to inhibitors
– Limited environmental conditions• Near neutral pH • Temperature typically < 40-50°C
– Enzymes sometimes have a much lower reaction rate compared to chemical catalysts

Cellulosic Ethanol Application
• Solid Acid Carbon Catalysts Generation
– Same method, only difference,• Biochar generated from pyrolysis crushed to a fine powder before
sulfonation to generate acid catalyst
– Biomass: Peanut Hulls Pellets, Pine Chips
– Pyrolysis at 400°C
– Sulfonated at 100°C, 12 h (99% H2SO4)

Lignocellulose Hydrolysis
• Catalytic Testing
– Small batch reactors – 25 ml Pyrex Erlenmeyer flasks, bottles or 10 ml high pressure tubes
– Model Compounds Used: • Cellobiose for cellulose, Xylan (birch wood and locust bean gum) for
Hemicellulose
– 10 g/L Cellobiose, 1 and 10 g/L Xylan– 30, 60, 90, and 120°C at various residence times
– Reactions performed at 30, 60 and 90°C performed in a shaker/water bath under agitation
– Reactions at 120°C were performed in an autoclave without agitation
• Subsequently moved to a reactor/stirrer/hot plate with high pressure tubes
– Cellobiose, glucose, and xylose measured using HPLC with RI detector and standards

Cellulosic Ethanol Application• Catalytic Results - Cellobiose
– Significant activity not measured until 90°C
Effect of temperature on the hydrolysis of cellobiose (10 g/L, 1 g catalyst) using sulfonated pine biochar.

Cellulosic Ethanol Application
• Catalytic Results - Cellobiose
– Solid acid catalyst generated from pine chips appeared to have the highest activity
– Thermal hydrolysis did not occur (top figure)
– Unknown compound did form in the catalytic systems
• attributed to a leachate from the biochar, since this same unknown appeared in reactors with the sulfonated biochar only (not shown)

Cellulosic Ethanol Application
• Catalytic Results - Cellobiose
– Catalysts used at 120°C were recovered (by filtration, but not washed) and reused
– The reused solid acid catalysts were active for cellobiose hydrolysis
• decline in fractional conversion, most notably for the peanut hull biochar
Catalysts Peanut Hull Biochar
Pine Chip Biochar
Time, hrs X Y, g/g X Y, g/g0 0 0 0 03 0.64 ± 0.02 0.66 ± 0.024 0.93 ± 0.084 1.0 ± 0.0943
(Recovered/Reused) 0.12 ± 0.08 0.45 ± 0.023* 0.85 ± 0.13 0.83 ± 0.3
Catalytic hydrolysis of cellobiose (10 g/L, 10 ml working volume) using solid acid catalysts (1 g biochar) at 120°C. X is the fractional conversion of cellobiose and Y is the glucose yield.
*carryover from solid catalyst

Chemical Synthesis• Catalytic Results for Control
Char
– Non-sulfonated biochar used as control
– Did not anticipate a reaction
– Cellobiose apparently hydrolyzed
– Unknown products produced
– Base peanut hull char has pH of 10.7 compared to 7.8 for pine chip char
– Suggests the possibility of chemical synthesis using solid base carbon catalyst
• Lactic acid from glucose • Glucose to fructose HPLC chromatograms of control reactions, pine chip biochar
with cellobiose (top) and untreated peanut hull biochar (bottom).
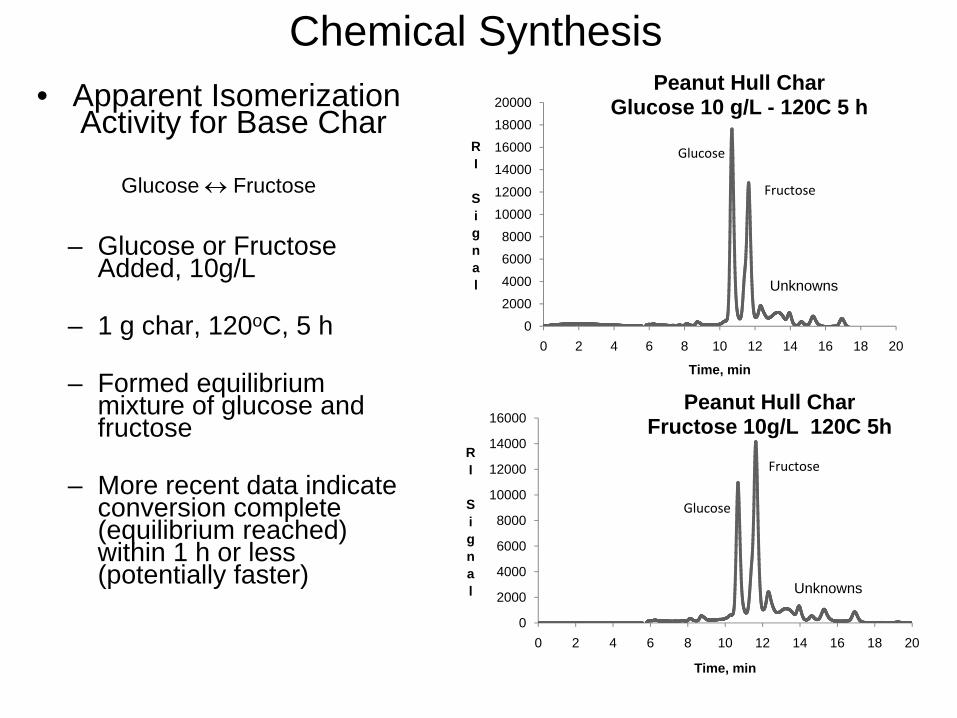
Chemical Synthesis• Apparent Isomerization
Activity for Base Char
Glucose ↔ Fructose
– Glucose or Fructose Added, 10g/L
– 1 g char, 120oC, 5 h
– Formed equilibrium mixture of glucose and fructose
– More recent data indicate conversion complete (equilibrium reached) within 1 h or less (potentially faster)
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
0 2 4 6 8 10 12 14 16 18 20
RI
Signal
Time, min
Peanut Hull CharGlucose 10 g/L - 120C 5 h
Unknowns
Fructose
Glucose
0
2000
4000
6000
8000
10000
12000
14000
16000
0 2 4 6 8 10 12 14 16 18 20
RI
Signal
Time, min
Peanut Hull CharFructose 10g/L 120C 5h
Unknowns
Fructose
Glucose

Hardwood Hemicellulose Hydrolysis
– Birch wood xylan used as model
– Solid Acid Catalysts (1 g) used at 120°C
– After 5 hours Xylose formed
– Xylan solution (1 g/L) turned from cloudy/brown to light clear brown
– Pine chip biochar catalyst: 60% conversion of xylan
– Peanut hull biochar catalyst: 40% of conversion xylan
• Based on assumption that 1 g/L of xylan forms 1 g/L of xylose and HPLC analysis for xylose
0
500
1000
1500
2000
0 2 4 6 8 10 12 14 16 18 20
RI S
igna
l
Time, min
Xylan Control 120C, 5 hr(1 g/L)
0
1000
2000
3000
4000
5000
0 2 4 6 8 10 12 14 16 18 20
RI S
igna
l
Time, min
PHC- Xylan 120 5 hr
Unknown
Xylose
0
2000
4000
6000
8000
0 2 4 6 8 10 12 14 16 18 20
RI S
igna
l
Time, min
Pine Char - Xylan 120 5 hr
Unknown
Xylose
Unknown

0
5000
10000
15000
20000
25000
0 5 10 15 20 25
R I
Sign
al
Time (min)
4 hr - PC 400 - Xylan 10 g/L, 120 oC
Xylose
0
5000
10000
15000
20000
25000
0 5 10 15 20 25
R I
Sign
al
1hr - PC 400 - Xylan 10 g/L, 120 oC
Hardwood Hemicellulose Hydrolysis
• 10 g/L Xylan (birchwood)• 1 g solid acid catalyst• Sulfonated pine chip biochar
Xylose
0
1
2
3
4
5
6
7
0 5 10 15 20 25 30
Con
cent
ratio
n (g
/L)
Time (hrs)
Hardwood Hemicellulose Hydrolyis Using Solid Acid Catalyst - 120 oC, Trial 1
0
5000
10000
15000
20000
25000
0 5 10 15 20 25
R I
Sign
al
24 hr - Control - Xylan 10 g/L, 120 oC

Softwood Hemicellulose Hydrolysis
• Model for softwood hemicellulose
– Galactomannan– β-(1,4)-D-mannose units– Every 4 units, 1 galactose side
substituted• 10 g/L xylan (locust bean gum)• 1 g solid acid catalyst, 10 ml• Sulfonated Pine Chip Biochar• 120°C, 5 h
Mannose
Galactose
05000
100001500020000250003000035000
0 5 10 15 20
RI
Sign
al
Time, min
10 hr Control - LBG 10 g/L, 120oC Trial 1
05000
100001500020000250003000035000
0 5 10 15 20
R I
Sign
al
Time (min)
2 hr - PC 400 - LBG 10 g/L, 120oC Trial 1
05000
100001500020000250003000035000
0 5 10 15 20
R I
Sign
al
Time (min)
4 hr - PC 400 - LBG 10 g/L, 120oC Trial 1

Conclusions • Demonstrated synthesis of solid acid and base carbon
catalysts from biochar
• Demonstrated feasibility of solid carbon catalysts for biodiesel production
• Cellobiose and xylan hydrolysis using solid acid catalyst demonstrated– Clear potential for use in forest biofinery
• Hemicellulose extraction before pulping and paper and forest product production
• New value added products from biorefinery developed– Generated from agricultural and forestry residues– Generated from renewable biomass resources
• Foundation for carbon catalysis and chemical/liquid fuels– Methanol to dimethylether or DME (a diesel substitute)– Glucose to lactic acid (biodegradable polymer or polylactic acid, PLA)– Glucose and xylose to furfurals– In-line catalytic esterification of bio-oil vapors to stabilize bio-oil

Future Work
• Optimize pyrolysis for catalyst synthesis
• More detailed characterization of biochar and formed catalysts
– Need better understanding of biochar structure before and after functionalization– Correlate structure with pyrolysis conditions and catalytic testing
• Detailed studies on reuse, longevity, and kinetics of reactions needed– Biodiesel synthesis– Cellulose and Hemicellulose hydrolysis– Couple with hot water treatment of biomass for cellulose hydrolysis
• More detailed studies on adding basic functional groups and resultant catalytic activity required
• Expand research on catalytic activity to other products– DME, bio-oil stabilization, glucose and xylose to chemicals