Embed Size (px)
DESCRIPTION
ppt
Citation preview

DEPARTMENT OF DENTAL MATERIALS
ó Following the production of a stone model or die the next stage in the formation of many dental appliances is the production of a wax pattern of the appliance on the model or die. ó The wax pattern defines the shape and size of the
resulting or final appliance and is eventually replaced by either a polymer or an alloy using the lost wax technique.


A technique in which a wax pattern of an object is embedded in a stone like investment.
The wax pattern is then eliminated and the space is cast into metal or another material.
the objective of a casting procedure is to provide a metallic duplicate of missing tooth structure with as great an accuracy as possible.
The procedure consist of various steps which will
be discussed later.

Dental lab.

ó Methods which involve the production of a model followed by the laying down of a wax pattern are known as indirect technique.

ó Wax pattern must conform to the exact size, shape and contour of the appliance which is to be constructed. ó No dimensional change should take place in the
wax pattern once it has been formed. ó After formation of the casting mould it should be
possible to remove the wax by boiling out or burning without leaving a residue.

Many dental restorations are made by casting e.g.
1. crowns. 2. Removable partial denture frameworks. 3. Inlays.

ó preparing in wax an exact duplicate of a finished restoration.
ó Then the wax pattern is sprued and placed in a sprue former.
ó A casting ring is placed over the sprue former. ó The ring is filled with the dental investment material. ó The investment is permitted to harden. ó The harden investment is placed in an oven. ó The oven is heated to some elevated temperature, thus the
wax pattern burns out and leaves a mould cavity. ó Molten alloy is cast into the cavity.


The teeth are prepared by the dentist to receive the restoration.

An accurate impression of the tooth is made with an impression material.

ó A die is prepared from die stone on which wax pattern will be fabricated. ó Before making the pattern, a die lubricant is
applied to the die to help separate the wax pattern from the die.
ó Previous slide

ó A sprue is a material that forms the channel by which the molten metal travels to form the restoration.
ó A sprue former is made of wax, plastic or metal. ó The sprue is attached to a base made of rubber
called a sprue base. ó The functions of sprue former are: 1. To form a mount for the wax pattern. 2. To create a channel for elimination of wax during
burn out. 3. Forms a channel for entry of molten alloy during
casting.

ó Select a sprue former with a diameter that is approximately the same size as the thickest area of the wax pattern.
ó If the pattern is small, the sprue former must also be small, because attaching a large sprue former to a thin, delicate pattern could cause distortion.
ó On the other hand, if the sprue former diameter is too small, the metal in this area will solidify before the casting itself and localized shrinkage porosity (suck back porosity) may develop.
ó Prior solidification of metal in the sprue will suck the molten metal from the casting and also when solidification occurs in sprue it will not allow the further flow of molten metal into the mold.
ó The ideal area for the sprue former is the point of greatest bulk in the pattern to avoid distorting thin areas of wax during attachment to the pattern.
ó The length of the sprue former depends on the length of the casting ring.
ó If the sprue is too short, the wax pattern may be so far removed from the end of the casting ring that gases cannot be adequately vented to permit the molten alloys to fill the ring completely. When these gases are not completely eliminated porosity may result. Therefore the sprue length should be adjusted so that the top of the wax pattern is within 6mm of the open end of the ring for gypsum bonded investments. With the higher strength phosphate bonded investment it may be possible to position the wax pattern within 3 to 4 mm of the top of the investment.

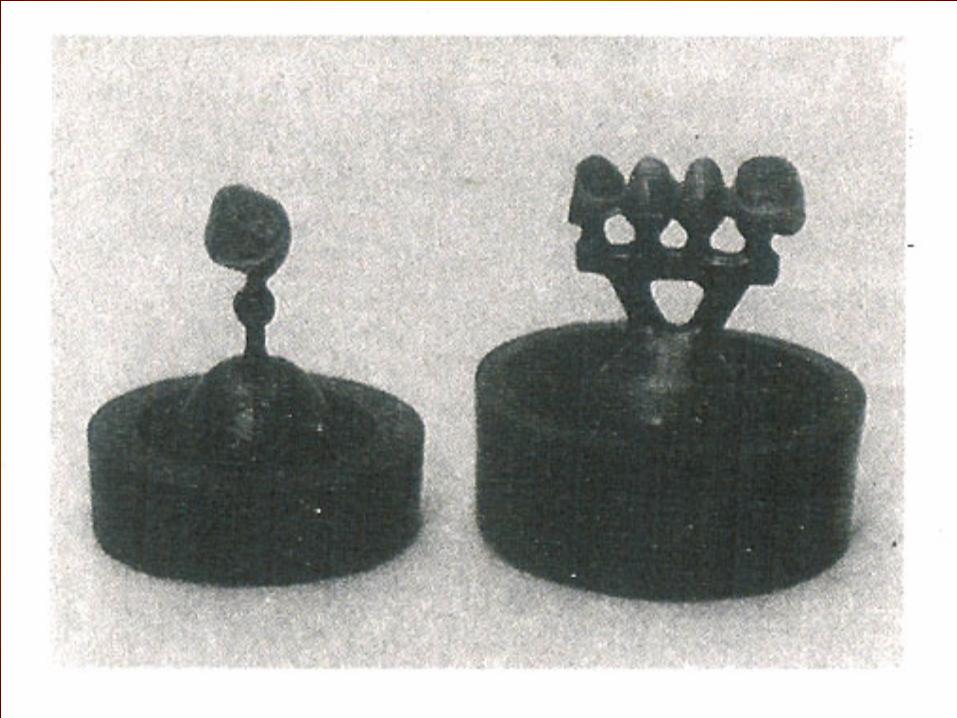
ó For direct spruing the sprue former provides a direct connection between the pattern area and the sprue base or crucible former. ó With indirect spruing a connector or reservoir
bar is positioned between the pattern and the base. It is common to use indirect technique for multiple single units and fixed partial dentures, although several single units can be sprued with multiple direct sprue formers.
ó The thick round small ball of wax is added to the sprue network at a distance of about 2mm from the wax pattern to prevent localized shrinkage porosity. Reservoir should be thicker than the thickest part of the wax pattern so that the casting solidifies first and then the reservoir.
ó With the use of centrifugal casting machines the use of reservoir is not a must if the sprue former is sufficiently thick, because during the solidification of the casting the machine usually keeps on rotating and the centrifugal force is still working and in itself is sufficient to force enough molten metal in the casting.

To retain the investment a casting ring is placed onto the sprue base.


ó With the use of solid metal rings, provisions must be made to permit investment expansion. The mold may actually become smaller rather than larger because of the reverse pressure resulting from the confinement of the setting expansion. This effect can be overcome by using a flexible rubber ring that permits the setting expansion of the investment. However the most commonly used technique is to line the walls of the ring with a ring liner.
ó A ring liner is placed inside of the casting ring. Earlier asbestos liners were used. Its use has been discontinued due to health hazards from breathing its dust. Commonly used non asbestos ring liners are:
1. Cellulose (paper). 2. Aluminosilicate ceramic liner. ó The casting ring liner serves a dual purpose: 1. It forms a relatively pliable lining to the inner surface of the rigid metal
casting ring. 2. Its thermal insulating properties ensure that the investment mould
does not cool rapidly and contract after removal from the burn out oven.

ó After the placement of ring liner the investment material is mixed.
ó the investment is mixed in a power driven vacuum mixer or by hand.
ó The water is added to the bowl, then the powder is sprinkled into water to eliminate trapped air.
ó Once mixed the investment is poured slowly into casting ring, whilst still in a fluid state, taking extreme care to flow the investment around the wax pattern without forming bubbles or voids.
ó The investment is added until the casting ring is full. ó The investment forms a mould. ó The investment mould used for casting alloys need to be
constructed from a material which retains its integrity at the casting temperature. Unmodified dental plasters or stone are not suitable for this purpose.

ó The wax pattern should be cleaned of any debris, grease or oils. A commercial wax pattern cleaner or a diluted synthetic detergent is used. Any excess liquid is shaken off, and the pattern is left to air dry while the investment is being prepared.
ó The thin film of cleanser left on the pattern reduces surface tension of the wax and permits better wetting of the investment to ensure complete coverage of the intricate portions of the pattern.


ó The purpose of burn out is to: 1. Eliminate the wax pattern from the mould.
ó Once the investment has set for an appropriate
period-approximately 1 hr for most gypsum and phosphate bonded investment-it is ready for burn out.
ó If burnout procedure does not immediately follow the investing procedure, the invested ring is placed in a humidor at 100% humidity. If possible the investment should not be permitted to dry out.
ó The invested ring is placed in a room temperature furnace and heated to the prescribed maximum temperature. For gypsum bonded investment this temperature can be either 500C – 700C. With phosphate bonded investment this can be 700C – 1030C.
ó During burnout some of the melted wax is absorbed by the investment and residual carbon produced by ignition of the liquid wax becomes trapped in the porous investment.
ó It is adviced to begin the burnout procedure while the mold is still wet because water trapped in the pores of the investment reduces the absorption of wax, and as the water vaporizes it flushes wax from the mold.


ó It is the process by which molten alloy is forced into the heated investment mould.
ó Numerous types of casting machines are available, the aim of each being to cause molten alloy to completely fill the investment mould cavity.
ó The alloy may be melted by one of several methods including: > gas air torch > oxyacetylene torch > electrical induction heating > electrical resistance melting the molten alloy may be driven into the mould by : > gravity > air pressure > steam pressure > centrifugal force the most common system in current use is that which the alloy is melted in a separate crucible using electrical induction heating and forced into the mould using centrifugal force>
ó The investment is removed and the casting recovered.

ó The casting is held in a sand blasting machine to clean the remaining investment from its surface.
ó Many times, the cast is covered with surface oxides that give it a dark appearance. ó The casting is submerged for 5-10 sec in boiling
hot sulfuric acid. ó Not all types of casting may be pickled. High gold
alloys are pickled commonly.
ó Remove sprue with use of a thin carborundum disc on a hand piece.
ó If proper procedure is not followed, the casting may have some defects. The casting in such a case may not fit or may have poor esthetics and mechanical properties. Following are the defects that can occur during the process of casting:-

ó It is deformation without breaking and is usually due to distortion of wax pattern.
ó Causes are:- 1. Distortion of pattern during removal from the die. Avoided by
handling the wax pattern with care. 2. Distortion of pattern due to release of stresses, this can be
avoided by investing the pattern as soon as possible or storing it in a refrigerator.

It has the following causes:- 1. Insufficient alloy used. 2. Alloy not properly distributed. 3. Blockage of sprue by a foreign body. 4. Low casting pressure. 5. Alloy not sufficiently molten. 6. Premature solidification of alloy. 7. Thickness of sprue. 8. Mould not heated to casting temperatures.
To defile by touching or mixing. Its causes are:- 1. Due to oxidation when molten alloy is overheated. 2. Due to formation of sulfur compounds called black casting.
Incomplete elimination of the wax pattern, as a result of heating the mould at too low temperature. A carbonized wax remains which sticks to the surface of the casting. It can be removed by heating over a flame.
3. Failure to use flux (a chemical use to dissolve the oxide on surface of alloy). After melting the alloy, we sprinkle flux powder over the molten metal to reduce the oxide and increase fluidity for casting.
ó Rough means uneven, unshaven, unpolished and without attention to minute details.
ó It has the following causes:- 1. Air bubbles on wax pattern cause nodules on the casting. They
are avoided by proper mixing, vibration and application of wetting agents.
2. Too rapid heating cracks the investment resulting in fins. Avoided by heating the ring gradually.
3. By not using correct water/powder ratio and not selecting investment of correct particle size.
4. Prolonged heating causing disintegration of mould cavity. 5. Composition of investment. 6. Foreign body inclusion.

ó Finning occurs when the investment is heated up too rapidly in the furnace. This causes the investment to crack. Molten alloy flows into the cracks forming thin fins on the casting in regions where cracks have been located.
ó Bubbling effects on casting appear as spheres of excess material attached to the surface of the casting. These reflect the presence of surface porosities in the investment, a problem which can be overcome by vacuum investing.

ó Porosity may be seen as surface pitting on the casting or may be revealed within the cast metal on finishing and polishing. Broken pieces of investment or particles of dirt which have fallen down, may become embedded in the casting and produce pitting on the surface.
ó Gaseous porosity in castings is produced by gases which become dissolved in the molten alloy. On cooling the alloy liberate the absorbed gases but some remain trapped when the alloy becomes rigid. This type of porosity may affect all parts of the casting. Its effects can be reduced by casting in the atmosphere of an inert gas or vacuum.
ó The final fit of a casting depends on a balancing out of expansion and contraction which occur during its construction.
ó The major dimensional changes involved are the casting shrinkage of the alloy which should be compensated for by the setting expansion, thermal expansion and inversion of the investment.
ó Faults in the technique for example not heating the investment mould to a high enough temperature may produce insufficient compensation for casting shrinkage.





























