8/13/2019 Care and Feeding of Living Hinges
1/3
Care and feeding of living hinges
Polypropylene resins are uniquely suited for one-piece integral
or living hinges.
Aug. 19, 2004Stephen Mraz| Machine Design
Due to its toughness and ductility, polypropylene (PP) is
uniquely suited for a fastening and joining
concept that can't easily be reproduced with other engineering
thermoplastics: the integral or living
hinge !olded"in hinges aren't new, but designers under the gun
to consolidate parts and eliminate
assembly steps are ta#ing a closer loo# at molded"in hinges for
everything from glove"bo$ bins and
tac#le bo$es to %D cases and electrical connectors
&iving hinges can be molded from any PP resin including
homopolymers ( single monomer),
copolymers (mi$ed monomer), impact copolymers ( toughness
enhanced), and random (nonordered
monomers) nd while injection molding is the manufacturing option
of choice, other processes, such
as e$trusion, blow molding, and stamping, can also form hinges
that fle$ more than a million cycles
without failure
here are two basic types of integral hinges molded"in and die
formed !olded"in hinges are the
most widely used because they can be made with conventional
injection"molding techniques *ey to
designing a living hinge that survives the long haul, however,
requires proper polymer processing
during molding +ptimum hinge performance, including high
strength and good fatigue endurance,
comes when PP molecules are oriented perpendicular to the center
a$is point of the hinge he mold
must be designed so the polymer flows across, and not along, the
hinge length, and preferably at high
velocities and melt temperatures illing too slowly, using low
melt temperatures, and nonuniform flow
through the hinge may cause premature hinge failure
-t is also important that the polymer's flow front crosses the
thin section of the mold instantaneously
.ate locations must also provide balanced mold fill Designers
should be aware that a substantial
pressure drop occurs as the flow front crosses the hinge his
increases the polymer's shrin# rate and
may require dimensions of the mold cavity be modified to ensure
proper fit between the mating halves
nother important molding feature that must be addressed is weld
lines hese should be located away
from the hinge, so gate location must be carefully designed
nother necessary step to further
ma$imi/e hinge strength is to fle$ the hinge at least twice as
it ejects from the mold his helpsoptimi/e molecular orientation and
boosts durability and strength
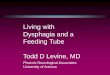
*ey hinge features include thic#ness, the radius on its
0outside1 surface, and the recessed, flat 0land1
element on top hin cross sections are needed to restrict the
flow and orient the PP molecules
perpendicular to the hinge 2ow thic# the hinge is also controls
stiffness and the amount of force
needed for fle$ing +ptimum hinge thic#ness is often set at 3345
in, but this may need to be twea#ed
when the hinge is tested because the closing force or 0feel1 is
subject to individual interpretation
he radius on the 0outside1 or tension side of the hinge provides
the material needed for stretchinghe radius should be 336 in to
allow the minimum thic#ness of the hinge at the center 336"in
radius also ma#es it easier to mold
http://machinedesign.com/author/stephen-mrazhttp://machinedesign.com/author/stephen-mrazhttp://machinedesign.com/author/stephen-mraz
8/13/2019 Care and Feeding of Living Hinges
2/3
he flat land on the 0inside1 or compression side correctly
orients the two hinged components and
provides an opening for the deformed hinge to sit -deally, the
flat section can range from 335 to 337
in, with 338 in as an optimum he flat must also be centered over
the radius and recessed at least
3335 in from the surface to provide room for the hinge to close
and ensure a smooth hinge bend
9otches must be avoided, but radii at the ends of the hinge help
prevent stress risers and premature
failure
or larger parts or more comple$designed parts, a hinge may be
coldformed, or coined, into a surface
mechanically -n this case, polymer flow may not be considered as
critical as it is for molded"in hinges
heated die compresses a slot into a flat surface between the two
mating parts !ost of the polymer
moves away from the die upon contact he remaining thin wall
cross section plastically deforms
creating a living hinge 2inge thic#ness is typically on the
order of 334 to 33 in
;hen forming the hinge it's important to #eep the compression
(die) force from e$ceeding the ultimate
stress of the PP otherwise the hinge could fracture he male
section of the die needs to be heated
between 53 and 73