Embed Size (px)
Citation preview
CARBOXIMETILCELULOSA (CMC) COMO ADITIVO PARA FAVORECER LA MOLIDA DE PULPAS E INCREMENTAR LA
RESISTENCIA EN SECO DE PAPELES Y CARTONES.
Alejandro Abril; Maribel Rodríguez; Aracelia Hernández Cuba.Union de Investigacion Produccion de la Celulosa del Bagazo Cuba-9(UIP Cuba 9)
Aptdo 8, Quivicán, La Habana, Cuba. Tel. 53 7 574744 Fax 53 67 53455. [email protected]
Resumen La CMC, es un aditivo utilizado en la industria del papel, en masa, en el tratamiento superficial y como adhesivo en formulaciones de estucado. Se comercializa con diferentes grados de sustitución (DS), polimerización (GP) y pureza, de acuerdo con el uso a que se destina. Una de las aplicaciones de la CMC es para favorecer el proceso de molida, reportándose su empleo en la molida de diferentes pulpas de madera, con reducciones significativas del tiempo de molida. En el presente trabajo, se muestran los resultados obtenidos a través del empleo de CMC grado técnico de un DS y GP determinados, en la molida de pulpas de alto contenido de α Celulosa (pulpa para disolver y pulpas de algodón), lográndose reducir en un 30 % el tiempo de molida y alcanzándose altas propiedades de resistencia en las pulpas obtenidas. Al parecer la CMC, simula el efecto de las hemicelulosas en el proceso de molida, las cuales como es conocido, juegan un importante papel en este proceso. También se estudian combinaciones de resinas del tipo poliamidamina epoxy (PAAE) que con la CMC provocan un incremento considerable en las propiedades de resistencia en seco y en húmedo del papel y al doble plegado, debido a la formación de enlaces del tipo éster entre la resina y los grupos carboxilo de la CMC y las fibras, formando una red que refuerza la estructura de la hoja. También se estudia el efecto de otros aditivos como resinas del tipo poliacrilamida, que en combinación con la CMC y resinas del tipo PAAE, en formulaciones de 100 % de pulpa de algodón, permiten obtener un papel con excepcionales propiedades de resistencia para su empleo en papeles de seguridad. Se muestran, además, diferentes ejemplos industriales del empleo de CMC en la producción de papeles de imprenta y escribir, cartulinas y otros papeles, que demuestran las ventajas obtenidas con este aditivo. Palabras clave: CMC, pulpas de algodón, resistencia en seco, resistencia en húmedo,
poliamidamina epoxy. Introducción La carboximetilcelulosa de sodio (CMC), es un aditivo ampliamente utilizado en la producción de papel y cartón, tanto en masa, como en el tratamiento superficial y como adhesivo en mezclas de estucado. Aplicado en la superficie del papel, aumenta su imprimibilidad, la resistencia y disminuye el polvillo.
Varios autores han reportado su empleo, para favorecer y acelerar el proceso de molida(1-5), con reducciones del 40-50% del tiempo de molida y de la energía requerida. El CMC, presenta, en combinación con resinas del tipo poliamidamina epoxy y poliamina epoxy (PAAE y PAE), un efecto sinergístico sobre las propiedades de resistencia del papel (6-8), con incrementos notables en los índices de tensión, estallido y doble plegado. Este efecto, se produce por la formación de enlaces entre el anillo azetidínico de la resina y los grupos carboxilo del CMC (9-11). El CMC, como aditivo para el papel, presenta una serie de ventajas que deben incrementar su utilización en los próximos años, entre las que se destacan las siguientes: • Derivado de uno de los polímeros naturales más difundidos en la naturaleza, obtenible de
diversas fuentes fibrosas y plantas anuales. • Posibilidades de obtención con diferentes grados de polimerización, sustitución y pureza. • Estructura semejante a la celulosa, con posibilidades de modificar químicamente. Como es conocido, las hemicelulosas representan un importante papel en el proceso de molida (12), favoreciendo el hinchamiento de las fibras y la ruptura de sus capas externas, lo que permite su fibrilación y el reforzamiento de los enlaces fibra-fibra. En la producción de algunos tipos de papeles y cartones especiales, se emplean pulpas que presentan grandes dificultades en el proceso de molida, como son la pulpa para disolver(para la producción de rayón) y las pulpas de algodón y línter de algodón. En el presente trabajo, se muestran los resultados obtenidos mediante el empleo del CMC, como auxiliar de molida de pulpa para disolver y de pulpa de línter de algodón, así como el incremento notable que se alcanza en las propiedades de los papeles, en combinación con resinas del tipo PAAE y otros aditivos. Metodología Se realizó un estudio de aditivos de molida en pulpa de línter de algodón y en pulpa para disolver, para lograr una molida más eficiente y con un menor consumo de energía. Se estudiaron los siguientes productos: hidróxido de sodio, silicato de sodio, aluminato de sodio, almidones modificados, carboximetilcelulosa de diferentes grados de sustitución y polimerización, y combinaciones de estos. Existían referencias del empleo de algunos de estos aditivos como auxiliares de la molida en diferentes pulpas, pero no se encontró ninguna, referente a su empleo en pulpas de algodón, ni en pulpa para disolver. En el estudio de laboratorio, se utilizó un molino tipo Valley según la norma SCAN-C25-76, adicionándose el CMC en polvo, antes de comenzar la molida. Las hojas de laboratorio se formaron en un equipo Rapid Köthen a 70 ó 90g/m2 (pulpa para disolver o pulpa de línter de algodón). Las hojas se prensaron húmedas en una prensa de laboratorio a 10MPa. y se secaron en un tambor rotatorio a 900 C. Finalmente, las hojas se envejecen a 1300C en una estufa. Las propiedades de las hojas de laboratorio se realizaron según las normas ISO (13). Las corridas se realizaron por duplicado. Se seleccionó una Carboximetilcelulosa (CMC) grado técnico (70 % CMC, 0,55 grado sustitución y 30 mPa.s viscosidad), como aditivo para favorecer la molida y para incrementar la resistencia. Se utilizo una poliamidamina-epiclorohidrina comercial en solución acuosa (PAAE), como agente de resistencia en húmedo. Esta combinación de aditivos, presenta un efecto sinergístico, sobre las propiedades de resistencia del papel, lo que provoca incrementos dramáticos sobre las resistencias en seco y húmedo y sobre el doble plegado. Se realizaron experimentos preliminares con CMC de diferentes grados de sustitución y viscosidad para la selección del CMC que brindara los mejores resultados.
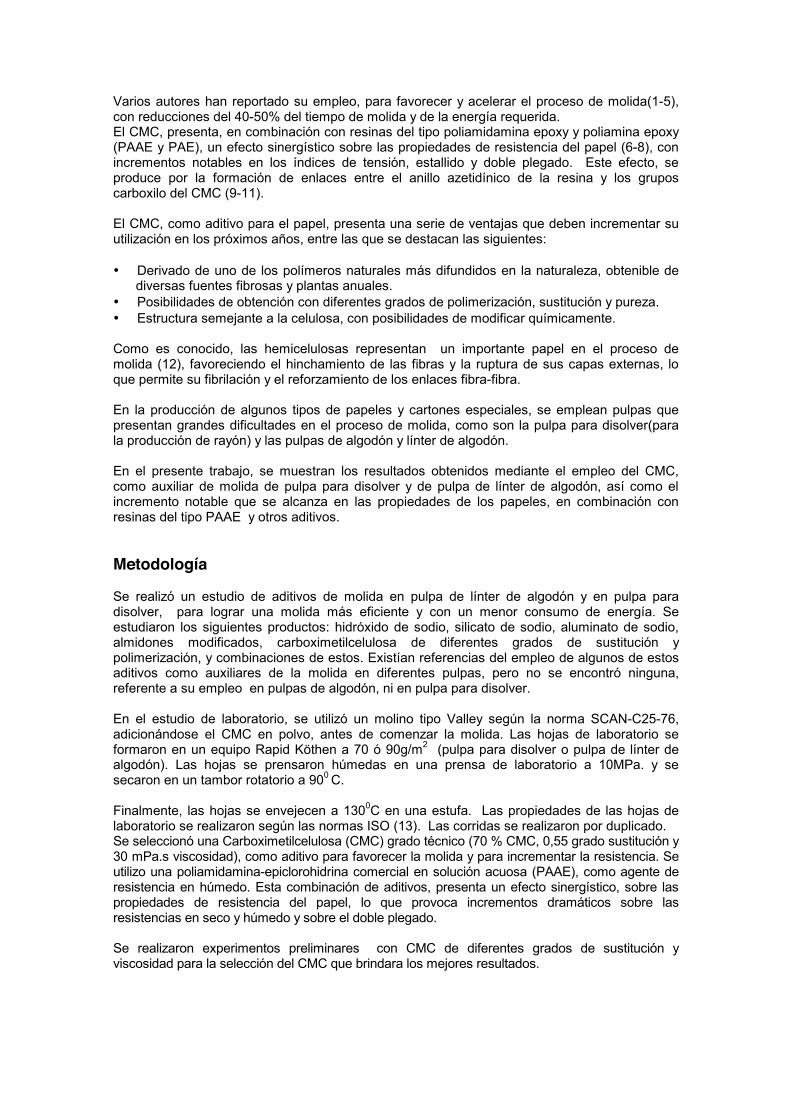
Resultados y Discusión Molida de pulpa para disolver En la tabla 1, se muestran los resultados del estudio de la influencia del CMC, en la molida de pulpa para disolver (grado rayón). Se formaron hojas de laboratorio de 70 g/m2, por el procedimiento descrito. Las hojas de laboratorio se evaluaron por las normas ISO. Se seleccionó una Carboximetilcelulosa (CMC) grado técnico (70 % CMC, 0,55 grado sustitución y 30 mPa.s viscosidad), como aditivo para favorecer la molida y para incrementar la resistencia. Se realizaron experimentos preliminares con CMC de diferentes grados de sustitución y viscosidades, para la selección del CMC que brindara los mejores resultados.
Tabla 1. Efecto del CMC en la molida de pulpa para disolver.
Propiedad(ISO) Sin CMC CMC 1%
Densidad Aparente(kg/m3) 480 520 520 450 490 510 500 I.Tensión (N.m/g) 40 47 49 39 48 54 57 I.Estallido(kPa.m2/g 2,8 3,2 4,0 3,3 3,8 4,2 4,7 I.Rasgado (mN.m2/g 10,5 8,5 8,0 10,5 9,2 8,8 8,6 Porosidad Bendtsen (ml/min) 780 260 170 1400 700 400 330 Grado de molida (SR) 25 40 55 25 40 50 60 Tiempo de molida (min) 40 60 80 30 50 60 80
Tiempo (min)
20
30
40
50
60
70
25 35 45 55 65 75 85
oSR
CMC 1%
Figura 1. Influencia del CMC en la molida de pulpa para disolver
Tiempo de molida (min)
7.8
8.4
9
9.6
10.2
10.8
36
40
44
48
52
56
60
25 35 45 55 65 75 85
I.RasgadomN.m2/g
I.TensiónN.m/g
CMC 1%
CMC 1%
I.Tensión
I.Rasgado
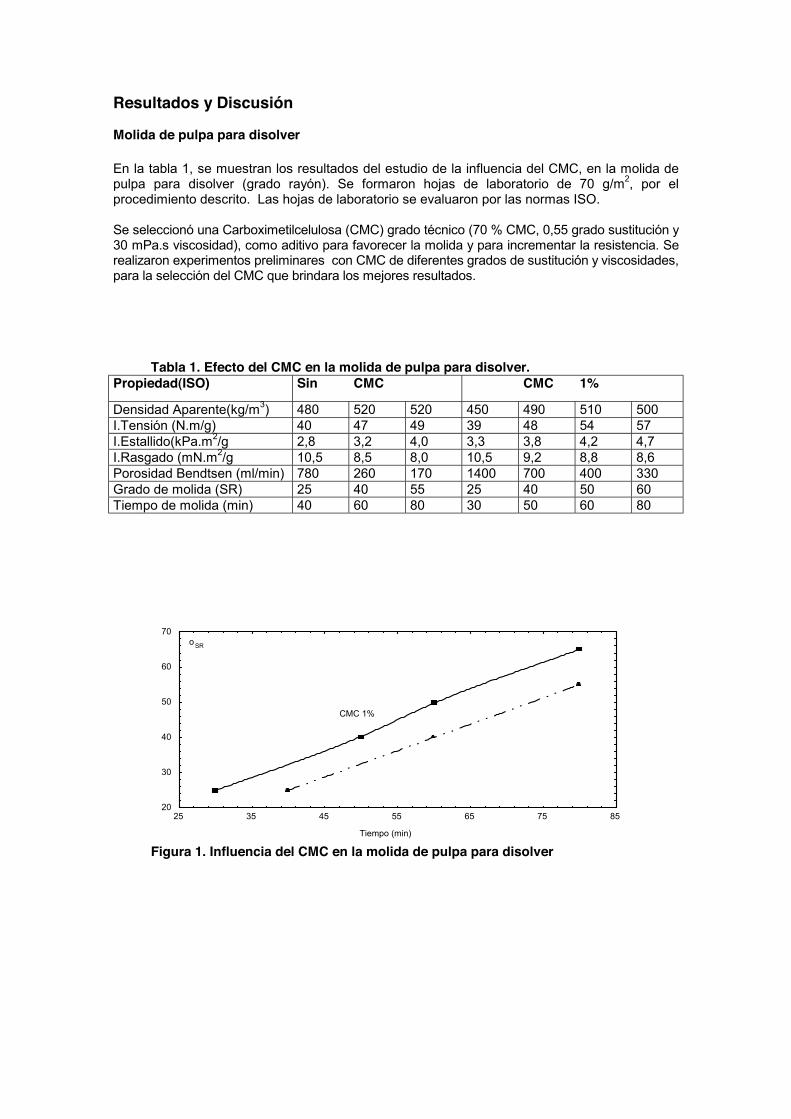
Figura 2. Efecto del CMC sobre las propiedades de hojas de laboratorio. Pulpa para disolver. 70g/m2.
Tiempo de molida (min)
440
460
480
500
520
540
0
200
400
600
800
1000
1200
1400
1600
25 35 45 55 65 75 85
Porosidadml/min
Densidadkg/m3
CMC 1%
CMC 1%
Porosidad
Densidad
Figura 3. Efecto del CMC sobre las propiedades de hojas de laboratorio. Pulpa para disolver. 70g/m2.
En la tabla 1 y la figura 1, se destaca, el efecto favorable que realiza el CMC, sobre la molida de la pulpa, con una reducción del tiempo de molida del orden del 10%, con un considerable ahorro de energía. En las figuras 2 y 3, se muestran los incrementos alcanzados en las propiedades de las hojas de laboratorio, mediante el empleo del CMC. Es de destacar, el incremento notable obtenido también en la formación de las hojas, la cual no se pudo medir cuantitativamente. Se ensayaron dosis menores de CMC, lográndose los mejores resultados al 1%. No se estudiaron dosis superiores, por consideraciones económicas. La pulpa para disolver, molida con un 1% de CMC, se empleó en combinación con otras pulpas, en la producción de diferentes tipos de papeles y cartones, como fueron, cartulina semiblanqueada de 160g/m2 y diversos papeles de imprenta y escribir.
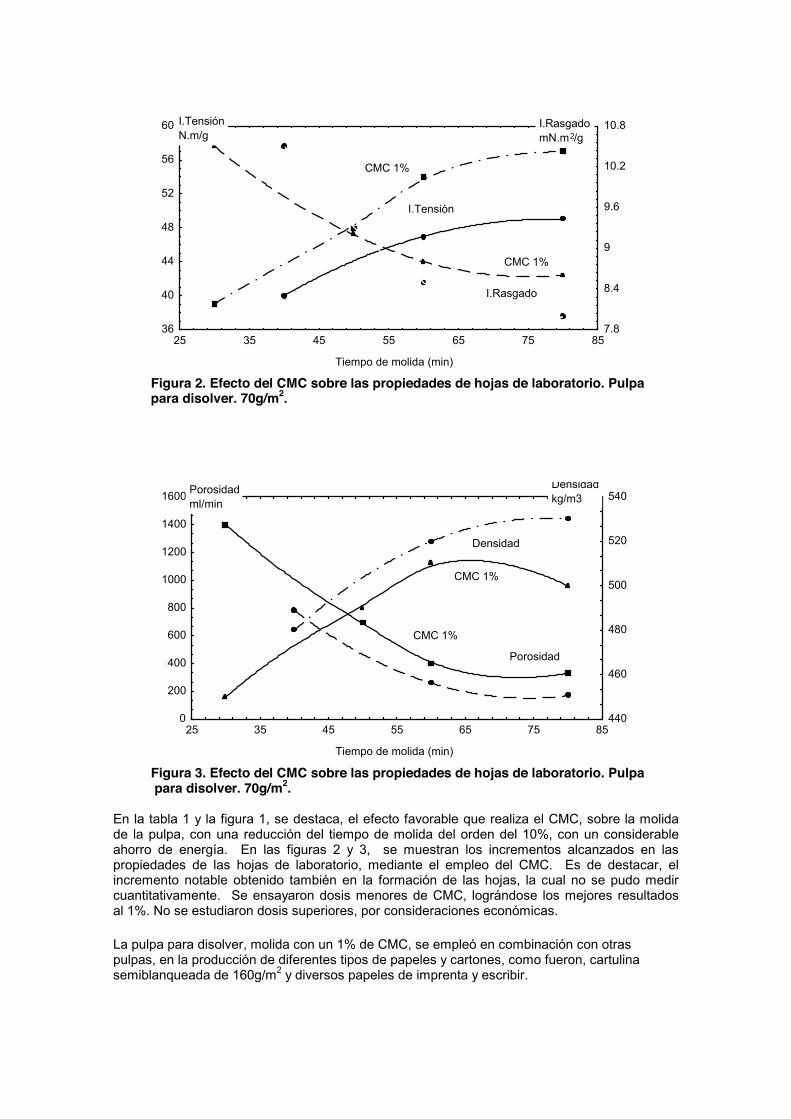
Molida de pulpa de línter de algodón. En la tabla 2 se muestran los resultados del estudio del efecto del CMC sobre el tiempo de molida de la pulpa de línter de algodón. Los resultados se presentan en la figura 4.
Tabla 2 Efecto del CMC en la molida del algodón.
Tiempo de Molida, min Sin
aditivo
CMC 2,5 %
CMC 5 %
0 10 10 10 60 12 14 15 90 17 24 23 120 24 35 35 145 28 50 51 160 33 60 62 180 42 734 75 200 51 - -
Tiempo de molida (min)
0
10
20
30
40
50
60
70
80
0 40 80 120 160 200
G.Molida (SR)
CMC 2,5 y 5,0%
Sin aditivos
Figura 4. Efecto del CMC en la molida de la pulpa de línter de algodón.
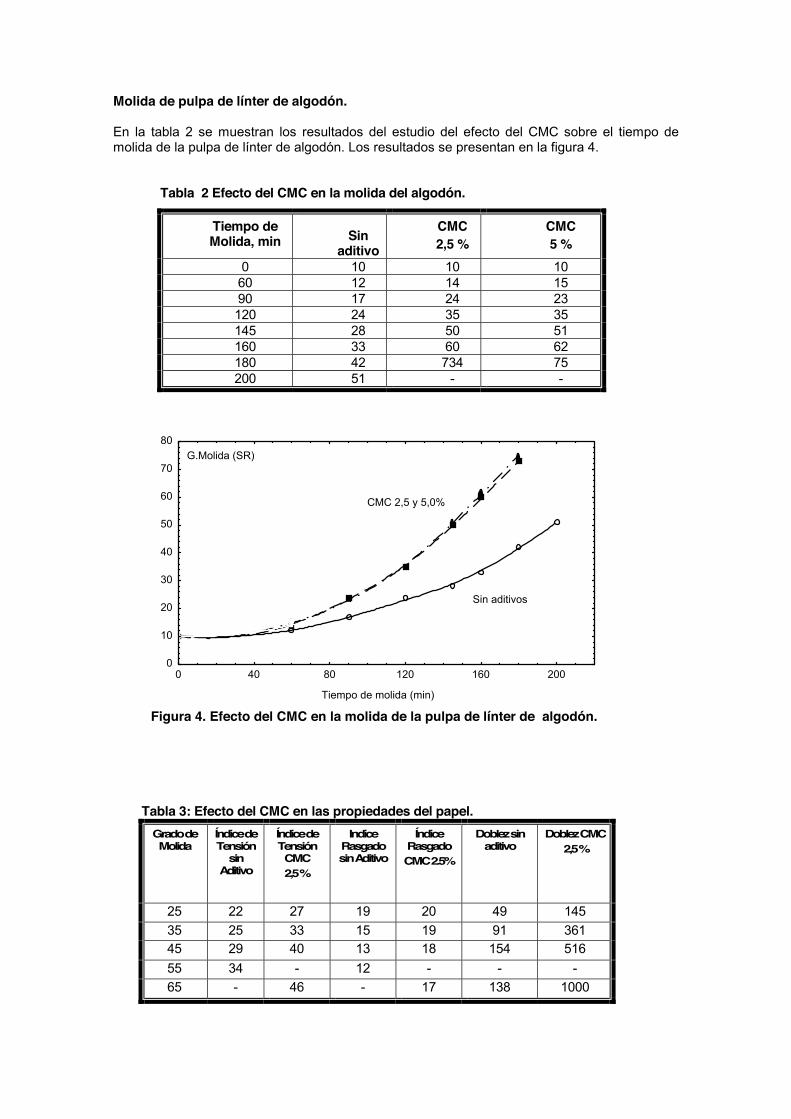
Tabla 3: Efecto del CMC en las propiedades del papel.
Grado de Molida
Índice de Tensión
sin Aditivo
Índice de Tensión CMC 2,5 %
Indice Rasgado sin Aditivo
Índice Rasgado CMC 2.5%
Doblez sin aditivo
Doblez CMC 2,5 %
25 22 27 19 20 49 145 35 25 33 15 19 91 361 45 29 40 13 18 154 516 55 34 - 12 - - - 65 - 46 - 17 138 1000
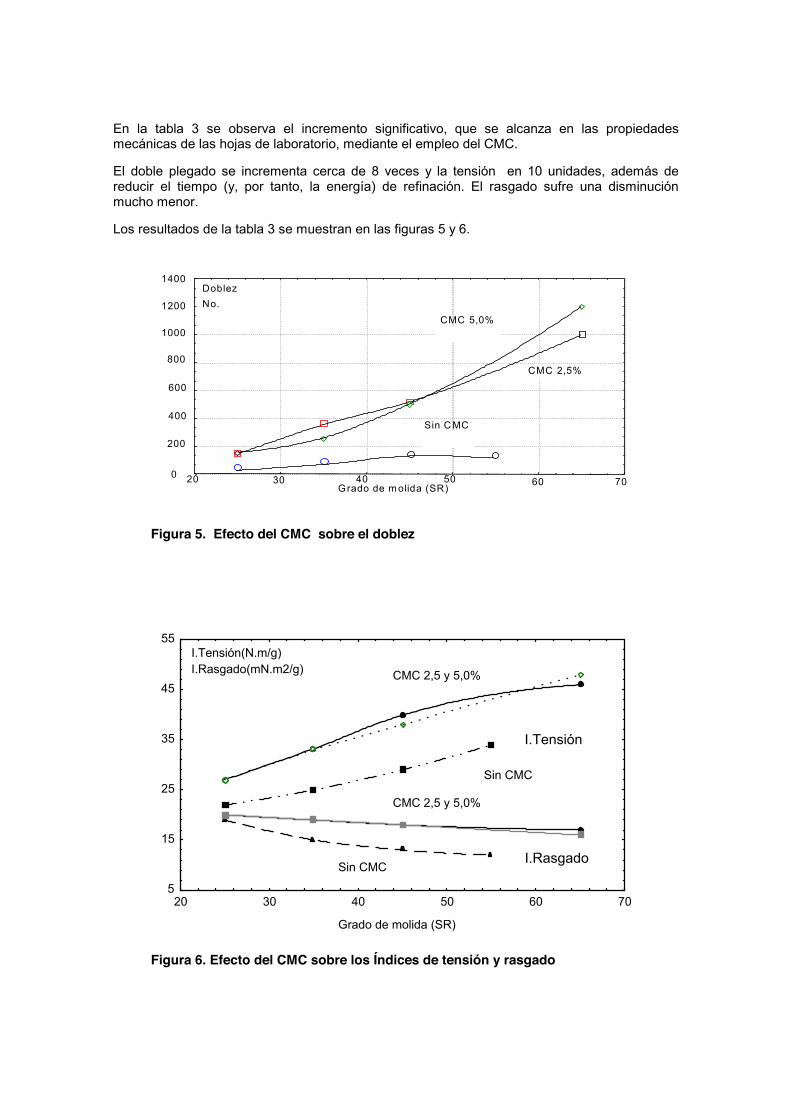
En la tabla 3 se observa el incremento significativo, que se alcanza en las propiedades mecánicas de las hojas de laboratorio, mediante el empleo del CMC.
El doble plegado se incrementa cerca de 8 veces y la tensión en 10 unidades, además de reducir el tiempo (y, por tanto, la energía) de refinación. El rasgado sufre una disminución mucho menor.
Los resultados de la tabla 3 se muestran en las figuras 5 y 6.
Grado de m olida (SR)0
200
400
600
800
1000
1200
1400
20 30 40 50 60 70
DoblezNo.
Sin C MC
CMC 2,5%
CMC 5,0%
Figura 5. Efecto del CMC sobre el doblez
Grado de molida (SR)
5
15
25
35
45
55
20 30 40 50 60 70
I.Tensión(N.m/g)I.Rasgado(mN.m2/g)
I.Tensión
I.Rasgado
Sin CMC
Sin CMC
CMC 2,5 y 5,0%
CMC 2,5 y 5,0%
Figura 6. Efecto del CMC sobre los Índices de tensión y rasgado
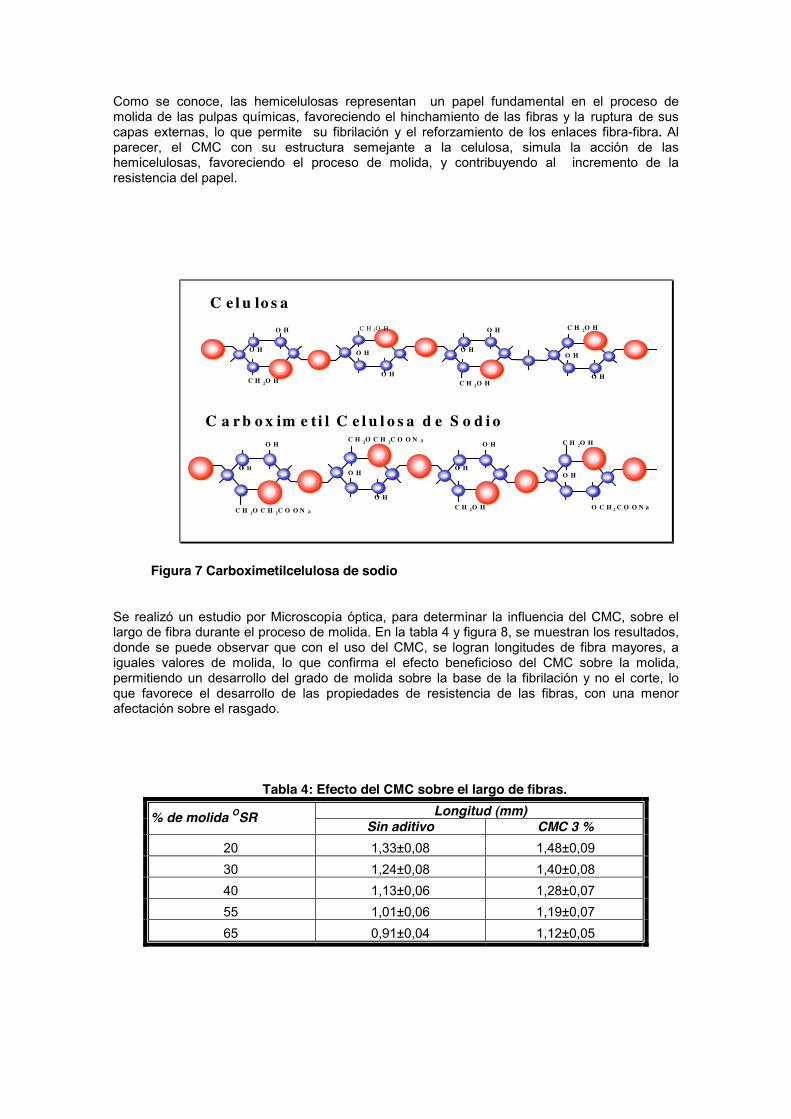
Como se conoce, las hemicelulosas representan un papel fundamental en el proceso de molida de las pulpas químicas, favoreciendo el hinchamiento de las fibras y la ruptura de sus capas externas, lo que permite su fibrilación y el reforzamiento de los enlaces fibra-fibra. Al parecer, el CMC con su estructura semejante a la celulosa, simula la acción de las hemicelulosas, favoreciendo el proceso de molida, y contribuyendo al incremento de la resistencia del papel.
Figura 7 Carboximetilcelulosa de sodio
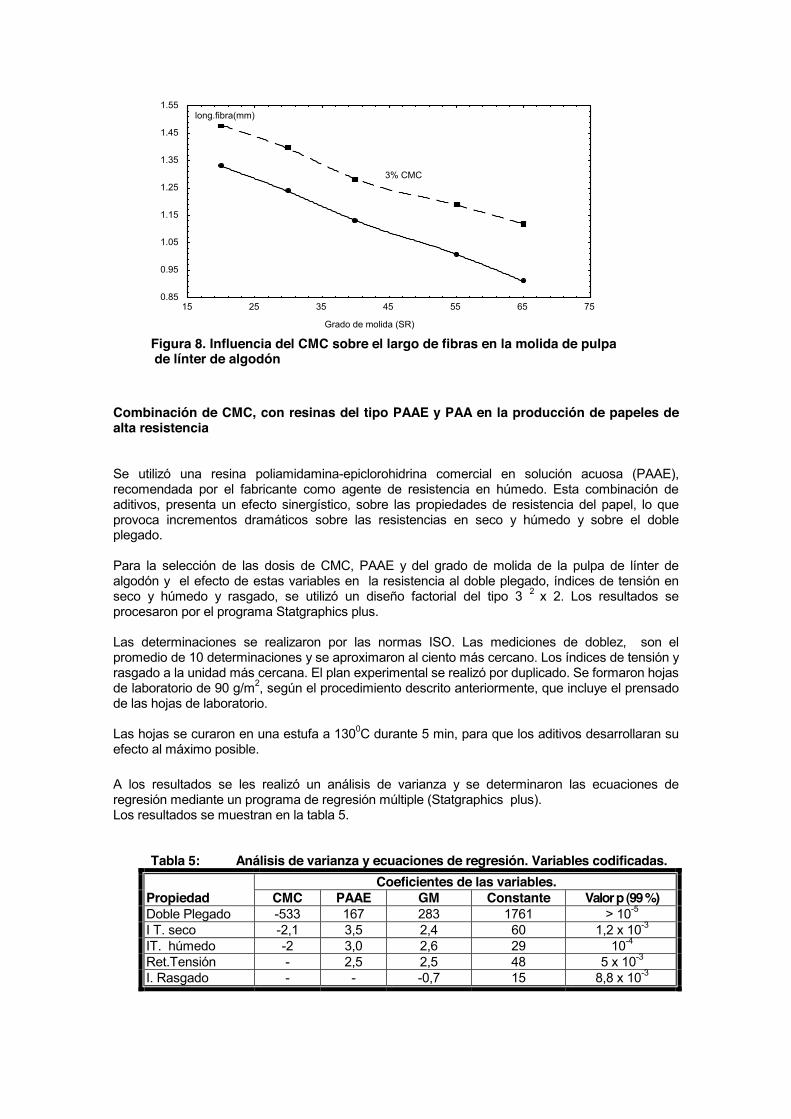
Se realizó un estudio por Microscopía óptica, para determinar la influencia del CMC, sobre el largo de fibra durante el proceso de molida. En la tabla 4 y figura 8, se muestran los resultados, donde se puede observar que con el uso del CMC, se logran longitudes de fibra mayores, a iguales valores de molida, lo que confirma el efecto beneficioso del CMC sobre la molida, permitiendo un desarrollo del grado de molida sobre la base de la fibrilación y no el corte, lo que favorece el desarrollo de las propiedades de resistencia de las fibras, con una menor afectación sobre el rasgado.
Tabla 4: Efecto del CMC sobre el largo de fibras. Longitud (mm) % de molida OSR Sin aditivo CMC 3 %
20 1,33±0,08 1,48±0,09 30 1,24±0,08 1,40±0,08 40 1,13±0,06 1,28±0,07 55 1,01±0,06 1,19±0,07 65 0,91±0,04 1,12±0,05
C e l u lo s a C e l u lo s a C H 2O H
O H
O H
O H
C H 2O H
O H
O H
C H 2O H
O H C H 2O H
O H
O H
C H 2O H
O HO H
C H 2O H
O H
O H
C H 2O C H 2C O O N a
O H
O H
O H
C a r b o x im e t i l C e l u l o s a d e S o d i oC a r b o x im e t i l C e l u l o s a d e S o d i o
O C H 2 C O O N a
C H 2O C H 2C O O N a
Grado de molida (SR)
0.85
0.95
1.05
1.15
1.25
1.35
1.45
1.55
15 25 35 45 55 65 75
long.fibra(mm)
3% CMC
Figura 8. Influencia del CMC sobre el largo de fibras en la molida de pulpa de línter de algodón
Combinación de CMC, con resinas del tipo PAAE y PAA en la producción de papeles de alta resistencia Se utilizó una resina poliamidamina-epiclorohidrina comercial en solución acuosa (PAAE), recomendada por el fabricante como agente de resistencia en húmedo. Esta combinación de aditivos, presenta un efecto sinergístico, sobre las propiedades de resistencia del papel, lo que provoca incrementos dramáticos sobre las resistencias en seco y húmedo y sobre el doble plegado. Para la selección de las dosis de CMC, PAAE y del grado de molida de la pulpa de línter de algodón y el efecto de estas variables en la resistencia al doble plegado, índices de tensión en seco y húmedo y rasgado, se utilizó un diseño factorial del tipo 3 2 x 2. Los resultados se procesaron por el programa Statgraphics plus. Las determinaciones se realizaron por las normas ISO. Las mediciones de doblez, son el promedio de 10 determinaciones y se aproximaron al ciento más cercano. Los índices de tensión y rasgado a la unidad más cercana. El plan experimental se realizó por duplicado. Se formaron hojas de laboratorio de 90 g/m2, según el procedimiento descrito anteriormente, que incluye el prensado de las hojas de laboratorio. Las hojas se curaron en una estufa a 1300C durante 5 min, para que los aditivos desarrollaran su efecto al máximo posible. A los resultados se les realizó un análisis de varianza y se determinaron las ecuaciones de regresión mediante un programa de regresión múltiple (Statgraphics plus). Los resultados se muestran en la tabla 5.
Tabla 5: Análisis de varianza y ecuaciones de regresión. Variables codificadas.
Coeficientes de las variables. Propiedad CMC PAAE GM Constante Valor p (99 %) Doble Plegado -533 167 283 1761 > 10-5 I T. seco -2,1 3,5 2,4 60 1,2 x 10-3 IT. húmedo -2 3,0 2,6 29 10-4 Ret.Tensión - 2,5 2,5 48 5 x 10-3 I. Rasgado - - -0,7 15 8,8 x 10-3
La tabla muestra los coeficientes de las variables codificadas, estadísticamente significativas a un 99 % de confianza. Los resultados muestran que en el rango estudiado, el grado de molida (GM), favorece de forma positiva a todas las variables, excepto el rasgado, lo cual era de esperar. El PAAE, incrementa el doble plegado y los índices de tensión. No tiene influencia en el rasgado. El CMC, a dosis mayores de 2,5 %, provoca una disminución en todas las propiedades, sin afectar la retención de la tensión y el rasgado. Sobre la base de estos resultados, se decidió fijar el valor del grado de molida a 65 oSR. No se incrementó más por consideraciones prácticas y por no afectar la drenabilidad de la pulpa.
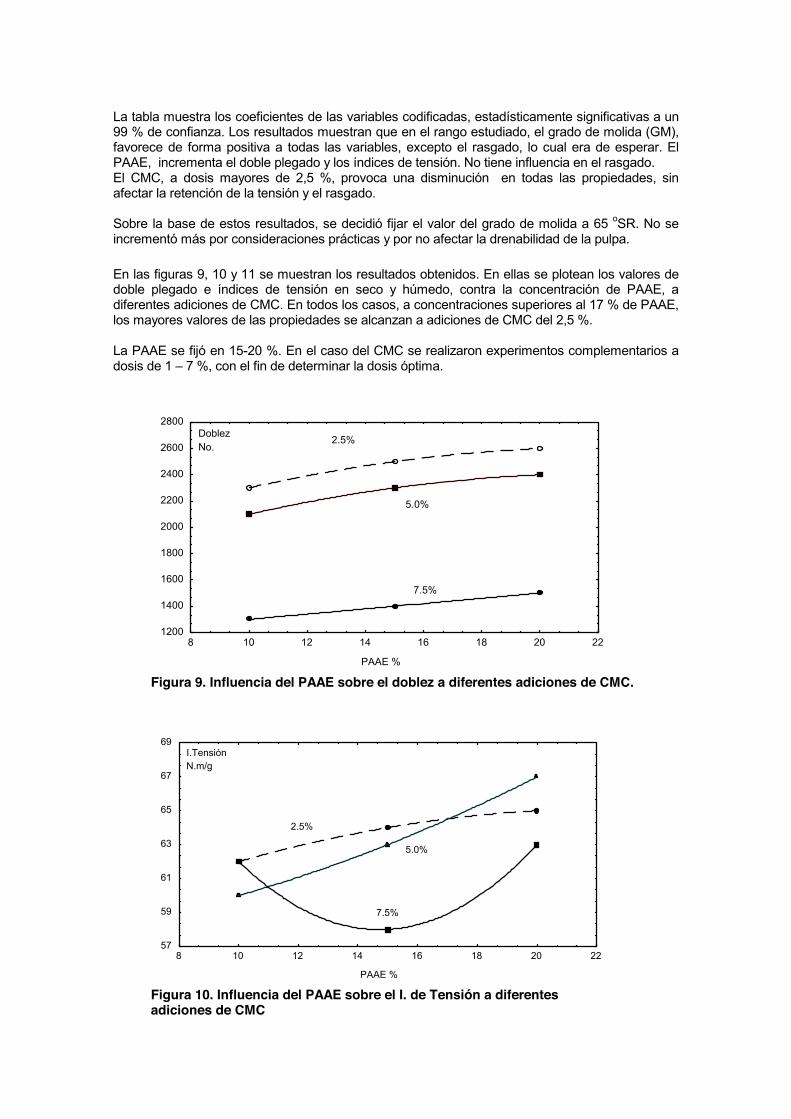
En las figuras 9, 10 y 11 se muestran los resultados obtenidos. En ellas se plotean los valores de doble plegado e índices de tensión en seco y húmedo, contra la concentración de PAAE, a diferentes adiciones de CMC. En todos los casos, a concentraciones superiores al 17 % de PAAE, los mayores valores de las propiedades se alcanzan a adiciones de CMC del 2,5 %. La PAAE se fijó en 15-20 %. En el caso del CMC se realizaron experimentos complementarios a dosis de 1 – 7 %, con el fin de determinar la dosis óptima.
PAAE %
1200
1400
1600
1800
2000
2200
2400
2600
2800
8 10 12 14 16 18 20 22
2.5%
5.0%
7.5%
DoblezNo.
Figura 9. Influencia del PAAE sobre el doblez a diferentes adiciones de CMC.
PAAE %
57
59
61
63
65
67
69
8 10 12 14 16 18 20 22
2.5%
5.0%
7.5%
I.TensiónN.m/g
Figura 10. Influencia del PAAE sobre el I. de Tensión a diferentes adiciones de CMC
PAAE %
27
28
29
30
31
32
33
34
35
36
8 10 12 14 16 18 20 22
2.5%
5.0%
7.5%
I.Tensión (h)N.m/g
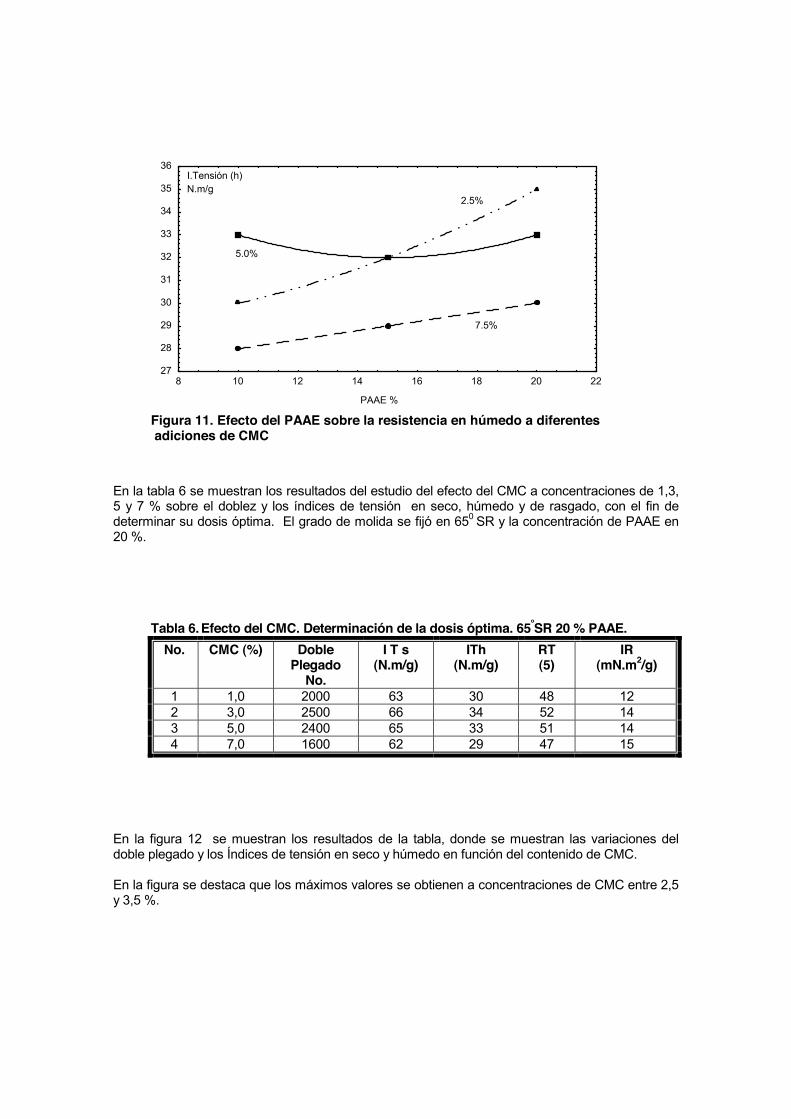
Figura 11. Efecto del PAAE sobre la resistencia en húmedo a diferentes adiciones de CMC
En la tabla 6 se muestran los resultados del estudio del efecto del CMC a concentraciones de 1,3, 5 y 7 % sobre el doblez y los índices de tensión en seco, húmedo y de rasgado, con el fin de determinar su dosis óptima. El grado de molida se fijó en 650 SR y la concentración de PAAE en 20 %.
Tabla 6. Efecto del CMC. Determinación de la dosis óptima. 65ºSR 20 % PAAE.
No. CMC (%) Doble Plegado
No.
I T s (N.m/g)
ITh (N.m/g)
RT (5)
IR (mN.m2/g)
1 1,0 2000 63 30 48 12 2 3,0 2500 66 34 52 14 3 5,0 2400 65 33 51 14 4 7,0 1600 62 29 47 15
En la figura 12 se muestran los resultados de la tabla, donde se muestran las variaciones del doble plegado y los Índices de tensión en seco y húmedo en función del contenido de CMC. En la figura se destaca que los máximos valores se obtienen a concentraciones de CMC entre 2,5 y 3,5 %.
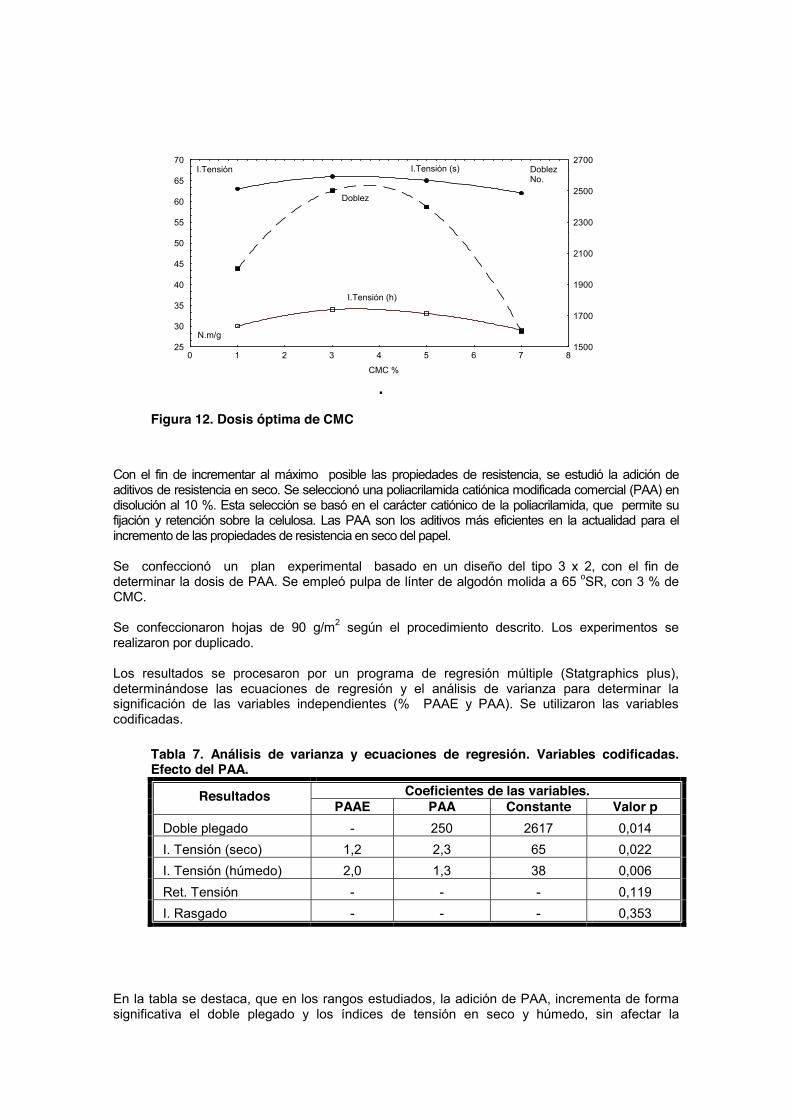
Figura 12. Dosis óptima de CMC
Con el fin de incrementar al máximo posible las propiedades de resistencia, se estudió la adición de aditivos de resistencia en seco. Se seleccionó una poliacrilamida catiónica modificada comercial (PAA) en disolución al 10 %. Esta selección se basó en el carácter catiónico de la poliacrilamida, que permite su fijación y retención sobre la celulosa. Las PAA son los aditivos más eficientes en la actualidad para el incremento de las propiedades de resistencia en seco del papel. Se confeccionó un plan experimental basado en un diseño del tipo 3 x 2, con el fin de determinar la dosis de PAA. Se empleó pulpa de línter de algodón molida a 65 oSR, con 3 % de CMC. Se confeccionaron hojas de 90 g/m2 según el procedimiento descrito. Los experimentos se realizaron por duplicado. Los resultados se procesaron por un programa de regresión múltiple (Statgraphics plus), determinándose las ecuaciones de regresión y el análisis de varianza para determinar la significación de las variables independientes (% PAAE y PAA). Se utilizaron las variables codificadas.
Tabla 7. Análisis de varianza y ecuaciones de regresión. Variables codificadas. Efecto del PAA.
Coeficientes de las variables. Resultados PAAE PAA Constante Valor p
Doble plegado - 250 2617 0,014 I. Tensión (seco) 1,2 2,3 65 0,022 I. Tensión (húmedo) 2,0 1,3 38 0,006 Ret. Tensión - - - 0,119 I. Rasgado - - - 0,353
En la tabla se destaca, que en los rangos estudiados, la adición de PAA, incrementa de forma significativa el doble plegado y los índices de tensión en seco y húmedo, sin afectar la
CMC %
1500
1700
1900
2100
2300
2500
2700
25
30
35
40
45
50
55
60
65
70
0 1 2 3 4 5 6 7 8
I.Tensión DoblezNo.
Doblez
I.Tensión (s)
I.Tensión (h)
N.m/g
.
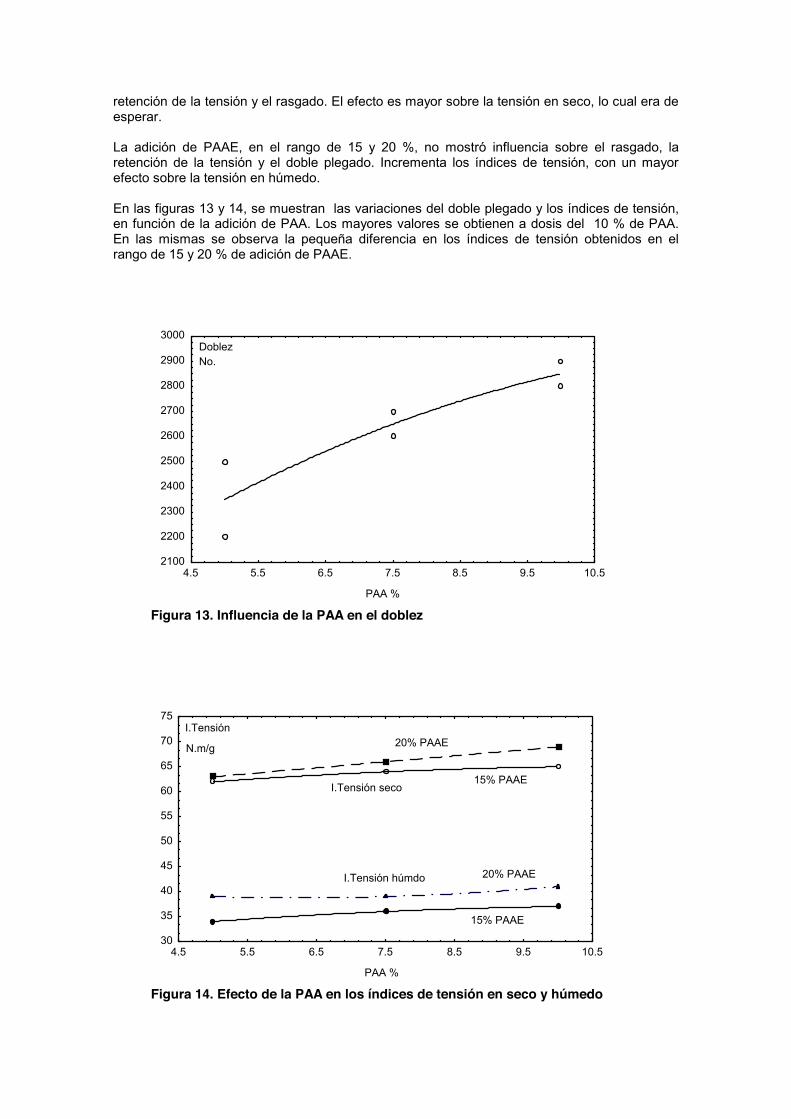
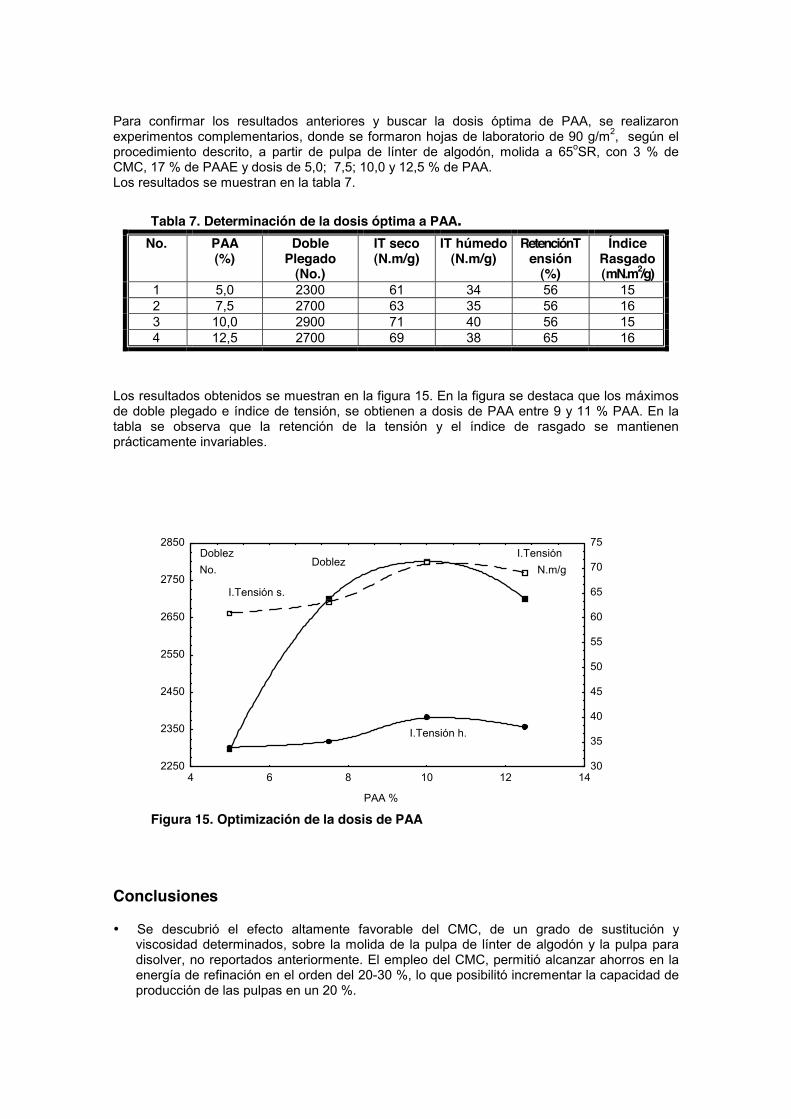
retención de la tensión y el rasgado. El efecto es mayor sobre la tensión en seco, lo cual era de esperar. La adición de PAAE, en el rango de 15 y 20 %, no mostró influencia sobre el rasgado, la retención de la tensión y el doble plegado. Incrementa los índices de tensión, con un mayor efecto sobre la tensión en húmedo. En las figuras 13 y 14, se muestran las variaciones del doble plegado y los índices de tensión, en función de la adición de PAA. Los mayores valores se obtienen a dosis del 10 % de PAA. En las mismas se observa la pequeña diferencia en los índices de tensión obtenidos en el rango de 15 y 20 % de adición de PAAE.
PAA %
2100
2200
2300
2400
2500
2600
2700
2800
2900
3000
4.5 5.5 6.5 7.5 8.5 9.5 10.5
DoblezNo.
Figura 13. Influencia de la PAA en el doblez
PAA %
30
35
40
45
50
55
60
65
70
75
4.5 5.5 6.5 7.5 8.5 9.5 10.5
N.m/g
I.Tensión seco
I.Tensión húmdo
15% PAAE
15% PAAE
20% PAAE
20% PAAE
I.Tensión
Figura 14. Efecto de la PAA en los índices de tensión en seco y húmedo
Para confirmar los resultados anteriores y buscar la dosis óptima de PAA, se realizaron experimentos complementarios, donde se formaron hojas de laboratorio de 90 g/m2, según el procedimiento descrito, a partir de pulpa de línter de algodón, molida a 65oSR, con 3 % de CMC, 17 % de PAAE y dosis de 5,0; 7,5; 10,0 y 12,5 % de PAA. Los resultados se muestran en la tabla 7.
Tabla 7. Determinación de la dosis óptima a PAA.
No. PAA (%)
Doble Plegado
(No.)
IT seco (N.m/g)
IT húmedo (N.m/g)
RetenciónTensión
(%)
Índice Rasgado (mN.m2/g)
1 5,0 2300 61 34 56 15 2 7,5 2700 63 35 56 16 3 10,0 2900 71 40 56 15 4 12,5 2700 69 38 65 16
Los resultados obtenidos se muestran en la figura 15. En la figura se destaca que los máximos de doble plegado e índice de tensión, se obtienen a dosis de PAA entre 9 y 11 % PAA. En la tabla se observa que la retención de la tensión y el índice de rasgado se mantienen prácticamente invariables.
PAA %
30
35
40
45
50
55
60
65
70
75
2250
2350
2450
2550
2650
2750
2850
4 6 8 10 12 14
DoblezNo.
I.TensiónN.m/g
I.Tensión h.
I.Tensión s.
Doblez
Figura 15. Optimización de la dosis de PAA
Conclusiones
• Se descubrió el efecto altamente favorable del CMC, de un grado de sustitución y viscosidad determinados, sobre la molida de la pulpa de línter de algodón y la pulpa para disolver, no reportados anteriormente. El empleo del CMC, permitió alcanzar ahorros en la energía de refinación en el orden del 20-30 %, lo que posibilitó incrementar la capacidad de producción de las pulpas en un 20 %.
• La combinación del CMC con la resina PAAE, incrementó de manera dramática, las propiedades de resistencia del papel, con un efecto sinergístico entre estos dos aditivos. La formación del papel también mejoró de forma significativa con el CMC.
• Este resultado también presentó implicaciones teóricas de interés, al confirmar el papel de
las hemicelulosas en el proceso de molida, favoreciendo el hinchamiento de las fibras y la disponibilidad de la pared celular, para la formación de fibrillas y microfibrillas, proceso que fue simulado por el CMC, en pulpas que carecen de hemicelulosas, constituyendo modelos excelentes para estudiar este proceso.
• Los resultados obtenidos a escala de laboratorio, según el procesamiento descrito
(incluyendo el prensado de las hojas), se reproducen con pequeñas diferencias a escala industrial, lo cual se confirmó en las producciones a esta escala, lo que convierte al procedimiento empleado, en una valiosa herramienta para el estudio de estos papeles, con un sistema complejo de aditivos químicos.
• Sobre la base de los principios teóricos de la Química del papel, se logró diseñar una
combinación de aditivos de carácter catiónico y aniónico, que aseguran muy altas propiedades de resistencia del papel, lo que contribuye a su permanencia y durabilidad.
• El empleo del CMC permitió, además de los notables incrementos en las propiedades del papel, incrementar la eficiencia del proceso de refinación, con significativos ahorros de energía, (del orden del 20- 30%) y mejorar la formación del papel.
Referencias
• 1. Alfonchikov 1963, N.A. Terentiev E. A. 1963 Bum. Promst, 38 (11) B-11.
• 2. Hernadi 1971, J. Erdily J. (1971) Papiripar 15 (5) 177-178.Anon. TAPPI 78 No.9: 208
1995.
• 3. Dondas, V. (1973) Cel. Hirtie, 22 (3) 107-112
• 4. Kummer, K.H.(1969), Wochenbl. Papierf. 97 (8) 275-279.
• 5. Baber, E. J. (1973) P. Trade J. 157 (39), 38 (11) 8-11.
• 6. Davison, R, W, US Pat 3049469 Aug 14 (1962).
• 7. Kleim, G. I. et al. US Pat 3058873 oct. 16 /(1962)
• 8. Carway B, W. US Pat 3468659 Sept. 23 (1969).
• 9. Espy, H.H. and Rave, T.W. (1988) Tappi J. 71:5, 133.
• 10. Wägberg, L. Björklund, M. (1993) Nordic Pulp Paper. J. (1) 53
• 11. Hegemeyer R W. Pulp-Paper Manufacture, Vol 6 (Tappi Textbook) (1992) pág. 77,
80.
• 12. Casey, J, P. Vol. 2 Ed Limusa México (1991) pág. 161, 167, 17013. NORMAS ISO
5267-1(79), 534(88), 1974(90), 1924-1(92), 5626(93), 536(95), 1924-1(92), 7213(81),
5264-1(79), 5269-2 (80), 187-90 (23oC 50 % RH).