Embed Size (px)
Citation preview
1
Module 2a
Carbonisation and Agglomeration
slide 2/34
Training course on Renewable Energy
Carbonisation
Agglomeration– Relevance– Agglo-briquettes
Process description– Overview– Photo series
Case study in Mali– Background– Setup– Market and feasibility– Bottlenecks– Conclusions
Torrefaction
Outline

2
slide 3/34
Training course on Renewable Energy
Overview of carbonisation processesA large variety of processes, ranging from traditional to very modern, from smallscale to large scale, etc.
A useful subdivision:
Direct heating
Indirect heating
Heating withrecirculating gases
slide 4/34
Training course on Renewable Energy
Often traditional systems, like the Brazilian Beehive or Americal Missouri kiln
Characterised by: Long cycle times (x0 days) Moderate efficiencies (max 25%) Pollution through emissions to air and groundwater Low capital costs, high labour requirements
Carbonisation: Direct Heating
3
slide 5/34
Training course on Renewable Energy
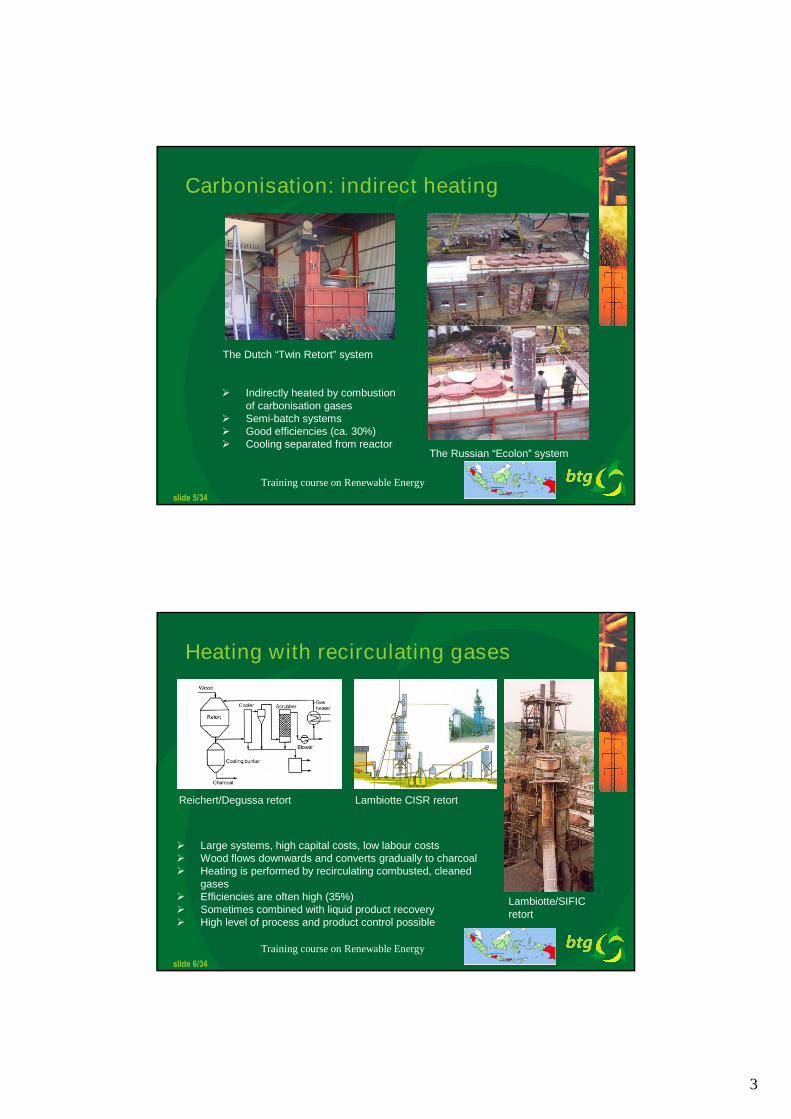
Carbonisation: indirect heating
The Dutch “Twin Retort” system
The Russian “Ecolon” system
Indirectly heated by combustionof carbonisation gases
Semi-batch systems Good efficiencies (ca. 30%) Cooling separated from reactor
slide 6/34
Training course on Renewable Energy
Heating with recirculating gases
Large systems, high capital costs, low labour costs Wood flows downwards and converts gradually to charcoal Heating is performed by recirculating combusted, cleaned
gases Efficiencies are often high (35%) Sometimes combined with liquid product recovery High level of process and product control possible
Reichert/Degussa retort Lambiotte CISR retort
Lambiotte/SIFICretort
4
slide 7/34
Training course on Renewable Energy
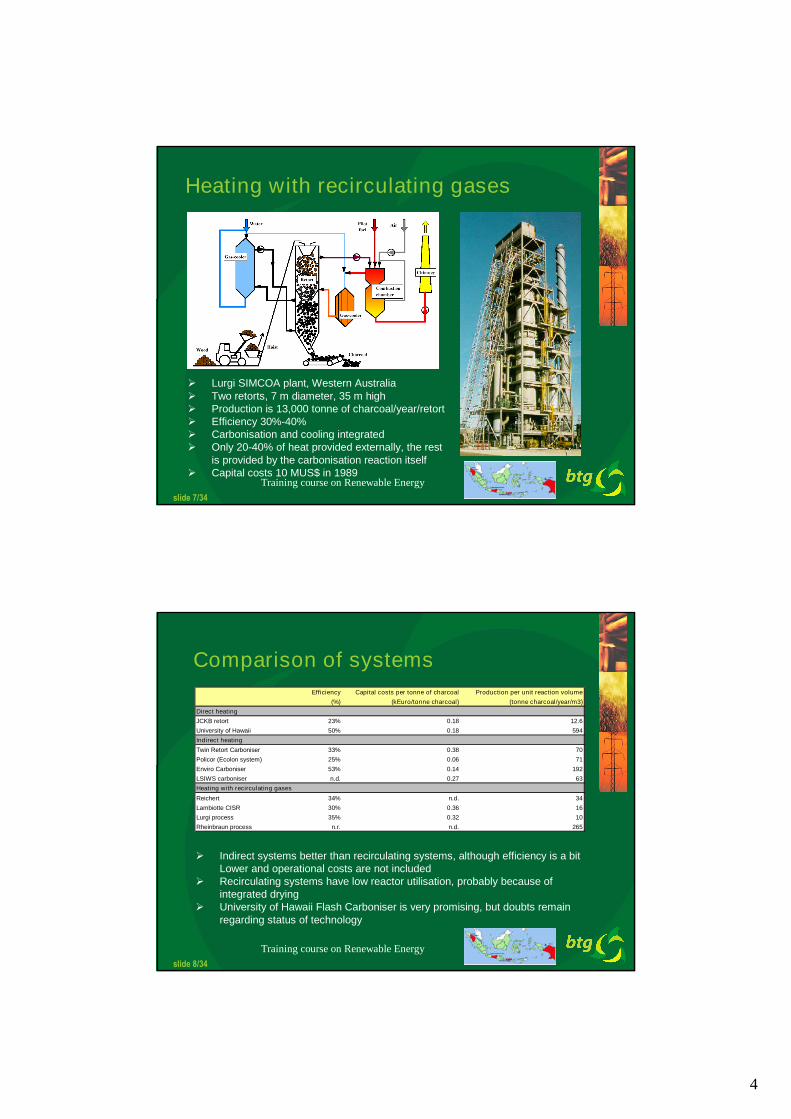
Heating with recirculating gases
Lurgi SIMCOA plant, Western Australia Two retorts, 7 m diameter, 35 m high Production is 13,000 tonne of charcoal/year/retort Efficiency 30%-40% Carbonisation and cooling integrated Only 20-40% of heat provided externally, the rest
is provided by the carbonisation reaction itself Capital costs 10 MUS$ in 1989
slide 8/34
Training course on Renewable Energy
Comparison of systems
Indirect systems better than recirculating systems, although efficiency is a bitLower and operational costs are not included
Recirculating systems have low reactor utilisation, probably because ofintegrated drying
University of Hawaii Flash Carboniser is very promising, but doubts remainregarding status of technology
Efficiency Capital costs per tonne of charcoal Production per unit reaction volume
(%) (kEuro/tonne charcoal) (tonne charcoal/year/m3)
Direct heating
JCKB retort 23% 0.18 12.6
University of Hawaii 50% 0.18 594
Indirect heating
Twin Retort Carboniser 33% 0.38 70
Policor (Ecolon system) 25% 0.06 71
Enviro Carboniser 53% 0.14 192
LSIWS carboniser n.d. 0.27 63
Heating with recirculating gases
Reichert 34% n.d. 34
Lambiotte CISR 30% 0.36 16
Lurgi process 35% 0.32 10
Rheinbraun process n.r. n.d. 265
5
slide 9/34
Training course on Renewable Energy
CarbonisationHeating of biomass in absence of air, while maximising charcoal production.
• Temperature: 500 - 700 °C
• Residence time: 8 hours - a number of days
Can be produced very high-tech as well as traditionally
Global use of charcoal in 2000, 40.5 million tonne, and 19.8 million tonne just forAfrica (mainly for cooking)
In Europe, FSU, USA and Japan charcoal is a luxury product. Applications are i) fuelfor cooking or barbecue, ii) as reducing agent in the steel industry, iii) as feedstock foractive coal production
Efficiencies of traditional systems range from 8% (wt. basis) to 25% (wt. basis).
Efficiencies of high-tech systems are >30%, because combustion of the volatile gasesprovides heat.
slide 10/34
Training course on Renewable Energy
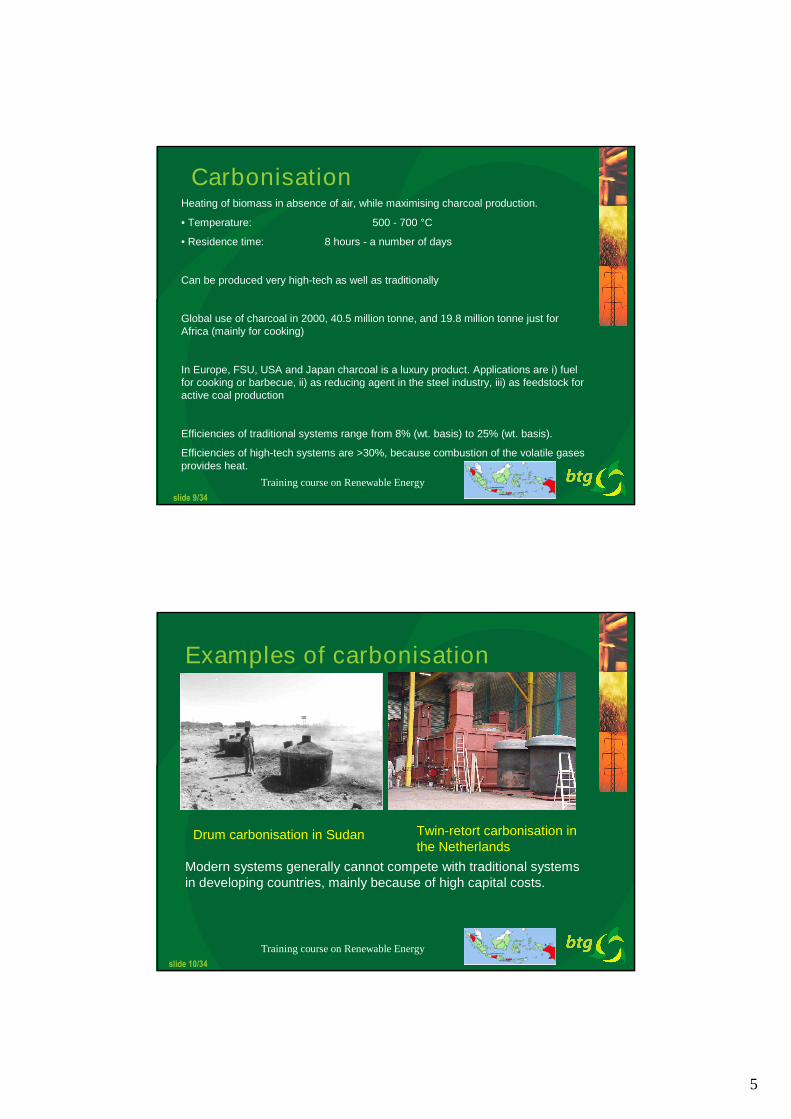
Examples of carbonisation
Drum carbonisation in Sudan Twin-retort carbonisation inthe Netherlands
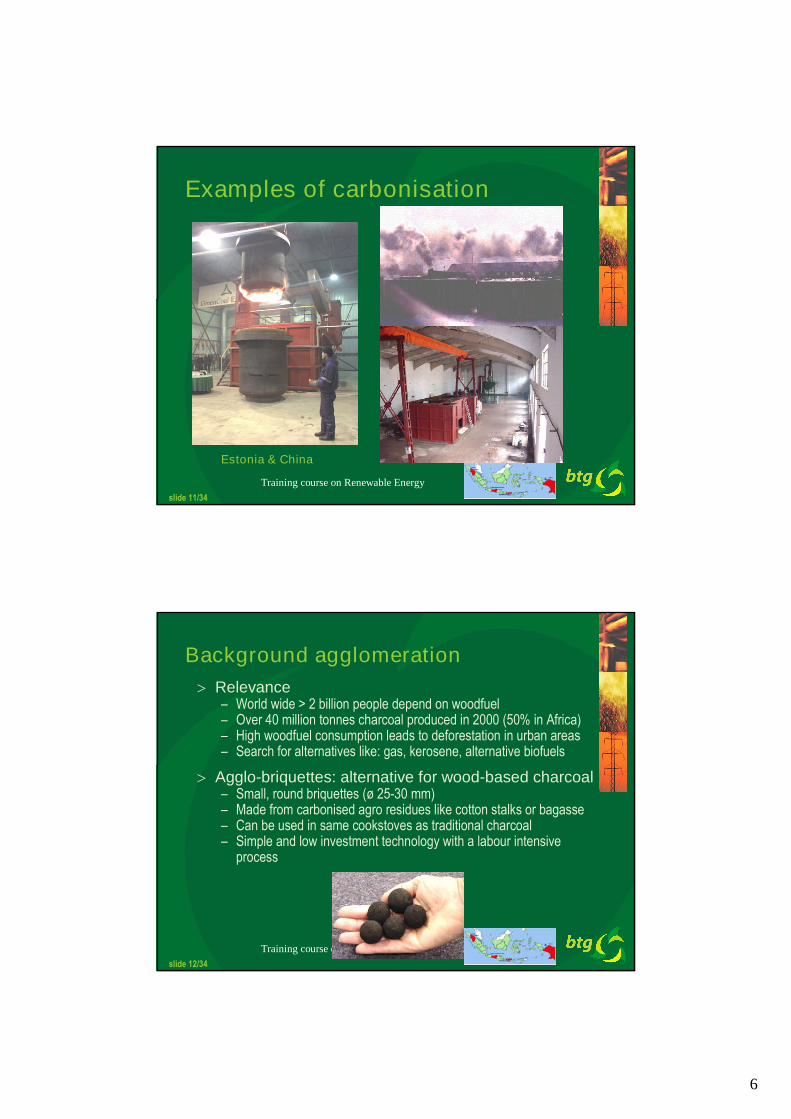
Modern systems generally cannot compete with traditional systemsin developing countries, mainly because of high capital costs.
6
slide 11/34
Training course on Renewable Energy
Examples of carbonisation
Estonia & China
slide 12/34
Training course on Renewable Energy
Relevance– World wide > 2 billion people depend on woodfuel– Over 40 million tonnes charcoal produced in 2000 (50% in Africa)– High woodfuel consumption leads to deforestation in urban areas– Search for alternatives like: gas, kerosene, alternative biofuels
Agglo-briquettes: alternative for wood-based charcoal– Small, round briquettes (ø 25-30 mm)– Made from carbonised agro residues like cotton stalks or bagasse– Can be used in same cookstoves as traditional charcoal– Simple and low investment technology with a labour intensive
process
Background agglomeration
7
slide 13/34
Training course on Renewable Energy
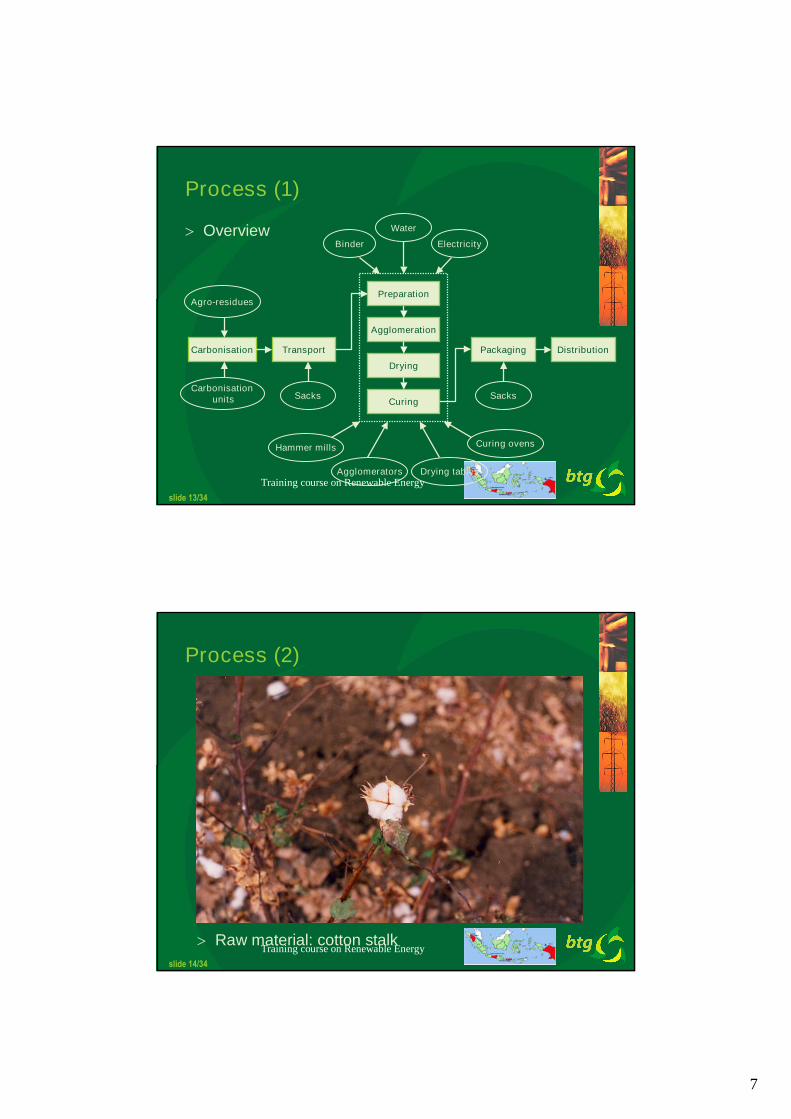
Overview
Process (1)
Carbonisation Transport
Agglomeration
Packaging
Agro-residues
Water
Binder Electricity
Curing
Drying
Preparation
Distribution
Carbonisationunits Sacks
Agglomerators
Hammer mills
Drying tables
Curing ovens
Sacks
slide 14/34
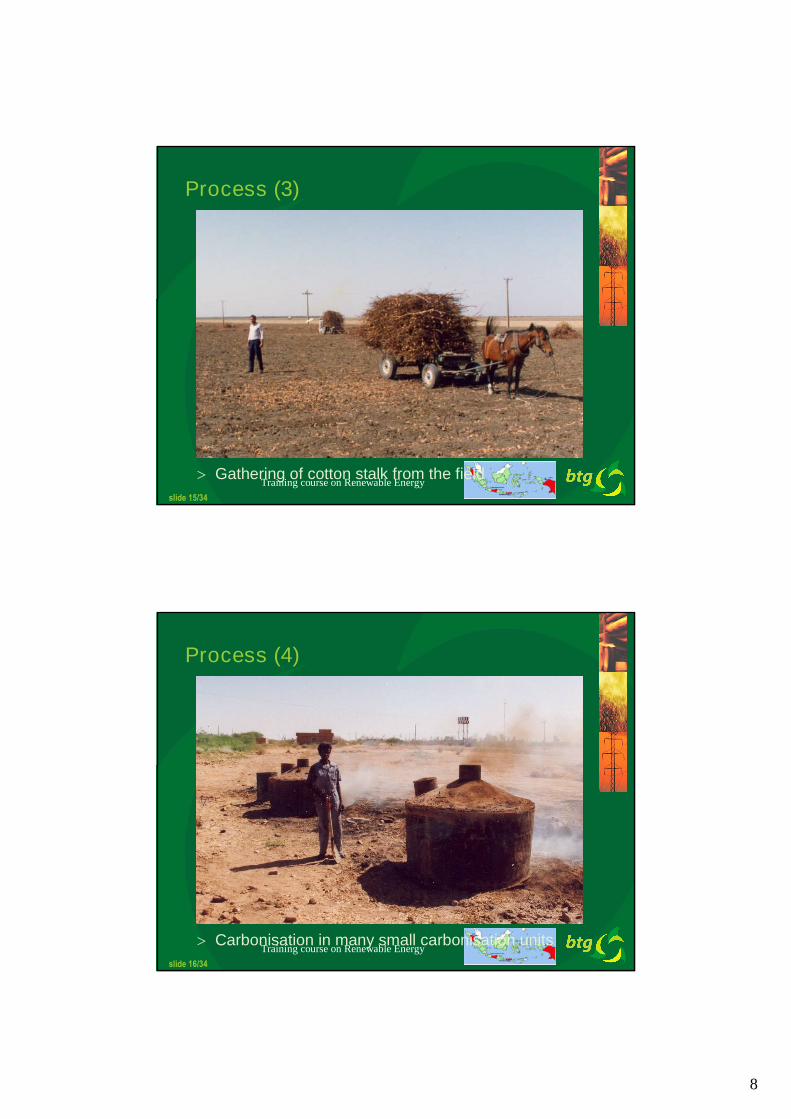
Training course on Renewable Energy Raw material: cotton stalk
Process (2)
8
slide 15/34
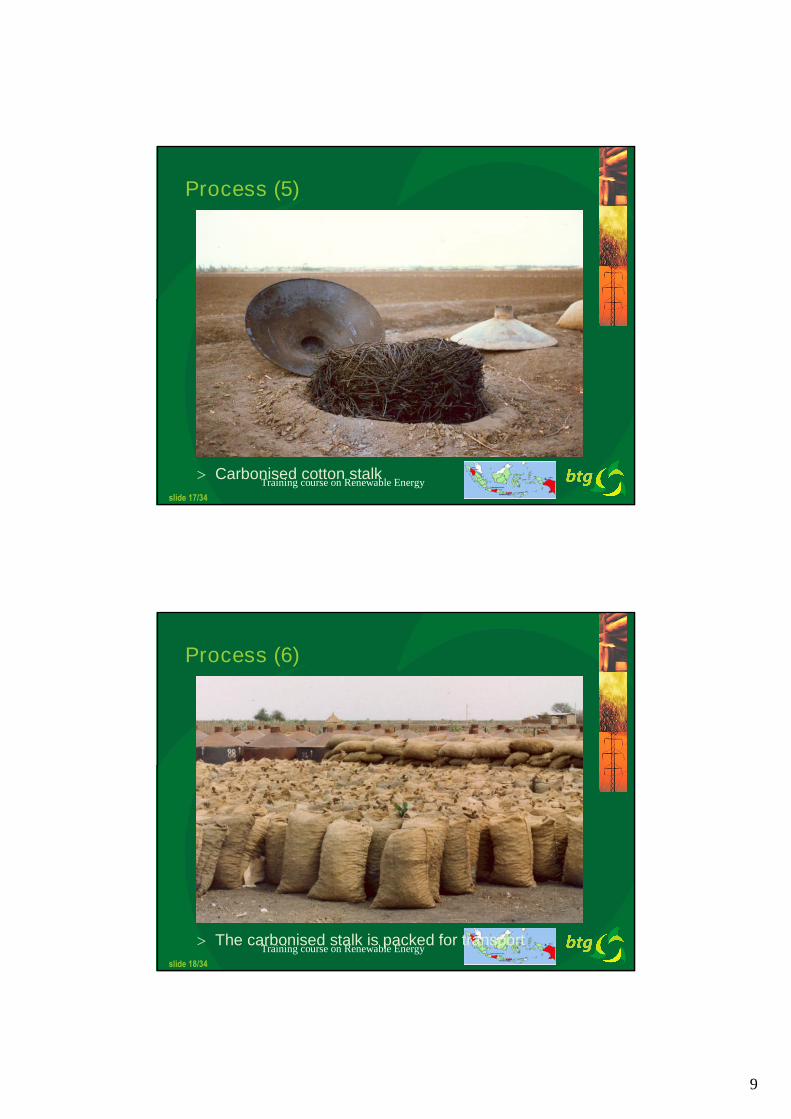
Training course on Renewable Energy Gathering of cotton stalk from the field
Process (3)
slide 16/34
Training course on Renewable Energy Carbonisation in many small carbonisation units
Process (4)
9
slide 17/34
Training course on Renewable Energy Carbonised cotton stalk
Process (5)
slide 18/34
Training course on Renewable Energy The carbonised stalk is packed for transport
Process (6)
10
slide 19/34
Training course on Renewable Energy
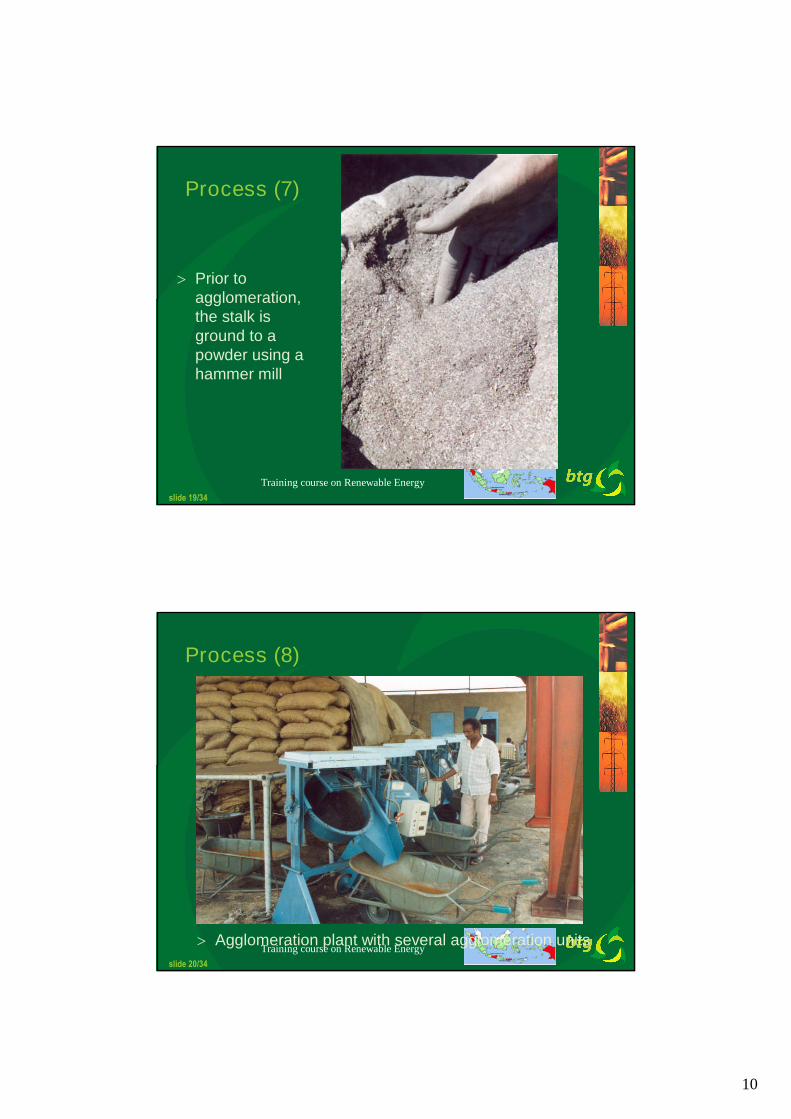
Prior toagglomeration,the stalk isground to apowder using ahammer mill
Process (7)
slide 20/34
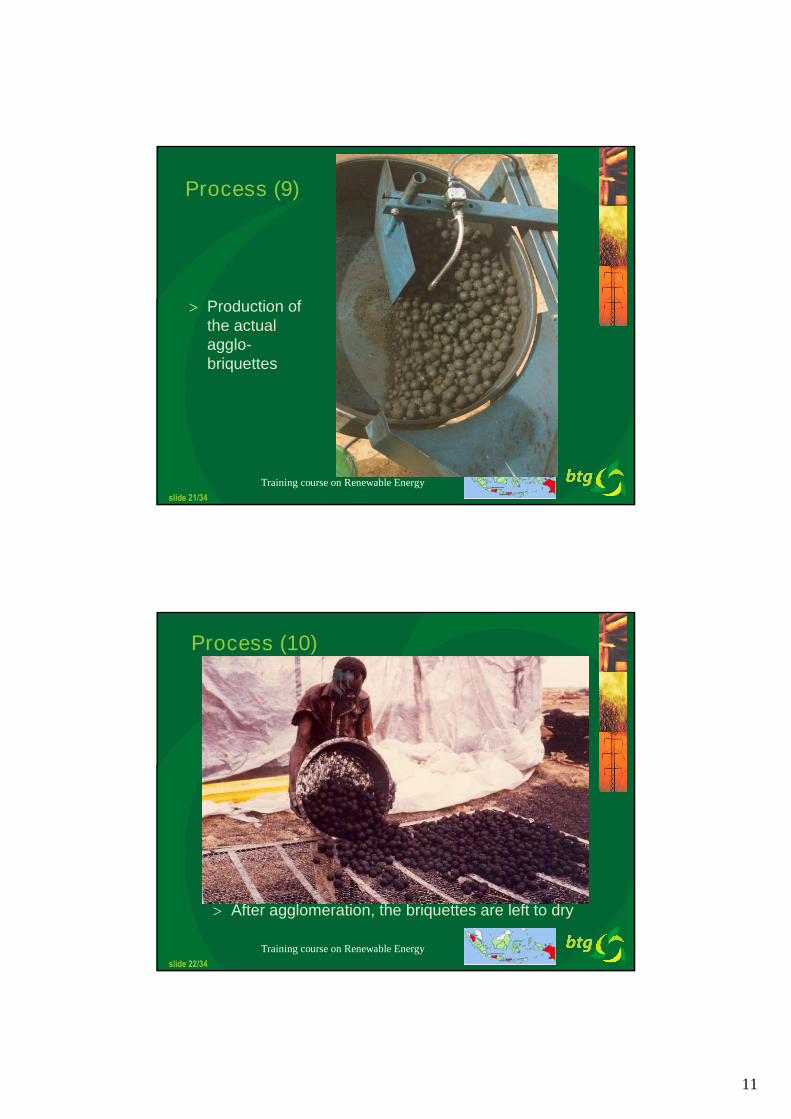
Training course on Renewable Energy Agglomeration plant with several agglomeration units
Process (8)
11
slide 21/34
Training course on Renewable Energy
Process (9)
Production ofthe actualagglo-briquettes
slide 22/34
Training course on Renewable Energy
Process (10)
After agglomeration, the briquettes are left to dry
12
slide 23/34
Training course on Renewable Energy
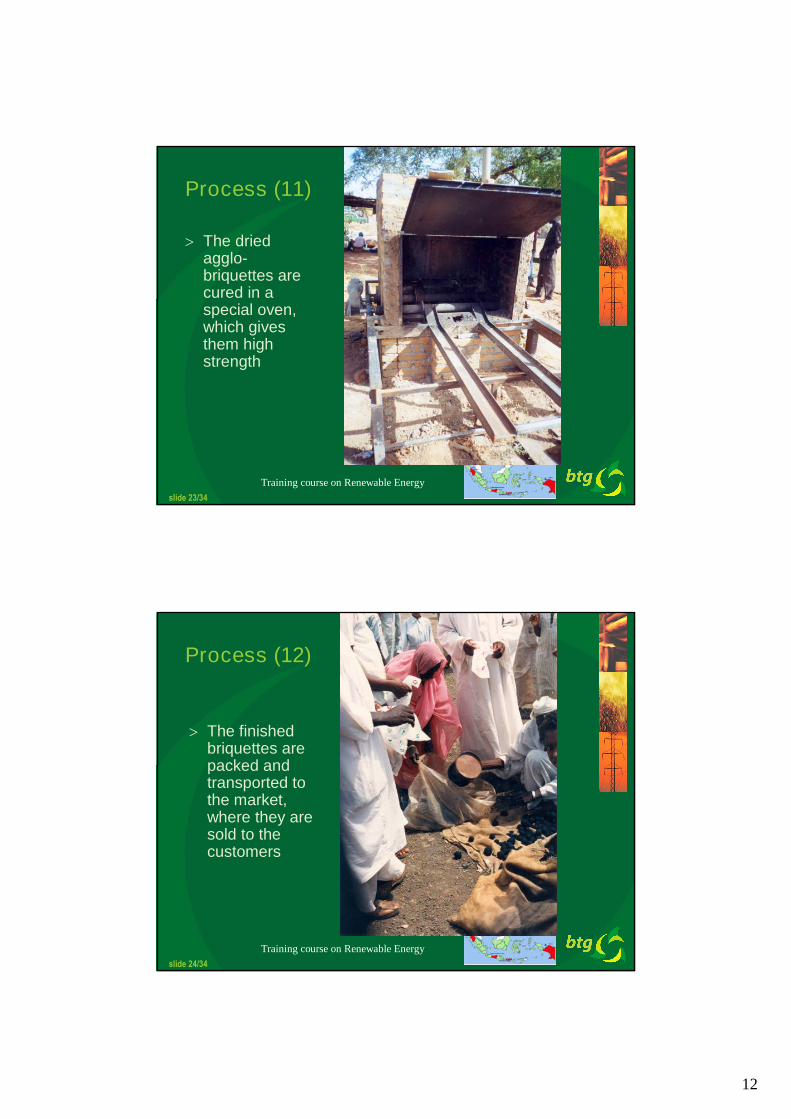
Process (11)
The driedagglo-briquettes arecured in aspecial oven,which givesthem highstrength
slide 24/34
Training course on Renewable Energy
Process (12)
The finishedbriquettes arepacked andtransported tothe market,where they aresold to thecustomers
13
slide 25/34
Training course on Renewable Energy
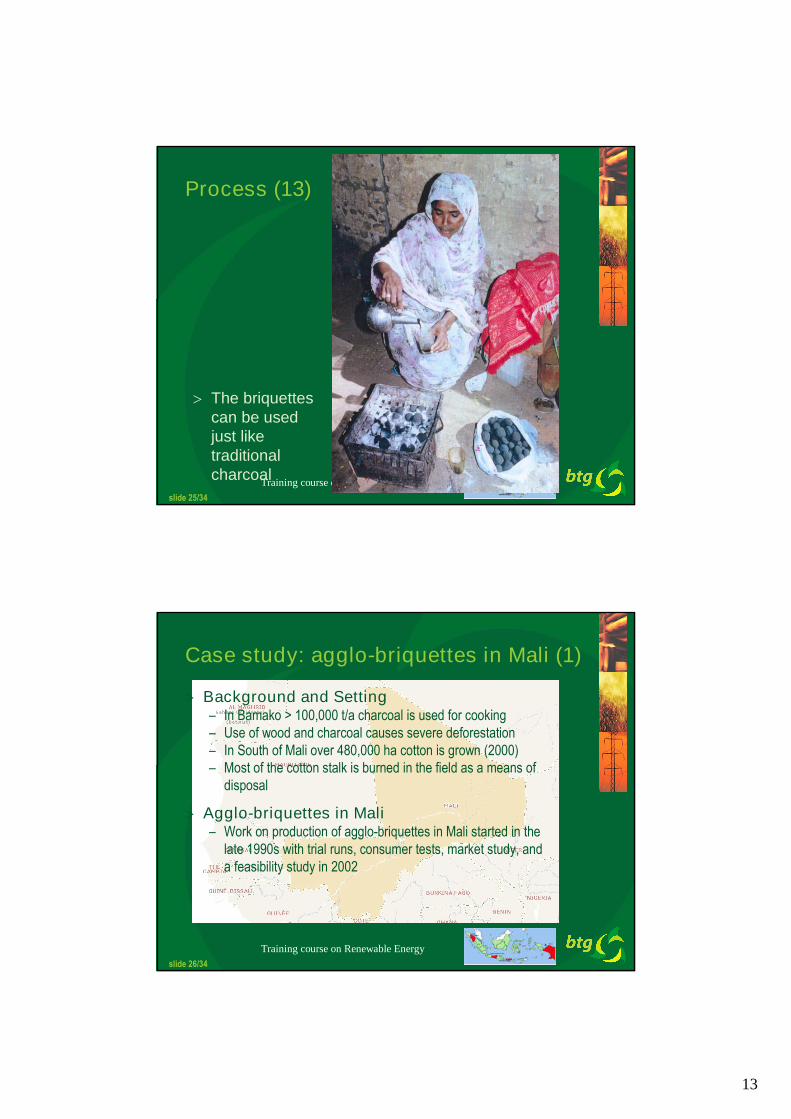
Process (13)
The briquettescan be usedjust liketraditionalcharcoal
slide 26/34
Training course on Renewable Energy
Case study: agglo-briquettes in Mali (1)
Background and Setting– In Bamako > 100,000 t/a charcoal is used for cooking– Use of wood and charcoal causes severe deforestation– In South of Mali over 480,000 ha cotton is grown (2000)– Most of the cotton stalk is burned in the field as a means of
disposal
Agglo-briquettes in Mali– Work on production of agglo-briquettes in Mali started in the
late 1990s with trial runs, consumer tests, market study, anda feasibility study in 2002
14
slide 27/34
Training course on Renewable Energy
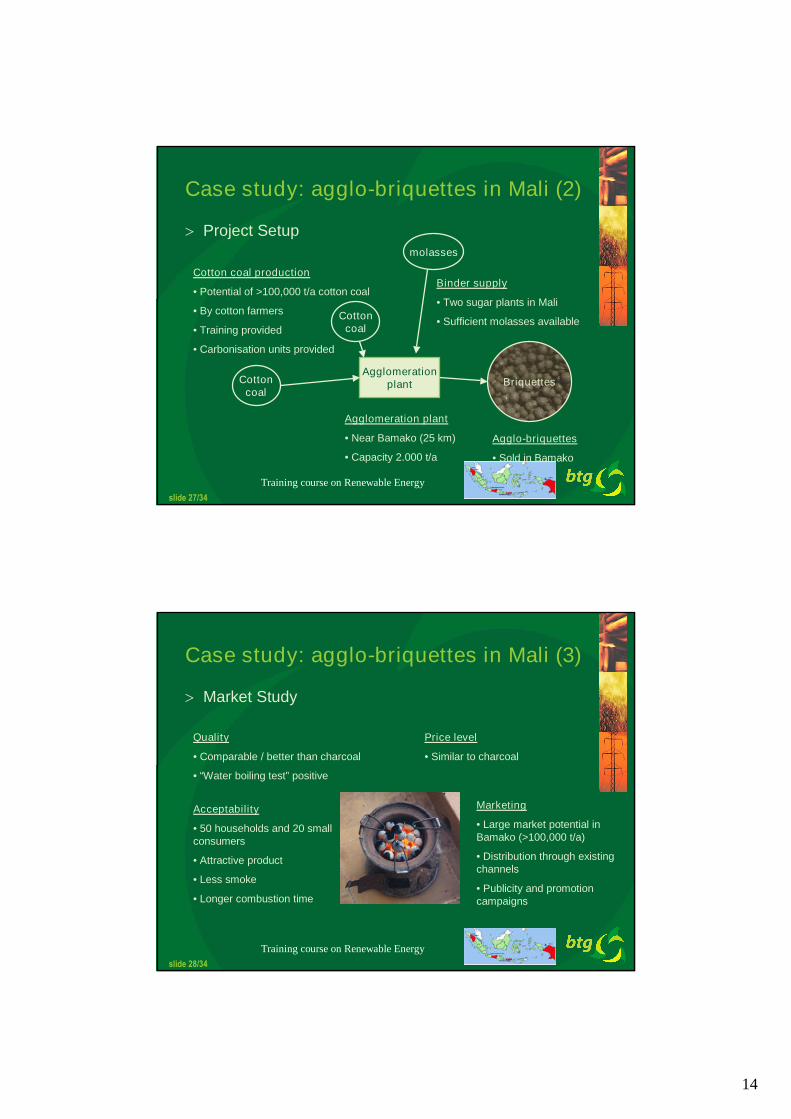
Project Setup
Case study: agglo-briquettes in Mali (2)
Agglomerationplant
Cottoncoal
Cottoncoal
Cotton coal production
• Potential of >100,000 t/a cotton coal
• By cotton farmers
• Training provided
• Carbonisation units provided
Agglomeration plant
• Near Bamako (25 km)
• Capacity 2.000 t/a
molasses
Binder supply
• Two sugar plants in Mali
• Sufficient molasses available
Briquettes
Agglo-briquettes
• Sold in Bamako
slide 28/34
Training course on Renewable Energy
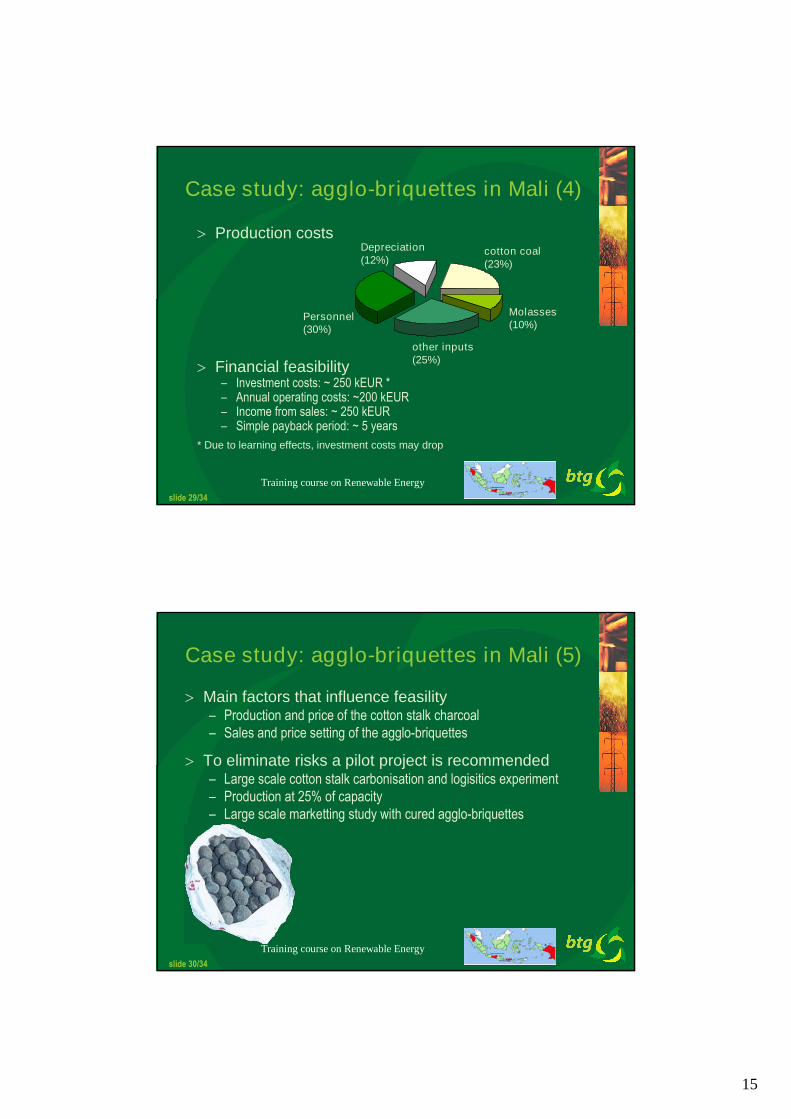
Market Study
Case study: agglo-briquettes in Mali (3)
Quality
• Comparable / better than charcoal
• “Water boiling test” positive
Acceptability
• 50 households and 20 smallconsumers
• Attractive product
• Less smoke
• Longer combustion time
Price level
• Similar to charcoal
Marketing
• Large market potential inBamako (>100,000 t/a)
• Distribution through existingchannels
• Publicity and promotioncampaigns
15
slide 29/34
Training course on Renewable Energy
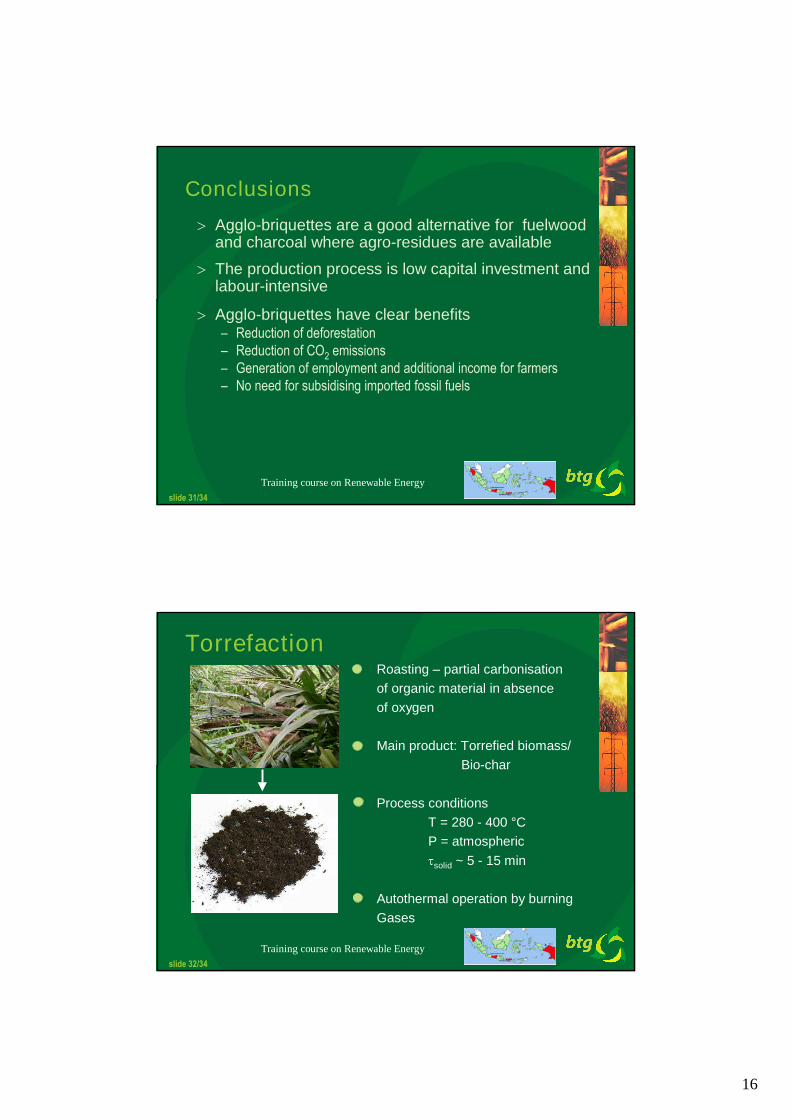
Production costs
Financial feasibility– Investment costs: ~ 250 kEUR *– Annual operating costs: ~200 kEUR– Income from sales: ~ 250 kEUR– Simple payback period: ~ 5 years
* Due to learning effects, investment costs may drop
other inputs(25%)
cotton coal(23%)
Molasses(10%)
Personnel(30%)
Depreciation(12%)
Case study: agglo-briquettes in Mali (4)
slide 30/34
Training course on Renewable Energy
Main factors that influence feasility– Production and price of the cotton stalk charcoal– Sales and price setting of the agglo-briquettes
To eliminate risks a pilot project is recommended– Large scale cotton stalk carbonisation and logisitics experiment– Production at 25% of capacity– Large scale marketting study with cured agglo-briquettes
Case study: agglo-briquettes in Mali (5)
16
slide 31/34
Training course on Renewable Energy
Agglo-briquettes are a good alternative for fuelwoodand charcoal where agro-residues are available
The production process is low capital investment andlabour-intensive
Agglo-briquettes have clear benefits– Reduction of deforestation– Reduction of CO2 emissions– Generation of employment and additional income for farmers– No need for subsidising imported fossil fuels
Conclusions
slide 32/34
Training course on Renewable Energy
TorrefactionRoasting – partial carbonisation
of organic material in absence
of oxygen
Main product: Torrefied biomass/
Bio-char
Process conditions
T = 280 - 400 °C
P = atmospheric
solid ~ 5 - 15 min
Autothermal operation by burning
Gases

17
slide 33/34
Training course on Renewable Energy
Torrefaction
“Torrefaction products” produced at differenttemperatures
Torrefaction pilot plant; capacity ~ 100 – 150 kg/hr input
Lab-scale pilot plant (~ 20 kg/hr)
THANKS FOR YOUR ATTENTION
TERIMAH KASIH









![Iron Ore Agglomeration Technologies · form briquettes [8]. A traditional application is the agglomeration of coal [8], other example is the agglomeration of ultrafine oxidized dust](https://img.pdfslide.us/doc/110x75/5e858e2963f1fe02e5184012/iron-ore-agglomeration-technologies-form-briquettes-8-a-traditional-application.jpg)