Embed Size (px)
Citation preview

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 1/25
Application of CCS
within SteelmakingLiterature Survey – Zahras M Duwahir
28/08/2011

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 2/25
2
Abstract
Climate change is a global problem and mitigating from CO 2 emission is considered to be the
viable solution. The biggest stationary source emitters are the power industry, but largeindustries such as steelmaking would also need to take responsibility. According IPCC 3-4% oftotal global emission is contributed from direct emissions from steelmaking. As part of post-Kyoto plans ULCOS (Ultra Low Carbon Steelmaking) was formed to tackle carbon emission.Carbon capture and storage (CCS) is considered to be a viable option for the pathway. Thisliterature survey discusses and analyses different technology suggested by ULCOS.
The selection of the capture technology is the first most important factor deciding cost andfeasibility. Current market technologies has been examined in this survey and challengedagainst steelmaking conditions to check its capability. Short listed technologies are chemicalabsorption, physical absorption, membranes and adsorptions. The most promising out of this
four was chosen as adsorption, due to the ability to utilise waste heat and enhance separationthrough pressure swing adsorption.
Contents
Introduction 03
Steelmaking and CO2 emission 03
Application of CCS within steelmaking 03
Carbon capture technologies 06
Chemical Absorption 06
Adsorption 10
Other Capture Technologies 18
Discussion and Conclusion 22
References 23

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 3/25
3
Introduction
Increasing concern about climate change is
causing us to rethink and strive forward tofind solutions in reducing carbon dioxide(CO2) emission. It is for certain that fossilpowered power industry is the backbone forthe cause, with more than three quarter ofemission under its name (IPCC, 2005). Thepower industry is not the only one to beblamed. Industries such as thepetrochemical, cement, chemicals and ironand steel take up a share of about 17%.
The Kyoto Protocol was a legal binding setup to reduce emissions from industrialisedcountries. The target roadmap of emissionreduction by 50% to 1990 baseline was setto be achieved by 2050. Addition to socialand political pressure the protocolintroduced financial pressure to industriesnot considering carbon mitigation (ICCF,2005) (Orth et al., 2007).
Steelmaking and CO2 emission
Steel is an important material which hascontributed in today’s developing world.Today’s steelmaking plays an important role
in providing top edge leading material toreduce carbon footprints in our daily life. Afew examples are advanced high strengthsteel (AHSS) for the automobile industry tocunt down emission, and lighter strongermaterials for wind turbines to enhancerenewable (WSA, 2008a).
Even though steel has contributed indirectlyto provide solutions climate change, itcontributes to around 3-4% of total CO2 emission through out the world. It ispredicted by Mckinsey & Co. consultantsthat this value would increase by about 75%
if business is as usual and no effort is doneto reduce emissions (McKinsey., 2007). Thegrowth of steelmaking is steady and rapid; a
growth rate of 5% annually is seen globally.The industry is listed as one of the mostenergy intense company. In the past threedecades the industry has showntremendous improvement in energyconsumption.
.
Figure 1: Average energy consumption reductionin steelmaking for OECD (1975 = 100) (WSA,2008b)
Currently steelmaking in developed nationsis working in thermodynamic boundaries.There is little room for further improvementin process to reduce CO2 emission (Xu andCang, 2010). There is a need forbreakthrough technologies find a solutionand carbon capture and storage (CCS), isconsidered as a viable option.
Application of CCS within
steelmaking
Unlike the power industry where there isone stack where CO2 emission exists, theconventional blast furnace routesteelmaking consists of various point sourceof emission. A break down of thepercentage of emission is shown in figure 2.
020406080100
120
1975 1980 1985 1990 1995 2000 2004
%

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 4/25
4
Figure 2: Breakdown of CO2 emission insteelmaking (Orth et al., 2007)
It can be seen that a large percentage of theCO2 is emitted from the blast furnace. In theblast furnace the import iron reduction takesplace. Carbon monoxide (CO) reacts with
the iron oxides to give molten iron and CO2.A detailed explanation of the reaction ispresented in (Rackley, 2010).
World steel association understood theproblem early, and as a post Kyoto plan, itimplemented a global collaborativeprogramme called CO2 BreakthroughProgramme. It enabled different regions inthe world to interact and come up withtechnologies that could reduce CO2
emission by at least 50%. In EU aconsortium of 48 companies and researchinstitutes got together to achieve that target(ULCOS, 2011).
Out of eighty possible breakthroughtechnologies it has been narrowed down tofour possible game changers.
Top gas recycling blast furnace(TGRBF)
HIsarna Ulcored Ulcolysis
Ulcolysis is an electrolysis process whichwould require a large amount of energy toreduce the iron ore below its fusiontemperature of 1535°C (Xu and Cang,
2010). This would be ideal for countrieswhose electricity is powered by nuclear.Ulcored is a direct reduction process; this isa change to the conventional blast furnace.Direct reduction has shown prominent
increase of use in countries which havenatural gas. According Xu (2010) directreduction with aid of natural gas requireshigh quality iron ores.
The two technologies that could take shapein the near future are TGRBF and HIsarna.
TGRBF is a retrofit technology whichrecycles CO and H2 back into the blastfurnace after CO2 separation as shown in
figure 3 below.
Figure 3: TGRBF simple schematic (Xu and Cang,2010)
The capture and sequestration of CO2 would reduce 30% of CO2 emission formsteelmaking. Additional CO2 reduction of 20-30% is obtained from reducing the amountof coke use in production. This technologyhas been tested in pilot scale with vacuumpressure swing adsorption and zeolite usedas adsorbent. The pilot scale showedpromising results. A major concern with thistechnology is pure oxygen reduction in the
furnace. Currently the most widely usedoxygen separation is conducted usingcryogenic separation. This might increasecost for CCS (Rackley, 2010). For detaileddescription of the process and reportanalysis on test plant refer to the references

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 5/25
5
(ULCOS, 2011, Biratt, 2009, Xu and Cang,2010, Zuo and Hirsch, 2009).
HIsarna is a cyclonic smelting reductionwhich inputs raw materials as coal char, andiron ores. This would eliminate the coke unitand the sinter plant. This process is adaptedfrom the HIsmelt process. Similar to TGRBFHIsrana would use pure oxygen for cyclonicmelting and this raises the same questionregarding cost. A comprehensive detail ofthe process can be read in the followingreferences (ULCOS, 2011, Biratt, 2009, Xuand Cang, 2010, Orth et al., 2007).
Figure 4: CAD of HIsarna (courtesy TATA steel)
As in power industry the biggest initialchallenge in carbon capture is theseparation of CO2 through a techno-economic feasible process. The nextchapter would analyse the current market
capture technologies through literaturesurvey. The technology would be comparedwith current steelmaking conditionsunderstand its ability to deliver.

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 6/25
6
Carbon Capture Technologies
The initial challenge in CCS is to capture orseparate CO2 from the worked gas. Thisstage requires technical elevation with
balance of economical feasibility. It isargued that it is the most costly phase ofCCS, and contributes to 70-80% of totalcost (Blomen et al., 2009). CO2 emissionfrom steel making comes from manysources and its composition is different incomparison to power generation. It istherefore necessary to evaluate the currentmarket ready and future capture techniquesaccording to specific needs. Capturetechniques are tailored towards power
generation but the results could be analysedin relative to steelmaking.
Steel making requires in-process capturetechnologies and can be related to the wellknown post combustion capture. Thissection will look into the current anddeveloping post combustion technologies.
Chemical Absorption
The principal of reversible weak bondformation of aqueous alkaline solvent withacid or sour gas is used as base forchemical absorption (IPCC, 2005, Wang etal., 2011). Amines are the popular solventchoice for chemical absorption with provenhistory in industry. The process involves twomain configurations the absorber and thestripper. At lower temperature the amines
react with the CO2 to form weak bonds inthe absorber. This weak bond is broken toseparate the CO2 in the stripper, and thesolvent is recycled back into the absorberfor further absorption. For detailedexplanation of the process flow please referto references (Rao, 2003, IPCC, 2005).
The amines can be categorised as primary,secondary and tertiary groups according thenumber of hydrogen atoms replaced byalkanol chains. The groups have differentproperties such as absorption rate, reactionwith CO2, corrosion etc. Rao (2003)discusses in detail the properties of thedifferent groups. To summarise primary andsecondary groups have higher reactionrates with CO2 where as tertiary groups isless corrosive and has got higher CO2 absorption capability.
MEA (monoethanolamine), a primary
grouped amine, is proven in commercialscale for CO2 absorption and is preferred forpost combustion capture according to Rao(2003). It is less costly and is efficient incapturing CO2 at low partial pressure, whichis the scenario for post-combustion capturefor pulverised coal plants.
Challenges with Amines
Even though MEA is less costly and hasbeen proven in industry scale, its reliabilityin CO2 capture for pulverised coal plantshas got uncertainties due to a few problemsencountered in the process. Worked gasesfrom steel making process have gotsimilarities to the flue gas from pulverisedcoal plant. This is bringing up the questionof reliability of MEA for steel making CO2 capture. The biggest problems encountered
with MEA are discussed by Rao (2003) inhis paper as (a) degrading of solvents(thermal, oxidative, polymerisation), (b) SOx degrading, (c) corrosion and (d) energypenalty.

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 7/25
7
Degrading of solvents:
According to Rao (2003), he agrees withDavidson (2007) that the three main routesfor degradation of MEA are (a) oxidativedegradation, (b) thermal degradation and (c)carbamate polymerisation. Thermaldegeneration takes place at temperaturesabove 205°C and is common in the stripperof the system. Carbamate polymerisationhas less contribution at temperatures belowtemperatures of 100°C.
The biggest loss of MEA is throughoxidisation and is common problem in theabsorber. Rao (2003) refers to the paper by
(Sexton and Rochelle, 2009), where theexperiments conclude that oxidativedegradation is influenced by the dissolvedmetal. They act as catalyst for the oxidationprocess and the order of reactivity iscopper>chromium/nickel>iron>vanadium.
Addition to oxidise degradation in theabsorber, Rao (2003) refers to the paper(Davis and Rochelle, 2009) for thermaldegradation. Thermal degradation is
common in the stripper and is concentratedwithin the re-boiler. Davis and Rochelle(2009) use 135°C as baseline workingtemperature and produce a result showing athermal degrading of 2.5-6% per week. Thepaper explains that loading of CO2 andamine concentration increases thedegrading rate. The paper further concludesthat thermal degrading could be reduced ifworking temperature is less than 110°C,and contradicts the opportunity to usethermal compression of CO2 to enhancecompression and save energy with lesswork in the compressor.
NO x and SO x degrading:
The SOx and NOx presence in flue gas frompulverised coal plants has a similar reaction
to with MEA as CO2. This results in theformation of salts and causes MEAdegradation. The report (IPCC, 2005)ensures that NOx has less contribution forthe degrading the solvent, this is justified by
the paper (Chapel, 1999). Chapel (1999)explains that NO2 is the most undesirableNOx which reacts with the amine solvent toform heat stable salt. NO2 concentration inthe flue gas from a pulverised coal plant isapproximately less than 10% of total NOx.This is fortunate because only a fraction ofNO2 is absorbed in the absorber. Chapel(1999) further explains that NOx control isbest achieved through the control of peakflame temperatures in the boilers.
SOx on the other hand are of high concernin degrading MEA solvent. Chapel (1999)describes that SO2 and SO3 both form non-reclaimable salt, but SO3 is much moreundesired due to its formation of sulfuricacid which is corrosive in nature against wetscrubbers. Chapel (1999) concludes thatthe typical flue gas desulphurisation unitsare not enough to bringing down the SOx level to less than 10ppm. This is due to thehigh level of SOx (typically within range of300-5000ppm) found in the flue gas of coalfired power plants. Wang (2011) mentions asolution for SOx degrading; he mentions thatan increase in CO2 loading in the liquidphase would reduce SOx degrading. Wang(2011) justifies his answer by saying thatincrease in CO2 loading would reduce theamount of O2 and SO2 reaction with amine,and therefore reduce degrading.
Fly ash and soot:
Fly ash can cause many problems in theabsorber and stripper columns. Chapel(1999) mentions that fly ash could result insolvent degrading due chemical andphysical reactions. It can further lead to

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 8/25
8
erosion, crevice corrosion, and plugging ofthe equipment. Currently power plants areequipped with fly ash removers in theupstream of SO2 scrubbers, but Chapel(1999), mentions that a removal of 99.7% of
fly ash should be met.Soot is considered to be a problem withheavy fossil fuel; it stabilizes the aminesolvent to MEA mist. This MEA mistparticles are not captured in the water washzone of the system and a special mistabsorber must be employed to capture themicro-sized MEA mist particles (Chapel,1999).
Corrosion:
Oxygen in the flue gas is key ingredient forcorrosion. MEA are much more corrosivethat diethananolamine (DEA), which is morecorrosive that triethanonolamine (TEA). Thegroups decide the corrosive factor in thefollowing order primary amine > secondaryamine > tertiary amine. Inhibitors aredeployed to prevent corrosion on costconcerned carbon steel material. Chapel
(1999) suggests flue gas streams shouldhave a maximum of 1.5% vol. is preferred tomaintain inhibitors activity. Alternate optionsare to use expensive alloys or practiceoxygen removal with aid of catalytic reactoror control laminar flame within burners(Wang et al., 2011, IPCC, 2005).
Energy penalty for amine absorption:
The chemical absorption using amines is
working at or near atmospheric pressure;this would be needed to be compensatedwith amines with higher reaction energies(e.g. MEA). Amines which have higherreaction energy would require large levels ofheat in the stripper for regenerating thesolvent. Secondary energy penalty iscontributed from the electricity consumed
for pumping, fan operations and finalcompression of CO2.
Rao (2003) mentions in his paper theabsorption capital cost is related to the fluegas flow rate. The capital cost for thestripper and the compressor is mainlyinfluenced by the mass flow rate of the CO2
captured. The energy penalty is consideredto be the biggest challenge to tackle inchemical absorption. It has got direct impacton CO2 capture cost. Blomen (2009) hasquoted estimated figures for the relationbetween energy penalty and CO2 capturecost. In his paper he mentions if energyrequirement for post-combustion capture is
reduced by 15% (3.2MJ/kgCO2 to2.7MJ/kgCO2) cost of CO2 capture reducesby 20% (35-45 euro per ton of CO2 to 25-35euro per tonne of CO2)
In his paper, Blomen (2009) mentions a fewpossible routes to reduce the energypenalty. The typical MEA solventconcentration for acid gas absorption is 30wt% MEA. An increment to this by 10 wt%MEA would decrease the thermal energy
requirement by 5 – 8%. Blomen (2009) goeson further to discuss that this would create acorrosive environment and would havenegative impact on the technology’s
material. Inhibitors are currently beingresearched with lack of knowledge incorrosive property of amine.
Process intensification (PI), is a preferredalternative to increase thermodynamicefficiency of the system. Wang (2011)points out the different benefits of processintensification, they start from capital costreduction to safety of the system. The othereconomical benefit through PI is theenhancement of the absorption anddistillation efficiency. Wang (2011) mentionsan increment in mass flow rate would result

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 9/25
9
in reaction efficiency. The rotating packedbed (RPB) is suggested which usescentrifugal force to boost gravity andtherefore increases the mass flow rate.
Many others have played with solventconcentration and mixing to increase thethermodynamic efficiency. Wang (2011)explains the benefit of mixing MEA andmethyldiethanolamine (MDEA) in correctproportion. This could reduce energy forstripping and solvent use significantly.
There is a study on sterically hinderedamines (KS-1, KS-2 and KS-3). Theseamines were developed by Kansai Electric
Power Co. and is claimed to consume lessenergy with less solvent loss. The cost ofthese amines is not economically feasible(EPRI, 2007, Wang et al., 2011).
Future Development on Chemical
Absorption
Currently research is being conducted todevelop solvents with better performance
compared to MEA. Areas of interest forsolvent development are (Blomen et al.,2009)
High absorption/desorption ratesLess degradation and lowercorrosivityLower volatility and good stabilityLess energy for regenerationBetter CO2 capture capacity
A few alternatives have been mentionedabove, but the well talked alternative andnear replacement for MEA could be thecarbonate-based system. Carbonate-basedsystem uses the same principal as aminesto produce bicarbonates after reacting withCO2. The solvent is then regenerated in the
stripper. Carbonate-based systems arefamous for the lower energy requirement forregeneration, but are normally expensive.An example is the potassium carbonatesolvent (K2CO3) with piperazine (PZ)
catalyst, known as K2CO3 /PZ systems. ThePZ causes the solvent to become expensivecompared to the conventional MEAsolvents, but has got added benefits suchas better absorption and less oxygendegrading (Figueroa et al., 2008).
Aqueous ammonia is a considerablycheaper solvent compared to K2CO3 /PZ anda system called chilled ammonia process istaking shape, as a replacement for MEA
solvents. The main system configuration issimilar to MEA solvent capture technology.The solvent is ammonium carbonate;capture of CO2 takes place in the absorberwhere the CO2 reacts with the solvent toform ammonium bicarbonate. CO2 isstripped in the stripper and the ammoniacarbonate is recycled back to the absorberfor CO2 capture (EPRI, 2007). Desirablecharacteristics of CAP are
Less energy for regenerate ofsolvent, since less heat required forabsorption reactionHigher purity of CO2 (>99%)obtainablePressurised CO2 leaves the stripper,therefore less energy forcompression required for transportRetrofit technology similar to MEAabsorption process
Less chemical and physicaldegrading of solvent duringabsorption and regeneration
The challenges with the CAP technologyare the solvent vaporising into theatmosphere. The cooling of the flue gas atlower temperatures to enhance absorption

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 10/25
10
increases cost. Different authors have givendifferent values of optimal temperatures forthe flue gas to be cooled. The EPRI (2007)report mentions that the desiredtemperature of flue gas at entry should be
between 0- 10 °C, while (Figueroa et al.,2008) concludes the desired temperatureshould be in the range of 16 – 27 °C.Figueroa (2008) gives further an example ofa test plant working at the temperatures of 0
– 10 °C, which was able to obtain only 90 %removal of CO2. There is a lot of unclearresults of the system itself, explaining thatthe system itself is in its early stage ofdevelopment. Blomen (2009) points outanother hurdle with the system, slow rate ofabsorption in the CAP process compared toMEA. This means the system requires threetimes more packing to achieve the sameCO2 removal.
Adsorption
Adsorption process is a second generationtechnology still in developing stage and has
not been proven in large commercial scalefor CCS. The process itself roots back toearly 20th century industrial revolution.Today commercial exercising can be seenin production of hydrogen, oxygen,purification of gases/liquids, drying of gasesor methanol etc (Thomas and Crittenden,1998a).This technology is based on theprinciple of the large intermolecular forcesbetween gases and the surface of certain
solid materials. It is possible to achieveselective adsorption of single or multiplelayers of gases, a few factors which defineadsorption are (Meisen and Shuai, 1997)
Partial pressureTemperatureSurface forces
Adsorbent pore sizes.
Adsorbent properties
CO 2 adsorption capability
Adsorption technology is dependent ondevelopment or identification of a sorbentsthat would enable carbon capture in moreefficient way in consideration to chemicalabsorption using amines. The selection ofadsorbents is directed by the high CO2 adsorption capability. CO2 adsorptioncapability is primarily defined by theequilibrium isotherms provided by vendor. Itis suggested that temperature/pressureequilibrium isotherms vary and should bechosen according to the separation process(PSA or TSA explained later). It is furthersuggested that analysis of the kineticproperties are equally important. Kineticproperty is considered as the difficult toobtain by (Sayari et al., 2011), duechallenging analysis of properties such asdiffusion which can related to parameterssuch adsorbent particle size.
Regeneration
Having looked at the adsorption capability ofCO2 the next property of the adsorbent tolook into is the regeneration route of theadsorbent. (Berger and Bhown, 2011) begintheir literature with an argument andintroduction of the term “working capacity”.
The literature looks at TSA but term couldalso be used for PSA. The definition ofworking capacity is mentioned as the
difference in the adsorbed capacity betweenadsorption stage (low temperature or highpressure) and regeneration stage (hightemperature or low pressure). The workingcapacity is considered as an importantanalysis for the technology and could beused to estimate the size of the system,energy penalty, and captured CO2 purity.

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 11/25
11
The physical or chemical bondingdetermines the energy required forregeneration. A weak bond would meanless energy for regeneration but the CO2 adsorption capability is less. On the other
hand strong bonds have higher capability ofCO2 adsorption but will require lots ofenergy as pressure or temperature toregenerate.
Effect of impurities and water vapour
Other properties mentioned by Sayari(2011) are high wear resistant ofabsorbents. Long stability of adsorbents haseconomical benefits which is due less
maintenance cost. The behaviour in thepresence of moisture or other impuritiesneeds to be considered too. Physicaladsorbents will show decrease in its carbonadsorption capacity when interacted withmoisture. Different literatures have differentperceptions on which adsorbent showshigher affinity towards moisture. Most of theliteratures (Sayari et al., 2011) conclude thatthe adsorbent zeolites is more hydrophilicthan activated carbon. Further studies on
other new emerging adsorbents such ascarbon molecular sieve (CMS) are shown tobe less hydrophilic than activated carbon orzeolites (Siriwardane R).
Impurities such as SOx, NOx will cause adecrease in CO2 adsorption capacity. SO2 will react with the adsorbent causingdegrading and NOx has got affinity towardsadsorbents but to lower level compared toSOx (Zhang et al., 2009). Pre-treatment ofthe flue gas should be carried before theprocess. Addition to NOx removal anddesulphurisation of the flue gas, moistureremoval of the flue gas should also becarried out to enhance CO2 capturecapacity. This would add additional cost forthe system and is overlooked in many
literatures such as (Ho et al., 2008). Ho(2008) looks at optimising the pressure ratio(ratio of desorption pressure to absorptionpressure). In the literature the cost analysismodel of the PSA system assumes basic
assumptions that the water vapour would beremoved using molecular sieves, there is nodata explaining the extent of water vapourremoval. The SOx removal in the model isestimated to achieve 10ppm with aid of adesulphurisation unit. The level of NOx needed to be optimised in the flue gas is notmentioned in the literature by Ho (2008).There is a lack in knowledge of SOx /NOx effect on the flue gas, and additionalprecautions to control enhance adsorptioncapacity. This shows that the adsorptiontechnology needs to mature to a grater levelbefore commercial exploitation. This is adebatable point to promote absorption usingMEA, where there is a vast range ofliterature explaining the effect of impurirites.
During the literature survey an interestingpaper (Zhang et al., 2009) discussed anovel technology to tackle SOx /NOx andwater vapour in the flue gas. Multiple layerflue columns was suggested and tested inlaboratory scales to tackle adsorption whenSOx /NOx /water vapour is present in additionto N2. The literature by Zhang (2009),proves that is possible to manage watervapour content using multiple layered bed.Two adsorbents CDX Alumina (potential forhandling SOx /NOx and water vapour),zeolite 13X (potential for CO2 removal) wereused in 40/60 split. It was proven
experimentally and with aid of simulationthat it is possible to manage water vapourwhen vacuum level was lower than 3kPa(*the paper looks at VSA). A majorchallenge overlooked in the process is theassumption of steady state adsorption.Steady state assumption was seen to be

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 12/25
12
common in most of lab experiments; thiswas the case for absorption technology too.The uncertainty of favourable outcomesduring unsteady state brings up thequestion if the technology is viable in larger
commercial scale.Zhang (2009) discusses that H2O in the fluegases increase SO2 to concentration in thebed in comparison to the feed gas. Thereason for this is explained as waterabsorption is much more competitive thanSO2 which results is SO2 breakthrough. Asimilar explanation is given for O2 present inthe gas mixture. NO desorption is related tothe O2 concentration in the gas mixture,
since it needs to be oxidised to NO2 foradsorption to take place. The literature alsopoints out a slow desorption in SO2, this is
justified with the strong g chemicaladsorption of SO2 in comparison to NO. Theauthor concludes that the experiments andsimulations are not sufficient to understandbetter the reactions taking place.
Adsorbents
In this survey deep integration regardingadsorbent material is not conducted, a briefof the main adsorbents that have thepotential for good CO2 adsorption will bestudied. In general there are two types ofadsorption mechanism; physical adsorptionand chemical adsorption.
Figure 5: Adsorption mechanism; physisorption isweek adsorption on surface, chemisorption isstronger adsorption with chemical bonding(Berger and Bhown, 2011)
Less regeneration energy is required forphysisorption due to weak bonding of theadsorbate and adsorbent. Low heat
adsorption takes place under the principal ofvan der Waals forces to attract the CO2 molecules onto the surface of pore walls ofthe adsorbent. Chemisorption requires moreenergy for regeneration due to strong bond
(covalent bonding) formation of CO2 molecules (Berger and Bhown, 2011).
Two potential adsorbents that havefavorable characteristics towards CO2 adsorption are activated carbon andzeolites. This literature will compare the twofind the strength and weakness of each.Activated carbon is prepared from rawmaterials such as coal, biomass, cocoanutshell etc. It is a two step preparation
involving carbonisation and activation (Choiet al., 2009, Thomas and Crittenden,1998a). Zeolites are porous crystallinealuminasilicates which are assembled byarrays of SiO4 and AlO4. Unlike activatedcarbon where surface area plays a vital rolein physisorption, zeolites work in the basisof pore filling. With high internal porosity,zeolites are capable of reaching high levelof selectivity through molecular sieving. Thephysisorption is influenced by the chargefield; it is possible to change the positionand type of cations found on the zeoliteframework. This would trigger a change inselectivity of gas to be absorbed by varyingthe channel size (Thomas and Crittenden,1998a).
Adsorption capacity:
To summarise adsorption capacity ofactivated carbon is less efficicient inadsorption of CO2 in comparison to zeolitein low pressure and ambient temperature. Ithas also been proven that zeolite 13X isconsidered to have the highest adsorptioncapability in comparison to othercommercially available zeolites (Choi et al.,2009). Both activated carbons and zeolites

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 13/25
13
show a decrease in adsorption capacity withthe increase in temperature, but at higherpressures CO2 adsorption of activatedcarbon becomes superior to zeolites. It ismentioned in the literature by Choi (2009)
up to 1.7 bar pressure zeolites show a highadsorption capability but at pressures inexcess of 1.7 bar activated carbons take theupper hand.
Moisture effect on adsorbent:
Choi (2009), mentions that H2O moleculesare more selective towards the adsorbentsite in comparison to CO2 molecules. This isagreeing with the experiment results
obtained by (Siriwardane R). Choi (2009)has also written that the partial pressure ofCO2 can influence the adsorption selectivityof CO2 or H2O. It is mentioned that at lowpartial pressure of CO2 would causeacceleration in the adsorption, butequilibrium would be reached in a fewminutes due to the zeolite containing H2O.Activated carbon on the other hand isnegatively affected by presence of H2O. Thereason for this is explained by Choi (2009)
as the hydrophobic nature of activatedcarbon. Even though it is beneficial to havea negative effect on adsorption, Choi (2009)discusses the detrimental aging effect onthe adsorbent due to storage on high humidconditions. The literature analyses anexperiment conducted to understand theadsorption capability of wet adsorbent. It isclear from the experiment results that lowpressure below 25 bar, would cause a
detrimental effect on CO2 adsorption. Onthe other hand if pressure is increasedabove 25 bar the CO2 adsorption showedgradual improvement. This phenomenon is
justified as chemical fixation of CO2 at highpressure.
Kinetics of adsorbent:
Kinetics as explained earlier is important todefine the rate of adsorption and desorption.Zeolite kinetic is considered to be thefastest causing the adsorbent to reachequilibrium in few minutes, this is found to
be similar in the case of activated carbon. Inthe case of zeolites the adsorption is fasterin the initial few seconds, causing most ofthe pores to be filled in within that time. It isalso to be noted that adsorption kinetics ofthe zeolites increases up to some extentwith increase in pressure and temperature(Choi et al., 2009).
Regeneration of the adsorbent:
In terms of adsorbent regeneration activatedcarbon are preferred to zeolite. The mildadsorption strength for activated carbonsshows benefit when regenerating theadsorbent. On average heat for adsorptionof zeoilte 13X is 36kJmol-1, which is 20%greater when compared to the heat foradsorption of activated carbon (Choi et al.,2009). Zeolites show another undesirableloss in magnitude characteristic duringrecurring adsorption/desorption cycles,
which is not occurring in the case ofactivated carbon (Choi et al., 2009).
After analysis of the two most potentiallyattractive adsorbent that have the tendencyto take shape commercially, it can besummarised that zeolite is more selectiveand has got a higher capacity of adsorptionof CO2. Careful attention needs to be givento flue gas conditions, especially H2O whichcould produce undesirable effects on itsproperties. Activated carbon is cheaper andhas shown to have good regenerationcapability, but in comparison to zeoilite it isnot effective in CO2 adsorption in ambienttemperature and low pressure. If pressure isshown to go above certain level activatedcarbon take the lead. Regeneration cost

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 14/25
14
when working with activated carbon will below due to its ability to last long in recurringcycles.
Many experiments and simulations areconducted to test the variation of theproperty of adsorbent in one externalcondition. This is not encouragingconsidering large capital investment forCCS from large emission point. Thereneeds to be more work conducted tounderstand the relationship betweendifferent external factors applied on a morerealistic environment. For exampleregeneration loss of the adsorbent due tocyclic loss should be tested simultaneously
with in presence of moisture and otherimpurities.
Analysis of other adsorbent materials hasnot been researched in this literaturesurvey. There is space for zeolite andactivated carbon structural modifications.Addition to this chemisorption controlledadsorbent such as metal based adsorbentsexist and are developing. The literature byChoi (2009) explains in detail the status of
development of these adsorbents. Anotherpotential candidate is amine-functionalisedadsorbent. Chemical bondings such ascovalent bonding are used to increaseselectivity. The papers by Sayari (2011) andChoi (2009) discuss further their potential.An emerging material for adsorption ismetal-organic frameworks. Details regardingthis can be found on literature by Choi(2009) and (Sayari et al., 2011).
Adsorption Process – Regeneration
Mechanism
An equal importance needs to be given todesorbing mechanism of CO2 in comparisonto the adsorbent selection. The desorbing or
regeneration process defines the process ofthe adsorption technology.
IPCC (2009) mentions two main operations;pressure swing adsorption (PSA),temperature swing adsorption (TSA). Eventhough PSA and TSA are two mostconventional operations that could be usedfor CO2 separation currently electric swingadsorption (ESA) is being researched as apotential alternative.
In PSA, CO2 is absorbed at high pressure.The regeneration of the adsorbent takesplace at reduced pressure. Theregeneration also takes place in vacuum
and this operation is known as vacuumpressure swing adsorption (VPSA).
TSA adsorbs CO2 at lower temperature andregeneration of the adsorbent is taken athigher temperatures (EPRI, 2007).
ESA is an alternative to TSA in adsorbingCO2. It is in its early stage of development.In TSA it is common to utilise waste heatfrom the plant where but ESA uses the
Joule effect to heat a conductive carbonmonolith to adsorb CO2. The disadvantageof the ESA is providing the electricity usedfor heating the carbon monolith, and itraises questions if the electricity isgenerated carbon free. This literaturesurvey does not deeply investigate the ESAprocess, due to its stage of development forfurther understanding about the processplease refer to (Grande and Rodrigues,2008). Grande (2008) conducts an
experiment on ESA using carbon monolithas an adsorbent and concluded that 89%recovery with 16% purity of CO2 waspossible to achieve. The literaturesuggested need of alternative adsorbent toincrease purity but none in particular wasmentioned.

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 15/25
15
Pressure Swing Adsorption (PSA)
The simplest form of the process is the twobed continuous process. This was inventedby Skarstom, and is known as the Skarstomcycle. The cycle involves two columnswhich are filled with molecular sieve,preferably zeolite due to its high selectivityand adsorbing capability.
Figure 6: Schematic of two bed PSA cycle (Gomes2009))
The process consists of four steps asshown in figure 6. In step 1 the flue gaswhich is pressurised to many atmospheresis pumped into bed 2 while isolated from
bed 2. The highly attractive CO2 moleculesget adsorbed onto the zeolite throughdiffusion and equilibrium. The beds are thenconnected in and the less attractivemolecules are purged into bed 1. During thesecond step the beds are disconnected andbed 2 is depressurised, this causes the CO2 to blow down in counter direction to the fluegas feed. Steps 3 and 4 are similar to 1 and4 but in reverse nature. The purge which
takes place in step 3 would ensure anyremaining CO2 present in bed 2 to beflushed away (Gomes and Yee, 2002) (Thomas and Crittenden, 1998c).
Currently there is a lot of work beingconducted to improve the efficiency of PSAprocess. As explained earlier the counter-
current depressurisation is vital in improvingthe adsorbing capability. It allows removal ofremaining CO2 to be purged out. The benefitof counter-current depressurisation is itallows achieving high purity of CO2 product.
In 1964 Martel suggested to connect thebeds during blow down in step 2. This wouldenable sharing of the high pressure frombed 1 with bed 2; causing bed 2 to becomepartial pressurised and becomes ready forre-pressurisation. This process is known aspressure equalisation. This is economicallybeneficial because of high product recoveryand steady flow of CO2 (Thomas andCrittenden, 1998c).
The literature by (Ho et al., 2008) looks atopportunities to reduce the initial andmaintenance cost for the PSA technology.The initial suggestion made is to reduce theadsorbent bed cost, by increasing theworking capacity of the adsorbent. Thepaper experiments with zeolite 13X and theauthor suggests replacing it with somethingbetter. The improvement in the workingcapacity would result in installing a smaller
adsorbent column volume. This wouldtherefore reduce the cost, for example a75% increment on adsorbent workingcapacity would reduce the capital cost by11%. The author further suggests that anadsorbent with an increment in selectivity of500 from 50 result a further capital cost by35%. The argument to be challenged to theabove statements is the only hypotheticaladsorbents that can achieve high selectivity
and high working capacity are noveladsorbent such as amine functionalisedzeolites. Currently there are manyliteratures explaining there performance butlimited or none with exact cost ofcommercial manufacturing theseadsorbents. This creates an uncertainty ifthere will be a better trade off with a novel

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 16/25
16
adsorbent against the adsorbent columnvolume reduction.
The CO2 purity improvement has directrelation to capital cost reduction asexplained above. An alternative to selectionof novel adsorbent CO2 purity could beachieved by increasing the pressure ratio(Ho et al., 2008). The literature by Ho(2008), discusses two possibility to increasepressure ratio; increasing the adsorptionpressure or decreasing the desorptionpressure. The paper confirms thatincreasing the adsorption pressure whilevolume of the CO2 adsorbent column isfixed, would increase the purity of CO2
absorbed. The author from the simulationssets an upper limit for adsorption pressurefed in, as 200 kPa. The cost for large feedgas compressor due to a product streamwith high concentration of CO2 would resultin additional cost than saving. It is to benoted, according to the paper, for furtherpurification and for transport/storage theproduct stream gas is compressed. Asimilar lower limit is set for the desorptionpressure. Optimum desorption pressure issuggested to be set around 5 – 10kPa. Forpressures under 3kPa it is mentioned that itwould not be cost effective since very lowdesorption pressure would increase the sizeof the vacuum blower. Larger vacuumblowers would result in higher number oftrains used in the process. Gomes (2002),mentions that it is possible to enhanceadsorption purity by increasing cycle timeand an optimal cycle time is mentioned as
300 seconds. According the author loweringthe feed gas speed would also increase thepurity. Unfortunately no optimal feed gasspeed is mentioned in the paper. An upperlimit for the cycle time and lower limit for thefeed gas should be set after analysing thesteel/power plant’s overall working capacity.
A retrofit adsorption technology should slowdown the existing plant.
Ho (2008) concludes higher purity andadsorption capacity could be achievedthrough hypothetical adsorbent, where asGomes (2002) suggests lowering the feedgas speed and increasing the cycle timewould enhance the purity and adsorptioncapacity. The first draw back of the twoconclusions is it can not be analysed withcurrent steelmaking/power generationprocess in which a retrofit carbon capturetechnology can not cause delay in theexisting plant. The second is a noveladsorbent which if exists would be
expensive due to lack of development.
Temperature Swing Adsorption (TSA)
The principle behind TSA is obtained fromadsorption isotherms, high temperaturebecomes unfavourable for adsorption andthis is used as a favourable contributiontowards desorption (Thomas andCrittenden, 1998b).
The depth description of the process isexplained in (Thomas and Crittenden,1998b, Thomas and Crittenden, 1998c).The process could be simplified into foursteps. The schematic of the simplest twobed process is as shown in Error!
Reference source not found.. The firststep involves adsorption taking place attemperature T1, when the flue gas is fed inwith partial pressure p1. When equilibrium isreached and breakthrough is about the
happen the bed is disconnected, a secondbed will be connected to flue gas foradsorption. The second step involvesheating the adsorbed bed to temperatureT2. The advantage of TSA is the heatenergy for raising temperature from T1 toT2 could be utilised from the steel plant.

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 17/25
17
The third step will exhibit a purge of fluid attemperature T2 in counter direction to feedgas input. The final step is to cool down thebed to temperature T1 and get ready for theadsorption cycle. Cooling would be
achieved using cooled inert gas in initialdirection of feed gas.
Figure 7: Basic Schematic for TSA (Thomas andCrittenden)
IPCC (2005) compares TSA with PSA andmentions that TSA is less popular incomparison to PSA due to long cycle times,regeneration cost and cooling of beds after
regeneration. TSA process is considered toconsume large amount of heat energy;adsorbent vessel and adsorbent needs tobe raised to adsorbing temperature,desorption temperature which is more thanthe adsorption temperature must beprovided, regeneration of the adsorbentmust be conducted at a higher temperature
than the desorbing temperature, andaddition to all these heat loss throughvaporisation should be compensated.(Thomas and Crittenden, 1998b).
There is limited literature on TSA processenhancement given the fact that theprocess is less efficient due to long cycletimes. An enhancement for TSA is the ESAwhich uses the joule effect to provide heatfor desorption. Other drawbacksencountered in TSA are the wearing of theadsorbent at temperatures it can not withstand. Alternative adsorbent, especiallyadsorbent which behave according tochemisorption would be an alternative to
zeolites or activated carbons.
Pressure and temperature swing adsorption
(PTSA)
An alternative which seems to be suitablecandidate for iron and steel making CCS isPTSA. PTSA enhances the two processesPSA and TSA to achieve eco-technicalfeasible process. This process will conductadsorption, onto beds filled with adsorbents,
in near atmosphere pressure. In thefollowing steps a temperature swing wouldbe employed to enhance regenerationthrough heated depressurisation. Theenergy saving could be established byreducing work for the vacuum pump(Ishibashi et al., 1996).
PTSA is preferred candidate in steel makingcarbon capture, due to the boundaries ofutilising waste heat from steel plant for
enhancing regeneration. Currently there islimited literature on the suitable adsorbentthat could cope with pressure variation andhigh temperature. Ishibashi (1996) choseCa-X type zeolite for the expereiments fromthree other possible candidates. Ca-X

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 18/25
18
showed good selectivity plus adsorbingcapability.
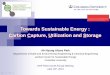
Figure 8: Power Consumption Comparison forPSA/PTSA and CO2 Concentration (Ishibashi(1996))
The figure 8 clearly indicates a reduction inpower consumption for PTSA in comparison
to PSA. Addition to this it can also be notedthat higher concentration of CO2 ispreferable for physical adsorption. Inliterature by Ishibashi (1996), it is mentionedthat a 15% drop increase in flue gas CO2 concentration lead to a 25% drop in powerconsumption.
These results are promising for carboncapture application for steelmaking, sincethe blast furnace gas is highly concentrated
with CO2 in comparison to post combustioncapture from power industry.
Other Capture Technologies
This literature survey has not looked intoother second and third generation capturetechnologies due to their pre-maturity. Oneparticular technology looks to be an
attractive technology for steelmaking ismembrane separation of CO2.
Membrane Separation
An interesting asset of membraneseparation technology makes it a possiblepromising candidate for carbon capture
within steelmaking. When the CO2 partialpressure of flue gas is low, chemicalabsorption is considered to be mosteffective, and if the CO2 partial pressure ishigh membrane separation is considered to
be efficient (Lie et al., 2007). The literatureby Lie (2007) lists down the advantages ofmembrane separation as; simplicity to buildto bigger scale, low capital cost, no movingparts, flexible with membranes even newones, reliable, low environment impact, andminimum hardware. The disadvantagesmentioned in the literature are there is notdefined future economics of scaling up,particulates must be removed to feed inclean flue gas, and extensive energy for gascompression.
The paper by (Brunetti et al., 2010) listsdown a few other unfavourable conditionsthat membrane separation could portrait; amust to cool down temperature of flue gasbelow 100°C. Similar to particulateschemicals needs to be removed form fluegas or the hypothetical membrane shouldbe chemically resistant.
With the above mentioned concerns themembrane for carbon capture shouldposses the follow properties (Brunetti et al.,2010).
High CO2 permeability High CO2 selectivity against
N2, CO, and H2 Thermal and chemical
resistant
Plasticity resistance Cost effective Cheap membrane module
manufacturing
Selectivity and permeability of CO2 on themembrane does not always go together.Brunetti (2010) concludes that not many

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 19/25
19
membrane materials show selectivity up to100, and if that is the case the permeabilitywould be low.
The literature by Lie (2007) is an interestingpaper targeted on steelmaking and uses themembrane technology for carbon capture.The lab experiments conducted tested threedifferent types of membranes. Two carbonmembranes, one enabling separation byadsorption selectivity (ASCM) and the otherthrough sieving selectivity (CMSM) werechosen. The third membrane for CO2 separation is a polymeric membrane withactive amine group (FSCM).
ACSM and CMSM are porous membraneswith average pore size of 5Å and 3.5Årespectively. The author Lie (2007)summarises that both the membrane wouldshow initial signs of Knudsen diffusionfollowed by surface diffusion in ACSM andmolecular sieving in CMSM.
According to (Rackley, 2010), the transportprocess such as Knudsen or molecularsieving is defined by the ratio of mean free
path of gas molecules against the porediameter. The ratio is known as Knudsenratio. This is contradicting with the literatureby Lie (2007), where Lie has not justified thetransport process by providing details ofKnudsen ratio.
The third membrane tested experimentallyby Lie (2007) is a polymeric membrane withactive amine groups as backbone. Thetransport process of this membrane is under
the principle of ion transport process. Thisliterature survey does not describe furtherthe transport processes, the reader isdirected towards (Rackley, 2010) for furtherdescription of the processes.
The results of the experiments by Lie (2007)concluded that FCSM is a good selectivity
and permeability. ACSM showed goodpermeability while CMSM showed goodselectivity. The limitation from theexperiments is the carbon membranes wereonly tested for single process. The polymer
membrane for tested against similar blastfurnace gas conditions and signs of fall inperformance was visible. The authormentions that this was corrected by materialdevelopment and thickness reduction ofselective top layer, unfortunately no specificdetails of what was done is not mentioned inthe paper.
Another important property of FCSM wasthe retaining of hydrogen on the high
pressure side, this meant no additionhydrogen separation is required if it needsto be used as fuel or recycled with CO andN2 back to the blast furnace.
To summarise the cost of using a polymermembrane such as FCSM would reducecarbon capture by around 25-30%, withbasic assumptions such as decreasing priceof membrane, good selectivity of 100 inmembrane and low operating cost (Lie et
al., 2007).
It is too early to take this board due tomaturity of the system, and uncertaintiessuch as membrane behaviour in conditionsof impurities. The selectivity of 100mentioned by Lie (2007), contradicting withother papers for example Brunetti (2007),explains in his paper that the currentlycommercial available membranes show amaximum selectivity of 50. Brunetti (2007),mentions that with a selectivity of 50 it ispossible to achieve a CO2 recovery of 80%,which is 19% less in comparison with MEAabsorption technologies. It is to be notedthat results of the paper by Brunetti (2007),is for post combustion capture with low CO2

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 20/25
20
partial pressure which is not the case insteelmaking.
To conclude membrane technology isbelieved to be an alternative that couldprovide low cost capture technology fromvarious points of emissions. Lack ofliterature on technologies behaviour withimpurities is also raising concerns about thetechnology. The questionable uncertainty isthe technology’s maturity compar ed toabsorption and adsorption. What probabilityof certainty can we rely on a maturingtechnology and invest a huge capitalinvestment (Wilson and Gerard, 2007)?
Cryogenic separation
Even though this is a new technology forCCS it has been deployed to large extent inthe petrochemical industry. Oxygenproduction and CO2 removal from naturalgas has benefited from this technology fordecades. Comprehensive detail of thetechnology can be found elsewhere
(Rackley, 2010).The technology has great advantagescompared to the competitive technology ofscrubbing such as;
No chemical involved, therefore lesscorrosion and environmentalfriendly.
Ability to work in atmosphericpressure.
High purity of final product, ready fortransport. Purity could be maintainedeven at reduced input of flue gas.
There negatives of the technology are asfollows.
Slow reaction time, it could takehours depending on large quantitiesof flue gas.
Energy intense. Limitation of expansion to the
system once unit has been built. Less reliable, the flue gas needs to
undergo extensive pre-treatment toensure water vapour is completelyremoved. If water vapour is presentit could lead to ice clogging of thesystem.
Other second and third generation
technologies
Technology such as biological process,ionic liquid membranes are second and thirdgeneration technologies which have onlybeen proven in lab scale. This literaturesurvey does not cover those technologies,but the reader can find details of thetechnology from publications such as(Rackley, 2010).
Physical absorption Organic or inorganic physical solvents areused to absorb acid gas rather thatchemically reacting as explained earlier inchemical absorption. This technology hasbeen spoken for pre-combustion capture forIGCC power plant. The popularity for pre-combustion capture is due to its ability toshow efficient capture in high CO2 partialpressure. A proven technology which has
been used for around three decades toremove acid gas from natural gas streams(Rackley, 2010).
The attractiveness of physical absorption insteelmaking is it ability to capture CO2 inhigh partial pressure, which is the case ofblast furnace off gas. Unlike chemical

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 21/25
21
absorption, regeneration of the solvent inphysical absorption is less energyconsuming. This is favourable in reducingcost and energy penalty (Wilson andGerard, 2007).
Currently there are three main processesselected as possible candidate for carboncapture they are Flour process, Rectisolprocess, and Selexol process. Detaileddescription of the process can be found on(Rackley, 2010). The oldest is the Flourprocess while Selexol is the most recent outof the three.
Rectisol is the most costly due to the need
of refrigeration to bring temperature down toworking temperature range of -10°C to -70°C, but is the most widely used globally.The popularity is due to its high selectivity ofH2S and CO2 (Rackley, 2010).
Flour process uses the solvent propylenecarbonate which shows high solubility ofCO2 in comparison to methanol used inRectisol. There is a necessity to run theprocess under 90°C due to irreversible
reaction with CO2 and H2O. Goodperformance is shown in chilled flue gasconditions, but precautions needs to betaken top prevent hydrate formation. Chilledflue gas could increase loading of CO2 butwould reduce the speed of circulation, andtherefore increasing plant cost (Rackley,2010).
Many authors prefer Selexol to the othertwo processes, since the required
refrigeration is not up to very lowtemperatures such as is in Rectisol or Flourprocess. Flue gas needs to be dehydratedsince water is more soluble than CO2.
For a comprehensive list of pros and consof each process refer to (Olajire, 2010). To
summarise physical absorption is lessenergy consuming therefore there is lowenergy penalty in comparison to chemicalabsorption. The capital cost forimplementing the technology is lower too,
due to less corrosive nature of the solvent.The unfavourable requirement of thetechnology is the high partial CO2 pressurerequired for efficient capture. This makes itunpopular choice for post combustioncapture, and is not an option for retrofit(Wilson and Gerard, 2007).
Unlike flue gas from power plant stacks,blast furnace gas is highly concentrated withCO2; this could be beneficial for physical
absorption. The concern is the solubility ofCO with the solvent. A list of relativesolubility of solvents is listed on (Rackley,2010) but CO is not mentioned. Thetechnology is suggesting a water gas shiftreaction to convert CO present into CO2 before the separation. This is not what ispreferred in steelmaking due to the vision ofrecycling the CO back into the blast furnaceto enhance reduction.

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 22/25
22
Discussion and Conclusion
Table 1 is a summary of the literaturesurvey of the possible candidate technologythat could be used for carbon capture withinthe steel industry. The conventionalchemical scrubbing with MEA is effective atlow partial pressure and has high energypenalty due to high temperature forregeneration, but is a matured technologywith 99% recovery.
Membranes are the least developed but it
has been mentioned in papers that for highpartial pressure this technology is the best(Lie et al., 2007). It has low capitalinvestment and running cost. The selectivityand recovery are the concern.
Physical absorption was a no for post-combustion capture due to its need for high
partial pressure working conditions. It looks
like a promising candidate for blast furnaceconditions. Cost concerns regardingrefrigeration are high for this technology.The TGRBF would add up additional costwhen heating up the refrigerated CO and H2 after separation.
Adsorption is effective in high partialpressure. There is possibility to utilise wasteheat from steel plant to enhance separationthrough pressure and temperature swingadsorption (PTSA). This puts adsorption asfirst choice for carbon capture insteelmaking. The concern is the discoveryof a hypothetical sorbent that would have
Chemical
Absorption
Adsorption Membranes Physical
AbsorptionMaturity High Moderate Low High
Capital Cost High Moderate Low High
Reliability Solvent loss, materialcorrosion
Few moving parts Good ifimpurities arecleaned
Low, problems with iceclogging could rise
Recovery CO2 99% achievable 80% achievable 80% achievablewith increasingpressure
High but unknown forflue gas with CO,water solubility isconsiderably more
CO2 selectivity High Moderate. Zeolite13X has shown thehighest selectivitycommercially.
Moderate,amine modifiedpolymers couldshow betterresult
High valuesachievable at lowtemperature
Running Cost Highest out of the fourdue to regeneration Moderate Moderate High due torefrigeration
Environment friendly Amino acid could bereleased toatmosphere
Zeolites and AC areeco-friendly, butamine-functionalisedsorbent could shownegativity.
Currentlyavailablemembranes arepositive.Chemicallychangedmembranescould shownegative result.
Very friendly
Table 1: Comparison of carbon capture technologies

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 23/25
23
very good working capacity, selectivity andlonger life.

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 24/25
24
ReferencesBERGER, A. H. & BHOWN, A. S.
2011. Comparing physisorption and
chemisorption solid sorbents for use
separating CO2 from flue gas using
temperature swing adsorption. Energy
Procedia, 4,
562-567.BIRATT, J. P. 2009. Steel and CO2-the ULCOS
Program, CCS, and Mineral Carbonationusing steelmaking slag. Available:
http://www.ulcos.org/en/docs/Ref01__
Birat_slag_finaal.pdf .
BLOMEN, E., HENDRIKS, C. & NEELE, F. 2009.
Capture technologies: Improvements
and promising developments. Energy
Procedia, 1, 1505-1512.
BRUNETTI, A., SCURA, F., BARBIERI, G. & DRIOLI,
E. 2010. Membrane technologies for
CO2 separation. Journal of Membrane
Science, 359, 115-125.
CHAPEL, D. G., C.L. MARIZ, AND J. ERNEST 1999.
Recovery of CO2 from flue gases:
commercial trends. paper No. 340 at
the Annual Meeting of the Canadian
Society of Chemical Engineering,
Saskatoon, Canada, October .
CHOI, S., DRESE, J. H. & JONES, C. W. 2009.
Adsorbent Materials for Carbon DioxideCapture from Large Anthropogenic
Point Sources. ChemSusChem, 2,
796-854.
DAVIS, J. & ROCHELLE, G. 2009. Thermal
degradation of monoethanolamine at
stripper conditions. Energy Procedia, 1,
327-333.
EPRI, E. P. R. I. 2007. Assessment of Post
Combustion Carbon Capture
Technology Developments. In:
FREEMAN B., R. R. (ed.). California USA.
FIGUEROA, J. D., FOUT, T., PLASYNSKI, S.,
MCILVRIED, H. & SRIVASTAVA, R. D.
2008. Advances in CO2 capture
technology--The U.S. Department of
Energy's Carbon Sequestration
Program. International Journal of
Greenhouse Gas Control, 2, 9-20.
GOMES, V. G. & YEE, K. W. K. 2002. Pressure
swing adsorption for carbon dioxidesequestration from exhaust gases.
Separation and Purification Technology,
28, 161-171.
GRANDE, C. A. & RODRIGUES, A. E. 2008.
Electric Swing Adsorption for CO2
removal from flue gases. International
Journal of Greenhouse Gas Control, 2,
194-202.
HO, M. T., ALLINSON, G. W. & WILEY, D. E. 2008.
Reducing the Cost of CO2 Capture from
Flue Gases Using Pressure Swing
Adsorption. Industrial & Engineering
Chemistry Research, 47, 4883-4890.
ICCF, I. C. F. C. I. 2005. Kyoto Protocol and
Beyond: The Economic Cost to the
United Kingdom.IPCC 2005. Intergovernmental Panel on Climate
Change(IPCC) Special Report on Carbon
Dioxide Capture and Storage.Cambridge University Press, Cambridge,
UK.
ISHIBASHI, M., OTA, H., AKUTSU, N., UMEDA, S.,
TAJIKA, M., IZUMI, J., YASUTAKE, A.,
KABATA, T. & KAGEYAMA, Y. 1996.
Technology for removing carbon
dioxide from power plant flue gas bythe physical adsorption method. Energy
Conversion and Management, 37, 929-
933.
LIE, J. A., VASSBOTN, T., HÄGG, M.-B.,GRAINGER, D., KIM, T.-J. & MEJDELL, T.
2007. Optimization of a membrane
process for CO2 capture in the
steelmaking industry. International
Journal of Greenhouse Gas Control, 1,
309-317.MCKINSEY., C. 2007. Sustainability & Resource
Productivity | Latest thinking |
Pathways to a low-carbon economy |
McKinsey & Company.
MEISEN, A. & SHUAI, X. 1997. Research and
development issues in CO2 capture.Energy Conversion and Management,
38, S37-S42.
OLAJIRE, A. A. 2010. CO2 capture and
separation technologies for end-of-pipeapplications - A review. Energy, 35,
2610-2628.

8/3/2019 Carbon Capture Technologies
http://slidepdf.com/reader/full/carbon-capture-technologies 25/25
ORTH, A., ANASTASIJEVIC, N. & EICHBERGER, H.
2007. Low CO2 emission technologies
for iron and steelmaking as well as
titania slag production. Minerals
Engineering, 20, 854-861.RACKLEY, S. A. 2010. Carbon capture and
storage, Burlington, MA, Butterworth-
Heinemann/Elsevier.
RAO, A. B. A. R., E. S. 2003. 03/01977 A
technical, economic, and environmental
assessment of amine-based CO2
capture technology for power plant
greenhouse gas control : Environmental
Science and Technology, 2002, 36, (20),
4467-4475. Fuel and Energy Abstracts, 44, 330-330.
SAYARI, A., BELMABKHOUT, Y. & SERNA-
GUERRERO, R. 2011. Flue gas treatmentvia CO2 adsorption. Chemical
Engineering Journal, 171, 760-774.
SEXTON, A. J. & ROCHELLE, G. T. 2009. Catalysts
and inhibitors for MEA oxidation.
Energy Procedia, 1, 1179-1185.
SIRIWARDANE R, S. M., FISHER E, POTSON J,
SHAMSI A Adsorption and desorption of CO2 on solid sorbents.
THOMAS, W. J. & CRITTENDEN, B. 1998a.
Adsorbents. Adsorption Technology &
Design. Oxford: Butterworth-Heinemann.
THOMAS, W. J. & CRITTENDEN, B. 1998b.
Processes and cycles. Adsorption
Technology & Design. Oxford:
Butterworth-Heinemann.
THOMAS, W. J. & CRITTENDEN, B. 1998c.Selected adsorption processes.
Adsorption Technology & Design.
Oxford: Butterworth-Heinemann.
ULCOS 2011. Homepage || Ulcos.
WANG, M., LAWAL, A., STEPHENSON, P.,
SIDDERS, J. & RAMSHAW, C. 2011. Post-combustion CO2 capture with chemical
absorption: A state-of-the-art review.
Chemical Engineering Research and
Design, 89, 1609-1624.WILSON, E. J. & GERARD, D. 2007. Carbon
capture and sequestration: integrating
technology, monitoring and regulation,
Blackwell Pub.
WSA, W. S. A. 2008a. Advanced steel
applications help to address climate
change. Available:http://www.worldsteel.org/climatechan
ge/files/6/Fact%20sheet_Advanced%20
applications.pdf .
WSA, W. S. A. 2008b. Steel and Energy.
Available:
http://www.worldsteel.org/climatechan
ge/files/6/Fact%20sheet_Energy.pdf .
XU, C. & CANG, D.-Q. 2010. A Brief Overview of
Low CO2 Emission Technologies for Iron
and Steel Making. Journal of Iron and
Steel Research, International, 17, 1-7.
ZHANG, J., XIAO, P., LI, G. & WEBLEY, P. A. 2009.
Effect of flue gas impurities on CO2capture performance from flue gas at
coal-fired power stations by vacuum
swing adsorption. Energy Procedia, 1,
1115-1122.
ZUO, G. & HIRSCH, A. 2009. The Trial of the Top
Gas Recycling Blast Furnace at LKAB's
EBF and Scale-up. Rev. Met. Paris, 106,
387-392.