Embed Size (px)
Citation preview
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page i
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Canadian Mining Innovation Council (CMIC) Comminution Technology Appraisal Study
Final Report
2016-06-24 0 Approved for Use
K. Lee / P. Rosario K. McVey P. Rosario
Date Rev. Status Prepared By Checked By Approved By Approved By Client
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page ii
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Table of Contents
Disclaimer ................................................................................................................................................... iv
Executive Summary .................................................................................................................................... v
1. Introduction .................................................................................................................................... 1
2. Approach ........................................................................................................................................ 2
2.1 Objective ............................................................................................................................. 2 2.2 Scope of Study .................................................................................................................... 3 2.3 Project Execution Milestones .............................................................................................. 3 2.4 Background Review ............................................................................................................ 4
2.4.1 Literature Review ................................................................................................... 4 2.4.2 Global Census........................................................................................................ 4
3. Technologies .................................................................................................................................. 6
3.1 Technology Classification ................................................................................................... 6 3.2 Technology Ranking Methodology...................................................................................... 6 3.3 Technology Ranking Summary ........................................................................................... 7 3.4 Top 5 Technologies............................................................................................................. 9
3.4.1 HPGR – in closed-circuit with air classifiers .......................................................... 9 3.4.2 Vertical Roller Mills .............................................................................................. 10 3.4.3 Conjugate-Anvil-Hammer Mill (CAHM) ................................................................ 13 3.4.4 HPGR – Stirred-Mill Combined ............................................................................ 18 3.4.5 High Voltage Electric Pulse Treatment ................................................................ 19
3.5 Selection of 2 technologies ............................................................................................... 21 3.6 Deeper investigation on top 2 technologies ...................................................................... 25 3.7 Conclusions regarding the technologies for cooperation .................................................. 27 3.8 Other Appraised Technologies ......................................................................................... 28
3.8.1 Existing Technologies .......................................................................................... 28 3.8.2 Arising Technologies ............................................................................................ 33 3.8.3 New Technologies ............................................................................................... 35 3.8.4 Non-conventional Technologies........................................................................... 39
4. References .................................................................................................................................... 41
List of Table Table 2-1: Contact list ................................................................................................................................... 5Table 3-1: Ranking Matrix ............................................................................................................................. 7Table 3-2: Summary Ranking Table ............................................................................................................. 8Table 3-3: Ranking summary for the IMPTEC Crushers ........................................................................... 23
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page iii
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
List of Figure Figure 3-1: HPGR in closed-circuit with Air Classification (Van der Meer et al., 2012). ............................. 10Figure 3-2: Schematic operation of a standard, Airflow, VRM (Reichert et al., 2015) ................................ 12Figure 3-3: Flowsheet for a VRN, Overflow-Mode (Carsten et al., 2012) ................................................... 13Figure 3-4: DEM for SAG mill comminution energy map (Nordell and Potapov, 2011) .............................. 14Figure 3-5: Patent application drawing of CAHM ........................................................................................ 15Figure 3-6: DEM Model of the CAHM Mill ................................................................................................... 16Figure 3-7: CAHM Mill Breakage Mechanism ............................................................................................. 16Figure 3-8: CAHM Mill CAD Isometric ........................................................................................................ 17Figure 3-9: HPGR – Stirred-mill Combination Flowsheet (Wang et al, 2013) ............................................ 19Figure 3-10: Schematic of a rock disintegration electrodynamic equipment (SelFrag) .............................. 20Figure 3-11: Schematic 1 of the IMPTEC Crusher ..................................................................................... 23Figure 3-12 - Schematic 2 of the IMPTEC Crusher .................................................................................... 24Figure 3-13 - Schematic 3 of the IMPTEC Crusher .................................................................................... 24Figure 3-14: HPGR Operation .................................................................................................................... 28Figure 3-15- Microcracking Generated by HPGR ....................................................................................... 29Figure 3-16: SAG Mill Breakage Mechanism .............................................................................................. 30Figure 3-17: Derrick® Multi Stack Sizer® ................................................................................................... 31Figure 3-18- Metso® Vertimill™ Schematic ................................................................................................ 32Figure 3-19: IsaMill™ Schematic ................................................................................................................ 33Figure 3-20: Horomill®: Picture and schematics ........................................................................................ 34Figure 3-21: Vibrocone™ Schematic .......................................................................................................... 35Figure 3-22: EDS Multishaft Mill CAD Isometric ......................................................................................... 36Figure 3-23: Schematic of a Sturtevant Jet Micronizer® ............................................................................ 36Figure 3-24 - Schematic of the RCM circuit ................................................................................................ 37Figure 3-25: Hicom Mill schematic .............................................................................................................. 38Figure 3-26: Microwave Induced Microcracks ............................................................................................ 39Figure 3-27: Factors for Success and Failure of Commercial Microwave Technology .............................. 39
List of Appendices
Appendix A
CMIC – Hatch Questionnaire Template
Appendix B
Meetings/Teleconference Notes from CMIC Process Group - Comminution Technology

Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page iv
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Disclaimer Any determination and/or reference made in this report with respect to any specific commercial product, process or service by trade name, trademark, manufacturer or otherwise shall be considered to be an opinion; Hatch Ltd makes no, and does not intend to make any, representations or implied warranties of merchantability or fitness for a particular purpose nor is it intended to endorse, recommend or favour any specific commercial product, process or service.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page v
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Executive Summary The Canadian Mining Innovation Council (CMIC) has identified energy in mineral comminution as a key area where emphasis on innovation needs to be focused and intends to allocate funding towards collaborative development of new technologies to reduce energy requirements in ore comminution. CMIC engaged Hatch to perform a comminution technology appraisal study to determine one or two key technologies on which the CMIC should focus their efforts.
During this study, Hatch, through its global network have assisted CMIC in determining the key innovative comminution technologies with potential for significant energy savings and possible application in full scale mining operations. In addition, Hatch facilitated and participated in the process of screening and selecting the best options for future development. The study followed a number of steps, as follows:
1. Research of potential technologies through a comprehensive literature review and through the consultation with experts in the field
2. Elaboration of an analysis matrix to gauge the possible benefits and shortcomings of the identified technologies.
3. Ranking and compilation of all potential technologies in a table format for easy visualization of all options and their classification based on several metrics such as the energy savings potential.
4. Sharing the findings with CMIC’s project team and suggesting the selection of the top 5 technologies.
5. Conducting reviews and discussions with the CMIC’s team which resulted in the refinement of the top 5 technologies list with the amalgamation of two similar technologies and one additional technology resulting in the following options:
a. HPGR or VRM in closed-circuit with Air-Classifiers
b. HPGR and Stirred-Mill combined circuits
c. High Voltage Electric Pulse Treatment
d. Conjugate Anvil Hammer Mill (CAHM)
e. Super Fine IMPTEC Crusher
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page vi
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
6. Follow up analysis and discussions for the selection of the best 2 cases for further investigation. As an outcome of these discussions it was decided that options a., b. and c. did not fulfill all the criteria for CMIC’s collaboration.
7. Participation in meetings with the leading developers of the CAHM and IMPTEC technologies where they presented the details of the technologies such as equipment information, stage of the technology development, size range for comminution, and estimation for energy consumption levels.
As outcome of this study, the CAHM was considered to be the technology for CMIC to concentrate on in the near future as it has great potential, there is the common desire to work cooperatively and the technology is at early stages of development which means it can greatly benefit from CMIC’s support. In addition, the inventor, while living in the USA, is in close proximity to Canada and has recently started to work with Canadian researchers and companies, e.g. the University of British Columbia as well as Teck.
Up to the date of the release of this report, the potential for significant energy savings of the CAHM has been demonstrated through the use of Discrete Element Method (DEM) modeling and simulation package called ROCKY that is used to simulate realistic comminution. The inventor of the technology is open to work in collaboration with CMIC and has already accepted CMIC suggestions for proceeding with the technology development in a systematic, small scale to larger scale equipment mode.
Additionally, CMIC will continue to investigate other comminution technologies that promise increased energy efficiency, especially development and application of the Super Fine IMPTEC Crusher. CMIC will closely monitor the development of this technology during the next months and maintain communications with the developers to understand the performance of the semi-commercial unit currently being tested and learn how and when to work together on further developments.
It is Hatch’s judgment that these plans are well-conceived. Hatch is interested in being involved further in the development of these promising approaches.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 1
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
1. Introduction The Canadian Mining Innovation Council (CMIC) has identified energy in mineral comminution as a key area where emphasis on innovation needs to be focused due to comminution being a large, inefficient consumer of energy. The CMIC intends to allocate funding towards efforts to reduce energy requirements in ore comminution. To efficiently develop the technologies, selection and planning is required to move the program forward. The comminution technology appraisal study intends to determine one key technology that the CMIC should focus their efforts on and provide insight on future developments and other upcoming technologies.
Hatch through its global network and innovative nature assisted CMIC in determining the key innovative comminution technologies that have potential to be game-changers in the industry and also assisted CMIC in selection of one of them for future development. This report covers all phases of the project and the key items discussed here are as follows:
• Approach: The approach the authors have taken to researching and ranking the technologies for discussion and further investigation. This includes a global census of comminution experts and their insight on where the technologies are moving and a literature research to understand and compile technological advances in each area.
• Technologies: The technologies that have been investigated to understand the stage of the technology development, the potential for energy reduction relative to currently proven technologies and applications, the downstream benefits for which the technologies can be applied indirectly, the cost of the technology for practical application, and the inherent safety of the technology as applied on an industrial scale.
• Preliminary recommendation: The authors have identified the top five technologies, through careful ranking and selection, that were object of the analysis in the initial phase of the project.
• Final recommendation: In conjunction with CMIC processing group, one of the top options was selected for further investigation and support by CMIC, and a second option selected for continuous monitoring of its developments for possible future engagement.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 2
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
2. Approach This section describes the approach the authors have taken to perform this comminution technology appraisal; it lists the objective of study, the scope of work, the project execution milestones, and the background information review.
2.1 Objective The objective of the study is to provide a well-rounded assessment of existing, emerging, typical, and non-conventional technologies in comminution. The study intends to define and discuss some aspects of the comminution technologies, as follows:
• Limitations: Discussion on the engineering limitations of existing technologies. The current limitations of well-established technologies need to be investigated to understand the potential for further improvement to their current level of energy efficiency. In contrast to this, some emerging technologies may not have well defined limitations due to nonexistent applications at the industrial scale.
• Potential: Many technologies have well established applications and knowledge surrounding how they perform in their usual or standard duty at an industrial scale. However, there may be potential value of these existing technologies in new applications that have not been tested as yet on an industrial scale.
• Prospect: There is a pool of emerging prospective, non-conventional technologies, that are not considered to be typical technology that may have significant upside potential in comminution innovation. This study intends to gather information around these prospective technologies and to gain a better understanding of them.
• Alternative: There are alternative technologies considered which have been overlooked by the comminution community, especially the ones that do not rely on traditional mechanical forces. These novel ideas need to be better understood to assess their potential.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 3
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
2.2 Scope of Study The study focuses on the process technologies directly related with comminution. The appraisal takes into account technology readiness, engineering and cost considerations. Where possible, the study focuses on industrial scale operational data as this is considered as proven concepts.
The study excludes technologies or applications that are not directly related to comminution, although they may have an impact on the overall comminution process. These excluded items are listed below:
• Mining Methods: Methods that reduce the size of feed delivered to the comminution plant, such as fine blasting in the mine.
• Pre-sorting: Methods that reduce the feed into the mill through dense-media separation and sensor ore-sorting.
• Energy Recovery: Methods that recover energy from inefficient process streams and/or unit operations in the mill.
2.3 Project Execution Milestones The project was executed in two phases.
Phase 1 • Literature review: an investigation of conference proceedings and relevant technical
publication to initially screen possible technology candidates (focused on material published since 2010).
• Interview/contact: academia, mining companies R&D, suppliers, consultants/experts around the globe. Utilize Hatch’s extensive network worldwide.
• Technologies list: a compilation containing all potential technologies, including details such as : the maturity level of development, the potential percentage reduction in energy requirement, and applicable size range, e.g. from 50mm to 1mm.
• Analysis matrix: development of the basis for ranking all listed technologies
• Sharing the findings: presenting the findings to CIMC processing group, including:
The complete matrix with resulting ranking
Top 5 technologies: detailed information on suggested technologies meriting the joint assessment with CMIC team
Request for review and possible adjustments to the suggested top 5 list of technologies
Phase 2 • Selection of two technologies: together with CIMC processing group, select the best
two cases for further investigation
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 4
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
• Detailed investigation of top two technologies: presentations to CMIC and Hatch by the leading developers and Hatch project lead
• Selection of one technology for immediate action: together with CIMC processing group select the best technology for future development plan and funding
• Decision to monitor the development of the second option: together with CIMC processing group a decision was made to monitor the short term development steps that the other technology has planned to undertake and then evaluate the merits and opportunities for extra collaboration.
• Final report: delivery of the final report by Hatch
2.4 Background Review A comprehensive technology background review was completed for the study. The review was intended to identify and record the current status of technologies globally. To facilitate this process, an in-depth review of published literature was completed as well as conducting a census of various acknowledged comminution experts from around the world.
2.4.1 Literature Review A literature review on current published technical papers within the comminution area was completed. The papers follow the development of new, novel, and existing technologies in comminution. This review included an investigation of technical publications and patents in the comminution area.
The literature review papers were categorized according to the following criteria:
• Non-traditional Method of Rock Disintegration, e.g. Microwave Frequency Treatment, and High Voltage Electric Pulse Treatment (Selfrag).
• Conventional Methods of Rock Disintegration and subdivided in:
Existing Technologies (optimization opportunities/different applications),
Arising Technologies,
New Technologies / Technologies from other Industry (e.g. coal, cement, powder)
A complete list of the papers reviewed for this report is referenced in Section 4. All the papers are available upon request and will be sent to CMIC at the time of project completion.
2.4.2 Global Census A questionnaire was developed by the authors and sent to comminution experts around the world to determine their opinions and insight on upcoming trends, recently installed pilot plants, and other items of interest related to comminution. The comminution experts contacted by Hatch are listed in Table 2-1 and the questionnaire template is included in Appendix A. All the answered questionnaires received by the date of completion of this report have been sent to CMIC Processing Group.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 5
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
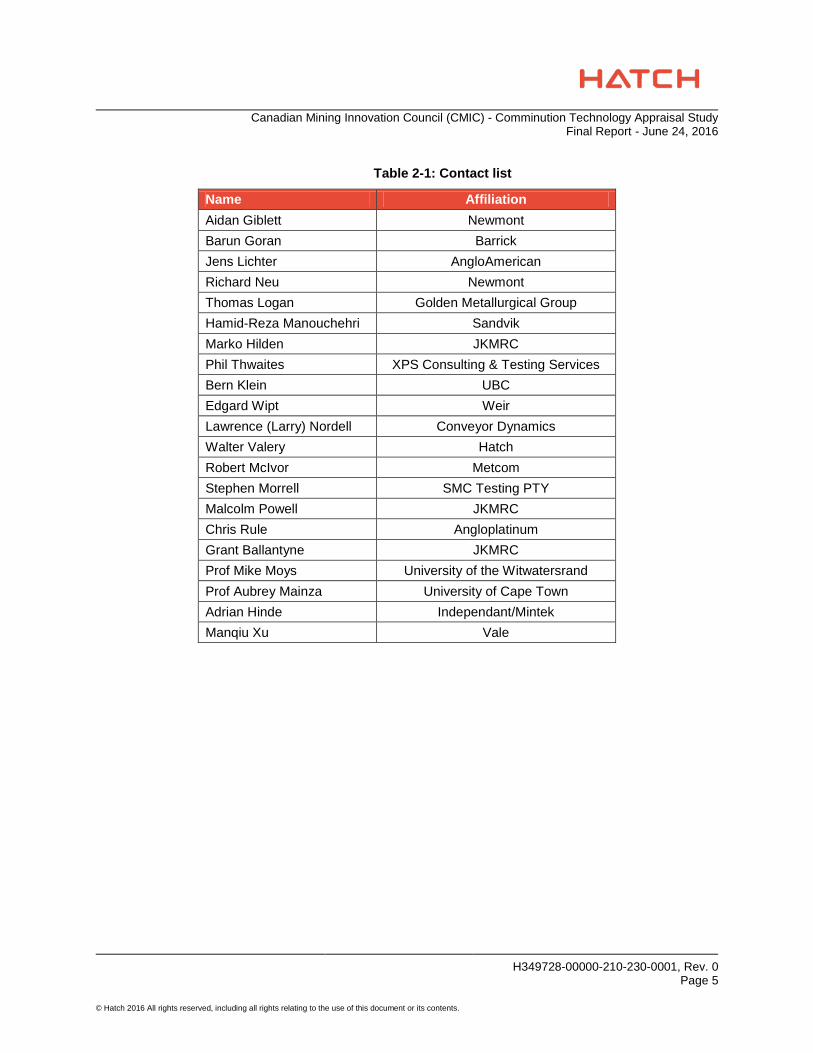
Table 2-1: Contact list
Name Affiliation Aidan Giblett Newmont Barun Goran Barrick Jens Lichter AngloAmerican Richard Neu Newmont Thomas Logan Golden Metallurgical Group Hamid-Reza Manouchehri Sandvik Marko Hilden JKMRC Phil Thwaites XPS Consulting & Testing Services Bern Klein UBC Edgard Wipt Weir Lawrence (Larry) Nordell Conveyor Dynamics Walter Valery Hatch Robert McIvor Metcom Stephen Morrell SMC Testing PTY Malcolm Powell JKMRC Chris Rule Angloplatinum Grant Ballantyne JKMRC Prof Mike Moys University of the Witwatersrand Prof Aubrey Mainza University of Cape Town Adrian Hinde Independant/Mintek Manqiu Xu Vale
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 6
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
3. Technologies 3.1 Technology Classification
A multitude of comminution technologies have been investigated during the course of this study. The technologies evaluated are organized into four categories:
• Existing Technologies: Existing technologies are proven concepts/ technologies that have been successfully applied in an industrial scale operation. These technologies are well established in proven applications. Currently, there may be opportunities for these technologies to be incorporated into new applications/circuit configurations. However, for the majority of them, any significant energy saving potentials has already been realized.
• Arising Technologies: Arising technologies are concepts that have been explored, studied, and are operational to some extent, or technologies from other industries that are already finding new applications in the mining industry. Some of these technologies are well proven in other applications and in other industries, and offer some benefit over existing comminution technologies. They are gaining interest within the mining community.
• New Technologies: New technologies are technologies currently in the development phase and that have not been applied on an industrial scale or in pilot scale applications. Most of the technology development has been bench or lab scale, but may have significant potential benefit in comminution applications. These technologies can either be a new industrial unit application, or an existing, proven application in a different industry and applied in a different duty or application, e.g., ultrafine grinding for the pigment industry.
• Non-conventional Technologies: These are technologies that are not conventional, utilizing electrons, magnetic pulse, accelerated electron beams, i.e. technologies that do not rely on mechanical methods of comminution.
3.2 Technology Ranking Methodology A ranking methodology consisting of five key factors to assess all the different technology options was developed for this study. A list of the considerations for ranking the technologies is described below:
• Potential Energy Reduction: The overall potential for reduction in energy consumption, relative to what is commonly and currently achieved in existing mining operations. This rating also takes into account the application size range and the overall effect in energy savings for the total comminution energy requirement.
• Safety: Safe application and utilization of the technology is a critical factor for long term applications. The perceived, and hopefully the actual, safety risk associated with the technology is an important factor in the future success of its application and therefore has been taken into account in the ranking process.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 7
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
• Downstream Benefits: There may be benefits in downstream processes that could be realized with new comminution techniques.
• Stage of Technology: The maturity of the technology provides an indication of how far the technology has progressed towards an industrial scale.
• Cost (estimated/perceived): The actual or perceived capital cost and operating cost associated with the technology is an important factor that may assist or limit its introduction and acceptance.
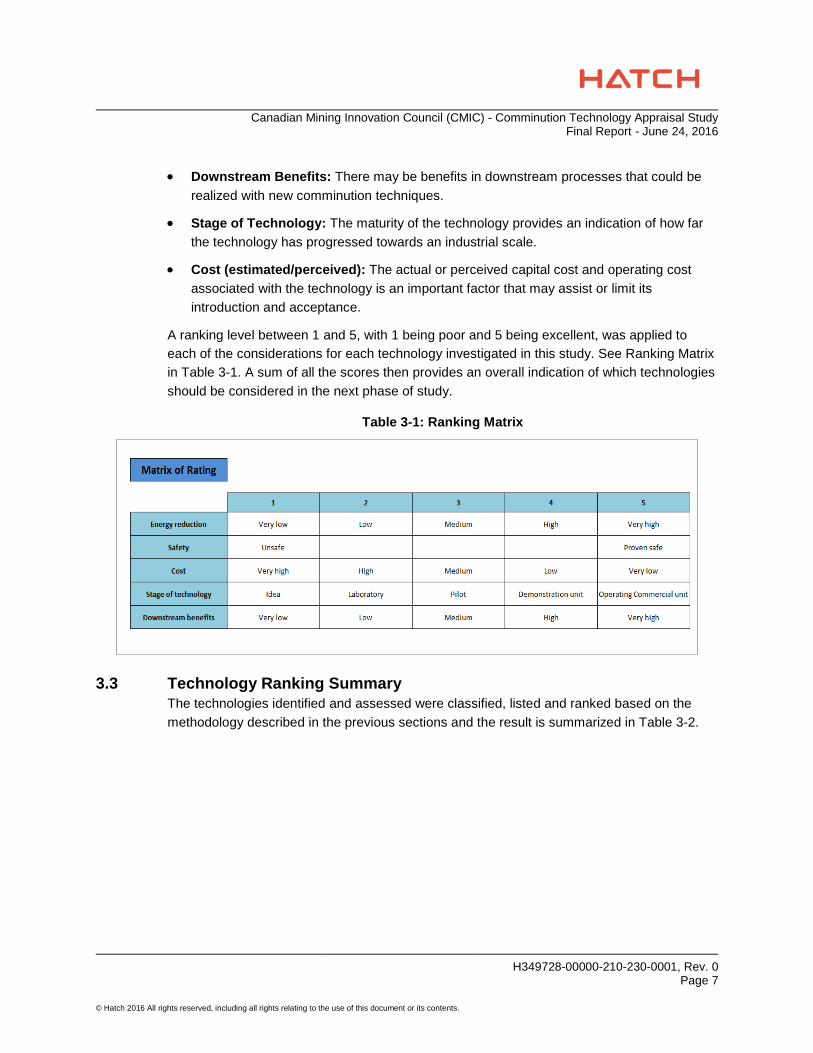
A ranking level between 1 and 5, with 1 being poor and 5 being excellent, was applied to each of the considerations for each technology investigated in this study. See Ranking Matrix in Table 3-1. A sum of all the scores then provides an overall indication of which technologies should be considered in the next phase of study.
Table 3-1: Ranking Matrix
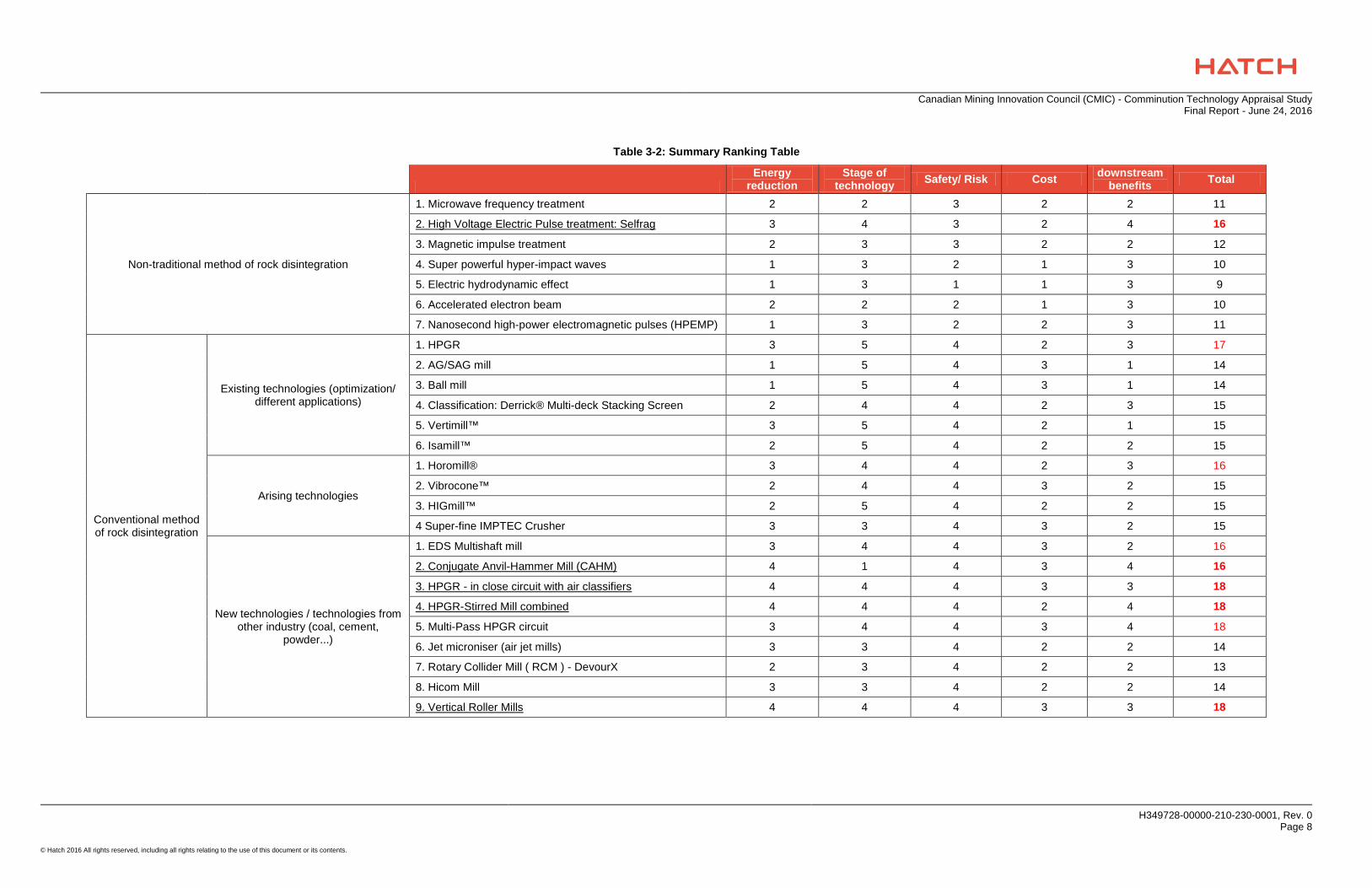
3.3 Technology Ranking Summary The technologies identified and assessed were classified, listed and ranked based on the methodology described in the previous sections and the result is summarized in Table 3-2.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 8
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Table 3-2: Summary Ranking Table
Energy
reduction Stage of
technology Safety/ Risk Cost downstream benefits Total
Non-traditional method of rock disintegration
1. Microwave frequency treatment 2 2 3 2 2 11
3 2. High Voltage Electric Pulse treatment: Selfrag 4 3 2 4 16
3. Magnetic impulse treatment 2 3 3 2 2 12
4. Super powerful hyper-impact waves 1 3 2 1 3 10
5. Electric hydrodynamic effect 1 3 1 1 3 9
6. Accelerated electron beam 2 2 2 1 3 10
7. Nanosecond high-power electromagnetic pulses (HPEMP) 1 3 2 2 3 11
Conventional method of rock disintegration
Existing technologies (optimization/ different applications)
1. HPGR 3 5 4 2 3 17
2. AG/SAG mill 1 5 4 3 1 14
3. Ball mill 1 5 4 3 1 14
4. Classification: Derrick® Multi-deck Stacking Screen 2 4 4 2 3 15
5. Vertimill™ 3 5 4 2 1 15
6. Isamill™ 2 5 4 2 2 15
Arising technologies
1. Horomill® 3 4 4 2 3 16
2. Vibrocone™ 2 4 4 3 2 15
3. HIGmill™ 2 5 4 2 2 15
4 Super-fine IMPTEC Crusher 3 3 4 3 2 15
New technologies / technologies from other industry (coal, cement,
powder...)
1. EDS Multishaft mill 3 4 4 3 2 16
4 2. Conjugate Anvil-Hammer Mill (CAHM) 1 4 3 4 16
4 3. HPGR - in close circuit with air classifiers 4 4 3 3 18
4 4. HPGR-Stirred Mill combined 4 4 2 4 18
5. Multi-Pass HPGR circuit 3 4 4 3 4 18
6. Jet microniser (air jet mills) 3 3 4 2 2 14
7. Rotary Collider Mill ( RCM ) - DevourX 2 3 4 2 2 13
8. Hicom Mill 3 3 4 2 2 14
4 9. Vertical Roller Mills 4 4 3 3 18
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 9
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
3.4 Top 5 Technologies The selection of the top five technologies was made based not only on the results of the ranking table but also taking into account the responses from the various experts involved in the global census. These five most promising technologies are listed together with short descriptions.
• HPGR in Closed Circuit with Air Classifiers
• Vertical Roller Mill (VRM)
• Conjugate Hammer Anvil Mill (CHAM)
• HPGR – Stirred Media Circuits
• High Voltage Pulse Treatment – Selfrag
3.4.1 HPGR – in closed-circuit with air classifiers The application of HPGR technology in comminution circuits is already well established for the processing of hard ores in precious and base metal operations. Of the many possible flowsheets that have been proposed for HPGRs, those using HPGRs as tertiary crushers, in closed-circuit with wet screens (apertures in the range of 6mm to 10mm), and feeding Ball mills seems to have become the standard for these applications.
Although these circuits provide reduced operating costs with a relative increase in energy efficiency and the elimination of steel grinding media when compared to SAG-based circuits, the overall energy reduction of the circuit is compromised by the requirement of complex material handling systems. In addition, the total capital cost is usually higher than for a traditional SABC circuit.
Several different circuits have been proposed to better utilize the HPGR by applying it for higher reduction ratio and therefore the elimination of the less efficient Ball mill, e.g. the multi-stage HPGR. However, the one circuit/application that seems to be the most promising in terms of energy reduction, allied with relatively low capital cost requirements, is one with a single stage HPGR in closed-circuit with air classification. This dry circuit has already been used in the cement industry for reliable pre-mill grind or final product grind, reducing power and steel consumption cost, and increasing throughput capacity, while operating to make a high quality product as fine as 25 µm.
Weir (KHD HPGR) is advocating this new circuit and has reported on recent project studies and a few operations (iron ore and limestone processing), with final product sizes of 75 µm or as low as 15 µm, are feasible and enable significant energy reduction (more than 50% overall if compared to traditional circuits with tumbling mills).
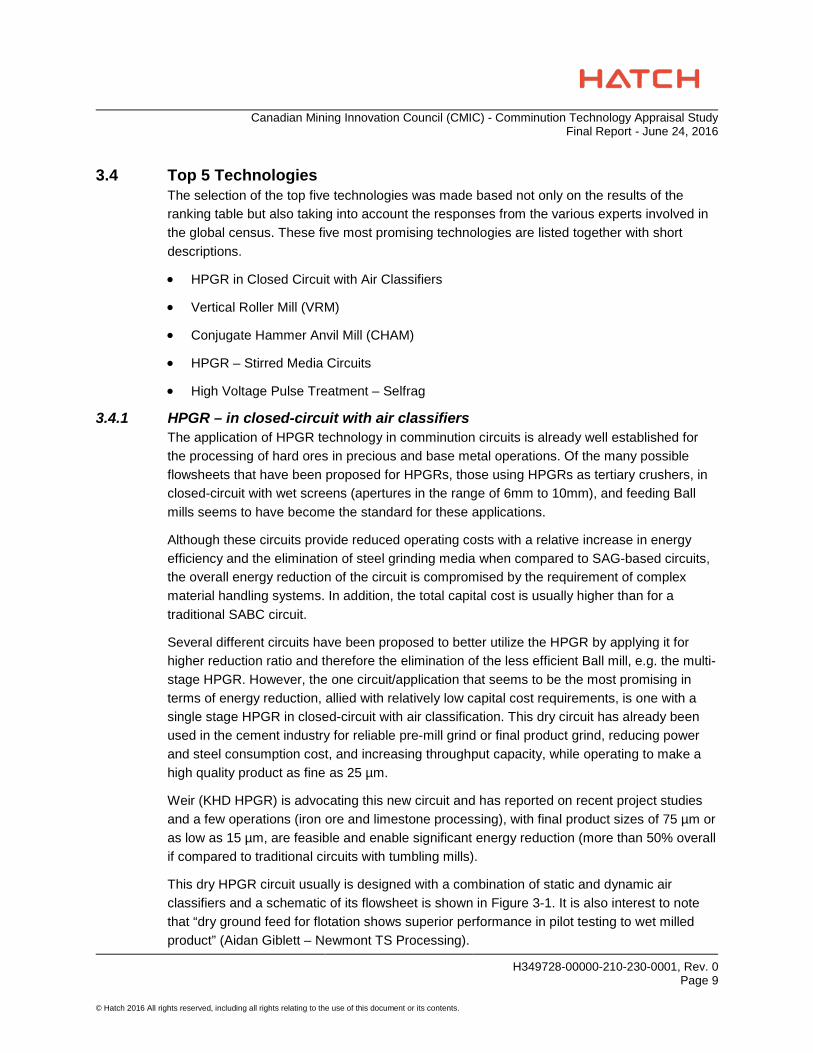
This dry HPGR circuit usually is designed with a combination of static and dynamic air classifiers and a schematic of its flowsheet is shown in Figure 3-1. It is also interest to note that “dry ground feed for flotation shows superior performance in pilot testing to wet milled product” (Aidan Giblett – Newmont TS Processing).
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 10
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-1: HPGR in closed-circuit with Air Classification (Van der Meer et al., 2012).
High Pressure Grinding Roll (HPGR) is recognized as an energy efficient comminution technology, and is in fact a dry process. A better understanding of this alternative circuit, the limitations, actual process benefits, and probably improved modelling is required to validate this technology to be more widely applied within the industry, and for scale-up and design purposes.
A pilot test program was recently conducted as a collaborative project between Metso® PTI and CSIRO (Jankovic et al., 2015) and demonstrated an additional 20 to 30% power reduction when comparing this dry circuit to a HPGR-Ball milling circuit for an application with a size reduction from 10mm F80 to 50 µm P80, and it is concluded that there is a possibility for a potentially higher reduction factor when comparing a non-HPGR circuit to this dry-processing flowsheet.
3.4.2 Vertical Roller Mills Vertical Roller Mills (VRMs) are currently mainly used in the cement and coal industry as a 3-in-1 machine (grinding, separation and drying). However, VRMs are not currently common in the mining industry despite reports about successful production and pilot trial experiences for Iron Ore, Copper Shale, Copper Matte, Copper Slag, Titanium Slag, Tin Slag, Steel and Stainless Steel Slag with Loesche® VRM (Carsten et al., 2012).

Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 11
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
VRM’s are well-established grinding equipment for various tasks in the coal and cement industry today. In terms of numbers of new installed units in the cement industry VRM’s have overtaken ball mills for a few years (Harder, 2010).
VRMs are considered an energy-efficient alternative to conventional grinding technology for similar reasons to the HPGR, i.e. inter-particle breakage in compressed bed. An extract of Reichert et al. 2015 publication about a research project for VRM model development is reproduced below as it gives a good description of the Loesche® Airflow-Mode (standard), which is installed in the majority of the VRM plants. Loesche® currently can also supply an alternative flowsheet and equipment design, for higher energy efficiency, the Overflow-Mode configuration.
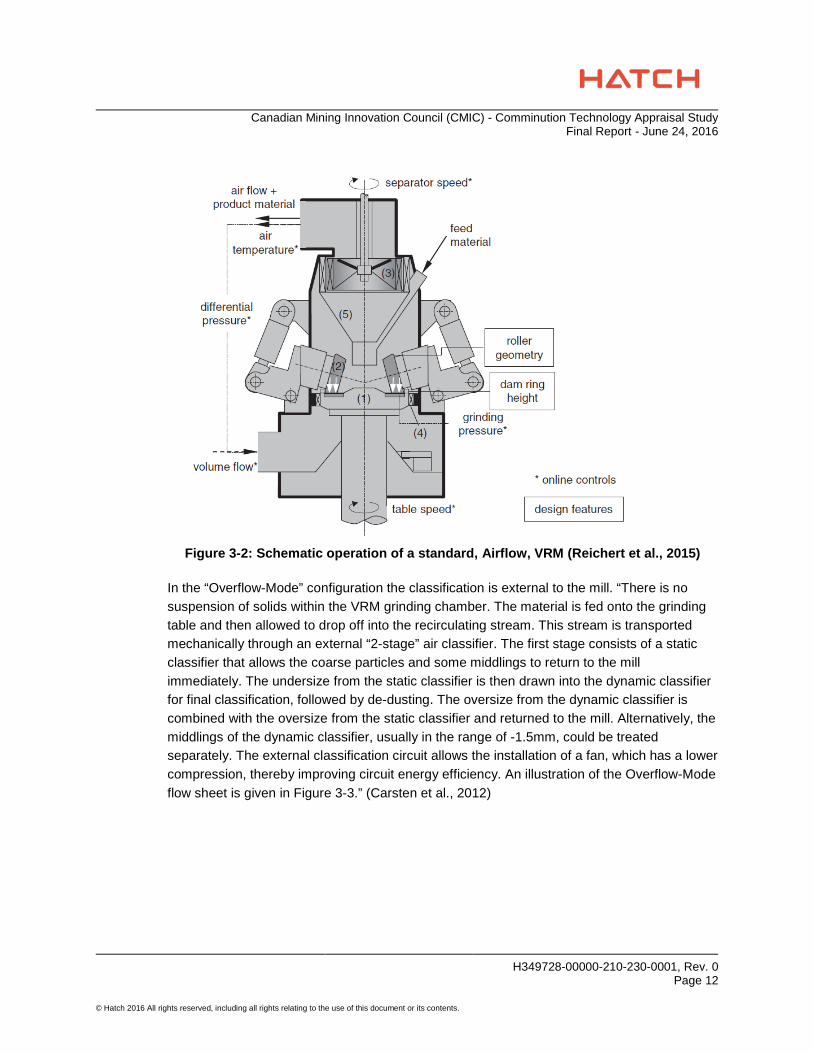
“The grinding parts of a Loesche® mill (Figure 3-2) are a rotating table (1) with a horizontal grinding track and rollers (2), which are pressed onto the table by lever arms and a hydro pneumatic spring system. Between the working surfaces of track and rollers, particle bed comminution takes place. A dynamic air separator (3) is located above the grinding chamber, which classifies the ground particles. The transport of the particles from the grinding table to the air separator is done pneumatically. For this purpose air is sucked through the mill, entering the mill from below the grinding table, streaming upward through the louver ring (4), catching the particles at the edge of the grinding table and passing through the dynamic air separator. Air and fine fraction leave the mill into a bag house, whereas the coarse fraction is guided by the grid cone (5) back onto the grinding table for further comminution. In case of wet feed material it is possible to preheat the air flow with a hot gas generator. In summary, four separate processes take place in this compact machine: grinding, classifying, transport and drying.” (Reichert et al. 2015)
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 12
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-2: Schematic operation of a standard, Airflow, VRM (Reichert et al., 2015)
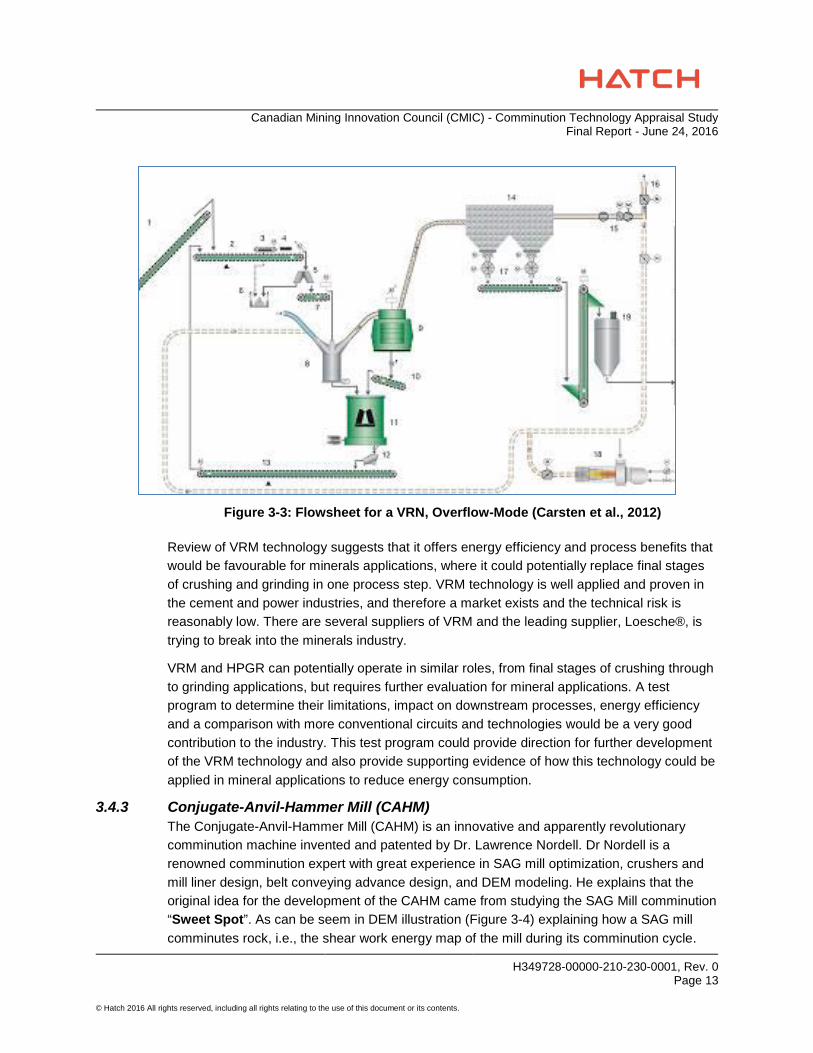
In the “Overflow-Mode” configuration the classification is external to the mill. “There is no suspension of solids within the VRM grinding chamber. The material is fed onto the grinding table and then allowed to drop off into the recirculating stream. This stream is transported mechanically through an external “2-stage” air classifier. The first stage consists of a static classifier that allows the coarse particles and some middlings to return to the mill immediately. The undersize from the static classifier is then drawn into the dynamic classifier for final classification, followed by de-dusting. The oversize from the dynamic classifier is combined with the oversize from the static classifier and returned to the mill. Alternatively, the middlings of the dynamic classifier, usually in the range of -1.5mm, could be treated separately. The external classification circuit allows the installation of a fan, which has a lower compression, thereby improving circuit energy efficiency. An illustration of the Overflow-Mode flow sheet is given in Figure 3-3.” (Carsten et al., 2012)
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 13
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-3: Flowsheet for a VRN, Overflow-Mode (Carsten et al., 2012)
Review of VRM technology suggests that it offers energy efficiency and process benefits that would be favourable for minerals applications, where it could potentially replace final stages of crushing and grinding in one process step. VRM technology is well applied and proven in the cement and power industries, and therefore a market exists and the technical risk is reasonably low. There are several suppliers of VRM and the leading supplier, Loesche®, is trying to break into the minerals industry.
VRM and HPGR can potentially operate in similar roles, from final stages of crushing through to grinding applications, but requires further evaluation for mineral applications. A test program to determine their limitations, impact on downstream processes, energy efficiency and a comparison with more conventional circuits and technologies would be a very good contribution to the industry. This test program could provide direction for further development of the VRM technology and also provide supporting evidence of how this technology could be applied in mineral applications to reduce energy consumption.
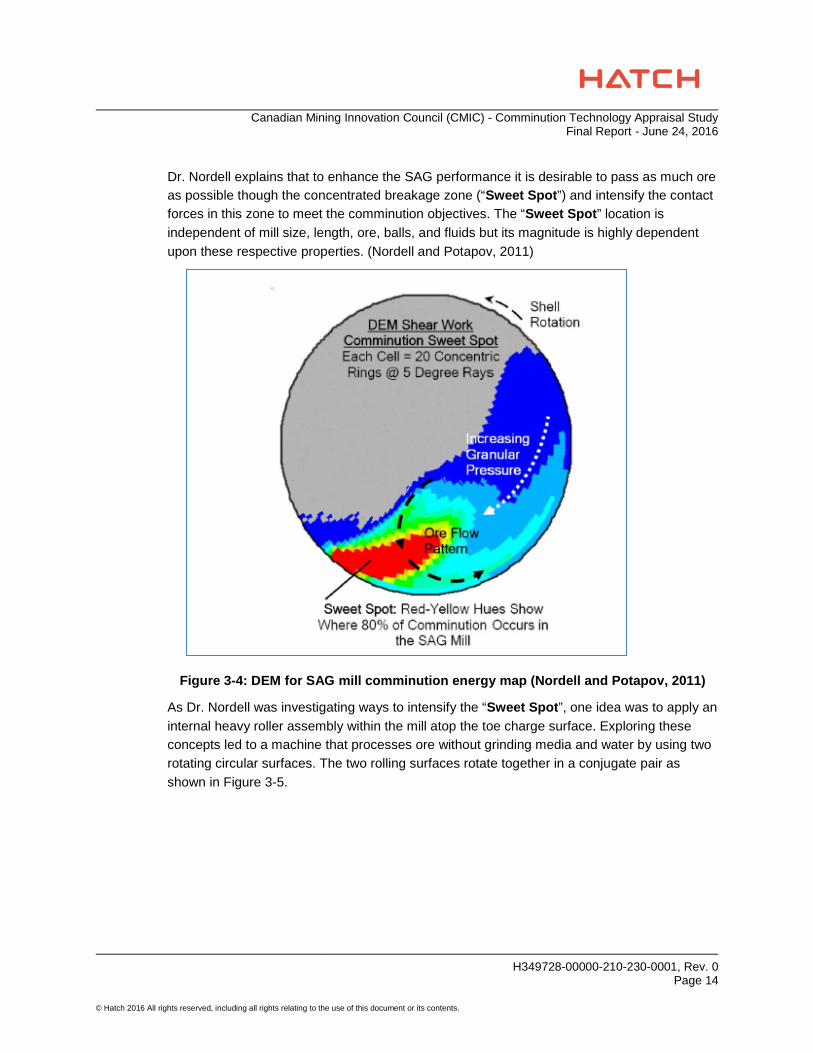
3.4.3 Conjugate-Anvil-Hammer Mill (CAHM) The Conjugate-Anvil-Hammer Mill (CAHM) is an innovative and apparently revolutionary comminution machine invented and patented by Dr. Lawrence Nordell. Dr Nordell is a renowned comminution expert with great experience in SAG mill optimization, crushers and mill liner design, belt conveying advance design, and DEM modeling. He explains that the original idea for the development of the CAHM came from studying the SAG Mill comminution “Sweet Spot”. As can be seem in DEM illustration (Figure 3-4) explaining how a SAG mill comminutes rock, i.e., the shear work energy map of the mill during its comminution cycle.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 14
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Dr. Nordell explains that to enhance the SAG performance it is desirable to pass as much ore as possible though the concentrated breakage zone (“Sweet Spot”) and intensify the contact forces in this zone to meet the comminution objectives. The “Sweet Spot” location is independent of mill size, length, ore, balls, and fluids but its magnitude is highly dependent upon these respective properties. (Nordell and Potapov, 2011)
Figure 3-4: DEM for SAG mill comminution energy map (Nordell and Potapov, 2011)
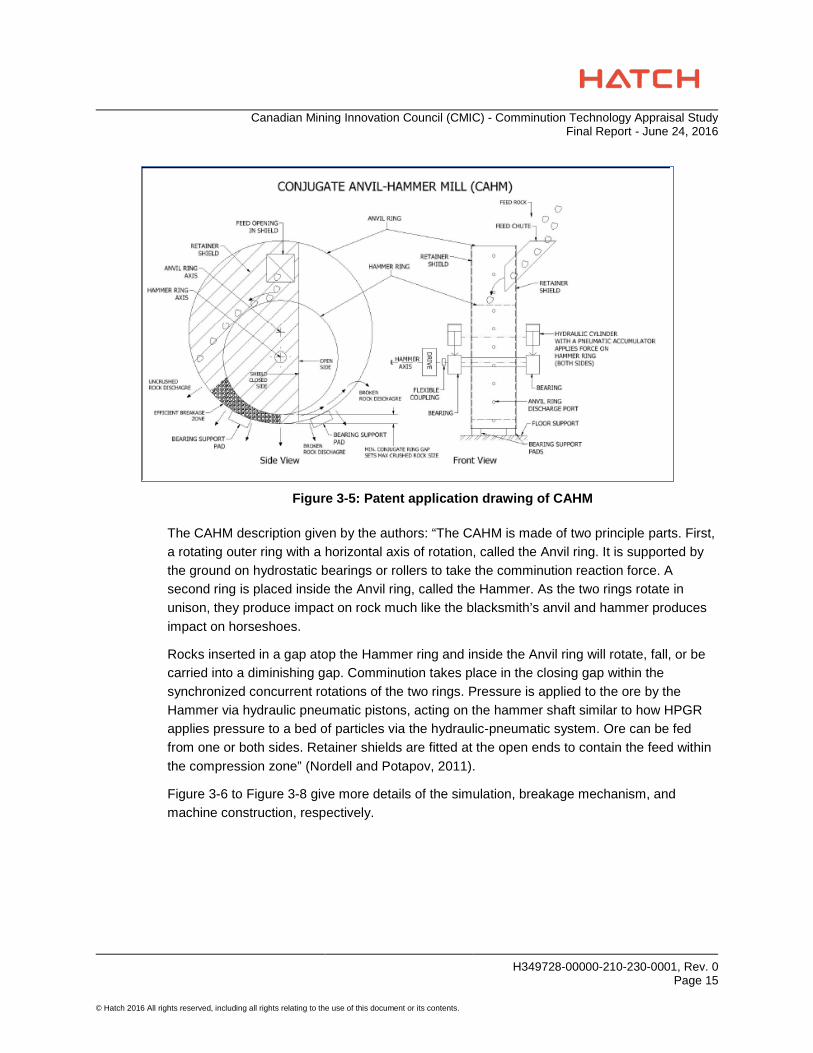
As Dr. Nordell was investigating ways to intensify the “Sweet Spot”, one idea was to apply an internal heavy roller assembly within the mill atop the toe charge surface. Exploring these concepts led to a machine that processes ore without grinding media and water by using two rotating circular surfaces. The two rolling surfaces rotate together in a conjugate pair as shown in Figure 3-5.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 15
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-5: Patent application drawing of CAHM
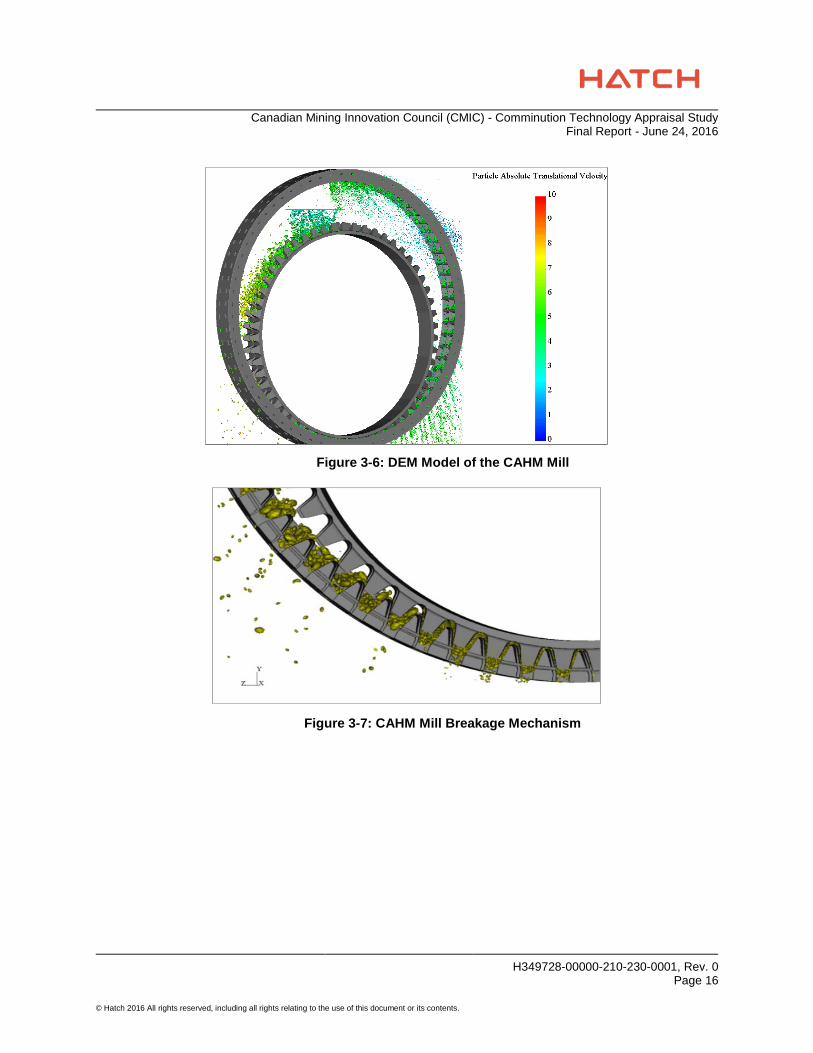
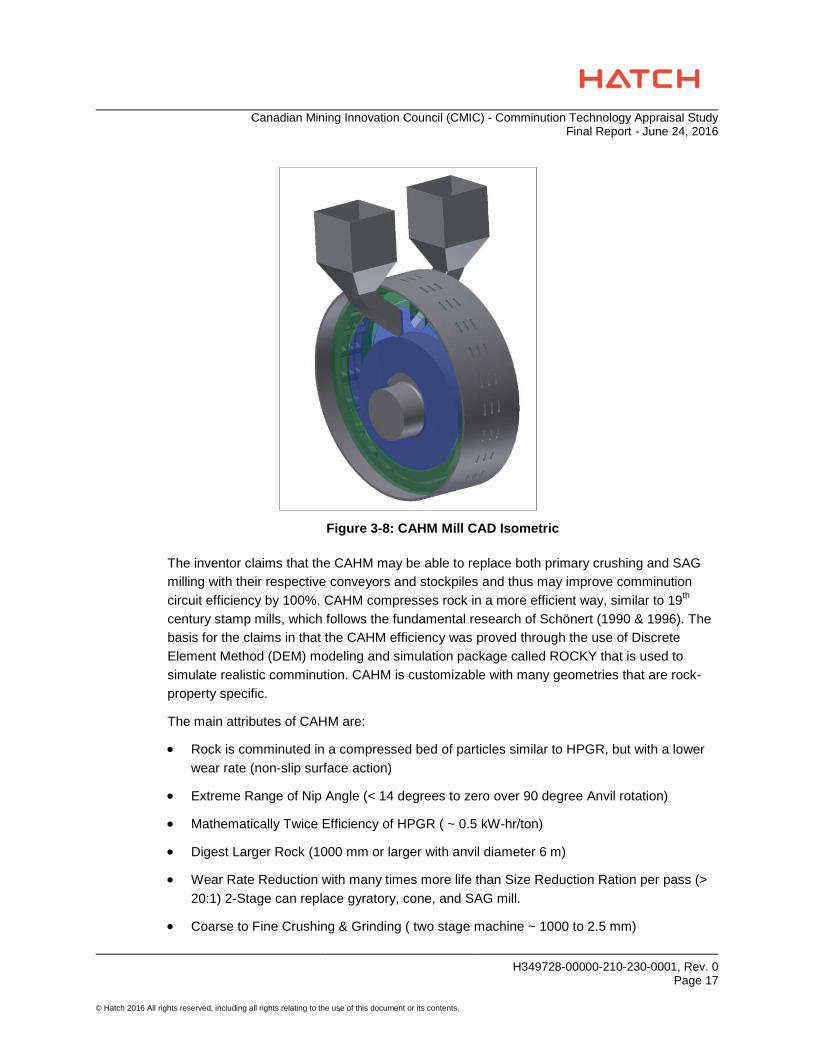
The CAHM description given by the authors: “The CAHM is made of two principle parts. First, a rotating outer ring with a horizontal axis of rotation, called the Anvil ring. It is supported by the ground on hydrostatic bearings or rollers to take the comminution reaction force. A second ring is placed inside the Anvil ring, called the Hammer. As the two rings rotate in unison, they produce impact on rock much like the blacksmith’s anvil and hammer produces impact on horseshoes.
Rocks inserted in a gap atop the Hammer ring and inside the Anvil ring will rotate, fall, or be carried into a diminishing gap. Comminution takes place in the closing gap within the synchronized concurrent rotations of the two rings. Pressure is applied to the ore by the Hammer via hydraulic pneumatic pistons, acting on the hammer shaft similar to how HPGR applies pressure to a bed of particles via the hydraulic-pneumatic system. Ore can be fed from one or both sides. Retainer shields are fitted at the open ends to contain the feed within the compression zone” (Nordell and Potapov, 2011).
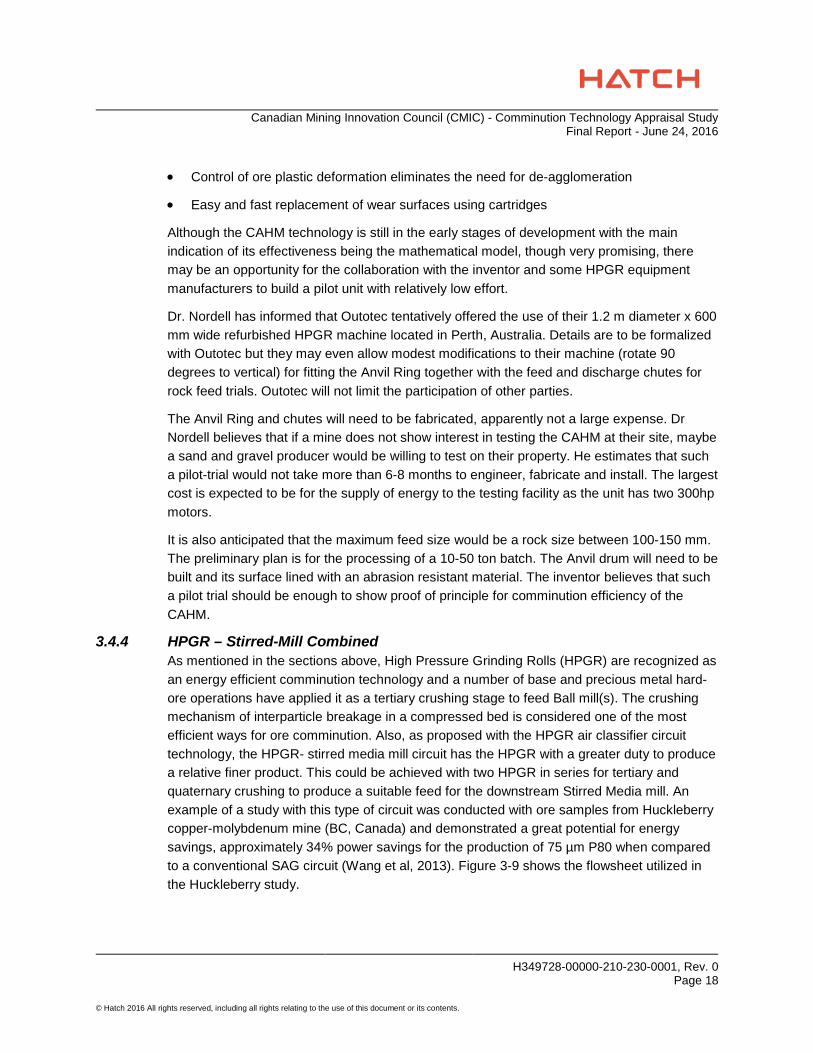
Figure 3-6 to Figure 3-8 give more details of the simulation, breakage mechanism, and machine construction, respectively.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 16
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-6: DEM Model of the CAHM Mill
Figure 3-7: CAHM Mill Breakage Mechanism
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 17
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-8: CAHM Mill CAD Isometric
The inventor claims that the CAHM may be able to replace both primary crushing and SAG milling with their respective conveyors and stockpiles and thus may improve comminution circuit efficiency by 100%. CAHM compresses rock in a more efficient way, similar to 19th century stamp mills, which follows the fundamental research of Schönert (1990 & 1996). The basis for the claims in that the CAHM efficiency was proved through the use of Discrete Element Method (DEM) modeling and simulation package called ROCKY that is used to simulate realistic comminution. CAHM is customizable with many geometries that are rock-property specific.
The main attributes of CAHM are:
• Rock is comminuted in a compressed bed of particles similar to HPGR, but with a lower wear rate (non-slip surface action)
• Extreme Range of Nip Angle (< 14 degrees to zero over 90 degree Anvil rotation)
• Mathematically Twice Efficiency of HPGR ( ~ 0.5 kW-hr/ton)
• Digest Larger Rock (1000 mm or larger with anvil diameter 6 m)
• Wear Rate Reduction with many times more life than Size Reduction Ration per pass (> 20:1) 2-Stage can replace gyratory, cone, and SAG mill.
• Coarse to Fine Crushing & Grinding ( two stage machine ~ 1000 to 2.5 mm)
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 18
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
• Control of ore plastic deformation eliminates the need for de-agglomeration
• Easy and fast replacement of wear surfaces using cartridges
Although the CAHM technology is still in the early stages of development with the main indication of its effectiveness being the mathematical model, though very promising, there may be an opportunity for the collaboration with the inventor and some HPGR equipment manufacturers to build a pilot unit with relatively low effort.
Dr. Nordell has informed that Outotec tentatively offered the use of their 1.2 m diameter x 600 mm wide refurbished HPGR machine located in Perth, Australia. Details are to be formalized with Outotec but they may even allow modest modifications to their machine (rotate 90 degrees to vertical) for fitting the Anvil Ring together with the feed and discharge chutes for rock feed trials. Outotec will not limit the participation of other parties.
The Anvil Ring and chutes will need to be fabricated, apparently not a large expense. Dr Nordell believes that if a mine does not show interest in testing the CAHM at their site, maybe a sand and gravel producer would be willing to test on their property. He estimates that such a pilot-trial would not take more than 6-8 months to engineer, fabricate and install. The largest cost is expected to be for the supply of energy to the testing facility as the unit has two 300hp motors.
It is also anticipated that the maximum feed size would be a rock size between 100-150 mm. The preliminary plan is for the processing of a 10-50 ton batch. The Anvil drum will need to be built and its surface lined with an abrasion resistant material. The inventor believes that such a pilot trial should be enough to show proof of principle for comminution efficiency of the CAHM.
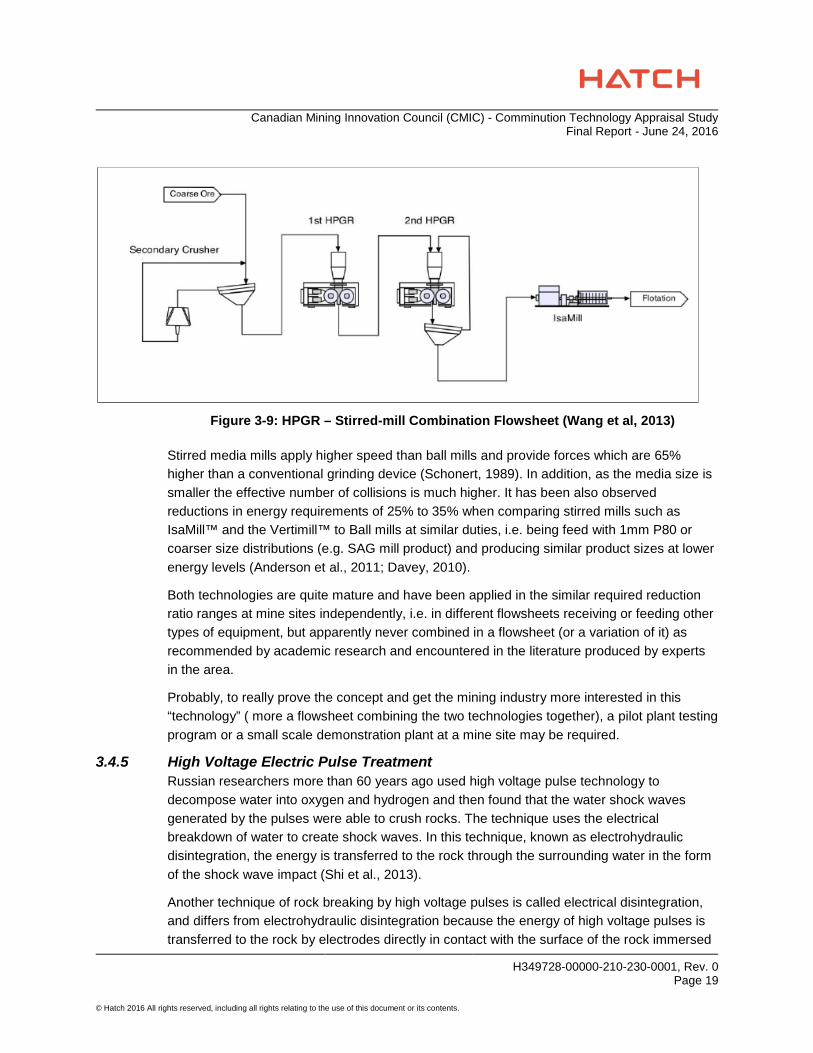
3.4.4 HPGR – Stirred-Mill Combined As mentioned in the sections above, High Pressure Grinding Rolls (HPGR) are recognized as an energy efficient comminution technology and a number of base and precious metal hard-ore operations have applied it as a tertiary crushing stage to feed Ball mill(s). The crushing mechanism of interparticle breakage in a compressed bed is considered one of the most efficient ways for ore comminution. Also, as proposed with the HPGR air classifier circuit technology, the HPGR- stirred media mill circuit has the HPGR with a greater duty to produce a relative finer product. This could be achieved with two HPGR in series for tertiary and quaternary crushing to produce a suitable feed for the downstream Stirred Media mill. An example of a study with this type of circuit was conducted with ore samples from Huckleberry copper-molybdenum mine (BC, Canada) and demonstrated a great potential for energy savings, approximately 34% power savings for the production of 75 µm P80 when compared to a conventional SAG circuit (Wang et al, 2013). Figure 3-9 shows the flowsheet utilized in the Huckleberry study.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 19
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-9: HPGR – Stirred-mill Combination Flowsheet (Wang et al, 2013)
Stirred media mills apply higher speed than ball mills and provide forces which are 65% higher than a conventional grinding device (Schonert, 1989). In addition, as the media size is smaller the effective number of collisions is much higher. It has been also observed reductions in energy requirements of 25% to 35% when comparing stirred mills such as IsaMill™ and the Vertimill™ to Ball mills at similar duties, i.e. being feed with 1mm P80 or coarser size distributions (e.g. SAG mill product) and producing similar product sizes at lower energy levels (Anderson et al., 2011; Davey, 2010).
Both technologies are quite mature and have been applied in the similar required reduction ratio ranges at mine sites independently, i.e. in different flowsheets receiving or feeding other types of equipment, but apparently never combined in a flowsheet (or a variation of it) as recommended by academic research and encountered in the literature produced by experts in the area.
Probably, to really prove the concept and get the mining industry more interested in this “technology” ( more a flowsheet combining the two technologies together), a pilot plant testing program or a small scale demonstration plant at a mine site may be required.
3.4.5 High Voltage Electric Pulse Treatment Russian researchers more than 60 years ago used high voltage pulse technology to decompose water into oxygen and hydrogen and then found that the water shock waves generated by the pulses were able to crush rocks. The technique uses the electrical breakdown of water to create shock waves. In this technique, known as electrohydraulic disintegration, the energy is transferred to the rock through the surrounding water in the form of the shock wave impact (Shi et al., 2013).
Another technique of rock breaking by high voltage pulses is called electrical disintegration, and differs from electrohydraulic disintegration because the energy of high voltage pulses is transferred to the rock by electrodes directly in contact with the surface of the rock immersed
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 20
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
in water. Another term for high voltage pulse breakage is electrodynamic disintegration (including the term electrical pulse disaggregation, EPD), in which the electrodes do not contact the rock surface directly, as a small water gap exists between the electrodes and rock particles (Shi et al., 2012).
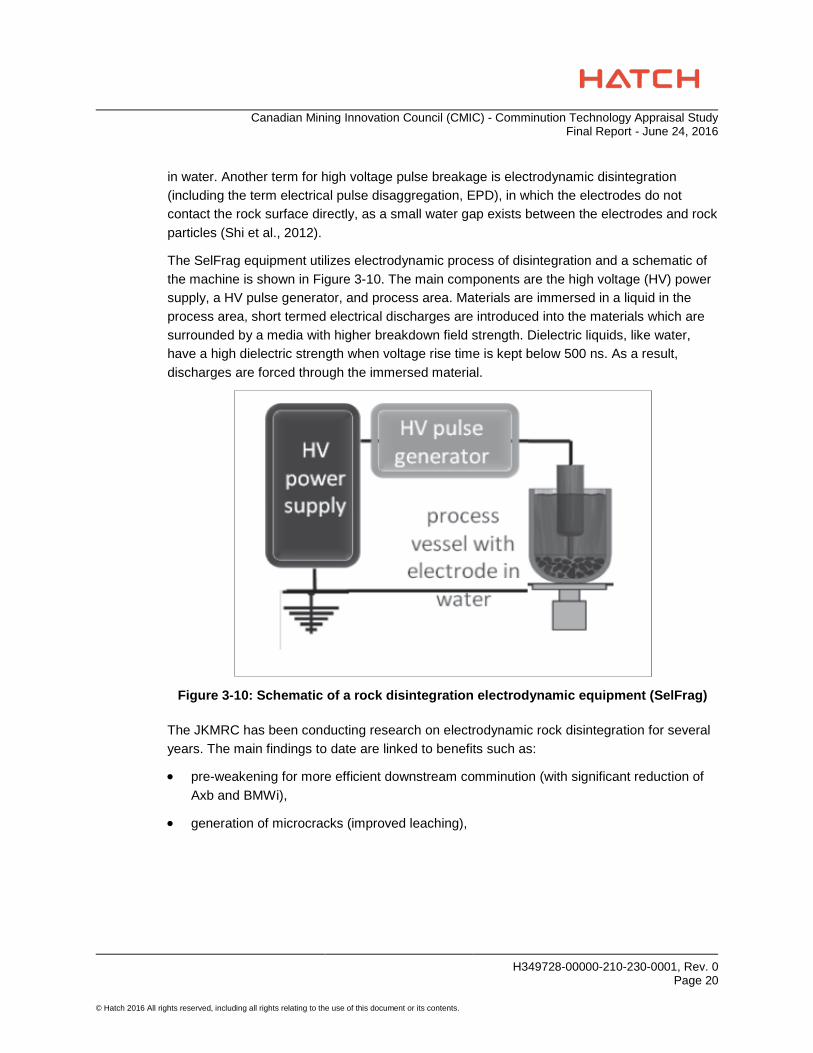
The SelFrag equipment utilizes electrodynamic process of disintegration and a schematic of the machine is shown in Figure 3-10. The main components are the high voltage (HV) power supply, a HV pulse generator, and process area. Materials are immersed in a liquid in the process area, short termed electrical discharges are introduced into the materials which are surrounded by a media with higher breakdown field strength. Dielectric liquids, like water, have a high dielectric strength when voltage rise time is kept below 500 ns. As a result, discharges are forced through the immersed material.
Figure 3-10: Schematic of a rock disintegration electrodynamic equipment (SelFrag)
The JKMRC has been conducting research on electrodynamic rock disintegration for several years. The main findings to date are linked to benefits such as:
• pre-weakening for more efficient downstream comminution (with significant reduction of Axb and BMWi),
• generation of microcracks (improved leaching),
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 21
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
• preferential breakage through grain boundaries, with corresponding enhanced mineral liberation and thus the possibility of higher recovery rates at coarser particles, and, more recently,
• the utilization of the technology for ore sorting. It seems that the selectively breakage can produce finer particles containing metalliferous minerals (high grade material) and produce larger particles that are barren or significantly low grade which enables a size-based screening procedure to split the ore by grade and thus sort it.
There is still a need to scale up the equipment for potential processing rates utilized in the mining industry but the opportunity for significant gains in the overall mineral process seems appealing. However it does not seem that a 50% direct energy saving in comminution will be easy to achieve, even if it is proved a practical technology, but the process may in fact benefit mineral processing in a more holistic way.
3.5 Selection of 2 technologies Following the identification of the top five technologies and the release of an interim report (Phase I) to all members of CIMC Processing Group, the team members provided feedback by email to Hatch and discussions happened through meetings/telecoms. Based on these discussions, an agreement was reached to discard four of the five top technologies and include an additional technology for further investigations. The meeting notes are presented in Appendix B and following a summary of the main findings and recommendations.
HPGR – in closed-circuit with air classifiers AND Vertical Roller Mills (discarded) These two technologies have lot in common and their advantages and challenges were considered very similar, especially as both employed air classification. It was decided to not carry them for further studies and the main reasons for this decision were:
• Air classification needs to be used to close the HPGR or VRM circuits to the achievement of the desired product as these equipment operate dry and would not work if high moisture material is recirculated.
• The material needs to be relatively dry and, in most cases, mined ores have moisture levels above the minimum allowed value. If the downstream process is wet (e.g. flotation) and no heat is available in the overall flowsheet, the energy gains in comminution can be offset by the drying requirements.
• Transport of hard and abrasive material is quite a challenge due to wear and dusting of hazardous materials (silicates). The most common VRM has the dynamic classifier as an integral part of the mill but this system seems to reduce the efficiency gains in comminution energy and may also be subjected to wear problems when dealing with abrasive and relatively coarser fresh feed.
• HPGR with air classification will naturally develop or fade depending on the economics and suitability of the approach. Vertical Roller Mills are well developed in the cement and industry and will migrate to hard rock applications if the economics work.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 22
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
HPGR – Stirred-Mill Combined (discarded) It is well understood that both technologies can provide significant energy savings and if used together, in a feasible and simple circuit, the joined benefits can be substantial. However, HPGR combined with stirred mills is a natural extension of work for two of CMIC members, Metso® and Glencore, and the development of such a circuit will continue to advance through theirs, and other equipment suppliers, initiatives and cooperation with mining companies and their R&D departments - thus further engagement with CMIC is not considered essential.
High Voltage Electric Pulse Treatment (discarded) The electrodynamic process applied by equipment such as the Selfrag has been object of research for a number of years and may become an interest option for rock disintegration in the future. However, at the current stage, there are still some doubts as to the broad applicability of the process for all different types of rocks encountered in base and precious mining as well as how the technology can be efficiently scaled up. CMIC is aware that Selfrag has been object of research in Australia for many years and assumes that a high level of expertise in this technology is already in place> It has been decided that that the best route of action for CMIC now is to just monitor the development of this technology and CMIC’s further involvement in the research and testing of high voltage electric pulse treatment for comminution is thus currently considered not essential.
Conjugate-Anvil-Hammer Mill - CAHM (maintained) The CAHM technology seems to be the one that meets most of the criteria set for this project, i.e. possibly low energy consumption, larger size-reduction ratios (less grinding stages), and relatively simple material handling requirements. In addition, when compared to HPGR technology, it seems possible that the CAHM circuit will bring reduced capital expenditures, smaller circuit foot-print, and it may be possible to achieve lower wear rate of “rolls” and liners as this technology seems to rely on greater particle to particle interactions.
Super Fine IMPTEC Crusher (added) Although not included in the top five technologies at the completion of phase I, during the discussions it was decided to add this technology for further investigation during phase II. It was perceived that the IMPTEC super-fine crusher can provide significant savings in comminution energy, the fundamentals of the technology seem strong, and the technology is already ready for pilot evaluation.
It is interesting to note that in fact this technology achieved a high rank with a total of 15 points as shown in the extract of the ranking table below (Table 3-3). In addition, if the stage of technology is updated and the down-stream benefits are somehow similar to the ones achieved with the HPGR, the adjusted ranking would be 17 or higher.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 23
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Table 3-3: Ranking summary for the IMPTEC Crushers
Energy reduction
Stage of tech-
nology
Safety/
Risk Cost
down- stream
benefits Total
Conventional method of rock disintegration
Arising technologies
4 - Super-fine IMPTEC Crusher
3 3 4 3 2 15
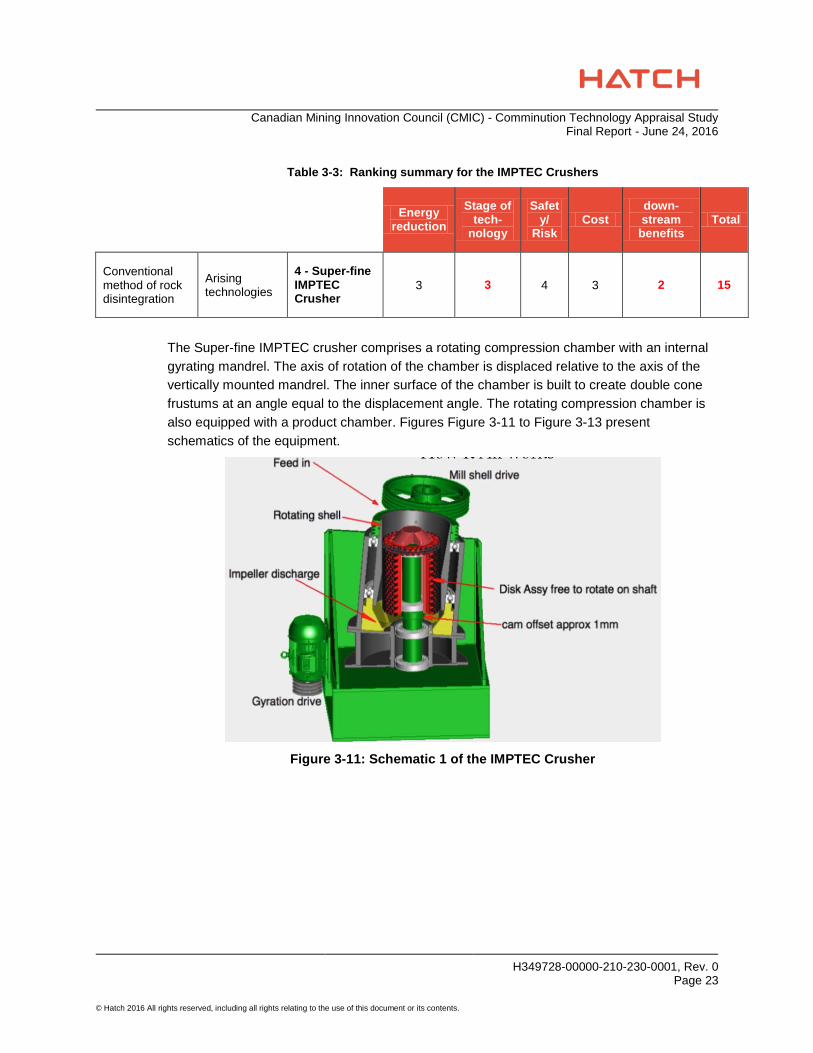
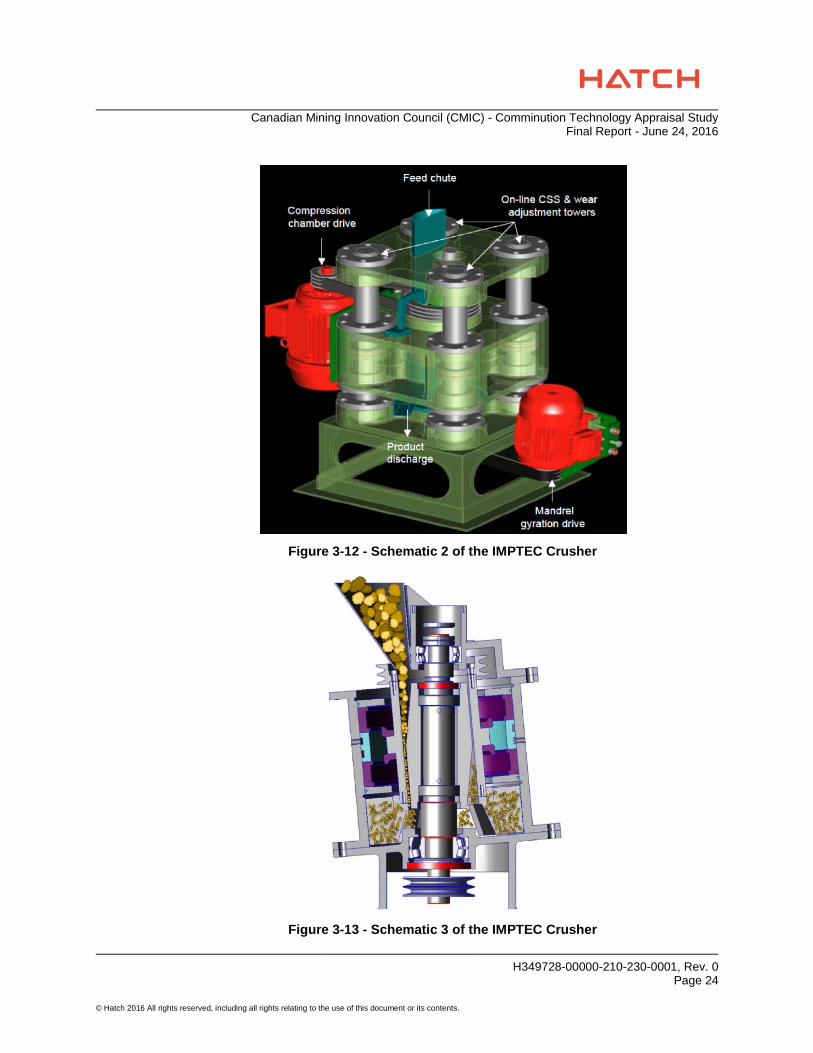
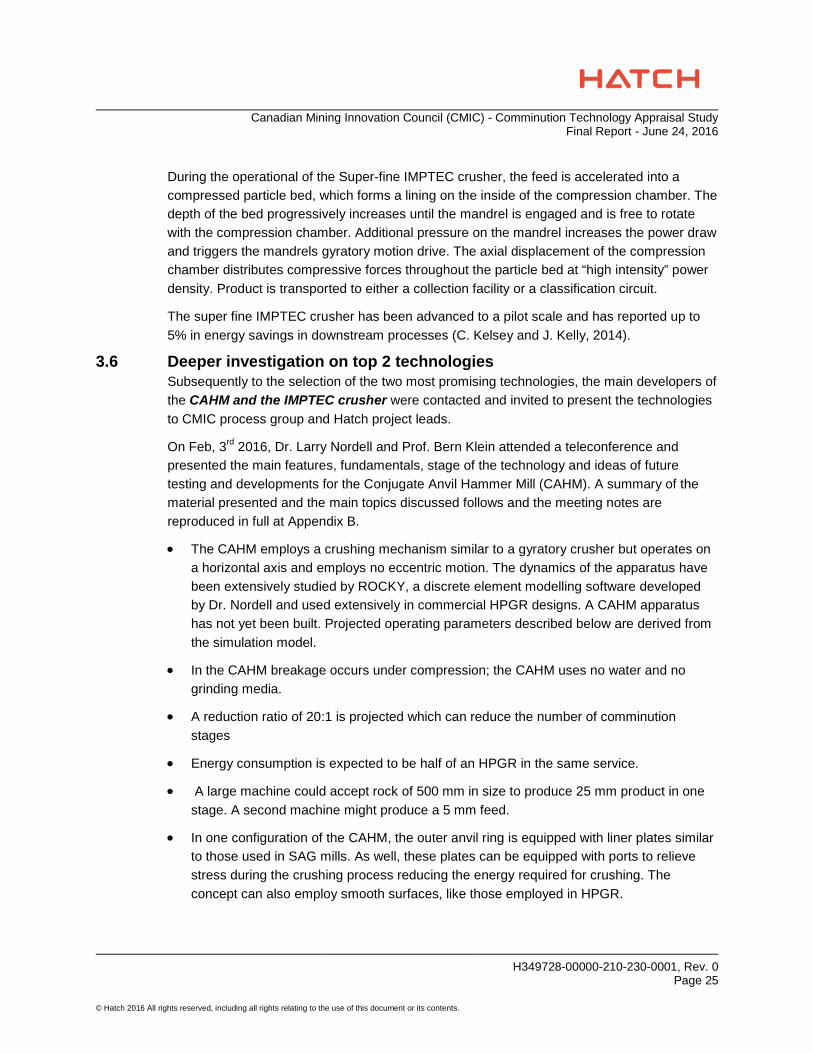
The Super-fine IMPTEC crusher comprises a rotating compression chamber with an internal gyrating mandrel. The axis of rotation of the chamber is displaced relative to the axis of the vertically mounted mandrel. The inner surface of the chamber is built to create double cone frustums at an angle equal to the displacement angle. The rotating compression chamber is also equipped with a product chamber. Figures Figure 3-11 to Figure 3-13 present schematics of the equipment.
Figure 3-11: Schematic 1 of the IMPTEC Crusher
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 24
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-12 - Schematic 2 of the IMPTEC Crusher
Figure 3-13 - Schematic 3 of the IMPTEC Crusher
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 25
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
During the operational of the Super-fine IMPTEC crusher, the feed is accelerated into a compressed particle bed, which forms a lining on the inside of the compression chamber. The depth of the bed progressively increases until the mandrel is engaged and is free to rotate with the compression chamber. Additional pressure on the mandrel increases the power draw and triggers the mandrels gyratory motion drive. The axial displacement of the compression chamber distributes compressive forces throughout the particle bed at “high intensity” power density. Product is transported to either a collection facility or a classification circuit.
The super fine IMPTEC crusher has been advanced to a pilot scale and has reported up to 5% in energy savings in downstream processes (C. Kelsey and J. Kelly, 2014).
3.6 Deeper investigation on top 2 technologies Subsequently to the selection of the two most promising technologies, the main developers of the CAHM and the IMPTEC crusher were contacted and invited to present the technologies to CMIC process group and Hatch project leads.
On Feb, 3rd 2016, Dr. Larry Nordell and Prof. Bern Klein attended a teleconference and presented the main features, fundamentals, stage of the technology and ideas of future testing and developments for the Conjugate Anvil Hammer Mill (CAHM). A summary of the material presented and the main topics discussed follows and the meeting notes are reproduced in full at Appendix B.
• The CAHM employs a crushing mechanism similar to a gyratory crusher but operates on a horizontal axis and employs no eccentric motion. The dynamics of the apparatus have been extensively studied by ROCKY, a discrete element modelling software developed by Dr. Nordell and used extensively in commercial HPGR designs. A CAHM apparatus has not yet been built. Projected operating parameters described below are derived from the simulation model.
• In the CAHM breakage occurs under compression; the CAHM uses no water and no grinding media.
• A reduction ratio of 20:1 is projected which can reduce the number of comminution stages
• Energy consumption is expected to be half of an HPGR in the same service.
• A large machine could accept rock of 500 mm in size to produce 25 mm product in one stage. A second machine might produce a 5 mm feed.
• In one configuration of the CAHM, the outer anvil ring is equipped with liner plates similar to those used in SAG mills. As well, these plates can be equipped with ports to relieve stress during the crushing process reducing the energy required for crushing. The concept can also employ smooth surfaces, like those employed in HPGR.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 26
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
• UBC has large expertise in modelling and simulating HPGR operation with piston presses. These can be employed to reasonably estimate the particle size/energy relationships and wear patterns. While the dynamics of the CAHM with the slotted rolls are different from HPGR, these differences could be studied effectively with the piston press equipment available at UBC.
• In the question and answer period, the following subjects were raised:
What if the material in the ports binds (moisture perhaps) and will not flow? The ports operate as a positive displacement pump, the material being forced through. Cohesive material can be simulated in the UBC tests.
How to relieve chokes? The hydraulic bearing mechanisms are similar to those on an HPGR and allow it to be opened and accessed from the side.
Will excessive wear of the ports be a problem? Piston tests can estimate the amount of force required for breakage under different configurations. These tests can also yield information useful for estimating wear. Additionally, there are new wear resistant materials available.
On February11, 2016, Mr. Chris Kelsey and other representatives from IMPTEC attended a teleconference and presented the main features, fundamentals, stage of the technology and their planned development program for the Super-fine IMPTEC crusher. A summary of the material presented and the main topics discussed follows and the meeting notes are reproduced in full at Appendix B.
• In the IMPTEC equipment the crushing/grinding mechanism employs compound movements. Mandrel rotates with charge and is vibrated simultaneously. High tensile shears. Tensile breakage the major mechanism. Grinding parts of hardened. There is a small constrained (active) volume to attain maximum pressure and efficiency.
• The goal is to enable ultra-fine crushing of hard materials, e.g. zircon, black slag from Pb blast furnace.
• The process is dry and the reduction ratio and applicability corresponds to a feed size of about 15mm to a product of 10-25 microns and there is no use of grinding media. Although essentially a dry process the machine should be capable treating wet material.
• The development started in 2013 with device that was 100 mm internal diameter at the mantle and ran in closed circuit with a classifier being capable of a production rate 20-100 kg/h. The feed rate is regulated according to hardness. Open circuit operation may be viable.
• Machines have been scaled up and they are currently on third model, the SFC 350, a semi-commercial machine expected to produce 1 tph fresh feed (2 tph production at 200% circulating load).
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 27
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
• Apparent scaled up limit is equipment for 100 tph. The expected life for the mandrel is 8000 h.
• Commercial operations on black slag will commence in March 2016 and they expect to have reliable data in about 30 days after that.
• IMPTEC will provide drawing which will better define the grinding motions.
3.7 Conclusions regarding the technologies for cooperation The Conjugate Anvil Hammer Mill (CAHM) Together with CIMC processing group it was decided that the Conjugate Anvil Hammer Mill (CAHM) is the best technology for the cooperation for future development.
The inventor of the technology, Dr. Lawrence Nordell, is open to work in collaboration with CMIC and is currently continuing to work on mathematical simulations of the equipment. He is now also concentrating on the mechanical aspects of the material discharge ports and bearings supporting the inner "hammer" wheel. He accepted CMIC suggestions for proceeding with the technology development in a systematic, small scale to larger scale equipment mode.
The CAHM is considered to be the technology for CMIC to concentrate on in the near future as it has great potential, there is the common desire to work cooperatively and the technology is at early stages of development which means it can greatly benefit from CMIC’s support. In addition, the inventor, while living in the USA, is in close proximity to Canada and has recently started to work with Canadian researchers and companies, e.g. Bernd Klein at the University of British Columbia as well as Teck.
Hatch supports the decision and is looking forward to continuing collaboration for the successful development of the technology. In addition to Hatch’s Mining and Mineral Process Department, Hatch can also offer support through Hatch’s Machine Design group which can be engaged at any point in time.
Super Fine IMPTEC Crusher Nonetheless of this conclusion and the decision to concentrate on the development of CAHM, CMIC will continue to investigate other comminution technologies promising increased energy efficiency.
The potential for energy efficiency in high reduction rate comminution apparently linked the application of the Super Fine IMPTEC Crusher is considered promising and CMIC will closely monitor the development of this technology during the next months. The stage of its development is in a more advanced stage than the CAHM, as the current development of a semi-commercial indicates, but CMIC will maintain communications with the developers to get a better understating on how and when to cooperate with them.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 28
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
3.8 Other Appraised Technologies
3.8.1 Existing Technologies
3.8.1.1 High Pressure Grinding Roll (HPGR) High Pressure Grinding Roll (HPGR) was first adopted by the cement industry in the 1980’s (E. Burchardt, R. Ojeda, 2010), but has been gaining steam in the mineral processing industry in the last two decades (G. Barrios, et al, 2014), with the first HPGR in industrial scale, mineral processing application at the Los Colorados plant in Chile in 1998 (A. Gruendken et al, 2009).
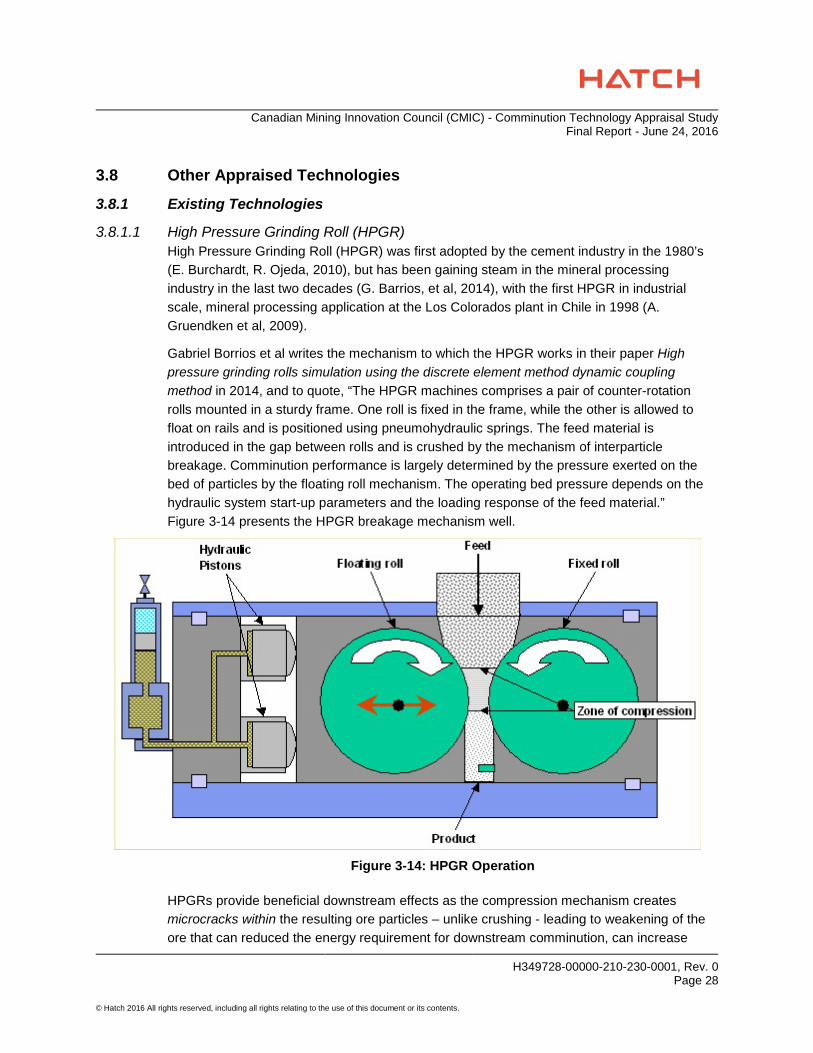
Gabriel Borrios et al writes the mechanism to which the HPGR works in their paper High pressure grinding rolls simulation using the discrete element method dynamic coupling method in 2014, and to quote, “The HPGR machines comprises a pair of counter-rotation rolls mounted in a sturdy frame. One roll is fixed in the frame, while the other is allowed to float on rails and is positioned using pneumohydraulic springs. The feed material is introduced in the gap between rolls and is crushed by the mechanism of interparticle breakage. Comminution performance is largely determined by the pressure exerted on the bed of particles by the floating roll mechanism. The operating bed pressure depends on the hydraulic system start-up parameters and the loading response of the feed material.” Figure 3-14 presents the HPGR breakage mechanism well.
Figure 3-14: HPGR Operation
HPGRs provide beneficial downstream effects as the compression mechanism creates microcracks within the resulting ore particles – unlike crushing - leading to weakening of the ore that can reduced the energy requirement for downstream comminution, can increase
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 29
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
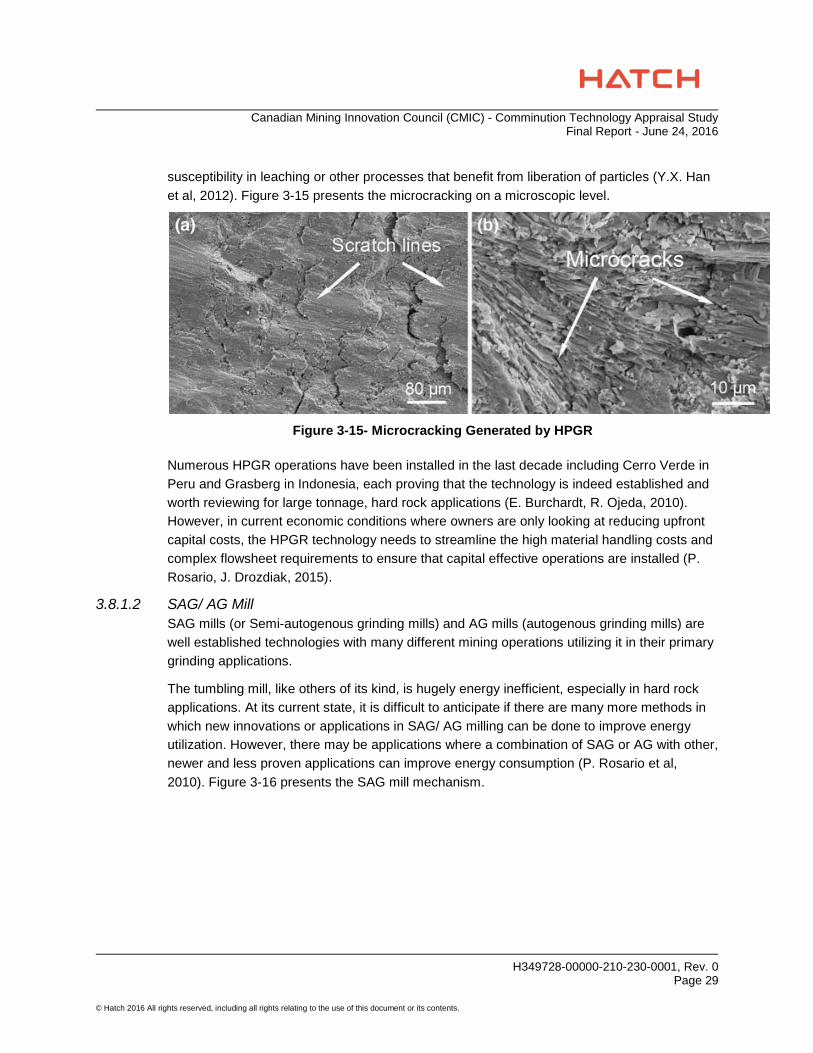
susceptibility in leaching or other processes that benefit from liberation of particles (Y.X. Han et al, 2012). Figure 3-15 presents the microcracking on a microscopic level.
Figure 3-15- Microcracking Generated by HPGR
Numerous HPGR operations have been installed in the last decade including Cerro Verde in Peru and Grasberg in Indonesia, each proving that the technology is indeed established and worth reviewing for large tonnage, hard rock applications (E. Burchardt, R. Ojeda, 2010). However, in current economic conditions where owners are only looking at reducing upfront capital costs, the HPGR technology needs to streamline the high material handling costs and complex flowsheet requirements to ensure that capital effective operations are installed (P. Rosario, J. Drozdiak, 2015).
3.8.1.2 SAG/ AG Mill SAG mills (or Semi-autogenous grinding mills) and AG mills (autogenous grinding mills) are well established technologies with many different mining operations utilizing it in their primary grinding applications.
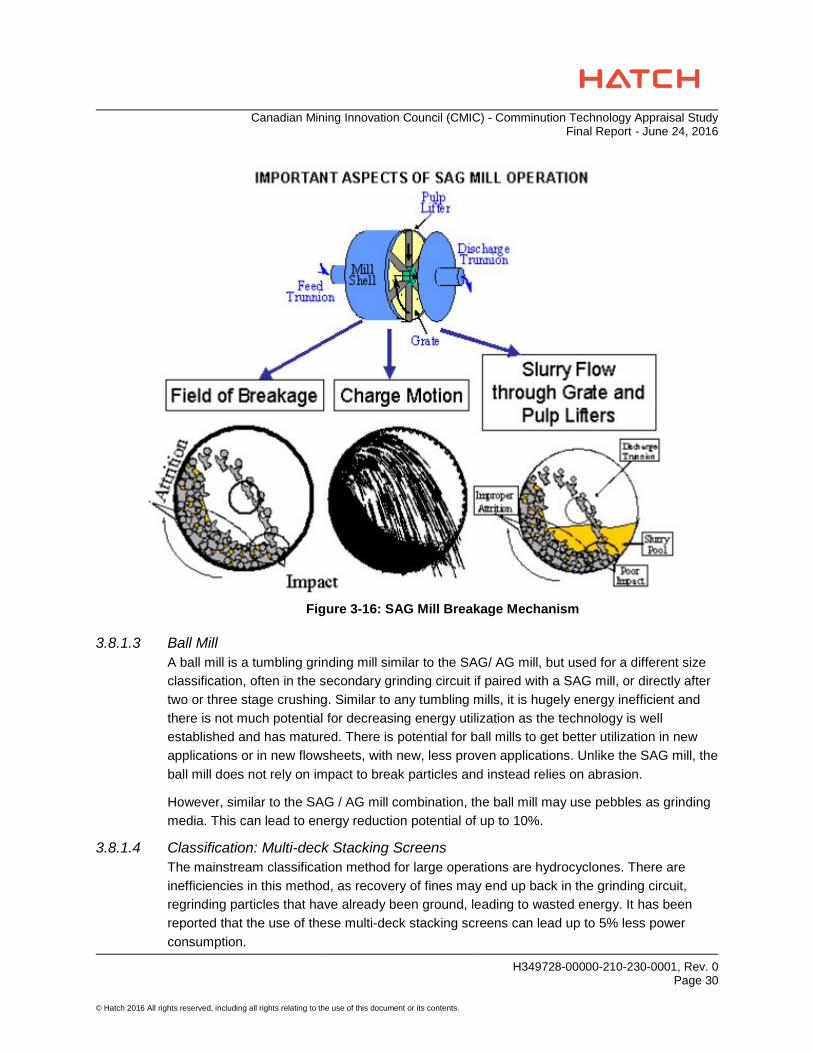
The tumbling mill, like others of its kind, is hugely energy inefficient, especially in hard rock applications. At its current state, it is difficult to anticipate if there are many more methods in which new innovations or applications in SAG/ AG milling can be done to improve energy utilization. However, there may be applications where a combination of SAG or AG with other, newer and less proven applications can improve energy consumption (P. Rosario et al, 2010). Figure 3-16 presents the SAG mill mechanism.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 30
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-16: SAG Mill Breakage Mechanism
3.8.1.3 Ball Mill A ball mill is a tumbling grinding mill similar to the SAG/ AG mill, but used for a different size classification, often in the secondary grinding circuit if paired with a SAG mill, or directly after two or three stage crushing. Similar to any tumbling mills, it is hugely energy inefficient and there is not much potential for decreasing energy utilization as the technology is well established and has matured. There is potential for ball mills to get better utilization in new applications or in new flowsheets, with new, less proven applications. Unlike the SAG mill, the ball mill does not rely on impact to break particles and instead relies on abrasion.
However, similar to the SAG / AG mill combination, the ball mill may use pebbles as grinding media. This can lead to energy reduction potential of up to 10%.
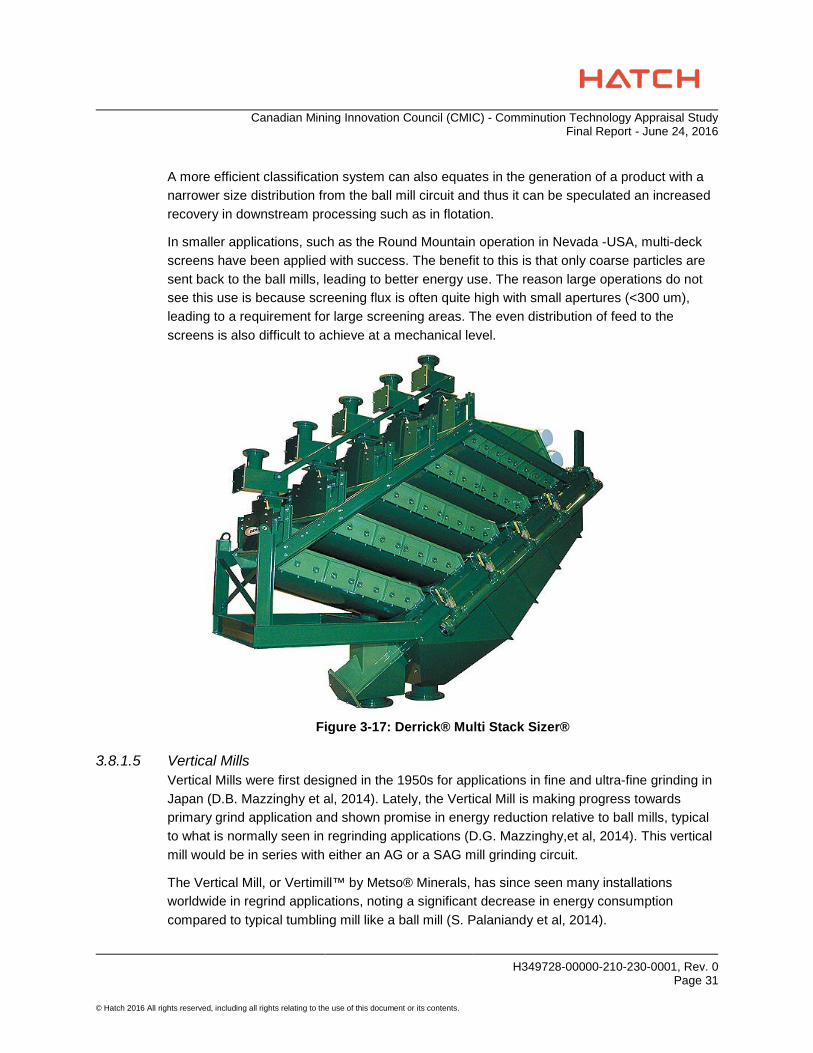
3.8.1.4 Classification: Multi-deck Stacking Screens The mainstream classification method for large operations are hydrocyclones. There are inefficiencies in this method, as recovery of fines may end up back in the grinding circuit, regrinding particles that have already been ground, leading to wasted energy. It has been reported that the use of these multi-deck stacking screens can lead up to 5% less power consumption.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 31
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
A more efficient classification system can also equates in the generation of a product with a narrower size distribution from the ball mill circuit and thus it can be speculated an increased recovery in downstream processing such as in flotation.
In smaller applications, such as the Round Mountain operation in Nevada -USA, multi-deck screens have been applied with success. The benefit to this is that only coarse particles are sent back to the ball mills, leading to better energy use. The reason large operations do not see this use is because screening flux is often quite high with small apertures (<300 um), leading to a requirement for large screening areas. The even distribution of feed to the screens is also difficult to achieve at a mechanical level.
Figure 3-17: Derrick® Multi Stack Sizer®
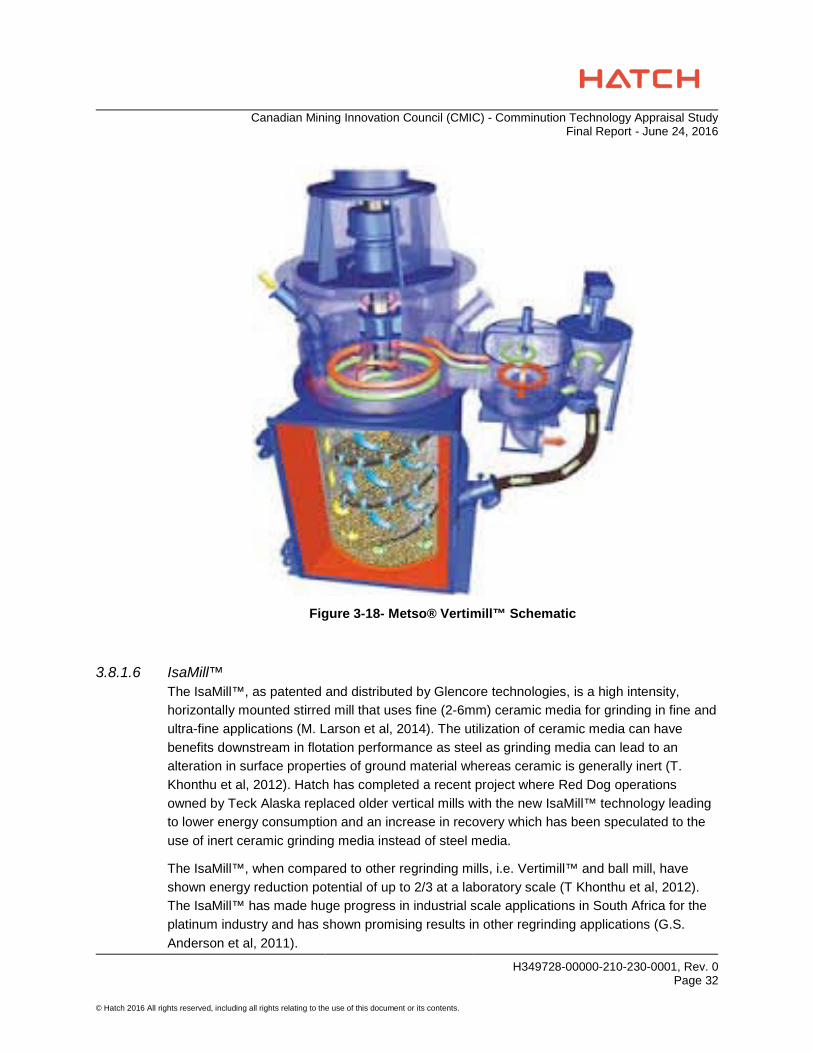
3.8.1.5 Vertical Mills Vertical Mills were first designed in the 1950s for applications in fine and ultra-fine grinding in Japan (D.B. Mazzinghy et al, 2014). Lately, the Vertical Mill is making progress towards primary grind application and shown promise in energy reduction relative to ball mills, typical to what is normally seen in regrinding applications (D.G. Mazzinghy,et al, 2014). This vertical mill would be in series with either an AG or a SAG mill grinding circuit.
The Vertical Mill, or Vertimill™ by Metso® Minerals, has since seen many installations worldwide in regrind applications, noting a significant decrease in energy consumption compared to typical tumbling mill like a ball mill (S. Palaniandy et al, 2014).
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 32
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-18- Metso® Vertimill™ Schematic
3.8.1.6 IsaMill™ The IsaMill™, as patented and distributed by Glencore technologies, is a high intensity, horizontally mounted stirred mill that uses fine (2-6mm) ceramic media for grinding in fine and ultra-fine applications (M. Larson et al, 2014). The utilization of ceramic media can have benefits downstream in flotation performance as steel as grinding media can lead to an alteration in surface properties of ground material whereas ceramic is generally inert (T. Khonthu et al, 2012). Hatch has completed a recent project where Red Dog operations owned by Teck Alaska replaced older vertical mills with the new IsaMill™ technology leading to lower energy consumption and an increase in recovery which has been speculated to the use of inert ceramic grinding media instead of steel media.
The IsaMill™, when compared to other regrinding mills, i.e. Vertimill™ and ball mill, have shown energy reduction potential of up to 2/3 at a laboratory scale (T Khonthu et al, 2012). The IsaMill™ has made huge progress in industrial scale applications in South Africa for the platinum industry and has shown promising results in other regrinding applications (G.S. Anderson et al, 2011).
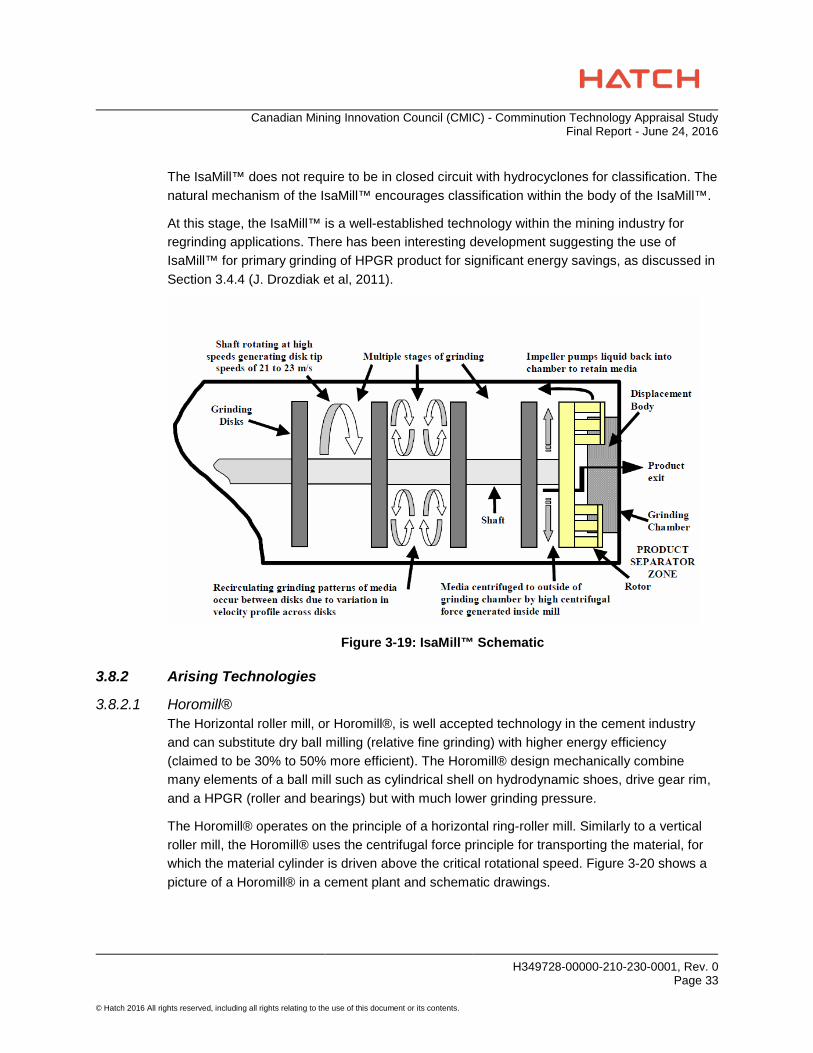
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 33
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
The IsaMill™ does not require to be in closed circuit with hydrocyclones for classification. The natural mechanism of the IsaMill™ encourages classification within the body of the IsaMill™.
At this stage, the IsaMill™ is a well-established technology within the mining industry for regrinding applications. There has been interesting development suggesting the use of IsaMill™ for primary grinding of HPGR product for significant energy savings, as discussed in Section 3.4.4 (J. Drozdiak et al, 2011).
Figure 3-19: IsaMill™ Schematic
3.8.2 Arising Technologies
3.8.2.1 Horomill® The Horizontal roller mill, or Horomill®, is well accepted technology in the cement industry and can substitute dry ball milling (relative fine grinding) with higher energy efficiency (claimed to be 30% to 50% more efficient). The Horomill® design mechanically combine many elements of a ball mill such as cylindrical shell on hydrodynamic shoes, drive gear rim, and a HPGR (roller and bearings) but with much lower grinding pressure.
The Horomill® operates on the principle of a horizontal ring-roller mill. Similarly to a vertical roller mill, the Horomill® uses the centrifugal force principle for transporting the material, for which the material cylinder is driven above the critical rotational speed. Figure 3-20 shows a picture of a Horomill® in a cement plant and schematic drawings.
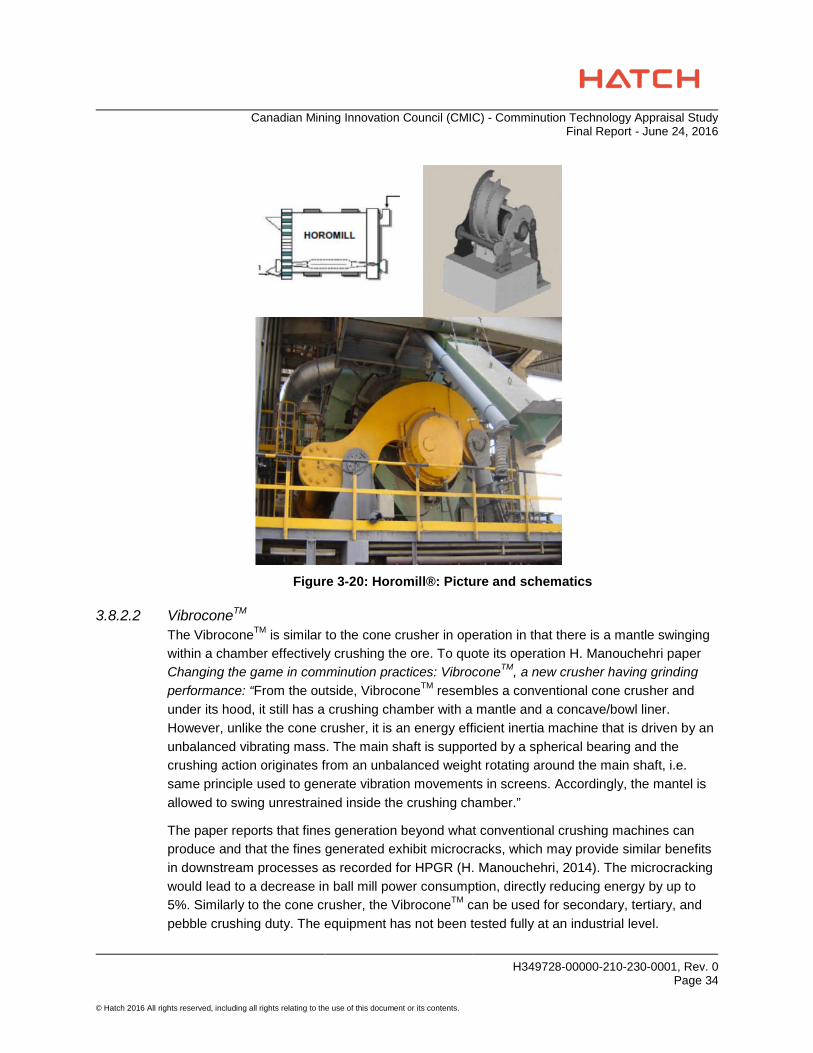
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 34
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-20: Horomill®: Picture and schematics
3.8.2.2 VibroconeTM The VibroconeTM is similar to the cone crusher in operation in that there is a mantle swinging within a chamber effectively crushing the ore. To quote its operation H. Manouchehri paper Changing the game in comminution practices: VibroconeTM, a new crusher having grinding performance: “From the outside, VibroconeTM resembles a conventional cone crusher and under its hood, it still has a crushing chamber with a mantle and a concave/bowl liner. However, unlike the cone crusher, it is an energy efficient inertia machine that is driven by an unbalanced vibrating mass. The main shaft is supported by a spherical bearing and the crushing action originates from an unbalanced weight rotating around the main shaft, i.e. same principle used to generate vibration movements in screens. Accordingly, the mantel is allowed to swing unrestrained inside the crushing chamber.”
The paper reports that fines generation beyond what conventional crushing machines can produce and that the fines generated exhibit microcracks, which may provide similar benefits in downstream processes as recorded for HPGR (H. Manouchehri, 2014). The microcracking would lead to a decrease in ball mill power consumption, directly reducing energy by up to 5%. Similarly to the cone crusher, the VibroconeTM can be used for secondary, tertiary, and pebble crushing duty. The equipment has not been tested fully at an industrial level.
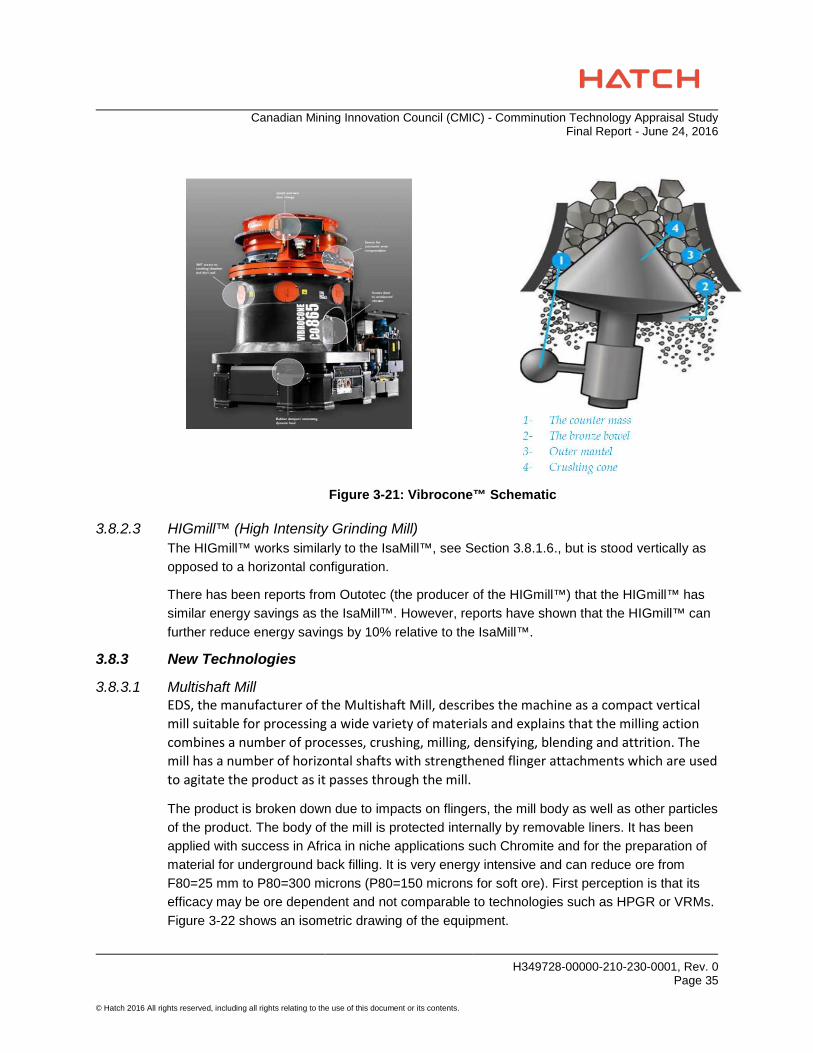
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 35
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-21: Vibrocone™ Schematic
3.8.2.3 HIGmill™ (High Intensity Grinding Mill) The HIGmill™ works similarly to the IsaMill™, see Section 3.8.1.6., but is stood vertically as opposed to a horizontal configuration.
There has been reports from Outotec (the producer of the HIGmill™) that the HIGmill™ has similar energy savings as the IsaMill™. However, reports have shown that the HIGmill™ can further reduce energy savings by 10% relative to the IsaMill™.
3.8.3 New Technologies
3.8.3.1 Multishaft Mill EDS, the manufacturer of the Multishaft Mill, describes the machine as a compact vertical mill suitable for processing a wide variety of materials and explains that the milling action combines a number of processes, crushing, milling, densifying, blending and attrition. The mill has a number of horizontal shafts with strengthened flinger attachments which are used to agitate the product as it passes through the mill.
The product is broken down due to impacts on flingers, the mill body as well as other particles of the product. The body of the mill is protected internally by removable liners. It has been applied with success in Africa in niche applications such Chromite and for the preparation of material for underground back filling. It is very energy intensive and can reduce ore from F80=25 mm to P80=300 microns (P80=150 microns for soft ore). First perception is that its efficacy may be ore dependent and not comparable to technologies such as HPGR or VRMs. Figure 3-22 shows an isometric drawing of the equipment.
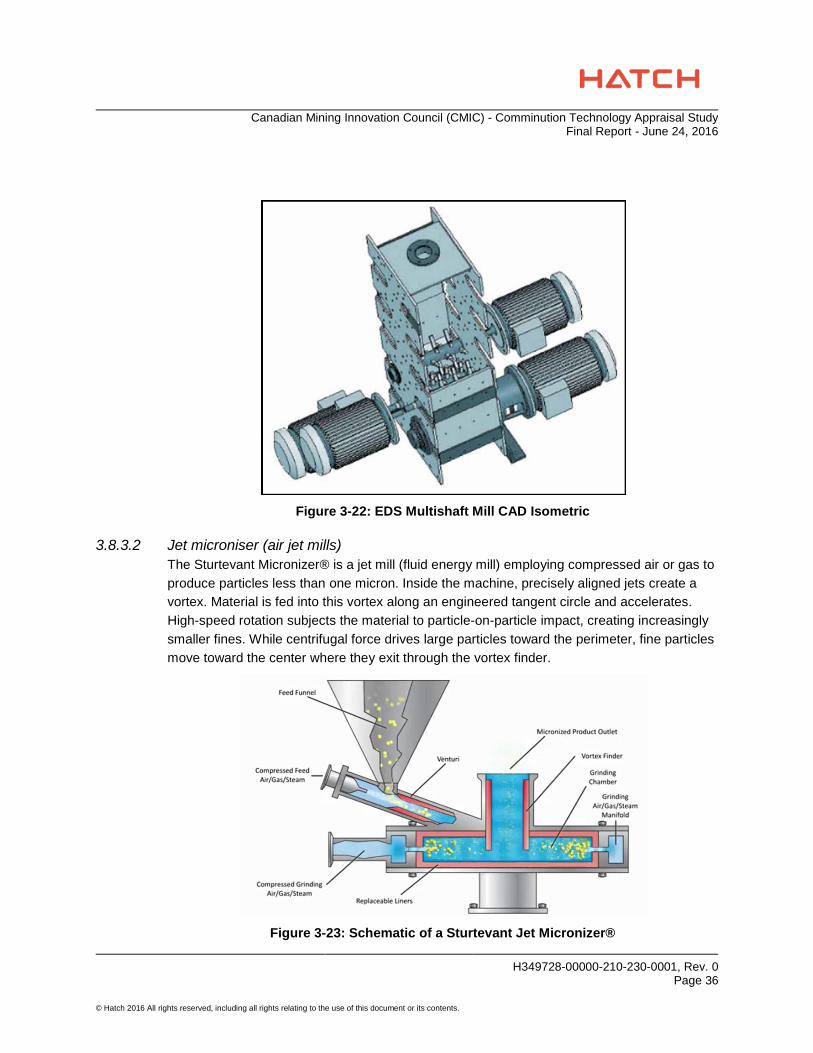
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 36
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Figure 3-22: EDS Multishaft Mill CAD Isometric
3.8.3.2 Jet microniser (air jet mills) The Sturtevant Micronizer® is a jet mill (fluid energy mill) employing compressed air or gas to produce particles less than one micron. Inside the machine, precisely aligned jets create a vortex. Material is fed into this vortex along an engineered tangent circle and accelerates. High-speed rotation subjects the material to particle-on-particle impact, creating increasingly smaller fines. While centrifugal force drives large particles toward the perimeter, fine particles move toward the center where they exit through the vortex finder.
Figure 3-23: Schematic of a Sturtevant Jet Micronizer®
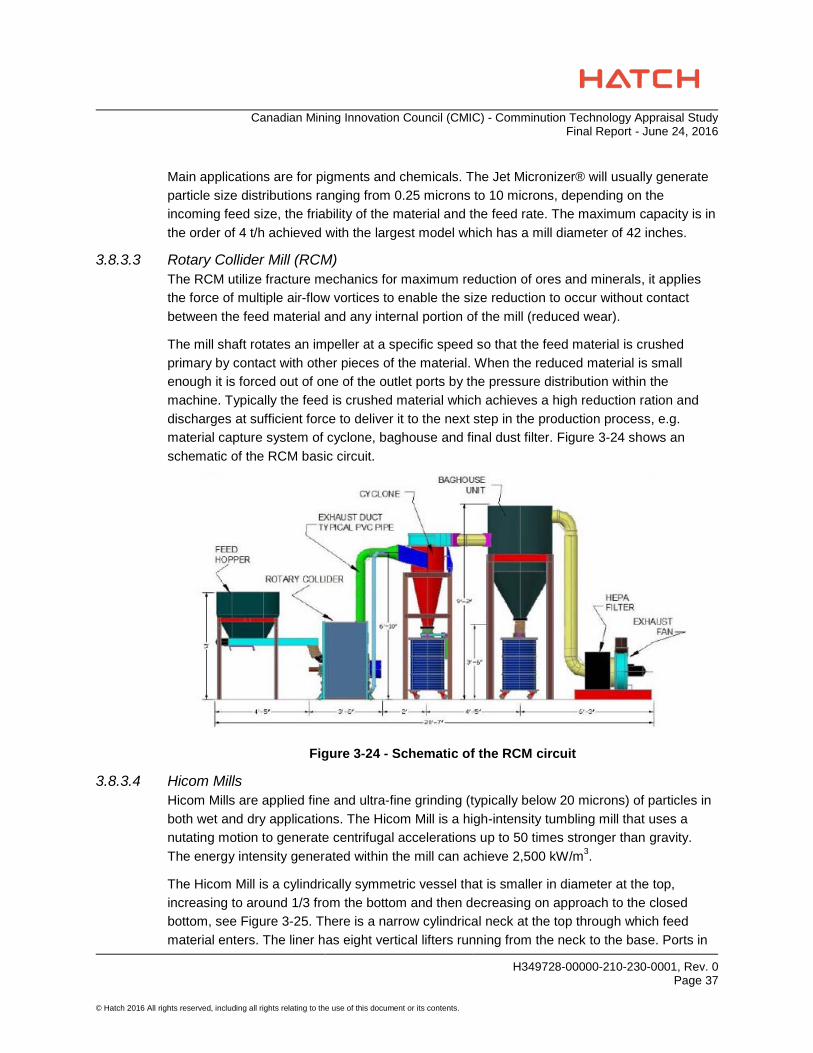
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 37
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Main applications are for pigments and chemicals. The Jet Micronizer® will usually generate particle size distributions ranging from 0.25 microns to 10 microns, depending on the incoming feed size, the friability of the material and the feed rate. The maximum capacity is in the order of 4 t/h achieved with the largest model which has a mill diameter of 42 inches.
3.8.3.3 Rotary Collider Mill (RCM) The RCM utilize fracture mechanics for maximum reduction of ores and minerals, it applies the force of multiple air-flow vortices to enable the size reduction to occur without contact between the feed material and any internal portion of the mill (reduced wear).
The mill shaft rotates an impeller at a specific speed so that the feed material is crushed primary by contact with other pieces of the material. When the reduced material is small enough it is forced out of one of the outlet ports by the pressure distribution within the machine. Typically the feed is crushed material which achieves a high reduction ration and discharges at sufficient force to deliver it to the next step in the production process, e.g. material capture system of cyclone, baghouse and final dust filter. Figure 3-24 shows an schematic of the RCM basic circuit.
Figure 3-24 - Schematic of the RCM circuit
3.8.3.4 Hicom Mills Hicom Mills are applied fine and ultra-fine grinding (typically below 20 microns) of particles in both wet and dry applications. The Hicom Mill is a high-intensity tumbling mill that uses a nutating motion to generate centrifugal accelerations up to 50 times stronger than gravity. The energy intensity generated within the mill can achieve 2,500 kW/m3.
The Hicom Mill is a cylindrically symmetric vessel that is smaller in diameter at the top, increasing to around 1/3 from the bottom and then decreasing on approach to the closed bottom, see Figure 3-25. There is a narrow cylindrical neck at the top through which feed material enters. The liner has eight vertical lifters running from the neck to the base. Ports in
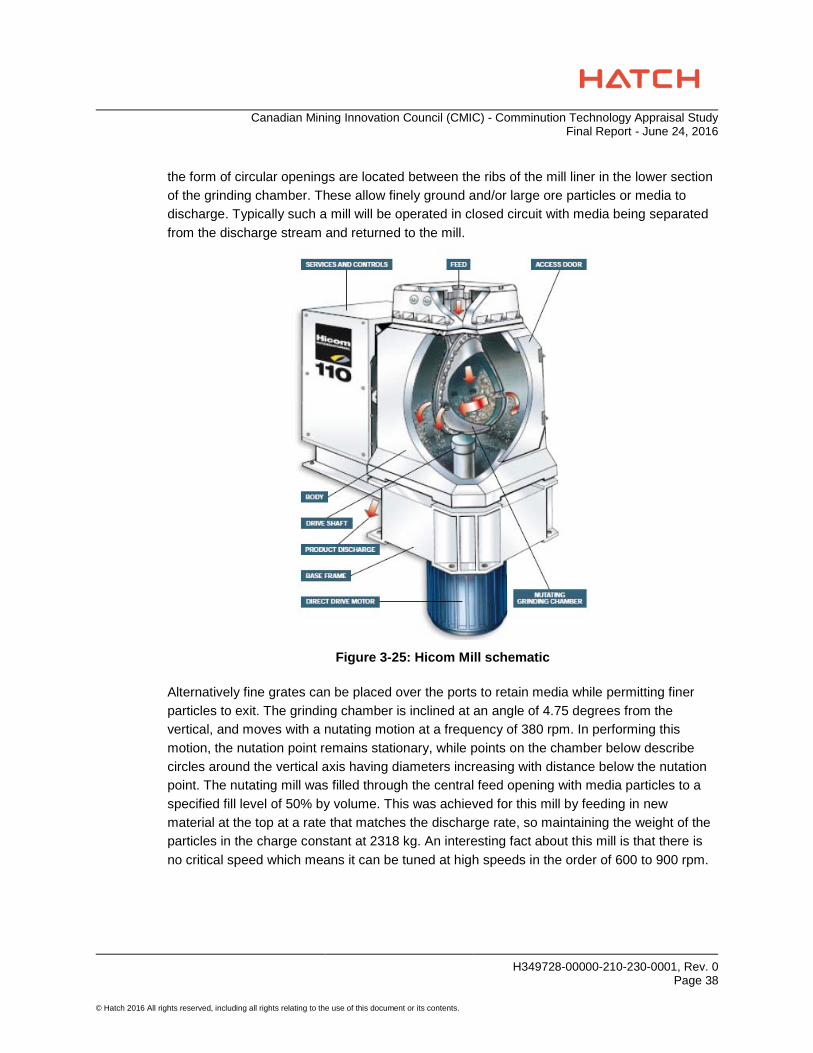
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 38
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
the form of circular openings are located between the ribs of the mill liner in the lower section of the grinding chamber. These allow finely ground and/or large ore particles or media to discharge. Typically such a mill will be operated in closed circuit with media being separated from the discharge stream and returned to the mill.
Figure 3-25: Hicom Mill schematic
Alternatively fine grates can be placed over the ports to retain media while permitting finer particles to exit. The grinding chamber is inclined at an angle of 4.75 degrees from the vertical, and moves with a nutating motion at a frequency of 380 rpm. In performing this motion, the nutation point remains stationary, while points on the chamber below describe circles around the vertical axis having diameters increasing with distance below the nutation point. The nutating mill was filled through the central feed opening with media particles to a specified fill level of 50% by volume. This was achieved for this mill by feeding in new material at the top at a rate that matches the discharge rate, so maintaining the weight of the particles in the charge constant at 2318 kg. An interesting fact about this mill is that there is no critical speed which means it can be tuned at high speeds in the order of 600 to 900 rpm.

Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 39
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
3.8.4 Non-conventional Technologies
3.8.4.1 Microwave Frequency Treatment Microwave frequency treatment is an interesting concept that enhances the grindability of ore, and largely, make it more susceptible to mechanical breakage forces (R.K. Amankwah and G. Ofori-Sarpong, 2011).
It is seen that microwave heating generates microcracks (Figure 3-26) which can enhance the grindability of ore in milling stages that occur downstream (A.Y. Shaw and S.M. Bradshaw, 2011).
Figure 3-26: Microwave Induced Microcracks
It was studied preliminarily and presented in the South African Journal of Science that there are a multitude of factors that could lead to the success or failure of this option, as presented in Figure 3-27.
Figure 3-27: Factors for Success and Failure of Commercial Microwave Technology
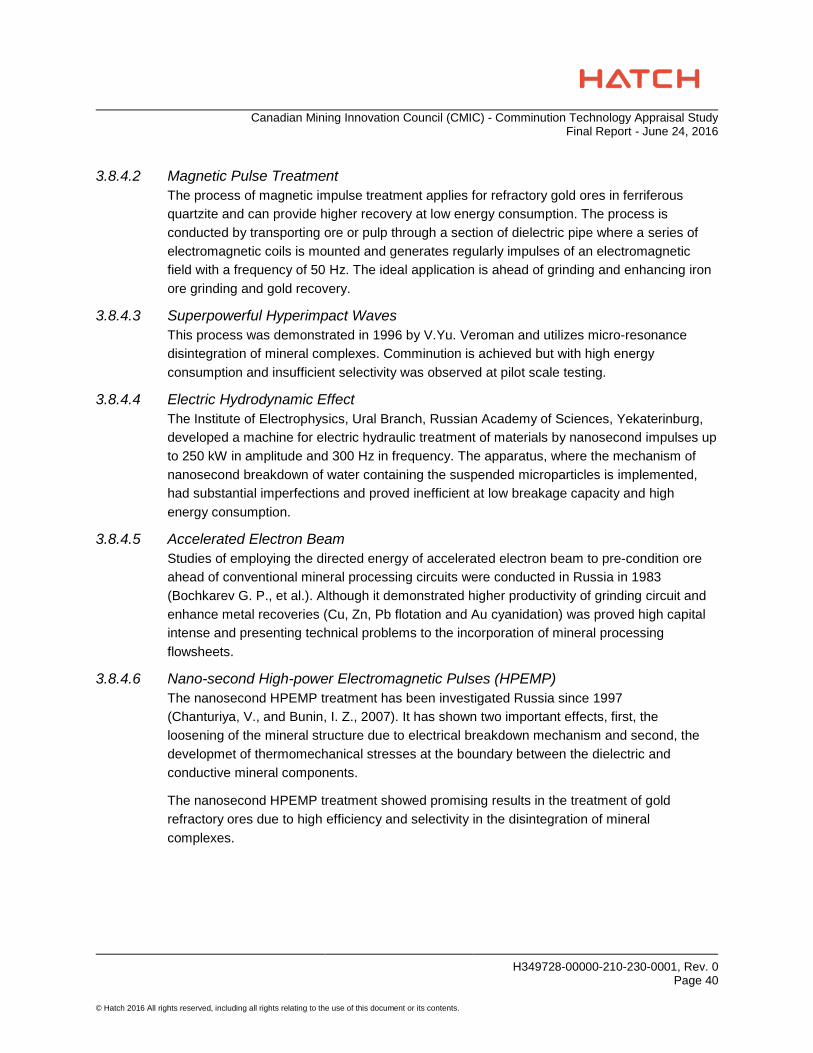
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 40
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
3.8.4.2 Magnetic Pulse Treatment The process of magnetic impulse treatment applies for refractory gold ores in ferriferous quartzite and can provide higher recovery at low energy consumption. The process is conducted by transporting ore or pulp through a section of dielectric pipe where a series of electromagnetic coils is mounted and generates regularly impulses of an electromagnetic field with a frequency of 50 Hz. The ideal application is ahead of grinding and enhancing iron ore grinding and gold recovery.
3.8.4.3 Superpowerful Hyperimpact Waves This process was demonstrated in 1996 by V.Yu. Veroman and utilizes micro-resonance disintegration of mineral complexes. Comminution is achieved but with high energy consumption and insufficient selectivity was observed at pilot scale testing.
3.8.4.4 Electric Hydrodynamic Effect The Institute of Electrophysics, Ural Branch, Russian Academy of Sciences, Yekaterinburg, developed a machine for electric hydraulic treatment of materials by nanosecond impulses up to 250 kW in amplitude and 300 Hz in frequency. The apparatus, where the mechanism of nanosecond breakdown of water containing the suspended microparticles is implemented, had substantial imperfections and proved inefficient at low breakage capacity and high energy consumption.
3.8.4.5 Accelerated Electron Beam Studies of employing the directed energy of accelerated electron beam to pre-condition ore ahead of conventional mineral processing circuits were conducted in Russia in 1983 (Bochkarev G. P., et al.). Although it demonstrated higher productivity of grinding circuit and enhance metal recoveries (Cu, Zn, Pb flotation and Au cyanidation) was proved high capital intense and presenting technical problems to the incorporation of mineral processing flowsheets.
3.8.4.6 Nano-second High-power Electromagnetic Pulses (HPEMP) The nanosecond HPEMP treatment has been investigated Russia since 1997 (Chanturiya, V., and Bunin, I. Z., 2007). It has shown two important effects, first, the loosening of the mineral structure due to electrical breakdown mechanism and second, the developmet of thermomechanical stresses at the boundary between the dielectric and conductive mineral components.
The nanosecond HPEMP treatment showed promising results in the treatment of gold refractory ores due to high efficiency and selectivity in the disintegration of mineral complexes.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 41
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
4. References Abouzeid, A.-Z. M., & Fuerstenau, D. W. (2009). Grinding of mineral mixtures in high-pressure grinding rolls. . International Journal of Mineral Processing . Ali, A., & Bradshaw, S. (2011). Confined particle bed breakage of microwave treated and untreated ores. Minerals Engineering . Allen, J. (2009). ADVANCES IN STIRRED MILLING: IMPROVING PROFITABILITY OF COPPER ORE PROCESSING. PROC . Altiner, M., Yildirim, M., & Vapur, H. (2012). Effects of Microwave and Conventional Drying Methods on Grinding Characteristics of Afsin-Elbistan Lignite. IMPC. Altun, O., Aydogan, N., Toprak, N., Dundar, H., & Benzer, H. (2010). Comparison of open and closed circuit HPGR application on dry grinding circuit. ComminutionAltun, O. Alves, V. K., Schneider, C. L., Duque, T. B., & Peres, A. E. (2014). SAMPLE REQUIREMENTS FOR HPGR TESTING PROCEDURE. Comminution. Amankwah, R., & Ofori-Sarpong, G. (2011). Microwave heating of gold ores for enhanced grindability and cyanide amenability. Minerals Engineering . Amelunxen, P., Mular, M., Vanderbeek, J., Hill, L., & Herrera, E. (2011). THE EFFECTS OF ORE VARIABILITY ON HPGR TRADE-OFF ECONOMICS. SAG. Anderson, G., Smith, D., & Strohmayr, S. (2011). IsaMill™ TECHNOLOGY IN THE PRIMARY GRINDING CIRCUIT. SAG. Anguelov, R., Ghaffari, H., & Alexander, J. (2010). High Pressure Grinding Rolls in comparison to SAG milling technology. PROC . Ballantyne, G., & Powell, M. (2014). Benchmarking Comminution Energy Consumption for IMPROVED Efficiency. AUSIMM. Banini, G., Villanueva, A., Hollow, J., & Mosher, J. (2011). EVALUATION OF SCALE UP EFFECT ON HIGH PRESSURE GRINDING ROLL _HPGR_ IMPLEMENTATION AT PT FREEPORT INDONESIA. SAG. Barns, K., Anderson, G., Smith, D., & Waal, H. D. (2010). Shifting from the norm: coarse grinding in stirred mills. Comminution. Barrios, G., Tavares, M., & Perez-Prim, J. (2014). High pressure grinding rolls simulation using the discrete element method dynamic coupling interface. IMPC. Baum, W., & Ausburn, K. (2011). The Use of HPGR in Copper Leaching. SME. Benzer, H., Aydogan, N., & Dündar, H. (2010). Investigation of the breakage of hard and soft components under high compression (HPGR). Comminution. Bookless, T., Meadows, D., & Pownell, J. (2013). Enhancing Project Value through a Designed High Pressure Grinding Roll Test Work Program. World Gold. Bradshaw, S. (1999). Applications of microwave heating in mineral processing. . South African Journal of Science . Burchardt, E. (2014). Dry finish grinding with HPGRs: The next step ahead in mineral comminution. IMPC. Burchardt, E., & Brandhoff, W. (2014). Dry grinding: Current and future systems in minerals processing. Comminution. Burchardt, E., & Ojeda, R. (2010). HPGR in hard rock applications – a technology that broke barriers. PROC . Burchardt, E., Patzelt, N., Knecht, J., & Klymowsky, R. (2011). HPGR’S IN MINERALS - WHAT DO EXISTING OPERATIONS TELL US FOR THE FUTURE. SAG. Camalan, M., & Hosten, Ç. (2015). Ball-Mill Grinding Kinetics of Cement Clinker Comminuted in the High-Pressure Roll Mill. Mineral Processing & Extractive Metallurgy Review . Capstick, D., & Currie, B. (2012). Fine grind attritional mills: can they or should they go coarser? Comminution.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 42
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Chandramohan, R., Powell, M., & Holtham, P. (2010). Taking advantage of shapes of rock to reduce comminution energy. Comminution. Chanturiya, V., & Bunin, I. Z. (2007). Non-traditional High-energy Methods for Disintegration and Breaking-up of Fine-disseminated Mineral Complexes from refractory Precious Metal Ores. Chaponda, B., Mainza, A., Durant, B., & Walstra, C. (2010). Using the IsaMill technology in mainstream grinding applications. Comminution. Charikinya, E., & Bradshaw, S. (2014). Use of X-ray computed tomography to investigate microwave induced cracks in sphalerite ore particles. IMPC. Chow, J., Fitzpatrick, S., Greenup, D., & Lloyd, S. (2013). Tropicana Gold Mine – Mitigating the Challenges of a Mining Start-up. World Gold. Comi, T., Garcia, C., Potulska, A., & Opazo, J. J. (2015). SIERRA GORDA - CHILE’S NEW CU-MO OPERATION. SME. Dal Martello, E., Bernardis, S., Larsen, R., & Tranell, G. (2012). Electrical fragmentation as a novel route for the refinement of quartz raw materials for trace mineral impurities. Powder Technology . Daniel, M., & Bailey, C. (2009). USES AND BENEFITS OF LABORATORY-SCALE HPGR TESTS. PROC . Davaanyam, Z., Klein, B., Nadolski, S., & Kumar, A. (2015). Predicting the energy requirements of high pressure grinding rolls using piston press test procedures. CMP. Davey, G. (2010). Coarse grinding applications using the Metso Vertimill®. Comminution. De, A., & Fuerstenau, D. W. (2012). SIMULATION OF MACROSCOPIC VARIABLES RELATED TO COMMINUTION IN HIGH-PRESSURE GRINDING ROLLS. IMPC. Dhawan, N., Rashidi, S., Latchireddi, R., & Rajamani, R. K. (2012). EVALUATION OF SCALE UP FACTORS IN A LAB SCALE HIGH PRESSURE GRINDING ROLL. IMPC. Djordjevic, N. (2010). Improvement of energy efficiency of rock comminution through reduction of thermal losses. Minerals Engineering . Doll, A. (2015). A Simple estimation method of materials handling specific energy consumption in HPGR Circuits. CMP. Doll, A., Barratt, D., & Godoy, R. (2010). Microcracking versus the Phantom cyclone; comparing SAG mills and HPGR on a consistent basis. PROC . Drinkwater, D., Napier-Munn, T., & Ballantyne, G. (2012). Energy Reduction through Eco-efficient comminution strategies. IMPC. Drozdiak, J., Klein, B., Nadolski, S., & Bamber, A. (2011). A PILOT-SCALE EXAMINATION OF A HIGH PRESSURE GRINDING ROLL - STIRRED MILL COMMINUTION CIRCUIT. SAG. Drozdiak, J., Nadolski, S., Bamber, A., Klein, B., & Wilson, S. (2010). A comparison of the energy requirement of an HPGR/Stirred Mill Circuit and Conventional Grinding Circuits for the comminution of Mesaba Ore. CMP. Dundar, H., Aydogan, N. A., Benzer, H., & Lynch, A. J. (2009). Effect of the Recycling Load on the High Pressure Grinding Rolls’ Performance – A Case Study with the Industrial Unit During Cement Clinker Grinding. AUSIMM. Dundar, H., Benzer, H., & Aydoğan, N. (2012). Design exercise of an HPGR. Comminution. Dundar, H., Benzer, H., Aydogan, N., Powell, M., & Mainza, A. (2011). IMPORTANCE OF THE FEED SIZE DISTRIBUTION AND RECYCLE ON THE HPGR PERFORMANCE. SAG. Dundar, H., Benzer, H., Mainza, A., & Dzomeku, C. (2011). EFFECTS OF THE ROLLS SPEED AND PRESSURE ON THE HPGR PERFORMANCE DURING GOLD ORE GRINDING. SAG. Edwards, G., & Westhuizen, A. v. (2014). The investigation of operating parameters in a vertical stirred mill. IMPC. Engelhardt, D., Lane, G., & Powell, M. (2009). Cadia Expansion - The impact of installing high pressure grinding rolls prior to a semi-autogenous Grinding Mill. AUSIMM. Faitli, J., & Czel, P. (2014). Matrix Model Simulation of a Vertical Roller Mill with High-Efficiency Slat Classifier. Chemical Engineering.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 43
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Fernandez, M. G., & Brochot, S. (2014). HPGR modelling with mineral liberation for plant optimization. IMPC. Forssberg, E., & Yanmin, W. (2013). International overview and outlook on comminution technology. Swedish Mineral Processing Research Association . Galvez, P., & Ivan, H. (2011). Analysis of the state of the art of blast-induced fragment conditioning. Minerals Engineering . Genç, Ö., & Benzer, A. (2009). Horizontal roller mill (Horomill®) application versus hybrid HPGR/ball milling in finish grinding of cement. . Minerals Engineering . Gerold, C., Schmitz, C., Stapelmann, M., & Dardemann, F. (2012). LATEST INSTALLATIONS AND DEVELOPMENTS OF LOESCHE VERTICAL - ROLLER - MILLS IN THE ORE INDUSTRY. IMPC. Ghobadi, P., Hejazi, R., & Saghaeian, M. (2014). Enhancement of material handling system efficiency in ZISCO plant by HPGR circuit modification. IMPC. Ghorbani, Y., Mainza, A., J.Petersen, Becker, M., J-P, F., & J.T, K. (2012). Investigation of particles with high crack density produced by high pressure grinding. Comminution. Ghorbani, Y., Mainza, A., J.Petersen, Kalala, J., Becker, M., & Franzidis, J.-P. (2011). USE OF X-RAY COMPUTED TOMOGRAPHY TO QUANTIFY THE DIFFERENCES IN CRACKS AND PORES OF SPHALERITE ORE PARTICLES WHEN COMMINUTED. SAG. Grigg, N. (2011). Implementing eco-efficient comminution strategies. Procemin. Gruendken, A., Portocarrero, J., & Meer, F. v. (2009). 10th Anniversary of First Installed HPGR replacing Tertiary Crusher. CMP. Hall, S. J., & Hofmann, E. J. (2012). Improvements in HPGR and Grinding mill technology. CMP. Han, Y. X., Guo, X. F., & Yuan, Z. T. (2012). RESEARCH OF MICRO-CRACKS IN IRON ORE CAUSED BY HIGH PRESSURE GRINDING ROLLER. IMPC. Han, Y., Liu, L., & Yuan, Z. (2012). WET PRE-CONCENTRATION OF HAEMATITE ORE COMMINUTED BY HIGH-PRESSURE GRINDING ROLLER. IMPC. Hart, S., Parker, B., Rees, T., Manesh, A., & Mcgaffin, I. (2011). COMMISSIONING AND RAMP UP OF THE HPGR CIRCUIT AT NEWMONT BODDINGTON GOLD. SAG. Hart, S., Rees, T., Tavani, S., Valery, W., & Jankovic, A. (2011). PROCESS INTEGRATION AND OPTIMISATION OF THE BODDINGTON HPGR CIRCUIT. SAG. Hayashi, R., & Owada, S. (2012). Clarifying liberation mechanism of electrical disintegration by electromagnetic field analysis. IMPC. Heinicke, F. (2010). The advantage of half scale to full scale HPGR modelling. Comminution. Heinicke, F., & Erpelding, D. R. (2011). ENHANCED LIBERATION IN HPGR CIRCUITS. SAG. Herbst, J. (2014). A Fundamental Approach to Comminution Equipment Design – Hydraulic Roll Crusher Design Case Study. SME. Herbst, J., Mular, M., Pate, W., & Qiu, X. (2011). DETAILED MODELING OF AN HPGR/HRC FOR PREDICTION OF PLANT SCALE UNIT PERFORMANCE. SAG. Hilden, M., & Suthers, S. (2010). Comparing Energy Effi ciency of Multi-Pass High Pressure Grinding Roll (HPGR) Circuits. IMPC. Hosseini, L., Hejazi, R., & Saghaeian, M. (2014). Improvement of pellet specifications using high pressure grinding roll in Ardakan pelletizing plant. IMPC. Jankovic, A., Suthers, S., Wills, T., & Valery, W. (2015). Evaluation of dry grinding using HPGR in closed circuit with an air classifier. . Minerals Engineering . Jankovic, A., Valery, W., Sonmez, B., & Oliveira, R. (2014). Effect of circulating load and classification efficiency on HPGR and ball mill capacity . IMPC. Jankovic, A., Valery, W., Sonmez, B., Oliveira, R., & Dundar, H. (2013). A pilot scale comparison of various HPGR operating configurations. PROC . Johnson, N. W. Review of Existing Eco-efficient Comminution Devices. CEEC. Kalala, J., Dong, H., & Hinde, A. (2011). USING PISTON-DIE PRESS TO PREDICT THE BREAKAGE BEHAVIOUR OF HPGR. SAG.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 44
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Kelly, J., Foster, A., Kelsey, C., & Tomicki, T. (2010). The Autogenous Fine Grinding Kelsey Axial Displacement (KAD) Mill. IMPC. Khonthu, T., Wiese, J., & O’Connor, C. T. (2102). COMPARATIVE STUDY OF THE FLOTATION PERFORMANCE OF ORES TREATED IN AN ISAMILL AND A BALL MILL. IMPC. Kirsch, S. W., & Daniel, M. J. (2009). The Optimisation of Semi-Autogenous and Ball Mill Based Circuits for Mineral Processing by Means of Versatile and Efficient High Pressure Grinding Roll Technology. AUSIMM. Koski, S., Vanderbeek, J., & Enriquez, J. (2011). CERRO VERDE CONCENTRATOR – FOUR YEARS OPERATING HPGRs. SAG. Lane, G., Daniel, M., Dunne, R., Morrell, S., & Maxton, D. (2009). HPGR APPLICATION IN AUSTRALIA - STATUS AND FUTURE DIRECTIONS. PROC . Larson, M., Anderson, G., Barns, K., & Villadolid, V. (2012). IsaMill- 1:1 direct scaleup from ultrafine to coarse grinding. Comminution. Latimer, C. (2014). More energy, better blasting. Australian Mining. Lee, E., & Evertsson, C. (2012). Optimizing and evaluating Theoretical concepts of compressive crushing. IMPC. Lin, C. L., Miller, J. D., & Hsieh, C. H. (2012). PARTICLE DAMAGE DURING HPGR BREAKAGE AS DESCRIBED BY SPECIFIC SURFACE AREA DISTRIBUTION OF CRACKS IN THE CRUSHED PRODUCTS. IMPC. Liu, J., & Luo, K. (2010). A Simulation Study on Two-Stage Grinding with High-Pressure Roller Mills. IMPC. Lozano, C., & Bulled, D. (2010). A method for the selection of SAG or HPGR grinding circuits for a project involving the. PROC . M, L., R, M., W, X., & M, Y. (2014). Development of the Larson/Morrison IsaMill JKSimMet Model. COMM. Manouchehri, H.-R. (2014). Changing the game in comminution practices: VibroconeTM, a new crusher having grinding performance. IMPC. Manouchehri, H.-R. (2014). Energy efficiency in comminution: Vibrocone, A crusher having grinding performance . Comminution. Mazzinghy, D. B., Schneider, C. L., Alves, V. K., & Galéry, R. (2014). VERTICAL AGITATED MEDIA MILL SCALE-UP AND SIMULATION. COMM. Meer, F. P., & Oenol, S. (2014). PELLET FEED GRINDING BY HPGR. Comminution. Meer, F. P., Matthies, E., Pineda, C., Gallardo, V., & Negroni, P. (2009). SUCCESS AND RELIABILITY OF HPGR CRUSHING AT COMPAÑÍA MINERA HUASCO IN CHILE. PROC . Meer, F. v. (2011). FEASIBILITY OF DRY HIGH PRESSURE GRINDING AND CLASSIFICATION. SAG. Meer, F. v. (2010). High Pressure Grinding Rolls Scale-Up and Experiences. IMPC. Meer, F. v., & Quincke, L. (2014). Grinding efficiency in HPGR product Recycling. IMPC. Meer, F. V., & Strasser, S. (2012). Case study of dry HPGR grinding and classification in ore processing. PROC . Meer, F. V., Meer, F. V., Morales, P., Elgueta, H., & Negroni, P. (2010). Pilot HPGR campaign at the Codelco El Teniente copper mine. PROC . Meer, F. V., Quincke, L., & Fernandez, R. (2012). Pilot HPGR test programsand parameters for design. PROC . Meer, F. V., Romanchenko, A., & Ibrayev, S. (2010). High Pressure Grinding at Vasilkovka Gold. PROC . Morley, C. (2011). HPGR TRADE-OFF STUDIES AND HOW TO AVOID THEM. SAG. Morley, C., & Daniel, M. (2009). HPGR FLOWSHEETS – THE NEXT GENERATION. PROC . Morley, C., & Staples, P. (2010). SAG or HPR? - The Current dilemma. CMP. Morrison, R. D., Cleary, P. W., & Sinnott, M. D. (2009). Using DEM to compare the energy efficiency of pilot scale ball and tower mills. Minerals Engineering . Muranda, R. (2009). A LABORATORY SCALE BALL MILL GRINDABILITY COMPARISON OF THE HPGR AND CONVENTIONAL CRUSHER PRODUCTS. PROC .
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 45
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Mütze, T. (2012). Self-similarity in particle bed comminution . IMPC. Nadolski, S., Bamber, A. S., Klein, B., & Drozdiak, J. (2011). INVESTIGATION INTO LABORATORY SCALE TESTS FOR THE SIZING OF HIGH PRESSURE GRINDING ROLLS. SAG. Napier-Munn, T. (2014). Is Progress in energy-efficient comminution doomed. Comminution. Nordell, L., & Potapov, A. (2011). NOVEL COMMINUTION MACHINE MAY VASTLY IMPROVE CRUSHING-GRINDING EFFICIENCY. CAH Mill. Oenol, S., & Meer, F. V. (2012). Benefits of the HPGR replacing conventional grinding in mineral applications. Comminution. Owen, P. J., & Cleary, P. W. (2014). Effect of port configuration on discharge from a HICOM® mill. Minerals Engineering . Palaniandy, S., Powell, M., Hilden, M., Allen, J., Kermanshahi, K., Oats, B., et al. (2014). VertiMill Performance Updates in Secondary and Regrind Duties at Cannington Mine, BHP Billiton. AUSIMM. Palaniandy, S., Powell, M., Hilden, M., Allen, J., Kermanshahi, K., Oats, B., et al. (2014). VertiMill® - Preparing the feed within floatable regime at lower specific energy. COMM. Parra, H., Onederra, I., & Michaux, S. (2014). Effect of blast-induced fragment conditioning on impact breakage strength. Mining Technology . Pavel, F. (2012). Mechanism of ore disintegration in a roller -press. IMPC. Plochberger, T., Böhm, A., & Meissner, P. (2014). Comparison of Vertical Roller Mills and Tumbling Mills in terms of Overall Technical Efficiency. COMM. Powell, M., Benzer, H., & Mainza, A. (2011). INTEGRATING THE STRENGTHS OF SAG AND HPGR IN FLEXIBLE CIRCUIT DESIGNS. SAG. Powell, M., Benzer, H., Mainz, A., C. E., Tavares, L., Potgieter, M., et al. (2011). TRANSFORMING THE EFFECTIVENESS OF THE HPGR CIRCUIT AT ANGLO PLATINUM MOGALAKWENA. SAG. Pownell, J., & Bookless, T. (2014). FLSmidth® F360 HPGR Test Campaign: Rio Tinto Kennecott Utah Copper LLC. Mine. COMM. Quist, J., & Evertsson, M. (2012). Simulating pressure distribution in HPGR using the discrete element method. Comminution. Radziszewski, P. (2009). Assessing the stirred mill design space. Minerals Engineering . Radziszewski, P. Towards a better understanding of stirred milling technology. Rajamani, R., Dhawan, N., Rashidi, S., & Acar, C. (2012). HPGR Study on the Influence of Operating Variables on Nip Angle. SME. Rashidi, S., Dhawan, N., & Rajamani, R. (2014). Analysis of Energy-size Relationship in CBU Lab-scale HPGR. SME. Rashidi, S., Rajamani, R., & Dunne, R. (2014). A comparison of open multiple-pass and closed circuit tests in a laboratory scale HPGR. IMPC. Razavian, S. M., Rezai, B., & Irannajad, M. (2014). Investigation on pre-weakening and crushing of phosphate ore using high voltage electric pulses. Advanced Powder Technology. Reichert, M., Gerold, C., Fredriksson, A., & Adolfsson, G. (2015). Research of iron ore grinding in a vertical-roller-mill. Minerals Engineering . Reichert, M., Gerold, C., Fredriksson, A., Adolfsson, G., & Lieberwirth, H. (2014). RESEARCH OF IRON ORE GRINDING IN A VERTICAL-ROLLER-MILL. COMM. Rosa, A. C., Oliveira, P. S., & Donda, J. D. (2014). Comparing ball and vertical mills performance: An industrial case study . IMPC. Rosario, P., Hall, R., Grundy, M., & Klein, B. (2011). A NOVEL AG-CRUSHER-HPGR CIRCUIT FOR HARD WEATHERED ORES CONTAINING CLAYS. SAG. Rosario, P., Hall, R., Klein, B., & Grundy, M. (2010). A preliminary investigation into the feasibility of a novel HPGR-based circuit for hard,. Comminution. Rozelle, J. (2014). The Impact of HPGR Technology on the Mount Todd Process Flowsheet. SME. Sadrai, S., Meech, J. A., Tromans, D., & Sassani, F. (2011). Energy efficient comminution under high velocity impact fragmentation. Minerals Engineering .
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 46
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Saramak, D. (2014). An influence of the high-pressure comminution of copper ore on the effectiveness of downstream grinding processes. IMPC. Saramak, D. (2011). Influence of feed particle size distribution on comminution effects in high-pressure comminution processes. Procemin. Saramak, D., & Gawenda, T. (2012). THE APPLICATION OF HYBRID COMMINUTION CIRCUITS WITH HIGH-PRESSURE GRINDING ROLLS IN MINERAL PROCESSING. IMPC. Saramak, D., & Kleiv, R. (2013). The effect of feed moisture on the comminution efficiency of HPGR circuits. Minerals Engineering . Saramak, D., & Naziemiec, Z. (2012). THE ANALYSIS OF MECHANICS OF THE HIGH-PRESSURE COMMINUTION PROCESS IN HPGR. IMPC. Saramak, D., Tumidajski, T., & Gawenda, T. (2012). METHODS OF DETERMINATION THE PARTICLE SIZE DISTRIBUTION OF HIGH-PRESSURE GRINDING ROLL PRODUCTS. IMPC. Segura, J., & Tavares, L. M. (2014). Comparing comminution routes for a Brazilian iron ore using sustainability principles. IMPC. Senchenko, A., & Romanchenko, A. (2012). HPGR technologies in the processing plants of Russia and Kazakhstan. Comminution. Sesemann, Y., Broeckmann, C., & Höfter, A. (2014). Wear in high pressure grinding rolls subjected to the composition of heterogeneous abrasive materials. Comminution. Shi, F., Krishnan, N., Weid, F. v., Zuo, W., Manlaping, E., & Wielen, K. v. (2014). A potential application of high voltage pulse technology in a gold-copper ore grinding circuit. IMPC. Shi, F., Manlapig, E., & Zuo, W. (2014). Progress and Challenges in Electrical Comminution by High-Voltage Pulses. Chemical Engineering. Shi, F., Morrison, R., Cervellin, A., & Burns, F. (2009). Comparison of energy efficiency between ball mills and stirred mills in coarse grinding. Minerals Engineering . Shi, F., Weh, A., Manlapig, E., & Wang, E. (2012). Recent Developments in high voltage electrical comminution research and its potential application in the mineral industry. IMPC. Singh, V., Obed Samuelraj, I., Venugopal, R., & Jagadeesh, G. (2014). Study the effect of electrical and mechanical shock loading on liberation and milling characteristics of mineral materials. Minerals Engineering . Solomon, N., Mainza, A., Becker, M., Petersen, J., Ross, V., & Franzidis, J.-P. (2010). Effects of High Pressure Grinding Rolls on Platinum-Bearing Ores and the Flotation Response as Compared to the Conventional Ball Mill. IMPC. Swart, A., & Mendonidis, P. (2013). Evaluating the effect of radio-frequency pre-treatment on granite rock samples for comminution purposes. International Journal of Mineral Processing. Usov, A., Mengbing, H., & Potokin, A. (2014). Prospects creation technological systems electric pulse fracture ores based on new electrical base . IMPC. USOV, A., Tsukerman, V., & Abalo, R. M. (2009). Prospects for electric pulse disintegration of precious metal ores. PROC . van der Meer, F. P. (2015). Pellet feed grinding by HPGR. Minerals Engineering . van der Wielen, K. P., Pascoe, R., Weh, A., & Wall, F. (2013). The influence of equipment settings and rock properties on high voltage breakage. . Minerals Engineering . van Drunick, W., Gerold, C., & Palm, N. (2010). Implementation of an Energy Effi cient Dry Grinding Technology into an Anglo-American Zinc Benefi ciation Process. IMPC. van Drunick, W., Palm, N., & Gerold, C. (2010). The development of a dry energy efficient grinding circuit for Anglo American. Comminution. Varley, M., Pullin, R., Griffiths, A., Young, D., Battersby, M., Flatman, S., et al. (2012). Introducing a novel new ultrafine grinding mill with an evaluation of its grinding. Comminution. Villanueva, A., Banini, G., Hollow, J., Butar-Butar, R., & Mosher, J. (2011). EFFECTS OF HPGR INTRODUCTION ON GRINDING PERFORMANCE AT PT FREEPORT INDONESIA’S CONCENTRATOR. SAG.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001, Rev. 0 Page 47
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Wang, C., Nadolski, S., Mejia, O., & Drozdiak, J. (2013). Energy and Cost Comparisons of HPGR-based Circuits. Engineering & Mining. Wang, C., Nadolski, S., Mejia, O., Drozdiak, J., & Klein, B. (2013). ENERGY AND COST COMPARISONS OF HPGR BASED CIRCUITS WITH THE SABC CIRCUIT INSTALLED AT THE HUCKLEBERRY MINE. CMP. Wang, E., Shi, F., & Manlapig, E. (2012). Experimental and numerical studies of selective fragmentation of mineral ores in electrical comminution. International Journal of Mineral Processing. Wang, E., Shi, F., & Manlapig, E. (2012). Factors affecting electrical comminution performance. Minerals Engineering . Wang, E., Shi, F., & Manlapig, E. (2012). Mineral liberation by high voltage pulses and conventional comminution with same specific energy levels. Minerals Engineering . Wang, E., Shi, F., & Manlapig, E. (2011). Pre-weakening of mineral ores by high voltage pulses. Minerals Engineering . Wielen, K. P., Weh, A., Giese, H., & Kappeler, J. (2014). High voltage breakage: A review of theory and applications. IMPC. Wielen, K. P., Weh, A., Hernandez, M., & Müller-Siebert, R. (2014). A standardised methodology for the assessment of the high voltage breakage characteristics of ores. Comminution. Wittel, F. K. (2010). Single particle fragmentation in ultrasound assisted impact comminution. . Granular Matter. Zuo, W., & Shi, F. (2014). Electrical breakdown channel locality in high voltage pulse breakage. Minerals Engineering .
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001-AP0A, Rev. 0 © Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Appendix A CMIC – Hatch Questionnaire Template
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001-AP0A, Rev. 0 Page A-1
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
HATCH & Canadian Mining Innovation Council (CMIC)
QUESTIONNAIRE
Date: ______________ Participants:
Q: __________________ A: ___________________
Introduction The main objective of this collaborative project is the performance of an assessment of the value of existing and emerging technologies
Boundaries: this study is about size-reduction possibilities and we are
to reduce the energy required for industrial ore comminution. The overall objective of this long-term program is to reduce the energy required for comminution by greater than 50%!
very open to hear about non-conventional methodologies
1 – What first technology comes to your mind?
or notable alternatives technologies originated outside mining. However, ore sorting and other ways to reduce feed volume are out of scope. (Being studied by other groups within CMIC).
2 - Is it an efficiency increase (an extension) to a known technology (e.g. coarser application for stirred media mills) Type A Yes ( ) No ( )
3 - Or do we classify it as non-conventional approach towards a known technology (e.g. microwave to weaken SAG feed) Type B Yes ( ) No ( )
4 - Or is it an alternative comminution technology not yet applied to industrial comminution (e.g. Selfrag for primary grinding at industrial capacities) Type C Yes ( ) No ( )
5- Could you please rate this technology regarding the following requirements/specifics?
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001-AP0A, Rev. 0 Page A-2
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Please use rating scale as per the table below Evaluation scale
Ranking 1 2 3 4 5
Technology readiness (TR) basic idea being proved mid way
Dev. almost Dev. Developed Engineering Efforts Req. (EE) tremendous significant medium minimum none
Cost Considerations (CC) extreme possible higher similar probably lower
great savings
Notes a) technology readiness (TR): ( ) ______________________________________________ b) engineering efforts required (EE): ( ) ______________________________________________ c) cost considerations (CC): ( ) ______________________________________________
6 - In your opinion, what are the inhibiting factors (challenges) for this technology to gain a broader application? Do you have ideas on the possible ways to mitigate these factors?
7 - In your view how could we assist in the development of this technology? (e.g. academic testing; building a pilot plant; enabling an industrial trial) – Please give as much detail as possible!
8 - Do you know about other technologies that may merit an investigation? Please list them, classify, and rate regarding technology readiness (TR), engineering efforts required (EE) and cost considerations (CC). Please use the same as scale as per question 5. 1-
TR ( ) - EE ( ) - CC ( )
2-
TR ( ) - EE ( ) - CC ( )
3-
TR ( ) - EE ( ) - CC ( )
Any other ideas?
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001-AP0B, Rev. 0 © Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Appendix B Meetings/Teleconference Notes from CMIC Process
Group - Comminution Technology
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001-AP0B, Rev. 0 Page A-1
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
January 20, 2016 Notes from CMIC Process and Energy Group Teleconference, 11:00 AM, January 12, 2016 Participants: Carl Weatherell, Yeonuk Choi, Persio Rosario, J.C. Stutke, Barun Gorain, Nathan Stubina, Phil Thwaites, Mick Bunyard, Andrew Cooper, Paul Cousin, Peter Radsizewski, Simon Hille, Sam Marcuson Comminution Technology Assessment - Hatch Project: A draft of the phase 1 report was issued in December and reviewed by members. In the report Persio identified five top technologies for further consideration and the rationale for this. We had an active discussion brought up the following points and actions:
a. What is the level of confidence in the ranking? Multiple inputs were employed including three experts internal to Hatch and a number of inputs from outside experts. Not all issues are defined in black and white. There are many grey areas.
b. How were non-traditional methods evaluated – some of these weaken the material allowing the conventional technologies to perform more efficiently. Some are very ore dependent and not applied generally. Additionally, there is the issue of scaling the technologies on ultra-fine grinding to use in more conventional grinding.
c. Related to (b) how were down-stream impacts of the technology accounted for? d. Combination of technologies is important. Hatch tried to identify technologies that would bring the
“most to the table” in energy and utility. As most of the energy is consumed in the primary grinding stages – SAG/rod to ball mills- regrind applications were not examined.
e. We should consider technologies according to the size range they operate in? What is the “size of the prize” in different size ranges?
f. Also, we should consider whether the technologies can be scaled up to larger tonnages. g. We should be examining the technologies to consider whether there are any fatal flaws that
would prevent or inhibit commercialization? Are there underlying technical/commercial factors which were not identified in the evaluation matrix that might limit application of the technology? These should be identified and enumerated where possible. For example, in a clean-plant design, will air classification, which by necessity involves low-density pneumatic transport, be acceptable when dealing with abrasive materials?
h. Since our objective is to develop a technology with improved energy efficiency, should we add higher weighting factors to this? What other factors might we adjust in our matrix?
i. Which of these technologies is in production and which are on the drawing board? Which ones can we develop in the Canadian context? For example, Selfrag is being extensively studied in Australia. Should we remove this from the list for this reason?
j. Should we divide up the technologies on a different basis, e.g. extension of existing technology, scaling of an existing technology, or a new technology?
k. Should we look at a demonstration of a new approach vs an evaluation of existing operations? In other words, where one of the technologies is being used in an adjacent application, e.g. cement grinding, or developing application, e.g. establishment of a semi-commercial technology in a single location, should we gather data and analyze this in more depth before proceeding? How might this be effected?
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001-AP0B, Rev. 0 Page A-2
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
After this interesting and provocative discussion, we agreed to the following actions: 1. Each member is asked to provide feedback to Persio in writing by Friday January 22. This feedback
should include the technical/commercial rationale behind the recommendations. 2. This feedback may include a description of comminution technology(ies) not highlighted within the
study, which the participant believes deserve further study. The technical/commercial rationale for this recommendation should be included.
3. We will schedule another teleconference during the 1st half of February (about three weeks from the meeting date) to discuss this further and work on next steps.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001-AP0B, Rev. 0 Page A-3
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
February 5, 2016 Notes from CMIC Process and Energy Group Teleconference, 1:30 PM, Feb. 3, 2016 Participants: In Toronto at McEwen Mining offices: Sam Marcuson, Barun Gorain, Mick Bunyard, Nathan STubina, Persio Rosario Via teleconference: CMIC: Carl Weatherell, Phil Thwaites, Andrew Cooper Conveyor Dynamics and UBC: Larry Nordell, Bern Klein (UBC) + several others whose names I did not get. Presentation and Discussion on Conjugate Anvil Hammer Mill (CAHM) Larry Nordell made a presentation about the CAHM preceded by a presentation about the fundamentals by Bern Klein:
a. The CAHM employs a crushing mechanism similar to a gyratory crusher but operates on a horizontal axis and employs no eccentric motion. The dynamics of the apparatus have been extensively studied by ROCKY, a discrete element modelling software developed by Nordell and used extensively in commercial HPGR designs. A CAHM apparatus has not been built. Projected operating parameters described below are derived from the simulation model.
b. In the CAHM breakage occurs under compression; the CAHM uses no water and no grinding media. A reduction ratio of 20:1 is projected (possibly as high as 25:1), minimizing the number of reduction stages, and energy consumption would be ½ that of an HPGR in the same service. A large machine could accept rock of 500 mm in size to produce 25 mm product in one stage. A second machine might produce a 5 mm feed.
c. In one configuration of the CAHM, the outer anvil ring is equipped with liner plates similar to those used in SAG mills. As well, these plates can be equipped with ports to relieve stress during the crushing process reducing the energy required for crushing. The concept can also employ smooth surfaces, like those employed in HPGR.
d. In a large machine it may be possible to feed larger material to different parts of the hammer wheel. Thus, large material would be fed into the middle of the apparatus and smaller feed near the walls.
e. UBC has large expertise in modelling and simulating HPGR operation with piston presses. These can be employed to reasonably estimate the particle size/energy relationships and wear patterns. While the dynamics of the CAHM with the slotted rolls are different from HPGR, these differences could be studied effectively with the piston press equipment.
f. Larry indicated that he has discussed the concept, and how to test it, with a number of potential partners. Outukumpu had indicated that one of their HPGR’s might be employed (for a fee). In this concept, the HPGR would be placed on its size and an anvil ring (outer ring) fitted between the two rolls. In this configuration, one HPGR ring would serve as the hammer ring. This would be a temporal “proof of concept” test employing manual feeding, perhaps done in a sand and gravel operation for simplicity.
g. In the question and answer period, the following subjects were raised: a. What if the material in the ports binds (moisture perhaps) and will not flow? The
ports operate as a positive displacement pump, the material being forced through. Cohesive material can be simulated in the UBC tests.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001-AP0B, Rev. 0 Page A-4
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
b. How to relieve chokes? The hydraulic bearing mechanisms are similar to those on an HPGR and allow it to be opened and accessed from the side.
c. Will excessive wear of the ports be a problem? Piston tests can estimate the amount of force required for breakage under different configurations. These tests can also yield information useful for estimating wear. Additionally, there are new wear resistant materials available.
h. The following points were raised during the internal CMIC discussion a. Unanimous agreement that this was a very good presentation, CAHM is an
interesting concept and deserves further consideration. b. Many questions about how to develop and prove the concept further. Consensus
of CMIC persons who commented was that it would be premature to test a semi-commercial design at this juncture.
c. There are questions about the flow of material through the ports and wear in that area.
d. There are questions about what such a machine would look like, ie what are the fundamental mechanical design parameters and are these practical.
e. We discussed how to estimate the value such a machine would have in a large operation, eg by replacing SAG mills and HPGR and associated materials handling equip
f. We should consider developing the basics and designing a prototype simultaneously.
i. The following action items were agreed: a. We will bring Peter Radsiszewski of Metso® into the conversation (achieved by
distribution of this note). Mick will contact the Hatch machine design group to see what would be involved in giving an initial “look.”
b. Hatch will endeavor to make some approximations about equipment that a CAHM would replace in SAG or HPGR operations and what the cost savings might be.
c. Sam will continue the discussion with Larry Nordell about the CAHM technology. j. We will continue to investigate other comminution technologies promising increased
energy efficiency.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001-AP0B, Rev. 0 Page A-5
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
February 17, 2016 Notes from CMIC Process and Energy Group Teleconference, 4:00 PM, Feb. 11, 2016 Participants: CMIC: Sam Marcuson, Barun Gorain, Mick Bunyard, Nathan Stubina, Persio Rosario, J.C, Stutke, Yeonuk Choi IMPTEC: Chris Kelsey, Inventor; Joseph Kelly, Met. Manager; John Doherty, CEO, Bill Skinner John Doherty Remarks:
• Objective: provide for ultra-fine crushing of hard materials, eg zircon, black slag from Pb blast furnace.
• Dry grinding from about 15 mm feed to 10-25 microns in single stage • Removes the need for media • Development started in 2013 with device that was 100 mm internal diameter at the mantle.
Ran with a classifier. • Feed rate 20-100 kg/h. Feed rate regulated according to hardness. • Results were reported by Bob Kelly in paper at IMPC 2014 • Machines have been scaled up. Currently on third model the SFC 350, a semi-commercial
machine which will be shipped to a concrete works in South Australia to process black slag. • At particle sizes of 10 microns, this slag becomes a replacement for Portland cement. Back
fill applications as well as possible replacement in other applications. • SFC 350 will work at about 1 tph product rate or 2 tph feed rate with 200% circulating load. • Internally financed. • 350 machine measure power use automatically as well as other operating parameters. • Machine should be capable treating wet material.
Bob Kelly • Latest development follows many years of experimentation on different approaches to grinding. • Sees expansion of extra-fine grinding and existing machines, eg IsaMill™, are becoming very
large and energy intensive. • Grinding mechanism employs compound movements. Mandrel rotates with charge and is
vibrated simultaneously. High tensile shears. Tensile breakage the major mechanism. Grinding parts of hardened. There is a small constrained (active) volume to attain maximum pressure and efficiency.
• Temperature change during processing is only a few degrees Celsius. • Projected to be applicable to Fe ores. Will minimize number of stages. • Scaled by active volume. The limitation is how to control bearing on mantle. At this stage, can
only reliably predict a machine at 100 tph. More work required. • Mandrel life anticipated at 8000 h
Bill Skinner
• He has worked extensively with Au and Cu producers mainly through AMIRA projects. • His main interests: (1) Energy reduction ,(2) Flotation efficiency. • Open to testing different kinds of ore.
Canadian Mining Innovation Council (CMIC) - Comminution Technology Appraisal Study
Final Report - June 24, 2016
H349728-00000-210-230-0001-AP0B, Rev. 0 Page A-6
© Hatch 2016 All rights reserved, including all rights relating to the use of this document or its contents.
Other • Commercial operations on black slag will commence in 30 days. • They expect to have reliable data in about 60 days. • We are invited to come see the equipment. • Open circuit operation may be viable. • Mini-pilot plant can be used for testing of sulfides. Can do dry grinding tests and possibly some
tests with wet bottom after modifications. • We agreed to talk during the IMPC meeting. As well, Sam will touch base in May to inquire about
progress. • IMPTEC will provide drawing which will better define the grinding motions.