Embed Size (px)
Citation preview
Individual Inquiry
CALTEX’S LYTTON REFINERYSTEAM BALANCE
Richard Loro
Department of Chemical Engineering
Supervisor: Mr R.J. Wiles
27th October 2000
Acknowledgements
There are a number of people to whom I owe thanks:
To the engineers at Caltex, especially Mr Choo Kiong Looi, my industry supervisor,for approaching me with the project.
To Mr R.J “Gus” Wiles, my academic supervisor, for his instruction.
To Catherine Parker, who helped me get this thing started.
To Poo-finger, Baloney, Mong and Dr. James Crow of the Unit 5 Train – thanks forkeeping me sane.
And finally to my parents, for without their support I never would have got there.
ABSTRACT
This project was aimed at developing a program through which the steam system
headers within Caltex’s Lytton Refinery, Brisbane, could be quantified. A simple
node-and-arc network was used to represent the system with data generation
techniques including flowmeters, pump and compressor turbine calculations, valve
calculations and exchanger balances.
The developed spreadsheet balance was complemented by the introduction of a small
amount of nodal reconciliation, although lack of data meant that the full extent of the
process could not be realised.
Due to difficulties with plant operation, a data set representing general operation
could not be obtained. Instead data, albeit from a period where the alkylation and
polymerisation plants were shutdown, had to be used. Several areas within the steam
system were identified as lacking steam, causing in some cases header reversal. This
corresponded well with comments by engineers that the steam system appeared to be
malfunctioning at the time.
Further work needs to include an analysis of the model with data corresponding to
general operation. Depending on the degree of success experienced, moves could be
taken to implement this project into the operators control panel. At the same time,
points have been identified which would greatly benefit the monitoring system from
the installation of a flowmeter. Installation may occur as part of the scheduled 2001
shutdown.
Table of Contents
Abstract ................................................................................................i
Background..........................................................................................1
Introduction ..........................................................................................3
The Existing Steam System .................................................................4
Literature Review .................................................................................6
Previous Work......................................................................................8
Nodal Network Representation of Process Flow Diagrams..................9
Steam Balancing Program ...................................................................10
Reconciliation.......................................................................................12
Balance Results ...................................................................................14
Analysis................................................................................................15
Further ApplicationsCaltex..........................................................................17Other Areas ................................................................18
Bibliography .........................................................................................19
Appendix A: Nomenclature
Appendix B: Data Generation Techniques
Appendix C: Steam Process Flow Diagrams
Appendix D: Node Descriptions
Appendix E: Nodal Network
Appendix F: Arc File
Appendix G: Reliability Factor Calculations
Background
The one thing almost every processing plant shares is steam. Its predominate function
within the processing industry context is to transfer energy over relatively short
distances (∼2 kilometres). What sets steam apart from other possible carriers is its
extraordinarily high latent heat of vaporisation. In fact, in comparison with butane,
the energy released from one kilogram of steam is around 8 times of that of a similar
amount of butane. As well as this, steam is safe to handle (in comparison to butane
for example) and is generated from water which while not free, is usually relatively
inexpensive.
Steam has enjoyed many traditional applications. These include:
Ø Turbines
Ø Exchangers / Reboilers
Ø Stripping Medium (particularly in the Petrochemical Industry)
Ø Atomising and Soot-Blowing e.g. Boilers etc
Ø Eductors
Ø Lift gas
Ø Purge Medium
Ø Used to increase the velocity of heavier liquid streams e.g. Furnace Tubes
The majority of the above are still relevant to many processes throughout the world
and many of these applications are looked at in greater depth in the following
sections.
It has already been mentioned that steam is best used in applications where the
distance between the boiler-house and unit is less than 2 kilometres. For greater
distances it is best to use electricity, as wastage due to friction and / or loss through
insulation significantly lessens the extent of energy transferred. Most electricity is
produced from steam, however, due to inefficiencies in the generation stage it
generally requires around 3 kW of steam to produce 1 kW of electricity. Therefore
for nearby unit operations it is best to use steam directly as a heating medium, while
those at a distance should be serviced by electricity.
Caltex is an international crude oil refiner and marketer of petroleum and convenience
products for motorists. Texaco and Chevron have jointly owned Caltex since its
inception around 60 years ago by their predecessor companies – Texas Company and
Standard Oil Company of California.
Lytton refinery is one of Caltex’s two Australian refineries. It is located on the
southern shore at the mouth of the Brisbane River in Queensland. Lytton boasts a
history of 35 years, coming online around 1965. Since then, Lytton has grown to
become Queensland’s largest petroleum refinery, processing around 2/3 of
Queensland’s petrol as well as producing a wide range of petroleum products. The
refinery is designed to process mainly low sulfur crudes (feed stocks), with crudes
coming from many different parts of the world. Because of this, Lytton needs to be
flexible in its operation to meet the changing demands of each.
Introduction
The steam system has played an integral role in the refining process at Caltex Lytton
since the plant’s construction in 1965. This is proven by the wide variety of
applications which utilise steam. Unfortunately steam was not considered an
important (expensive) enough material at the time to justify fully metering the system.
The gradual but persistent increase in world oil prices has placed considerable
pressure on refineries to optimise their processes to wring every cent out of each
barrel. Attitudes towards the worth of steam have consequently changed since.
The complexity of the steam system has also grown over the years it has been
established. New plants have been added and several originals made obsolete. As far
as can be ascertained, no accurate records of these modifications, in particular their
impact upon header flowrates, have been kept. Planning new, and retrofits to existing
equipment becomes difficult, as engineers and operators are unsure of the amount of
steam available or the consumption’s effect on the entire steam header as a whole.
This project, then, is aimed at developing a program which enables both operators and
engineers alike to monitor steam flows throughout the refinery.
The Existing Steam System
Despite the many modifications made to the steam system over the years, it has
retained its original structure. The refinery is serviced by a steam system consisting
of three main headers each at a distinct pressure. These headers are internally labelled
as the high, medium and low pressure headers at 4100 (600), 1000 (150) and 350 (50)
kPag (psi) respectively. As well as this, a conjugate condensate system (again at high,
medium and low pressures) operates to capture and return condensate for reboiling
and/or flashing.
One would expect that the 4100 kPag header be significantly better instrumented than
the 1000 kPag header due to its higher specific energy content, and this indeed is seen
to be the case. Following the same logic, this argument can be extended to include
the 350 kPag header. This observation is indeed reflected in the nature of the
calculations performed within the steam balance. That is, the number of indirect
calculations needed to quantify the steam flows increases as the steam loses pressure.
As an aside to the above discussion, the steam balance is also extended to include the
boiler-houses and make-up stream flow. This area of the plant is well instrumented
for obvious reasons.
Apart from 11E-4 and 3E-7 (medium pressure steam generators) and the medium and
low pressure flashing units, all process steam generated within the refinery is at (or
near) 4100 kPag. The medium and low pressure steam systems are serviced through a
process of “let-downs”, from one header pressure to another. This, for example, may
take the form of a turbine operating with an inlet of high pressure steam with its
exhaust pressure set such that its “waste steam” can be fed directly to the medium
pressure header. This ‘trickling down’ through the network is very efficient in terms
of boiler usage (i.e. don’t need separate HP, MP and LP boilers) and energy
consumption. However, problems could arise if the low pressure steam consumption
was greater than the higher pressure requirements. Fortunately, this has been planned
for through the presence of special “let-down” stations (essentially control valves)
designed to convert high pressure to medium pressure and medium pressure to low
pressure steam. This is, however, inefficient solution, if it must be maintained for a
significant period, due to the magnitude of losses involved and is generally avoided if
at all possible.
Literature Review
The project can be separated into two separate sections – data generation and initial
balancing, data reconciliation and some rectification.
Data generation concerns firstly identifying those flows which need to be quantified
and then determining ways to evaluate them. Most of the methods used can be found
in any general engineering texts and consequently are not discussed in detail here.
Appendix B gives an overview of techniques and equations used.
There are numerous articles on the topic of data reconciliation and rectification.
Perry’s Chemical Engineers’ Handbook1 defines the difference between reconciliation
and rectification as:
“Reconciliation adjusts the measurements to close constraints subject to their
uncertainty. The numerical methods for reconciliation are based on the restriction
that the measurements are only subject to random errors. Since all measurements
have some unknown bias, this restriction is violated. The resultant adjusted
measurements propagate these biases…
Rectification is the detection of the presence of significant bias in a set of
measurements, the isolation of specific bias in a set of measurements, the isolation of
the specific measurements containing bias, and the removal of those measurements
from subsequent reconciliation and interpretation.”
Due to the difficulty in rectifying data computationally, most rectification was
accomplished using the author’s judgement.

Mah, Stanley and Downing2 provide a reasonable overview of general techniques
used in the reconciliation analysis of process data. Consider the situation in which all
process streams have been measured. Let vj denote the measured variable, Vj the
estimated value and µj the true value of stream j. Hence the adjustment (xj) and
measurement error (εj) may be written as:
xj = Vj - νj (for j = 1,2...m)
εj = νj - µj (for j = 1,2…m)
Assume now that the measurement errors are normally distributed random variables
with a zero mean and positive covariance matrix, Q. The least-squares estimation for
this problem is given by
min (V – ν)T Q-1 (V - ν) w.r.t V
subject to the material conservation constraints
AV = 0
where A is the nodal incidence matrix.
The above ideally holds for systems in which rectification has already been
performed, and in which the data range does not vary by more than ∼103. As well as
this, data should be obtained by a single technique e.g. flowmetering. Typically this
is rarely the case. Instead, the general situation involves several different and often
creative means from which arc flows can be generated. Because of this, arc values no
longer have a uniform reliability. Reconciliation therefore becomes more difficult
than simply applying the above process.
Previous Work
In December 1989 the BILVAP project was launched as part of the Fuel And
Utilities Monitoring System (FAUMS) initiative. Davy McKee prepared the
drawings of the refinery steam system upon which TOTAL derived the initial nodal
network. The outcome of this study proposed that 17 new flowmeters be installed and
2 relocated, to enable analysis of the main units, during the 1992 shutdown. This
never occurred as was planned and the project came, more-or-less, to a standstill.
The venture was resurrected during 2000 as part of the refinery’s work experience
program, although limited progress was made during this time due to, among other
problems, software issues.
Work completed to date includes; the update of steam process flow diagrams and the
nodal network. Where flowmeters are unavailable, methods to generate flow
estimates from indirect process measurements have been devised. An overall steam
reconciliation program has been developed which alters inputted data to satisfy
conservation and deviation minimization constraints. Initial analysis of these returned
flowrates has also been commenced.
Nodal Network Representation of Process FlowDiagrams
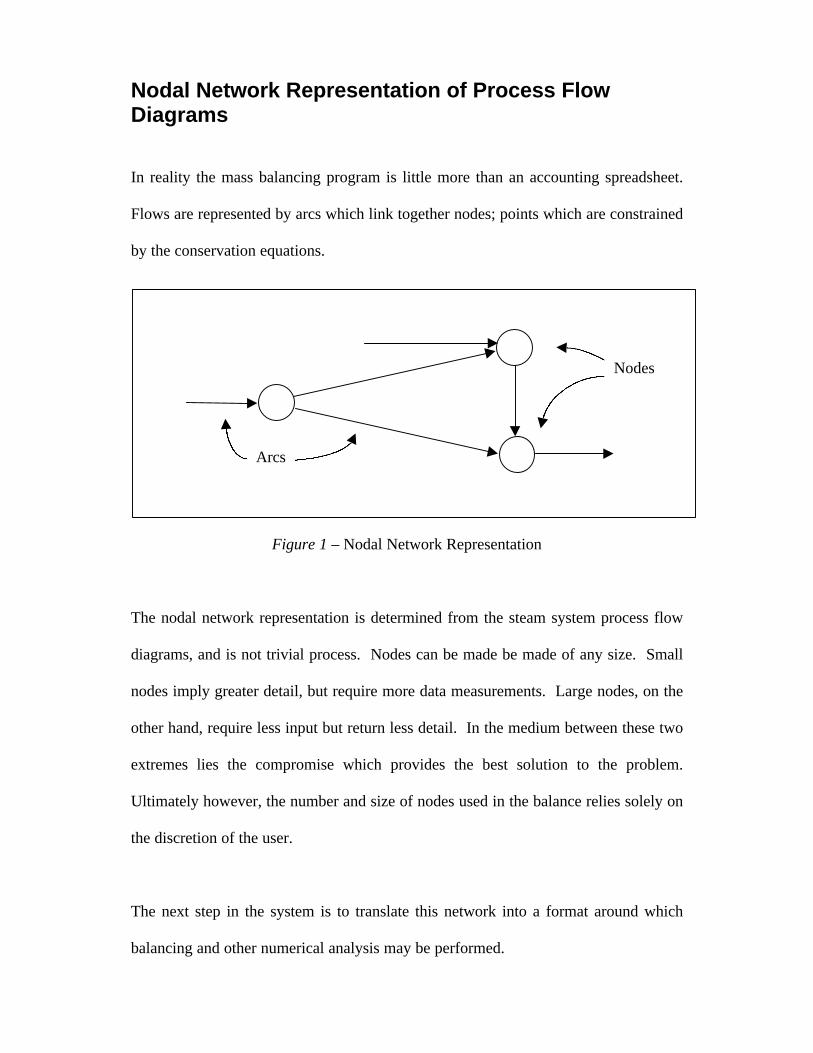
In reality the mass balancing program is little more than an accounting spreadsheet.
Flows are represented by arcs which link together nodes; points which are constrained
by the conservation equations.
Figure 1 – Nodal Network Representation
The nodal network representation is determined from the steam system process flow
diagrams, and is not trivial process. Nodes can be made be made of any size. Small
nodes imply greater detail, but require more data measurements. Large nodes, on the
other hand, require less input but return less detail. In the medium between these two
extremes lies the compromise which provides the best solution to the problem.
Ultimately however, the number and size of nodes used in the balance relies solely on
the discretion of the user.
The next step in the system is to translate this network into a format around which
balancing and other numerical analysis may be performed.
Arcs
Nodes
Steam Balancing Program
When this author sat down to write this program there were several goals that were
identified to be vital for success.
Firstly, the program had to work. It had to correctly handle data in such a way as to
provide an accurate representation of the operation of the steam system. The program
was required to do this within a reasonable time frame.
Secondly, it needed to be user-friendly. This goal covered a number of objectives.
The program to be used was settled by the site engineers (those most likely to make
use of the balance). Several were considered, however, Excel was finally chosen as it
was the one which the engineers felt most at ease with. Within this program, there
was still the choice of how to format this mass balance. While not as elegant as
matrices, a traditional balance sheet approach was selected for several reasons. With
the large amount of data to be handled, this method provided an easy way to both
monitor and pick up any mistakes made. At the same time, this layout enables the
program to be easily understood and hence it can be modified without difficulty.
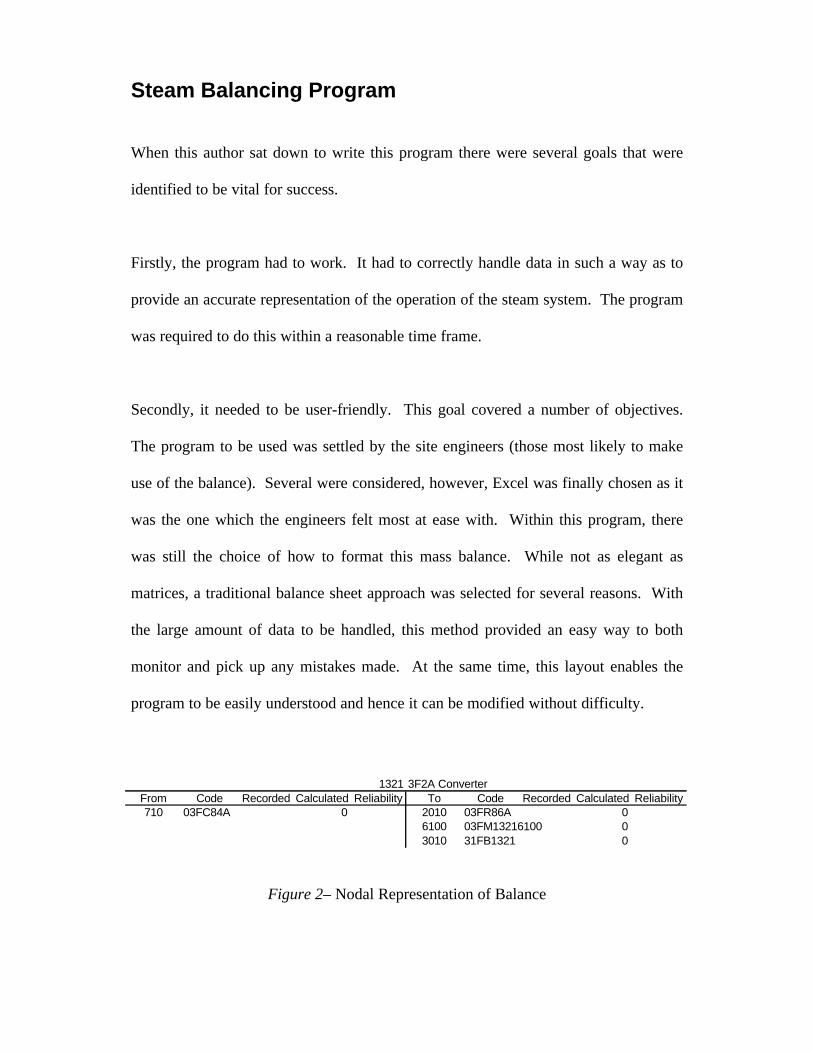
Figure 2– Nodal Representation of Balance
1321 3F2A ConverterFrom Code Recorded Calculated Reliability To Code Recorded Calculated Reliability710 03FC84A 0 2010 03FR86A 0
6100 03FM13216100 03010 31FB1321 0
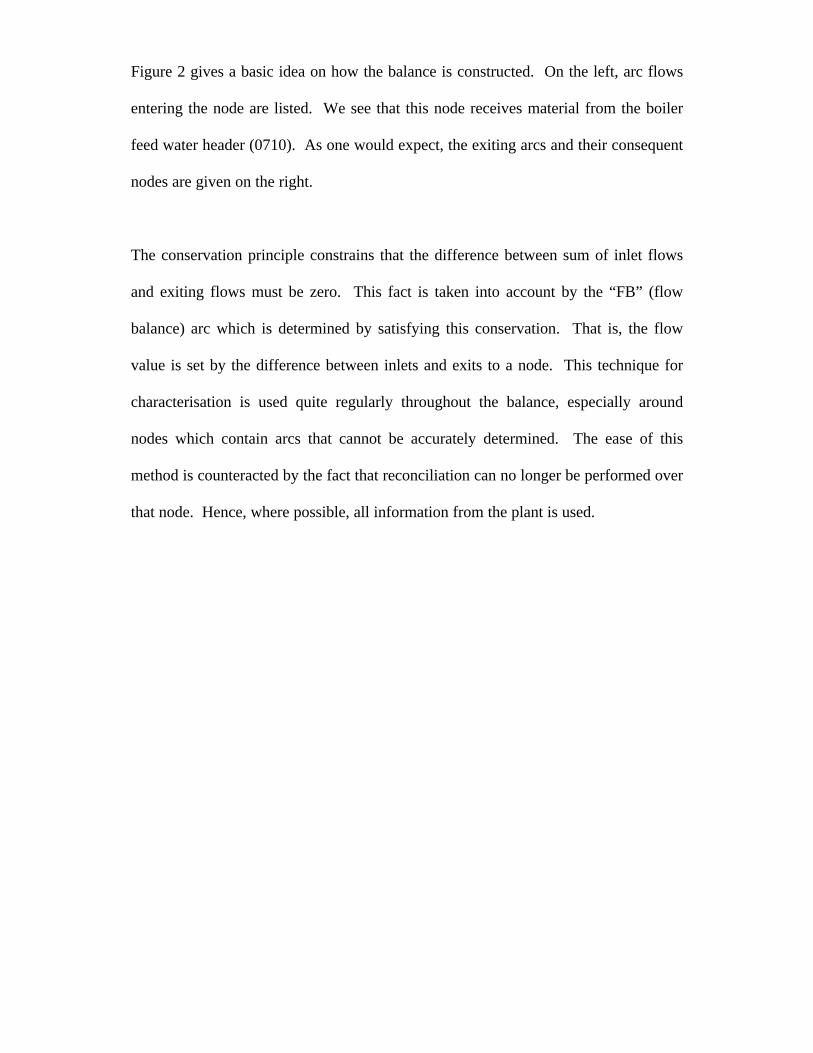
Figure 2 gives a basic idea on how the balance is constructed. On the left, arc flows
entering the node are listed. We see that this node receives material from the boiler
feed water header (0710). As one would expect, the exiting arcs and their consequent
nodes are given on the right.
The conservation principle constrains that the difference between sum of inlet flows
and exiting flows must be zero. This fact is taken into account by the “FB” (flow
balance) arc which is determined by satisfying this conservation. That is, the flow
value is set by the difference between inlets and exits to a node. This technique for
characterisation is used quite regularly throughout the balance, especially around
nodes which contain arcs that cannot be accurately determined. The ease of this
method is counteracted by the fact that reconciliation can no longer be performed over
that node. Hence, where possible, all information from the plant is used.
Reconciliation
As has already been discussed, reconciliation is a technique whereby constraints are
satisfied by essentially ‘juggling’ arc values based upon their uncertainty. Before
reconciliation can be performed, several things are needed. Firstly, the node to be
reconciled must be overspecified i.e. no flow balances. This overspecification will
contradict the conservation principle and hence this provides the constraint to be met.
Secondly in order for any meaningful reconciliation, accurate arc reliability factors
must be specified. The reliability factor is essentially a measure the trustworthiness of
input. For example it is obvious that flowmeter is likely to consistently produce flow
measurements of a better quality than an indirect method (e.g. obscure heat balance
over crude tanks). Following this then, one would expect that during reconciliation,
where arc values are adjusted to close the mass balance, the degree by which a flow
alters should be inversely proportional to its reliability. Appendix G gives the method
used to calculate these factors.
The literature review outlines several reasons why, as it stands, the literature-stated
error variable is not suitable for this application. In an effort to deal with this
problem, a new variable has been developed in place of the adjustment variable. This
variable is described as the deviation variable and has the form:
δj = (Vj – νj) ϕj / νj
where δ represents the deviation variable and ϕ the reliability factor.
Reconciliation will then be based upon
min Σ δ2 w.r.t δ
and subject to the mass conservation equation.
The above form is a measure of the relative deviation of a flow, and is applicable to
any data set regardless of its range of sizes. This ability is primarily due to the
normalising effect achieved through the division by νj.
I make a note here that there apparently exists a conventional way of dealing with this
problem. However, during the course of my research I did not come across it.
Instead I realised the potential problems with what I saw as the existing approach and
altered it to suit. From what I can see, both methods perform in roughly the same
manner and use similar variables. i.e. conventional method uses W – weighting
factor, the above method uses ϕ - reliability factor.
Balance Results
Unfortunately, a complete data set was unable to be taken from Lytton Refinery
during the closing stages of this project. This was due to a number of reasons, the
most important of which was the fact that the refinery has been only semi-operational
of late. Because of this the full extent of the program developed could not be
evaluated.
However, data from a period earlier in the year was available. Again this was not
perfect as this period corresponded to a time where the alkylation and polymerisation
plants were off-line. Nevertheless it was decided that this set should be used to gain
some feel for possible trouble areas within the refinery, even though it was not a true
reflection of refinery steam system operation.
Results from the trial can be seen in the Excel spreadsheet “Trial”.
Analysis
From the data supplied, some limited analysis may be initiated on the steam system
and program.
At this early stage, reconciliation was only required over six nodes; the boiler,
converter and the loss nodes. The results appear promising. In all cases the
conservation constraint was satisfied and arc values deviated in accordance with their
reliability factors.
The majority of arcs remained unchanged. This was expected due to the large number
of flow balance arcs required within the system. As has been stated this undermines
the reconciliation process and renders it unnecessary. In several places at least, data
reliability would benefit greatly from the presence of a metering device. For example,
one such area would be around node 3040, the plant 3 subheader. From the node, one
immediately sees that flow has been reversed in the header and is in fact trying to
draw steam from general consumption. This is obviously not possible, and so it
should trigger warning lights.
Following this node backwards through all its connections, one sees that quite a few
headers have been reversed in direction in an effort to try to supply the steam where it
was needed. Talking with several engineers about this, it seems that during the period
in which these measurements were taken, the steam system was in fact experiencing
difficulties. The above may point to one of the many possible sources of problems.
The make-up water flowrate forms approximately 43% of the boiler feed water.
Lieberman and Lieberman3 suggest that a general steam system working adequately
should present a condensate recovery above 70% (i.e. make-up flowrate < 30%). Of
course the ideal ratio varies from process to process depending on the level and types
of consumption. However could this percentage be improved, considerable savings
may be made in the energy and chemicals needed to prepare the boiler feed water and,
to a lesser extent, wastewater effluent treatment.
Further Applications
Caltex
Using the data provided, it is difficult to determine whether the spreadsheet is
providing an acceptable solution to the steam balance. Obviously then, the next
logical step is to obtain a data set which does accurately represent the general
operation of the steam system. Consultation with Appendix F enables the necessary
measurements to be identified.
Should the spreadsheet prove adequate to characterise the system, the beginnings of a
continuous steam-monitoring system has been developed. There has been some
indication from operators that they would appreciate this system being at least
partially integrated into the TDC. During times of electrical blackout, this system
may prove invaluable in the monitoring of header flows to prevent equipment damage
etc.
In February 2001, Lytton is scheduled for a complete shutdown. This provides an
excellent window of opportunity in which to update the existing metering system.
The areas that would most benefit the balance with metering have been identified and
are listed on the steam process flow diagrams (Appendix C ). In general, these points
correspond to major headers with no flowmeters. In some cases the orifice plates and
tapping points already exist in the line – all that is required is a metering unit.
Other Areas
At it stands, the spreadsheet is customised specifically for the Lytton Refinery’s steam
system. However the methods used and principles identified apply for any network.
In particular other plants with similar equipment, for example mills, power plants and
mineral processing plants, may benefit directly from the data generation techniques
Bibliography
1. Perry, R.H., and D.W.Green, Perry’s Chemical Engineers’ Handbook 7th
Edition, McGraw-Hill, 1997, 30-29
2. Mah, R.S., G.M. Stanley, and D.M. Downing, “Reconciliation andRectification of Process Flow and Inventory Data”, Industrial andEngineering Chemistry, Process Design and Development, 15(1) 1976, 175-183
3. Lieberman, P.L., and E.T. Lieberman, A Working Guide to ProcessEquipment, McGraw-Hill, 1997 Ch 15: Deaerators and Steam Systems
4. Lyon, A.J., Dealing With Data, Pergamon Press, 1970
5. Reid, E.C., and J.C.Renshaw, Steam, Cole Publications, 1982
6. Urbaniec, K., Modern Energy Economy in Beet Sugar Factories, Elsevier,1989
7. Young, D.F., B.R. Munson and T.H. Okiishi, A Brief Introduction to FluidMechanics, Wiley
APPENDIX A:
Nomenclature
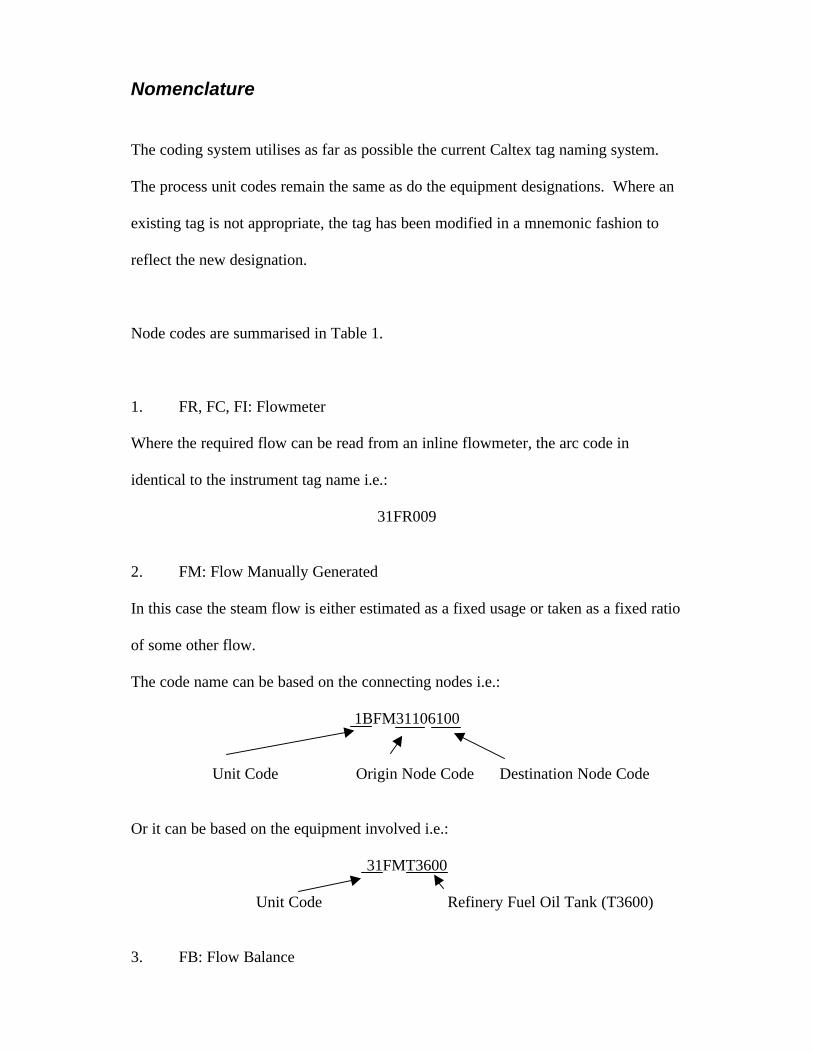
Nomenclature
The coding system utilises as far as possible the current Caltex tag naming system.
The process unit codes remain the same as do the equipment designations. Where an
existing tag is not appropriate, the tag has been modified in a mnemonic fashion to
reflect the new designation.
Node codes are summarised in Table 1.
1. FR, FC, FI: Flowmeter
Where the required flow can be read from an inline flowmeter, the arc code in
identical to the instrument tag name i.e.:
31FR009
2. FM: Flow Manually Generated
In this case the steam flow is either estimated as a fixed usage or taken as a fixed ratio
of some other flow.
The code name can be based on the connecting nodes i.e.:
1BFM31106100
Unit Code Origin Node Code Destination Node Code
Or it can be based on the equipment involved i.e.:
31FMT3600
Unit Code Refinery Fuel Oil Tank (T3600)
3. FB: Flow Balance
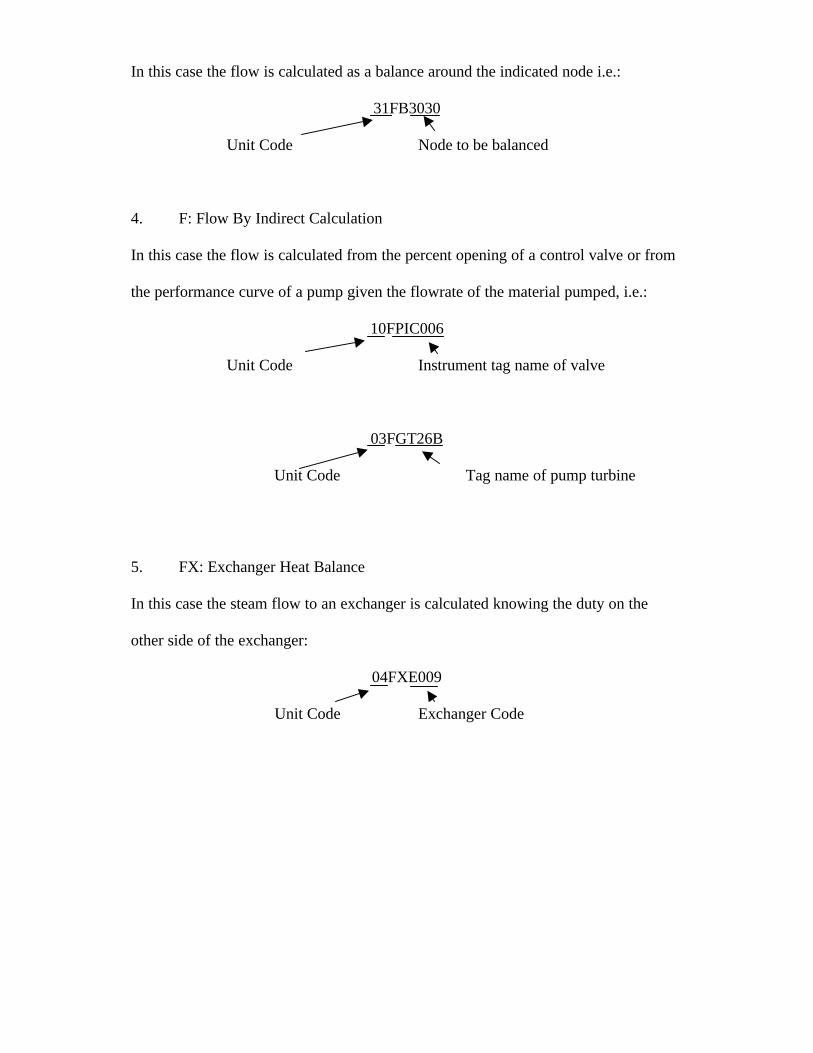
In this case the flow is calculated as a balance around the indicated node i.e.:
31FB3030
Unit Code Node to be balanced
4. F: Flow By Indirect Calculation
In this case the flow is calculated from the percent opening of a control valve or from
the performance curve of a pump given the flowrate of the material pumped, i.e.:
10FPIC006
Unit Code Instrument tag name of valve
03FGT26B
Unit Code Tag name of pump turbine
5. FX: Exchanger Heat Balance
In this case the steam flow to an exchanger is calculated knowing the duty on the
other side of the exchanger:
04FXE009
Unit Code Exchanger Code
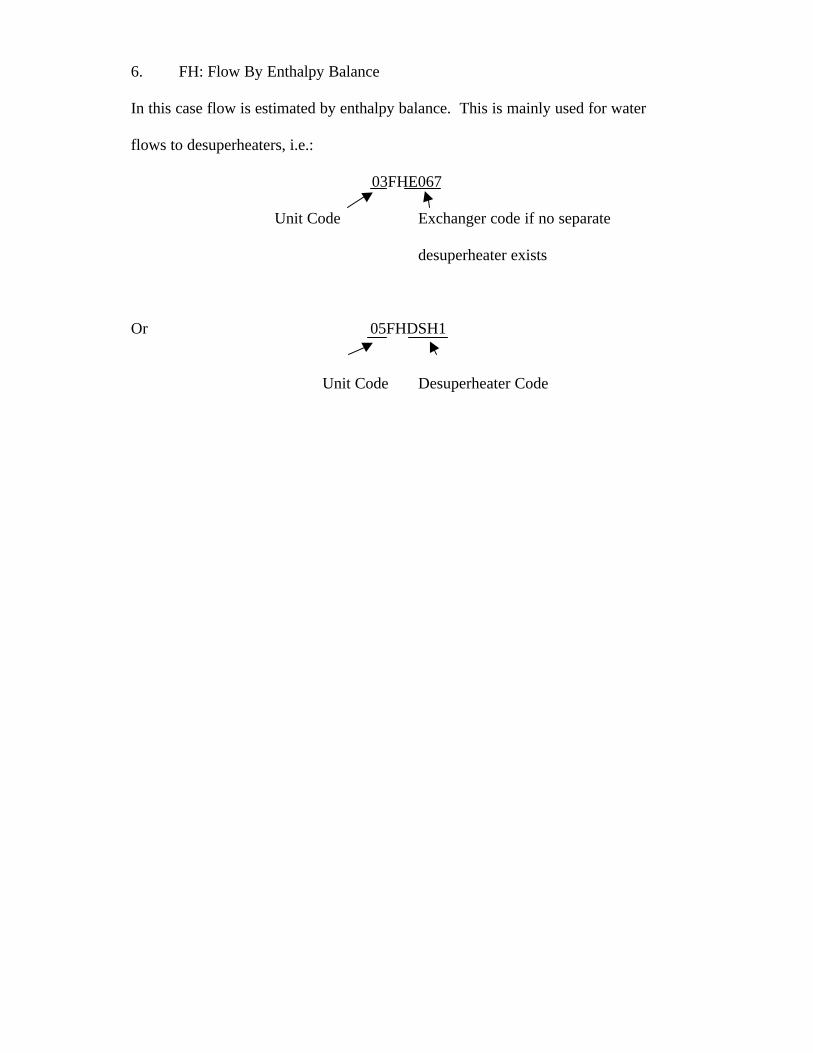
6. FH: Flow By Enthalpy Balance
In this case flow is estimated by enthalpy balance. This is mainly used for water
flows to desuperheaters, i.e.:
03FHE067
Unit Code Exchanger code if no separate
desuperheater exists
Or 05FHDSH1
Unit Code Desuperheater Code
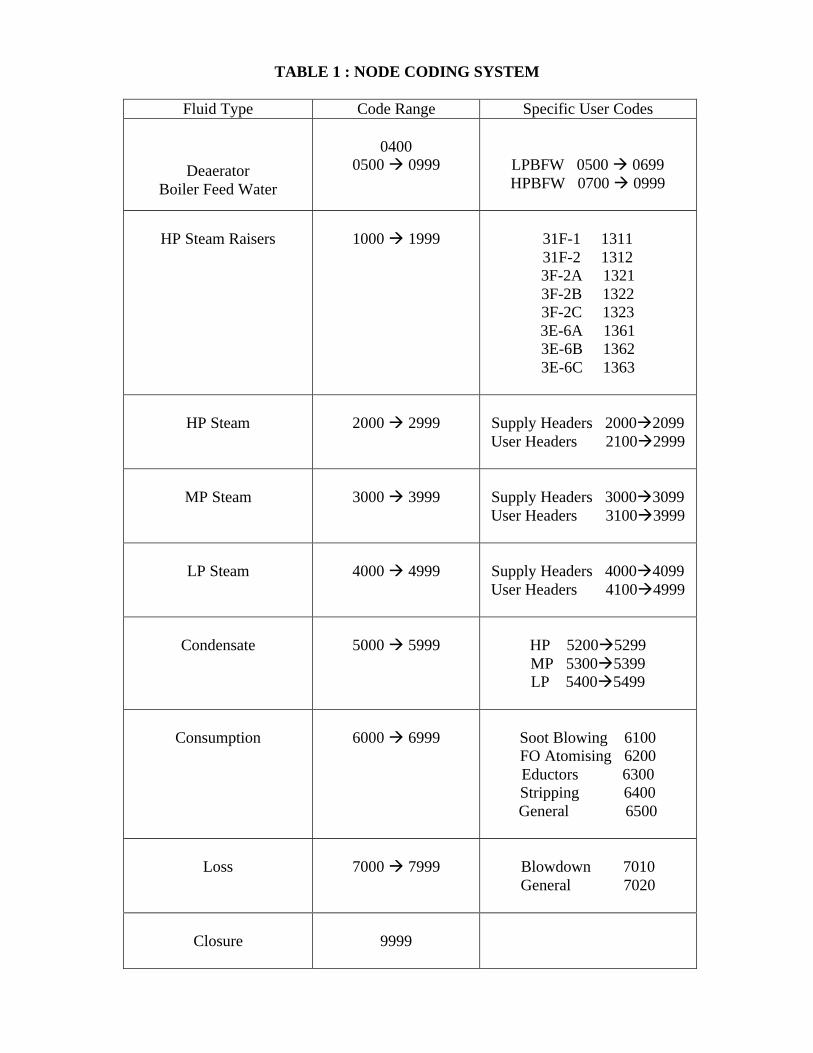
TABLE 1 : NODE CODING SYSTEM
Fluid Type Code Range Specific User Codes
DeaeratorBoiler Feed Water
04000500 à 0999 LPBFW 0500 à 0699
HPBFW 0700 à 0999
HP Steam Raisers 1000 à 1999 31F-1 131131F-2 13123F-2A 13213F-2B 13223F-2C 13233E-6A 13613E-6B 13623E-6C 1363
HP Steam 2000 à 2999 Supply Headers 2000à2099User Headers 2100à2999
MP Steam 3000 à 3999 Supply Headers 3000à3099User Headers 3100à3999
LP Steam 4000 à 4999 Supply Headers 4000à4099User Headers 4100à4999
Condensate 5000 à 5999 HP 5200à5299MP 5300à5399LP 5400à5499
Consumption 6000 à 6999 Soot Blowing 6100FO Atomising 6200Eductors 6300Stripping 6400General 6500
Loss 7000 à 7999 Blowdown 7010General 7020
Closure 9999
APPENDIX B:
Data Generation Techniques
Flowmeters
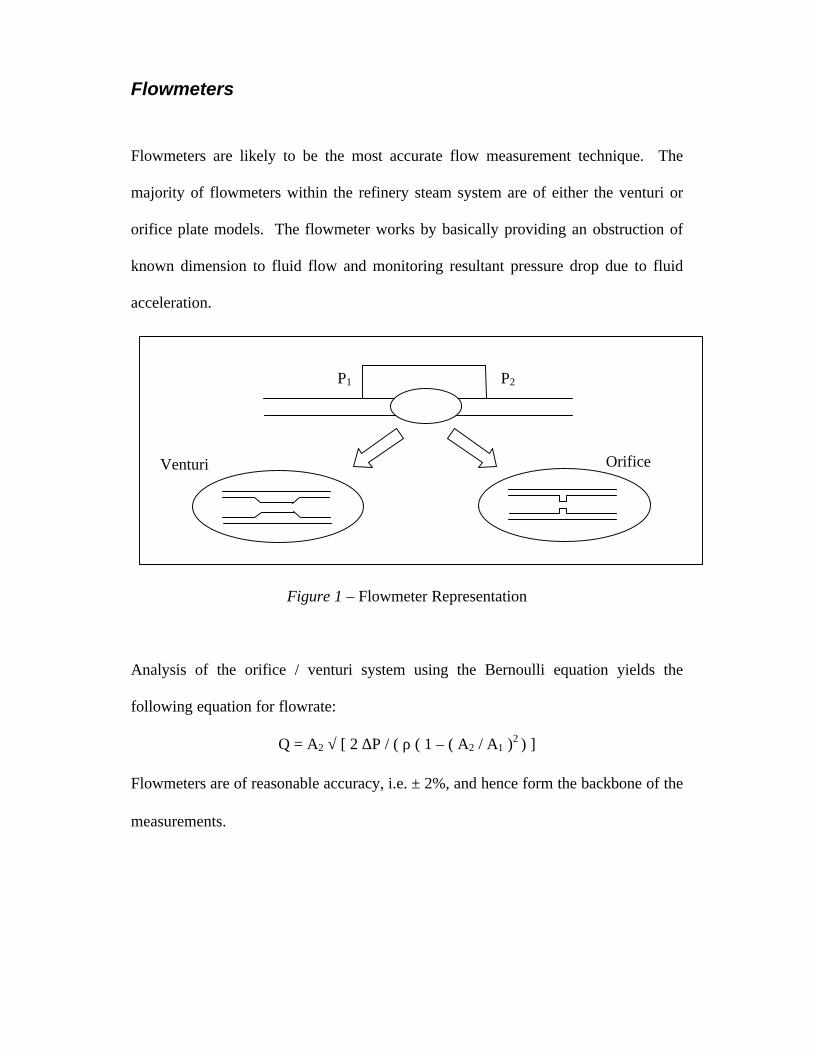
Flowmeters are likely to be the most accurate flow measurement technique. The
majority of flowmeters within the refinery steam system are of either the venturi or
orifice plate models. The flowmeter works by basically providing an obstruction of
known dimension to fluid flow and monitoring resultant pressure drop due to fluid
acceleration.
Figure 1 – Flowmeter Representation
Analysis of the orifice / venturi system using the Bernoulli equation yields the
following equation for flowrate:
Q = A2 √ [ 2 ∆P / ( ρ ( 1 – ( A2 / A1 )2 ) ]
Flowmeters are of reasonable accuracy, i.e. ± 2%, and hence form the backbone of the
measurements.
OrificeVenturi
P2P1
Turbine Calculations
One of the most prevalent functions of steam within the refinery involves the
powering of steam turbines. Indeed, this application forms a large percentage of the
calculations performed for the indirect data generation. In situations which require a
variable speed drive (e.g. most large compressors and some pumps) the steam turbine
provides an effective way of supplying this. As well as this reason, many process
critical units e.g. many pumps, have a steam turbine on standby in case of electric
motor failure.
Turbine steam usage is generally quantified by the turbine specific steam rate
(T.S.S.R), which relates the rate of steam consumption to produce 1 hp. This number
is specific to each turbine (and its supply and exhaust states) and is generally
calculated and recorded on equipment data sheets during commissioning tests.
Several turbines do, however, lack this information. Perry’s Chemical Engineers’
Handbook, for known steam inlet and exit conditions, turbine rpm and wheel
diameter, gives a general approximation of T.S.S.R.
Once this value has been determined, simply working out the supplied horsepower is
all that is required. For pumps with complete data sheets this can be achieved by first
determining the pump flowrate (either metered or using pump curve with differential
pressure) and then applying it to the power curve (generally supplied on data sheets).
A note is also made that turbines on standby also have some associated consumption.
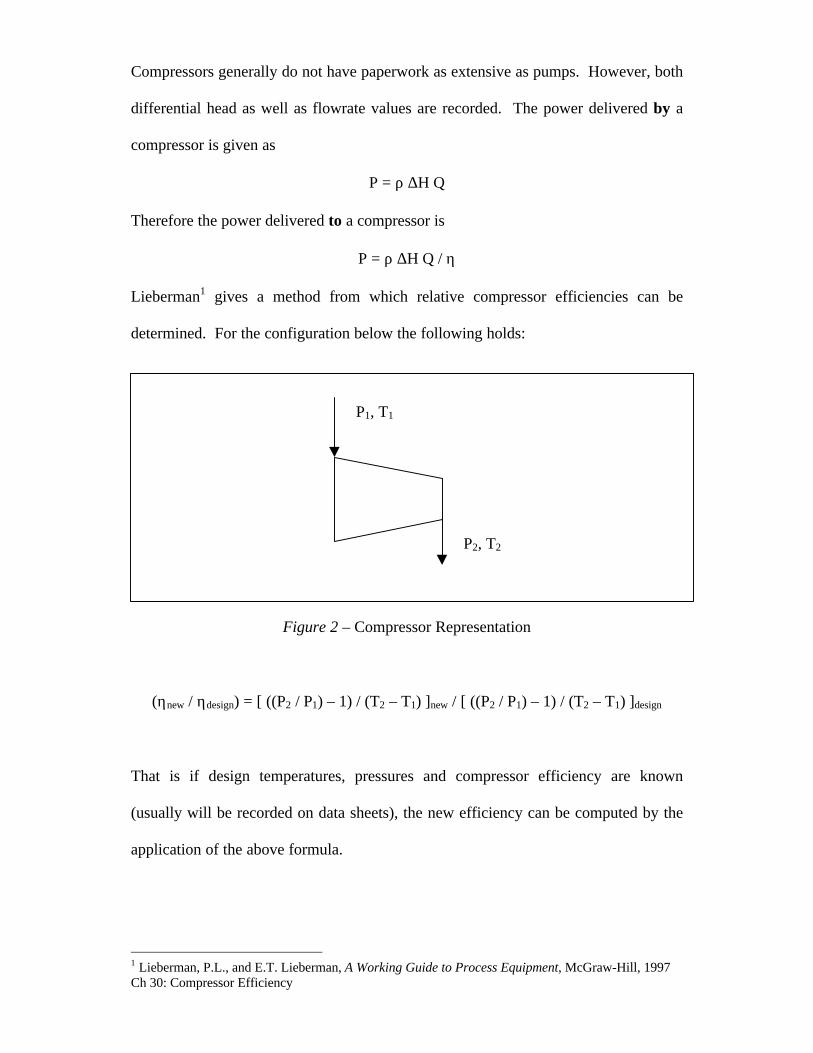
Compressors generally do not have paperwork as extensive as pumps. However, both
differential head as well as flowrate values are recorded. The power delivered by a
compressor is given as
P = ρ ∆H Q
Therefore the power delivered to a compressor is
P = ρ ∆H Q / η
Lieberman1 gives a method from which relative compressor efficiencies can be
determined. For the configuration below the following holds:
Figure 2 – Compressor Representation
(ηnew / ηdesign) = [ ((P2 / P1) – 1) / (T2 – T1) ]new / [ ((P2 / P1) – 1) / (T2 – T1) ]design
That is if design temperatures, pressures and compressor efficiency are known
(usually will be recorded on data sheets), the new efficiency can be computed by the
application of the above formula.
1 Lieberman, P.L., and E.T. Lieberman, A Working Guide to Process Equipment, McGraw-Hill, 1997Ch 30: Compressor Efficiency
P1, T1
P2, T2
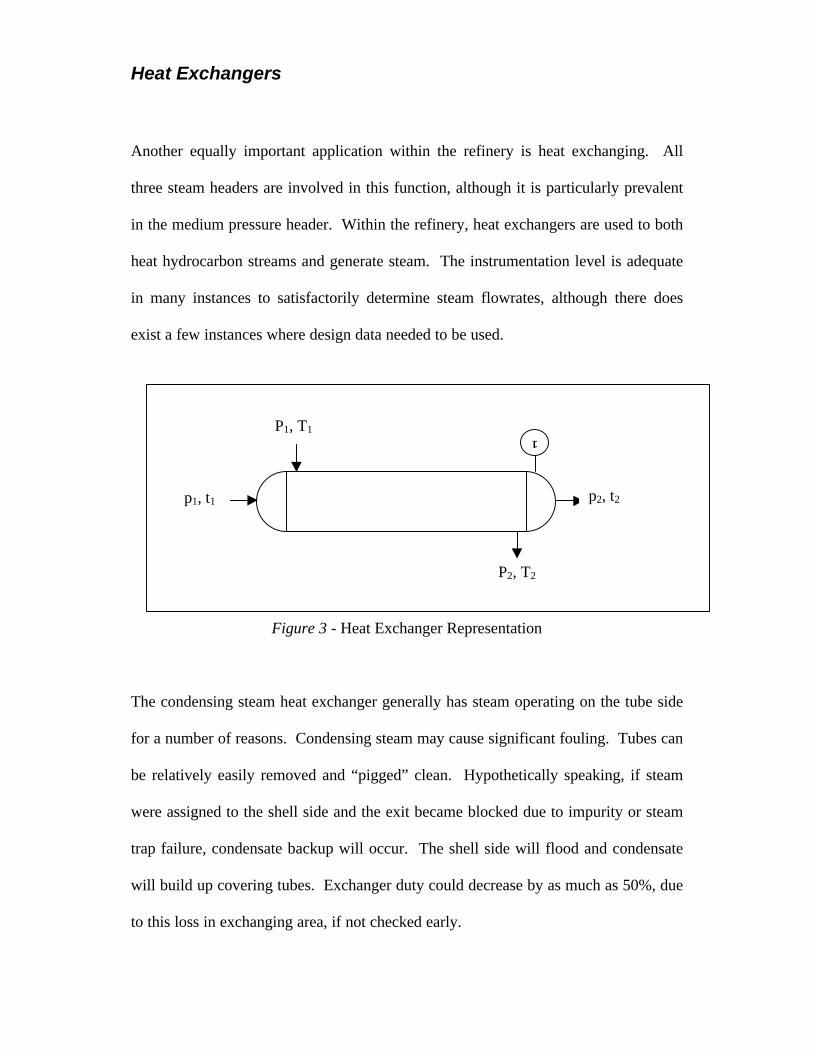
Heat Exchangers
Another equally important application within the refinery is heat exchanging. All
three steam headers are involved in this function, although it is particularly prevalent
in the medium pressure header. Within the refinery, heat exchangers are used to both
heat hydrocarbon streams and generate steam. The instrumentation level is adequate
in many instances to satisfactorily determine steam flowrates, although there does
exist a few instances where design data needed to be used.
Figure 3 - Heat Exchanger Representation
The condensing steam heat exchanger generally has steam operating on the tube side
for a number of reasons. Condensing steam may cause significant fouling. Tubes can
be relatively easily removed and “pigged” clean. Hypothetically speaking, if steam
were assigned to the shell side and the exit became blocked due to impurity or steam
trap failure, condensate backup will occur. The shell side will flood and condensate
will build up covering tubes. Exchanger duty could decrease by as much as 50%, due
to this loss in exchanging area, if not checked early.
P1, T1
P2, T2
p2, t2
P
p1, t1
Condensate flow, exiting the channel head, is usually controlled by the steam trap.
This piece of equipment ensures (when working properly) that only liquid leaves the
exchanger. It does this by intending to open only when its float is lifted by water. It
reseals when the remaining liquid level is not sufficient to raise the float.
The heat duty can be determined several ways, the most convenient of which is to
assume the hydrocarbon pressure drop is negligible (or that specific heat remains
constant) and then applying the well known formula:
Q = m cp ∆T = m cp (T2 – T1)
The vast majority of exchangers rely on the condensation of steam in the transfer of
energy. The high latent heat of condensation means that enormous amounts of
thermal energy can be transferred for a relatively small steam flowrate and is the main
reason why steam proves so successful as a heat transfer medium.
Ideally the exchanger internal pressure will be monitored, and from this it is possible
to determine exactly where within the water vapour-liquid envelope condensation is
occurring, and what the release of energy (kJ/kg) is. The required flow of steam is
then calculated at:
F = m cp (T2 – T1) / ∆Hv
Unfortunately this pressure is rarely instrumented. Therefore an approximation can
be made by individually determining the enthalpy conditions of the inlet and exit
steam streams, h1 and h2 respectively. The flow now becomes:
F = m cp (T2 – T1) / (h2 – h1)

Valve Calculations
The control valve is essential in the manipulation of process flows. They are common
throughout all process plants and may be used for nearly any fluid. There are several
different types of control valve, however all work on the principle of changing flow
area to adjust pressure drop and hence flowrate. Arguably the most important control
valves for the steam system exist as letdown stations i.e. HP à MP à LP for when
steam is required.
Valve calculations are fairly standard and can be found in most engineering texts.
They require knowledge of the valve type, its percentage to fully open and pressure
drop over the unit. Knowing the valve specification and its position, one may
determine the valve constant, Cv, from manufacturer’s data. Some manufacturers also
specify Cs, a constant developed specifically for steam.
Figure 4 – Valve Representation
Figure 4 depicts the general situation for a control valve. In this manner when:
∆P < P1/2, flow is subsonic: Q = Cs √∆P
∆P > P1/2, flow is sonic: Q = Cs √P1 only.
P1 P2
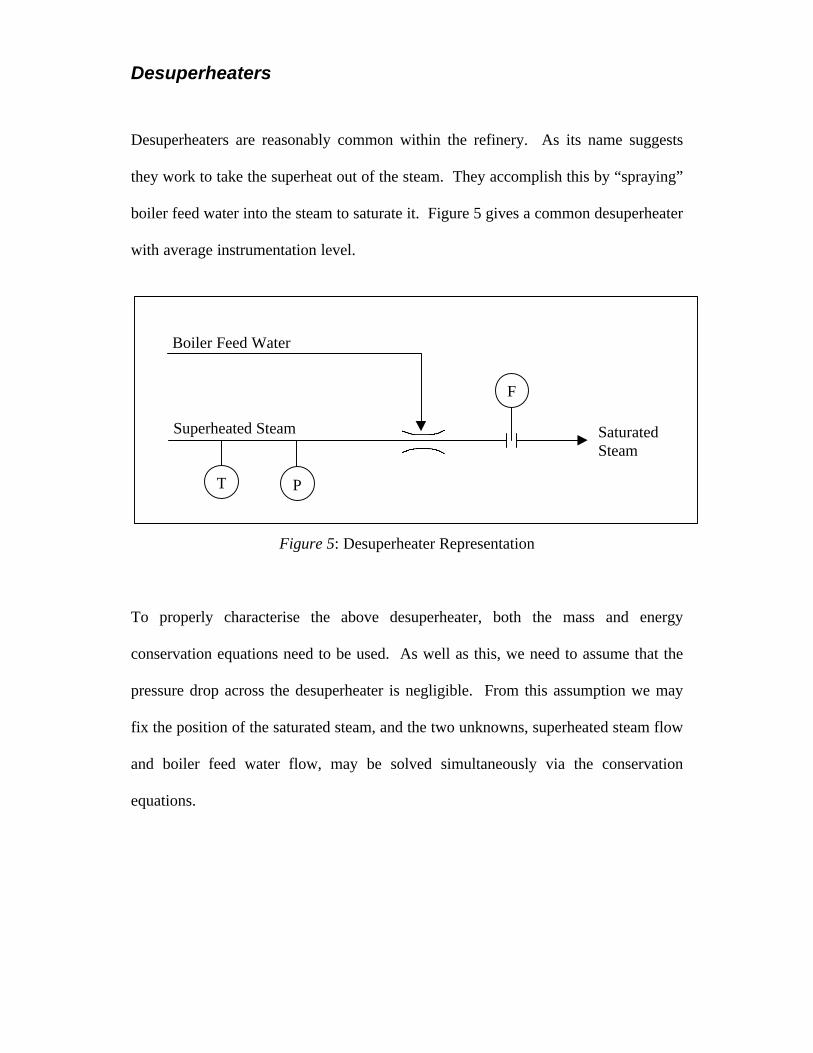
Desuperheaters
Desuperheaters are reasonably common within the refinery. As its name suggests
they work to take the superheat out of the steam. They accomplish this by “spraying”
boiler feed water into the steam to saturate it. Figure 5 gives a common desuperheater
with average instrumentation level.
Figure 5: Desuperheater Representation
To properly characterise the above desuperheater, both the mass and energy
conservation equations need to be used. As well as this, we need to assume that the
pressure drop across the desuperheater is negligible. From this assumption we may
fix the position of the saturated steam, and the two unknowns, superheated steam flow
and boiler feed water flow, may be solved simultaneously via the conservation
equations.
Boiler Feed Water
Superheated Steam
T P
F
SaturatedSteam
Stripping / Atomising Steam
This measurement is based on the assumption that the steam rate is proportional to
the hydrocarbon / fuel oil flowrate.
Fortunately, for most stripping applications, steam flowrate is well instrumented and
data-logged.
Atomising steam, as its name suggests, is used to break the fuel oil jet into a fine mist
for better, more efficient combustion. Perry gives a range of between 5 to 30 % of
fuel oil flow, depending on the type of fuel oil used. Caltex’s internal policy is a flow
ratio of 10%. The equation therefore becomes:
Qsteam = 0.1 QHC
Line Size Calculations
The basis for line sizing calculations result from heuristics used in the sizing of steam
lines. That is, it is recommended that steam velocities, within main steam pipes, be
between the values of 4000 and 8000 ft/min. Once pipe areas are established and
knowing roughly the density of the steam, a flowrate can be determined, which while
not completely reliable is at least based upon some sort of technique.
The flowrate is:
Q = π d2 v ρ / 4
Note that this technique is used as a last resort only. That is, those measurements
where there are no other techniques available for determination of an arc which must
be quantified. Consequently, these measurements incur the lowest reliability value in
order to try to account for this.
APPENDIX C:
Steam Process Flow Diagrams
APPENDIX D:
Node Descriptions
APPENDIX E:
Nodal Network
APPENDIX F:
Arc File
APPENDIX G:
Reliability Factor Calculations
Reliability Factors
Obviously reliability factors play a principal role in the reconciliation process. They
are a measure of the relative trustworthiness of each input and thus have the potential
to single-handedly completely change a solution set. Because of this, it is important
that these factors be assigned as accurately as possible. By now, as one would be
beginning to expect, this is incredibly difficult to do. Ideally if we could measure the
true value of flow and compare it with the generated value enough times, we could
establish a rough average deviation. The reliability factor may then be interpreted as
the inverse of this deviation.
In reality this is not going to happen. Instead, we will need to approximate this
process by combining a rough ‘error’ calculation with quite a bit of ‘gut-feel’.
This method works by taking the base measurements used in each technique and
assigning them a maximum error range (i.e. ± 2 %). By identifying equations used in
the generation process, one is able to calculate the final error margin. The reliability
factor will be given as the inverse of one plus this margin. The result is the best
possible reliability factor the technique may have. For methods with guessed or
suspect readings this factor will be lowered. The extent by which this is done is based
upon the balancer’s instincts.
Flowmeters
We make the assumption that all flow, pressure and temperature meters have a
maximum error range of ± 2 %.
Pump Turbine Calculations
The power delivered to a pump is given as:
℘ = Q ∆H ρ / η
∆H à ± 4 % (i.e. 2 pressure meters)
From the pump curve: Q2 ∝ ∆H
So; ℘ ∝ ∆H3/2
Assume η can be obtained to within ± 2 % off the pump curve.
Now, ℘ = ρ ∆H3/2 / η
ln ℘ = ln ρ + 3/2 ln ∆H – ln η
but, ln x = δx / x
therefore; δ℘/|℘| = | δρ/ρ | + 3/2 | δ∆H/∆H | + | δη/η |
δ℘/|℘| = 0 + 3/2×4 + 2 = 8%
Assume the T.S.S.R to have an error of ± 4 %
Minimum Error Range = 12 %
Reliability Factor = 0.893
Compressor Turbine Calculations
Similar to pump turbine analysis, however for efficiency:
η ∝ ((P2/P1) – 1) / (T2 – T1)
Pressure and temperature measurements incur ± 2 %.
δ η/|η| = | δP2/P2 | + | δP1/P1 | + | δT2/T2 | + | δT1/T1 |
δ η/|η| = 2 + 2 + 2 + 2 = ± 8 %
Subbing into the pump turbine power equation:
δ℘/|℘| = | δρ/ρ | + 3/2 | δ∆H/∆H | + | δη/η |
δ℘/|℘| = 0 + 3/2×4 + 8 = 14%
Assume the T.S.S.R to have an error of ± 4 %
Minimum Error Range = 18 %
Reliability Factor = 0.847
Valve Calculations
For a valve: Q = Cs √(∆P)
Assume Cs (gained from % Open of valve) is accurate to ± 2 %
∆P has error of ± 4 % (i.e. to pressure meters)
δQ/|Q| = | δCs/Cs | + 1/2 | δ∆P/∆P |
δQ/|Q| = 2 + 1/2×4 = ± 4 %
Minimum Error Range = 4 %
Reliability Factor = 0.962
Exchanger Calculations
Flow through exchanger given by:
Q = m cp ∆T / ∆Hv
m – flowrate measurement ± 2 %
cp – evaluated according to composition ± 4 %
∆T – difference between two temperature measurements ± 4 %
∆Hv – determined via pressure reading2 ± 4 %
δ Q/|Q| = | δm/m | + | δcp/cp | + | δ∆T/∆T | + | δ∆H/∆H |
δ Q/|Q| = 2 + 4 + 4 + 4 = 14 %
Minimum Error Range = 14 %
Reliability Factor = 0.877
2 Difficult to specify relationship between pressure reading and heat of vaporisation. Allow for this byadding ± 2 % to error bounds.