Embed Size (px)
Citation preview

Process Safety and Environmental Protection 8 9 ( 2 0 1 1 ) 424–433
Contents lists available at ScienceDirect
Process Safety and Environmental Protection
jou rna l h om epage: www.elsev ier .com/ locate /psep
Calorimetric studies on the thermal stability of methyl ethylketone peroxide (MEKP) formulations
Stephen R. Grahama,∗, Robert Hodgsonb, Luc Vechota,1, M. Iqbal Essab
a Health and Safety Laboratory, Buxton SK17 9JN, UKb Health and Safety Executive, Redgrave Court, Bootle, Liverpool, L20 7HS, UK
a b s t r a c t
The energetic decomposition of methyl ethyl ketone peroxide (MEKP) and its formulations have long been known to
present a significant risk. Indeed, MEKP has the highest number of reported decomposition incidents of all organic
peroxides, many of which have led to significant numbers of fatalities, injuries and damage. It is noteworthy that
incidents have been reported at all stages of the product lifecycle.
This paper is derived from incident-investigation work and provides a summary of serious incidents involving
MEKP, followed by details of calorimetric experiments performed to investigate thermal stability of representative
MEKP formulations containing varying amounts of MEKP monomer. In particular we report the wide degree of vari-
ation that exists between commercial MEKP formulations, even between materials that are of the same nominal
formulation. Such variations are detectable using differential scanning calorimetry (DSC).
Follow-up studies performed on a representative MEKP formulation containing MEKP monomer indicate that a risk
of decomposition exists at temperatures well below the reported self-accelerating decomposition temperature (SADT)
of the products. As such, the experimental results reported here suggest that lower storage temperatures (commonly
recommended by manufacturers to maximise shelf life) should be considered as being essential throughout the
product lifecycle to reduce the risk of accidents in storage and transportation.
Crown Copyright © 2011 Published by Elsevier B.V. on behalf of The Institution of Chemical Engineers. All rights
reserved.
Keywords: Methyl ethyl ketone peroxide; Thermal decomposition; Calorimetry; DSC; ARC; Adiabatic calorimetry
Since 1953, a number of serious incidents involving thermal
1. Introduction
Methyl ethyl ketone peroxide (MEKP) is an organic peroxideformed by reaction of methyl ethyl ketone (MEK) with hydro-gen peroxide. MEKP is widely used in industry as an initiator orcross-polymerisation agent in polymer fabrication processes.Undiluted MEKP possesses explosive properties and, as such,commercial supply is as diluted formulations containing aphlegmatising substance such as dimethyl phthalate (DMP).
In the course of performing investigation work, wehave had cause to look into the recent history of MEKPdecomposition-related incidents. MEKP has the highest num-ber of reported decomposition incidents of all organicperoxides, many of which have led to significant numbers of
fatalities, injuries and damage.∗ Corresponding author at: Health and Safety Laboratory, Fire and ProceTel.: +44 012 9821 8462.
E-mail address: [email protected] (S.R. Graham).Received 9 June 2011; Received in revised form 26 July 2011; Accepted
1 Present address: Texas A&M University at Qatar, Chemical Enginee0957-5820/$ – see front matter Crown Copyright © 2011 Published by Elsevier B.doi:10.1016/j.psep.2011.08.005
A summary of incidents involving MEKP over the period1953-present is provided, followed by details of calorimet-ric experiments performed to investigate thermal stabilityof representative MEKP formulations. In particular we havenoted that a wide degree of variation of MEKP compo-sition exists between commercial formulations; these areable to be determined by differential scanning calorimetry(DSC). Following DSC screening experiments, accelerated-ratecalorimetry (ARC) and adiabatic calorimetry have been per-formed on a representative MEKP formulation.
1.1. MEKP incidents
ss Safety Unit, F.1.36, HSL Harpur Hill, Buxton SK179JN, UK.
17 August 2011ring Department, PO Box 23874, Doha, Qatar.
runaway and subsequent explosion of MEKP formulations
V. on behalf of The Institution of Chemical Engineers. All rights reserved.

Process Safety and Environmental Protection 8 9 ( 2 0 1 1 ) 424–433 425
Table 1 – Significant incidents involving MEKPexplosions, 1953 to present.
Year Location Fatalities Injuries Notes
1953 Tokyo, Japan 3 0 –1953 Hyougo, Japan 1 0 –1958 Aichi, Japan 0 1 –1962 West Bromwich, UK 0 28 Transport1962 Norwich, CT, USA 4 0 Transport1964 Tokyo, Japan 19 114 –1974 Los Angeles, CA, USA 0 0 –1979 Taipei, Taiwan 33 49 Storage1984 Taoyuan, Taiwan 5 55 Production1986 Zhejiang, China 0 1 –1989 Taoyuan, Taiwan 7 5 Storage1996 Taoyuan, Taiwan 10 47 Storage2000 Yosu, South Korea 6 19 –2001 Yunlin, Taiwan 0 0 –2001 Jiangsu, China 4 2 End Usage2003 Zhejiang, China 5 3 –2004 Honan, China 5 8 –2007 Bandar Abbas, Iran 0 0 Transport
Total; 102 Total; 332
hepo
sotib
1
Mc
Source: Adapted from Yeh et al. (2003).
ave occurred. Selected incidents are listed (Table 1) andncompass decomposition events that have occurred duringreparation, transportation, storage and end-user applicationf MEKP formulations.
It is clear that MEKP is prone to undergo thermal decompo-ition at any point during its product life. As such, informationbtained that might allow identification of common best prac-ice or control measures that could in turn lead to a reductionn incidents involving MEKP is likely to have widespreadenefits.
.2. Composition of MEKP
EKP does not commonly exist as a single compound, but isomposed of several peroxide species. Compounds 1–7 (Fig. 1)
OOHHOO OHOO O OOH
OHOO O O O O O OOH
OHOO O O O O O O O O O OOH
21
4
6
O H2O2
acid
MEKP =
Fig. 1 – Structures of M
have been identified (Milas and Golubovic, 1959) as productsof the oxidation of MEK with hydrogen peroxide under acidicconditions.
Hydroperoxide species 1, 2, 3, and cyclic peroxide trimer7 are the main components of MEKP. Modern, commercialMEKP formulations are manufactured in presence of an acidcatalyst (typically phosphoric acid) and diluted with a highboiling phlegmatiser (typically dimethyl phthalate (DMP)).Presence of a phlegmatiser desensitises the product, reducingthe overall explosive potential of the mixture. Under normalconditions, commercial MEKP formulations consist largely ofMEKP monomer 1 and dimer 2 with only trace amounts ofhigher molecular weight peroxides 3–7 being present. Exactratios of individual peroxide species is dependent on the fol-lowing factors:
1.2.1. Manufacturing conditions, including ratio ofhydrogen peroxide to methyl ethyl ketone, temperature, pHand reaction timeEven slight variation of reaction conditions can lead to achange in the MEKP product distribution, altering the ratio ofcomponent MEKP species. Change of composition leads to acorresponding change of thermal hazard profile of materialproduced, potentially lowering thermal stability. Accordingly,critical process parameters need to be identified and appro-priate process control measures put in place to ensurereproducible preparation of any given formulation.
1.2.2. Presence of contaminants, which may result frommanufacturing process, subsequent transport, storage, orend-user activitiesContamination can influence the ratio of MEKP peroxidespresent within a given formulation. It is known that acid impu-rities enable conversion of MEKP monomer 1 and dimer 2 tohigher molecular weight peroxy compounds 3–7. Presence ofan increased level of species 3–7 does not necessarily reduce
stability, but will alter the thermal hazard profile. Presence ofacid impurities resulting from incomplete removal of acidicOHOO O O O OOH
OHOO O O O O O O O OOH
O O
OOO
O
3
5
7
MEKP
EKP components.

426 Process Safety and Environmental Protection 8 9 ( 2 0 1 1 ) 424–433
OHOO O OOH O OHO
O
OOH
O
O
HO
CO2
Et
Me
2
OHOO OH
OR
O OHO
HO
Et
1
2
com
Fig. 2 – Radical dereagents used in the preparation of MEKP has been suspectedas a possible cause of a number of explosion incidents.
1.2.3. Ageing, either as a consequence of reaction time ortime of storageAge has an impact on formulation composition. MEKP isinherently unstable and decomposes over time. Major decom-position products include MEK, carbon dioxide, water, aceticacid and formic acid.
1.3. Decomposition of MEKP
Decomposition of MEKP is possible via three main pathways:
R'' O
RR'
OH Mn+
R'' O
RR'
OH
M(n+1)+
Mn+
R'' O
RR'HO +
RR
Overall ;
R'' O
RR'
OH2R''
RR'
Fig. 3 – Redox decomp
position of MEKP.
1.3.1. Radical decompositionInitiated under thermal or photolytic conditions (heat or light),free radical species generated by decomposition are highlyreactive and can themselves lead to further uncontrolled reac-tions (forming alcohols, ketones, aldehydes and carboxylicacids) and possibility of subsequent thermal runaway (Fig. 2).
1.3.2. Redox decompositionInitiated by contact (or contamination) with transition met-als or transition metal ions, electron transfer processes lead
to generation of radical species. Overall, the redox process iscatalytic with respect to metal (or metal ion involved) (Fig. 3).R'' O
RR'
OH
R'' O
RR' H +O
'' O
R'
OH
M(n+1)+
O+
R'' O
RR'
O + H2O
osition of MEKP.

Process Safety and Environmental Protection 8 9 ( 2 0 1 1 ) 424–433 427
OOHHOO OHOO OH2 OHOOH -H2O
OHOO+H2O
OHHO
O
OOH+ H+
omp
1Aa(
int(ea1aocpatl
1
Td
Fig. 4 – Acid dec
.3.3. Acid decompositioncid catalysed heterolysis leads to formation of peracetic acidnd ethanol, which are then available for further reactionsFig. 4).
The multiple pathways open for decomposition give anndication as to why MEKP is so susceptible to trace contami-ation of a wide range of materials. Previous studies illustrate
he impact on the thermal stability of MEKP presented by acidLi et al., 2004; Tseng et al., 2007), caustic solutions (Changt al., 2006), solvents (Lin et al., 2008; Tseng and Shu, 2010),mines (Oswald and Fernand, 1966), reducing agents (Swern,971) and metals/metal ions (Miyake et al., 2005). Precaution-ry statements from MEKP suppliers warn against the usef synthetic and natural rubbers. Compatible materials ofonstruction for equipment and packaging are glass, PTFE,olyethylene or stainless steel. Having identified the mech-nism and possible triggers of decomposition, attention wasurned to collating thermochemical data generated and pub-ished on MEKP decomposition.
.4. Thermal decomposition profile of MEKP
hermal stability of any given MEKP formulation is largelyependent on the ratio of hydroperoxide species present.
Table 2 – Collated literature DSC data on MEKP decompositions
Entry MEKP (wt%) Heating rate (◦C/min) 1st exotherm
T1 (◦C) �H (J/g)
1 55 10 – – 12 31 10 55.6 68.7
3 31 10 47 96 14 32 4 – – 15 31 4 – –
6 31 4 43.6 65.6
7 31 4 – –
8 31 4 42 41
9 16 4 – – 110 8 4 – – 111 4 4 – – 112 9 4 35 –
13 9 4 40 –
14 31 2 35.4 65.5
15 31 2 35 36
16 40 2-10 30-32 54
17 9 1 35 –
18 31 1 30 30
a Miyake et al. (2005).b Lin et al. (2008) and Tseng and Shu (2010).c Lin et al. (2009).d Yeh et al. (2003).e Chang et al. (2007).f Li et al. (2004) and Tseng et al. (2007).g Duh et al. (2008).h Yuan et al. (2005).
osition of MEKP.
Available literature data acquired by differential scanningcalorimetry (DSC) has been assembled and reviewed (Table 2).From analysis of the literature data, there are three separateand distinct exothermic events due to:
1. Exothermic decomposition of MEKP monomer 1;2. Exothermic decomposition of MEKP dimer 2;3. Exothermic reaction with diluent.
Whilst slight variation could be attributed to the use of dif-ferent instrumentation, mass of sample used, concentration,heating rate, etc., it is clear from the reported literature thata significant degree of compositional variation exists betweenthe MEKP formulations tested. Some formulations were foundnot to contain any MEKP monomer 1 (or an amount unde-tected by the DSC). In formulations where MEKP monomer1 is present, onset temperatures in the range 30–56 ◦C areobserved (dependent on the heating rate), with onset temper-atures for decomposition of dimer 2 occurring in the range70–122 ◦C (once again, variation is dependent on heating rate).Thus, we propose that presence of MEKP monomer 1 has a real
and measurable destabilising influence on commercial MEKPformulations. It should be noted that it has been assumed.
2nd exotherm 3rd exotherm �H (J/g) total Ref.
T2 (◦C) �H (J/g) T3 (◦C) �H (J/g)
08 – – – 1820 a
– 198.7 – 483.3 750.7 b
00 250 175 584 931 c
08 324.5 171 705.5 1030 d
96.2 – – – 952 e
– 312.6 – 359.1 737.3 b
98.9 345.4 – 438.5 783.9 f
83 304 160 768 1113 c
17 215.0 202 336.3 551.3 d
22 95.6 219 149.4 245.0 d
22 50.0 219 91.3 131.3 d
– – – – 1464 g
– – – – 1477 g
– 320.9 – 373.3 759.7 b
75 324 152 768 1128 c
– 483 – 719 1256 h
– – – – 1483 g
70 382 142 825 1238 c

428 Process Safety and Environmental Protection 8 9 ( 2 0 1 1 ) 424–433
le
3
–
DS
C
dat
a
acq
uir
ed
for
com
mer
cial
MEK
P
form
ula
tion
s.
y
Prod
uct
MEK
P
(wt%
)
1st
exot
her
m
2nd
exot
her
m
3rd
exot
her
m
�H
tota
l(k
J/g)
Dim
eric
tom
onom
er
rati
oC
omm
ents
On
set
(◦C
)
�H
(kJ/
g)O
nse
t
(◦C
)
�H
(kJ/
g)
On
set
(◦C
)
�H
(kJ/
g)
Lup
erox
®D
elta
X-9
31∼3
5
197
105
235
188
676
1108
1.19
–Lu
per
ox®
DH
D-9
3234
156
82
587
–
610
1353
3.76
2nd
and
3rd
exot
her
mov
erla
pM
EKP
(Ald
rich
tech
.)
≥30
<
35
–
–
102
565
177
528
1093
–
No
mon
omer
Bu
tan
ox®
M-5
0
(su
pp
lier
1)
30–3
7
∼35
176
98
318
194
784
1278
1.81
–B
uta
nox
®M
-50
(su
pp
lier
2)
33
39
153
97
343
192
789
1285
2.24
Sam
e
sup
pli
er
asen
try
6B
uta
nox
®M
-50
(su
pp
lier
2)
30–3
7
49
135
100
397
180
673
1205
2.94
Sam
e
sup
pli
er
asen
try
5A
nd
onox
®K
P-9
33
32
149
99
368
179
696
1213
2.47
–A
nd
onox
®SG
-10
33
39
234
103
265
181
830
1329
1.13
–N
orox
®M
EKP
9H
32–3
5
44
23
97
476
174
557
1056
20.7
0
–
ula
tion
chos
en
for
add
itio
nal
calo
rim
etri
c
stu
die
s
are
shad
ed.
that the energetic decomposition ratio is broadly equivalentto compositional ratio.
2. Comparison of commercial MEKPformulations using DSC
2.1. Method
In order to investigate compositional variation, a number ofcommercial MEKP formulations were purchased and analysedby DSC using a standard heat rate of 4 ◦C/min and over astandard temperature range of 25–300 ◦C. Experiments wereconducted in high pressure, gold plated crucibles. All mate-rials tested had MEKP concentrations in the range 30–37%with some slight variation in the phlegmatiser present in theformulation: (2,2,4-trimethyl-1,3-pentanediol diisobutyrate,dimethyl phthalate or 4-hydroxy-4-methyl-2-pentanone).
2.2. Results and discussion
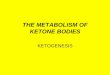
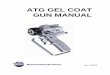
Total heats of decomposition were found to be in the range1093–1353 kJ/g. Onset temperatures and heats of decomposi-tion are listed (Table 3). It should be noted that the onset valuesreported are those automatically generated by the instrumentsoftware from the tangent of the DSC curve. These softwaregenerated values have been reported primarily to allow directcomparison with results already reported in the literature.We acknowledge that in reporting onset values in this way(rather than reporting the point of inflection from the base-line) means that the onset figures quoted may be conservative,with decomposition actually taking place at a lower temper-atures. All formulations tested, with the exception of Aldrichtechnical grade MEKP (Table 3, Entry 3), were found to havesignificant quantities of MEKP monomer 1 present and dis-played onset temperatures in the range 32–49 ◦C. MEKP dimer2 to monomer 1 decomposition ratio was found to vary sig-nificantly (Norox® MEKP 9H (Table 3, Entry 9), displaying a20.7:1 ratio whilst Andonox® SG-10 has a ratio of 1.13:1).It was also noted that variation existed between differentbatches/suppliers of the same nominal formulation (Table 3,Entries 4–6). Any increase in quantity of a substance that has alow onset temperature should be considered to increase ther-mal hazard. Representative DSC thermograms are shown ofthe samples tested that reflect the influence of varying dimer2: monomer 1 decomposition ratio present in commercialMEKP formulations (Figs. 5–8). All DSC thermograms recordedshow an exothermic peak with an average onset tempera-ture in the range 82–105 ◦C due to decomposition of MEKPdimer 2. An additional exotherm of higher onset tempera-ture is observed due to reaction of the MEKP decompositionproducts with the phlegmatising solvent/diluent.
In performing a screen of commercial MEKP formulations itis demonstrated that DSC analysis provides a rapid and effec-tive means of screening MEKP formulations for monomer 1content. However, whilst DSC is a useful tool for determiningindicative heats of decomposition and other parameters, heatlosses from the sample during the onset of an exotherm areconsiderable. Consequently, the detected onset temperaturemay be significantly higher than if measured under conditions
of low heat loss as would be encountered in a large storage orreaction vessel.Tab
Entr
1 2 3 4 5 6 7 8 9 Form

Process Safety and Environmental Protection 8 9 ( 2 0 1 1 ) 424–433 429
Fig. 5 – MEKP (Aldrich); no monomer detected.
Fig. 6 – Norox® MEKP 9H; monomer/dimer decomposition ratio 1:20.7.

430 Process Safety and Environmental Protection 8 9 ( 2 0 1 1 ) 424–433
® er/di
Fig. 7 – Andonox KP-9; monom3. ARC and Phi-Tec adiabatic calorimetry
3.1. Method
In order to test the decomposition of MEKP formulationsfurther, Accelerating Rate Calorimetry (ARC) and adiabatic
calorimetry (Phi-TecII) were used to further investigate a rep-resentative example of the MEKP formulations screened byFig. 8 – Andonox® SG-10; monomer/d
mer decomposition ratio 1:2.47.
DSC. Andonox® KP-9 was chosen as the MEKP product withwhich these studies would be carried out. Choice of for-mulation was primarily led by ongoing investigational work,however, having an MEKP dimer 2:monomer 1 decompositionratio of 2.47:1, Andonox® KP-9 is fully representative of theformulations screened by DSC.
ARC and adiabatic calorimetry (Phi-TecII) techniques areused as methods of determining process parameters such
imer decomposition ratio 1:1.13.

Process Safety and Environmental Protection 8 9 ( 2 0 1 1 ) 424–433 431
Table 4 – Experimental parameters used for ARC andPhi-Tec experiments.
Parameter ARC Phi-Tec II
Bomb type Hastelloy HastelloyTemperature
step5 ◦C 3 ◦C
Exothermdetectionsensitivity
0.02 ◦C 0.02 ◦C
Wait time 15 min 5 min
apcaHttwlsta
dawdPs
3
R(
‘sop
Table 5 – Experimental results obtained for ARC andPhi-Tec experiments on Andonox KP-9.
Sample Andonox®
KP-9—ARCAndonox®
KP-9—Phi-Tec
File name MEKP03 MEKP10Tonset (◦C) 70 66Tmax (◦C) 187 247�Tad (◦C) 117 181(dT/dt)max (◦C/min) 100 8201Pmax (bar) 17.3 5.59(dP/dt)max (bar/min) 29.7 278Final pressure (bar) @ temp. 4.32 bar @
35.0 ◦C2.94 bar @40.4 ◦C
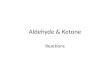
Fig. 9 – Phi-Tec test cell rupture caused by Andonox® KP-9
DSC data indicates that onset temperatures for each
s onset temperature, maximum adiabatic temperature andressure rise, and their rates of rise. The reduced heat-lossharacteristics of these techniques (tending to adiabaticity)re more representative of real world, large-scale processes.eat loss from a system to the container in which it is con-
ained is defined as the phi-factor. As heat losses are reduced,he phi-factor decreases ensuring that more energy is retainedithin the reaction system. For instance, in considering a
arge-scale chemical plant, where vessel mass may be sub-tantial, it will have a much smaller mass as a percentage ofhe whole system (and hence lower phi-factor) than an equiv-lent small-scale laboratory vessel.
In the context of the ARC and Phi-Tec experiments con-ucted, onset temperature is defined as the temperaturet which a 0.02 ◦C/min self-heating rate is detected. Heat-ait-search (HWS) mode was used to follow the exothermicecomposition of pure Andonox® KP-9 using both ARC andhi-Tec. Experimental parameters used for each technique arehown (Table 4).
.2. Results and discussion
esults obtained via ARC and Phi-Tec testing are reportedTable 5).
It should be noted that Phi-Tec data was collected in anopen’ configuration. Initial Phi-Tec experiment conducted intandard ‘closed’ configuration resulted in violent rupturef the test cell (Fig. 9) with a maximum recorded tem-
erature/pressure of 445 ◦C/33 bar. Accordingly, subsequentAndonox
0.01
0.1
1
10
100
1806040200
Temper
dT/d
t (°C
/min
)
Ando
Fig. 10 – Rate of change of temperature (dT/dt)
runaway.
Phi-Tec tests on Andonox® KP-9 were performed using an‘open’ test cell configuration (4 mm aperture in top of test cell,Fig. 9) in order to cope with the violent rate of pressure rise.
Data relating to the decomposition of Andonox® KP-9 arereported (Table 5). Rate of temperature change for both ARCand Phi-Tec experiments are illustrated (Figs. 10 and 11). Thehighlighted region in Phi-Tec data indicates presence of addi-tional reactions.
of exothermic event associated with decomposition of
KP-9
20018016014012000
ature (°C)
nox KP-9
vs temperature for ARC; Andonox® KP-9.

432 Process Safety and Environmental Protection 8 9 ( 2 0 1 1 ) 424–433
Andonox KP-9
0.001
0.01
0.1
1
10
100
1000
10000
350300250200150100500Temperature (°C)
dT/d
t (°C
/min
)
Andonox KP-9
dt) v ®
Fig. 11 – Rate of change of temperature (dT/Andonox® KP-9 are 33, 99 and 179 ◦C, respectively. It is of notethat the lowest of the exothermic events observed by DSC isnot present in either ARC and Phi-Tec data with each providingan onset temperature in the range 66–70 ◦C leading to violentdecomposition.
The self-accelerating decomposition temperature (SADT)for Andonox® KP-9 is reported as 65 ◦C (in good accor-dance with the ARC and PhiTec data). Accordingly, having anSADT > 50 ◦C, under United Nations regulations the organicperoxide formulation does not require temperature controlduring storage or transportation. If emergency (Te) and controltemperature (Tc) were applied as per UN guidance for organicperoxides requiring temperature control, the following valueswould apply Te = 60 ◦C (5 ◦C below SADT), Tc = 55 ◦C (10 ◦C belowSADT).
However, given the fact that DSC experiments from a rangeof studies show significant decomposition events at lowertemperatures, it is not unreasonable that within a tempera-ture range of 55–60 ◦C, decomposition of monomer 1 mightbe expected to occur and lead to an increase in tempera-ture within materials being stored. The magnitude of thisinitial temperature increase would be largely dependent onthe quantity of MEKP monomer 1 present in the formulation.Manufacturer guidelines recommend storage temperaturesof <25 ◦C, preferably <20 ◦C to maximise shelf life. Studiesperformed indicate that these recommended storage tem-peratures, should be considered essential for storage andtransportation of MEKP formulations.
4. Conclusions
MEKP is a widely used organic peroxide, formulations of whichhave been the cause of several serious incidents over thepast five decades. Often leading to significant casualties andsubstantial damage, incidents involving MEKP formulationshave been encountered at every stage of the product lifetimeencompassing manufacture, transport, storage and end-userapplications.
MEKP is known to exist as several different peroxide specieswith most commercial formulations consisting primarily ofMEKP monomer 1 and dimer 2. However, variation of the ratios
of these species is considerable, even in formulations purport-ing to be of the same nominal composition.s temperature for Phi-Tec; Andonox KP-9.
DSC screening studies performed illustrate the wide rangeof monomer 1:dimer 2 ratio that exists in commercial MEKPformulations. High levels of monomer 1 must be assumed toreduce the thermal stability of MEPK formulations. ARC andPhi-Tec calorimetry studies on a representative formulationcontaining a monomer 1:dimer 2 decomposition ratio of 1:2.47indicates an onset value of 66–70 ◦C should be expected underlargely adiabatic conditions.
Indicative SADT values for MEPK formulations suggest thattemperature control is not required for MEKP formulations.Even on applying UN guidance on storage temperatures, thepermissible storage temperature ranges are close enough toMEKP thermal decomposition events to be of concern. Lowerstorage temperatures suggested by manufacturers to prolongshelf life should be considered as essential throughout theproduct lifecycle to ensure MEKP formulations are handledand stored safely.
Disclaimer
This publication and the work it describes were funded bythe Health and Safety Executive (HSE). Its contents, includ-ing any opinions and/or conclusions expressed, are those ofthe authors alone and do not necessarily reflect HSE policy.
References
Chang, R.H., Shu, C.M., Duh, Y.S., Jehng, 1, J.M., 2007. Calorimetricstudies on the thermal hazard of methyl ethyl ketoneperoxide with incompatible substances. J. Hazard. Mater. 141,762.
Chang, R.H., Tseng, J.M., Jehng, J.M., Shu, C.M., Hou, H.Y., 2006.Thermokinetic model simulations for methyl ethyl ketoneperoxide contaminated with H2SO4 or NaOH by DSC andVSP2. J. Therm. Anal. Calorim. 83, 57.
Duh, Y.S., Wu, X.H., Kao, C.S., 2008. Hazard ratings for organicperoxides. Process Safety Progress 23, 89.
Li, X., Koseki, H., Iwata, Y., Mok, Y.S., 2004. Decomposition ofmethyl ethyl ketone peroxide and mixtures with sulphuricacid. J. Loss Prev. Proc. Ind. 17, 23.
Lin, Y.F., Tseng, J.M., Wu, T.C., Shu, C.M., 2008. Effects of acetoneon methyl ethyl ketone peroxide runaway reaction. J. Hazard.Mater. 153, 1071.
Lin, W.H., Wu, S.H., Shiu, G.Y., Sheih, S.S., Shu, C.M., 2009.Self-accelerating decomposition temperature (SADT)
calculation of methyl ethyl ketone peroxide using an adiabaticcalorimeter and model. J. Therm. Anal. Calorim. 95, 645.
Process Safety and Environmental Protection 8 9 ( 2 0 1 1 ) 424–433 433
M
M
O
S
T
thermal decomposition of methyl ethyl ketone peroxide byDSC. Thermochim. Acta 430, 67.
ilas, N.A., Golubovic, A., 1959. Studies in organic peroxides XXV:preparation, separation and identification of peroxidesderived from methyl ethyl ketone and hydrogen peroxide. J.Am. Chem. Soc. 81, 5824.
iyake, A., Yamada, N., Ogawa, T., 2005. Mixing hazardevaluation of organic peroxides with other chemicals. J. Loss.Prev. Proc. Ind. 18, 380.
swald, A.A., Fernand, N., 1966. Hydroperoxide Amine Salts.US3236850.
wern, D., 1971. Organic Peroxides, vol. 2. Wiley Interscience,Chichester.
seng, J.M., Chang, Y.Y., Su, T.S., Shu, C.M., 2007. Study of thermal
decomposition of methyl ethyl ketone peroxide using DSCand simulation. J. Hazard. Mater. 142, 765.Tseng, J.M., Shu, C.M., 2010. Isothermal kinetic evaluation ofmethyl ethyl ketone peroxide mixed with acetone by TAMIIItests. Thermochim. Acta 507/508, 45.
Yeh, P.Y., Shu, C.-M., Duh, C.M.Y.S., 2003. Thermal hazard analysisof methyl ethyl ketone peroxide. Ind. Eng. Chem. Res.42, 1.
Yuan, M.H., Shu, C.M., Kossoy, A.A., 2005. Kinetics and hazards of