Embed Size (px)
Citation preview

Calibration of a Piezo-Electric Printhead in the Selective Inhibition Sintering (SIS) Process for Fabrication of High Quality Metallic Parts
Payman Torabi*, Matthew Petros*, Behrokh Khoshnevis*
*Daniel J. Epstein Department of Industrial and Systems Engineering, Los Angeles, CA 90089
Abstract Selective Inhibition Sintering (SIS) is a disruptive Additive Manufacturing process capable of printing parts from polymers, metals and ceramics. In this paper the application of a commercial piezo-electric printhead in SIS-metal is studied. This replaces the single-nozzle solenoid valve previously used in the process and allows the fabrication of high quality metallic parts due to smaller droplet sizes as well as high resolution printing mechanisms. A Design of Experiments (DoE) approach has been utilized to study the effects of important factors in printing the inhibitor. These factors include: composition of the inhibitor, quality of the print, and amount of fluid deposited for each layer. Based on the results of these experiments, parameters have been identified for the creation of highly accurate three-dimensional parts.
Introduction
Additive manufacturing Additive manufacturing (AM) processes fabricate physical objects directly from 3D models and other digital data sources through a layer by layer manufacturing process. There are many different processes with different methods for the fabrication of each layer of the part, but all share four common steps:
i) The part is first modeled in a CAD software in computer ii) The 3D model is sliced digitally into different layers with specific thicknesses iii) The physical part is built layer by layer in the AM process iv) The part is post-processed to achieve the desired aesthetics and/or mechanical
properties
Industrial processes are looking for ways to fabricate parts with higher qualities without sacrificing the production speed. With this end in mind, inkjet technologies present a tremendous opportunity to AM processes due to their high resolution and high speed print abilities. Therefore, integrating inkjet printing into a potential process can vastly increase its capabilities.
Use of inkjet printheads in AM Inkjet printing involves depositing droplets of ink as small as 10 microns in diameter under precise digital control. There are many different methods for generating and ejecting the droplets out of the print-head nozzles. Most of these methods can be classified into two main categories; continuous inkjet (CIJ) and drop-on-demand (DoD). This classification can be seen in Figure 1. Both methods print liquid through small orifices called nozzles. In CIJ the flow of the liquid is continuous. Conversely, DoD systems are impulsive, meaning small droplets are formed which can be positioned separately as needed [1].
323

Inkjet tecpolymersform witinkjet priin manuf
There is Figure 2technologare numeof a DOD
chnologies cs, and chemith appropriainting in mafacturing.
Figure 2: P
also a wide2E demonstrgy to print berous other AD piezoelectr
In
can be usedical compouate rheologicanufacturing
Possible routes
e range of aprates Three-binder onto aAM processric print-hea
nkjet
F
d to print difunds. The oncal propertie. Figure 2 su
s by which ink
pplications o-Dimensionaa powder beses that use iad in Selectiv
Drop‐on‐D
Continuou
igure 1: Class
fferent typesnly requiremes. This canummarizes p
kjet printing c
of inkjet techal Printing (d, fabricatininkjet printinve Inhibition
Demand (DOD
us Inkjet (CIJ)
sification of in
s of materiament is that thn lead to mapossible rou
an be used to
hnologies in(3DP) proce
ng the part lang, this papen Sintering (
D)
)S
nkjet technolog
als such as mhe fluid neeany differen
utes for using
create structu
n additive mess which uayer by layerer focuses oSIS).
Thermal
Piezoelectri
Other
Single jet
Multiple jets
gies [1]
metals, cerads to be in l
nt applicatiog this techno
ures [1]
manufacturinguses DOD ir. Although
on the applic
c
s
amics, liquid ns of ology
g [2]. inkjet there
cation
324

SelectivSIS is a nCaliforniprevent sthe buildinhibitor next layeare repeafurnace uthe ones the part. steps are
SIS-mas:
SIS-MeMuch resfor the pimportanresearch
ve Inhibitionovel AM pria [3]. The sintering. Fod tank. An i
is only deper is then sprated until alunder approptreated by tAn analogy summarized
metal has se
The machof expensThe procein other mSIS is farcreated wSince anyitself, the
etal Alphasearch has bprocess. Th
nt parametersis the sec
n Sinteringrocess develcore princip
or fabricatingnhibitor solu
posited on thread over thl the layers priate atmosthe inhibitor
would be tod in Figure 3
Figu
everal advan
hine will be sive laser or ess is faster
methods, the r more scala
without any rey needed supart surface
a Machine been conductis is evidens of the SIS cond genera
g oped by Pro
ple behind Sg a metallic pution is thenhe boundaryhe previous o
for the partsphere. In th. Finally, theo think of th3.
re 3: Steps for
ntages over o
much cheapelectron beasince only twhole area
able regardineduction in t
upports are ae quality is n
ted on SIS onced by theprocess [4,
ation of SI
of. Behrokh KSIS is inhibpart using Sn deposited
y of the partone and the t are comple
his stage, all e inhibited r
he part as if i
r part fabricat
other comm
per due to tham generatorthe boundaryinside the pang the size othe resolutioattached to
not affected.
over the laste quality of 5]. The SISS-metal. In
Khoshnevis iting selecte
SIS, a layer oonto select
t without affinhibitor is
eted. The paareas of the
regions are mit were insid
tion using SIS
mercially ava
he use of a crs y of the partart should beof the printeon of the builthe “sacrific
t decade resuf the printed-metal mach
n the previo
at the Univeed regions oof powder ised regions o
ffecting interdeposited ag
art is then be part will bmanually remde a sacrifici
S
ailable metal
commercial p
t needs to bee scanned ored parts. Bigld cial mold”,
ulting in sigd parts and hine developous machin
ersity of Souof the powds first spreadof the layerrnal regionsgain. These
bulk sinteredbe sintered emoved, reveial mold. Th
l processes,
printhead in
e treated whr treated [2]gger parts ca
and not the
gnificant prod optimizatioped in the cune develope
uthern der to d onto . The . The steps
d in a xcept
ealing e SIS
such
nstead
hereas
an be
e part
ogress on of urrent d by
325

Yoozbashused for and jettinthicknessgeneratioproof-of-
SIS-MeIn order their corruse of a market aprintheadan air bupiezoeleca dropleprintheadpropertiethe calibrmaterials
The Epso[8], was different
hizadeh [6], depositing tng force, ths were relation machine)-concept for
etal Beta Mto print highresponding pDOD high
are commercds. In a thermubble whichctric (PZT) ht by pushin
ds the bettees of the fluiration of thes for inhibitio
on Workforcchosen anddroplet size
Figu
a single Dohe inhibitor
he penetratioively large a and its resthe process
Machine h quality parpenetration resolution i
cial home-usmal printheah forces a head, a signang fluid outer choice foid being prine compositioon.
ce 30 (WF30d incorporates, resolution
ure 4: SIS-Met
oD solenoid nonto powde
on of the drat 800 micropective samfor metals a
rts, having cdepth onto inkjet printhse photo prid, a heated rdroplet of i
al is sent to tt of an orif
or this reseanted such ason of the flu
0), a high reted into thens and print
tal alpha mac
nozzle with er layers. Duroplets into ons. In Figu
mple parts arand specifica
ontrol over the powder
head is needinters whichresistor evapink onto ththe piezo actfice [7]. Tharch is theirs viscosity, uid easier an
esolution an SIS-metal
t qualities th
chine and som
an orifice siue to the lackthe powder
ure 4, the SIre shown. Tally for the fa
droplet sizesbed is a ne
ded. The moh utilize eithporates a smahe medium. tuators causihe greatestr higher tolsurface tens
nd enables th
nd high perfobeta machi
hat need to b
e sample part
ize of 0.005”k of control r and conseqS-metal alph
The alpha mabrication of
s deposited ecessity. For ost affordabher Thermalall portion oOn the oth
ing them to sadvantage
lerance for sion and denhe use of di
ormance pieine. This prbe calibrated
ts printed usin
” (0.127mmover drople
quently the ha machine
machine servf bronze part
on the layerr this purposle options il or Piezoeleof the ink forher hand, wsqueeze and that makes variances in
nsity. This mifferent cand
ezoelectric prrinthead prod to meet the
ng it
) was et size
layer (first ed as ts.
rs and se the in the ectric rming
with a form PZT
n the makes didate
rinter ovides e SIS
326

process rWF30 prdedicatedother thre
The SIS-printhead
CalibraThere are(inhibitorinhibitionFor the gUnfortunis fine-tupowder bresolution
InhibitoThe key concentrawater ansolution iinhibitionwas condfluid thatresearch penetratitheir jett
requirementsrinthead hasd to black coee color cart
-metal beta d, a controlle
ation of the two sets or) and the pn still occurgreatest lev
nately this inuned, the prbed. Depth n and surfac
or componentsation of sugd surfactant into the pown and the jetducted to fint play an im
provided son into the ability with
Figu
s. The calibrs three rowsolor cartridgtridges (Cyan
prototype mer board, mo
he Machinef parametersprint settingrs. Howeverel of inhibit
ncreases the vrint settings
of penetratce quality of
s of the inhibar determineare importa
wder. As wasttability and nd the optim
mportant rolesome candidpowder layethe new pr
ure 5: (a) SIS-
ration of thes of nozzles ges and one n, Magenta a
machine conotion control
e Paramets that play kgs. The fluid, these two tion to occuviscosity of are importa
tion determithe finished
bitor solutioes the degreant in the jets previously the penetrati
mum compos in its jettabdate solutioer and the drinthead. Fo
Metal beta ma
e parameterswith eachrow is divid
and Yellow)
nsists of a thsoftware an
ters key roles in td should beproperties o
ur, the fluidthe fluid wh
ant in calibrines the layd part.
on are water,ee of inhibitittability of tmentioned, tion of the sosition of the bility are vison compositdegree of inhor this purpo
achine (b) Blo
s will be disrow containded into thre) [9].
hree-axis mond user-interf
the process;e fine-tuned of the fluid d should conhich reducesrating the d
yer thickness
, sugar, and ion that can the solution there is a tra
olution. Therinhibitor socosity and stions based hibition. Theose their vis
ock diagram o
scussed in laning 180 noee 60-nozzle
otion systemface softwar
the compossuch that i
are at odds ntain a highs its jettabilitdepth of pens, which in
an industriabe achievedas well as p
ade-off betwrefore a serieolution. The surface tensid on the inese solutionscosities we
of the machine
ater sectionsozzles. Two e sections fo
m, a piezoelere (Figure 5)
sition of the it is jettablewith each o
h level of soty. Once the netration int
turn affect
al surfactantd. The amoupenetration o
ween the degres of experimproperties o
ion. Previounhibitors easns were teste
re measured
e
. The rows
or the
ectric ).
fluid e and other. olute. fluid
o the ts the
t. The unt of of the ree of ments of the s SIS se of ed for d and
327

comparedviscositydetermin
The expestrain, anink and th
Table 1: V
Table 2: V
The averink was 1
Printer As mentiand resolfactors ainhibitor
d to the viscy approximaning the visco
erimental pand a varyinghe chosen in
Viscosity test r
Fre
Viscosity test r
Fre
rage viscosit17.4 cP.
Settings ioned earlierlution of the
along with thfluid into th
cosity of theately matchinosities of the
Figu
arameters forg frequency tnhibitor solu
results for mag
equency 8Hz
10Hz 12Hz
results for inhi
equency 8Hz
10Hz 12Hz
ty of the inhi
r, Epson WFe prints, andhe number o
he powder, p
original Epng the ink. e inhibitor so
ure 6: AR 2000
r the rheomethat ranged f
ution are show
genta ink
ibitor solution
ibitor solutio
F30 provided the numbeof prints onowder surfa
pson ink. ThFigure 6 s
olutions and
0ex viscosity te
eter were setfrom 1Hz- 3wn respectiv
n
on is 12.2 cP
es different or of nozzles
n each layer ace quality af
e goal was tshows the ethe ink.
est equipment
t at a consta35 Hz. The rvely in Table
V
V
P and the av
options for ts engaged inr determine fter droplet d
to choose thexperimenta
t
ant temperaturesults for the 1 and Tabl
Viscosity 19.3 cP 16.6 cP 16.2 cP
Viscosity 11.7 cP 12.3 cP 12.5 cP
verage visco
the ink dropn the printinthe penetratdeposition, a
he solution wal setup use
ure of 24 oChe original Ele 2.
sity of the E
plet sizes, qung process. Ttion depth oand print spe
with a d for
C, 1% Epson
Epson
uality These of the eed.
328

Before calibrating the printer settings, the powder layer thickness needed to be adjusted. The metal powder used in this research was a fully alloyed bronze with chemical composition presented in Table 3. The powder particle size has a distribution of 98.7% -325mesh, 1.3% -200/+325mesh as reported by the manufacturer. Thus, the layer thickness cannot theoretically be less than the largest particle size, approximately 80 µm. For calibration of the layer thickness, the current spreading mechanism in the machine was used to spread layers with differing thicknesses. The minimum layer thickness that could be spread consistently was 120 microns. This layer thickness was used in the determining the print settings. It should be noted that the SIS process is applicable to smaller layer thicknesses. The limiting factor in the current study was the particle size.
Table 3: Chemical Composition of the used bronze powder
Copper 90% Tin 10.00% Lead 0.025% Zinc 0.04% Iron 0.058% Phosphorous 0.085%
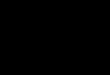
A design of experiments approach was utilized here to investigate the significant and optimum values of the print parameters. The goal was to choose the best combination of factors that gives a depth of penetration of slightly more than 120 microns, an acceptable surface quality, and a satisfactory print speed. Each DoE consisted of a set of small squares printed on a thick layer of loose powder. Each square was printed with a unique combination of the controllable factors. The factors included: printed color which determines the number of nozzles engaged, print quality which determines the droplet sizes, and number of passes which directly affects the penetration depth as well as the surface quality. Three different levels were considered for each factor. The factors and their corresponding levels can be seen in Table 4.
Table 4: Important factors and their levels used in the DOE
Levels
Factor Description 0 1 2 1 Color Cyan Magenta Both (Blue) 2 # of Passes 4 7 10 3 Print Quality Text/Image Photo Best Photo
The experimental design is shown in Figure7a. Table 5 shows the print factors for the first 5 squares of the experiment. After printing the squares with their assigned factors, they were bulk sintered in the furnace. The inhibited powder in the printed areas was then removed (Figure7b). As can be seen in the figure, the final part consists of small squares with different depths of penetration. By measuring the depth of each square and visually comparing the surface qualities, the settings that give the most penetration depths as well as the best surface qualities were determined. The experiment was repeated a three times to ensure repeatability.
329

Table 5: F
Square N
1
2
3
4
5
Based on(which eThis resuillustrateprint quaslightly ospeed andifferent machine.
T
Fa
Sp
Su
Pe
Factor combin
No.
n these expequals to an ults in a fass the penetra
alities. As shover 120 mind surface q
print qualit.
able 6: Comp
actors\print q
peed
urface qualit
enetration de
nations for the
Color
Cyan (C)
Blue (B)
Blue (B)
Magenta (M
Cyan (C)
periments, itRGB value
ster printingation depth vown in the fcrons as des
quality are aties. Based
arison of diffe
qualities
ty
epth
Figure 7:(
first 5 square
N
1
1
4
M) 1
4
t was obser of R0, G0,
g process duvs. number ofigure, four psired. To chalso consideon the tabl
erent print qu
Text/Im
High
Low
Low
(a) Experimen
es
No. of Print
10
10
4
10
4
rved that pr, and B255)ue to less pof prints for prints with boose amongered. Table le, photo qu
ualities
mage
ntal design (b)
ts Prin
Pho
Tex
Bes
Bes
Pho
rinting with gives the g
passes requirprinting wit
both colors pg the print q6 summariz
uality is set
Photo
Med
High
High
) The printed
nt Quality
oto (p)
xt/Image (TI
st Photo (BP
st Photo (BP
oto (P)
both colorgreatest deptred for eachth both color
provide a depqualities othezes the comt as the prin
Best P
Low
High
Med
part
)
)
)
s simultaneth of penetrah layer. Figurs under diffpth of penetrer factors su
mparison betnt quality o
Photo
ously ation. ure 8 ferent ration
uch as tween of the
330

MinimuOnce thefabricateminimum
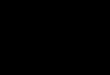
Figure 9 there areinhibitedsmallest can be pr
The resul
Figure 8: Pen
um feature optimum d in order to
m hole dimen
illustrates te square hold. On the le
gap size. Firinted with th
Fi
lts of the me
netration dept
re experimparameters
o test differensions and m
the design ples with dif
eft several lnally, the shhis machine
igure 9: Fabri
easured featu
th vs. no. of pr
ment for the solu
ent features ominimum gap
art fabricatefferent dimeines with dhapes on theunder the de
icated part for
ures are dem
rints for both
ution and thof the machip sizes.
ed to test theensions whicdifferent thice right demoefined param
r testing the r
monstrated in
colors with di
he printer wine, such as
e resolution ch show thcknesses areonstrate the mmeters.
resolution of th
n Table 7.
ifferent print
were determthe minimum
of the machhe smallest he printed thminimum w
he machine
qualities
mined, parts m wall thick
hine. On thehole that ca
hat determinwall thickness
were kness,
e top, an be
ne the s that
331

ConcluIn this rea high rethe high experimemanufactbeta mac
Future The futumechanicsurface qshapes an
Table 7
FeatGapSquWal
sion esearch an adesolution pie
potentials ents are alsoturing of me
chine.
Researchure researchecal propertiequality of thnd generate l
7: Feature siz
ture p size are Hole Sill Thickness
dditive manuezo-electric pof the SIS
o carried ouetallic parts.
es will be ces of the parhe parts, andlayer slices s
Figure 10: Ba
e measuremen
de s
ufacturing mprinthead. Tprocess in
ut with the mFigure 10 re
concentratedt such as thed developinspecifically
asic shapes fa
nts
Measu330 820 250
machine wasThe develope
the additivemachine to tepresents so
d on the robeir strength a
ng slicing sofor the SIS p
bricated with
urements (m
s designed aned SIS-metae manufactutest and verme basic pa
bustness of and porosityoftware that process.
the SIS-meta
microns)
nd manufactal beta machuring field. rify its capaarts fabricate
the machiney, studying t can handle
al process
tured that uthine demonst
The prelimability in added with SIS-m
e, improvinthe shrinkage complicate
tilizes trates
minary ditive metal
g the e and ed 3d
332

References
[1] Hutchings, Ian M., and Graham D. Martin, eds. Inkjet technology for digital fabrication. John Wiley & Sons, 2012.
[2] Gibson, Ian, David W. Rosen, and Brent Stucker. Additive manufacturing technologies. New York: Springer, 2010.
[3] Khoshnevis, Behrokh, et al. "SIS–a new SFF method based on powder sintering." Rapid Prototyping Journal 9.1 (2003): 30-36.
[4] Asiabanpour, Bahram, et al. "Advancements in the SIS process." Proceedings from the 14th SFF Symposium, Austin, Texas. 2003.
[5] Behrokh Khoshnevis, Mahdi Yoozbashizadeh, Yong Chen, (2012) "Metallic part fabrication using selective inhibition sintering (SIS)", Rapid Prototyping Journal, Vol. 18 Iss: 2, pp.144 – 153
[6] Yoozbashizadeh, Mahdi. Metallic part fabrication with selective inhibition sintering (SIS) based on microscopic mechanical inhibition. University of Southern California, 2012.
[7] Ink Jet Printers Technical Brief. (2007, May 1). Epson
[8] Epson Micro Piezo Print Head Technology. (2010, January 1). Epson Exceed Your Vision.
[9] Kwan, Joyce G. Design of electronics for a high-resolution, multi-material, and modular 3D printer. Diss. Massachusetts Institute of Technology, 2013.
333