Embed Size (px)
DESCRIPTION
fghjdfgh
Citation preview

CNC MACHINES
Advantages
Increased productivity� Reduced tool/fixture storage and cost� Faster setup time� Reduced parts inventory� Flexibility that speeds changes in design� Better accuracy of parts� Reduction in parts handling� Better uniformity of parts� Better quality control� Improvement in manufacturing control�
Disadvantages/Limitations
Increase in electrical maintenance� High initial investment� Higher per-hour operating cost than traditional machine tools� Retraining of existing personnel�
AXIS REPRESENTATION
All computer controlled machines are able to accurately and repeatedly control motion in various directions. Each of these directions of motion is called an axis. Depending on the machine type there are commonly two to five axes. Additionally, a CNC axis may be either a linear axis in which movement is in a straight line, or a rotary axis with motion following a circular path.
Important terms related to CNC machining

• Machine Zero - Machine zero is a point at the origin of the machine’s coordinate measuring system. All the Axis movements and other dimensions are measured from this point. It is similar to the origin of coordinate measuring system.
• Machine reference point - It refers to the initial point of return for the purpose of measuring/feedback systems. Whenever a CNC machine is switched on the feedback system has to be initialized by referring this point on every axis.
Tool Reference Point - The precise location on a tool from which the tool's dimensions are measured. If you measure tools outside of the machine, then the reference points on the tool, tool holder and spindle are of importance, because the control must reference the geometry information (such as length and radius) of a tool to a certain point on the spindle in order to apply the coordinate values from the machining program to the work piece precisely.
• Work Zero - This is the origin for the measuring of dimensions of work piece. The programmer is free to select it anywhere on the drawing.
· Absolute measuring system - In this measuring system all the dimensions are made from the work zero, which defined. The machine control uses work zero as the reference point to position the tool during program execution. The main advantage of programming in absolute system is that any point can be readily changed without affecting subsequent dimensions
• Incremental measuring system - The movements are based on the change in position between two successive points. It expresses the relative distance between the current location and the next position. This type of measuring system is called Incremental Measuring system. The main advantage of this system is that sum of the dimensions must always be zero if start point and finishing point is same at the end of programming which makes it easy to check a program.
• Axis designation (conventions) - Axis designation for each type of machine tool is suggested in the EIA (Electronic Industries Association) RS 274-B standard. This conforms to ISO Recommendations R831. The nomenclature of the three main axes (X, Y AND Z) is based on the “Left hand rule”. The thumb indicates the orientation of the X-axis; the index finger indicates the Y-Axis, and the middlefinger points in the direction of the Z-axis.
· Tool and tool offset - The T function is used to call the particular tool and tool offset in the program. The tool offset is used to correct the values entered in the coordinate system preset block. Using the tool offsets, it is easy to set up the tools and to make adjustments in part size.
• Spindle speed - The spindle speed is the rotational frequency of the spindle of the machine, measured in revolutions per minute (RPM). The preferred speed is determined based on the material being cut. Using the correct spindle speed for the material and tools will greatly affect tool life and the quality of the surface finish.
· Feed rate - Feed rate is the velocity at which the cutter is fed, that is, advanced against the work piece. It is expressed in units of distance per revolution for turning and boring (millimeters per revolution). For milling it is expressed in units of distance per time for milling (millimeters per minute).
· Cutting Speed - Cutting speed may be defined as the rate (or speed) that the material moves past the cutting edge of the tool , irrespective of the machining operation used — the surface speed.

Programming Format
Word address is the most common programming format used for CNC programming systems. This format contains a large number of different codes (preparatory and miscellaneous) that transfers program information from the part print to machine servos, relays, micro-switches, etc., to manufacture a part. These codes, which conform to EIA (Electronic Industries Association) standards, are in a logical sequence called a block of information. Each block should contain enough information to perform one machining operation.
Word Address Format
Every program for any part to be machined must be put in a format that the machine control unit can understand. The format used on any CNC machine is built in by the machine tool builder and is based on the type of control unit on the machine. A variable- block format which uses words (letters) is most commonly used. Each instruction word consists of an address character, such as X, Y, Z, G, M, or S. Numerical data follows this address character to identify a specific function such as the distance, feed rate, or speed value. The address code G90 in a program, tells the control that all measurements are in the absolute mode. The code G91, tells the control that measurements are in the incremental mode.
Machine Zero Point

THE MACHINE ZERO POINT CAN BE SET BY THREE METHODS By the operator,� manually by a programmed absolute zero shift, or� By work coordinates, to suit the holding fixture or the part to be machined.�
MANUAL SETTING – The operator can use the MCU controls to locate the spindle over the desired part zero and then set the� X and Y coordinate registers on the console to zero.
ABSOLUTE ZERO SHIFT – The absolute zero shift can change the position of the coordinate system by a command in the CNC� program. The programmer first sends the machine spindle to home zero position by a G28 command in the program. Then another command (G92 for absolute zero shift) tells the MCU how far from the home zero location, the coordinate system origin is to be positioned as shown in the Fig.
Work Settings and Offsets

All CNC machine tools require some form of work setting, tool setting, and offsets (compensation) to place the cutter and work in the proper relationship. Compensation allows the programmer to make adjustments for unexpected tooling and setup conditions.
Work Coordinates
In absolute positioning, work coordinates are generally set on one edge or corner of a part and all programming is generally taken from this position. In Fig. 20, the part zero is used for all positioning for hole locations 1, 2, and 3.
In incremental positioning, the work coordinates change because each location is the zero point for the move to the next location, Fig. 21. On some parts, it may be desirable to change from absolute to incremental, or vice versa, at certain points in the job. Inserting the G90 (absolute) or the G91 (incremental) command into the program at the point where the change is to be made can do this.
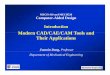
Right-Hand Thumb Rule

The Cartesian coordinate system herein refers to the standard coordinate system of an CNC Machine Tool's six primary axes A, B, C, X, Y, and Z Axes. The Right-Hand Rule is used to determine both the Axis Designation and Axis Direction.
Axis Designation
This first part uses the coordinate system right-hand rule to show the axis designations of the three primary linear axes, X axis, Y axis, and Z axis. The axes letter names are designated by the relationship shown on the image to the right. The thumb, index finger, and middle finger of the right hand are held so that they form three angles positioned 90 degrees from each other. The thumb represents X axis, the index finger Y axis, and the middle finger Z axis.
Understanding the right-hand rule along with some machine tool builder guidelines makes it possible to determine axis designations on a machine that one is not familiar with. The first machine tool builder guideline is, the linear axis that moves parallel to the main spindle's centerline is designated Z axis.
The second machine tool builder guideline that pertains to a milling type machine is, the longest travel axis is designated X axis. The only axis left since this article refers to machines with the three primary linear axes is Y axis. The object now is to rotate your hand until your thumb is parallel to X and your middle finger is parallel to Z axes then, your index finger will be parallel Y axis.
The three primary rotary axes are A, B, and C. Each one is designated by identifying the primary linear axis that its rotary plane is perpendicular to. That plane could be said to rotate around the linear axis it is relative to. A axis rotates around X axis, B axis rotates around Y axis, and C axis rotates around Z axis. A B C is in order respectively with X Y Z. One way to remember that is with this little rhyme. A B C, X Y Z. The small image to the right demonstrates A axis relative to X axis.

Wedge Angle
Common to all cutting tools is the wedge shape. The section through the wedge has the shape of a tapering triangle. The line of intersection of both lateral wedge surfaces is known as the cutting edge. The wedge surfaces enclose the wedge angle (β).
Shoulder Machining:
Shoulder Machining generates two faces simultaneously, which requires peripheral Machining in combination with face Machining. Achieving a true, ninety degree shoulder, is one of the most important requirements.
Shoulder Machining can be performed by traditional square shoulder cutters, and also by using end milling cutters, long edge cutters and side and face milling cutters. Due to these numerous options, it is essential to consider the operational requirements carefully to make an optimal choice.
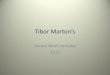
A single point cutting tool consists of a sharpened cutting part and the shank and main parts or elements which are:1: Shank: It is the main body of the tool.

2: Flank: The surface or surfaces below the adjacent to the cutting edge is called flank of the tool.3: Face The surface on which the chip slides is called the face of the tool.4: Heel It is the intersection of the flank and the base of the tool.5: Nose It is the point where the side cutting edge and end cutting edge intersect.6: Cutting Edge It is the edge on the face of the tool which removes the material from the work piece. The cutting edge consists of the side cutting edge(major cutting edge) and cutting edge(minor cutting edge) and the nose.
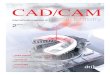
1: Side Cutting Edge Angle: The angle between side cutting edge and the side of the tool shank is called side cutting edge angle. It is often referred to as the lead angle.2: End Cutting Edge Angle: The angle between the end cutting edge and a line perpendicular to the shank of the tool shank is called end cutting edge angle.3: Side Relief Angle: The angle between the portion of the side flank immediately below the side cutting edge and a line perpendicular to the base of the tool.4: End Relief Angle: The angle between the end flank and the line perpendicular to the base of the tool is called end relief angle.5: Back Rake Angle: The angle between the face of the tool and line perpendicular to the base of the tool measures on perpendicular plane through the side cutting edge. It is the angle which measures the slope of the face of the tool from the nose, towards the rack. If the slope is downward the nose it is negative back rake.

6: Side Rake Angle: The angle between the face of the tool and a line parallel to the base of the tool measured on plane perpendicular to the base and the side edge. It is the angle that measure the slope of the tool face from the cutting edge, if the slope is towards the cutting edge it is negative side rake angle and if the slope is away from the cutting edge, it is positive side rake angle. If there is no slope the side rake angle is zero.