Embed Size (px)
Citation preview

MODULE – 2
Numerical Control (NC)
Numerical control (NC) refers to the automation of machine tools that are operated by
abstractly programmed commands encoded on a storage medium, as opposed to manually
controlled via handwheels or levers or mechanically automated via cams alone. The first
NC machines were built in the 1940s and 50s, based on existing tools that were modified
with motors that moved the controls to follow points fed into the system on paper tape.
These early servomechanisms were rapidly augmented with analog and digital
computers, creating the modern computer numerical controlled (CNC) machine tools
that have revolutionized the design process.
In modern CNC systems, end-to-end component design is highly automated using
CAD/CAM programs. The programs produce a computer file that is interpreted to extract
the commands needed to operate a particular machine, and then loaded into the CNC
machines for production. Since any particular component might require the use of a
number of different tools - drills, saws, etc. - modern machines often combine multiple
tools into a single "cell". In other cases, a number of different machines are used with an
external controller and human or robotic operators that move the component from
machine to machine. In either case the complex series of steps needed to produce any part
is highly automated and produces a part that closely matches the original CAD design.
Computer Numerical Control (CNC)
Many of the commands for the experimental parts were programmed "by hand" to
produce the punch tapes that were used as input. While the system was being
experimented with, John Runyon made a number of subroutines on the famous
Whirlwindd to produce these tapes under computer control. Users could input a list of
points and speeds, and the program would generate the punch tape. In one instance, this
process reduced the time required to produce the instruction list and mill the part from 8
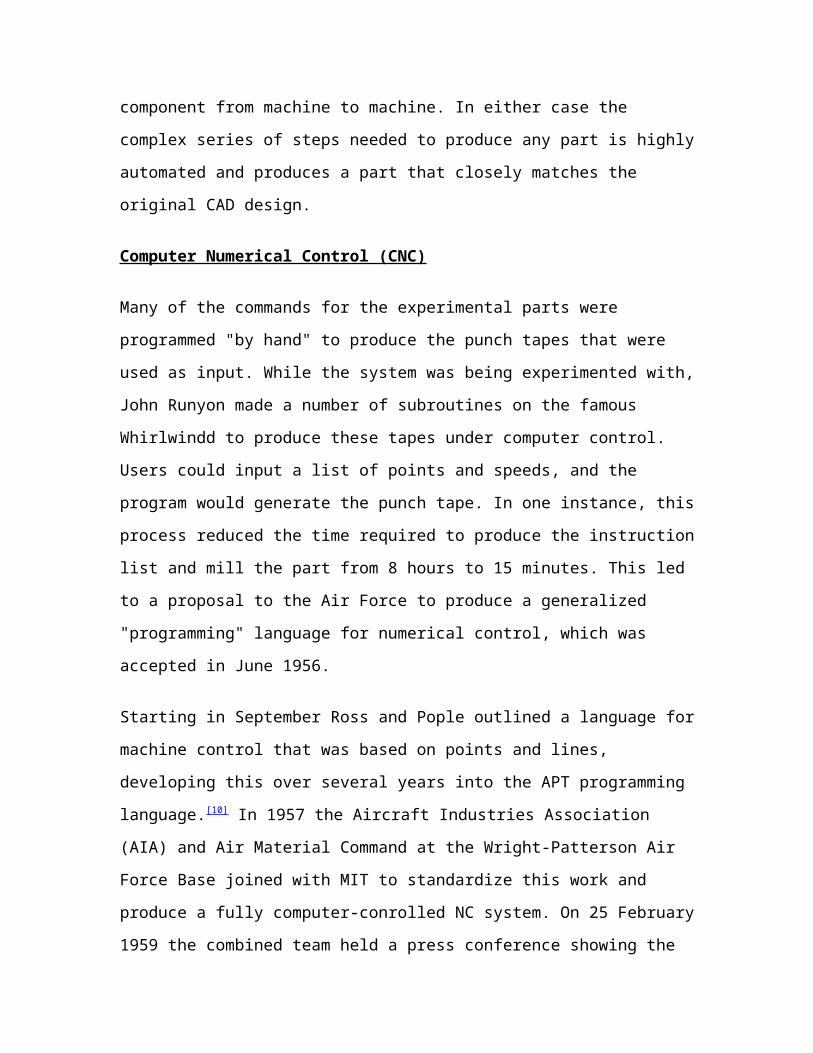
hours to 15 minutes. This led to a proposal to the Air Force to produce a generalized
"programming" language for numerical control, which was accepted in June 1956.
Starting in September Ross and Pople outlined a language for machine control that was
based on points and lines, developing this over several years into the APT programming
language.[10] In 1957 the Aircraft Industries Association (AIA) and Air Material
Command at the Wright-Patterson Air Force Base joined with MIT to standardize this
work and produce a fully computer-conrolled NC system. On 25 February 1959 the
combined team held a press conference showing the results, including a 3D machined
aluminum ash tray that was handed out in the press kit.[14]
Meanwhile, Patrick Hanratty was making similar developments at GE as part of their
partnership with G&L on the Numericord. His language, PRONTO, beat APT into
commercial use when it was "released" in 1958.[15] Hanratty then went on to develop
MICR magnetic ink characters that were used in cheque processing, before moving to
General Motors to work on the groundbreaking DAC-1 CAD system.
APT was soon extended to include "real" curves in 2D-APT-II. With its release, MIT
reduced its focus on CNC as it moved into CAD experiments. APT development was
picked up with the AIA in San Diego, and in 1962, to Illinois Institute of Technology
Research. Work on making APT an international standard started in 1963 under USASI
X3.4.7, but many manufacturers of CNC machines had their own one-off additions (like
PRONTO), so standardization was not completed until 1968, when there were 25
optional add-ins to the basic system.[14]
Just as APT was being released in the early 1960s, a second generation of lower-cost
transistorized computers was hitting the market that were able to process much larger
volumes of information in production settings. This so lowered the cost of implementing
a NC system that by the mid 1960s, APT runs accounted for a third of all computer time
at large aviation firms.
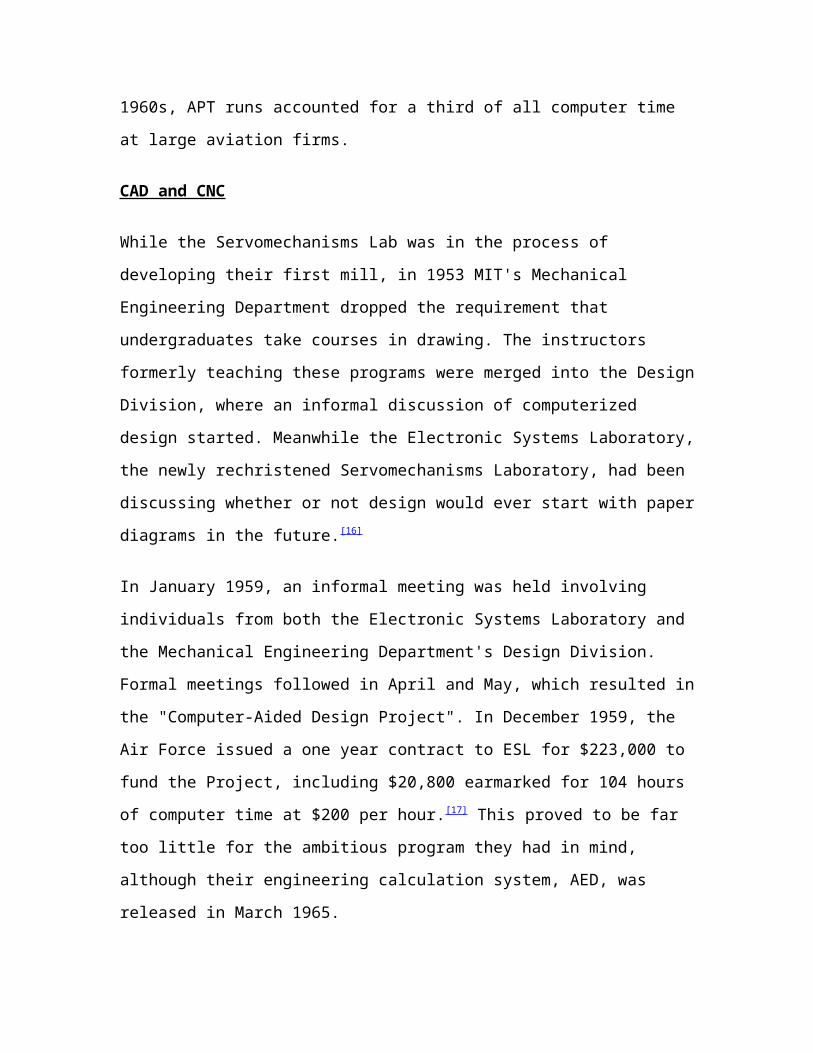
CAD and CNC

While the Servomechanisms Lab was in the process of developing their first mill, in 1953
MIT's Mechanical Engineering Department dropped the requirement that undergraduates
take courses in drawing. The instructors formerly teaching these programs were merged
into the Design Division, where an informal discussion of computerized design started.
Meanwhile the Electronic Systems Laboratory, the newly rechristened Servomechanisms
Laboratory, had been discussing whether or not design would ever start with paper
diagrams in the future.[16]
In January 1959, an informal meeting was held involving individuals from both the
Electronic Systems Laboratory and the Mechanical Engineering Department's Design
Division. Formal meetings followed in April and May, which resulted in the "Computer-
Aided Design Project". In December 1959, the Air Force issued a one year contract to
ESL for $223,000 to fund the Project, including $20,800 earmarked for 104 hours of
computer time at $200 per hour.[17] This proved to be far too little for the ambitious
program they had in mind, although their engineering calculation system, AED, was
released in March 1965.
In 1959 General Motors started an experimental project to digitize, store and print the
many design sketches being generated in the various GM design departments. When the
basic concept demonstrated that it could work, they started the DAC-1 project with IBM
to develop a production version. One part of the DAC project was the direct conversion
of paper diagrams into 3D models, which were then converted into APT commands and
cut on milling machines. In November 1963 a trunk lid design moved from 2D paper
sketch to 3D clay prototype for the first time.[18] With the exception of the initial sketch,
the design-to-production loop had been closed.
Meanwhile MIT's offsite Lincoln Labs was building computers to test new transistorized
designs. The ultimate goal was essentially a transistorized Whirlwind known as TX-2, but
in order to test various circuit designs a smaller version known as TX-0 was built first.
When construction of TX-2 started, time in TX-0 freed up and this led to a number of
experiments involving interactive input and use of the machine's CRT display for
graphics. Further development of these concepts led to Ivan Sutherland's groundbreaking
Sketchpad program on the TX-2.
Sutherland moved to the University of Utah after his Sketchpad work, but it inspired
other MIT graduates to attempt the first true CAD system, Electronic Drafting Machine
(EDM). It was EDM, sold to Control Data and known as "Digigraphics", that Lockheed
used to build production parts for the C-5 Galaxy, the first example of an end-to-end
CAD/CNC production system.
By 1970 there were a wide variety of CAD firms including Intergraph, Applicon,
Computervision, Auto-trol Technology, UGS Corp. and others, as well as large vendors
like CDC and IBM.
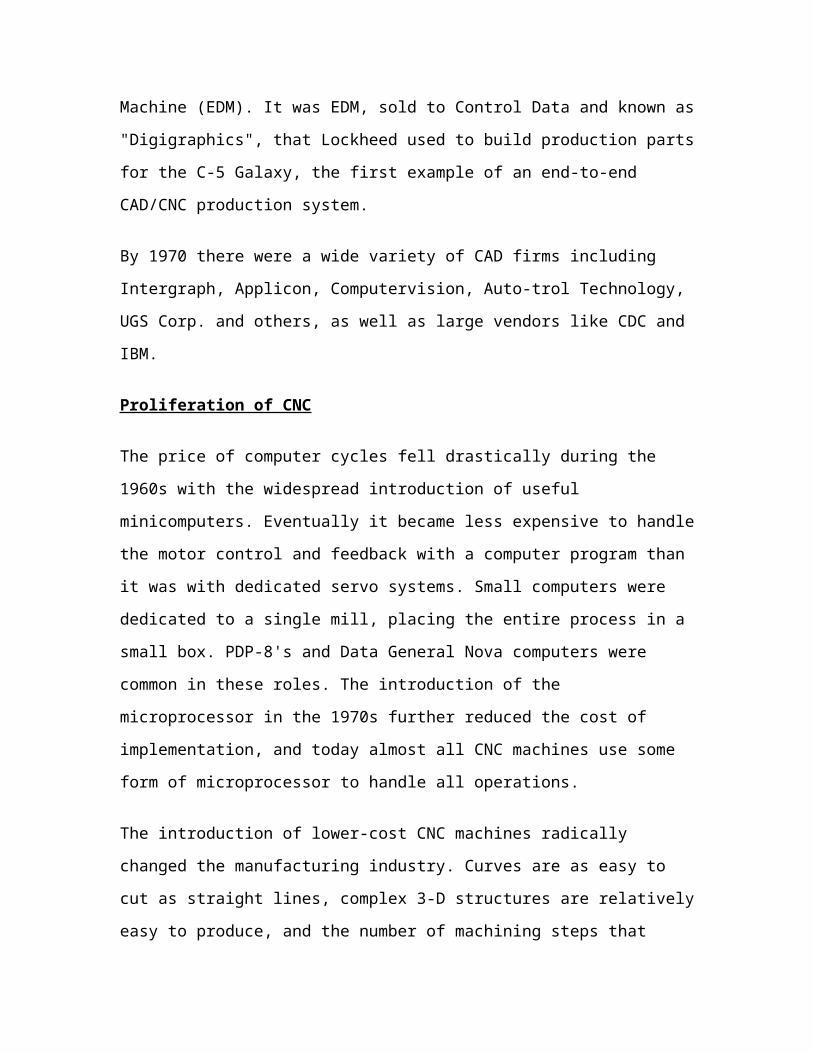
Proliferation of CNC
The price of computer cycles fell drastically during the 1960s with the widespread
introduction of useful minicomputers. Eventually it became less expensive to handle the
motor control and feedback with a computer program than it was with dedicated servo
systems. Small computers were dedicated to a single mill, placing the entire process in a
small box. PDP-8's and Data General Nova computers were common in these roles. The
introduction of the microprocessor in the 1970s further reduced the cost of
implementation, and today almost all CNC machines use some form of microprocessor to
handle all operations.
The introduction of lower-cost CNC machines radically changed the manufacturing
industry. Curves are as easy to cut as straight lines, complex 3-D structures are relatively
easy to produce, and the number of machining steps that required human action have
been dramatically reduced. With the increased automation of manufacturing processes
with CNC machining, considerable improvements in consistency and quality have been
achieved with no strain on the operator. CNC automation reduced the frequency of errors
and provided CNC operators with time to perform additional tasks. CNC automation also
allows for more flexibility in the way parts are held in the manufacturing process and the
time required to change the machine to produce different components.

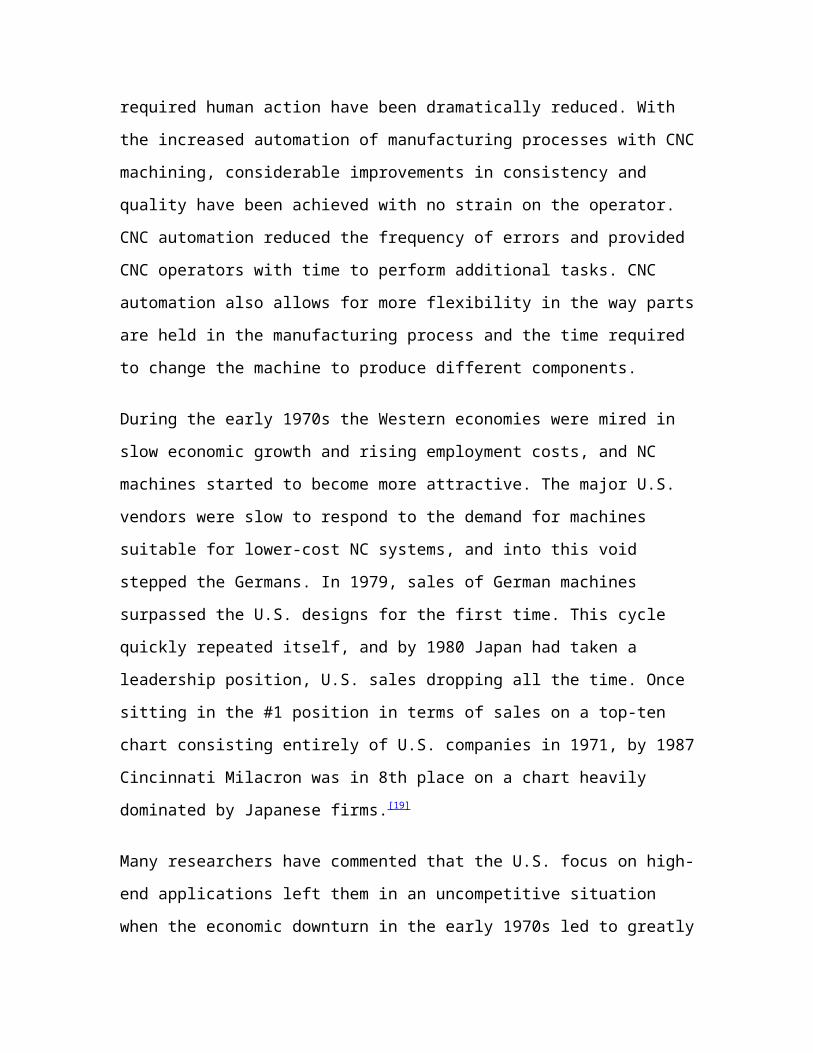
During the early 1970s the Western economies were mired in slow economic growth and
rising employment costs, and NC machines started to become more attractive. The major
U.S. vendors were slow to respond to the demand for machines suitable for lower-cost
NC systems, and into this void stepped the Germans. In 1979, sales of German machines
surpassed the U.S. designs for the first time. This cycle quickly repeated itself, and by
1980 Japan had taken a leadership position, U.S. sales dropping all the time. Once sitting
in the #1 position in terms of sales on a top-ten chart consisting entirely of U.S.
companies in 1971, by 1987 Cincinnati Milacron was in 8th place on a chart heavily
dominated by Japanese firms.[19]
Many researchers have commented that the U.S. focus on high-end applications left them
in an uncompetitive situation when the economic downturn in the early 1970s led to
greatly increased demand for low-cost NC systems. Unlike the U.S. companies, who had
focused on the highly profitable aerospace market, German and Japanese manufacturers
targeted lower-profit segments from the start and were able to enter the low-cost markets
much more easily.[19][20]
Although modern data storage techniques have moved on from punch tape in almost
every other role, tapes are still relatively common in CNC systems. This is because it was
often easier to add a punch tape reader to a microprocessor controller than it was to re-
write large libraries of tapes into a new format. One change that was implemented fairly
widely was the switch from paper to mylar tapes, which are much more mechanically
robust. Floppy disks, USB flash drives and local area networking have replaced the tapes
to some degree, especially in larger environments that are highly integrated.
The proliferation of CNC led to the need for new CNC standards that were not
encumbered by licensing or particular design concepts, like APT. A number of different
"standards" proliferated for a time, often based around vector graphics markup languages
supported by plotters. One such standard has since become very common, the "G-code"
that was originally used on Gerber Scientific plotters and then adapted for CNC use. The
file format became so widely used that it has been embodied in an EIA standard. In turn,
G-code was supplanted by STEP-NC, a system that was deliberately designed for CNC,
rather than grown from an existing plotter standard.
A more recent advancement in CNC interpreters is support of logical commands, known
as parametric programming. Parametric programs include both device commands as well
as a control language similar to BASIC. The programmer can make if/then/else
statements, loops, subprogram calls, perform various arithmetic, and manipulate variables
to create a large degree of freedom within one program. An entire product line of
different sizes can be programmed using logic and simple math to create and scale an
entire range of parts, or create a stock part that can be scaled to any size a customer
demands.
As digital electronics has spread, CNC has fallen in price to the point where hobbyists
can purchase any number of small CNC systems for home use. It is even possible to build
your own.
Direct Numerical Control (DNC)
Direct Numerical Control, also known as Distributed Numerical Control, (both DNC)
is a common manufacturing term for networking CNC machine tools. On some CNC
machine controllers, the available memory is too small to contain the machining program
(for example machining complex surfaces), so in this case the program is stored in a
separate computer and sent Direct to the machine, one block at a time. If the computer is
connected to a number of machines it can Distribute programs to different machines as
required. Usually, the manufacturer of the control provides suitable DNC software.
However, if this provision is not possible, some software companies provide DNC
applications that fulfill the purpose. DNC networking or DNC communication is always
required when CAM programs are to run on some CNC Machine control.
Programmable logic Controllers
A programmable logic controller (PLC) or programmable controller is a digital
computer used for automation of electromechanical processes, such as control of
machinery on factory assembly lines, amusement rides, or lighting fixtures. PLCs are
used in many industries and machines, such as packaging and semiconductor machines.
Unlike general-purpose computers, the PLC is designed for multiple inputs and output
arrangements, extended temperature ranges, immunity to electrical noise, and resistance
to vibration and impact. Programs to control machine operation are typically stored in
battery-backed or non-volatile memory. A PLC is an example of a real time system since
output results must be produced in response to input conditions within a bounded time,
otherwise unintended operation will result.
The main difference from other computers is that PLCs are armored for severe conditions
(such as dust, moisture, heat, cold) and have the facility for extensive input/output (I/O)
arrangements. These connect the PLC to sensors and actuators. PLCs read limit switches,
analog process variables (such as temperature and pressure), and the positions of complex
positioning systems. Some use machine vision. On the actuator side, PLCs operate
electric motors, pneumatic or hydraulic cylinders, magnetic relays, solenoids, or analog
outputs. The input/output arrangements may be built into a simple PLC, or the PLC may
have external I/O modules attached to a computer network that plugs into the PLC.

System scale
A small PLC will have a fixed number of connections built in for inputs and outputs.
Typically, expansions are available if the base model has insufficient I/O.
Modular PLCs have a chassis (also called a rack) into which are placed modules with
different functions. The processor and selection of I/O modules is customised for the
particular application. Several racks can be administered by a single processor, and may
have thousands of inputs and outputs. A special high speed serial I/O link is used so that
racks can be distributed away from the processor, reducing the wiring costs for large
plants.
User interface
PLCs may need to interact with people for the purpose of configuration, alarm reporting
or everyday control.
A Human-Machine Interface (HMI) is employed for this purpose. HMIs are also referred
to as MMIs (Man Machine Interface) and GUI (Graphical User Interface).
A simple system may use buttons and lights to interact with the user. Text displays are
available as well as graphical touch screens. More complex systems use a programming
and monitoring software installed on a computer, with the PLC connected via a
communication interface.
Communications
PLCs have built in communications ports usually 9-Pin RS232, and optionally for RS485
and Ethernet. Modbus or DF1 is usually included as one of the communications
protocols. Others' options include various fieldbuses such as DeviceNet or Profibus.
Other communications protocols that may be used are listed in the List of automation
protocols.

Most modern PLCs can communicate over a network to some other system, such as a
computer running a SCADA (Supervisory Control And Data Acquisition) system or web
browser.
PLCs used in larger I/O systems may have peer-to-peer (P2P) communication between
processors. This allows separate parts of a complex process to have individual control
while allowing the subsystems to co-ordinate over the communication link. These
communication links are also often used for HMI devices such as keypads or PC-type
workstations. Some of today's PLCs can communicate over a wide range of media
including RS-485, Coaxial, and even Ethernet for I/O control at network speeds up to 100
Mbit/s.
PLC compared with other control systems
PLCs are well-adapted to a range of automation tasks. These are typically industrial
processes in manufacturing where the cost of developing and maintaining the automation
system is high relative to the total cost of the automation, and where changes to the
system would be expected during its operational life. PLCs contain input and output
devices compatible with industrial pilot devices and controls; little electrical design is
required, and the design problem centers on expressing the desired sequence of
operations in ladder logic (or function chart) notation. PLC applications are typically
highly customized systems so the cost of a packaged PLC is low compared to the cost of
a specific custom-built controller design. On the other hand, in the case of mass-produced
goods, customized control systems are economic due to the lower cost of the
components, which can be optimally chosen instead of a "generic" solution, and where
the non-recurring engineering charges are spread over thousands or millions of units.
For high volume or very simple fixed automation tasks, different techniques are used. For
example, a consumer dishwasher would be controlled by an electromechanical cam timer
costing only a few dollars in production quantities.
A microcontroller-based design would be appropriate where hundreds or thousands of
units will be produced and so the development cost (design of power supplies and

input/output hardware) can be spread over many sales, and where the end-user would not
need to alter the control. Automotive applications are an example; millions of units are
built each year, and very few end-users alter the programming of these controllers.
However, some specialty vehicles such as transit busses economically use PLCs instead
of custom-designed controls, because the volumes are low and the development cost
would be uneconomic.
Very complex process control, such as used in the chemical industry, may require
algorithms and performance beyond the capability of even high-performance PLCs. Very
high-speed or precision controls may also require customized solutions; for example,
aircraft flight controls.
Programmable controllers are widely used in motion control, positioning control and
torque control. Some manufacturers produce motion control units to be integrated with
PLC so that G-code (involving a CNC machine) can be used to instruct machine
movements.
PLCs may include logic for single-variable feedback analog control loop, a "proportional,
integral, derivative" or "PID controller." A PID loop could be used to control the
temperature of a manufacturing process, for example. Historically PLCs were usually
configured with only a few analog control loops; where processes required hundreds or
thousands of loops, a distributed control system (DCS) would instead be used. As PLCs
have become more powerful, the boundary between DCS and PLC applications has
become less distinct.
PLCs have similar functionality as Remote Terminal Units. An RTU, however, usually
does not support control algorithms or control loops. As hardware rapidly becomes more
powerful and cheaper, RTUs, PLCs and DCSs are increasingly beginning to overlap in
responsibilities, and many vendors sell RTUs with PLC-like features and vice versa. The
industry has standardized on the IEC 61131-3 functional block language for creating
programs to run on RTUs and PLCs, although nearly all vendors also offer proprietary
alternatives and associated development environments.

Digital and analog signals
Digital or discrete signals behave as binary switches, yielding simply an On or Off signal
(1 or 0, True or False, respectively). Push buttons, limit switches, and photoelectric
sensors are examples of devices providing a discrete signal. Discrete signals are sent
using either voltage or current, where a specific range is designated as On and another as
Off. For example, a PLC might use 24 V DC I/O, with values above 22 V DC
representing On, values below 2VDC representing Off, and intermediate values
undefined. Initially, PLCs had only discrete I/O.
Analog signals are like volume controls, with a range of values between zero and full-
scale. These are typically interpreted as integer values (counts) by the PLC, with various
ranges of accuracy depending on the device and the number of bits available to store the
data. As PLCs typically use 16-bit signed binary processors, the integer values are limited
between -32,768 and +32,767. Pressure, temperature, flow, and weight are often
represented by analog signals. Analog signals can use voltage or current with a
magnitude proportional to the value of the process signal. For example, an analog 4-20
mA or 0 - 10 V input would be converted into an integer value of 0 - 32767.
Current inputs are less sensitive to electrical noise (i.e. from welders or electric motor
starts) than voltage inputs.
Example
As an example, say a facility needs to store water in a tank. The water is drawn from the
tank by another system, as needed, and our example system must manage the water level
in the tank.
Using only digital signals, the PLC has two digital inputs from float switches (Low Level
and High Level). When the water level is above the switch it closes a contact and passes a
signal to an input. The PLC uses a digital output to open and close the inlet valve into the
tank.
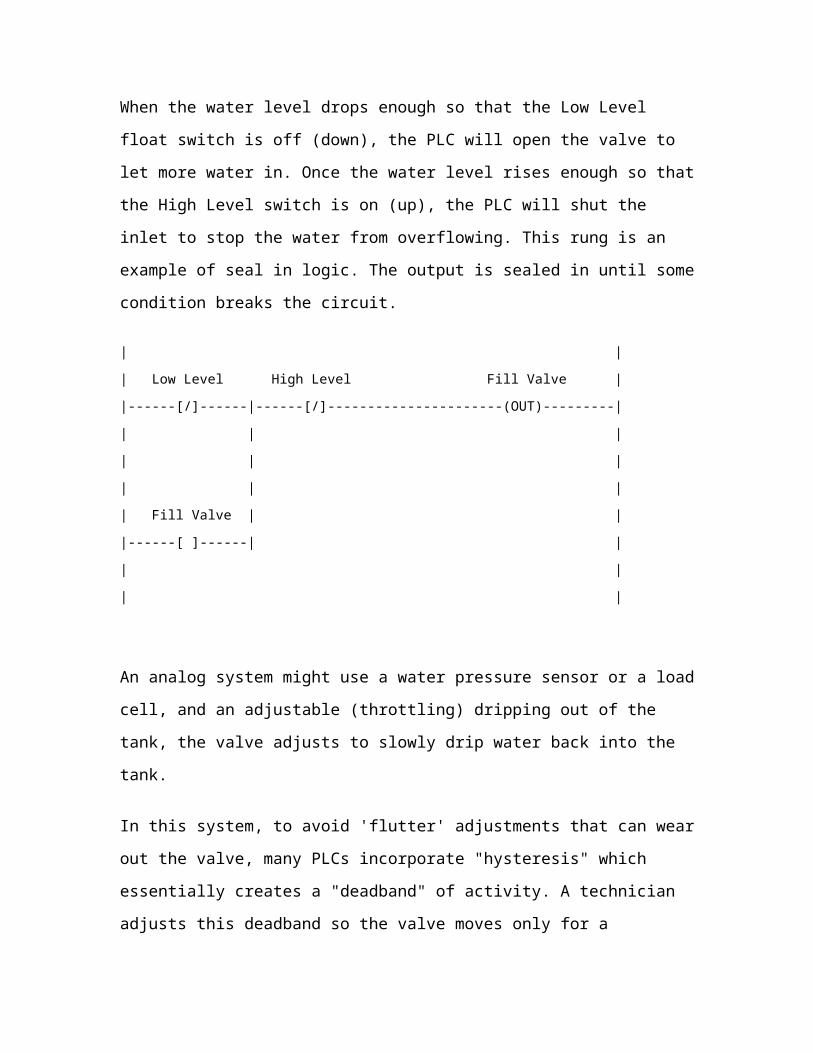
When the water level drops enough so that the Low Level float switch is off (down), the
PLC will open the valve to let more water in. Once the water level rises enough so that
the High Level switch is on (up), the PLC will shut the inlet to stop the water from
overflowing. This rung is an example of seal in logic. The output is sealed in until some
condition breaks the circuit.
| |
| Low Level High Level Fill Valve |
|------[/]------|------[/]----------------------(OUT)---------|
| | |
| | |
| | |
| Fill Valve | |
|------[ ]------| |
| |
| |
An analog system might use a water pressure sensor or a load cell, and an adjustable
(throttling) dripping out of the tank, the valve adjusts to slowly drip water back into the
tank.
In this system, to avoid 'flutter' adjustments that can wear out the valve, many PLCs
incorporate "hysteresis" which essentially creates a "deadband" of activity. A technician
adjusts this deadband so the valve moves only for a significant change in rate. This will
in turn minimize the motion of the valve, and reduce its wear.
A real system might combine both approaches, using float switches and simple valves to
prevent spills, and a rate sensor and rate valve to optimize refill rates and prevent water
hammer. Backup and maintenance methods can make a real system very complicated.
Programming
PLC programs are typically written in a special application on a personal computer, then
downloaded by a direct-connection cable or over a network to the PLC. The program is
stored in the PLC either in battery-backed-up RAM or some other non-volatile flash
memory. Often, a single PLC can be programmed to replace thousands of relays.
Under the IEC 61131-3 standard, PLCs can be programmed using standards-based
programming languages. A graphical programming notation called Sequential Function
Charts is available on certain programmable controllers.
Recently, the International standard IEC 61131-3 has become popular. IEC 61131-3
currently defines five programming languages for programmable control systems: FBD
(Function block diagram), LD (Ladder diagram), ST (Structured text, similar to the
Pascal programming language), IL (Instruction list, similar to assembly language) and
SFC (Sequential function chart). These techniques emphasize logical organization of
operations.
While the fundamental concepts of PLC programming are common to all manufacturers,
differences in I/O addressing, memory organization and instruction sets mean that PLC
programs are never perfectly interchangeable between different makers. Even within the
same product line of a single manufacturer, different models may not be directly
compatible.
History
Origin
The PLC was invented in response to the needs of the American automotive
manufacturing industry. Programmable controllers were initially adopted by the
automotive industry where software revision replaced the re-wiring of hard-wired control
panels when production models changed.
Before the PLC, control, sequencing, and safety interlock logic for manufacturing
automobiles was accomplished using hundreds or thousands of relays, cam timers, and
drum sequencers and dedicated closed-loop controllers. The process for updating such

facilities for the yearly model change-over was very time consuming and expensive, as
the relay systems needed to be rewired by skilled electricians.
In 1968 GM Hydramatic (the automatic transmission division of General Motors) issued
a request for proposal for an electronic replacement for hard-wired relay systems.
The winning proposal came from Bedford Associates of Bedford, Massachusetts. The
first PLC, designated the 084 because it was Bedford Associates' eighty-fourth project,
was the result. Bedford Associates started a new company dedicated to developing,
manufacturing, selling, and servicing this new product: Modicon, which stood for
MOdular DIgital CONtroller. One of the people who worked on that project was Dick
Morley, who is considered to be the "father" of the PLC. The Modicon brand was sold in
1977 to Gould Electronics, and later acquired by German Company AEG and then by
French Schneider Electric, the current owner.
One of the very first 084 models built is now on display at Modicon's headquarters in
North Andover, Massachusetts. It was presented to Modicon by GM, when the unit was
retired after nearly twenty years of uninterrupted service. Modicon used the 84 moniker
at the end of its product range until the 984 made its appearance.
The automotive industry is still one of the largest users of PLCs.
Development
Early PLCs were designed to replace relay logic systems. These PLCs were programmed
in "ladder logic", which strongly resembles a schematic diagram of relay logic. Modern
PLCs can be programmed in a variety of ways, from ladder logic to more traditional
programming languages such as BASIC and C. Another method is State Logic, a Very
High Level Programming Language designed to program PLCs based on State Transition
Diagrams.
Many of the earliest PLCs expressed all decision making logic in simple ladder logic
which appeared similar to electrical schematic diagrams. This program notation was
chosen to reduce training demands for the existing technicians. Other early PLCs used a
form of instruction list programming, based on a stack-based logic solver.
Programming
Early PLCs, up to the mid-1980s, were programmed using proprietary programming
panels or special-purpose programming terminals, which often had dedicated function
keys representing the various logical elements of PLC programs. Programs were stored
on cassette tape cartridges. Facilities for printing and documentation were very minimal
due to lack of memory capacity. The very oldest PLCs used non-volatile magnetic core
memory.
Functionality
The functionality of the PLC has evolved over the years to include sequential relay
control, motion control, process control, distributed control systems and networking. The
data handling, storage, processing power and communication capabilities of some
modern PLCs are approximately equivalent to desktop computers. PLC-like
programming combined with remote I/O hardware, allow a general-purpose desktop
computer to overlap some PLCs in certain applications.

MODULE – 3
Programming NC Machines
G-Code, or preparatory code or function, are functions in the Numerical control
programming language. The G-codes are the codes that position the tool and do the actual
work, as opposed to M-codes, that manages the machine; T for tool-related codes. S and
F are tool-Speed and tool-Feed, and finally D-codes for tool compensation.
The programming language of Numerical Control (NC) is sometimes informally called
G-code. But in actuality, G-codes are only a part of the NC-programming language that
controls NC and CNC machine tools. The term Numerical Control was coined at the
MIT Servomechanisms Laboratory, and several versions of NC were and are still
developed independently by CNC-machine manufacturers. The main standardized
version used in the United States was settled by the Electronic Industries Alliance in the
early 1960s. A final revision was approved in February 1980 as RS274D. In Europe, the
standard DIN 66025 / ISO 6983 is often used instead.
Due to the lack of further development, the immense variety of machine tool
configurations, and little demand for interoperability, few machine tool controllers
(CNCs) adhere to this standard. Extensions and variations have been added independently
by manufacturers, and operators of a specific controller must be aware of differences of
each manufacturers' product. When initially introduced, CAM systems were limited in
the configurations of tools supported.
Today, the main manufacturers of CNC control systems are GE Fanuc Automation (joint
venture of General Electric and Fanuc), Siemens, Mitsubishi, and Heidenhain, but there
still exist many smaller and/or older controller systems.
Some CNC machine manufacturers attempted to overcome compatibility difficulties by
standardizing on a machine tool controller built by Fanuc. Unfortunately, Fanuc does not
remain consistent with RS-274 or its own previous versions, and has been slow at adding
new features, as well as exploiting increases in computing power. For example, they
changed G70/G71 to G20/G21; they used parentheses for comments which caused
difficulty when they introduced mathematical calculations so they use square parentheses
for macro calculations; they now have nano technology recently in 32-bit mode but in the
Fanuc 15MB control they introduced HPCC (high-precision contour control) which uses
a 64-bit RISC (reduced instruction set computer) processor and this now has a 500 block
buffer for look-ahead for correct shape contouring and surfacing of small block programs
and 5-axis continuous machining.
This is also used for NURBS to be able to work closely with industrial designers and the
systems that are used to design flowing surfaces. The NURBS has its origins from the
ship building industry and is described by using a knot and a weight as for bending
steamed wooden planks and beams.
Common Codes
G-codes are also called preparatory codes, and are any word in a CNC program that
begins with the letter 'G'. Generally it is a code telling the machine tool what type of
action to perform, such as:
rapid move
controlled feed move in a straight line or arc
series of controlled feed moves that would result in a hole being bored, a
workpiece cut (routed) to a specific dimension, or a decorative profile shape
added to the edge of a workpiece.
change a pallet
set tool information such as offset.
There are other codes; the type codes can be thought of like registers in a computer
X absolute position
Y absolute position
Z absolute position
A position (rotary around X)
B position (rotary around Y)
C position (rotary around Z)
U Relative axis parallel to X
V Relative axis parallel to Y
W Relative axis parallel to Z
M code (another "action" register or Machine code(*)) (otherwise referred to as a
"Miscellaneous" function")
F feed rate
S spindle speed
N line number
R Arc radius or optional word passed to a subprogram/canned cycle
P Dwell time or optional word passed to a subprogram/canned cycle
T Tool selection
I Arc data X axis
J Arc data Y axis.
K Arc data Z axis, or optional word passed to a subprogram/canned cycle
D Cutter diameter/radius offset
H Tool length offset
(*) M codes control the overall machine, causing it to stop, start, turn on coolant, etc.,
whereas other codes pertain to the path traversed by cutting tools. Different machine tools
may use the same code to perform different functions; even machines that use the same
CNC control.
Partial list of M-Codes
M0=Program Stop (non-optional)
M1=Optional Stop, machine will only stop if operator selects this option
M2=End of Program
M3=Spindle on (CW rotation)
M4=Spindle on (CCW rotation)
M5=Spindle off
M6=Tool Change
M7=Coolant on (flood)
M8=Coolant on (mist)
M9=Coolant off
M10=Pallet clamp
M11=Pallet un-clamp
M30=End of program/rewind tape (may still be required for older CNC machines)
Common FANUC G Codes for Mill
Code Description
G00 Rapid positioning
G01 Linear interpolation
G02 CW circular interpolation
G03 CCW circular interpolation
G04 Dwell
G05.1 Q1. Ai Nano contour control
G05 P10000 HPCC

G10/G11 Programmable Data input/Data write cancel
G17 X-Y plane selection
G18 X-Z plane selection
G19 Y-Z plane selection
G20 Programming in inches
G21 Programming in mm
G28 Return to home position
G30 2nd reference point return
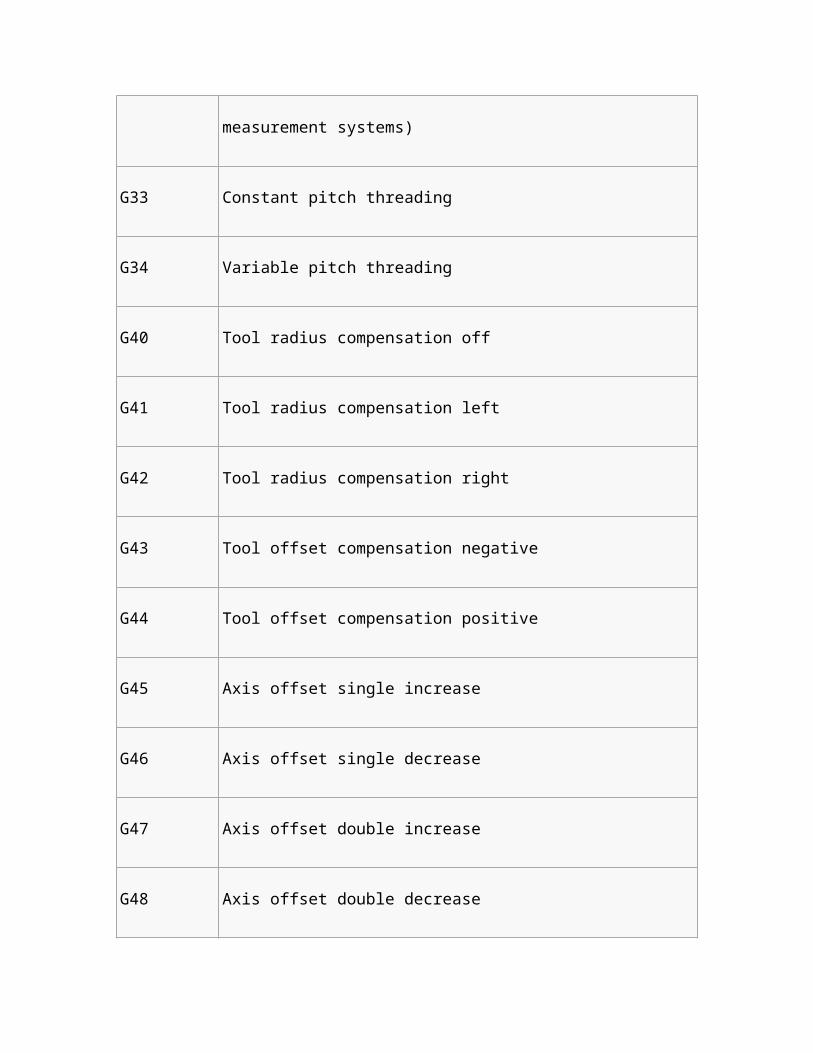
G31 Skip function (used for probes and tool length measurement systems)
G33 Constant pitch threading
G34 Variable pitch threading
G40 Tool radius compensation off
G41 Tool radius compensation left
G42 Tool radius compensation right
G43 Tool offset compensation negative
G44 Tool offset compensation positive
G45 Axis offset single increase
G46 Axis offset single decrease
G47 Axis offset double increase
G48 Axis offset double decrease
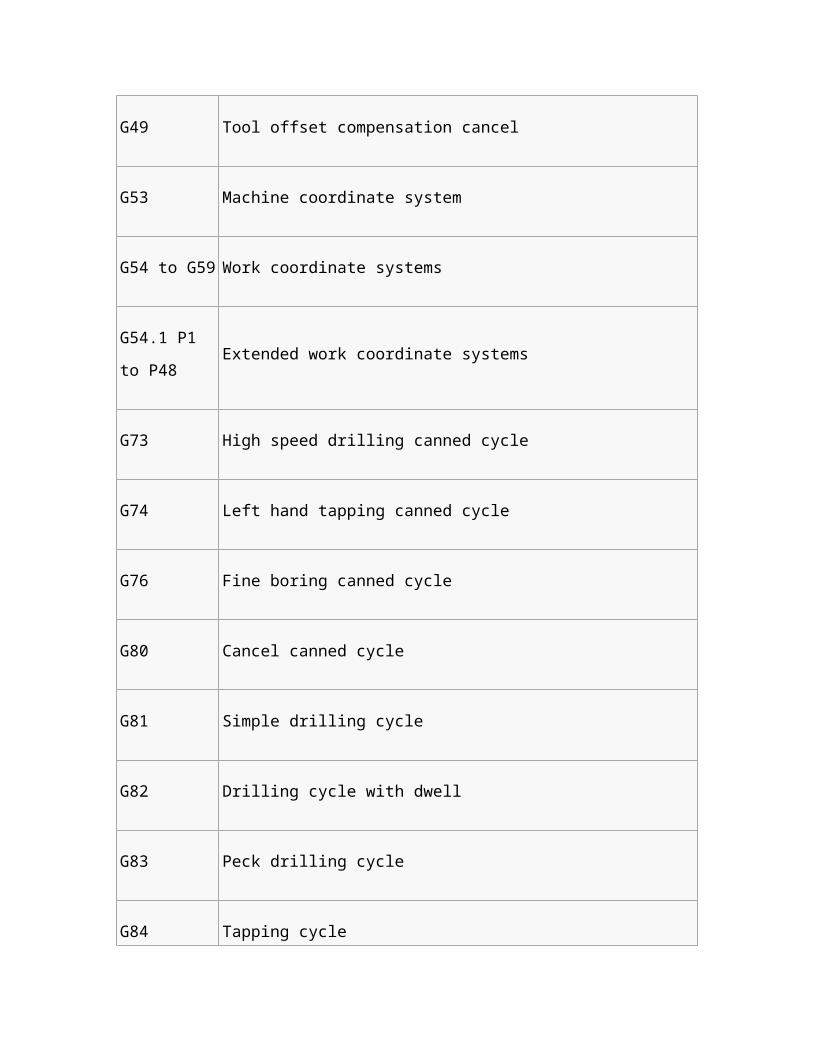
G49 Tool offset compensation cancel
G53 Machine coordinate system
G54 to G59 Work coordinate systems
G54.1 P1 to
P48Extended work coordinate systems

G73 High speed drilling canned cycle
G74 Left hand tapping canned cycle
G76 Fine boring canned cycle
G80 Cancel canned cycle
G81 Simple drilling cycle
G82 Drilling cycle with dwell
G83 Peck drilling cycle
G84 Tapping cycle
G84.2 Direct right hand tapping canned cycle
G90 Absolute programming (type B and C systems)
G91 Incremental programming (type B and C systems)
G92 Programming of absolute zero point
G94/G95 Inch per minute/Inch per revolution feed (type A system)
G98/G99 Return to Initial Z plane/R plane in canned cycle
G96/G97Constant cutting speed (Constant surface speed)/Constant rotation speed
(constant RPM)
A standardized version of G-code known as BCL is used, but only on very few machines.
G-code files may be generated by CAM software. Those applications typically use
translators called post-processors to output code optimized for a particular machine type
or family. Post-processors are often user-editable to enable further customization, if
necessary. G-code is also output by specialized CAD systems used to design printed
circuit boards. Such software must be customized for each type of machine tool that it
will be used to program. Some G-code is written by hand for volume production jobs. In
this environment, the inherent inefficiency of CAM-generated G-code is unacceptable.
Some CNC machines use "conversational" programming, which is a wizard-like
programming mode that either hides G-code or completely bypasses the use of G-code.
Some popular examples are Southwestern Industries' ProtoTRAK, Mazak's Mazatrol,
Hurco's Ultimax and Mori Seiki's CAPS conversational software.
Example Program
This is a generic program that demonstrates the use of G-Code to turn a 1" diameter X 1"
long part. Assume that a bar of material is in the machine and that the bar is slightly
oversized in length and diameter and that the bar protrudes by more than 1" from the face
of the chuck. (Caution: This is generic, it might not work on any real machine! Pay
particular attention to point 5 below.)
Tool Path for program
Sample
Line Code Description
N01 M216 Turn on load monitor
N02 G00 X20 Z20Rapid move away from the part, to ensure the starting position of
the tool
N03 G50 S2000 Set Maximum spindle speed
N04 M01 Optional stop
N05 T0303 M6Select tool #3 from the carousel, use tool offset values located in
line 3 of the program table, index the turret to select new tool
N06G96 S854 M42
M03 M08
Variable speed cutting, 854 ft/min, High spindle gear, Start spindle
CW rotation, Turn the mist coolant on
N07 G00 X1.1 Z1.1Rapid feed to a point 0.1" from the end of the bar and 0.05" from
the side
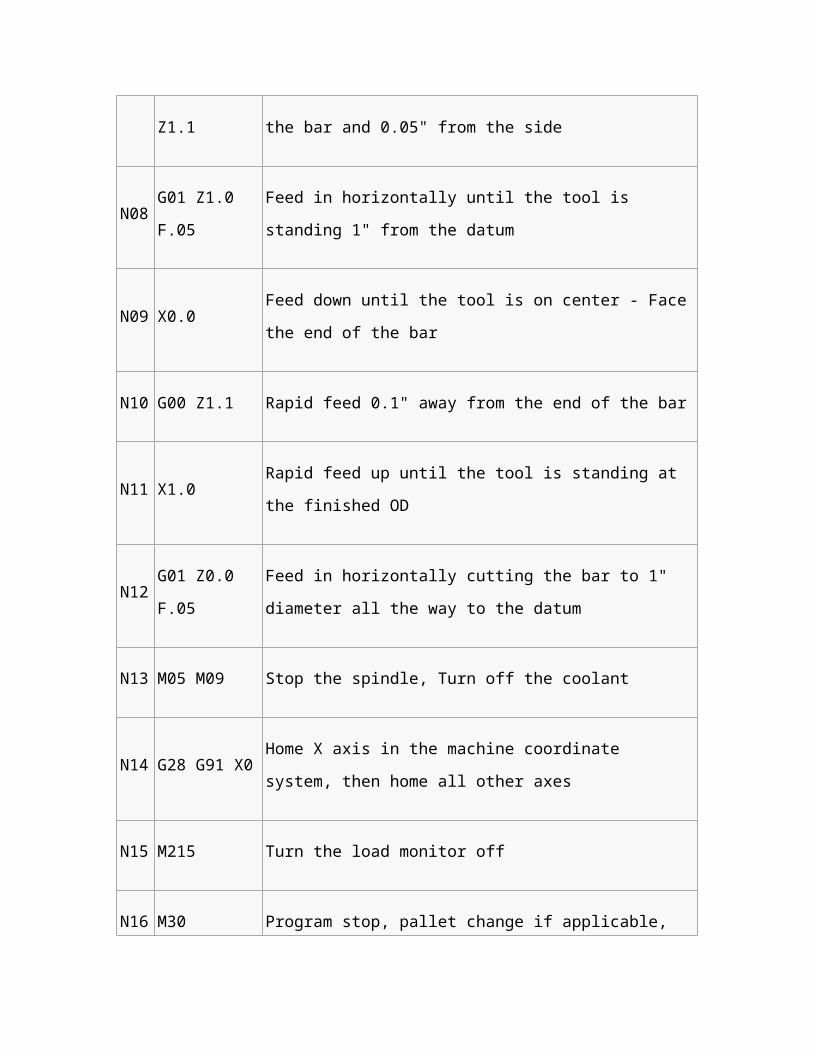
N08 G01 Z1.0 F.05 Feed in horizontally until the tool is standing 1" from the datum

N09 X0.0 Feed down until the tool is on center - Face the end of the bar
N10 G00 Z1.1 Rapid feed 0.1" away from the end of the bar
N11 X1.0 Rapid feed up until the tool is standing at the finished OD
N12 G01 Z0.0 F.05Feed in horizontally cutting the bar to 1" diameter all the way to
the datum
N13 M05 M09 Stop the spindle, Turn off the coolant
N14 G28 G91 X0Home X axis in the machine coordinate system, then home all
other axes
N15 M215 Turn the load monitor off
N16 M30Program stop, pallet change if applicable, rewind to beginning of
the program
Several points to note:
1. There is room for some programming style, even in this short program. The
grouping of codes in line N06 could have been put on multiple lines. Doing so
may have made it easier to follow program execution.
2. Many codes are "Modal" meaning that they stay in effect until they are cancelled
or replaced by a contradictory code. For example, once variable speed cutting had
been selected (G96), it stayed in effect until the end of the program. In operation,

the spindle speed would increase as the tool neared the center of the work in order
to maintain a constant cutting speed. Similarly, once rapid feed was selected
(G00) all tool movements would be rapid until a feed rate code (G01, G02, G03)
was selected.
3. It is common practice to use a load monitor with CNC machinery. The load
monitor will stop the machine if the spindle or feed loads exceed a preset value
that is set during the set-up operation. The job of the load monitor is to prevent
machine damage in the event of tool breakage or a programming mistake. On
small or hobby machines, it can warn of a tool that is becoming dull and needs to
be replaced or sharpened.
4. It is common practice to bring the tool in rapidly to a "safe" point that is close to
the part - in this case 0.1" away - and then start feeding the tool. How close that
"safe" distance is, depends on the skill of the programmer and maximum material
condition for the raw stock.
5. If the program is wrong, there is a high probability that the machine will crash, or
ram the tool into the part under high power. This can be costly, especially in
newer machining centers. It is possible to intersperse the program with optional
stops (M01 code) which allow the program to be run piecemeal for testing
purposes. The optional stops remain in the program but they are skipped during
the normal running of the machine. Thankfully, most CAD/CAM software ships
with CNC simulators that will display the movement of the tool as the program
executes. Many modern CNC machines also allow programmers to execute the
program in a simulation mode and observe the operating parameters of the
machine at a particular execution point. This enables programmers to discover
semantic errors (as opposed to syntax errors) before losing material or tools to an
incorrect program. Depending on the size of the part, wax blocks may be used for
testing purposes as well.
6. For pedagogical purposes, line numbers have been included in the program above.
They are usually not necessary for operation of a machine, so they are seldom
used in industry. However, if branching or looping statements are used in the

code, then line numbers may well be included as the target of those statements
(e.g. GOTO N99).
Basic ISO CNC Code
|
M03, M04, M05 Spindle CW, Spindle CCW, Spindle Stop
|
M08, M09 Coolant/lubricant On, Coolant/lubricant Off
M02 Program Stop(Is most commonly used)
M30 Program end, rewind
M98 Subprogram call
M99 Return to call program
M00, M01 Program stop, optional stop
|
G96, G97 Constant surface speed, Constant Spindle speed
G50 Maximum spindle speed
G95, G94 Feed mm per revolution, feed mm/min
G00, G01 rapid movement, Linear Interpolation (cutting in a straight line)
|
F Feed
S Spindle Speed
|
direction Coordinates X Y Z A B C U V W

MODULE – 4
Group Technology
Group Technology or GT is a manufacturing philosophy in which the parts having
similarities (Geometry, manufacturing process and/or function) are grouped together to
achieve higher level of integration between the design and manufacturing functions of a
firm.[1]. The aim is to reduce work-in-progress and improve delivery performance by
reducing lead times. GT is based on a general principle that many problems are similar
and by grouping similar problems, a single solution can be found to a set of problems,
thus saving time and effort. The group of similar parts is known as part family and the
group of machineries used to process an individual part family is known as machine cell.
It is not necessary for each part of a part family to be processed by every machine of
corresponding machine cell. This type of manufacturing in which a part family is
produced by a machine cell is known as cellular manufacturing. The manufacturing
efficiencies are generally increased by employing GT because the required operations
may be confined to only a small cell and thus avoiding the need for transportation of in-
process parts.
Cellular manufacturing
Cellular Manufacturing is a model for workplace design, and is an integral part of lean
manufacturing systems. The goal of lean manufacturing is the aggressive minimisation of
waste, called muda, to achieve maximum efficiency of resources. Cellular manufacturing,
sometimes called cellular or cell production, arranges factory floor labor into semi-
autonomous and multi-skilled teams, or work cells, who manufacture complete products
or complex components. Properly trained and implemented cells are more flexible and
responsive than the traditional mass-production line, and can manage processes, defects,
scheduling, equipment maintenance, and other manufacturing issues more efficiently.

History
Cellular manufacturing is a fairly new application of group technology, although the
Portsmouth Block Mills offers what by definition constitutes an early example of cellular
manufacturing. By 1808, using machinery designed by Marc Isambard Brunel and
constructed by Henry Maudslay, the Block Mills were producing 130,000 blocks
(pulleys) for the Royal Navy per year in single unit lots, with 10 men operating 42
machines arranged in three production flow lines. This installation apparently reduced
manpower requirements by 90% (from 110 to 10), reduced cost substantially and greatly
improved block consistency and quality. Group Technology is a management strategy
with long term goals of staying in business, growing, and making profits. Companies are
under relentless pressure to reduce costs while meeting the high quality expectations of
the customer to maintain a competitive advantage. Successfully implementing Cellular
manufacturing allows companies to achieve cost savings and quality improvements,
especially when combined with the other aspects of lean manufacturing. Cell
manufacturing systems are currently used to manufacture anything from hydraulic and
engine pumps used in aircraft to plastic packaging components made using injection
molding.
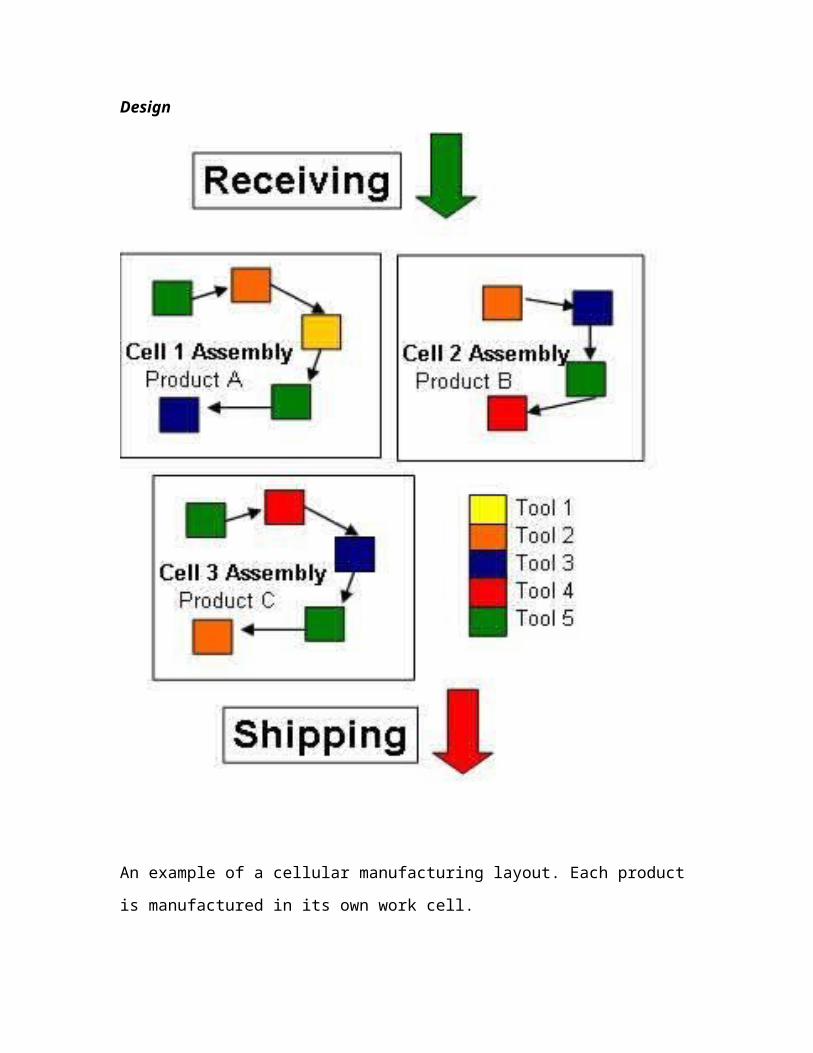
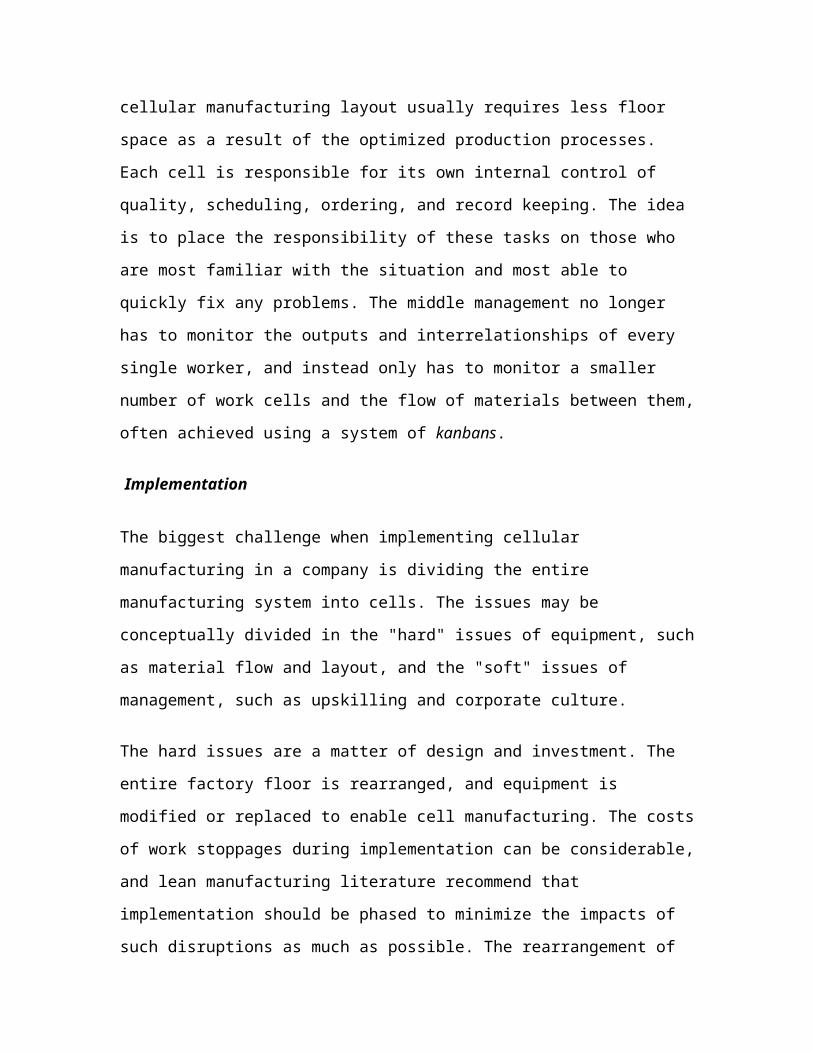
Design
An example of a cellular manufacturing layout. Each product is manufactured in its own
work cell.
The goal of cellular manufacturing is having the flexibility to produce a high variety of
low demand products, while maintaining the high productivity of large scale production.
Cell designers achieve this through modularity in both process design and product design.
Process Design
The division of the entire production process into discrete segments, and the assignment
of each segment to a work cell, introduces the modularity of processes. If any segment of
the process needs to be changed, only the particular cell would be affected, not the entire
production line. For example, if a particular component was prone to defects, and this
could be solved by upgrading the equipment, a new work cell could be designed and
prepared while the obsolete cell continued production. Once the new cell is tested and
ready for production, the incoming parts to and outgoing parts from the old cell will
simply be rerouted to the new cell without having to disrupt the entire production line. In
this way, work cells enable the flexibility to upgrade processes and make variations to
products to better suit customer demands while largely reducing or eliminating the costs
of stoppages. While the machinery may be functionally dissimilar, the family of parts
produced contains similar processing requirements or has geometric similarities. Thus, all
parts basically follow the same routing with some minor variations (e.g., skipping an
operation). The cells may have no conveyorized movement of parts between machines, or
they may have a flow line connected by a conveyor that can provide automatic transfer.
Product Design
Product modularity must match the modularity of processes. Even though the entire
production system becomes more flexible, each individual cell is still optimised for a
relatively narrow range of tasks, in order to take advantage of the mass-production
efficiencies of specialisation and scale. To the extent that a large variety of products can
be designed to be assembled from a small number of modular parts, both high product
variety and high productivity can be achieved. For example, a varied range of
automobiles may be designed to use the same chassis, a small number of engine
configurations, and a moderate variety of car bodies, each available in a range of colors.

In this way, a large variety of automobiles, with different performances and appearances
and functions, can be produced by combining the outputs from a more limited number of
work cells.
In combination, each modular part is designed for a particular work cell, or dedicated
clusters of machines or manufacturing processes. Cells are usually bigger than typical
conventional workstations, but smaller than a complete conventional department. After
conversion, a cellular manufacturing layout usually requires less floor space as a result of
the optimized production processes. Each cell is responsible for its own internal control
of quality, scheduling, ordering, and record keeping. The idea is to place the
responsibility of these tasks on those who are most familiar with the situation and most
able to quickly fix any problems. The middle management no longer has to monitor the
outputs and interrelationships of every single worker, and instead only has to monitor a
smaller number of work cells and the flow of materials between them, often achieved
using a system of kanbans.
Implementation
The biggest challenge when implementing cellular manufacturing in a company is
dividing the entire manufacturing system into cells. The issues may be conceptually
divided in the "hard" issues of equipment, such as material flow and layout, and the "soft"
issues of management, such as upskilling and corporate culture.
The hard issues are a matter of design and investment. The entire factory floor is
rearranged, and equipment is modified or replaced to enable cell manufacturing. The
costs of work stoppages during implementation can be considerable, and lean
manufacturing literature recommend that implementation should be phased to minimize
the impacts of such disruptions as much as possible. The rearrangement of equipment
(which is sometimes bolted to the floor or built into the factory building) or the
replacement of equipment that is not flexible or reliable enough for cell manufacturing
also pose considerable costs, although it may be justified as the upgrading obsolete
equipment. In both cases, the costs have to be justified by the cost savings that can be
realistically expected from the more flexible cell manufacturing system being introduced,
and miscalculations can be disastrous. A common oversight is the need for multiple jigs,
fixtures and or tooling for each cell. Properly designed, these requirements can be
accommodated in specific-task cells serving other cells; such as a common punch press
or test station. Too often, however, the issue is discovered late and each cell is found to
require its own set of tooling.
The soft issues are more difficult to calculate and control. The implementation of cell
manufacturing often involves employee training and the redefinition and reassignment of
jobs. Each of the workers in each cell should ideally be able to complete the entire range
of tasks required from that cell, and often this means being more multi-skilled than they
were previously. For this reason, transition from a progressive assembly line type of
manufacturing to cellular is often best managed in stages with both types co-existing for a
period of time. In addition, cells are expected to be self-managing (to some extent), and
therefore workers will have to learn the tools and strategies for effective teamwork and
management, tasks that workers in conventional factory environments are entirely unused
to. At the other end of the spectrum, the management will also find their jobs redefined,
as they must take a more "hands-off" approach to allow work cells to effectively self-
manage. Instead, they must learn to perform a more oversight and support role,
maintaining a system where work cells self-optimize through supplier-input-process-
output-customer (SIPOC) relationships. These soft issues, while difficult to pin down,
pose a considerable challenge for cell manufacturing implementation; a factory with a
cell manufacturing layout but without cell manufacturing workers and managers is
unlikely to achieve the cell manufacturing benefits.
Product start-ups can be more difficult to manage if assembly training was traditionally
accomplished station-by-station on a fixed assembly line. As each operator in a cell is
responsible for a larger number of assembled parts and operations, the time needed to
master the sequence and techniques is considerably longer. If multiple parallel cells are
used, each cell must be launched separately (meaning slower production ramp) or with
equal training resources (meaning more in total). The consideration of the cell's internal
group dynamics, personalities and other traits is often more of a concern in cellular

manufacturing due to the closer proximity and co-dependency of the team members;
however properly implemented this is a major benefit of cellular manufacturing.
Benefits and Costs
There are many benefits of cellular manufacturing for a company if applied correctly.
Most immediately, processes become more balanced and productivity increases because
the manufacturing floor has been reorganized and tidied up.
Part movement, set-up time, and wait time between operations are reduced, resulting in a
reduction of work in progress inventory freeing idle capital that can be better utilized
elsewhere. Cellular manufacturing, in combination with the other lean manufacturing and
just-in-time processes, also helps eliminate overproduction by only producing items when
they are needed. The results are cost savings and the better control of operations.
There are some costs of implementing cellular manufacturing, however, in addition to the
set-up costs of equipment and stoppages noted above. Sometimes different work cells can
require the same machines and tools, possibly resulting in duplication causing a higher
investment of equipment and lowered machine utilization. However, this is a matter of
optimization and can be addressed through process design.
Computer aided Process Planning
Computer-Aided Process Planning (CAPP) is the use of computer technology to aid in
the process planning of a part or product, in manufacturing. CAPP is the link between
CAD and CAM in that it provides for the planning of the process to be used in producing
a designed part.
Process planning is concerned with determining the sequence of individual
manufacturing operations needed to produce a given part or product. The resulting
operation sequence is documented on a form typically referred to as a route sheet
containing a listing of the production operations and associated machine tools for a
workpart or assembly. Process planning in manufacturing also refers to the planning of
use of blanks, spare parts, packaging material, user instructions (manuals) etc.
The term "Computer-Aided Production Planning" is used in different context on different
parts of the production process; to some extent CAPP overlaps with the term "PIC"
(Production and Inventory control.
Process planning translates design information into the process steps and instructions to
efficiently and effectively manufacture products. As the design process is supported by
many computer-aided tools, computer-aided process planning (CAPP) has evolved to
simplify and improve process planning and achieve more effective use of manufacturing
resources.[2]
Process planning encompasses the activities and functions to prepare a detailed set of
plans and instructions to produce a part. The planning begins with engineering drawings,
specifications, parts or material lists and a forecast of demand. The results of the planning
are:
Routings which specify operations, operation sequences, work centers, standards,
tooling and fixtures. This routing becomes a major input to the manufacturing
resource planning system to define operations for production activity control
purposes and define required resources for capacity requirements planning
purposes.
Process plans which typically provide more detailed, step-by-step work
instructions including dimensions related to individual operations, machining
parameters, set-up instructions, and quality assurance checkpoints.
Fabrication and assembly drawings to support manufacture (as opposed to
engineering drawings to define the part).
Keneth Crow [3] statest that "Manual process planning is based on a manufacturing
engineer's experience and knowledge of production facilities, equipment, their
capabilities, processes, and tooling. Process planning is very time-consuming and the
results vary based on the person doing the planning".
According to Engelke [4], the need for CAPP is directly proportional to the number of
different types of parts being manufactured and the complexity of the manufacturing
process.
Computer-aided process planning initially evolved as a means to electronically store a
process plan once it was created, retrieve it, modify it for a new part and print the plan.
Other capabilities were table-driven cost and standard estimating systems, for sales
representatives to create customer quotations and estimate delivery time.
Future development of CAPP
Generative or dynamic CAPP is the main focus of development, the ability to automaticly
generate production plans for new products, or dynamicly update production plans on the
basis of resource availabilty. Generative CAPP will probably use iterative methods,
where simple production plans are applied to automatic CAD/CAM development to
refine the initial production plan.
Traditional CAPP methods that optimise plans in a linear manner have not been able
provide the need for flexible planning, so new dynamic systems will explore all possible
combinations of production processes, and then generate plans according to available
machining resources. For example, K.S. Lee et. al states that "By considering the multi-
selection tasks simultaneously, a specially designed genetic algorithm searches through
the entire solution space to identify the optimal plan"

MODULE – 5
Industrial Robotics
Robotics is the science and technology of robots, and their design, manufacture, and
application.[1] Robotics has connections to electronics, mechanics, and software.
Origins
Stories of artificial helpers and companions and attempts to create them have a long
history, but fully autonomous machines only appeared in the 20th century. The first
digitally operated and programmable robot, the Unimate, was installed in 1961 to lift hot
pieces of metal from a die casting machine and stack them. Today, commercial and
industrial robots are in widespread use performing jobs more cheaply or with greater
accuracy and reliability than humans. They are also employed for jobs which are too
dirty, dangerous, or dull to be suitable for humans. Robots are widely used in
manufacturing, assembly and packing, transport, earth and space exploration, surgery,
weaponry, laboratory research, safety, and mass production of consumer and industrial
goods.
Date Significance Robot Name Inventor
First century A.D. and earlier
Descriptions of more than 100 machines and automata, including a fire engine, a wind organ, a coin-operated machine, and a steam-powered engine, in Pneumatica and Automata by Heron of Alexandria
Ctesibius, Philo of Byzantium, Heron of Alexandria, and others
1206 First programmable humanoid robotsBoat with four robotic musicians
Al-Jazari
c. 1495 Designs for a humanoid robot Mechanical Leonardo da Vinci

knight
1738 Mechanical duck that was able to eat, flap its wings, and excrete
Digesting Duck
Jacques de Vaucanson
1800s Japanese mechanical toys that served tea, fired arrows, and painted Karakuri toys Tanaka Hisashige
1921 First fictional automatons called "robots" appear in the play R.U.R.
Rossum's Universal Robots
Karel Čapek
1930s Humanoid robot exhibited at the 1939 and 1940 World's Fairs Elektro
Westinghouse Electric Corporation
1948 Simple robots exhibiting biological behaviors[4]
Elsie and Elmer
William Grey Walter
1956
First commercial robot, from the Unimation company founded by George Devol and Joseph Engelberger, based on Devol's patents[5]
Unimate George Devol
1961 First installed industrial robot Unimate George Devol
1963 First palletizing robot[6] Palletizer Fuji Yusoki Kogyo
1973 First industrial robot with six electromechanically driven axes[7] Famulus KUKA Robot
Group
1975 Programmable universal manipulation arm, a Unimation product PUMA Victor Scheinman

Components of robots
Structure
The structure of a robot is usually mostly mechanical and can be called a kinematic chain
(its functionality being similar to the skeleton of the human body). The chain is formed of
links (its bones), actuators (its muscles), and joints which can allow one or more degrees
of freedom. Most contemporary robots use open serial chains in which each link connects
the one before to the one after it. These robots are called serial robots and often resemble
the human arm. Some robots, such as the Stewart platform, use a closed parallel
kinematical chain. Other structures, such as those that mimic the mechanical structure of
humans, various animals, and insects, are comparatively rare. However, the development
and use of such structures in robots is an active area of research (e.g. biomechanics).
Robots used as manipulators have an end effector mounted on the last link. This end
effector can be anything from a welding device to a mechanical hand used to manipulate
the environment.
Power source
At present; mostly (lead-acid) batteries are used, but potential powersources could be:
compressed air canisters
flywheel energy storage
organic garbages (trough anaerobic digestion)
feces (human, animal); may be interesting in a military context as feces of small
combat groups may be reused for the energy requirements of the robot assistant
(see DEKA's project Slingshot stirling engine on how the system would operate)
still untested energy sources (eg Joe Cell, ...)
radioactive source (such as with the proposed Ford car of the '50); too proposed in
movies as Red Planet (film)
Actuation

A robot leg powered by Air Muscles
Actuators are the "muscles" of a robot, the parts which convert stored energy into
movement. By far the most popular actuators are electric motors, but there are many
others, powered by electricity, chemicals, and compressed air.
Motors: The vast majority of robots use electric motors, including brushed and
brushless DC motors.
Stepper motors: As the name suggests, stepper motors do not spin freely like DC
motors; they rotate in discrete steps, under the command of a controller. This
makes them easier to control, as the controller knows exactly how far they should
have rotated, without having to use a sensor. The controller can't tell if the motor
was stalled, and the shaft didn't turn. They are used on many robots and CNC
machines, as their main advantage over DC motors, is that you can specify how
much to turn, for more precise control, rather than a "spin and see where it went"
approach.
Piezo motors: A recent alternative to DC motors are piezo motors or ultrasonic
motors. These work on a fundamentally different principle, whereby tiny
piezoceramic elements, vibrating many thousands of times per second, cause

linear or rotary motion. There are different mechanisms of operation; one type
uses the vibration of the piezo elements to walk the motor in a circle or a straight
line.[10] Another type uses the piezo elements to cause a nut to vibrate and drive a
screw. The advantages of these motors are nanometer resolution, speed, and
available force for their size.[11] These motors are already available commercially,
and being used on some robots.[12][13]
Air muscles: The air muscle is a simple yet powerful device for providing a
pulling force. When inflated with compressed air, it contracts by up to 40% of its
original length. The key to its behavior is the braiding visible around the outside,
which forces the muscle to be either long and thin, or short and fat. Since it
behaves in a very similar way to a biological muscle, it can be used to construct
robots with a similar muscle/skeleton system to an animal.[14] For example, the
Shadow robot hand uses 40 air muscles to power its 24 joints.
Electroactive polymers: Electroactive polymers are a class of plastics which
change shape in response to electrical stimulation.[15] They can be designed so that
they bend, stretch, or contract, but so far there are no EAPs suitable for
commercial robots, as they tend to have low efficiency or are not robust.[16]
Indeed, all of the entrants in a recent competition to build EAP powered arm
wrestling robots, were beaten by a 17 year old girl.[17] However, they are expected
to improve in the future, where they may be useful for microrobotic applications.[18]
Elastic nanotubes: These are a promising, early-stage experimental technology.
The absence of defects in nanotubes enables these filaments to deform elastically
by several percent, with energy storage levels of perhaps 10J per cu cm for metal
nanotubes. Human biceps could be replaced with an 8mm diameter wire of this
material. Such compact "muscle" might allow future robots to outrun and outjump
humans.[19]
Sensing
Touch
Current robotic and prosthetic hands receive far less tactile information than the human
hand. Recent research has developed a tactile sensor array that mimics the mechanical
properties and touch receptors of human fingertips.[20] The sensor array is constructed as a
rigid core surrounded by conductive fluid contained by an elastomeric skin. Electrodes
are mounted on the surface of the rigid core and are connected to an impedance-
measuring device within the core. When the artificial skin touches an object the fluid path
around the electrodes is deformed, producing impedance changes that map the forces
received from the object. The researchers expect that an important function of such
artificial fingertips will be adjusting robotic grip on held objects.
Vision
Manipulation
Robots which must work in the real world require some way to manipulate objects; pick
up, modify, destroy, or otherwise have an effect. Thus the 'hands' of a robot are often
referred to as end effectors,[21] while the arm is referred to as a manipulator.[22] Most robot
arms have replaceable effectors, each allowing them to perform some small range of
tasks. Some have a fixed manipulator which cannot be replaced, while a few have one
very general purpose manipulator, for example a humanoid hand.
Mechanical Grippers: One of the most common effectors is the gripper. In its
simplest manifestation it consists of just two fingers which can open and close to
pick up and let go of a range of small objects. See end effectors.
Vacuum Grippers: Pick and place robots for electronic components and for large
objects like car windscreens, will often use very simple vacuum grippers. These
are very simple astrictive [23] devices, but can hold very large loads provided the
prehension surface is smooth enough to ensure suction.
General purpose effectors: Some advanced robots are beginning to use fully humanoid hands, like the Shadow Hand, MANUS[24], and the Schunk hand.[25]
Locomotion
Rolling robots
Segway in the Robot museum in Nagoya.
For simplicity, most mobile robots have four wheels. However, some researchers have
tried to create more complex wheeled robots, with only one or two wheels.
Two-wheeled balancing: While the Segway is not commonly thought of as a
robot, it can be thought of as a component of a robot. Several real robots do use a
similar dynamic balancing algorithm, and NASA's Robonaut has been mounted
on a Segway.[28]
Ballbot: Carnegie Mellon University researchers have developed a new type of
mobile robot that balances on a ball instead of legs or wheels. "Ballbot" is a self-
contained, battery-operated, omnidirectional robot that balances dynamically on a
single urethane-coated metal sphere. It weighs 95 pounds and is the approximate
height and width of a person. Because of its long, thin shape and ability to
maneuver in tight spaces, it has the potential to function better than current robots
can in environments with people.[29]
Track Robot: Another type of rolling robot is one that has tracks, like NASA's
Urban Robot, Urbie.[30]

Control
A robot-manipulated marionette, with complex control systems
The mechanical structure of a robot must be controlled to perform tasks. The control of a
robot involves three distinct phases - perception, processing, and action (robotic
paradigms). Sensors give information about the environment or the robot itself (e.g. the
position of its joints or its end effector). This information is then processed to calculate
the appropriate signals to the actuators (motors) which move the mechanical.
The processing phase can range in complexity. At a reactive level, it may translate raw
sensor information directly into actuator commands. Sensor fusion may first be used to
estimate parameters of interest (e.g. the position of the robot's gripper) from noisy sensor
data. An immediate task (such as moving the gripper in a certain direction) is inferred
from these estimates. Techniques from control theory convert the task into commands
that drive the actuators.
At longer time scales or with more sophisticated tasks, the robot may need to build and
reason with a "cognitive" model. Cognitive models try to represent the robot, the world,
and how they interact. Pattern recognition and computer vision can be used to track
objects. Mapping techniques can be used to build maps of the world. Finally, motion
planning and other artificial intelligence techniques may be used to figure out how to act.
For example, a planner may figure out how to achieve a task without hitting obstacles,
falling over, etc.
Control systems may also have varying levels of autonomy. Direct interaction is used for
haptic or tele-operated devices, and the human has nearly complete control over the
robot's motion. Operator-assist modes have the operator commanding medium-to-high-
level tasks, with the robot automatically figuring out how to achieve them. An
autonomous robot may go for extended periods of time without human interaction.
Higher levels of autonomy do not necessarily require more complex cognitive
capabilities. For example, robots in assembly plants are completely autonomous, but
operate in a fixed pattern.
Dynamics and kinematics
The study of motion can be divided into kinematics and dynamics. Direct kinematics
refers to the calculation of end effector position, orientation, velocity, and acceleration
when the corresponding joint values are known. Inverse kinematics refers to the opposite
case in which required joint values are calculated for given end effector values, as done in
path planning. Some special aspects of kinematics include handling of redundancy
(different possibilities of performing the same movement), collision avoidance, and
singularity avoidance. Once all relevant positions, velocities, and accelerations have been
calculated using kinematics, methods from the field of dynamics are used to study the
effect of forces upon these movements. Direct dynamics refers to the calculation of
accelerations in the robot once the applied forces are known. Direct dynamics is used in
computer simulations of the robot. Inverse dynamics refers to the calculation of the
actuator forces necessary to create a prescribed end effector acceleration. This
information can be used to improve the control algorithms of a robot.
In each area mentioned above, researchers strive to develop new concepts and strategies,
improve existing ones, and improve the interaction between these areas. To do this,
criteria for "optimal" performance and ways to optimize design, structure, and control of
robots must be developed and implemented.
Robot Research
Much of the research in robotics focuses not on specific industrial tasks, but on
investigations into new types of robots, alternative ways to think about or design robots,
and new ways to manufacture them.
A first particular new innovation in robotdesign is the opensourcing of robot-projects. To
describe the level of advancement of a robot, the term Generation Robots can be used.
This term is coined by Professor Hans Moravec, Principal Research Scientist at the
Carnegie Mellon University Robotics Institute in describing the near future evolution of
robot technology.[67] First, second and third generation robots are First generation
robots, Moravec predicted in 1997, should have an intellectual capacity comparable to
perhaps a lizard and should become available by 2010. Because the first generation robot
would be incapable of learning, however, professor Moravec predicts that the second
generation robot would be an improvement over the first and become available by 2020,
with an intelligence maybe comparable to that of a mouse. The third generation robot
should have an intelligence comparable to that of a monkey. Though fourth generation
robots, robots with human intelligence, professor Moravec predicts, would become
possible, he does not predict this happening before around 2040 or 2050.
The second is Evolutionary Robots. This is a methodology that uses evolutionary
computation to help design robots, especially the body form, or motion and behavior
controllers. In a similar way to natural evolution, a large population of robots is allowed
to compete in some way, or their ability to perform a task is measured using a fitness
function. Those that perform worst are removed from the population, and replaced by a
new set, which have new behaviors based on those of the winners. Over time the
population improves, and eventually a satisfactory robot may appear. This happens
without any direct programming of the robots by the researchers. Researchers use this
method both to create better robots,[68] and to explore the nature of evolution.[69] Because
the process often requires many generations of robots to be simulated, this technique may
be run entirely or mostly in simulation, then tested on real robots once the evolved
algorithms are good enough.


















![Modulkompensatoris Bab i,2,3,4,5 Editan 10 Januari]](https://img.pdfslide.us/doc/110x75/55cf9ab0550346d033a2e81f/modulkompensatoris-bab-i2345-editan-10-januari.jpg)










