-
7/24/2019 C105-05
1/32
The Authoritative Resource on Safe WaterSM
ANSI/AWWA C105/A21.5-05
(Revision of ANSI/AWWA C105/A21.5-99)
AWWA Standard
Effective date: Dec. 1, 2005.
First edition approved by AWWA Board of Directors in 1972.
This edition approved June 12, 2005.
Approved by American National Standards Institute Sept. 14,
2005.
Polyethylene Encasementfor Ductile-Iron PipeSystems
Advocacy
Communications
Conferences
Education and Training
Science and Technology
Sections
6666 West Quincy Avenue
Denver, CO 80235-3098
T 800.926.7337
www.awwa.org
Copyright 2006American Water Works Association, All Rights
Reserved.
http://../GOODIES/new.pdfhttp://../awwastds.pdf
-
7/24/2019 C105-05
2/32
ii
AWWA Standard
This document is an American Water Works Association (AWWA)
standard. It is not a specification. AWWA standards
describe minimum requirements and do not contain all of the
engineering and administrative information normally
contained in specifications. The AWWA standards usually contain
options that must be evaluated by the user of the
standard. Until each optional feature is specified by the user,
the product or service is not fully defined. AWWA
publication of a standard does not constitute endorsement of any
product or product type, nor does AWWA test, certify,or approve any
product. The use of AWWA standards is entirely voluntary. AWWA
standards are intended to represent a
consensus of the water supply industry that the product
described will provide satisfactory service. When AWWA revises
or withdraws this standard, an official notice of action will be
placed on the first page of the classified advertising
section of Journal AWWA. The action becomes effective on the
first day of the month following the month of Journal
AWWA publication of the official notice.
American National Standard
An American National Standard implies a consensus of those
substantially concerned with its scope and provisions. An
American National Standard is intended as a guide to aid the
manufacturer, the consumer, and the general public. The
existence of an American National Standard does not in any
respect preclude anyone, whether that person has
approved the standard or not, from manufacturing, marketing,
purchasing, or using products, processes, or procedures
not conforming to the standard. American National Standards are
subject to periodic review, and users are cautionedto obtain the
latest editions. Producers of goods made in conformity with an
American National Standard are
encouraged to state on their own responsibility in advertising
and promotional materials or on tags or labels that the
goods are produced in conformity with particular American
National Standards.
CAUTIONNOTICE: The American National Standards Institute (ANSI)
approval date on the front cover of this standard
indicates completion of the ANSI approval process. This American
National Standard may be revised or withdrawn at
any time. ANSI procedures require that action be taken to
reaffirm, revise, or withdraw this standard no later than five
years from the date of publication. Purchasers of American
National Standards may receive current information on all
standards by calling or writing the American National Standards
Institute, 25 West 43rd Street, Fourth Floor, New York,
NY 10036; (212) 642-4900.
Science and Technology
AWWA unites the entire water community by developing and
distributing authoritative scientific and technological
knowledge. Through its members, AWWA develops industry standards
for products and processes that advance public
health and safety. AWWA also provides quality improvement
programs for water and wastewater utilities.
All rights reserved. No part of this publication may be
reproduced or transmitted in any form or by any means,
electronic
or mechanical, including photocopy, recording, or any
information or retrieval system, except in the form of brief
excerpts or quotations for review purposes, without the written
permission of the publisher.
Copyright 2005 by American Water Works Association
Printed in USA
-
7/24/2019 C105-05
3/32
iii
Committee Personnel
A21 Subcommittee 4, Coatings and Linings, which reviewed this
standard, had the follow-ing personnel at the time:
Troy F. Stroud, Chair
Kenneth W. Henderson, Vice-Chair
General Interest Members
K.W. Henderson, Malcolm Pirnie Inc., White Plains, N.Y.
(AWWA)
D.H. Kroon, Corrpro Companies Inc., Houston, Texas (AWWA)
D.A. Lincoln, Aurora Pipe Line Company, Commerce City, Colo.
(AWWA)
P.I. McGrath Jr., Birmingham, Ala. (AWWA)
J.R. Plattsmier, MWH Americas Inc., Denver, Colo. (AWWA)
W.H. Smith, Flora, Ill. (AWWA)
K.E. Wilson, Post Buckley Schuh & Jernigan, Tampa, Fla.
(AWWA)
Producer Members
D.R. Charko, McWane, Inc., Birmingham, Ala. (AWWA)
Chris Comins, Custom Fab Inc., Orlando, Fla. (AWWA)
A.M. Horton, U.S. Pipe & Foundry Company, Birmingham, Ala.
(DIPRA)
Harold Kennedy Jr., Harold Kennedy & Associates, Cary, N.C.
(AWWA)
Michael Lundstrom, Eastland, Texas (AWWA)
C.W. McCauley Jr., Griffin Pipe Products Company, Lynchburg, Va.
(DIPRA)
P.L. Robertson, Specification Rubber Products Inc., Alabaster,
Ala. (AWWA)
P.A. Selig, American Cast Iron Pipe Company, Birmingham, Ala.
(AWWA)
E.J. Shields Jr., Waterworks Supply Corporation, Malden, Mass.
(AWWA)
T.F. Stroud, Ductile Iron Pipe Research Association, Birmingham,
Ala. (DIPRA)
User Members
K.A. Alms, MissouriAmerican Water Company, St. Louis, Mo.
(AWWA)
D.T. Bradley, Oak Lodge Water District, Milwaukie, Ore.
(AWWA)
R.R. Goold, Kansas City Water Services Department, Kansas City,
Mo. (AWWA)
T.C. Moreno, Bexar Metro Water District, San Antonio, Texas
(AWWA)
-
7/24/2019 C105-05
4/32
iv
D.W. Russom, Central Arkansas Water, Little Rock, Ark.
(AWWA)
C.R. Schwenker, Fairfax Water, Fairfax, Va. (AWWA)
R.L. Worden, GuadalupeBlanco River Authority, Seguin, Texas
(AWWA)
AWWA Standards Committee A21, Ductile-Iron Pipe and Fittings,
which reviewed andapproved this standard, had the following
personnel at the time of approval:
John R. Plattsmier, Chair
Charles W. McCauley Jr., Vice-Chair
General Interest Members
K.W. Henderson, Malcolm Pirnie Inc., White Plains, N.Y.
(AWWA)
H.E. Holcomb, Jordan Jones & Goulding Inc., Norcross, Ga.
(AWWA)
M.B. Horsley, Black & Veatch, Kansas City, Mo. (AWWA)
D.H. Kroon, Corrpro Companies Inc., Houston, Texas (AWWA)
G.E. Laverick, Underwriters Laboratories Inc., Northbrook, Ill.
(UL)
T.J. McCandless,*Standards Engineer Liaison, AWWA, Denver, Colo.
(AWWA)
P.I. McGrath Jr., Birmingham, Ala. (AWWA)
J.R. Plattsmier, MWH Americas Inc., Denver, Colo. (AWWA)
W.H. Smith, Flora, Ill. (AWWA)
L.C. Yates, McGoodwin Williams & Yates, Fayetteville, Ark.
(AWWA)
Ken Zastrow,Underwriters Laboratories Inc., Northbrook, Ill.
(UL)
Producer Members
John Critchlow, Pacific States Cast Iron Pipe Company, Provo,
Utah (AWWA)
L.R. Dunn, U.S. Pipe & Foundry Company, Birmingham, Ala.
(DIPRA)
Harold Kennedy Jr., Harold Kennedy & Associates, Cary, N.C.
(AWWA)
Michael Lundstrom, Eastland, Texas (AWWA)
C.W. McCauley Jr., Griffin Pipe Products Company, Lynchburg, Va.
(DIPRA)
T.J. Muntz, Fab Pipe Inc., Rogers, Minn. (AWWA)
Gene Oliver,American Cast Iron Pipe Company, Birmingham, Ala.
(AWWA)
*Liaison, nonvoting
Alternate
-
7/24/2019 C105-05
5/32
v
P.A. Selig, American Cast Iron Pipe Company, Birmingham, Ala.
(DIPRA)
J.E. Shea,*McWane Cast Iron Pipe Company, Birmingham, Ala.
(AWWA)
E.J. Shields Jr., Waterworks Supply Corporation, Malden, Mass.
(AWWA)
T.F. Stroud, Ductile Iron Pipe Research Association, Birmingham,
Ala. (AWWA)
T.B. Wright,*National Association of Pipe Fabricators, Edmond,
Okla. (AWWA)
User Members
D.T. Bradley, Oak Lodge Water District, Milwaukie, Ore.
(AWWA)
T.E. Coughran, City of Santa Ana, Santa Ana, Calif. (AWWA)
A.J. DeBoy, American WaterCentral Region, St. Louis, Mo.
(AWWA)
R.R. Goold, Kansas City Water Services Department, Kansas City,
Mo. (AWWA)
G.L. Meyer, City of Sioux Falls, Sioux Falls, S.D. (AWWA)
D.D. Montgomery, Independence Water Department, Independence,
Mo. (AWWA)
T.C. Moreno, Bexar Metro Water District, San Antonio, Texas
(AWWA)
C.J. Patla, Connecticut Water Company, Clinton, Conn. (AWWA)
C.R. Schwenker, Fairfax Water, Fairfax, Va. (AWWA)
R.L. Worden, GuadalupeBlanco River Authority, Seguin, Texas
(AWWA)
R.D. Zwygart, Tampa Water Department, Tampa, Fla. (AWWA)
*Alternate
-
7/24/2019 C105-05
6/32
This page intentionally blank.
-
7/24/2019 C105-05
7/32
vii
Contents
All AWWA standards follow the general format indicated
subsequently. Some variations from this formatmay be found in a
particular standard.
SEC. PAGE SEC. PAGE
Foreword
I Introduction...................................... ix
I.A Background....................................... ix
I.B Research............................................. x
I.C History............................................... x
II Special Issues..................................... xi
II.A Useful Life of Polyethylene............... xi
II.B Type of Material .............................. xii
II.C Exposure to Sunlight ....................... xii
II.D Copper Service Connections............ xii
III Use of This Standard ...................... xiii
III.A Purchaser Options and
Alternatives .................................. xiii
III.B Modification to Standard................ xiii
IV Major Revisions .............................. xiii
V Comments ...................................... xiii
Standard
1 General
1.1 Scope .................................................
1
1.2 Purpose .............................................. 1
1.3 Application ........................................ 1
2 References.......................................... 2
3 Definitions ........................................ 2
4 Requirements
4.1 Materials ............................................ 3
4.2 Tube Size or Sheet Width ................. 4
4.3 Marking ............................................. 5
4.4 Installation......................................... 5
5 Verification
5.1 Inspection and Affidavit of
Compliance................................... 10
6 Delivery ........................................... 10
AppendixA Notes on Procedures for Soil
Survey Tests and Observations
and Their Interpretation to
Determine Whether
Polyethylene Encasement
Should Be Used............................ 11
Figures
1 Installation Method A........................ 6
2 Slack-Reduction Procedure for
Installation Methods A and B......... 7
3 Installation Method B........................ 7
4 Installation Method C ....................... 8
5 Preferred Method for Making Direct
Service Taps on Polyethylene-
Encased Iron Pipe........................... 9
Tables
1 Polyethylene Tube and Sheet
Sizes for Push-on Joint Pipe ........... 4
A.1 Soil-Test Evaluation......................... 14
-
7/24/2019 C105-05
8/32
This page intentionally blank.
-
7/24/2019 C105-05
9/32
ix
Foreword
This Foreword is for information only and is not a part of
ANSI/AWWA C105/A21.5.
I. Introduction.
I.A. Background. In 1926, the American Standards Association
(ASA) (now
American National Standards Institute [ANSI]) Committee A21,
Cast-Iron Pipe and
Fittings, was organized under the sponsorship of the American
Gas Association
(AGA), the American Society for Testing and Materials (ASTM),
American Water
Works Association (AWWA), and the New England Water Works
Association
(NEWWA). The current sponsor is AWWA, and the present scope of
Committee
A21 is to develop standards and manuals for ductile-iron
pressure pipe for water
supply service and ductile-iron and gray-iron fittings for use
with this pipe. These
standards and manuals include design, dimensions, materials,
coatings, linings,joints, accessories, and methods of inspection
and testing.
In 1958, Committee A21 was reorganized. Standards were divided
into groups
focusing on the topics listed above, and subcommittees were
established to study each
group in accordance with the review and revision policy of ASA.
In 1984, the
committee became AWWA Standards Committee A21 on Ductile-Iron
Pipe and
Fittings.
The present scope of A21 Subcommittee 4, Coatings and Linings,
is to review
interior and exterior corrosion of ductile-iron pipe and
fittings and to draft standards
for the interior and exterior protection of ductile-iron pipe
and fittings. Accordingly,
Subcommittee 4 is responsible for the development of
1. Standards on polyethylene encasement materials and their
installation to
provide corrosion protection, when required, for ductile-iron
pipe and fittings.
2. Procedures for the investigation of soil to determine when
polyethylene pro-
tection is indicated.
I.A.1. History of polyethylene encasement. Loose polyethylene
encasement
was first used experimentally in the United States in 1951 for
protection of gray-iron
pipe in corrosive environments. The first field installation of
polyethylene wrap ongray-iron pipe in an operating water system was
in 1958. The installation consisted
of approximately 600 ft (180 m) of 12-in. (305-mm) pipe
installed in a waste-dump
fill area. Since 1958, polyethylene encasement has been used
extensively in
installations in severely corrosive soils throughout the United
States on pipe ranging
-
7/24/2019 C105-05
10/32
x
in size from 3 in. to 64 in. (76 mm to 1,600 mm) in diameter.
Polyethylene
encasement has been used as a soil-corrosion preventive in a
number of other
countries as well. An International Standard for Polyethylene
Sleeving (ISO-8180)*
has been adopted since the procedure was developed in the United
States.
I.B. Research. The Cast Iron Pipe Research Association
(CIPRA)
(nowknown as the Ductile Iron Pipe Research Association [DIPRA])
has researched
several severely corrosive test sites. The tests indicate that
polyethylene encasement
provides a high degree of protection resulting in minimal and
generally insignificant
exterior surface corrosion of ductile-iron and gray-iron pipe
protected in this manner.
Investigations of many field installations in which loose
polyethylene encasement
has been used as protection for ductile-iron and gray-iron pipe
against soil corrosion
confirm DIPRAs findings. These field installations also indicate
that the dielectric
capability of polyethylene provides shielding for ductile-iron
and gray-iron pipe from
stray direct current at most levels encountered in the
field.
I.C. History. The first edition of this standard was published
in 1972 as
American National Standard for Polyethylene Encasement for Gray
and Ductile
Cast-Iron Piping for Water and Other Liquids.
In 1976, Subcommittee 4 reviewed the 1972 edition and submitted
a
recommendation to Committee A21 that the standard be reaffirmed
without change,
except for updating the Foreword.
In the 1982 revision, ANSI/AWWA C105/A21.5-82, references to
gray cast-iron
pipe were deleted from the title and throughout the standard
because gray cast-ironpipe was no longer produced in the United
States. Also, metric conversions of all
dimensions were added to the standard.
The 1986 edition of the standard defined the thickness
requirement for
polyethylene film; provided new figures showing installation
methods; and extended
the length of connecting piping to be wrapped from 2 ft (0.6 m)
to 3 ft (0.9 m).
Additionally, a requirement for wrapping service lines of
dissimilar metals for a
distance of 3 ft (0.9 m) from the ductile-iron pipe was also
incorporated.
In the 1993 revision of the standard, Sec. 4.1, Materials, was
expanded to include
4-mil high-density cross-laminated (HDCL) polyethylene, and
Class B (colors)
*International Organization for Standardization (ISO), ISO
Central Secretariat, 1 rue de Varemb,Case postale 56, CH-1211,
Geneva 20, Switzerland.
CIPRA became the Ductile Iron Pipe Research Association (DIPRA)
in 1979.
-
7/24/2019 C105-05
11/32
xi
material was added to allow the purchase of colored
polyethylene. Additionally, Table 1
was modified to reflect reduced tube widths comparable with
push-on joint pipe and
fittings, and the size range was expanded to include 60- and
64-in. (1,500- and
1,600-mm) pipe. A recommendation that circumferential wraps of
tape be placed at
2-ft (0.6-m) intervals along the barrel of the pipe for
installation below the watertable or in areas subject to tidal
actions was added to Sec. 4.3.1, and Sec. 4.3.6 was
revised to indicate the preferred method of making direct
service taps on
polyethylene-encased pipe. An illustration of this procedure was
added.
In 1999, the format was changed to AWWA standard style; Sec.
II.D, Copper
Service Connections, was added to the Foreword of the standard;
and, definitions of
parties and types of polyethylene film were added to Sec. 3,
Definitions, of the
standard. Additionally, changes to Sec. 4.1, Materials,
included: (1) deletion of low-
density polyethylene film; (2) the addition of linear
low-density polyethylene film
and appropriate material requirements and physical properties;
(3) increasing the
tensile strength requirements for the high-density
cross-laminated polyethylene film;
(4) the addition of impact- and tear-resistance requirements for
both polyethylene
materials; (5) deletion of the minus tolerance on film thickness
for both materials;
and, (6) the addition of an ultraviolet inhibitor to any natural
or colored film except
black film containing 2 percent or more of carbon black. Other
changes to the
standard included the addition of Sec. 4.3, Marking, to
facilitate traceability and to
help ensure compliance with the standard; the addition of an
alternate method of
using a 3-ft sheet of polyethylene rather than a 3-ft length of
polyethylene tube forjoint makeup to Sec. 4.4.2.2, Method; and, the
addition of Sec. 5.1, Inspection and
Certification by Manufacturer, to help ensure compliance with
the standard. Also,
in Appendix A, a new paragraph on stray current corrosion and a
new section on
uniquely severe environments were added. Additionally, the
resistivity ranges in
Table A.1, Soil-Test Evaluation, were increased to make the
procedure more
conservative.
This edition of ANSI/AWWA C105/A21.5 was approved by the AWWA
Board
of Directors on June 12, 2005.
II. Special Issues.
II.A. Useful life of polyethylene. Tests of polyethylene used to
protect ductile-
iron and gray-iron pipe have shown that after 40 years of
exposure to severely
corrosive soils, strength loss and elongation reduction are
insignificant. US Bureau of
-
7/24/2019 C105-05
12/32
xii
Reclamation (BUREC) studies*of polyethylene film used
underground illustrate that
tensile strength was nearly constant and that elongation was
only slightly affected
during a seven-year test period. BURECs accelerated soil-burial
testing (acceleration
estimated to be 5 to 10 times that of field conditions) shows
polyethylene to be
highly resistant to bacteriological deterioration.II.B. Type of
material. The materials described in this standard are a linear
low-density polyethylene film and a high-density cross-laminated
film. A low-density
film was used in the initial research and testing of
polyethylene encasement to protect
ductile-iron and gray-iron pipe from corrosion. The current
materials provide the
same degree of protection as the low-density film and are
stronger and more damage
resistant. Other types of polymeric material are also available
that may provide
equally suitable protection.
II.C. Exposure to sunlight. Prolonged exposure to sunlight will
eventually
deteriorate polyethylene film. Although the film is required to
contain not less than
2 percent carbon black or 2 percent of a hindered-amine
ultraviolet inhibitor,
exposure of wrapped pipe should be kept to a minimum.
II.D. Copper service connections. The direct connection of
copper services to
ductile- and gray-iron pipelines has historically been a common
practice in the
waterworks industry. To minimize the possibility of bimetallic
corrosion, service lines
of dissimilar metals and the attendant corporation stop should
be wrapped with
polyethylene or a suitable dielectric tape for a minimum clear
distance of 3 ft (0.9 m)
from the main (Sec. 4.4.7).In addition, the grounding of
household electrical services to the copper water
service line may also result in stray current corrosion of the
copper service or the
ductile-iron or gray-iron main. AWWA policy opposes the
grounding of electrical
systems to pipe systems conveying drinking water to a customers
premises. AWWA
further states that interior piping systems may be connected to
an electrical service
neutral and to a separate grounding electrode, provided these
systems are electrically
insulated from the water utilitys pipe system. To minimize the
possibility of stray-
current corrosion on the ductile-iron or gray-iron main,
electrical insulating
couplings should be installed at the water main.
*Laboratory and Field Investigations of Plastic Films. US
Department of the Interior, Bureau ofReclamation, Rept. No. ChE-82
(September 1968).
-
7/24/2019 C105-05
13/32
xiii
III. Use of This Standard. It is the responsibility of the user
of an AWWA
standard to determine that the products described in that
standard are suitable for use
in the particular application being considered.
III.A. Purchaser options and alternatives. The following items
should be pro-
vided by the purchaser:1. Type of polyethylene material (Sec.
4.1.1 and Sec. 4.1.2).
2. Color of polyethylene material (Sec. 4.1.3).
3. Installation methodA, B, or C (Sec. 4.3)if there is a
preference.
4. Requirement for delivery of an Affidavit of Compliance (Sec.
5.1.2).
III.B. Modification to standard. Any modification to the
provisions, defini-
tions, or terminology in this standard must be provided by the
purchaser.
IV. Major Revisions. There were no major revisions to this
edition of the
standard.
V. Comments. If you have any comments or questions about this
standard,
please call the AWWA Volunteer & Technical Support Group,
303.794.7711,
FAX 303.795.7603, or write to the group at 6666 West Quincy
Avenue, Denver, CO
80235-3098, or e-mail at [email protected].
-
7/24/2019 C105-05
14/32
This page intentionally blank.
-
7/24/2019 C105-05
15/32
1
AWWA Standard
ANSI/AWWA C105/A21.5-05
(Revision of ANSI/AWWA C105/A21.5-99)
Polyethylene Encasement
for Ductile-Iron Pipe Systems
SECTION 1: GENERAL
Sec. 1.1 Scope
This standard describes materials and installation procedures
for polyethylene
encasement to be applied to underground installations of
ductile-iron pipe. This
standard also may be used for polyethylene encasement of
fittings, valves, and other
appurtenances to ductile-iron pipe systems.
Sec. 1.2 Purpose
The purpose of this standard is to provide the minimum
requirements for
polyethylene sheet and tubes to be used for external corrosion
protection of buried
ductile-iron pipe, fittings, and appurtenances.
Sec. 1.3 Application
This standard or sections of this standard can be referenced in
documents for
the purchasing and installation of polyethylene sheet or tubes
for corrosion
protection of buried ductile-iron pipe, fittings, and
appurtenances.
-
7/24/2019 C105-05
16/32
2 AWWA C105/A21.5-05
SECTION 2: REFERENCES
This standard references the following documents. In their
latest editions, they
form a part of this standard to the extent specified within the
standard. In any case
of conflict, the requirements of this standard shall
prevail.ANSI*/AWWA C600Installation of Ductile-Iron Water Mains and
Their
Appurtenances.
ASTM D149Standard Test Method for Dielectric Breakdown Voltage
and
Dielectric Strength of Solid Electrical Insulating Materials at
Commercial Power
Frequencies.
ASTM D882Standard Test Method for Tensile Properties of Thin
Plastic
Sheeting.
ASTM D1709Standard Test Methods for Impact Resistance of Plastic
Film
by the Free-Falling Dart Method.
ASTM D1922Standard Test Method for Propagation Tear Resistance
of
Plastic Film and Thin Sheeting by Pendulum Method.
ASTM D4976Standard Specification for Polyethylene Plastics
Molding and
Extrusion Materials.
SECTION 3: DEFINITIONS
The following definitions shall apply in this standard:
1. High-density cross-laminated polyethylene film: Film extruded
from virgin
high-density polyethylene raw material, which is molecularly
oriented by stretching.
Two single-ply layers of the film are laminated together with
their orientations at 90
to one another to form the final product.
2. Linear low-density polyethylene film: Film extruded from
virgin linear
low-density polyethylene raw material.
3. Manufacturer: The party that manufactures, fabricates, or
produces
materials or products.4. Polyethylene encasement: The encasement
of piping with polyethylene
film in tube or sheet form.
*American National Standards Institute, 25 West 43rd Street,
Fourth Floor, New York, NY 10036.
ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA
19428.
-
7/24/2019 C105-05
17/32
POLYETHYLENE ENCASEMENT FOR DUCTILE-IRON PIPE SYSTEMS 3
5. Purchaser: The person, company, or organization that
purchases any
materials or work to be performed.
SECTION 4: REQUIREMENTS
Sec. 4.1 Materials
4.1.1 Linear low-density polyethylene film. Linear low-density
polyethylene
film shall be manufactured from virgin polyethylene material
conforming to the
following:
4.1.1.1 Raw material requirements, per ASTM D4976
Group: 2 (Linear)
Density: 0.910 to 0.935 g/cm3
Dielectric strength: Volume resistivity, 1015ohm-cm, minimum
4.1.1.2 Physical properties of finished film.
Tensile strength: 3,600 psi (24.8 MPa), minimum in machine and
transverse
direction (ASTM D882)
Elongation: 800 percent, minimum in machine and transverse
direction
(ASTM D882)
Dielectric strength: 800 V/mil (31.8 V/m) thickness, minimum
(ASTM
D149)
Impact resistance: 600 g, minimum (ASTM D1709 Method
B)Propagation tear resistance: 2,550 gf (grams force), minimum in
machine and
transverse direction (ASTM D1922)
4.1.1.3 Thickness. Linear low-density polyethylene film shall
have a mini-
mum thickness of 0.008 in. (8 mil or 200 m).
4.1.2 High-density, cross-laminated polyethylene film.
High-density cross-lami-
nated polyethylene film shall be manufactured of virgin
polyethylene material
conforming to the following:
4.1.2.1 Raw material requirements per ASTM D4976
Group: 2 (Linear)
High-density: 0.940 to 0.960 g/cm3
Dielectric strength: Volume resistivity, 1015ohm-cm, minimum
4.1.2.2 Physical properties of finished film.
Tensile strength: 6,300 psi (43.4 MPa), minimum in machine and
transverse
direction (ASTM D882)
-
7/24/2019 C105-05
18/32
4 AWWA C105/A21.5-05
Elongation: 100 percent, minimum in machine and transverse
direction
(ASTM D882)
Dielectric strength: 800 V/mil (31.8 V/m) thickness, minimum
(ASTM
D149)
Impact resistance: 800 g, minimum (ASTM D1709 Method
B)Propagation tear resistance: 250 gf, minimum in machine and
transverse
direction (ASTM D1922)
4.1.2.3 Thickness. High-density cross-laminated polyethylene
film shall
have a minimum thickness of 0.004 in. (4 mil or 100 m).
4.1.3 Color. Polyethylene film may be supplied with its natural
color, colors
including white and black, or black (weather-resistant)
containing not less than
2 percent carbon black with an average particle diameter of 50
nm or less. A
minimum of 2 percent of a hindered-amine ultraviolet inhibitor
is required in any
natural or colored film except black film containing 2 percent
or more carbon black.
Sec. 4.2 Tube Size or Sheet Width
Tube size or sheet width for each pipe diameter shall be as
listed in Table 1.
Sec. 4.3 Marking
4.3.1 Marking requirements. The polyethylene film supplied shall
be clearly
marked, at a minimum of every 2 ft along its length, containing
the following
information:a. Manufacturers name or trademark.
b. Year of manufacture.
c. ANSI/AWWA C105/A21.5.
d. Minimum film thickness and material type (LLDPE or
HDCLPE).
e. Applicable range of nominal pipe diameter size(s).
f. WarningCorrosion ProtectionRepair Any Damage.
4.3.2 Marking height. Letters and numerals used for marking
items a
through ein Sec. 4.3.1 shall not be less than 1 in. in height.
Item fin Sec. 4.3.1 shall
be not less than 1 in. in height.
Sec. 4.4 Installation
4.4.1 General. The polyethylene encasement shall prevent contact
between
the pipe and the surrounding backfill and bedding material, but
it is not intended to
be a completely airtight or watertight enclosure. Lumps of clay,
mud, cinders, etc., on
the pipe surface shall be removed prior to installation of the
polyethylene
-
7/24/2019 C105-05
19/32
POLYETHYLENE ENCASEMENT FOR DUCTILE-IRON PIPE SYSTEMS 5
encasement. During installation, soil or embedment material
shall not be trapped
between the pipe and the polyethylene.
The polyethylene film shall be fitted to the contour of the pipe
creating a snug,
but not tight, encasement with minimum space between the
polyethylene and the
pipe. Sufficient slack shall be provided in contouring to
prevent stretching the
polyethylene where it bridges irregular surfaces, such as
bell-spigot interfaces, bolted
joints, or fittings, and to prevent damage to the polyethylene
caused by backfilling
operations. Overlaps and ends shall be secured with adhesive
tape or plastic tie straps.
For installations below the water table or in areas subject to
tidal actions, tube-
form polyethylene should be used with both ends thoroughly
sealed with adhesive
tape or plastic tie straps at the joint overlap. Also,
circumferential wraps of tape
Table 1 Polyethylene tube and sheet sizes for push-on joint
pipe*
Nominal Pipe Diameter Minimum Polyethylene Widthin.(cm)
in. (mm) Flat Tube Sheet
3 (76) 14 (36) 28 (71)
4 (102) 14 (36) 28 (71)6 (152) 16 (41) 32 (81)
8 (203) 20 (51) 40 (102)
10 (254) 24 (61) 48 (122)
12 (305) 27 (69) 54 (137)
14 (356) 30 (76) 60 (152)
16 (406) 34 (86) 68 (173)
18 (457) 37 (94) 74 (188)
20 (508) 41 (104) 82 (208)
24 (610) 54 (137) 108 (274)
30 (762) 67 (170) 134 (340)36 (914) 81 (206) 162 (411)
42 (1,067) 81 (206) 162 (411)
48 (1,219) 95 (241) 190 (483)
54 (1,400) 108 (274) 216 (549)
60 (1,500) 108 (274) 216 (549)
64 (1,600) 121 (307) 242 (615)
* These wrap sizes should work with most push-on joint pipe and
fitting bell sizes. Where bell circumferences are largerthan the
sheet sizes shown, the bell areas should be carefully wrapped with
cut film sections, effectively lapping andsecuring cut edges as
necessary; or, alternatively, sufficiently large tube or sheet film
to effectively cover these joints
should be ordered.
-
7/24/2019 C105-05
20/32
6 AWWA C105/A21.5-05
should be placed at 2-ft (0.6-m) intervals along the barrel of
the pipe to minimize the
space between the polyethylene and the pipe.
4.4.2 Pipe. This standard includes three methods of installation
of polyeth-
ylene encasement on pipe. Methods A and B are for use with
polyethylene tubes, and
method C is for use with polyethylene sheets.
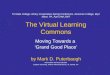
4.4.2.1 Method A (Refer to Figure 1.). Cut polyethylene tube to
a length
approximately 2 ft (0.6 m) longer than the pipe section. Slip
the tube around the
pipe, centering it to provide a 12-in. (305-mm) overlap on each
adjacent pipe section
and bunching it accordion-fashion lengthwise until it clears the
pipe ends.
Lower the pipe into the trench and make up the pipe joint with
the preceding
section of pipe. A shallow bell hole must be made at the joints
to facilitate installation
of the polyethylene tube.After assembling the pipe joint, make
the overlap of the polyethylene tube. Pull
the bunched polyethylene from the preceding length of pipe, slip
it over the end of
the new length of pipe, and secure it in place. Slip the end of
the polyethylene from
the new pipe section over the end of the first wrap until it
overlaps the joint at the
end of the preceding length of pipe. Secure the overlap in
place. Take up the slack
width at the top of the pipe as shown in Figure 2 to make a snug
but not tight fit
along the barrel of the pipe, securing the fold at quarter
points.
Cuts, tears, punctures, or other damage to the polyethylene
shall be repaired as
described in Sec. 4.4.5. Proceed with the installation of the
next section of pipe in the
same manner.
4.4.2.2 Method B (Refer to Figure 3.). Cut polyethylene tube to
a length
approximately 12 in. (305 mm) shorter than that of the pipe
section. Slip the tube
around the pipe, centering it to provide 6 in. (150 mm) of bare
pipe at each end.
Figure 1 Installation method A
12-in. (305-mm) Minimum
One length of polyethylene tube for each length of pipe,
overlapped at joint.
-
7/24/2019 C105-05
21/32
POLYETHYLENE ENCASEMENT FOR DUCTILE-IRON PIPE SYSTEMS 7
Take up the slack width at the top of the pipe as shown in
Figure 2 to make a snug
but not tight fit along the barrel of the pipe, securing the
fold at quarter points.
Secure the ends as described in Sec. 4.4.1.
Before making up a joint, slip a 3-ft (0.9-m) length of
polyethylene tube over
the end of the preceding pipe section, bunching it
accordion-fashion lengthwise.
Alternatively, place a 3-ft (0.9-m) length of polyethylene sheet
in the trench under
the joint to be made. After completing the joint, pull the 3-ft
(0.9-m) length of
polyethylene over or around the joint, overlapping the
polyethylene previously
installed on each adjacent section of pipe by at least 12 in.
(305 mm). Make each end
snug and secure as described in Sec. 4.4.1. A shallow bell hole
is necessary and shall
be made at joints to facilitate the installation of the
polyethylene tube or sheet.
Figure 2 Slack-reduction procedure for installation methods A
and B
Figure 3 Installation method B
Take up the slack in the tube to make a snug but not tight fit.
Fold the excess back over the top of thepipe, securing the fold at
the quarter points along the length of the pipe.
12-in. (305-mm) Minimum
Separate pieces of polyethylene tube for barrel of pipe and
polyethylene tube or sheet for joints. Thepolyethylene over joints
overlaps tube encasing barrel. (Method B is not recommended for
bolted-type
joints unless an additional layer of polyethylene is provided
over the joint area as in methods A and C.)
-
7/24/2019 C105-05
22/32
8 AWWA C105/A21.5-05
Cuts, tears, punctures, or other damage to the polyethylene
shall be repaired as
described in Sec. 4.4.5. Proceed with installation of the next
section of pipe in the
same manner.
4.4.2.3 Method C (Refer to Figure 4.). Cut polyethylene sheet to
a length
approximately 2 ft (0.6 m) longer than that of the pipe section.
Center the cut length
to provide a 12-in. (305-mm) overlap on each adjacent pipe
section, bunching it
until it clears the pipe ends. Wrap the polyethylene around the
pipe so that it
circumferentially overlaps the top quadrant of the pipe. Secure
the cut edge of
polyethylene sheet at intervals of approximately 3 ft (0.9
m).
Lower the wrapped pipe into the trench and make up the pipe
joint with thepreceding section of pipe. A shallow bell hole is
necessary and shall be made at the
joints to facilitate installation of the polyethylene. After
completing the joint, make
the overlap and secure the ends as described in Sec. 4.4.1.
Cuts, tears, punctures, or other damage to the polyethylene
shall be repaired as
described in Sec. 4.4.5. Proceed with installation of the next
section of pipe in the
same manner.
4.4.3 Pipe-shaped appurtenances. Bends, reducers, offsets, and
other pipe-
shaped appurtenances shall be covered with polyethylene in the
same manner as the
pipe.
4.4.4 Odd-shaped appurtenances. When it is not practical to wrap
valves,
tees, crosses, and other odd-shaped pieces in a tube, wrap with
a flat sheet or split
length of polyethylene tube by passing the sheet under the
appurtenance and
bringing the sheet around the body. Make seams by bringing the
edges of the
Figure 4 Installation method C
12-in. (305-mm) Minimum
Pipe completely wrapped with flat polyethylene sheet.
-
7/24/2019 C105-05
23/32
POLYETHYLENE ENCASEMENT FOR DUCTILE-IRON PIPE SYSTEMS 9
polyethylene sheet together, folding them over twice, and taping
them. Handle width
and overlaps at joints as described in Sec. 4.4.2.1. Tape the
polyethylene securely in
place at the valve stem and other penetrations.
4.4.5 Repairs. Repair cuts, tears, punctures, or damage to
polyethylene with
adhesive tape or with a short length of polyethylene sheet, or
with a tube cut open,wrapped around the pipe to cover the damaged
area, and secured in place.
4.4.6 Openings in encasement. Provide openings for branches,
service taps,
blowoffs, air valves, and similar appurtenances by cutting an X
in the polyethylene
and temporarily folding back the film. After the appurtenance is
installed, tape the
slack securely to the appurtenance, and repair the cut and any
other damaged areas
in the polyethylene with tape. Direct service taps may also be
made through the
polyethylene, with any resulting damaged areas being repaired as
described
previously. To make direct service taps, apply two or three
wraps of adhesive tape
completely around the polyethylene-encased pipe to cover the
area where the tapping
machine and chain will be mounted. This method minimizes
possible damage to the
polyethylene during the direct-tapping procedure. After the
tapping machine is
mounted, the corporation stop is installed directly through the
tape and polyethylene
as shown in Figure 5. This method is very effective in
eliminating damage to the
polyethylene encasement caused by the tapping machine and chain
during the
Figure 5 Preferred method for making direct service taps on
polyethylene-encased iron pipe
-
7/24/2019 C105-05
24/32
10 AWWA C105/A21.5-05
tapping operation. After the direct tap is completed, the entire
circumferential area
shall be closely inspected for damage and repaired if
needed.
4.4.7 Junctions between wrapped and unwrapped pipe. Where
polyethylene-
wrapped pipe joins an adjacent pipe that is not wrapped, extend
the polyethylene
wrap to cover the adjacent pipe for a distance of at least 3 ft
(0.9 m). Secure the endwith circumferential turns of adhesive
tape.
Service lines of dissimilar metals shall be wrapped with
polyethylene or a
suitable dielectric tape for a minimum clear distance of 3 ft
(0.9 m) away from the
ductile-iron pipe.
4.4.8 Backfill for polyethylene-wrapped pipe. Use the same
backfill material as
that specified for pipe without polyethylene wrap, exercising
care to prevent damage
to the polyethylene wrapping when placing backfill. Backfill
material shall be free
from cinders, refuse, boulders, rocks, stones, or other material
that could damage the
polyethylene. In general, backfilling practice should be in
accordance with ANSI/
AWWA C600.
SECTION 5: VERIFICATION
Sec. 5.1 Inspection and Affidavit of Compliance
5.1.1 Quality control and inspection. The manufacturer shall
establish the
necessary quality control and inspection practice to ensure
compliance with thisstandard.
5.1.2 Affidavit of compliance. The manufacturer shall, if
requested by the
purchaser, provide a sworn statement that the polyethylene
encasement provided
complies with the requirements of this standard.
5.1.3 Freedom from defects. All polyethylene film shall be
clean, sound, and
without defects that could impair service.
SECTION 6: DELIVERY
This standard has no applicable information for this
section.
-
7/24/2019 C105-05
25/32
11
APPENDIX A
Notes on Procedures for Soil Survey Tests and Observations and
TheirInterpretation to Determine Whether Polyethylene Encasement
Should Be Used
This appendix is for information only and is not a part of
ANSI/AWWA C105/A21.5.
In the appraisal of soil and other conditions that affect the
corrosion rate of
ductile-iron pipe,*many factors must always be considered. They
are outlined here.
A method of evaluating and interpreting each factor and a method
of weighing each
factor to determine whether polyethylene encasement should be
used are subse-
quently described.
These methods should be employed only by qualified personnel who
are
experienced in soil analysis and evaluation of conditions
potentially corrosive to
ductile-iron pipe. Factors such as moisture content, soil
temperature, location of soilsample with respect to pipe, time
between removal of soil sample and testing, and
other factors can significantly affect the soil-test evaluation.
For example, certain soil
environments are considered to be potentially corrosive to
ductile-iron pipe and,
therefore, do not require evaluation to determine the need for
corrosion protection.
These environments include, but are not limited to, coal,
cinders, muck, peat, mine
wastes, and landfill areas high in foreign materials. Existing
installations and the
potential for stray direct-current corrosion should also be a
part of the evaluation.
Sec. A.1 Soil Survey Tests and Observations
Factors to consider when determining the need for polyethylene
encasement of
pipe are outlined below. A discussion of each point follows the
outline.
1. Earth resistivity.
a. Four-pin
b. Single-probe
c. Saturated-sample (soil-box)
2. pH.
3. Oxidation-reduction (redox) potential.
4. Sulfides.
a. Azide (qualitative)
*NOTE: The information contained in Appendix A is also
applicable to gray-iron pipe. Although gray-iron pipe is no longer
produced in the United States, many miles of this product remain in
service.
-
7/24/2019 C105-05
26/32
12 AWWA C105/A21.5-05
5. Moisture content (relative).
a. Prevalence
6. Soil description.
a. Particle size
b. Uniformityc. Type
d. Color
7. Potential stray direct current.
a. Nearby cathodic-protection-utilizing rectifiers
b. Railroads (electric)
c. Industrial equipment, including welding equipment
d. Mine transportation equipment
8. Experience with existing installations in the area.
1. Earth resistivity. There are three methods for determining
earth resistiv-
ity: four-pin, single-probe, and soil-box. In the field, a
four-pin determination should
be made with pins spaced at approximate pipe depth. This method
yields an average
of resistivity from the surface to a depth equal to pin spacing.
However, results are
sometimes difficult to interpret where dry topsoil is underlain
with wetter soils and
where soil types vary with depth. The Wenner configuration is
used with a
soil-resistance meter, which is available with varying ranges of
resistance. For
all-around use, a meter with a capacity of up to 104ohms is
suggested, because it
permits both field and laboratory testing of most soils.
Because of this difficulty in interpretation, the same meter may
be used with a
single probe that yields resistivity at the point of the probe.
A boring is made into the
subsoil allowing the probe to be pushed into the soil at the
desired depth.
Because the soil may not be typically wet, a sample should be
removed for
saturated resistivity determination. This may be accomplished
with a laboratory unit
that permits the introduction of water to saturation, therefore
simulating saturated
field conditions. The unit is used in conjunction with a
soil-resistance meter.
The interpretation of the results of resistivity measurements is
extremelyimportant. A determination based on a four-pin reading
with dry topsoil averaged with
wetter subsoil would probably be inaccurate. Only by determining
the resistivity in soil
at pipe depth can an accurate interpretation be made. Also, the
local situation should
be determined concerning groundwater table, the presence of
shallow groundwater, and
the approximate percentage of time the soil is likely to be
water saturated.
-
7/24/2019 C105-05
27/32
POLYETHYLENE ENCASEMENT FOR DUCTILE-IRON PIPE SYSTEMS 13
With ductile-iron pipe, corrosion protection provided by
products of corrosion
is enhanced if there are dry periods during each year. Dry
periods seem to permit
hardening, or toughening, of the corrosion scale or products,
which become
impervious and serve as better insulators.
In making field determinations of resistivity, temperature is
important. Theresistivity increases as the temperature decreases.
As the water in the soil approaches
freezing, resistivity increases greatly and, therefore, is not
reliable. Field determina-
tions under frozen soil conditions should be avoided. Reliable
results under these
conditions can be obtained only by the collection of suitable
subsoil samples for
analysis in laboratory conditions at a proper temperature.
Interpretation of resistivity data. Because of the wide variance
in results
obtained using the methods described, it is difficult to
interpret any single reading
without knowing which method was used to obtain the reading. The
interpretation
should be based on the lowest reading obtained, with
consideration to other
conditions, such as typical moisture content of the soil.
Because of the lack of exact
correlation between experiences and resistivity, it is necessary
to assign ranges of
resistivity rather than specific numbers. Table A.1 shows the
points assigned to
various ranges of resistivity. These points, when considered
along with points
assigned to other soil characteristics (also shown in Table
A.1), are significant.
2. pH. In the pH range of 0.0 to 4.0, soil serves well as an
electrolyte. In the
pH range of 6.5 to 7.5, soil conditions are optimum for sulfate
reduction. In the pH
range of 8.5 to 14.0, soils are generally high in dissolved
salts, yielding a low soilresistivity.
In testing pH, a combination pH electrode is pushed into the
soil sample, and
a direct reading is made, following suitable temperature setting
on the instrument.
Normal procedures are followed for standardization.
3. Oxidation-reduction (redox) potential. The redox potential of
a soil is
significant, because the most common sulfate-reducing bacteria
can live only in
anaerobic conditions. A redox potential greater than +100 mV
demonstrates that the
soil is sufficiently aerated, preventing sulfate reducers from
forming. Potentials of 0 to
+100 mV may or may not indicate anaerobic conditions; however, a
negative redox
potential definitely indicates the anaerobic conditions in which
sulfate reducers thrive.
The redox test is performed using a pH/mV meter with a
combination ORP electrode
inserted into the soil sample. It should be noted that soil
samples removed from a
boring or excavation can undergo a change in redox potential
when exposed to air.
-
7/24/2019 C105-05
28/32
14 AWWA C105/A21.5-05
These samples should be tested immediately after the excavation.
Heavy clays, muck,and organic soils are often anaerobic. For this
reason, these soils should be regarded as
potentially corrosive.
4. Sulfides. The sulfide determination is recommended because of
its field
expediency. A positive sulfide reaction reveals a potential
problem caused by
sulfate-reducing bacteria. The sodium azideiodine qualitative
test is used to identify
Table A.1 Soil-test evaluation
Soil Characteristics Based on Samples Taken Down to Pipe Depth
Points*
Resistivityohm-cm (based on water-saturated soil box):
1,8002,100...................................................................................................
5
>2,1002,500...................................................................................................
2
>2,5003,000...................................................................................................
1
>3,000..............................................................................................................
0
pH:
02...................................................................................................................
5
24...................................................................................................................
3
46.5................................................................................................................
0
6.57.5.............................................................................................................
0.
7.58.5.............................................................................................................
0>8.5..................................................................................................................
3
Redox potential:
> +100 mV
......................................................................................................
0
+50 to +100
mV..............................................................................................
3.5
0 to +50
mV....................................................................................................
4
Negative
...........................................................................................................
5
Sulfides:
Positive.............................................................................................................
3.5
Trace
................................................................................................................
2
Negative
...........................................................................................................
0Moisture:
Poor drainage, continuously wet
......................................................................
2
Fair drainage, generally
moist...........................................................................
1
Good drainage, generally dry
...........................................................................
0
*Ten points indicates that soil is corrosive to ductile-iron
pipe; protection is needed.
If sulfides are present and low or negative redox-potential
results are obtained, add three points for this range.
-
7/24/2019 C105-05
29/32
POLYETHYLENE ENCASEMENT FOR DUCTILE-IRON PIPE SYSTEMS 15
sulfides. In this determination, a solution of 3 percent sodium
azide in a 0.1Niodine
solution is introduced into a test tube containing a sample of
the soil. Sulfides
catalyze the reaction between sodium azide and iodine, resulting
in nitrogen. If
strong bubbling or foaming results, sulfides are present, as are
sulfate-reducing
bacteria. If very slight bubbling is noted, sulfides are
probably present in smallconcentration, and the result is noted as
a trace.
5. Moisture content. Because prevailing moisture content is
extremely impor-
tant to soil corrosion, this condition must be determined. It is
not necessary that the
specific moisture content of a soil sample be determined,
because the content probably
varies throughout the year. However, local authorities should
observe the soil moisture
conditions many times during the year. (Although mentioned in
item 1, Earth
resistivity, this variability factor is reiterated to emphasize
the importance of notation.)
6. Soil description. In each investigation, soil types should be
completely
described. The description should include color and physical
characteristics, such as
particle size, plasticity, friability, and uniformity.
Observation and testing will reveal
whether the soil is high in organic content; this should be
noted. In a given area,
corrosivity may often be reflected in certain types and colors
of soil. This information
is valuable for future investigations or for determining suspect
soils.
Soil uniformity is important because of the possible development
of local
corrosion cells caused by the difference in potential, such as
different soil types
contacting the pipe. The same is true for uniformity of
aeration. If one segment of
soil contains more oxygen than a neighboring segment, a
corrosion cell can developfrom the difference in potential. This
cell is known as a differential aeration cell.
There are several basic types of soils that should be noted in
the soil description:
sand, loam, silt, clay, and muck. In addition, unusual soils,
such as peat or soils high
in foreign material, should be noted.
7. Potential stray direct current. Soil surveys should consider
the possibility of
stray direct current that might interfere with the
ductile-iron-pipe installation. The
widespread use of rectifiers and ground beds for cathodic
protection of underground
structures has increased the potential of stray direct current.
The proximity of these
cathodic protection systems should be noted. Among other
potential sources of stray
direct current are electric railways, industrial equipment
(including welding
equipment), and mine-transportation equipment.
Normally, the amount of stray current influence from cathodic
protection
systems on an electrically discontinuous ductile-iron pipeline
will be negligible. It is
-
7/24/2019 C105-05
30/32
16 AWWA C105/A21.5-05
not detrimental to the expected life of the system, unless the
pipeline comes close to
an impressed-current, cathodic-protection anode bed where the
current density is
high. When ductile iron pipelines are exposed to high-density
stray current
environments, the pipeline should be rerouted or the anode bed
relocated. If neither
of these options is feasible, the ductile iron pipe in this area
should be electricallybonded together, electrically isolated from
adjacent pipe, polyethylene encased, and
appropriate test leads and current drain installed.
8. Experience with existing installations. The best information
on soil corro-
sivity with respect to ductile-iron pipe results from experience
with this material in
the area under investigation. Every effort should be made to
acquire these data by
questioning local officials and, if possible, by observing
existing installations.
Sec. A.2 Soil-Test Evaluation
When the soil-test procedures described in this standard are
employed, the
following tests are used in evaluating corrosivity of the soil:
resistivity, pH, redox
potential, sulfides, and moisture. For each of these tests,
results are categorized
according to their contribution to corrosivity. Point values are
assigned, based on
experience with ductile-iron pipe (see Table A.1). When results
of these five tests/
observations are available, the assigned points are totaled. If
the sum is equal to 10 or
more, the soil is corrosive to ductile-iron pipe, and protection
against exterior
corrosion should be provided. This system of evaluation is
limited to soil corrosion
and does not include consideration of stray direct
current.General. These notes address only ductile-iron pipe, the
soil environment in
which the pipe will serve, and the methods of determining a need
for polyethylene
encasement.
Sec. A.3 Uniquely Severe Environments
Research has shown that polyethylene encasement alone is a
viable corrosion
protection system for ductile- and gray-iron pipe in most
environments. However,
other options should be considered for environments where the
following character-
istics co-exist: (1) soil resistivity 500 ohm-cm; (2) anaerobic
conditions in which
sulfate-reducing bacteria thrive (neutral pH [6.5 to 7.5], low
or negative redox
potential [negative to +100 mV], and the presence of sulfides
[positive or trace]); and
(3) where the water table is intermittently or continually above
the invert of the pipe.
-
7/24/2019 C105-05
31/32
This page intentionally blank.
-
7/24/2019 C105-05
32/32
AWWA is the authoritative resource for knowledge, information,
and advocacy to improve the quality and
supply of water in North America and beyond. AWWA is the largest
organization of water professionals in the
world. AWWA advances public health, safety, and welfare by
uniting the efforts of the full spectrum of the
entire water community. Through our collective strength we
become better stewards of water for the greatest
good of the people and the environment.