Embed Size (px)
Citation preview

1
Fabrication methods
CompositesIves De Baere and Joris Degrieck – 2013-2014
Fabrication methods: general
• Basic principles:‣ for thermosets:
‧ impregnate fibres with liquid mix of monomers/ polymersimpregnate fibres with liquid mix of monomers/ polymers and let it “cure”; eventually start from “prepreg” (to be stored at -18ºC)
‧ temperature and pressure may act as catalyst/accelerator
‧ “post-curing” is often applied
f h l i
CompositesIves De Baere and Joris Degrieck – 2013-2014
‣ for thermoplastics:‧ impregnate fibres with liquid or dissolved thermoplastic
to obtain “prepreg”, “semipreg” or granules
‧ next warm up above melting temperature, shape/inject and let cool down
2
Fabrication methods: general (2)
• Choice of fabrication method function of:
‣ desired mechanical properties (number of layers, fibre di ti fib f ti )directions, fibre fraction,…)
‣ desired quality (porosity, surface quality,…)‣ selected fibres and matrix‣ complexity and dimensions of product‣ size of production series‣ health and environmental considerations,…‣ …
CompositesIves De Baere and Joris Degrieck – 2013-2014
design and fabrication method always have to go hand in hand !!
Fabrication methods: general (3)
• points (of attention) with thermosetting matrices:
‣ possibility of creation of voids (from condensation products
(poly-condensation), solvents, other additives,…)
‣ risk of release of toxic gasses(e.g. styrene with polyester)
‣ use polymer mixture with adapted “pot-life” (time available
for processing before start of effective curing)
‣ use of gel coat (protection layer to be applied before or after
CompositesIves De Baere and Joris Degrieck – 2013-2014
use of gel coat (protection layer to be applied before or after
lamination/curing; is often pure resin with fillers and/or
additives, eventually strengthened with “surface “)
.

3
Fabrication methods: general (4)
• mould(s)/die(s) always needed (composite material
is formed during fabrication of product)
‣ can be cheap and simple (e.g. for wet lamination, filament
winding,…: wood, plaster, composite, metal) up to complex
and expensive (hot pressing, injection moulding, filament
winding…: aluminium, steel, composite)
‣ always apply a release agent or use a release film
CompositesIves De Baere and Joris Degrieck – 2013-2014
y pp y g
‣ take shrinkage and thermal expansion difference into
account !
Wet Hand Lay-up: principle
resin
ld
laminate
resin
Hand roller
CompositesIves De Baere and Joris Degrieck – 2013-2014
mould

4
Wet Hand Lay-up
CompositesIves De Baere and Joris Degrieck – 2013-2014
Current Practices in FRP Composites TechnologyFRP Bridge Decks and Superstructures
CompositesIves De Baere and Joris Degrieck – 2013-2014

5
Wet Hand Lay-up
CompositesIves De Baere and Joris Degrieck – 2013-2014
Spray-up
CompositesIves De Baere and Joris Degrieck – 2013-2014

6
Spray-up
Applying a gelcoat (surface finish) Spraying the chopped fibres
CompositesIves De Baere and Joris Degrieck – 2013-2014
Automated spray-up of boat hull
CompositesIves De Baere and Joris Degrieck – 2013-2014

7
Wet hand lay-up & spray-up
• Pro:‣ Low initial investment‣ Adapted for small series
Hi h fl ibilit i h i d l it‣ High flexibility in shaping and complexity
• Contra:‣ Labour intensive‣ Varying properties and quality‣ Relative low fibre volume fractions(25-40%)‣ Only one finished (smooth) surface
CompositesIves De Baere and Joris Degrieck – 2013-2014
y ( )
• Examples of applications:‣ boats, swimming pools, cars/truck bodies, all types of composites prototypes, …
Vacuum assisted resin infusion/injection
CompositesIves De Baere and Joris Degrieck – 2013-2014

8
Vacuum assisted resin infusion/injectionlab setup
CompositesIves De Baere and Joris Degrieck – 2013-2014
Resin injection of hulls
CompositesIves De Baere and Joris Degrieck – 2013-2014

9
Example resin flow:boat hull
CompositesIves De Baere and Joris Degrieck – 2013-2014
Example resin flow:boat hull
CompositesIves De Baere and Joris Degrieck – 2013-2014

10
Replacing some of the manual labour:automated fibre deposition
CompositesIves De Baere and Joris Degrieck – 2013-2014
Injection and bonding two half blades
CompositesIves De Baere and Joris Degrieck – 2013-2014

11
Resin Transfer moulding (RTM)- LightUses vacuum to keep the mould closedvacuum causes the infusion
CompositesIves De Baere and Joris Degrieck – 2013-2014
Resin Transfer moulding (RTM)- Light
CompositesIves De Baere and Joris Degrieck – 2013-2014
http://www.youtube.com/watch?v=yTsXKGUdtCE

12
Vacuum Assisted Resin Transfer Moulding (VA)RTM
‘infusie-labo.mov’
CompositesIves De Baere and Joris Degrieck – 2013-2014
Uses mechanical system to keep the mould closed, as resin is injected under pressure, combined with vacuum
Vacuum Assisted Resin Transfer Moulding (VA)RTM
CompositesIves De Baere and Joris Degrieck – 2013-2014

13
Resin injection ((VA)RTM(-Light))
• Pro:‣ Relatively low initial investments‣ Adapted for smaller to larger series‣ Adapted for large products/constructionsAdapted for large products/constructions‣ High flexibility in shaping and complexity‣ Reasonable to good and consistent mechanical properties
• Contra:‣ Relatively labour intensive‣ High cycle times (for largers products)‣ Medium fibre volume fractions (is improving)
CompositesIves De Baere and Joris Degrieck – 2013-2014
( p g)
• Examples of applications:‣ boating, pressure vessels, car bodies and components,…
Autoclave processing: principle
Pressure vesselInlet pressurized(hot) gas
Sealant tape Vacuum bag
Stacking sequence
CompositesIves De Baere and Joris Degrieck – 2013-2014
vacuum
Stacking sequenceBleeder, breather ...

14
Autoclave processing : extra supplies
CompositesIves De Baere and Joris Degrieck – 2013-2014
Autoclave processing : extra supplies
Release film (perforated)
Release fabric
Release film (perforated)
CompositesIves De Baere and Joris Degrieck – 2013-2014

15
Autoclave cycle
CompositesIves De Baere and Joris Degrieck – 2013-2014
Viscosity and cure curves (thermosetting prepreg)
CompositesIves De Baere and Joris Degrieck – 2013-2014

16
Autoclave examples
Autoclave at Airbus
CompositesIves De Baere and Joris Degrieck – 2013-2014
Pressure bag technique
CompositesIves De Baere and Joris Degrieck – 2013-2014

17
Autoclave processing
• Pro:‣ High and consistent mechanical properties‣ High fibre volume fractions possible (50-70%)
Ad t d f ll i‣ Adapted for small series‣ Relatively high flexibility in shaping and complexity
• Contra:‣ (very) labour intensive‣ (very) high investments and cost of supplies
CompositesIves De Baere and Joris Degrieck – 2013-2014
• Examples of applications:‣ Aeronautics and aerospace, products with very high dimensional tolerances (radars, space mirrors,…)
‘out-of-autoclave’ - methods
OOA curing achieves the desired fiber content and elimination of voids by placing the layup within a closed mold and applying vacuum, pressure, and heat by means other than an autoclave
e g RTM VARTM SQRTMe.g. RTM, VARTM, SQRTM
Same Qualified Resin Transfer Moulding (SQRTM)SQRTM is an RTM process adapted to prepreg technology. The prepreg is placed in a closed mould and during the cure cycle a small amount of resin is injected into the cavity
CompositesIves De Baere and Joris Degrieck – 2013-2014
cycle, a small amount of resin is injected into the cavity through ports positioned around the part. This resin does not go into the laminate, but only presses up against the edge of the laminate in order to establish hydrostatic pressure on the prepreg, similar to the goal of autoclave curing.

18
SQRTM – example(source: Radius Engineering)
SARAP fuselage prototype (helicopter)
CompositesIves De Baere and Joris Degrieck – 2013-2014
SQRTM - example
Step 2:The roof skin’s prepreg layup is inplace, and the network of tooling inserts thatwill form the faces of the roof section’sbeams and perpendicular frames are inbeams and perpendicular frames are inposition
St 1 L f th l f t
CompositesIves De Baere and Joris Degrieck – 2013-2014
Step 1: Layup of the complex roof part,shown here in the early stages, involvedplacement of a combination of debulkedprepreg materials and dry preforms(described in step 3) on the lower mold half

19
SQRTM - example
Step 4: The layup has been completed,multiple tool inserts installed, and the moldclosed. At this point, injection take place,using the same resin as that incorporated intothe the prepregs to maintain steadthe the prepregs, to maintain steadyhydrostatic pressure within the mold.
Step 3: This close up shows the “pi” preforms
CompositesIves De Baere and Joris Degrieck – 2013-2014
Step 3: This close-up shows the pi preformsused at the intersections of vertical andhorizontal elements. Everywhere a verticalstiffener web meets a beam flange or the partskin, the two legs of the pi preform form aslot that accepts the web while theperpendicular preform element lays flatagainst the horizontal flange or skin.
pultrusion: principle
Yarns
Preforming die
resin
pulling mechanism
Saw
CompositesIves De Baere and Joris Degrieck – 2013-2014
Heated mould

20
Pultrusion
CompositesIves De Baere and Joris Degrieck – 2013-2014
Pultrusion
http://www.youtube.com/watch?v=1sH9rIGWNvc
http://www.youtube.com/watch?v=bRjU4na-ol8
CompositesIves De Baere and Joris Degrieck – 2013-2014

21
Pultrusion - examples
CompositesIves De Baere and Joris Degrieck – 2013-2014
Pultrusion
• Pro:‣ Continuous production process (up to meters per minute)‣ Not labour intensive
V t t ti d lit‣ Very constant properties and quality‣ Broad range of fibre volume fractions (40-70%)
• Contra:‣ High investments‣ Limited flexibility in shaping and complexity
CompositesIves De Baere and Joris Degrieck – 2013-2014
• Examples of applications:‣ beams, walkways, ladders, poles, (cable) ducts,…, springs,…

22
Filament winding : principle
CompositesIves De Baere and Joris Degrieck – 2013-2014
Winding patterns
) i f i la) circumferential
b) Helicoidal
CompositesIves De Baere and Joris Degrieck – 2013-2014
c) polar

23
Possible implementations of winding eye
CompositesIves De Baere and Joris Degrieck – 2013-2014
Filament winding
CompositesIves De Baere and Joris Degrieck – 2013-2014

24
Filament windinghttp://www.youtube.com/watch?v=V2ZJDqPfiwc&feature=related
CompositesIves De Baere and Joris Degrieck – 2013-2014
Filament winding
• Pro:‣ Not labour intensive‣ Constant properties and quality
Hi h l f ti ibl (50 70%)‣ High volume fraction possible (50-70%)
• Contra:‣ Initial investment‣ Limited flexibility in shaping and complexity
CompositesIves De Baere and Joris Degrieck – 2013-2014
• Examples of applications:‣ Storage tanks, pressure vessels, tubes and ducts, fishing poles, drive shafts, flywheels, rocket cases,…

25
Tape laying – fibre placement
CompositesIves De Baere and Joris Degrieck – 2013-2014
Tape laying – fibre placement
Laying the fibres• exactly where you want to• under the exact angle• precuring them during• precuring them during
fibre placement
CompositesIves De Baere and Joris Degrieck – 2013-2014
http://www.youtube.com/watch?v=QDbrVTWnFIU

26
Injection moulding : principle
granulates
mould Heated screw/housing
CompositesIves De Baere and Joris Degrieck – 2013-2014
Injection moulding
CompositesIves De Baere and Joris Degrieck – 2013-2014
http://www.youtube.com/watch?v=XqoecH2AtaQ
27
Injection moulding
•Pro:‣ Ideal for very high production series (several to many components in one shot)‣ Not at all labour intensive‣ Constant properties and quality‣ High flexibility in shaping and complexity
• Contra:‣ High initial investments‣ Small products (moulds need high injection pressures)‣ Limited fibre volume fraction, medium mechanical properties (short fibres fibre orientation function of flow
CompositesIves De Baere and Joris Degrieck – 2013-2014
properties (short fibres, fibre orientation function of flow pattern)
• Examples of applications:‣ All types of small components, small gears, keyboard components, hinges and handles,…
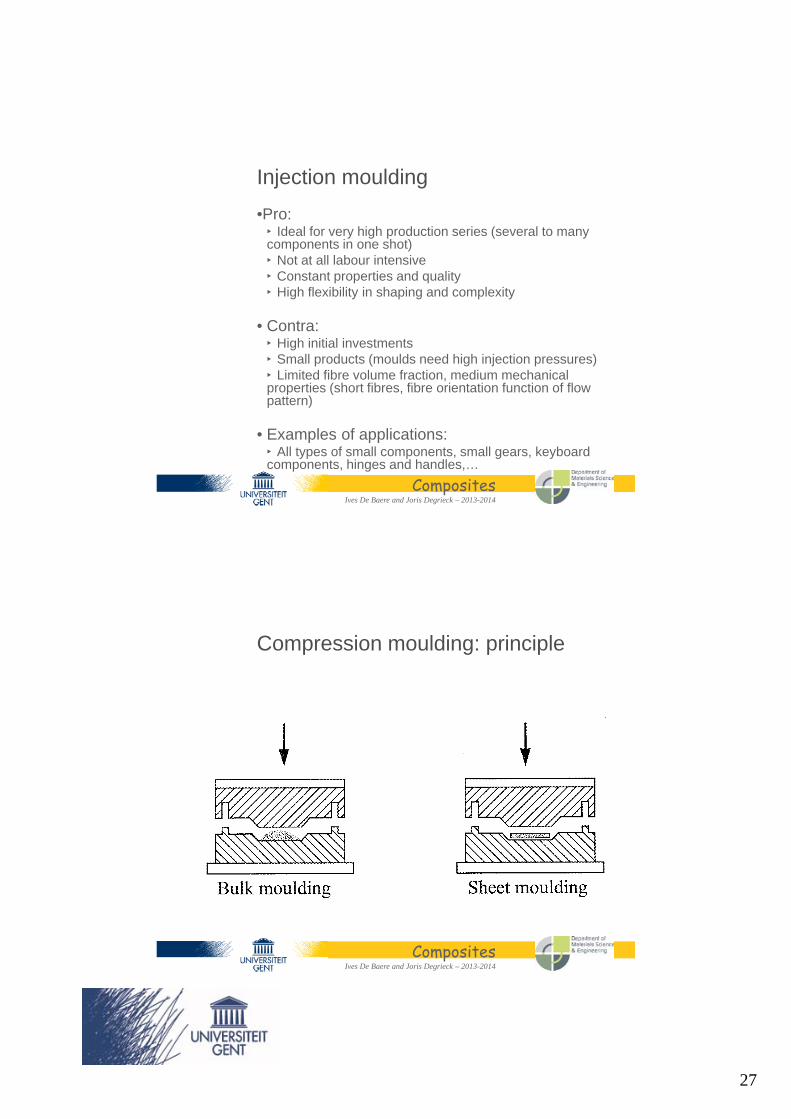
Compression moulding: principle
CompositesIves De Baere and Joris Degrieck – 2013-2014

28
Compression moulding
CompositesIves De Baere and Joris Degrieck – 2013-2014
Compression moulding
CompositesIves De Baere and Joris Degrieck – 2013-2014

29
Compression moulding
• Pro:‣ Adapted for large to very large series‣ Good and consistent quality
T fi i h d f‣ Two finished surfaces‣ Reasonable flexibility in shaping and complexity
• Contra:‣ Very high initial investments (presses and moulds)‣ Dimensions limited by limits on compression forces
CompositesIves De Baere and Joris Degrieck – 2013-2014
• Examples of applications:‣ Automobile, sanitary apparatus, casings and components for electrical installations,…