Embed Size (px)
Citation preview
Reconditioning of TATA HITACHI 47
C“Reconditio
Excavator Buck
Ferro Scrap
Prepared By:-
ARGHOJYOTI DEY
EASE - Asansol
470 Ex Bucket at FSNL, Burnpur
Case History on itioning of TATA Hitacket with EDP 550 EW
At rap Nigam Limited, B
ail.com
Page 1
itachi 470 EWAC Tiles”
, Burnpur.
Reconditioning of TATA HITACHI 47
SL No.
1. Abou
2.
3. E
4. P
5.
6.
7.
8.
9.
470 Ex Bucket at FSNL, Burnpur
INDEX
DESCRIPTION
out Ferro Scrap Nigam Limited
Activities at FSNL
Excavator Bucket details
Problem & Wear analysis
EWAC Solution
Safety & Equipments
Welding Procedure
Do’s & Don’t
Service Report
Page 2
PAGES
3
4
5-6
7
8
9
10-12
13
14
Reconditioning of TATA HITACHI 47
About: Ferro Scrap N
FSNL is a Government of Ind
up share capital is Rs 200 Lak
FSNL has over the years evol
The company at present opera
very competitive price and wi
470 Ex Bucket at FSNL, Burnpur
Nigam Limited
ndia Company under Ministry of Steel. The
akhs and it is a wholly owned subsidiary of
olved as a pioneer organization in the field
rates in ten steel plants in the country & off
with technology comparable to other world
Page 3
he authorized and paid
of MSTC ltd.
ld of Steel Mill Services.
offers services at a
ld leaders.
Reconditioning of TATA HITACHI 47
Major Activities
Ferrous scrap recovery is a process
iron & steel making which was con
crores worth of metallics recycled a
Over a period of time, it has been e
to considerable savings in energy a
Operations & elements of activities
� Cooling, digging, loading and
pit available for current dumpi
� Separation of iron & steel scra
of scrap.
� Processing of thimble skulls, l
� Recovery and processing of iro
� Collection, processing, loading
� Collection, processing and seg
� Processing of moulds and bott
� Transportation of processed sc
� Crushing & screening of LD s
� Transportation of worked trou
� Handling of solid waste like sl
470 Ex Bucket at FSNL, Burnpur
s at FSNL
ss that reclaims ferrous metallics from muck an
onsidered as a waste, was started in an effort to
d annually thereby saving precious raw materia
established that usage of ferrous scrap to prod
and natural resources.
ies include:
d transporting BF & SMS slag dumped in slag
ping.
rap from slag through magnetic separator and r
, ladle skulls and jams by lancing and subseque
iron and steel scrap from dump.
ing and transportation of maintenance scrap.
egregation of mill rejects.
ottom plates by balling.
scrap to SMS, blast furnace and sintering plant
slag to be used in sinter plant, blast furnace an
ough slag from operation site after Metallic reco
sludge & ash.
Page 4
and debris arising out of
to gain for the country
rials.
oduce steel leads
ag pits and making slag
d recovery and processing
uent balling.
nt.
and as Rail Ballast.
ecovery to a marked place.
Reconditioning of TATA HITACHI 47
EDP 550 EWAC Tiles Ins
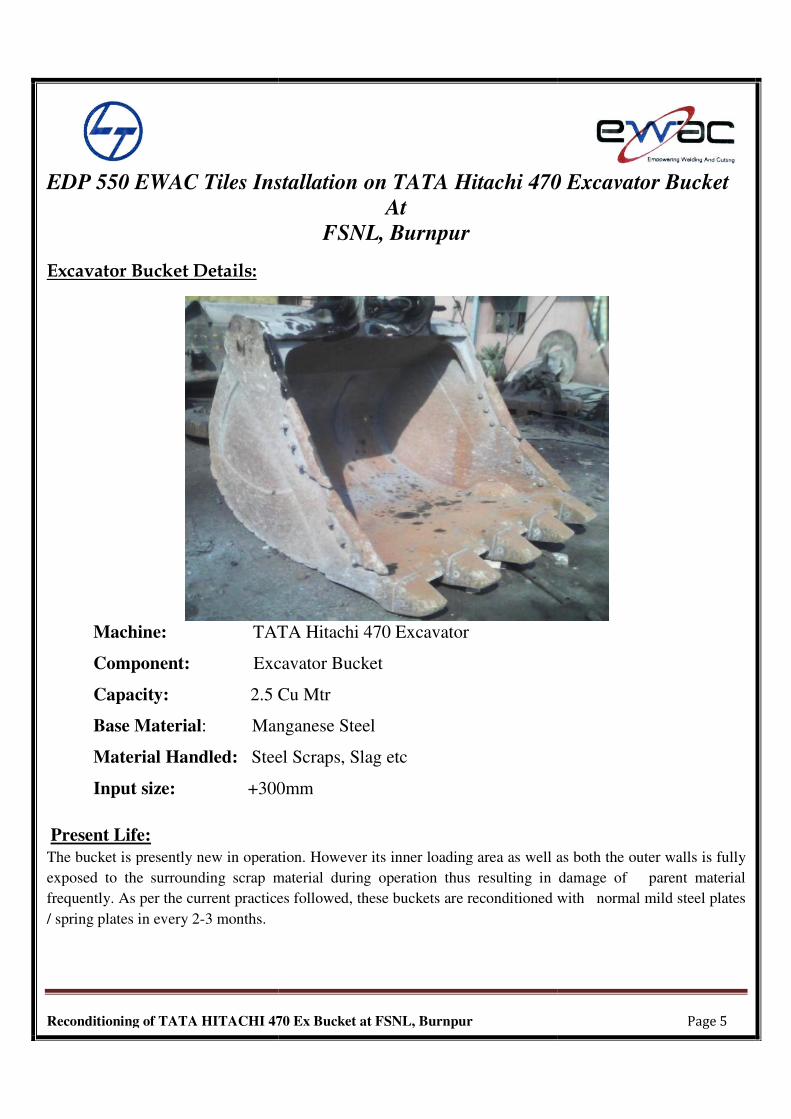
Excavator Bucket Details:
Machine: TAT
Component: Exc
Capacity: 2.5 C
Base Material: Man
Material Handled: Stee
Input size: +300
Present Life:
The bucket is presently new in operat
exposed to the surrounding scrap m
frequently. As per the current practice
/ spring plates in every 2-3 months.
470 Ex Bucket at FSNL, Burnpur
nstallation on TATA Hitachi 470
At
FSNL, Burnpur
ATA Hitachi 470 Excavator
xcavator Bucket
5 Cu Mtr
anganese Steel
eel Scraps, Slag etc
00mm
ration. However its inner loading area as well a
material during operation thus resulting in
ices followed, these buckets are reconditioned w
Page 5
70 Excavator Bucket
ll as both the outer walls is fully
n damage of parent material
d with normal mild steel plates
Reconditioning of TATA HITACHI 47
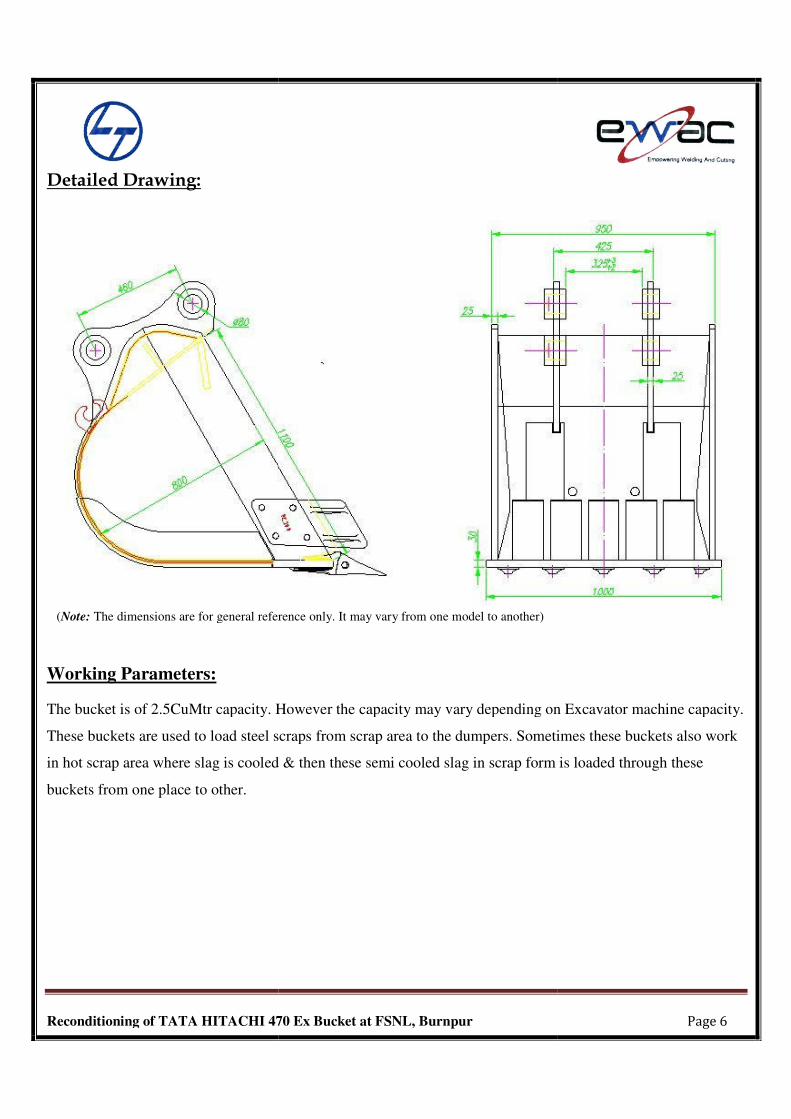
Detailed Drawing:
(Note: The dimensions are for general refer
Working Parameters: The bucket is of 2.5CuMtr capacity. H
These buckets are used to load steel sc
in hot scrap area where slag is cooled
buckets from one place to other.
470 Ex Bucket at FSNL, Burnpur
ference only. It may vary from one model to another)
. However the capacity may vary depending on
l scraps from scrap area to the dumpers. Someti
ed & then these semi cooled slag in scrap form
Page 6
on Excavator machine capacity.
etimes these buckets also work
m is loaded through these
Reconditioning of TATA HITACHI 47
Problem Due to continuous operation in slag &
etc, these buckets comes under heav
This results in gradual loss of origina
foreign objects & hence ultimately re
maintenance & reconditioning which
production.
Wear Factor Analysis
1) Abrasion: As we know St
excavator bucket which exca
abrasion. As a result of this b
and tear takes place.
2) Impact & Pressure : Duri
pressure and in some cases he
Due to this wear takes place.
470 Ex Bucket at FSNL, Burnpur
g & scrap area in steel plant for loading of iron
avy abrasion accompanied by mild impact &
inal parent metal of bucket body which directly
esults in damage of bucket body. As a result
ich forces the excavator for shutdown. This
Steel scraps, slag etc are abrasive in nature.
cavate the scraps and operation during dum
base material & loading area of bucket expos
uring excavation of scraps, bucket excavate t
heavy objects comes in direct contact with the
Page 7
ron scraps, digging of solid slag
& pressure of big solid objects.
tly comes in contact with these
lt bucket will require repetitive
is will finally result in loss of
e. In scrap yard & dump yard,
umping is subjected to severe
ose to sever abrasion and wear
the objects against the severe
the body causing severe impact.
Reconditioning of TATA HITACHI 47
EWAC SOLUTION In order to combat this problem EW
at the maximum wear prone area o
Product : EDP550 EWAC
Size : 100mm x 100mm
Thickness : 10mm ( 6mm Ba
� Coating Alloy
Chrome Carbide containing ha
moderate impact.
� Base Plate
The base plate of tile comprise
normal mild steel grade weldin
� Weld Deposit Chemistry
Iron Base, alloyed with Cr,
uniformly distributed primary
� Abrasive Wear resistanc
At least 40 times superior to M
� Bulk Hardness
52-58 Rockwell C
� Surface Finish
Welded surface with stress rel
Note: Only Mild steel base plate
bucket and no welding to be don
470 Ex Bucket at FSNL, Burnpur
EWAC Alloys Limited suggested to install
of the bucket.
C Tiles
m
ase Plate + 4mm Cladding Thickness)
hard phase in tough Iron base matrix, to resist
ises of IS:2062 grade plate or ST37 grade plate
ding alloy.
ry
r, C, Mn, Si and reinforced with proprietary
ry Chrome Carbides in Fe based eutectic matrix
nce
Mild steel in laboratory testing (ASTM G 65 –
relief cracks, generally perpendicular to welding
te part of EWAC tiles should be welded
one on hard faced side of EWAC Tiles
Page 8
the EDP 550 EWAC Tiles
ss)
Severe abrasive wear and
tes suitable to be welded with
ary micro alloying addition to
rix .
–Practice A)
ing direction.
d with the mother plate of
Reconditioning of TATA HITACHI 47
Safety
Before starting on-the-job dem
Training imparted on:-
1) Personal Protective Equip
2) Welding safety: Welding S
fumes and proper earthling cab
3) Precautions to be practice
site work; adjacent & nearby a
4) Work Permit:
Involves equipment isolatio
Approval from equipment f
Materials & Machines U
Material : EDP 5
Tile Thickness : 10 mm
Tile Size : 100mm
Quantity : 180 No
Welding Alloys : E7018
Machine & Tools:
1) Welding Machine- R
2) Grinding machine, c
3) PPE
470 Ex Bucket at FSNL, Burnpur
emonstration, a safety training program was he
ipment: Helmet, Safety Shoes, Safety belts, H
g Screen, Gas mask, Welding gloves, safety fro
cables to be used for earthing.
iced at project site: Work area to be properly i
y areas to be accident free, other work groups to
tion
t from the concern person through “permit -to-w
s Used
550 EWAC Tiles
m ( 6mm Base Plate + 4mm Cladding T
m x 100mm
Nos
18
Rectifier (400 amps)
, chipping hammer, wire brush
Page 9
held by FSNL, Burnpur.
, Hand Gloves, Face mask.
from arc, spatters, heat, &
y inspected and approved for
to be at safe distance.
work form”
Thickness)
Reconditioning of TATA HITACHI 47
Welding Procedure
• Weld Process : MM
• Electrode Diamete
• Polarity: DC +
• Current: 120-135 A
• Welding technique
• Welding angle : El
• Before Welding: Su
(Wire brush, chippi
Installation process o
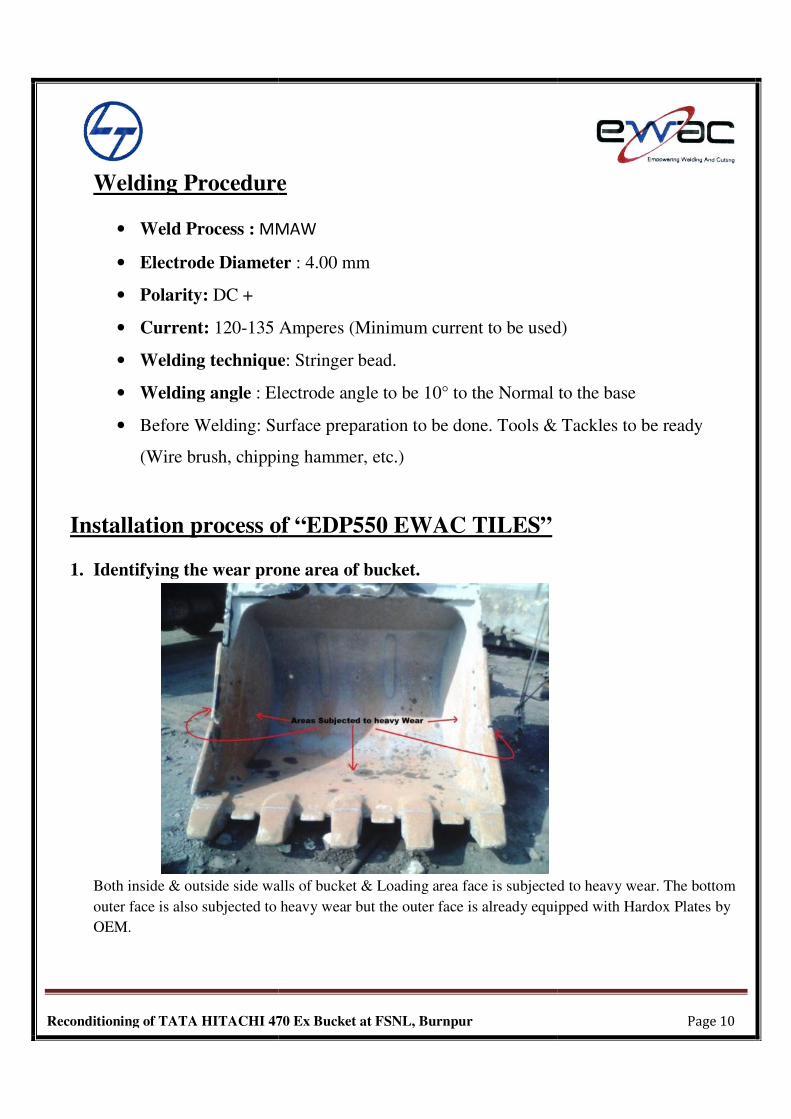
1. Identifying the wear pro
Both inside & outside side wa
outer face is also subjected to
OEM.
470 Ex Bucket at FSNL, Burnpur
re
MMAW
eter : 4.00 mm
5 Amperes (Minimum current to be used
ue: Stringer bead.
Electrode angle to be 10° to the Normal t
Surface preparation to be done. Tools &
ping hammer, etc.)
of “EDP550 EWAC TILES”
rone area of bucket.
alls of bucket & Loading area face is subjected
to heavy wear but the outer face is already equip
Page 10
ed)
al to the base
& Tackles to be ready
ted to heavy wear. The bottom
uipped with Hardox Plates by
Reconditioning of TATA HITACHI 47
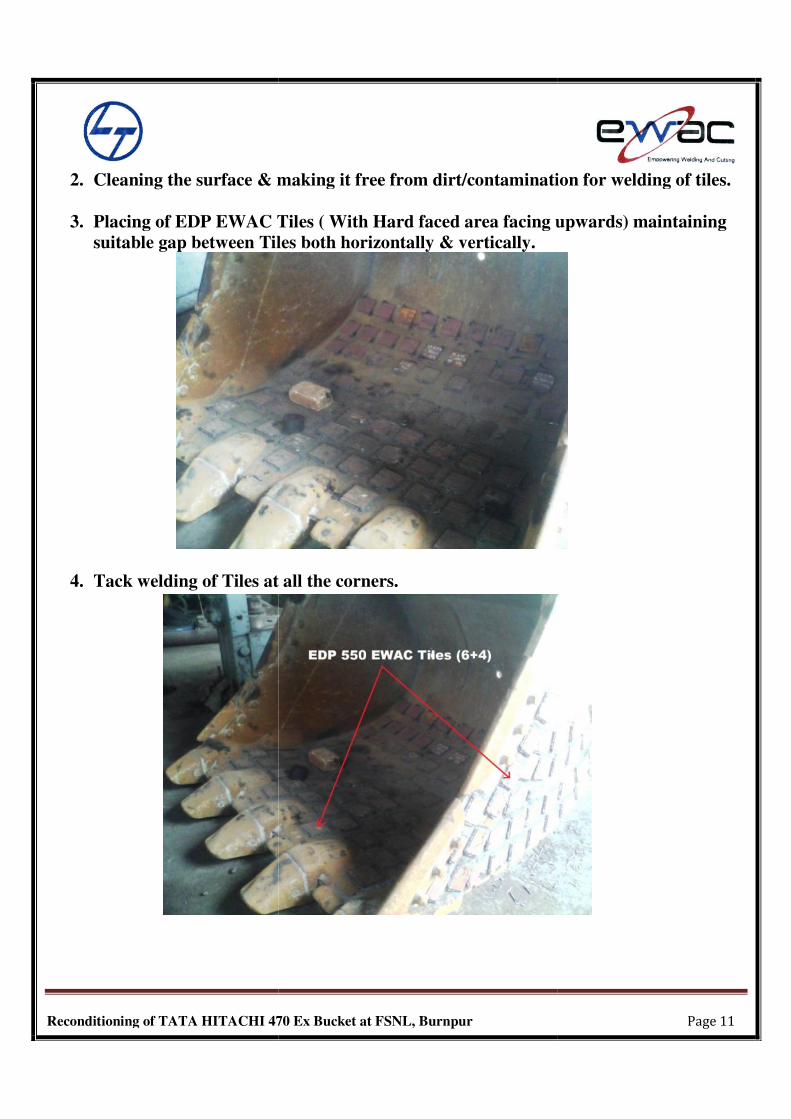
2. Cleaning the surface & m
3. Placing of EDP EWAC T
suitable gap between Til
4. Tack welding of Tiles at
470 Ex Bucket at FSNL, Burnpur
making it free from dirt/contaminati
Tiles ( With Hard faced area facing u
iles both horizontally & vertically.
at all the corners.
Page 11
tion for welding of tiles.
g upwards) maintaining
Reconditioning of TATA HITACHI 47
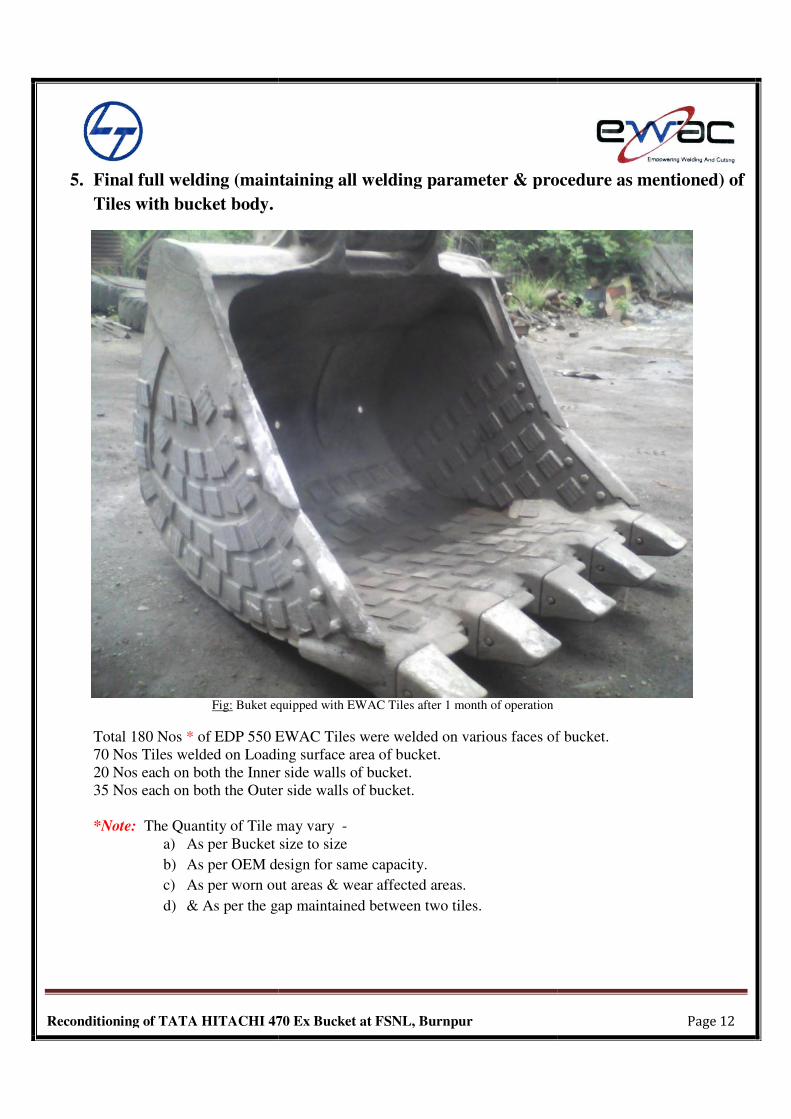
5. Final full welding (maint
Tiles with bucket body.
Fig: Buket eq
Total 180 Nos * of EDP 550 E
70 Nos Tiles welded on Loadi
20 Nos each on both the Inner
35 Nos each on both the Outer
*Note: The Quantity of Tile m
a) As per Bucket s
b) As per OEM de
c) As per worn ou
d) & As per the ga
470 Ex Bucket at FSNL, Burnpur
intaining all welding parameter & pro
equipped with EWAC Tiles after 1 month of operation
EWAC Tiles were welded on various faces of
ding surface area of bucket.
er side walls of bucket.
ter side walls of bucket.
e may vary -
t size to size
design for same capacity.
out areas & wear affected areas.
gap maintained between two tiles.
Page 12
rocedure as mentioned) of
of bucket.
Reconditioning of TATA HITACHI 47
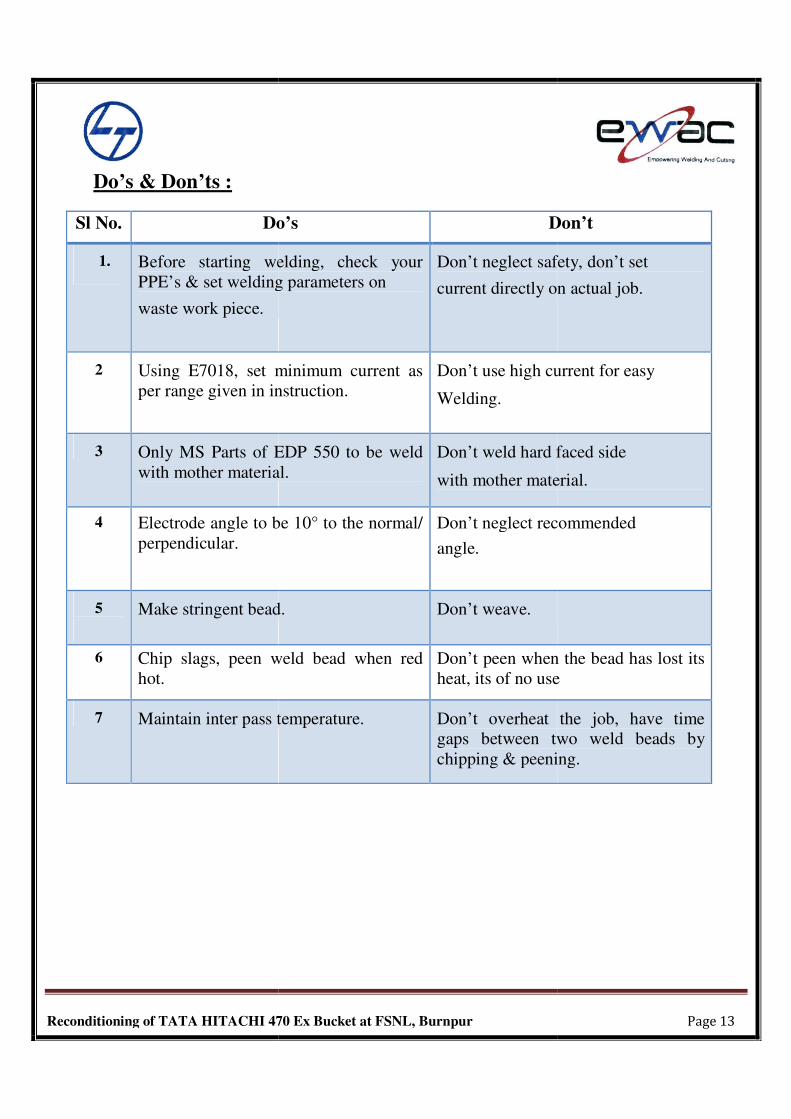
Do’s & Don’ts :
Sl No. Do
1. Before starting we
PPE’s & set welding
waste work piece.
2 Using E7018, set m
per range given in in
3 Only MS Parts of E
with mother material
4 Electrode angle to b
perpendicular.
5
Make stringent bead
6 Chip slags, peen w
hot.
7 Maintain inter pass t
470 Ex Bucket at FSNL, Burnpur
Do’s D
welding, check your
ng parameters on
Don’t neglect safe
current directly on
minimum current as
instruction.
Don’t use high cu
Welding.
EDP 550 to be weld
ial.
Don’t weld hard f
with mother mate
be 10° to the normal/ Don’t neglect reco
angle.
ad. Don’t weave.
weld bead when red Don’t peen when
heat, its of no use
temperature. Don’t overheat
gaps between tw
chipping & peenin
Page 13
Don’t
afety, don’t set
on actual job.
current for easy
d faced side
terial.
ecommended
en the bead has lost its
se
t the job, have time
two weld beads by
ning.
Reconditioning of TATA HITACHI 47
470 Ex Bucket at FSNL, Burnpur
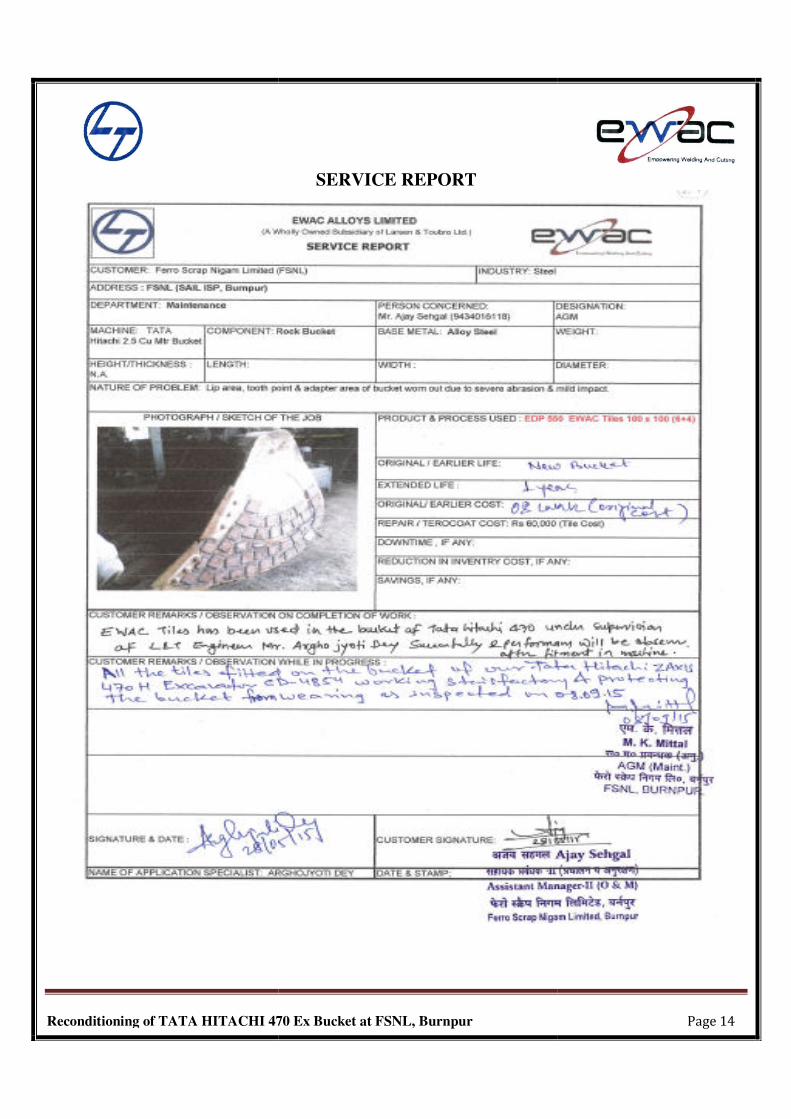
SERVICE REPORT
Page 14
Reconditioning of TATA HITACHI 47
470 Ex Bucket at FSNL, Burnpur
Page 15