Embed Size (px)
Citation preview

2000 International Pipeline Conference — Volume 2 ASME 2000
BURST TESTS ON PIPELINE WITH LONG EXTERNAL CORROSION
Adilson C. Benjamin / PETROBRAS Research Center
Ronaldo D. Vieira / PUC-Rio - Department of Mechanical Engineering
Jose Luiz F. Freire / PUC-Rio - Department of Mechanical Engineering
Jaime T. P. de Castro / PUC-Rio - Department of Mechanical Engineering
ABSTRACT PETROBRAS is conducting a research project with the
purpose of investigating the behavior of pipeline with long corrosion defects. In the first phase of this project, burst tests of 9 tubular specimens containing a single external simulated corrosion defect were carried out. These specimens were cut from longitudinal welded tubes made of API 5L X60 steel with an outside diameter of 323.9 mm and a wall thickness of 9.53 mm. All corrosion defects were smooth rectangular defects fabricated using spark erosion. Tensile specimens were tested to determine material properties. Each corroded specimen was instrumented with 10 post-yield strain gages rosettes, one displacement transducer and three pressure transducers. This paper describes the tubular specimens tested and the instrumentation used. The measured burst pressures are compared with those predicted by the ASME B31G, the RSTRENG 085dL, the RSTRENG Effective Area and the DNV RP-F101 (Part B) methods.
INTRODUCTION When applied in the assessment of long corrosion defects,
the ASME B31G, the RSTRENG 085dL, the RSTRENG Effective Area and the DNV RP-F101 (Part B) methods predict quite different values of burst pressures, showing that there is a great variation in the level of conservatism embodied in the results given by these methods for this type of defect.
It is generally accepted that the traditional ASME B31G method [ 1 ] gives overly conservative results for long defects, i.e., the values of burst pressures predicted by the B31G equation are excessively low. The well known RSTRENG
Effective Area and RSTRENG 085dL methods [2] and the recently developed DNV RP-F101 [3] predict higher values of burst pressures for this type of defect, but none of them have a long history of application, as ASME B31G has. Besides, some pipeline operators hesitate in applying methods, like the RSTRENG 085dL and the RSTRENG Effective Area methods, which are not embodied in a pipeline code.
Applying the B31G method to evaluate the pressure strength of long defects, a pipeline operator is repairing or replacing corroded pipe segments that are still fit for service. This implies in high pipeline maintenance costs. Therefore, in order to reduce maintenance costs it is necessary to substitute B31G code by a method that still preserve adequate pipeline integrity but result in less pipe repair or replacement. In order to be able to choose such a method, PETROBRAS is conducting a research project with the purpose of investigating the behavior of pipeline with long corrosion defects. In the first phase of this project, 9 burst tests of instrumented specimens containing a single external simulated corrosion defect were carried out. This paper describes these tests and compares the measured burst pressures with those predicted by the ASME B31G, the RSTRENG 085dL, the RSTRENG Effective Area and the DNV RP-F101 (Part B) methods.
FAILURE BEHAVIOR OF LONG DEFECTS Long defects are one of the various corrosion-damage
geometries that may occur in oil and gas pipelines. Long internal defects appear in general at the bottom of the pipe, around 6 o'clock position, due to the presence of water at this place. Long external defects are caused in general by faults in the protective coating. The words "long defect" will be used in
Copyright © 2000 by ASME
IPC2000-193
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/16/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

this paper to mean a blunt corrosion flaw, longitudinally oriented, with a long length.
A defect is classified as long when its length L is greater than Ls, a limit value of length beyond which the structural behavior of the defect changes. Dealing with an idealized corrosion patch, longitudinally oriented, with uniform depth d, uniform width w and a variable length L, it is easy to understand these two different structural behaviors. The difference between the behavior of a short defect and a long defect is related to the support given by the full thickness material that surrounds the defect. A short defect is supported by the full thickness material at its four sides, two longitudinal sides and two circumferential sides. As the length L increases, diminishes the support that the full thickness material located along the circumferential sides give to the defect. In the ideal situation of an infinitely long defect the support of the circumferential sides vanishes. According to the ASME B31G
method Ls is equal to ^20 De t„ , where De is the pipe outside diameter and tn is the pipe nominal wall thickness. For the 085dL and the Effective Area methods Ls is equal to ^50 Dc t„ . The DNV RP-F101 method does not classify defects in relation to their length.
The pressure strength of long defects is a function of its length V. the longer the defect, the lower the failure pressure. However, there is a limit value of L beyond which a large increase in length produces a small reduction in the failure pressure. For this reason, a very long defect, longer than this limit value can be considered to have the same pressure strength of an infinitely long defect. Based on experiments, Coulson and Worthingham [4] and Hopkins and Jones [5] arrived at different values for Lj . According to Coulson and Worthingham Li is equal to 0.75 De whereas for Hopkins and Jones Li is equal to De. Over conservatively, the ASME B31G method assumes that long defects (defects in which L> J20 De t„ ), are infinite. The 085dL, the Effective Area and the DNV RP-F101 methods do not use the hypothesis of infinite length.
Two major research projects [6,7], concluded on 1997, include experimental tests of long corrosion defects. BG Technology conducted a group sponsored project (GSP) with the purpose of developing criteria for predicting the remaining strength of corroded pipes containing single defects, interacting defects and complex shaped defects. DNV carried out a joint industry project (JIP) to produce capacity equations and acceptance equations for corroded pipelines with consistent levels of reliability. After the conclusion of their respective projects, BG Technology and DNV have undertaken a third project to merge the results of their original projects and develop a single guidance document for the assessment of corrosion defects. This document, initially called "Unified Guideline BG-DNV", later was put into DNV recommended
practice format. Recently it was published as DNV Recommended Practice RP-F101 [3].
MATERIALS AND EXPERIMENTAL METHODS
Material Characterization The raw material used in this research was furnished by
CONFAB S.A, a Brazilian manufacturer of steel tubes. It consisted of 5 longitudinal welded tubes made of API 5L X60 steel. Nominal outside diameter, nominal wall thickness and length of the tubes were, respectively, 323.9 mm (12.75 in), 9.53 mm (3/8") and 6 m. Two tubular specimens 2 m long were cut from each of the tubes numbered 1 to 4. Only one tubular specimen 2 m long was cut from the tube numbered 5. These nine tubular specimens were later used in the pressure tests. The nine tubular specimens were identified following a TSxy code, where x was the number of the pipe segment (from 1 to 5) and y was the number of the specimen taken from the segment (1 or 2), e.g.: TS4.2.
In the same way, tensile test specimens were cut from each of the five tubes that originated the tubular specimens. Four tensile specimens were cut from each of the tubes numbered 1 to 4, both in the longitudinal and the transversal directions (two for each direction). Two tensile specimens (one for each direction) were cut from the tube numbered 5. They were identified by the tube number, the longitudinal (L) or transversal (T) direction, and the repetition number (1 or 2). A total of 18 tensile specimens were tested. The tension tests were carried out under the standards API Specification 5L [8], ASTM E8 [9] and ASTM A370 [10]. Clip-gages and special uniaxial strain gages for high elongation testing, type TML YFLA 5, were used. Several plots were determined: load versus displacement, load x strain gage measurements and from these the equivalent engineering and true stress x strain curves were drawn. A summary of the tension test results for the transverse tensile specimens is presented in Table 1. Minimum, maximum and mean yield stresses are 437 MPa, 475 MPa and 452 MPa, respectively. The mean yield stress is 9.5% greater than 413 MPa, the SMYS of API 5L X60 steel. Minimum, maximum and mean ultimate stresses are 533 MPa, 556 MPa and 542 MPa, respectively. The mean ultimate stress is 4.7% greater than 517 MPa, the SMTS of API 5L X60 steel.
Fabrication of the Tubular Specimens Each of the 9 tubular specimens had one external corrosion
defect, fabricated using spark erosion. These defects are corrosion patches, longitudinally oriented, with uniform depth d and uniform width w (circumferential length). All the defects had the same depth of 6.67 mm (70% of the nominal wall thickness) and the same width of 95.3 mm (ten times the nominal wall thickness). They are smooth rectangular defects,
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/16/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

i.e., the shape of the area of metal loss is rectangular with smooth edges. These edges were made with small radius. They were fabricated opposite to the tube seam weld at a centralized position in relation to the ends of the specimens. The defect lengths and the ratios of the square length to the product of nominal diameter versus the nominal thickness are presented in Table 2. By the values of these ratios it is seen that all the defects are long according to the ASME B31G method (defects
in which L > ^20 De t„ ). The tubular specimens were closed by specially designed
plane heads with crossed reinforcements. These plane heads were welded after the defects were machined.
Thickness measurements of the tubular specimens are presented in Table 3. The actual specimen thickness varied up to approximately 4.9% of the nominal wall thickness of 9.53 mm. Minimum and maximum thickness ranged from 9.6 to 10 mm respectively. Minimum and maximum defect thickness ranged from 2.6 to 3.6 mm respectively. The mean defect thickness varied up to approximately 6.8% of the reference defect thickness of each specimen. This reference thickness is equal to the specimen mean thickness minus the nominal defect thickness of 2.86 mm and their values are presented at the fifth column of Table 3.
PRESSURE TESTS Each of the 9 tubular specimens was instrumented with 10
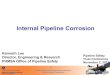
high elongation TML YFRA-5 strain gage rosettes. Nine of these rosettes were bounded in the defect region and one was located far from the defect, in the cylindrical surface, so that nominal elastic strains at most part of the duration of the tests could be measured and compared with theoretically calculated results. Three independent gain and zero balance check transducers were used in all tests. Figure 1 shows rosettes cemented on the defect surface of one of the tubular specimens.
The bulge formed by the highly deformed defect surface was monitored by a specially designed transducer, which measured the displacement of the center of defect region with relation to the adjacent smooth cylindrical surface of the pipe, by means of a thin stainless steel cantilever beam instrumented with a strain gage.
The pressurizing system used the displacement of a piston mounted in an INSTRON testing machine, which penetrated and pressurized a compression camera. The pressurizing fluid used in the compression camera and in the tubular specimens was de-aired water. Pressure was monitored by the testing machine load cell, by two direct-reading Bourdon type manometers and by two other instrumented pressure transducers. The volume of the water injected in the tubular specimen was monitored by the displacement of the testing machine piston. Loading rates were such that the speed of the piston was 0.08mm/s and the volume rate injection was -0.2 cm3/s, resulting in a maximum pressure rate of
1.3 bar/min. All data was conditioned and collected by an HP 3852A data acquisition system, controlled by a lap top with an A/D National GPIB PCMCIA card, and a specially written software running in a "Labview" environment.
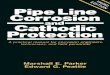
Figure 2 shows one tubular specimen in the test safety room. Figure 3 shows the defect of the tubular specimen TS3.2 after failure.
PRESSURE TESTS RESULTS Table 4 presents the burst pressures of the nine tubular
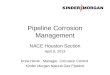
specimens along with those predicted by the ASME B31G, the RSTRENG 085dL, the RSTRENG Effective Area and the DNV RP-F101 (Part B) methods. These results are also presented in Figure 4. In the calculations of the predicted burst pressures the mean of the measured wall thickness of the specimen and the minimum measured wall thickness of the defect were used. The wall thickness value was assumed to be the same all over the defect, even for the Effective Area method that can take into account defect depth variations. Where necessary, the mean yield stress (452 MPa) and the mean ultimate stress (542 MPa) were used. For the DNV RP-F101 method, it was applied the equation for calculation of the failure pressure Pf, which can be found in item 7 (Assessment of a Single Defect (Part B)) of that recommended practice. The Effective Area method calculations were performed using the computer program RSTRENG2 [11],
According to Table 4 and Figure 4, the ASME B31G is overly conservative, the Effective Area and the DNV RP-F101 are conservative as supposed to be and the 085dL is unconservative. The maximum values of the ratios of the burst pressures predicted to the measured burst pressures are 0.72 for the B31G, 0.86 for the Effective Area, 0.95 for the RP-F101 and 1.16 for the 085dL.
In relation to the DNV RP-F101 method, it is important to mention that in the determination of the safe working pressure according to this method, besides the usual design factor, it is always applied a modeling factor of 0.9. If this modeling factor has been applied to the predicted burst pressures the results of DNV RP-F101 presented in Table 4 would not be slightly more conservative.
Figure 5 presents a plot of the measured burst pressures versus the dimensionless length of the defects and a curve fitted to these points using a third degree polynomial. The
dimensionless length of the defects, L / t, was calculated using t, the mean of the measured wall thickness of each specimen. It is also plotted an horizontal line correspondent to a pressure of 8.43 MPa, which is the mean of the burst pressures predicted by the B31G method and presented in Table 4. This value of pressure can be considered as a lower bound to the burst pressure of the set of defects tested. This lower bound pressure can also be seen as approximately equal to the burst pressure of an infinitely long defect.
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/16/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

Figure 5 shows that the burst pressure of the longest defect is considerably greater (about 34% greater) than the lower bound pressure indicated. This implies that, for the set of defects tested, the limit value L]_ beyond which a defect can be considered as an infinitely long defect is considerably higher
than ^90.2 De t„ (the length of specimen TS4.2).
CONCLUSION Nine burst pressure tests of pipeline with a long simulated
corrosion defect were carried out. Comparisons of the measured burst pressures with those predicted by four assessment methods were performed. The comparisons showed that, for the set of defects tested, the ASME B31G is overly conservative, the RSTRENG Effective Area and the DNV RP-F101 (Part B) are conservative as supposed to be and the RSTRENG 085dL is unconservative.
It was also shown that, for the set of defects tested, the limit value of length L i beyond which a defect can be considered as an infinitely long defect is considerably higher
than /90.2 De t„ . The above conclusions are for a specific set of defects and
must be confirmed for a broad range of pipeline characteristics (De/t, d/t, type of material, etc.). In the second phase of the research project that PETROBRAS is conducting, other geometries of long defects will be investigated using laboratory tests and finite element analyses.
ACKNOWLEDGMENTS The authors would like to thank PETROBRAS for
permission to publish this paper and CONFAB for the donation of 5 tubes of API 5L X60 steel. The authors would like also to thank engineer Edmundo Q. de Andrade for his help on the post processing of the data generated during the tests of the tensile specimens.
New guidelines promise more accurate damage assessment", Oil & Gas Journal, Vol. 88, No. 16, pp. 41-44, April 16, 1990.
5. HOPKINS, P. and JONES, D. G., 1992, "A study of the behavior of long and complex-shaped corrosion in transmission pipelines", Conference on Offshore Mechanics and Arctic Engineering (OMAE), Vol. 5, Part A - Pipeline Technology, pp. 211-217.
6. BATTE, A. D., FU, B., KIRKWOOD, M. G. and VU, D., 1997, "New methods for determining the remaining strength of corroded pipelines", Conference on Offshore Mechanics and Arctic Engineering (OMAE), Vol. 5, Pipeline Technology, pp. 221-228.
7 BJORNOY, O. H., CRAMER, E. H. and SIGURDSSON, G., 1997, "Probabilistic calibrated design equation for burst strength assessment of corroded pipes", International Offshore and Polar Engineering Conference (ISOPE), pp. 160-166.
8. API, 1995, "Specification for Line Pipe - Specification 5L", American Petroleum Institute.
9. ASTM, 1996, "Standard Test Methods for Tension Testing of Metallic Materials - ASTM-E8", American Society for Testing and Materials.
10. ASTM, 1996, "Standard Test Methods and Definitions for Mechanical Testing of Steel Products - ASTM-A370", American Society for Testing and Materials.
11. VIETH, P. H. and KIEFNER, J. F., 1993, "RSTRENG2 USER'S MANUAL", Project PR-218-9205, Final Report, Pipeline Research Committee, American Gas Association, March 31, 1993.
REFERENCES 1. ASME, 1991, "ASME-B31G - Manual for Determining the
Remaining Strength of Corroded Pipelines - A Supplement to ANSI/ASME B31 Code for Pressure Piping", The American Society of Mechanical Engineers, New York.
2. KIEFNER, J. F. and VIETH, P. H., 1989, "A Modified Criterion for Evaluating the Remaining Strength of Corroded Pipe", Final Report on Project PR 3-805, Pipeline Research Committee, American Gas Association.
3. DNV, 1999, "Corroded Pipelines - Recommended Practice RP-F101", Det Norske Veritas, Norway.
4. COULSON, K. E. W and WORTHINGHAM, R. G. 1990, "Pipe corrosion 1: Standard damage-assessment approach is overly conservative", Oil & Gas Journal, Vol. 88, No. 15, pp. 54-59, April 9, 1990; "Pipe corrosion Conclusion:
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/16/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

Table 1 - Tension test results for the transverse tensile specimens
(Ovie,d)o.2% ( M P a ) oult(MPa) minimum value 437 533 maximum value 475 556
mean value 452 542
Table 2 - Length of the defects of the tubular specimens
TS5.1 TS1.2 TS2.2 TS2.1 TS3.1 TS1.1 TS3.2 TS4.1 TS4.2 L (mm) 255.6 305.6 350.0 394.5 433.4 466.7 488.7 500.0 527.8
L2l{Det„) 21.2 30.3 39.7 50.4 60.9 70.6 77.4 81.0 90.2
Table 3 - Thickness measurements of the tubular specimens
thickness of the specimen thickness of the defect Specimen minimum maximum mean reference minimum maximum mean
(mm) (mm) (mm) (mm) (mm) (mm) (mm) TS 5.1 9.70 9.90 9.80 3.13 2.72 3.36 3.09 TS 1.2 9.60 9.70 9.66 2.99 2.90 3.26 3.08 TS 2.2 9.70 9.80 9.71 3.04 2.78 3.49 3.18 TS 2.1 9.70 9.80 9.71 3.04 2.80 3.40 3.05 TS 3.1 9.80 10.00 9.91 3.24 2.60 3.30 3.02 TS 1.1 9.70 9.80 9.74 3.07 2.72 3.34 3.09 TS 3.2 9.70 9.80 9.79 3.12 2.80 3.10 2.97 TS 4.1 9.70 9.90 9.79 3.12 2.80 3.40 3.07 TS 4.2 9.70 9.80 9.74 3.07 2.60 3.60 3.04
Table 4 - Measured and predicted burst pressures
Burst Pressure (MPa) Specimen laboratory 085dL Eff. Area B31G RP-F101
test method method method method TS 5.1 14.401 14.725 11.087 8.351 12.788 TS 1.2 14.068 14.733 11.301 8.903 12.802 TS 2.2 13.577 14.197 10.625 8.535 11.950 TS 2.1 12.841 14.088 10.556 8.596 11.724 TS 3.1 12.125 13.531 9.750 7.982 10.796 TS 1.1 11.919 13.655 10.087 8.351 11.071 TS 3.2 11.909 13.859 10.301 8.596 11.300 TS 4.1 11.988 13.820 10.267 8.596 11.256 TS 4.2 11.301 13.146 9.488 7.982 10.403
Notes: yield stress = 452 MPa; ultimate stress = 542 MPa; specimen wall thickness = mean of the measured wall thickness;
defect wall thickness = minimum measured wall thickness.
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/16/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

Figure 1 - Detail of the instrumentation of one of the tubular specimens.
Figure 2 - Tubular specimen in the test safety room
Figure 3 - Defect of the tubular specimen TS3.2 after failure
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/16/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

18
17
16
a 15 —
£ 14
CO CO ® 13
£ 2 CO TJ aj o ^ (B 10 H
12
11 —
METHODS
• 085dL
+ Effective Area
• ASME B31G
• DNV RP-F101 • A
+ +
t • • • • •
Actual Burst Pressure (MPa)
Figure 4 - Comparison of measured burst pressures with predicted burst pressures
L / sqrt (De t)
Figure 5 - Plot of the measured burst pressures versus the dimensionless defect length and a curve fitted to these points
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/16/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use