Embed Size (px)
Citation preview

Bubbling Fluidized-Bed BoilersBurning Biomass and Low-Cost FuelsClean, efficient, reliable and easy to operate
RENEWABLE | ENVIRONMENTAL | THERMAL

Since 1867, industries worldwide have benefited from The Babcock & Wilcox
Company’s engineering expertise, manufacturing technology and operating
experience as a major supplier of steam generating equipment. Babcock & Wilcox
(B&W), continues this tradition as a leader in reliable steam generation with our
bubbling fluidized-bed (BFB) boiler.
B&W’s involvement with fluid-bed technology began in the 1950s with the first
combustor at its state-of-the-art research center in Alliance, Ohio. Now, with an
experience base of more than 30 BFB units, these facilities are helping the world
realize the promise of clean energy from a wide variety of fuels.

Fuel Flexible
The ability to utilize various fuelsources and types provides ownerswith the flexibility to take advantageof changing cost and availability.
B&W’s BFB boiler is designedwith a very large operating windowto allow a wide range of fuels to beburned, separately or in combination.
This is necessary because fuel propertiesvary widely. For example, biomass fuelshave a wide range of moisture andheating values depending upon theirsource and the time of year.
Our BFB boilers are designed with ahigh degree of flexibility to facilitateair movement between the bubblingbed and the overfire air system, to varythe gas recirculation volumes, and toadjust the fuel delivery to the bed. Thisoperational flexibility allows ownersto burn cheaper opportunity fuels andcontrol fuel costs.
B&W’s bubbling fluidized-bedboilers can burn a wide range oflow-cost opportunity fuels.
Viable fuels for a BFB:
• Wood waste
• Bark
• Paper mill sludge
• Recycled paper
facility sludge
• Sewage sludge
• Tire-derived fuels
(in combination)
• Oil
• Natural gas
• Coal (in combination)
• Peat
• Biomass
• Sugar cane waste
• Agricultural waste

Low Emissions
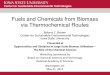
BFB boiler installations are proven to havelower NOx, CO, VOC, SO2 and particulateemissions than stoker-fired boilers withequivalent capacity.
Significant environmental benefits areachieved with BFB technology.
NOX
Due to the low temperaturesub-stoichiometric combustionprocesses that occur in thebubbling bed, the generationof nitrogen oxides (NOX) isinherently lower than that ofa stoker-fired boiler.
Because of good carbon burnout,a selective catalytic reduction(SCR) system can cost-effectivelybe located before dust removalequipment to further reduce NOX.
CO and VOCsDue to the intimate contactbetween the bed material and thefuel, improved fuel burnout occurs.This results in very low carbonmonoxide (CO) and volatile organiccompound (VOC) emissions.
SO2
The intimate contact betweenthe fuel and bed material allowsfor in-bed capture of sulfurdioxide (SO2). When burningbiomass in combination withsulfur fuels, alkali normallypresent in the biomass will resultin reduced SO2. Limestone canalso be added to the bed materialfor greater SO2 capture.
ParticulateDue to improved carbonburnout compared with astoker boiler, the potential forfires in back-end environmentalequipment is significantlyreduced. This allows for the useof a baghouse to meet lowerparticulate requirements.
0.1
0.2
0.3
0.4
0.5
CO Comparison
0.1
0.2
0.3
0.4
0.5
CO ( l
b/10
6 Bt
u)
NOx Comparison
Unc
ontr
olle
d N
Ox
( lb/1
06 Bt
u)
BFB Stoker BFB Stoker

Reliable
B&W’s advantage
B&W’s BFB boiler is designed withreliability in mind. Several featurescombine to provide low maintenancecosts, high availability and long-termreliability:
• An open bottom design permits easy removal of oversized or foreign material.
• A water-cooled, gas-tight lower furnace eliminates the potential for gas leaks caused from refractory damage.
• Bottom-supported hoppers remove load from the boiler, reduce capital requirements, and reduce potential mechanical stresses between water- cooled and non-cooled components.
Incorporated in B&W’s design arethese features to reduce maintenancecosts:
• No wear parts
• No moving parts
• No water-cooled screws or beams
• No cinder re-injection system
• Long-lasting bubble caps
B&W was the first inNorth America to offer the open
bottom BFB design. Designedwith no floor, the open
bottom furnace results incomplete debris removal
with lower capital costsand maintenance expenses.
B&W’s underbed ashremoval system consists ofbottom-supported hoppers
which isolate the bubblingbed foundation and steel
from the boiler steel.This design is considered
an advantage, particularlywhen retrofitting
an existing top-supportedunit to a BFB.
B&W’s bubble capis durable and rarely
requires replacement. Inone installation, the original
bubble caps are still inservice 12 years after
commissioning.
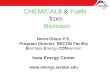
The open bottom designand widely spacedbubble caps allow easyremoval of oversized orforeign material, greatlyreducing downtime.
Tramp materialmoves down andcools beforebeing removedthrough thebottom hoppers.Tables ensureeven flow fromthe bed.
Fuel isdeliveredto bed byair-sweptspouts.
Widely spacedbubble capsallow removalof large trampmaterial.
Gas-tight,membranedwater-cooledwalls extend intothe bubbling bed.
Air isintroducedthroughround airducts.

Easy to Operate
Advanced combustion controlsautomatically adjust to changes inoperating conditions.
A B&W BFB boiler respondsrapidly to sudden changes in fueland steam demand. This feature is acritical requirement for easy operationof the steam generator.
Our advanced controls systemautomatically moves air fromthe bed to the overfire air systemand modulates the volume of gasrecirculation to adjust for changesin the fuel or sudden changes insteam demand.
The bubbling fluidized bed carries aninventory of hot bed material that will
rapidly convert the fuel’s energy tosteam. Automatically removingcombustion air and fuel from thebubbling bed will accommodaterapid reductions in steam load.
The ability to adjust the throw distanceof the fuel feed system allows finetuning to accommodate variationsin fuel moisture.
The B&W bubbling fluidized-bedboiler is the ideal biomasscombustion system.

Efficient
����������
����������
����������� ��������������������
��������������� ��
����������������� �����
���������
����������
���������������
����������
�����������
���������������������
����������������� ����
����������������� ����
��������
���������
�����������
�����������������
�����������
�����������������
������������������������������
���������������������� ����
���������������������� ����
������
����������
��������
�������
�������
���
�����
�����
Bottom-Supported Towerpak® BFB Boiler
The thermal mass of thebubbling bed providesstability for fuel variations.
B&W’s BFB boilers provideimproved efficiency. Intimate contactbetween the bed materials in thefluidized bed and the fuel reduces thecarbon remaining from incompletecombustion and greatly reduces theexcess air required. This improvedefficiency means lower fuel costs.
Design features:• Top- or bottom-supported• One- or two-drum designs• New or retrofit boiler
applications• Provides an option to reduce
SO2 and NOX emissions• Reduces paper mill sludge volume
while producing steam• Superior to other technologies for
burning wet wood-based fuels –between approximately 2800 and3500 Btu/lb HHV (6513 and 8141kJ/kg) without support fuels
Capacity:• Bottom-supported: up to
225,000 lb/h (28.4 kg/s)• Top-supported: from 225,000 to
1,000,000 lb/h (28.4 to 126 kg/s)
Steam pressure:To 2600 psig (17.9 MPa) throttlepressure
Superheater/reheater outlettemperatures:As required, up to 1000F (538C)
Fuels:Able to burn a wide range ofconventional fuels and waste fuelswith high moisture, including:• Wood wastes and bark• Paper mill sludges• Recycled paper facility sludges• Sewage sludge• Tire-derived fuel, in combination• Oil and natural gas• Coal, in combination• Peat• Biomass• Sugar cane waste• Agricultural waste
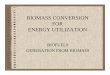
Lower fuel costs from
Efficiency improvement from improved carbon burnout
BFB Stoker
UBC
% o
f Hea
t Inp
ut
Efficiency improvement from lower O2
% E
xces
s A
ir
5
10
15
20
25
30
35
BFB Stoker
~
1% E
ffici
ency
1
2
3
4
5
BFB boilerspecificationsfor a variety ofapplications

A comparison
between BFB
and stoker-fired
technologies
Uses a baghouse and will
meet particulate requirements
No furnace size limit
Lower NO, emissions
Lower CO emissions
In-bed so, control
Higher efficiency
from lower o,
Higher efficiency from
low unburned carbon
Low potential for back-end
fires caused by carryover
Stable steam generation
with fuel variations
No moving parts
Burns high-moisture fuels
and sludge
No cyclone dust collectors
required
Small or no tubular air heater
is ideal for recovery boiler retrofits
No submerged scraper conveyor
No high-maintenance cinder
re-injection system
Can burn biomass and
multiple fuels
Ability to remove oversized
or foreign material in ash
No bed make-up material
required
Capital cost
Operating cost
High availability
High percentage coal
High alkali fuels
Refuse derived fuels
*Not required on most BFBs
BFB Stoker
../
../
../
../
../
../
../
../
../
../
../
../
../
../
../
../ ../
../ ../
../* ../
../ ../
../ ../
../ ../
../
../
../
Whether you’re considering anew BFB boiler, or a conversion ofyour recovery, stoker-fired poweror small utility boiler, fluidized-bedcombustion offers significantoperational advantages:• Fuel flexibility
• High efficiency
• Low environmental emissions
• Reduced capital costs andoperating expenses
Why B&W’s fluidized-bedtechnology?• The completely open
bottom design hasproven advantages
• Extensive research anddevelopment of fluid-bedcombustion
• Operating experience witha wide range of unit sizesand high-moisture fuels
B&W offers quality andcommitment to service• Innovative design and technical
expertise to increase production,optimize equipment andlower costs
• Capability, experience and trackrecord to ensure your projectwill progress on schedule andreach performance targets
• A tradition of excellencesince 1867

© 2020 The Babcock & Wilcox Company. All rights reserved.
The Babcock & Wilcox Company1200 E Market Street, Suite 650Akron, Ohio, U.S.A. 44305Phone: +1 330.753.4511
www.babcock.com
The information contained herein is provided for general information purposes only and is not intended nor to be construed as a warranty, an offer, or any representation of contractual or other legal responsibility.
Towerpak is a trademark of The Babcock & Wilcox Company.
E101-3161A D21E
From engineeringand design throughconstruction andstartup, B&W providestotal support for yourBFB project.
Established in 1867, Babcock & Wilcox is a global leader in renewable, environmental and thermal technologies and services for power and industrial applications.
For more information or to contact us, visit our website at www.babcock.com.
RENEWABLE | ENVIRONMENTAL | THERMAL