Embed Size (px)
Citation preview

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
OverviewMold-Masters is constantly striving to make it simple and easy for you to build a hot runner system for your application. We offer the following ways for you to build your system.
1. Personal Attention - a hot runner specialist will assist you through the entire process via an on-site visit and/or over the phone.
2. Online - using Merlin, you can configure a hot runner system at any time. Your order can then be sent automatically to Mold-Masters and you receive your custom system drawings via email.
In either of the above methods, the below resin, mold and hot runner design info will help in the total system design process.
Resin Properties Various resin properties and performance ratings will have a major impact on tool and hot runner designs. Reference charts are included to ensure critical factors are known.
Mold DesignMaterials and tooling steel are important factors in designing molds for injection molding processes. This section includes useful selection standards.
Hot Runner System SelectionDetails of the key components for a hot runner system are shown. Nozzles and gating selections are all based on part size. Manifold components and hot half plate options are all dependant on the inherent mold size and layout.
ControlTotal system control is critical to ensure that application parameters are carefully monitored. The selection of the correct temperature controller is critical for producing perfect plastic parts.
Before you begin this process, the “System Design Specification Sheet” (pg 02.01.400) should be completed.
To document the decisions you are making, complete the “Hot Half Design Specification Sheet”. (02.01.410)
Reference Pages:Drafting symbols and tolerances (pg. 02.01.330)Metric to imperial conversions (pg. 02.01.340)Minimum pitch spacing 3a (pg. 02.01.350)Minimum pitch spacing 3b (pg. 02.01.360)Cutaway of a “cast-in” system (pg. 02.01.370)
pg. 02.01.010
Cutaway of a “bolt-in” system (pg. 02.01.380)System design specification sheet (pg. 02.01.390)Hot half design specification sheet (pg. 02.01.400)Hot half design specification sheet cont. (pg. 02.01.410)Hot half design specification sheet cont. (pg. 02.01.420)

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Resin Properties for Injection Molding Grade Plastics
pg. 02.01.020
Plastic Class Symbol
D792 Solid Density (g/cm3)
Recom-mended Max Vent
Depth (mm)
D648 Shrink-age (%)
Processing Temp (°C)
Recom-mendedProcess-ing Temp.
(°C)
Mold Temp. (°C)
Recom-mended
Mold Temp (°C)
No Flow Temp (°C)
Amorphous
ABS 1 to 1.2 0.025 0.5 to 0.6 195 to 240 250 38 to 93 60 135 to 150
CAB 1.2 0.3 to 0.7 180 to 230 210 50 to 80 50 130 to 170
HIPS 1 to 1.1 0.02 0.4 to 0.7 180 to 280 240 10 to 85 20 130
PC 1.2 to 1.5f 0.04 to 0.06 0.4f to 0.7 270 to 325 300 80 to 110 90 195
PEI 1.3 to 1.5f .5 to .7 (0.2f) 340 to 425 370 65 to 175 100 230
PES 1.2 to 1.6f 0.3f 0.6 340 to 380 330 140 to 160 150 300
PMMA 1.1 to 1.2 0.04 0.4 to 0.8 200 to 260 240 38 to 60 60 160 to 170
PPO 1.1 to 1.2f 0.02 0.2f to 0.7 250 to 315 280 82 to 110 80 150 to 200
PS 1.0 to 1.1 0.02 0.4 to 0.7 180 to 280 225 10 to 85 20 200 to 250
PSU 1.2 to 1.6f 0.7 310 to 400 360 100 to 170 100
PVC 1.2 to 1.4 0.025 0.2 to 0.5 180 to 204 195 20 to 40 40 120
SAN 1.1 to 1.3 0.03 to 0.04 0.3 to 0.7 220 to 270 245 5 to 60 60 130 to 170
SB 225 70
TPU 1.2 to 1.3 0.8 to 2 190 to 220 208 30 to 65 30 120
Crystalline/ Semi Crystalline
PA6 1.1 to 1.4 <0.01 0.8 to 2.1 260 to 310 250 20 to 100 80 140 to 340
PA6/6 1.1 to 1.4f <0.01 1.0 to 2.2 (0.6f) 270 to 320 280 20 to 100 80 140 to 340
PBT 1.3 to 1.6f 0.01 1.5 to 2.0 (0.5f) 240 to 270 240 50 to 100 60 220 to 250
LDPE 0.91 to 0.93 <0.01 1.5 to 3 170 to 240 200 10 to 50 30 100 to 110
HDPE 0.93 to 0.97 0.015 1.2 to 2.2 200 to 280 240 10 to 70 20 120 to 130
Liquid Cryst. LCP 1.5 to 1.7 0.01 0.2 to 0.8 400 to 430 240 to 280 200 to 300
Semi-Cryst. PEEK 1.3 to 1.4f 0.1 to 1.4 370 to 400 370 160 to 220 165 370
Amor/Cryst. PET 1.4 to 1.7f 0.015 0.2 to 2 260 to 300 275 7 to 80 135 240 to 250
80% Cryst. POM 1.4 to 1.6f 0.018 0.8f to 2 180 to 230 205 80 to 100 90 160 to 170
Semi-Cryst. PP 0.9 to 0.02 0.015 1 to 2.5 230 to 275 240 15 to 65 50 170 to 180
65% Cryst. PPS 1.3 to 1.9f 0.015 0.1 to 0.5 300 to 360 320 40 to 150 135 260 to 280
*** f = Fiber Filled PSI = 145Mpa F = (C*1.8) + 32

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
Plastic Classes
Max L/T Ratio (1mm Thick)
Injection Speed
Clamping (Mpa=MN/
m2)
Force (Ton/in2)
Typical Pressure (Mpa=N/
mm2)
Amorphous
30 to 150 Slow, even 62 to 93 4 to 6 120 to 140
Various 69 to 180
200 to 250 Fast 31 to 62 2 to 4 100 to 200
30 to 100 Fast 46 to 77 (93f) 3 to 5 (6f) 138 to 200
Medium, Fast 100 to 160
60 to 120 Fast 77 to 155 5 to 10 160 to 200
130 to 150 Various 39 to 46 2.5 to 3 100 to 200
Fast 39 to 77f 2.5 to 5f 120 to 180
Fast 31 to 62 2 to 4 100 to 200
Slow
100 Slow, Medium 70 to 140
Fast 35 to 140
Fast 8 to 31 0.5 to 2 70 to 140
Crystalline/Semi Crystalline
190 to 200 Fast 46 to 77 3 to 5 90 to 150
240 to 260 Fast 62 to 77 4 to 5 100 to 150
160 to 200 Medium, Fast 46 to 77 3 to 5 80 to 120
275 Fast 23 to 31 1.5 to 2 100 to 150
250 Fast 31 to 39 2 to 2.5 100 to 200
Liquid Cryst. 370 Medium 31 to 46 2 to 3 80 to 120
Semi-Cryst. 200 Fast 31 to 62 (93f) 2 to 4 (6f) 160 to 200
Amor/Cryst. 80 to 200 Slow, Even 31 to 93 2 to 6 70 to 160
80% Cryst. 100 to 200 Medium, Fast 54 to 77 3.5 to 5 100 to 170
Semi-Cryst. 200 to 300 Fast 31 to 46 2 to 3 100 to 130
65% Cryst. 150 Slow 31 to 46 2 to 3 50 to 140
Resin Properties for Injection Molding Grade Plastics - cont.
*** f = Fiber Filled PSI = 145Mpa F = (C*1.8) + 32

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
pg. 02.01.030
Properties PET Oriented
PET Unoriented
PETG PVC Unoriented
HDPE LDPE PP
Clarity 5 5 5 4 3 2 2
Impact Strength 4 1 1 2 4 5 3
Scuffing Resistance 1 1 2 3 4 4 4
Stiffness 4 4 4 4 3 2 4
Maximum Hot Fill (°C) 50 60 60 60 80 65 115
Anti PermeabilityCO2 5 4 4 4 2 1 3
Oxygen 4 4 4 4 2 1 2
Water 3 3 3 3 5 4 5
ResistanceAcids 2 2 1 4.5 3 3 3
Alkalis 2 2 2 4.5 4.5 4.5 5
Alcohols 4 4 1 4.5 4.5 3 4
Min Temperature (°C) - Brittleness
-40 n/a -40 30 -100 -100 0
Melt Temperature (°C) 240 120 120 to 130 100 to 110 170 to 180
Density 1.35 to 1.40 1.35 to 1.40 1.27 to 1.35 1.35 0.94 to 0.965 0.91 to 0.925 0.89 to 0.91
Resin Properties Common Resin Comparison Chart
Legend 0 1 2 3 4 5n/a Poor Fair Good Very Good Excellent
*This chart is a guideline only. Variables such as bottle or container weight and wall thickness may have an effect on material performance. Testing is always recommended.

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
Mold Design Tooling Steel Comparison Table
pg. 02.01.040
Item
No.
Mat
eria
ls
NA
UK
FR DE
JP EU
SE
Udd
ehol
m
Ass
ab
AIS
I
ISO
BS
NF
DIN JIS
W-N
r
Typ
e/Y
D E
h
SIS
1 Prehardened Steel 4140 42CrMo4 42CrMo4
(709H40)42CrMo4 (42CD4) 1.7225 42CrMo4
(SNB7) 42 CrMo 4
2 Prehardened Steel P20 (708A30) (30CD4) 1.2330 SMC
(SMC430) IMPAX 718
3Prehardened
Stainless Steel
420SS BS420S45 NFZ30CF13 1.2083 SUS420J2 2304 RAMAX
4 Carburizing Steel P5
5 Carburizing Steel P6 1.2735 (1.2764) X 19
NiCrMo 4
6 Oil Hardening O1 BO 1 90 CW 2 1.2510 SKS3 (1.2419) (105 WCr
6) 2140 ARNE DF-2
7 Air Hardening H13 40CrMoV5 BH13 X40CrMoV5
(Z40 CDV 5) 1.2344 SKD61 1.2344 X 40 CrMoV 5 1 2242 ORVAR 2 8407
8 Air Hardening A2 100CrMoV5 BA 2 X100CrMoV5
(Z 100 CDV 5) 1.2363 SKD12 1.2363 X 100 CrMoV 5 2260 RIGOR XW-10
9 Air Hardening D2 BD 2
(BD 3)
X160CrMoV12 (Z 150 CDV
12)1.2379 SKD11 (1.2601) X 160
CrMoV 12 2310 SVERK-ER21 XW-41
10 Stainless Steel 420SS BS420S45 NFZ30CF13 1.2083 SUS420J2 STAVAX
11 Maraging 250
12Maraging Stainless
Steel455M
13 High Speed Steel M2 HS 6-5-2 BM 2 HS 6-5-2
(Z 85 WDCV) 1.3343 SKH51 1.3344 S6-5-2
14 Beryllium Copper BeCu

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
pg. 02.01.050
Mold Design - Properties of Mold Materials Rated
Item
No.
Mat
eria
ls
AIS
I
DIN
Har
dnes
s
Wea
r R
esis
tanc
e
Toug
hnes
s
Com
pres
sive
Str
engt
h
Hea
t H
ardn
ess
Cor
rosi
on R
esis
tanc
e
The
rmal
Con
duct
ivit
y
Hob
babi
lity
Mac
hina
bilit
y
Pol
isha
bilit
y
Nit
ridi
ng A
bilit
y
Wel
dabi
lity
1 Prehard-ened Steel 4140 1.7225 30-35 2 4 2 2 1 3 1 3 3 2 2
2 Prehard-ened Steel P20 1.2330 30-35 2 5 2 2 2 3 1 3 4 3 2
3Prehard-
ened Stain-less Steel
420SS 1.2083 30-35 2 5 2 2 3 2 1 2 5 4 2
4 Carburizing Steel P5 59-61 4 3 3 3 2 2 5 5 4 4 5
5 Carburizing Steel P6 1.2735 58-60 4 4 3 3 2 2 4 5 4 4 4
6 Oil Hardening O1 1.2510 58-62 4 2 5 3 1 3 3 4 4 2 2
7 Air Hardening H13 1.2344 49-51 3 4 4 4 2 2 3 5 4 5 3
8 Air Hardening A2 1.2363 56-60 5 2 5 4 2 2 2 4 4 4 2
9 Air Hardening D2 1.2379 56-58 5 2 4 4 2 2 2 2 3 5 1
10 Stainless Steel 420SS 1.2083 50-52 3 3 3 4 4 2 2 4 5 4 3
11 Maraging 250 50-52 3 5 3 4 2 2 2 2 4 5 3
12Maraging Stainless
Steel455M 46-48 3 5 3 4 5 2 2 2 4 n/a 3
13 High Speed Steel M2 1.3343 60-62 5 5 5 5 2 2 2 2 3 5 2
14 Beryllium Copper BeCu 28-32 2 1 2 2 3 5 5 5 5 n/a 4
Legend 1 2 3 4 5
Poor Fair Good Very Good Excellent

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
Mold Design - Steel Selection for Plastic Injection Mold Plates and Inserts
pg. 02.01.060
Steel Type Hardness Characteristics Resins Applications
Mold Plates
103025% greater Tensile Strength than Typical Low -carbon SteelUse of General Mold Plates
General ResinsPrototype and Low Production MoldRecreation/Toys/Sporting productsLarge parts
4130 Preharden
Prehard treated to 28-34 RcIdeal for Cavity and Core Retainer Plates, Clamping Plates, support plates in plastic molds
ABS / PPO PA / PSPE / PPPMMA
Medium Volume Production MoldConsumer ProductsElectronic/Electrical PartsMechanical Parts - Small
P20(4130 Modified) Preharden
Prehard treated to 29-36 RcHigh Toughness and PolishabilityIdeal for Cavity and Core Retainer PlatesManifold Plates in Hot Runner Molds
ABS / PPO PA / PSPE / PPPMMA
Medium Volume Production MoldConsumer ProductsElectronic/Electrical PartsMechanical Parts - Small
420SS Preharden
Prehard treated to 33-37 RcCorrosion ResistanceHigh Toughness and PolishabilityHigh Nitriding AbilityGood for humid environments
POM / PVCPET
High Volume Production MoldContainers and ClosuresFood/PackagingMedical/Dental/CosmeticPipes/CasingClean Room/ Stainless ApplicationsHumid Environments
Mold Inserts
P-20 (4130 Modified) Preharden Prehard treated to 29-36 Rc
High Toughness and Polishability
ABS / PPOPAPC
PP / PEPS
Prototype and Low Production MoldAutomotive - Large PartsIndustrial and OA EquipmentMajor AppliancesRecreation/Toys/Sporting products
420-SS Preharden
Prehard treated to 33-37 RcCorrosion ResistanceHigh Toughness and PolishabilityHigh Nitriding Ability
PCPE / PP
POM / PVCPMMA
Prototype and Low Production Mold (Special)Aircraft and Aerospace PartsConsumer ProductsMajor Appliances
BeCu Preharden
Prehard treated to 28-32 or higher (HH up to 40 Rc)Core and InsertsGood Corrosion ResistanceHigh Thermal ConductivityThin Wall Applications
General Resins
Prototype and Low Production Mold (Special)Cooling channels limitation conditionsThin Wall ApplicationsFast Cycle Time
H-13 Heat Treatment 50-52 Rc
Good Resistance to Abrasion at both Low and High TemperatureGood High-Temperature Strength and Resistance to Thermal FatigueHigh Level of Toughness and Ductility High Nitriding and Nitrocarburizing Ability
ABS / PPOLCP
PA / PCPBT
PPS / PSSAN
Flame Proof Resins
Building and Construction Parts - Small Consumer ProductsElectronic/Electrical PartsFurniture and FixturesHousehold and OA EquipmentMechanical Parts - SmallRecreation/Toys/Sporting productsTools and OA Equipment
420-SS Heat Treatment45-54 Rc
Corrosion ResistanceHigh Surface FinishStaining ResistanceWear Resistance
PE / PPPET
PMMAPC / PMMAPOM / PVC
PSSAN
Flame Proof Resins
Containers and closuresFood/PackagingMedical/Dental/CosmeticOptical LensPipes/CasingClean RoomHumid EnvironmentsStainless Applications
HOTVAR Heat Treatment54-58HRC
High resistance to thermal fatigue, hot wear and plastic deformationVery good performance in tooling up to 1200°F (650°C)
ABSPC
SANPMMAPES
Automotive partsElectrical appliance partsCookware componentsConsumer products
A2 Heat Treatment56-60 Rc
Best Compressive StrengthBest Wear Resistance“Universal” Cold Work Steel
ABS + GFPC +GFPA + GF
PBT + GFFiber Filled Resins
Electronic Components - MiniMechanical - MiniInsert Molding ApplicationsGlass Fiber Filled Applications **GF: Glass Fiber Filled
S7 Heat Treatment54-58HRC
Excellent combination of toughness and wear resistanceExtremely clean and high surface finish capability
ABSPC
SANPMMAPES
Display windowsElectronic / electrical componentsCosmetic productsMedical applications

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Product Size Selection
Choose the nozzle product according to the weight of your part. If you are using more than one nozzle to fill your part, use the weight per nozzle to select the right nozzle size.
pg. 02.01.070
Product size Part size Shot weight per gate
Runner Diameter (mm)
Tip / Sprue Valve
*Femto-Lite Small Up to 5 grams 3.5 x
Femto Small Up to 10 grams 5.0 6.0
Pico Medium Up to 20 grams 5.0 7.0
Centi Medium 15 To 50 grams 6.0 8.0
Deci Large 50 To 500 grams 8.0 11.0
Hecto Large 500 To 3500 grams 12.0 16.0
* Femto-Lite should be used when gating into a space-restricted area

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
Please note, for cylindrical and Accu-Valve gate styles only, it is recommended that the nozzle well area be made of steel with a hardness of HRC 54. For sprue, tip and valve gates other than cylindrical and Accu-Valve, it is recom-mended that the nozzle well area be made of AISI-H13 steel (DIN 1.2344) steel with a hardness of 46-48.
Gating
Select the best gating method appropriate for your ap-plication and for the material to be molded.
Mold-Masters offers four types of gating that cover all your hot runner requirements: tip gates, sprue gates, valve gates and edge gates.
To select the right gating method, you must take into account:
1. The desired gate appearance
2. Your material type (crystalline or amorphous)
The following table highlights the gating methods and the nozzle product line sizes that support each method. In the catalog section of the Resource Guide, each of these gating methods/nozzle combinations have a supporting catalog page.
pg. 02.01.080
Femto-Lite Femto Pico Centi Deci Hecto
Tip Gates E-Type torpedo √ √ √ √ √ √ Extended E-Type torpedo √ F-Type torpedo √ √ √ √ √ √ Spiral Hot Tip √ √ √ Sprint Hot Tip √ √ Melt Disk √ √ Melt Cube √Sprue Gates C-Sprue √ √ Bi-Met C-Sprue √ √ √ √ Hot Sprue √ √ √ √ √ √ Extended Hot Sprue √ √ √ √Valve Gates C-Valve √ Bi-Met C-Valve √ √ √ √ Hot Valve √ √ √ √ √ Accu-Valve CX/EX/MX √ √ √ √ Sprint Valve Gate √

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
E-Type Torpedo
The E-Type Torpedo is the most versatile of tip gating methods. It is suitable for processing most materials, and because it runs cooler in the gate area it is particularly suitable for amorphous and crystalline resins. The E-Type Torpedo provides excellent color change and leaves a very small gate vestige on the molded part.
F-Type Torpedo
The F-Type Torpedo is essentially an E-Type Torpedo with an integral, replaceable gate. Generally, offering all the benefits of the E-Type Torpedo with the added advantage of having a replaceable gate. The F-Type Torpedo runs slightly warmer than the E-Type, making it more suited to the crystalline and filled material grades.
Gating - Tip Gates
The tip gate is the most commonly used gating method. Acceptable for crystalline and amorphous materials, this gat-ing method relies on gate diameter, gate area cooling, and temperature control at the tip to optimize the part quality. Tip gating leaves a small mark on the molded part surface (gate vestige).
The size of this mark is directly related to the gate geometry and material properties. The less notch sensitive the thermoplastic, or the larger the gate diameter, the more the vestige will protrude. For this reason, the gate is often sunk into a spherical depression (referred to as a ‘technical gate’) so that the mark does not protrude above the part surface. Tip gating is generally not suitable for shear sensitive and highly filled materials due to the high temperature/high shear effects of the relatively small gate.
pg. 02.01.090
E-Type Torpedo
F-Type Torpedo

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
Gating - Tip Gates cont.
Spiral Hot Tip
The Spiral Hot Tip utilizes a thermally conductive torpedo placed in the melt stream and features a wear resistant alloy tip. The conductive torpedo serves to remove gate area heat during part solidification while maintaining melt temperature behind the gate. The Spiral Hot Tip’s slender construction allows close spacing of gates, and permits the tip to plunge deeper into complex part geometry and mold cores. This also permits optimum positioning of cooling while realizing maximum tool rigidity.
Sprint Hot Tip
The Sprint Hot Tip is purpose engineered for ultra fast closure molding. Sprint is optimized for high performance at fast cycle times through high injection velocity and lower pressure drops. The special tip design provides fast color changes and optimized decompression for a very high quality gate vestige. The gate seals are designed to fit industry standard gate bubbles for easy retrofits.3-hole and 6-hole torpedos are designed for lowest possible pressure. The tips have demonstrated very good tip wear (5M cycles) and for even more exceptional tip wear (10M cycles) they can be ordered with a hardened tip.
Melt-Disk™
The Melt-Disk provides hot tip performance for edge gate applications. One of the distinct advantages of the Melt-Disk over an edge gate is that the cold slug is eliminated, allowing it to be used to gate thinner wall parts. The Melt-Disk offers direct gating with up to eight gates per nozzle in close proximity. It is also available in horizontal and angled configuration (at 15°, 30°, 45° and 60° positions). This gat-ing method proves to be cost effective in certain applica-tions since only one nozzle and temperature control zone is used for multiple gates. The compromise in individual gate control enables consistency between gate geometry and cooling to operate effectively.
pg. 02.01.100
Melt Disk
Spiral Hot Tip
Sprint Hot Tip

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Gating - Tip Gate cont.
Melt-CUBE
Melt-CUBE technology provides precise cavity-to-cavity balance, excellent vestige control, easy servicing and low injection pressures for a variety of crystalline and amorphous side gating applications. The Melt-CUBE product is perfect for deep draw parts such as pipettes, syringe barrels, needle shields or smaller parts where only side gating is permitted. Melt-CUBE designs are available in horizontal or angled tips (15, 30, 45 and 60 degrees) and simultaneous gating from 2 to 16 cavities per cube. With Melt-CUBE it is possible to achieve 20% higher pitch density than circular systems. Melt-CUBE
Gating - Sprue Gates
Sprue gates use an “open” gate, characterized by a small cold sprue that remains on the surface of the molded part, where the cosmetic appearance of the gate is less critical. The sealing of the gate is accomplished by solidification during the cooling phase of the cycle, and is affected by gate diameter and gate cooling. The relatively large gates, although not suitable for very “stringy” materials, permit good packing with reduced part stresses. Applications include technical components where gate appearance is not critical and when gating onto cold sub runners.
Bi-Metallic C-Sprue / C-Sprue
The Bi-Metallic C-Sprue provides superior thermal separa-tion in the gate as needed for amorphous thermoplastics. The processing temperature is maintained behind the gate by a highly conductive insert while the mold contact is achieved with a less thermally conductive transfer seal. An insulating material layer between the two components provides the necessary thermal barrier.
There is also a C-Sprue design that utilizes a smaller mate-rial insulation layer in a one-piece seal design. The one-piece seal facilitates a more compact design as required for the smaller nozzles. i.e. Femto-Lite and Femto.
Bi-Metallic C-Sprue

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
Gating - Sprue Gates cont.
pg. 02.01.110
Hot Sprue / Extended Hot Sprue
For crystalline and filled thermoplastics with rapid so-lidification characteristics, the tip of the Hot Sprue nozzle conducts heat into the gate area to prevent premature gate solidification. Both the gate size and the gate seal length are normally supplied unfinished to permit nozzle profiling and length adjustments by the mold maker. As the Hot Sprue has a removable gate seal that forms the actual gate, it also provides the advantage of a replaceable gate.
The Extended Hot Sprue is used for applications where the Hot Sprue is appropriate but where extra stock on the gate seal face is required. This extended version of the Hot Sprue is useful when differing molding elevations are necessary to reach the molding surface. Hot Sprue
Gating - Valve Gates
With this gating method, the valve pin tip mechanically closes the gate on completion of the holding pressure time. Since pin closing occurs before the gate solidifies, valve gates frequently offer decreased cycle times when compared to open gating methods. Unlike the other gating methods, valve gating creates no gate vestige, but leaves only a barely visible ring. For this reason, it is the best solution for all parts where surface quality is critical.
Due to the unrestricted gate opening, reduced shear heat and pressure drop is realized with this gating method. As a result, valve gating imparts lower mold filling stresses and gives a wide processing window suitable for even the most difficult thermoplastics that contain sensitive additives. With all materials, valve gating results in better part characteristics, especially with higher shot sizes and injection speeds.
For stringy materials, this gating method eliminates the possibility of drooling entirely. Although normally oriented perpendicular to the part surface, valve gates can also gate onto inclined or profiled surfaces.
Mold-Masters offers several types of valve gates to accommodate the varying solidification rates of different thermoplastics.

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Bi-Metallic C-Valve
Although a valve gate is mechanically opened and closed, the temperature of the material in the gate area is still very important. Using different metals in our gate seal construction facilitates this. The Bi-Metallic C-Valve uses a conductive liner to maintain melt temperature to the gate without heating the mold steel in the gate. A second less conductive steel is em-ployed to thermally separate the liner from the mold steel and provide a leak proof seal between the gate well and the mold. An insulation layer of plastic is formed between the liner and the gate seal, further enhancing thermal isolation of the gate area. Bi-Metallic C-Valve is best suited for amorphous and semi-crystalline materials (materials with slow solidification rates).
Hot Valve
For thermoplastics with a rapid solidification rate, the Hot Valve eliminates premature gate sealing by allowing greater heat conduction into the gate area. This gating style maintains an open gate to permit sufficient packing prior to valve pin closing. It is designed and suitable for crystalline materials. As the Hot Valve has a removable gate seal that forms the actual gate, it also provides the advantage of a replaceable gate.
Sprint Valve
The Sprint Valve Gate is a true cylindrical Valve Gate solution for fast cycling molds running as fast as 2.5 second cycles. It provides fast color changes and superior fill balance on high cavity tools. In addition the Sprint Valve Gate allows optimum gate cooling and top panel cooling in front of the nozzle and is designed for effective mold decompression. Sprint Valve Gates are available with pneumatic actuation or E-Drive systems.
Gating - Valve Gates cont.
pg. 02.01.120
Bi-Metallic C-Valve
Hot Valve
Sprint Valve

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
Gating - Valve Gates cont.
Accu-Valve CX/MX/EXOur premier cylindrical valve gate, the Accu-Valve, finds its uses when optimum gate appearance and longevity is paramount to your application. Similar to the Bi-Metallic Cylindrical Valve in that the straight pin is guided into the gate, the Accu-Valve ensures optimum alignment between the pin and gate by progressively guiding the pin in non-critical areas of the gate well ensuring precise final mating of the pin and gate.
Unlike the Bi-Metallic C-Valve, which utilizes a tapered shut-off profile on the pin and gate land, the Accu-Valve
pin and land have a straight profile. A highly conductive, wear resistant gate seal liner guides the pin into the gate, preventing damage and ensuring excellent gate cosmetics.
Accu-Valve is available in three different designs:
Accu-Valve CX
• For commodity resins, e.g. PP, PS, TPE, ABS.
• With precise flow channel in the liner eliminating dead spots, perfect for color changes.
Accu-Valve MX
• For both commodity and engineering grade resins, e.g. PP, ABS, PC, POM.
• Robust double Valve Pin guidance maintaining exact alignment between the pin and cavity which ensures long lasting gate quality.
• Provides a long lasting cosmetics gate appearance.
Accu-Valve EX
• For engineering grade resins, e.g. PC, POM.
• This design provides pressure gate area thermal condition to ensure no pin resistance to closing while still maintaining exact alignment between pin and cavity.
pg. 02.01.130
Accu-Valve CX
Accu-Valve EX
Accu-Valve MX

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Gating - Material Suitability Chart
Use this chart to confirm that your preferred gating method is suitable for the material to be molded.Gating Type Tip Sprue Valve Edge
Gating Method
E-Ty
pe T
orpe
do
F-Ty
pe T
orpe
do /
Ext
. F-T
ype
Torp
edo
Spira
l Hot
Tip
Sprin
t Hot
Tip
Mul
titip
C-S
prue
B-M
etal
lic C
-Spr
ue
Hot
Spr
ue /
Ex
t. H
ot S
prue
C-V
alve
Bi-M
etal
lic C
-Val
ve
Hot
Val
ve /
Ex
t. H
ot V
alve
Acc
u-Va
lve
CX
Acc
u-Va
lve
MX
Acc
u-Va
lve
EX
Sprin
t Val
ve G
ate
C-T
ype
Tit E
dge
E-Ty
pe T
it Ed
ge
Mel
t-Dis
k
Mel
t-CU
BE
amorphous materials
PPO √ ∆ √ x √ √ √ x √ √ x ∆ √ √ x √ ∆ √ xPPO + Glass Fiber ∆ √ x x ∆ ∆ ∆ √ x *∆ √ x *∆ *∆ x x x ∆ x
PEI ∆ √ ∆ x ∆ ∆ √ ∆ √ ∆ ∆ x √ √ x √ x ∆ xPEI + Glass Fiber ∆ √ x x ∆ ∆ ∆ √ x *∆ √ x *∆ *∆ x x x ∆ x
PMMA √ ∆ √ x √ √ √ x √ √ x ∆ √ √ x ∆ √ √ √ABS √ ∆ √ x √ √ √ x √ √ x √ √ √ x ∆ √ √ √
ABS + Glass Fiber ∆ √ x x ∆ √ √ √ x *∆ x x *∆ *∆ x x x ∆ xSAN ∆ √ √ x ∆ √ ∆ x √ ∆ x x √ √ x ∆ x ∆ √
PS √ ∆ √ √ √ √ ∆ x √ √ x √ √ √ √ √ x √ √SB √ ∆ √ x ∆ √ ∆ √ √ ∆ √ ∆ √ √ x √ x √ ∆
PES √ ∆ √ x ∆ √ ∆ ∆ √ x ∆ x √ √ x ∆ x √ xPSU √ √ √ x √ √ √ x √ √ ∆ x √ √ x ∆ x √ xPVC ∆ ∆ ∆ x ∆ √ ∆ ∆ ∆ ∆ x x ∆ ∆ x x ∆ ∆ x
PVC-P ∆ ∆ ∆ x ∆ √ ∆ ∆ ∆ ∆ x x √ √ x x ∆ ∆ xPC √ ∆ √ x ∆ √ ∆ ∆ ∆ √ ∆ x √ √ x √ ∆ √ ∆
PC + Glass Fiber ∆ √ x x ∆ x ∆ √ x *∆ √ x *∆ *∆ x x x ∆ xCAB √ ∆ √ x √ √ √ x √ √ x ∆ √ √ x ∆ √ √ √COC √ ∆ √ x √ √ √ x √ √ x ∆ √ √ x ∆ √ √ √
TPU-A ∆ x ∆ x ∆ ∆ √ x √ √ x x √ √ x x x ∆ xTPE-A ∆ x ∆ x ∆ ∆ ∆ x √ √ x √ ∆ ∆ x x x ∆ xTPE-B ∆ x ∆ x ∆ ∆ ∆ x √ √ x ∆ √ √ x x x ∆ xEPDM ∆ x ∆ x ∆ ∆ ∆ x √ √ x √ ∆ ∆ x x x ∆ xSEBS ∆ x ∆ x ∆ ∆ ∆ x √ √ x √ ∆ ∆ x x x ∆ x
PC-ABS √ ∆ ∆ x √ √ √ x √ √ ∆ ∆ √ √ x ∆ √ √ √PC-SAN √ ∆ ∆ x √ √ √ x √ √ x ∆ √ √ x ∆ √ √ √
MABS √ ∆ ∆ x √ √ √ x √ √ x ∆ √ √ x ∆ √ √ √PET √ x ∆ x √ √ √ x √ √ x ∆ √ √ x ∆ √ √ x
PCTG √ x ∆ x √ √ √ x √ √ x ∆ √ √ x ∆ √ √ x
Legend√ = Recommended ∆ = Application Dependent x = Not Recommended * = <10%
pg. 02.01.140

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
Gating - Material Suitability Chart
Use this chart to confirm that your preferred gating method is suitable for the material to be molded.Gating Type Sprue Valve Edge
Gating Method
E-Ty
pe T
orpe
do
F-Ty
pe T
orpe
do /
Ext
. F-T
ype
Torp
edo
Spira
l Hot
Tip
Sprin
t Hot
Tip
Mul
titip
C-S
prue
B-M
etal
lic C
-Spr
ue
Hot
Spr
ue /
Ex
t. H
ot S
prue
C-V
alve
Bi-M
etal
lic C
-Val
ve
Hot
Val
ve /
Ex
t. H
ot V
alve
Acc
u-Va
lve
CX
Acc
u-Va
lve
MX
Acc
u-Va
lve
EX
Sprin
t Val
ve G
ate
C-T
ype
Tit E
dge
E-Ty
pe T
it Ed
ge
Mel
t-Dis
k
Mel
t-CU
BE
crystalline materials
HDPE √ x √ √ √ ∆ ∆ x √ √ x √ √ √ √ √ x √ √
LDPE √ x √ x √ ∆ ∆ x √ √ x √ √ √ x √ x √ √
PP √ x √ √ √ x x x √ √ x √ √ √ √ √ x √ √
PP engineering (ex. Nucleated) ∆ x ∆ x ∆ ∆ ∆ x √ √ x ∆ √ √ x √ x √ √
PP + Glass Fiber √ √ ∆ x *∆ ∆ *∆ √ ∆ ∆ √ x *∆ *∆ x x x ∆ xLCP √ √ ∆ x ∆ x ∆ √ x x √ x x x x ∆ √ x xPET ∆ ∆ ∆ x ∆ ∆ ∆ ∆ ∆ √ ∆ x √ √ x ∆ √ √ xPBT ∆ √ ∆ x ∆ x ∆ √ ∆ √ ∆ x ∆ ∆ x ∆ √ √ x
PBT + Glass Fiber ∆ √ x x x x *∆ √ x *∆ √ x *∆ *∆ x x *∆ ∆ xPPS + Glass Fiber ∆ √ x x ∆ x *∆ √ x *∆ √ x *∆ *∆ x x x x x
PEEK ∆ √ ∆ x x x ∆ √ x ∆ √ x √ √ x ∆ √ x xPEEK + Glass Fiber ∆ √ x x x x *∆ √ x *∆ √ x *∆ *∆ x x x x x
PA (4.6, 6, 6.6, 6.10, 6.12, 11, 12) √ √ ∆ x ∆ x ∆ x ∆ ∆ √ ∆ √ √ x ∆ √ ∆ ∆
PA + Glass Fiber ∆ √ x x x x *∆ √ x *∆ √ x *∆ *∆ x x *∆ ∆ xPOM √ √ √ x ∆ x x √ ∆ ∆ √ x √ √ x ∆ √ √ ∆
POM + Glass Fiber ∆ √ x x x x *∆ √ x *∆ √ x *∆ *∆ x x *∆ ∆ xLCP + Glass Fiber ∆ √ x x x x *∆ √ x *∆ √ x *∆ *∆ x x *∆ ∆ xPET + Glass Fiber ∆ √ x x x x *∆ √ x *∆ √ x *∆ *∆ x x *∆ ∆ xPAA + Glass Fiber ∆ √ x x x x *∆ √ x *∆ √ x *∆ *∆ x x *∆ ∆ x
Legend√ = Recommended ∆ = Application Dependent x = Not Recommended * = <10%
pg. 02.01.150

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Gating - Optimum Gate Size
The first step in establishing the proper gate diameter is to assess whether your application requires a small, medium or large gate size. Review the Gate Sizing Tables shown below. Since different considerations may suggest a different optimum gate diameter, a compromise for each application is normally required. Without reason small gates should be avoided when possible as they restrict flow and induce higher pressure losses.
pg. 02.01.160
Material Consideration
Structure
Molecular Weight
Melt Flow Index
Reinforcements, Fillers
Additives, Flame Retardants
Heat, Shear Sensitivity
Solidification Rate Of Material
Part Considerations
Shot Weight
Wall Thickness / Flow Length
Tolerances
Gate Mark, Gate Vestige
End Use
Process Considerations
Temperature Window
Injection Speed
Pressure Drop Created
Effect Of Holding Pressure
Amorphous
Low
High, Lubricants
None
Without
Not Feasible
Slow
low
small
wide
excellent
consumer-cosmetic
wide
low
high
less
part Crystalline
Medium
Medium
Low Percentage
Acceptable
Medium
medium
medium
average
good
medium
medium
normal
crystalline
high
low
high
with
feasible
fast
high
large
tight
fair
technical
narrow
high
low
more
Gate sizing
Small Medium Large

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
pg. 02.01.170
Gate Diameter
The available gate diameter range (small, medium, large) is shown in the table below. If a row contains an arrow, then the gate size can be any value in that range.
Femto-Lite
Gate size (mm)
Small Medium Large
E-Type Torpedo 0.6 0.8 1.0
Extended E-Type Torpedo
0.6 1.0
F-Type Torpedo 0.6 0.8
C-Sprue 1.0 1.5
Hot Sprue 0.6 1.0 1.5
Femto
Gate size (mm)
Small Medium Large
E-Type Torpedo 0.6 0.8 1.0
F-Type Torpedo 0.8 0.9 1.0
C-Sprue 1.0 1.5
Hot Sprue 0.6 1.0 1.5
C-Valve 1.0 1.5
Hot Valve 1.0 1.5
Accu-Valve CX 1.4
Accu-Valve EX 0.8 1.0
Pico
Gate size (mm)
Small Medium Large
E-Type Torpedo 0.6 1.0 1.6
F-Type Torpedo 0.8 1.2 1.6
Bi-Metallic C-Sprue 1.0 1.5 2.0
Hot Sprue 1.0 1.8 2.5
Ext. Hot Sprue 1.0 1.8 2.5
Bi-Metallic C-Valve 1.0 2.0
Hot Valve 1.5 2.0
Accu-Valve CX 1.8
Accu-Valve EX 1.0 1.51 2.4
Spiral Hot Tip 0.6 1.0 1.6
Centi
gate size (mm)
Small Medium Large
E-Type Torpedo 0.6 1.0 1.6
F-Type Torpedo 0.8 1.2 1.6
Bi-Metallic C-Sprue 1.5 2.0 2.5
Hot Sprue 1.0 1.8 2.5
Ext. Hot Sprue 1.0 1.8 2.5
Bi-Metallic C-Valve 1.5 2.0
Hot Valve 1.5 2.0
Accu-Valve CX 2.5
Accu-Valve EX 1.5 1.51 2.4
Spiral Hot Tip 0.6 1.0 1.6
Sprint Hot Tip 0.6 0.75
Deci
Gate size (mm)
Small Medium Large
E-Type Torpedo 1.0 1.8 2.5
F-Type Torpedo 1.0 1.5 2.0
Bi-Metallic C-Sprue 2.0 2.5 3.0
Hot Sprue 1.5 2.5 4.0
Ext. Hot Sprue 1.5 2.5 4.0
Bi-Metallic C-Valve 2.0 2.5 3.0
Hot Valve 2.0 2.5 or 3.0 4.0
Accu-Valve CX 1.5 3.0 3.95
Accu-Valve EX 1.5 2.81 3.0
Spiral Hot Tip 0.6 1.8 2.5
Sprint Hot Tip 0.6 0.75
Hecto
Gate size (mm)
Small Medium Large
E-Type Torpedo 1.5 2.0 2.5
F-Type Torpedo 1.5 2.0 2.5
Bi-Metallic C-Sprue 3.0 4.0 5.0
Hot Sprue 1.5 3.0 5.0
Ext. Hot Sprue 1.5 3.0 5.0
Hot Valve 4.0 5.0
Bi-Metallic C-Valve 4.0 5.0

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Nozzle
Choose an Appropriate Nozzle Length
All Master-Series nozzle sizes are available in a number of standard lengths. When selecting the nozzle length consider the following:
• The nozzle flange (insulation ring) should be seated in the manifold plate.
• Ensure sufficient steel between the nozzle flange and the A plate/cavity insert. Refer to the appropriate catalogue page for guideline.
• Choose a nozzle length “L” that will give you the molding elevation you require. Molding elevation is the distance from the bottom of the manifold plate to the gate level on the part.
• Choose the shortest length possible, considering the previous points.
pg. 02.01.180

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
First, determine the number of nozzles you require.• Establish the configuration or layout you require,
e.g. a four-nozzle system can be laid out in an ‘X’, ‘H’ or ‘4-in a-row’ configuration.
• Sub-manifolds are available for up to 16 nozzles (for the smaller shot weight systems).
• Determine your required gate to gate spacing. Refer to “Minimum Pitch Spacing” (Reference Page #7).
• Go to the manifold section of the product range you previously established and find the appropri-ate catalog page for your manifold configuration.
• The manifold with nozzle (gate to gate) spacing greater than your minimum permissible cavity spacing.
Note: MasterSPEED does not support the following: Femto-Lite, Melt Disk, Accu-Valve, water cooled gate inserts and certain valve actuators.
Selecting a MasterSOLUTION System
A MasterSOLUTION manifold is available if the mani-fold shape or size that you require is beyond the range of the MasterSPEED configurations. These include bridged systems and totally custom manifolds.
main manifoldsMain manifolds (or bridge manifolds) are used to bridge one or more sub-manifolds. The ability to connect sub-manifolds increases the cavitation possible with your hot runner system and increases flexibility for spacing groups of cavities.
Example shown uses two XX sub-manifolds and a 2-in-a-row main manifold.
Manifolds
Select a Manifold Configuration
For 1 drop tip/sprue applications Mold-Masters offers the single nozzle systems. For one drop valve gate applica-tions, we offer Accu-Line systems. For a multi-drop system, a manifold is required. Mold-Masters offers two distinct programs for selecting a manifold:
• MasterSPEED system: based on the nine configura-tions that are presented in the catalog section of this Resource Guide.
• MasterSOLUTION system: a vast range of sub-man-ifolds and main manifolds that can be utilized to build virtually any hot runner system you might need.
Selecting a MasterSPEED System
Our MasterSPEED program offers many standard con-figuration sub-manifolds from single drop offset entry to 16 matrix manifolds for small to medium shot sizes. Each configuration of manifold accommodates a range of drop locations with infinite variability within the range.
You can select from the following MasterSPEED mani-folds for the Femto, Pico, Centi, Deci & Hecto product lines.
Note: Some configurations shown are not available with all product lines, with all manifold pitches, or with valve gating.
To incorporate a Mold-Masters MasterSPEED manifold into your mold design:
pg. 02.01.190
*Only available in Femto, Pico and Centi
1 drop offset
2 drop in-line
2 drop “T”
4 drop in-line
4 drop “X”
4 drop “H”
8 drop “XX”
12 drop Matrix*
16 drop Matrix*

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Note: Some combinations shown are not available with all product lines, with all manifold pitches, nor with valve gating. Consult your Mold-Masters representative for availability.
pg. 02.01.200
Manifolds
Some typical standard main and sub manifold combinations are illustrated below.

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
Manifolds
MasterSOLUTION Manifold Styles
Although most systems are designed, when possible, with our cast-in heater technology, this is sometimes not feasible for very large or complex designs.
pg. 02.01.210
In these cases, external heater plates provide optimal heat profile and control for very large manifolds. Please contact your Mold-Masters representative to confirm the feasibility of the design you require.
See cutaway of a cast-in system (reference page #4) and cutaway of a bolt-in system (reference page #5) for more detailed information.

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Manifold Center HeatersFor all applications processing crystalline and high temper-ature amorphous materials. See catalog pages 09.01.080, 09.01.150 and 09.01.160.
Inlet ExtensionsFor valved applications. See catalog pages 09.01.120, 09.01.130 and 09.01.140.
Locating Rings
Standard inch and metric locating rings are available for all machine nozzle pads (backplates) and inlet exten-sions. Locating ring catalog pages indicate which inlet components they are compatible with. See catalog pages 09.01.010 to 09.01.070.
Water-cooled Gate Inserts
Designed to provide effective cooling to quickly extract heat from the gate area.
• Provides highly effective cooling to the gate area to help ensure that gate cooling does not limit the overall cycle.• Allows productivity from high volumes to be optimized.• Achieves efficient gate cooling for those applications where the gates are difficult to access with conventional cooling techniques.
pg. 02.01.220
Hot Runner Components
Your hot runner system may require the following components:• Valve components• Inlet components• Locating rings• Water cooled gate inserts
Valve Components (for valve-gated systems)
If you have chosen a valve gate in step 2, you will require valve actuators. In most cases you will have the option to choose a hydraulic or a pneumatic unit and in some cases the same actuators can be both hydraulically and pneumatically operated. There are three different types of actuators:
Individual hydraulic - Oil operated, with each nozzle having its own actuator.
Individual pneumatic - Air operated, with each nozzle having its own actuator.
Syncro-plate technology (hydraulic or pneumatic) - In certain situations, specifically smaller systems, a syncro valve actuator unit may be employed, where all of the pins are mounted in a single plate and are actuated as a single unit.
Page 11.01.010 references valve actuation units avail-able for each product range size and valve gating method.
Inlet Components
There are four types of inlet components available with Master-Series systems. Correct component selection is dependent on the application and type of system being utilized.
unheated machine nozzle pads (backplates) For non-valved applications processing commodity resins. See catalog pages 09.01.090 and 09.01.100.
heated machine nozzle pads (backplates)For all applications processing crystalline and high temperature amorphous materials. See catalog pages 09.01.110.

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
Hot Half Information
Mold-Masters offers two distinct programs for selecting a hot half:
• MasterSPEED hot half: available for any hot runner system that utilizes a MasterSPEED hot runner system.
• MasterSOLUTION hot half: If your hot half requirements do not fall under the MasterSPEED program we can build a hot half to your specifications. Simply submit a set of mold prints or an electronic version of the same. Use the Hot Half Specification Sheet (pg 02.01.410) to verify that the required integration information is detailed in your mold design. This is located in the Reference Section at the end of this section.
The following steps outline how to specify your MasterSPEED hot half. To document the decisions you are making, complete the MasterSPEED System Design Specification Sheet (pg 02.01.400).
1. Specify plate size, i.e. length x width. (L x W).
2. Choose the manifold layout in the hot half.
3. Select your cooling line preference.
4. Specify whether an insulation plate is required or not.
5. Specify molding elevation.
6. Specify leader pin size and locations.
7. Specify the offset leader pin location.
8. Specify A-screws size and locations.
pg. 02.01.230

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Hot Half Information
1. Specify plate size, i.e. length x width. (L x W).
Note: The clamp slot consists of three dimensions, the width, the depth and the thickness. The default geometry is 16 x 22.2 x 22.2mm respectively.
2. Identify the correct manifold layout (A or B) in the hot half. Please see the two drop in-line example below.
Note: The hot runner systems wiring sequence is, nozzle, manifold, and inlet.
pg. 02.01.240
3. Select your cooling line preference (1 or 2) from the images below.
Standard water fittings are DME JP-352.
Cooling Line 2
1 drop offset
2 drop in-line

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
2 drop “T”
4 drop in-line
pg. 02.01.250

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
pg. 02.01.260
4 drop “X”
4 drop “H”
8 drop “XX”

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
16 drop matrix
pg. 02.01.270
12 drop matrix

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
4. Specify whether an insulation plate is required or not.
An insulation plate is recommended if the mold temperature will be over 100ºF (38ºC).
5. Specify molding elevation
Molding elevation is defined as the distance from the bottom of the manifold plate to the gate level on the part.
pg. 02.01.280
6. Specify leader pin size and locations.
Leader pins are available in diameters from 0.750” to 1.500” and lengths from 4.250” to 15.750”.

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
8. Specify A-screw size and locations.
A-screw sizes are available in the following sizes:
M12 x 1.75 M16 x 2.0
A-screws are placed around the perimeter of the hot half. This diagram illustrates their locations. You may move the screws located within the center of the hot half.
7. Specify the offset leader pin location.
Typically the Top, Non-Operator pin location is the offset leader pin.
pg. 02.01.290
A-screw locations

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
Temperature Controller
Select a Temperature Controller
Now that you have specified your hot runner system, you will need to establish the temperature control requirements for that system.
Mold-Masters recommends that each heated component of the hot runner be independently controlled. Thermocou-ple control is also recommended. To specify your temperature controller you will first need to establish how many zones of control will be required, i.e. how many electrically powered heaters are comprised in the hot runner system.
Each nozzle will require one zone of control. Each manifold will require at least one zone of control. Some larger cast-in heat manifolds have two heaters, and will require two zones of control, e.g. 12 matrix and 16 matrix manifolds. Bolt-in style manifolds that utilize heater plates will typically require two or more zones of control.
All inlet components, except unheated backplates, require a zone of control.
If you are having difficulty establishing how many zones of control are required for a hot runner system, please contact your local Mold-Masters representative.
Now that you have established the number of control zones required for your hot runner system you can select a temperature controller. Refer to the temperature control section in the catalog for detailed specifications on avail-able models.
Comparison ChartXL XL-2 XL-4 XL-6 MZ-LT MZ-MG MZ-G MZ-MDM MZ-LTD
zone range
1-9 2-18 4-48 6 4-60 24-60 24-240 4-24 4-24
display LED LED LED LED touch screen5.2” color
touch screen8.4” color
touch screen12.1” color
touch screen5.2” color
touch screen5.2” color
mountingoptions
heavy dutystand, table
top
heavyduty
stand,table top
heavy duty stand
stand alone
heavy duty stand,
slim stand, direct mount,
table top, integrated
stand
integrated stand
integrated stand
machine direct mount
table top
pg. 02.01.300

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
XL:
Our basic small controller for 1 to 9 zones
• Simple closed loop control• Single point control (each module controls one heater)• Modular construction, available in 2 zone, 6 zone and 9 zone cabinets• Accurate Digital Control• Plug and Play• Easy maintenance and service
XL-2:
4 to 18 zone controller utilizing dual zone per card technology
• Innovative cards control two zones each• Reduction in size and cost, perfect for low cavitation applications• Three sizes of compact cabinets that are easily expandable• Accurate auto-tuning control with open and closed loop operation• Simple four button control• Minimal maintenance and no calibration required
XL-4:
Innovative internal cards control 4 zones each
• Easy operation for a variety of configurations up to 48 zones• The perfect cost-efficient solution for your low cavitation applications• Compact cabinets come fully wired for ease of expansion including accessible fuses and integral ventilation fans for all industrial environments• Superior Mold-Masters proprietary PID2 auto-tuning control algorithm with closed and open loop operation• Fully automatic system with no calibration or maintenance required; reducing downtime
XL-6:
Controls up to 6 zones
• Simple five-button user control• Very compact, free standing design 300 x 400 x 100 mm / 12 x 16 x 4 in (WxLxH)• Auto-calibration and maintenance feature increases uptime• Special control structure minimizes control deviations or over-swing of set
temperature • Modular based system with minimal spare parts
pg. 02.01.310

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
pg. 02.01.320
MZ-LT:
Up to 60 zones of control using Mold-Masters PID2 auto-tuning control algorithm
• 5.2” color touch screen STN interface provides complete viewing with access to graphs, drawings and photos • Available in five different mounting options including the slim stand (shown)• The slim stand features a rotating display, easy to access controller cards and has a 50% smaller “footprint”, reducing floor space requirements • Fully automatic system with no calibration or maintenance required • Perfect low-cost control for high cavity hot runner applications
MZ-MG:
24 to 60 zones with LCD Graphical User System touch screen control
• Same key features as MZ-L• 8.1” VGA, TFT color touch LCD Graphical User System• Compact flash media kit and wireless communication networking• Additional features: 3D graphic rotating display, historical display, live mini-panels attached to real me mold settings, stores and display drawings or photos, unlimited tool stores via compact flash, export to Excel, online help, multi language and auto tool configuration
MZ-G:
24 to 240 zones touch screen graphic user systemwith the most capabilities
• All the features of MZ-L and MZ-MG • Full Graphical User System (G.U.S.) in a 12.1” SVGA, TFT color touch screen control• Uses the same control card - QMOD in all slots - modular construction, 80 zones per rack• G.U.S. can be mounted on a desktop or swing arm• Additional features: Standard LAN network, SPI communication, identical foot print of the MZ-L, 60 zone unit, heavy duty power distribution system

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
pg. 02.01.330
reference page 1
For parallel dimensions, the following convention is used:
This signifies that the top surface must be parallel to surface B within 0.01mm.
tolerances
surface finish parallelism
concentricity
For concentric bores, the following convention is used:
This signifies that the bore dimensioned with the upper symbol must be concentric to the bore marked with the lower symbol to within 0.02mm.
The North American third angle projection is used throughout this design guide as illustrated below:
A
B 0.01
B
Drafting Symbols And Tolerances
The following tolerances and drafting conventions are used throughout this design guide. Only the metric system is used, but the units of measure may be converted to the Imperial system by using the conversions given on refer-ence page 2.
In order to improve readability of the design pages, uncommon drafting scales are sometimes used. When this occurs, the scale used will be shown in the bottom corner of the design page.
projections
Unless otherwise specified, the following tolerances are used for all design pages:
1 decimal place = ±0.10mm2 decimal places = ±0.05mmAngular dimensions = ±0.25°
The following convention is used to designate surface roughness:
0.02 A
0.80µm (32µ in.)0.40µm (16µ in.)

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
pg. 02.01.340
reference page 2
Metric To Imperial Conversions
All linear dimensions in this design guide are in millimetres unless otherwise stated. The metric system is used throughout and may be converted to Imperial using the conversions given below.
Multiply by
0.03937008
14.50377
.03527
1.8 and add 32
3.41214
0.06102
0.7375621
Given
millimeter (mm)
bar (105 N/m2or Pa)
gram (g)
°C
watt (W)
centimeter3 (cm3)
Newton-meter (NM)
To obtain
inch
pound/inch2
ounces [avoirdupois]
°F
BTU per hour
inch3
pound-foot
length
Pressure
Mass
Temperature
Power
Volume
Torque

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
pg. 02.01.350
reference page 3a
“other” manifolds
See the table below for minimum pitch “P” for manifold configurations that do not have all nozzles in a row.
Minimum Pitch Spacing
Minimum pitch dimensions (space between nozzle tips) for the Master-Series Femto-Lite, Femto, Pico, Centi and Deci nozzles are provided below.
Tip & Sprue Gating“in-line” manifolds
See the table below for minimum nozzle pitch for manifold configurations that have all nozzles in a row (e.g. 2 in-line, 4 in-line). The flange diameter is shown for reference.
Minimum pitch (P) First nozzle spacing (P1)Product line
mm inch mm inch
Femto-Lite
Femto
Pico
Centi
Deci
20.0
23.0
32.0
33.0
41.0
0.787
0.906
1.260
1.299
1.614
23.0
25.0
29.5
30.0
34.0
0.906
0.984
1.161
1.181
1.339
Flange diameter (F)
mm inch
18.0
21.0
30.0
31.0
39.0
0.709
0.827
1.181
1.220
1.535
Femto-Lite
Femto
Pico
Centi
Deci
19.0
22.0
32.0
33.0
41.0
0.748
0.866
1.260
1.299
1.614
18.0
21.0
30.0
31.0
39.0
0.709
0.827
1.181
1.220
1.535
Minimum pitch Flange diameterProduct line
mm inch mm inch

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
pg. 02.01.360
reference page 3b
Minimum Pitch Spacing Valve Gatingindividual actuation
Valve Gating Syncro-Plate Actuation
In some valve gating applications, the pitch can be reduced with Mold-Masters’ synchro plate technology which eliminates the need for an individual actuator for each nozzle. With a syncro plate valve actuator, all of the actuators are linked together and are centrally controlled to move in sync.
In most syncro plate applications, the minimum pitch can be reduced to the level that can be achieved for an equiva-lent tip & sprue gated system.
Measurements include valve disc dimensions
36.0
40.0
36.0
40.0
41.0
50.0
54.0
65.0
54.0
65.0
N/A
N/A
N/A
N/A
N/A
N/A
48.0
50.0
FemtoActuators
mm inch
P
P1
P
P1
P
P1
P
P1
P
P1
P
P1
P
P1
P1
P1
P
P1
1.417
1.575
1.417
1.575
1.614
1.968
2.126
2.559
2.126
2.559
N/A
N/A
N/A
N/A
N/A
N/A
1.890
1.968
HY550X*
HY550X*L
HY5500*
HY650X*
HY710X*
HY6500*
HY6600*
HY6700*
HY7100*
HY8400*
HY8500*
PN2300*
36.0
40.0
36.0
40.0
41.0
50.0
54.0
65.0
54.0
65.0
60.0
65.0
60.0
65.0
65.0
65.0
48.0
50.0
Pico
mm inch
1.417
1.575
1.417
1.575
1.614
1.968
2.126
2.559
2.126
2.559
2.362
2.559
2.362
2.559
2.559
2.559
1.890
1.968
36.0
40.0
40.0
40.0
41.0
50.0
54.0
65.0
54.0
65.0
60.0
65.0
60.0
65.0
65.0
65.0
48.0
50.0
Centi
mm inch
1.417
1.575
1.575
1.575
1.614
1.968
2.126
2.559
2.126
2.559
2.362
2.559
2.362
2.559
2.559
2.559
1.890
1.968
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
60.0
65.0
60.0
65.0
65.0
65.0
N/A
N/A
Deci
mm inch
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
2.362
2.559
2.362
2.559
2.559
2.559
N/A
N/A

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
pg. 02.01.370
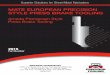
9 pressure disk
10 gate seal
11 valve actuator
12 valve disk
1 air gap
2 inlet extension
3 locating ring
4 machine nozzle pad (backplate)
5 manifold locating cam
6 manifold locator
7 “cast-in” manifold
8 nozzle
Cutaway Of A “Cast-In” System
This illustration of a typical Mold-Masters “cast-in” hot runner system is divided into two halves (valve side and non-valve side). The terminology associated with the various components and features are listed below.
reference page 4
Valved Non-Valved
Hot Half - Cast In Arrangement

® Build your System
Valved Non-Valved
Hot Half - Bolt In Arrangement
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
pg. 02.01.380
1 air gap
2 manifold locating cam
3 bolt-in manifold
4 gate seal/gate insert
5 heater plate
6 inlet extension
7 locating ring
8 machine nozzle pad (backplate)
9 manifold locator
10 nozzle
11 valve actuator
12 valve bushing
Cutaway Of A “Bolt-In” System
This illustration of a typical Mold-Masters “bolt-in” hot runner system is divided into two halves (valve side and non-valve side). The terminology associated with the various components and features are listed below.
reference page 5

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
pg. 02.01.390
System Design Specification Sheet
reference page 6
Number of Cavities*: _________________________ Gate Size*: _____________________________
Sub-Runners*: Yes No Molding Elevation*: ______________________ (Req’d Nozzle Length)
Optional Considerations (please provide the following data if there are related potential molding concerns, such as):
1. Gate cooling (please provide mold prints to show the layout).2. Cycle time (if there is need for special consideration).3. Sequential valve gating, etc.
Please e-mail us the cavity and drop layout design details for review, or sketch the layouts in the box below and clearly indicate the view:
Company Name: ________________________
Contact Name: ________________________
Contact E-mail: ________________________
Mold-Masters Quote #:_____________________
Customer P.O / Ref #: _____________________
Contact Telephone #: _____________________
Please complete and return this specification sheet as the information is required to proceed with your order. Failure to complete the mandatory fields (marked *) will result in a delay. If you are supplying a part drawing, please ensure all this information is indicated on the drawings.
Plastic Part: Plastic Material:
Name:
Number: Industry: ________________________________
Weight*:
Gate Wall Thickness*:
Average Wall Thickness*:
Type*:
Material Grade:
Reinforcement*:
Colour Change*:
Processing Temperature*:
Mold Temperature*:

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
pg. 02.01.400
reference page 7
Hot Half Design Specification Sheet
Company Name: _________________________
Contact Name: __________________________
Contact E-mail: __________________________
Mold-Masters Quote #:________________________
Customer P.O / Ref #: _______________________
Contact Telephone #: _______________________
Mandatory fields are indicated with a (*).
1. Top of mold / operator side shown on mold print?* Yes No Vertical Press2. Mold bolted / clamped to platen?* Bolted Clamped3. Machine nozzle radius 1/2” 15.5 3/4” 40.04. Insulator plate required? Yes No5. Gate locations: clearly dimensioned X & Y co-ordinates* Yes No6. Leader pin type? DME HASCO Other7. Number of leader pins?*8. Offset or off size leader pin (See sheet 2 for details)* LP1 LP2 LP3 LP4 N/A9. Off size leader pin diameter* N/A10. “A” screw locations clearly specified on mold prints* Yes No MM Specify11. Number of “A” screws?*12. “A” screw from (See sheet 2 for details)* Cavity plate Clamp Plate13. “A” screw size:* 1/2” 5/8” M12 M16 Other14: Cooling line fittings type (Specify size) NPT BSPT Other Size:15. Cooling line fittings location? Bot Non-op Op Top16. Cooling line fittings recessed? Yes No17. Hydraulic or pneumatic line fittings type? (Specify size) NPT BSPT Other Size:18. Hydraulic or pneumatic line fittings location? Bot Non-op Op Top19. Hydraulic or pneumatic line fittings recessed? Yes; Counter Bore Size: No
20. Mold-Masters controller used? Yes No21. Maximum number of zones allowed? MM Specify22. Mold plug specification (for temperature controller interface). If other, please specify*
MPLUG06 MPLUG08 MPLUG12
PIC5 / MTC5 PIC8 / MTC8 PIC12 / MTC12
16 Pin 24 Pin
Other23. Maximum Amp limitation? If yes, please specify (Mold-Masters standard is 15 Amps per zone)
Yes; Max Amp: No
24. Mold-Masters standard electrical box will be supplied unless otherwise specified
Use Mount Plate: Yes Use Elec. Box: Yes; Box #:
No No
25. Wiring sequence required (zone layout) On mold prints MM standard26. Strap clamps / mold feet shown on mold prints* Yes No27. Front mount thermocouples required?* Yes No28. Special attention required for front mount thermocouple slot locations?*
Yes; Please specify on mold print No

® Build your System
© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
www.moldmasters.com
*Please use this page for reference, for an electronic version, please go to www.moldmasters.com, or fill out the copy that was attached to your quote. Print notes are found on the following page.
pg. 02.01.410
Hot Half Design Specification Sheet
reference page 8
233 Armstrong Avenue • Georgetown, Ontario, Canada • L7G 4X5 • Telephone 905-877-0185 • Fax 905-873-2818 Form #SLS226 Page 2of 2
Hot Half Design Specification Sheet

® Build your System
www.moldmasters.com© 2014 Mold-Masters (2007) Limited. All Rights Reserved.Revised 11 August 2014
pg. 02.01.420
Hot Half Design Specification Sheet
reference page 9
Notes: 1. Clearly indicate gate location coordinates on mold print (4 decimals in imperial & 3 decimals in metric).2. Clearly indicate hot runner leader pin location coordinates on mold print (4 decimals in imperial & 3 decimals
in metric).3. Clearly indicate A-screw location coordinates on mold print (3 decimals in imperial & 2 decimals in metric).4. Must exceed gate height; lengths are in 12.7 mm (0.500 in) increments.
Comments:
MML Quote#/ P.O./Ref#: