Embed Size (px)
Citation preview

Bubble Cap Plate for
Distillation Column
Presented By:-
Sanjeev Kumar 040430
Biochemical Engineering
IV year
Kumaon Engg. College,Uttarakhand

DistillationDistillation is a unit operation in which the constituents of a liquid(mixture) solution are seperated using thermal energy. Basically the difference in vapour pressures (volatilities) of different contituents at the same temperature is responsible for such a seperation. In distillation, the phases involved are :Liquid and vapour or gas and the mass is transferred from both the phases to one another. The basic requirement for separation of components by distillation is that the composition of the vapour be different from the composition of the liquid with which it is in equilibrium.

When a solution containing two volatile substances is heated up, one of them will be present in the vapour above the solution in greater quantities than the other. This is the basis on which distillation is based. Distillation operates on the fact that the vapour of a boiling mixture will be richer in the components that have lower boiling points. Therefore, when this vapour is cooled and condensed, the condensate will contain more volatile components. At the same time, the original mixture will contain more of the less volatile material. Distillation columns are designed to achieve this separation efficiently.

APPLICATIONS
• Distillation is commonly encountered in CHEMICAL &PETROLEUM INDUSTRIES as a means of separating the liquid mixture into its component parts.
• Examples of distillation:• Seperation of ethanol & water mixture• Production of absolute alcohol from 95%ethanol
using benzene• Seperation of petroleun crude into gasoline, kerosene,
fuel oil, etc.

Reflux Consideration
• Reflux Ratio(R)
Ratio of flow return as reflux to flow of the top product taken off.
• Total Reflux
condition when all condensate is return to the column.
• Minimum Reflux
ratio at which the infinite numbers of stages are required for the desired separation.
• Optimum Reflux
reflux ratio between total and minimum reflux ratio, requiring a finite number of plates.

METHODS OF DISTILLATION
• Carried in two ways:• 1:The liquid mixture to be seperated is heated to
create a vapour. Allthe vapour formed is condensed in condenser and withdrawn as product. As there is no reflux,products of relatively low purities are obtained.
• 2:The liquid mixture to be seperated is heated to create a vapour ,all the vapour formed is condensed in a condenser. A part of the condensed liquid is returned to the distillation system(as reflux) and the remaining part is withdrawn as product.

Common Methods Used In Distillation Practise
• 1: Differential or simple distillation• 2: Flash or equilibrium distillation• 3:Rectification or fractionation Out of these three ,distillation with
rectification is the most important.The first two methods are carried out without reflux and the third one is carried out with reflux.

Important terms used in designing
• Bubble Point It is the temperature at which the liquid
mixture of a given composition starts to vaporize as the temperature is increased.
Equilibrium Condition at which the net transfer of material
ceases for a given set of operating conditions

•Relative VolatilityDefine as the ratio of concentration ratio of A to B in vapour phase to that in liquid phase.
R.V (αAB) = (YA/YB) / (XA/XB)
or αAB = (Vapour pressure of A / Vapour pressure of B)
• The q valueIs the ratio of energy required to convert 1 mole of feed to saturated vapour to the molal latent heat of vaporization

PLATE COLUMNS
• Distillation with rectification makes use of either plate(tray)column or packed towers, for intimate phase contacting,the former being more common. In plate columns, the process of mass transfer is stagewise and in packed towers/columns the process of mass transfer is continuous.
• Aplate column is a vertical column which consists of a number of plates. In this column, liquid enters from the top,flows over every plate and from plate to plate ultimately comes down

Various plates used for phase contacting are:
• 1:Bubble cap plate/tray
• 2:Sieve plate and
• 3:Valve plate.

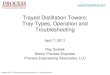
Bubble-Cap Plates
The most common gas disperser for cross-flow plates has been the bubble-cap. This device has a built-in seal which prevents liquid drainage at low gas flow rates. Gas flows through a center riser, reverses the flow under the cap, passes downward through the annulus between riser and cap and finally passes into the liquid through a series of openings or “slots” in the lower side of the cap.

A schematic representation of bubble-cap plate.

Basic requirements of a plate contacting stage are that it should:
• Provide good vapour – liquid contact
• Provide sufficient liquid hold–up for good mass transfer.
• Have sufficient area and spacing to keep the entrainment and pressure drop within acceptable limits.
• Have high efficiency

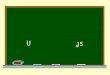
Bubble-cap distillation column
1) Drain valve 2) Heating mantle 3) Reboiler 4) Bubble-cap column 5) Bubble-cap plate 6) Vacuum connection 7) Overhead condenser 8) Reflux divider 9) Top product sampling valve 10) Product line 11) Product cooler 12) Vacuum cork 13) Top receiving funnel 14) Vacuum and vent cork 15) Bottom receiving funnel 16) Product outlet valve 17) Condensate return valve 18) Product recycle valve 19) Reboiler thermometer

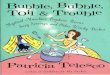
Schematic general Plate design algorithm

DESIGN CALCULATIONS
1. Given Feed Flow rate F = 20 L/hr = .02 m3 / hr
• weight fractions of alcohol (let ethanol) in feed, distillate and waste are: Xf = 0.35 Xd = 0.95 Xw = 0.05• Density of mixture ρ = 914.6 Kg/m3
• Hence feed flow rate F = 0.02 X 914.6
= 18.292 Kg / hr

2. Calculation of flow rates of distillate and Waste:
By applying overall material balance and material balance for ethanol
• Distillate flow rate D = 6.096 Kg / hr
• Waste flow rate W = 12.194 Kg / hr
• Impurities (let present only in waste) I =1.829 Kg /hr

3. Calculation of number of theoretical stages (NTS):
• Mole fractions of ethanol XF = 0.174 XD = 0.881 XW = 0.02
• Liquid-vapor data for ethanol – water mixture
X .019 .072 .096 .124 .166 .234 .327 .397 .508 .520 .573 .676 .747 .894
Y .17 038 .44 .47 .51 .54 .58 .61 .65 .66 .68 .74 .78 .89
T◦C 95.5 89.0 86.7 85.3 84.1 82.7 81.5 80.7 79.8 79.7 79.3 78.7 78.4 78.2

Assuming 2/3rd of the feed is liquid and reflux ratio is given
R = 2.9
q = 2/3 = 0.666
Now
• slope of rectifying section operating line(L/V) = 0.743
• intercept on y-axis by this line = 0.225
• intercept on y-axis by q line = 0.515
From equilibrium curve:
• Slope of bottom operating line (L’/V’) = 1.60
• NTS = 14 (including reboiler)

4. Calculation of vapor and liquid flow rates:
F = 18.29 Kg/hr
Mol. Wt. of feed = 22.81 Kg/Kmol
Hence F = 0.799 Kmol/hr
By mass balance on ethanol
• Top product (D) = 0.799 (0.174/0.881) = 0.172 Kmol/hr
• Vapor rate in top section (V) = 0.669 Kmol/hr
• Liquid flow rate in top section (L) = 0.497 Kmol/hr
• Vapor rate in bottom section (V’) = 1.045 Kmol/hr
• Liquid flow rate in bottom section (L’) = 1.672 Kmol/hr
• Bottom Product (W) = 0.672 Kmol/hr

5. Estimation of number of real stages and bottom pressure:
• Top Pressure = 1atm = 101.3 KPa
Assume the column efficiency is 60%
• Now number of real stages required = (14 - 1)/0.6
= 22 (aprx.)
Assume 100mm water pressure drop per plate
• Hence column pressure drop = 100*10-3*998.2*9.81*22
= 21543 Pa
• Estimated bottom pressure = (101400 + 21543)Pa = 122843Pa
= 1.23 bar (17.84Psia)
• From steam table, Bottom Temp.
T = 223F (106˚C)

6. Physical properties For bottom section
• Density of vapor = 0.72Kg/m3
• Density of liquid = 954Kg/m3
• Surface tension = 57*10-3 N/m
For top section: 95% alcohol
Assume data (can be obtain from PPDS)
• Density of vapor = 2.05Kg/m3
• Density of liquid = 753Kg/m3
• Surface tension = 23*10-3 N/m

7. Calculation of column diameter:
Flooding velocity calculated form given physical properties and liquid-vapor flow factor , for a assumed plate spacing of 0.15m.
• For bottom u = 3.38 m/s
• For top u = 1.78 m/s
Assuming maxi. Vapour velocity 85% of flooding velocity
• Bottom u’ = 3.38*0.85 = 2.87 m/s
• Top u’ = 1.78*0.85 = 1.51 m/s
Now maxi. Volumetric flow rates
• Top = 1.7*10-2 m3/s
• Bottom = 7026*10 -2 m3/s

Hence net plate area required
• Bottom Ap = 2.528*10-2 m2
• Top Ap = 1.133*10-2 m2
Assuming 12% downcomer area
Column cross sectional area
• Top Ac = (2.528*10-2 )/(100 - 12) = 2.87*10-2 m2
• Bottom Ac = (1.133*10-2 )/(100 - 12) = 1.287*10-2 m2
Now column diameter
Top Dc = 0.1912 m
Bottom Dc = 0.1284 m
Mean diameter of column = 0.1594 m

8. Plate specification
• Cap dia of bubble cap (6.5% of plate dia) = 0.0104 m
• Riser dia(65% of cap dia) = 6.76*10-3 m
• Weir length(75% of plate dia) = 0.11955 m
• total riser area (20% of cross sectional area of column) =
0.574*10-2 m2
• Downcomer area for each plate(12% of the total plate area) = 0.344*10-2 m2