Embed Size (px)
Citation preview

Brownian Motion Effects on Particle Pushing and EngulfmentDuring Solidification in Metal-Matrix Composites
J.B. FERGUSON, GEORGE KAPTAY, BENJAMIN F. SCHULTZ,PRADEEP K. ROHATGI, KYU CHO, and CHANG-SOO KIM
Particle pushing and/or engulfment by the moving solidification front (SF) is important for theuniform distribution of reinforcement particles in metal-matrix composites (MMCs) synthesizedfrom solidification processing, which can lead to a substantial increase in the strength of thecomposite materials. Previous theoretical models describing the interactions between particleand moving SF predict that large particles will be engulfed by SF while smaller particlesincluding nanoparticles (NPs) will be pushed by it. However, there is evidence from metal-matrix nanocomposites (MMNCs) that NPs can sometimes be engulfed and distributedthroughout the material rather than pushed and concentrated in the last regions to solidify. Toaddress this disparity, in this work, an analytical model has been developed to account forBrownian motion effects. Computer simulations employing this model over a range of the SFgeometries and time steps demonstrate that NPs are often engulfed rather than pushed. Basedon our results, two distinct capture mechanisms were identified: (i) when a high random velocityis imparted to the particle by Brownian motion, large jumps allow the particle to overcome therepulsion of the SF, and (ii) when the net force acting on the particle is insufficient, the particle isnot accelerated to a velocity high enough to outrun the advancing SF. This manuscript willquantitatively show the effect of particle size on the steady state or critical velocity of the SFwhen Brownian motion are taken into consideration. The statistical results incorporating theeffects of Brownian motion based on the Al/Al2O3 MMNC system clearly show that ultrafineparticles can be captured by the moving SF, which cannot be predicted by any of classicaldeterministic treatments.
DOI: 10.1007/s11661-014-2379-x� The Minerals, Metals & Materials Society and ASM International 2014
I. INTRODUCTION
THE primary goal of metal-matrix nanocomposite(MMNC) research is to employ nanoparticle (NP)reinforcements to produce high strength/low densitymaterials with higher ductility than can be achievedusing micron-size reinforcements. Strengthening due tothe Orowan mechanism in which line defects bowaround uniformly dispersed particles[1,2] is highly soughtafter but requires a uniform distribution throughout thematrix. Casting of an MMNC where Orowan strength-ening is dominant requires the dispersion of NPs in theliquid melt followed by the engulfment of the particleswithin the solidifying grains. Producing homogeneousdistributions of NPs without agglomeration during
solidification processing (SP) is therefore essential inattaining enhanced mechanical properties by the activa-tion of the Orowan mechanism. It is likely that MMNCsthat show only grain refinement strengthening do notcontain particles within the grains but rather have highconcentrations at grain boundaries and/or interdendriticregions as a result of their being pushed ahead of thesolidifying grains. It is, thus, vital to understand theinteractions between NPs and the solidification front(SF) and the subsequent particle pushing/engulfmentphenomena during solidification of MMNCs.Of the various MMNC synthesis methods, SP is
expected to be not only one of the most economicallyviable but also one of the most challenging methods ofachieving a uniform dispersion[1–6]; previous experimen-tal evidence shows that uniform distributions are diffi-cult to achieve in practice, and instead the NPs tend tocluster at grain boundaries.[3–6] Analyses of previousexperimental data show that there is little deviationfrom Hall–Petch-type behavior,[7,8] which indicates thatincreased strength with increasing NP concentration isdue to grain refinement effects (i.e., Hall–Petch strength-ening effects), although there were some samples thatmay have been strengthened by the Orowan mecha-nism.[7–11] Whether particles are pushed or engulfedduring solidification depends on the velocity of theparticle relative to the SF. Parameters generally consid-ered in models describing particle pushing include
J.B. FERGUSON and BENJAMIN F. SCHULTZ, PostdoctoralResearch Associates, PRADEEP K. ROHATGI, Professor, andCHANG-SOO KIM, Assistant Professor, are with the MaterialsScience and Engineering Department, University of Wisconsin-Milwaukee, 3200 N. Cramer St., Milwaukee, WI 53211. Contacte-mail: [email protected] GEORGE KAPTAY, Professor, is with theDepartment of Nanotechnology, University of Miskolc, Egyetem-varos, Miskolc 3515, Hungary. KYU CHO, Senior Engineer, is withthe U.S. Army Research Laboratory, Weapons and MaterialsResearch Directorate, Aberdeen Proving Ground, Aberdeen, MD21005.
Manuscript submitted February 2, 2014.
METALLURGICAL AND MATERIALS TRANSACTIONS A

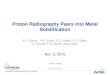
differences in interfacial energies between solid, liquid,and particle, as well as temperature and compositiongradients resulting from the growing solid/liquid inter-faces. Several analytical models have been previouslyproposed that predict the critical velocity (of the solid/liquid interface), vc, for particle engulfment.[12–18] If theSF velocity is higher than the critical velocity, theparticle will be engulfed by the moving solid/liquidinterface. These prior theories predict that, as theparticle size decreases, vc for engulfment increases,therefore, NPs cannot be captured or engulfed. How-ever, HRSEM and TEM analyses of MMNCs showNPs within grains,[7,9–11] which appear to contradict thepredictions of the models. The results of solidificationexperiments of colloidal suspensions[19–22] and metal-matrix composites (MMCs)/MMNCs[3,4,6,7,23–27] indi-cate that three distinct particle size-dependent behaviorsarise. A map to summarize the dependence of the SF/particle interactions on particle size and volume per-centage in various MMC/MMNC systems[3,4,6,7,23–27] ispresented in Figure 1, by assuming similar SF velocities.The open data points in Figure 1 represent that thenominal size of reinforcements, with arrows indicatingagglomeration, has likely occurred. It is important tonote that most, if not all, particles used in MMNCs arenon-wetting and are therefore considered difficult tode-agglomerate. Assuming the velocity of the SF is heldconstant, the regimes can be defined as follows:
1. Coarse particles (100’s of microns) in low or highconcentration are engulfed due to inertial effects asthey are too large to be pushed by the SF, whichare engulfed by the advancing SF.
2. Fine particles (100’s to 1000’s of nanometers) inlow or high concentrations are rejected by the solid-ifying material and cluster ahead of the SF.
3. Ultrafine particles (10’s of nanometers) in low con-centrations are engulfed. As the concentration ofultrafine particles increases, interactions among par-ticles result in clustering/agglomeration and anincrease in effective size, thus causing them to bepushed ahead of the SF.
While the existing analytical models[12–18] reasonablypredict the behavior in regimes (1) and (2) above, theydo not accurately predict the push/capture in regime (3),presumably because the models were developed forsystems containing micron-size particles. The effects ofBrownian motion are not considered in these models,which likely arise in ultrafine particle dispersions, wherethe random motion imparted by unbalanced collisionsof liquid atoms or molecules with ultrafine particles cancounteract forces such as gravity, viscous drag, andthermal/concentration gradients, which may lead toengulfment rather than pushing. Therefore, the currentwork focuses on developing a theory to account forBrownian motion for composites incorporating NPreinforcements. Due to the stochastic nature of Brown-ian motion, no analytical solution can be derived, thus,computer simulations using a random number generatorwere conducted to reveal the effect of particle size on thepushing/engulfment behavior of SP MMNCs. In thenext section, the theory development including the
Brownian motion effect is described in detail, and thecomputer simulation results are provided in Section IIIalong with discussions.
II. THEORY DEVELOPMENT
As a beginning remark on the model development, itshould be noted that, to the best knowledge of authors’,this is one of the first attempts at incorporating theBrownian motion effect into a particle pushing/capturemodel, and as such, a number of simplifying assumptionshave beenmade; (1) no particle–particle interactions (thisis valid for low concentrations in which there is noagglomeration), (2) one-dimensional treatment (moredetail on this assumption is presented below), (3) mor-phologically smooth SF, (4) no effect on particle motiondue to the temperature gradient from latent heat expelledahead of the SF, (5) no effect of solute concentrationgradients or second phases (applicable only for puremetals), (6) no convection in the liquid, and (7) ballisticinelastic collisions betweenmelt atoms and reinforcementparticles with only one collision per iteration. Each of thesimplifying assumptions can undoubtedly be modified orextended to improve the model.With this simplification in mind, in Table I, we first
introduce some of the previous analytical modelsdeveloped to describe the particle pushing/engulfmentbehaviors in SP. These models generally rely uponphysical parameters including, but not limited to,surface energies (r), viscosity of the liquid (g), fluidatomic/molecular diameter (a), and reinforcement par-ticle radius (R). Regardless of the specifics of the model,it is clear that all show a R�x dependence, where xranges from 1 to 2. Therefore, all of the previous modelspredict that, as size of the reinforcement particledecreases, a higher SF velocity is required for capture.Therefore, for very small particles, the required veloc-ities are impractically large, and NPs could not becaptured. Because these predictions are at odds with theexperimental results with NPs presented above, it isnecessary to develop a model that includes Brownianmotion. Though any of the models in Table I can bemodified to incorporate the effects of Brownian motionusing the method described in the current manuscript, inthis work, the analytical model developed by Kaptay[18]
was selected as it has been already applied to the particleengulfment phenomena of the Al/Al2O3 system—alikely candidate for MMNCs, since Al is a strong,lightweight, and ductile metal, and Al2O3 NPs arereadily available and relatively inexpensive.Like all of the models of Table I, the Kaptay model[18]
considers only two forces acting on the particle: (i) theforce exerted on the particle by the SF, and (ii) theviscous drag force acting opposite to the direction ofmotion. In the model, the particle is assumed to bemoving in the same direction as the advancing SF.Therefore, the SF force is assumed to push the particlein the same direction as the SF is moving, and the dragforce opposes this movement. The force balance is thendescribed by the following equation, where FNet, FSF,and FDrag are the net force acting on the particle, force
METALLURGICAL AND MATERIALS TRANSACTIONS A

exerted on the particle by SF, and viscous drag forceacting on the particle, respectively.
FNet ¼ FSF � FDrag ½1�
FSF ¼2pR1� a
Drclsa
aþ h
� �2
½2�
FDrag ¼ 6pgpRR
h
� �1
1� a
� �2
½3�
In the model of Reference 18, the SF force isdescribed by Eq. [2] and the drag force by Eq. [3],where R is the radius of the particle, a is the ratio ofradius of curvature of particle to radius of curvature ofSF, a is the complex interfacial energy, a is the effectiveatomic/molecular size in the liquid such as the diameterof an atom of the liquid metal, h is the distance betweenparticle and SF, g is the viscosity of liquid metal, vp isthe velocity of particle, respectively. The initial distancebetween the particle (ht¼o) and the steady-state particlepushing velocity (vss) is described by following two
Fig. 1—Particle radius and volume percentage effects on the particle and solidification front interactions in MMC/MMNC systems.[3,4,6,7,23–27]
Table I. Previous Theories to Predict the Critical Velocity for Particle Engulfment and Solidification Front Force[12–18]
Model Critical Velocity for Engulfinent, vc
Kim and Rohalgi[12] Dra kRþ1ð Þ18gR ¼ KK&RA
þ KK&RS� R�1
Uhlmann et al.[13] nþ1ð Þ2
LaV0DkBTR2
� �¼ KUnlmann � R�2
Chernov et al.[14]
0:14B3
gRrs1
B3R
� �1=3
¼ KChernov1 � R�43;
k2
1>R
0:15B3
gR1¼ KChernov2 � R�1;
k2
1<R
Boiling and Cisse[15] 4w að ÞkBTrs1a9pg2R3
� �1=2¼ KB&C � R�
32; R<Rb
Stefanescu et al.[16] Dra6ðn�1ÞgR 2� kp
k1
� �¼ KStefan: � R�1
Shangguan et al.[17] Drak13ðn�1ÞgkpR
n�1n
� �n¼ KShang: � R�1
Kaptay[18] 0:157g Dr2=3
c1s r1=3s1
aR
� �4=3 ¼ KKaptay � R�43
METALLURGICAL AND MATERIALS TRANSACTIONS A

equations, respectively, where rsl is the solid/liquidinterfacial energy.
ht¼0 ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiDrcls
rsl
Ra2
a
� �3
s½4�
vss ¼Dr2=3
cls r1=3sl
3ga
R
� �4=31� að Þa1=3 ½5�
The initial position of the particle is at the origin, andthe SF is a distance �ht¼0 from the origin. The effects ofBrownian motion are incorporated into the modelfollowing the classical treatment by Smoluchowski[28]
in which the entire momentum of a liquid atom ormolecule is transferred to the solid particle during acollision (i.e., elastic collision).
Dvp ¼mfp
mpvfp ½6�
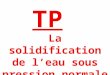
where Dvp is the change in velocity of the particle due tothe collision with the fluid particle, mfp is the mass ofliquid atom/molecule, mp is the mass of particle, and vfpis the velocity of liquid atom/molecule, respectively. Toapply this equation to a 3-D case, a random angle ofcollision is chosen for each iteration and resolved on theaxis of interest as shown in Figure 2. The followingequation then represents the change in particle velocityalong the axis of interest due to Brownian motion (DvB).
DvB ¼mfp
mpvfp cos h ½7�
Here, it is thought that the motion parallel to the SFnot only is irrelevant to the behavior of the system—anassumption strictly valid only if the SF is flat ornegligibly curved, but will also be applicable in the casethat the particle can only be captured at the minimumpoint of the SF valley (i.e., the particle bounces off thevalley walls, but is captured if it hits the valley floor).To incorporate the effect of Brownian motion, thecomputational time iteration of discrete time must be
considered. In other words, the velocity of the particle atthe start of an iteration (vto ) depends on its velocity inthe previous iteration (vt�1) and the instantaneousBrownian motion acting at that time (DvB) as given inEq. [8]. In the equation, ht is used to denote the anglebetween direction of particle velocity and direction ofSF for current iteration (t).
vt0 ¼ vt�1 þ DvB ¼ vt�1 þmfp
mpvfp cos ht ½8�
The change in particle momentum during an iterationresulting from the net force acting on the particle ishandled with the impulse expression (It) described byEq. [9], and therefore, the change in particle velocityduring an iteration (dvp) can be obtained as described byEq. [10]. In these equations, FNett is the net force actingon the particle for the current iteration (t).
It ¼ FNettdt ¼ mpdvp ½9�
dvp ¼FNett
mpdt ½10�
The average velocity of the particle (�vt) for the currentiteration can be obtained by the substitution of Eq. [8]into the integrated form of Eq. [10]. In Eq. [11], DXp andDt represent the change in position of particle during thecurrent iteration (i.e., the distance traveled) and the timestep of iteration, respectively.
vt ¼DXp
Dt¼ vt0 þ
Dvt2¼ vt�1 þ
mfp
mpvfp cos ht ½11�
The distance traveled by the particle per iteration(DXp) is then described by Eq. [12], and the totaldistance traveled by the particle at time at t ¼ nDt (Xpt ,after ith iteration) is described by Eq. [13].
DXp ¼ vt�1DtþDv2
Dt ¼ vt�1DtþFNet
2mpDt2 ½12�
Xpt ¼Xn
0vt�1Dtþ
FNet
2mpDt2
� �½13�
The total distance traveled by the SF at t ¼ nDt (XSFt,
after ith iteration) is given by the following equation,where vSF denotes the velocity of SF.
XSFt¼ �ht¼0 þ vSFnDt ½14�
The distance between the particle and the SF att ¼ nDt (ht) can be now calculated by the followingequation (Eq. [15]) and if ht ¼ 0, then the particle isthought to be captured.
ht ¼ Xpt � XSFt½15�
The material parameter values for the Al/Al2O3
system are listed in Table II and correspond to theFig. 2—Resolved change in velocity of particle (vto ) after unbalancedcollision with fluid particles.
METALLURGICAL AND MATERIALS TRANSACTIONS A

values already employed in Reference 18. A sphericalshape of particles was considered, and the velocity of thefluid (i.e., liquid metal) molecule (vfp ) is estimated fromits thermal velocity as given by the following Eqs. [16]and [17], respectively. Here, qp is the density of theparticle, and kB is Boltzmann’s constant.
mp ¼4
3pR3qp ½16�
vfp ¼ffiffiffiffiffiffiffiffiffiffiffi2kBT
mfp
s½17�
In this work, two types of simulations were tested. Inthe first type of simulation, particle radii of 3,5,10, 100,1000, and 10,000 nm were used with values of arangingfrom 0.10 to 0.99 andDt values ranging from 2 9 10�14 to1 9 10�12 seconds. The Dt values were chosen as thereciprocals of typical atomic and molecular vibrationalfrequencies. These simulations constitute a parametricstudy and are valuable not only in gaining a general senseof the behavior of the system for a range of particle sizes(R), SF conditions (a), and jump distances (Dt), but alsofor determining which factors are critical in influencingthe pushing/capture behavior. To determine reliableparticle capture statistics, 100 simulations with 30,000iterations per simulation were run for eacha and Dtcombination with SF velocity (vSF in Eq. [14]) and initialparticle velocity equal to the steady-state particle pushingvelocity (vss in Eq. [5]). The second type of simulation wasrun to determine how the steady-state velocity of the SFchanges with particle size when Brownianmotion is takeninto account. In this case, a was fixed at 0.25, which is thecritical curvature ratio for the Kaptay model[18] (i.e., thecurvature ratio that produces the highest force). The timestep, vss, was fixed at 1 9 10�13 seconds, as this was foundfrom the first set of simulations to result in Brownianmotion capture ofNPs. The analyticalmodel inReference18 predicts the steady-state velocity, if Brownian motionis excluded. The effect of Brownian motion would be tolower the steady-state velocity, vss. However, due to thestochastic nature of Brownian motion, the exact changeto vss cannot be predicted and must be determined bysystematically varying the SF velocity and the size of theparticle and monitoring the capture statistics. Therefore,
the velocity of the SF, vSF, used in these simulationsranged from 1 to 100 pct of vss to determine any change tothe push/capture behavior due to Brownian motioneffects. Particle sizes ranging from 1 to 10 nm were usedto determine the influence of particle size on the push/capture boundary. For all particle size and SF velocitycombinations, 100 simulations were run with initialparticle velocity corresponding to that predicted by Eq.[5]. Because of the initial conditions, it was expected thatthe default behavior of the system would be particlepushing rather than engulfment. If any engulfment tookplace, it must have been a result of Brownian motioneffects and from the capture data, the change to the push/capture boundary can be determined.
III. RESULTS AND DISCUSSION
A. Impacts of Curvature Ratios (a) and Maximum JumpDistances (DXjump;max ¼ DvB;maxDt) on the ParticleCapture
For the entire set of computations, the materialparameter values for the Al/Al2O3 system that aresummarized in Table II were used. Several trial compu-tations were conducted to check if there is any change inthe deterministic behavior of large particles (R = 100,1000, and 10,000 nm). For these large particles, therewas no change to the expected default behavior, and noparticle capture occurred for any SF curvature ratios (a)and time step of iteration (Dt) combinations. However,trial computations including fine particles (i.e., 3, 5, and10 nm particles) result in capture. Figure 3 shows theparticle pushing/capture maps for various a and Dt forparticles with radius of (a) 10 nm, (b) 5 nm, and (c)3 nm, respectively. The capture and push regions aredisplayed with the SF curvature ratio (a) and the ratio ofmaximum jump distance per iteration to the effectiveliquid atom or molecule size (DXjump;max=a). A large Dtresults in a largeDXjump;max, since they are correlated
by DXjump;max ¼ DvB;maxDt ¼ DvpDt ¼ mfp
mpvfpDt. In
Figure 3(a) with 10 nm particle size, the map is dividedinto two regions that correspond to the particle pushingand particle engulfment (capture). The region labeled‘‘Capture I’’ results from large particle jumps that allowthe particle to overcome the repulsion of the SF.Figures 3(b) and (c) contain the ‘‘Capture I’’ regions
Table II. Model Parameters for the Al/Al2O3 System
Category Description Variable Value
Particle particle radius R (nm) variesparticle density qp (kg/m3) 3800
Fluid fluid atomic/molecular diameter a (nm) 0.286fluid particle mass mfp (kg) 4.49 9 10�26
fluid temperature T (K) 933fluid particle velocity vfp (m/s) 2300fluid dynamic viscosity g (Pa s) 0.0018
Solidification front (SF) complex interfacial energy Drcls (J/m2) 0.71
solid/liquid interfacial energy rsl (J/m2) 0.15
Data obtained from Ref. [18].
METALLURGICAL AND MATERIALS TRANSACTIONS A

that are also found for 5 and 3 nm particles. FromFigures 3(b) and (c), it is seen that the ‘‘Capture I’’region expands toward lower a as particle size decreases,which means that higher number of particles will be
engulfed even with lower curvature ratio (i.e., flatterSF). A more detailed discussion of ‘‘Capture I’’ behav-ior will be given later. In the left-lower corner ofFigures 3(b) and (c), the simulations show that particleengulfment will also take place at small maximum jumpdistances (i.e., small Dt) and low SF curvatures for 5 nmand 3 nm particles. This is labeled as ‘‘Capture II’’ in thefigures and seems to reach its maximum extent ata = 0.25 for both 3 nm and 5 nm particles. The reasonfor this behavior and a more detailed discussion of such‘‘Capture II’’ behavior are described in the followingsection.The capture statistics of ‘‘Capture I’’ and ‘‘Capture
II’’ are significantly different, and for each capture type,the capture statistics depended on jump distance and SFcurvature. In Figures 4(a) and (b), we show the statisticsfor ‘‘Capture I’’ and ‘‘Capture II’’ with two arbitrarilyselected a values (a = 0.40 and 0.75 for ‘‘Capture I’’and a = 0.10 and 0.25 for ‘‘Capture II’’), respectively.In these figures, the fractions of captured particles areplotted with different DXjump;max=a values. For the‘‘Capture I’’ statistics, the fraction of captured particlesincreases toward 100 pct with increasing maximumjump distance. The increase toward 100 pct is morepronounced and occurs at lower maximum jump dis-tance as aincreases. However, ‘‘Capture II’’ results inlower capture fractions with a maximum near 25 pct(when a = 0.25). The fraction of particles captured alsoseems to increase to a peak as maximum jump distanceincreases and then rapidly falls off as the Capture II/Push boundary is reached. The gradual build up andgenerally lower fraction of particles may be affected bythe choice of the initial conditions, especially the initialseparation distance. The initial distance between particleand SF shown in Eq. [4] considers a large particleapproximation for equilibrium distance between particleand SF, where R>>a. As such, it overestimates theinitial separation as particle size decreases, and thereforesmall particles start well away from the true equilibriumdistance. In this case, many iterations are necessary tomove the particle to the true equilibrium distance. Asthe time step is decreased, it takes even more iterationsto close this gap. Therefore, it is likely that for the30,000 iterations used in these simulations, the ‘‘CaptureII’’ statistics shown in Figure 4(b) underestimate thefraction of captured particles, especially for small valuesof Dt, and it is thought that the actual statistics ofparticle capturing by the ‘‘Capture II’’ mechanismwould be greater than the data presented in Figure 4(b).Though the results of the simulations comprise aparametric study of the behavior of the system, alimitation of this treatment is that it does not predictwith certainty if particle capture will occur, as theoutcome depends intimately on the chosen time step, Dt.This may be remedied by relating the time step to theinverse of the vibrational frequency of the liquidatoms—a measurable property of the liquid.
1. Capture IFrom Figures 3 and 4(a), it is clear that, (i) as particle
size decreases, the Push/Capture I front advances in thedirection of lower maximum jump distances and flatter
Fig. 3—Particle pushing/capture map for various solidification frontcurvature ratios and dimensionless maximum jump distance per iter-ation for particles with radius of (a) 10 nm, (b) 5 nm, and (c) 3 nm.
METALLURGICAL AND MATERIALS TRANSACTIONS A

SF curvatures, (ii) for a fixed particle size and fixed a,the fraction of particles captured increases with increas-ing maximum jump distance, and (iii) for a fixed particlesize and fixed maximum jump distance, the fraction ofparticles captured increases with increasing a values.Eq. [18] relates the ratio of the force exerted on theparticle by the SF to the viscous drag force acting on theparticle. One can see from Eq. [18], which is derivedfrom Eqs. [2] and [3], that increasing a has significantlymore effect on the drag as the radius of the SFapproaches the radius of the particle (i.e., a � 1).
FSF
FDrag¼
2pR1�a Drcls
aaþh
� �26pgpR
Rh
� �1
1�a
� �2 ¼Drcls
aaþh
� �23gvp R
h
� �1
1�a
� � ½18�
The Push/Capture I boundary constitutes the combi-nation of parameters (i.e., the curvature ratio a, themaximum jump distance DXjump, and the particle size R)that result in a balance of the pushing and viscous dragforces. Reducing the SF radius of curvature will reducea, thereby reducing the drag force. However, from theobservations above, it is clear that increasing themaximum jump distance can compensate for the reduc-tion in drag caused by the reduction in a and therebyrestore equilibrium. Reducing particle size can alsocompensate for a reduction in a and restore equilibrium,because the effects of Brownian motion (i.e., maximumjump distance) become more prevalent as particle sizedecreases. Therefore, it can be concluded that, in theCapture I mechanism, the effect of Brownian motion isessentially to supplement or enhance the drag force.Mathematically, this may be handled using an effectivedrag force or an effective viscosity that accounts for theinfluence of Brownian motion, as was suggested bySchultz et al.[7]
2. Capture IIIn Figure 5, the net force acting on the particle
(FNet ¼ FSF � FDrag) with different particle sizes usingEqs. [4] to [6] and parameters for the Al/Al2O3 system inTable II is plotted as a function of the distance betweenparticle and SF (h). In the figure, the dashed linesindicate the positions of h=a when they exhibit maxi-mum FNet for each particle radius case. From Figure 5,it is clear that (i) as particle size decreases, the maximumnet repulsive force that is exerted on the particledecreases, (ii) the maximum repulsive force occurs atlarger particle/SF separations as particle size decreases,and (iii) the distance that must be traversed by theparticle to make it over the hump in the repulsion forcedecreases with decreasing particle size. From this, it canbe concluded that if the particle velocity is less than theSF velocity, and the net force on the particle isinsufficient to accelerate the particle to a velocitymatching the SF velocity; the particle will be overtakenby the SF and captured. The reason that the maximumextent of the ‘‘Capture II’’ regime occurs at a = 0.25 isthat the SF velocity was selected using Eq. [5] to be thecritical SF velocity, which is consistent with the resultsshown in Reference 8; the maximum critical velocity
Fig. 4—Variation of fraction of particles captured with dimension-less maximum jump distance per iteration for various solidificationfront curvature ratios for particle radius of 3 nm. Statistics for (a)‘‘Capture I’’ and (b) ‘‘Capture II’’ mechanisms with two representa-tive a values.
Fig. 5—Variation of net force acting on the particle with dimension-less distance between particle and solidification front for various par-ticle radii.
METALLURGICAL AND MATERIALS TRANSACTIONS A

occurs at a = 0.25. Though the ‘‘Capture II’’ mecha-nism is likely sensitive to initial conditions, it neverthe-less systematically shows that capture is possible as aresult of particle sluggishness in conjunction with weakpushing force.
B. Brownian Motion with Constant Curvature Ratio (a)and Jump Distance (DXjump;max)
As mentioned before, all of the prior treatmentsincluding the models listed in Table I for particlecapture were developed to predict the relationshipsbetween the critical velocity and SF force. It is nownecessary to understand the effects of incorporatingBrowian motion on the critical velocity. Therefore, thesecond set of simulations was carried out to determinehow Brownian motion affects the critical velocity forparticle capture. Symbols in Figure 6 show the variationin the ratio of the critical SF velocity to the steady-stateparticle pushing velocity (vSF=vss) with particle size forthe case when two or more of the 100 simulationsresulted in particle capture. It was found that this wasthe lowest capture probability (i.e., 2 pct) that showed adiscernible trend in the data. The dashed lines representthe trends of minimum critical velocity as comparedwith vss for different particle sizes. In the figure, it can beinterpreted that the particle capture occurs in regionsabove the dashed/dotted lines, and any deviation fromvSF=vss ¼ 1 line is the change in the critical velocity dueto the effect of Brownian motion; when vSF=vss is lessthan 1, a lower minimum critical SF velocity is expectedto capture particles. The effect of Brownian motionseems to be negligible for particles larger than approx-imately 9 nm for the Al/Al2O3 system considered in ourwork, and there is no change in pushing/capturebehavior above this size. However, for particles between3 and 8 nm, it can be seen that significantly lower criticalvelocities result. Again, at very small sizes (1 to 2 nm),there is a return to only slight effects of Brownianmotion. It must also be pointed out that the pushing/capture behavior shows a dependence on number ofiterations. As the number of iterations increases, the
range of sizes where capture is possible increases, andthe minimum critical velocity decreases. The criticalvelocity when Brownian motion effects are active,vssBrown , as a function of particle radius and number ofiterations can be described by the following equation.
vssBrownvss
¼ 1� PAPB ½19�
where PA and PB are the size-dependent probability ofparticles that have the tendency to be captured by theSF and the size-dependent probability of ‘‘capturable’’particles that are actually captured by the solidificationfront, respectively. A physical interpretation of Eq.[19] may be developed by taking into considerationthat a particle could be a member of two possible pop-ulations, ‘‘Population I’’ and ‘‘Population II’’. Mem-bers of the first population type (‘‘Population I’’) willnever be captured, because they will never stringtogether the proper sequence of jumps toward the SFto be captured. Members of ‘‘Population II’’ may beable to string together the proper sequence of jumpstoward the SF to be captured. ‘‘Population I’’ fallsbelow the iteration number-independent line of Figure 6,while ‘‘Population II’’ lies above it. The parameter PA
in Eq. [19] defines the particle size dependence of thesecond type of population (‘‘Population II’’)—‘‘captur-able’’ particles. To understand the quantitative trend ofPA, we estimated PA using the cumulative distributionfunction for a Gaussian distribution according to Eq.[20], where fmax represents the upper limit of the fractionof the particles that have a tendency toward capture, R�Adenotes the critical particle size, and WA is the shape-determining factor for the error function, respectively.The cumulative function based on a Gaussian distribu-tion was selected to describe the probability functionPA, because the capture/pushing behavior depends onthe distance traveled by the particle, which is known tofollow a Gaussian distribution.
PA ¼fmax
21þ erf
R� R�Affiffiffiffiffiffiffiffiffiffi2W2
A
q0B@
1CA
264
375 ½20�
The fraction of the population that can never becaptured is given by (1� PA) and is described by theblack iteration number-independent line. Therefore, thefraction of the total number particles that comprises‘‘Population I’’ must be controlled by the physicalparameters of the model rather than how long the modelruns. For these simulation conditions, it was empiricallyfound that fmax = 0.38, R�A = 4, and WA = 1.5 pro-vide a reasonably accurate description of the iterationnumber-independent behavior (solid black line in Fig-ure 6.Note that simply being a ‘‘capturable’’ particle and
member of ‘‘Population II’’ does not guarantee capture.It is thought that the members of ‘‘Population II’’ onlyhave the potential to be captured, but to actually becaptured, a particle must string together enough jumpstoward SF. As will be shown, there are two factors that
Fig. 6—Map of the critical velocity to capture 2 pct of all particlesfor various particle sizes for the Al/Al2O3 system.
METALLURGICAL AND MATERIALS TRANSACTIONS A

interact to influence this behavior. In an analog to Eqs.[20] and [21] was selected to represent PB of the Al/Al2O3 system; the probability that a ‘‘capturable’’particle will actually make the necessary sequence ofjumps to get captured, where R�B nð Þ is the critical
‘‘capturable’’ particle size and WB nð Þ is the shape-determining factor for the error function, respectively,where both of these parameters are dependent oniteration number.
PB ¼ 1� 1
21þ erf
R� R�B nð Þffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi2 WB nð Þð Þ2
q0B@
1CA
264
375 ½21�
The general behavior of this function is a decrease inPB, from 1 to 0 as particle size increases. Therefore, itadequately reflects the direct effect of Brownian motion,which leads smaller particles to jump farther than largerparticles. The probability drops from 1 to 0 as sizeincreases, because particles above a certain size arenegligibly affected by Brownian motion. Here, it shouldbe noted that the specific behavior of the functiondepends on the number of iterations. Figure 6 showsthat as the number of iterations increases, the probabil-ity that larger particles can string together the correctseries of smaller jumps to result in capture alsoincreases. However, as the 75,000 and 100,000 iterationdata show, at large numbers of iterations, the pushing/capture boundary tends to a fixed shape. Figure 7 showsthe variation of the parameters (R�B nð Þ and WB nð Þ) ofthe cumulative probability function (Eq. [21]) thatrepresent the behavior of the simulations, where thedotted/dashed lines indicate predicted trends using theexponential decay regression model. In reality, solidifi-cation times are on the order of seconds, making thenumber of iterations extremely high, such that only thesaturated (maximum) values for R�B nð Þ and WB nð Þ needto be used. Under these conditions, it is clear thatparticles ranging in size from approximately 3 to 8 nmin Al/Al2O3 system will be captured due to a Brownianmotion mechanism.Figure 8(a) shows the variation in critical velocity or
steady-state SF velocity (vSF=vss) for capture fractions of1 and 2 pct at various particle sizes after 100,000iterations. It is clear from the figure that there is littlechange except for a slight lowering of the criticalvelocity and a shift of the boundary toward largerparticles in the 1 pct capture criteria data. The proba-bility of capture also depends on the size of the particleas shown in Figure 8(b), where the capture probabilityat the steady-state velocity (i.e., vSF ¼ vss) increases withdecreasing particle size. It is also clear that in the rangeof 3 to 8 nm particles, the capture probability generallyincreases with number of iterations. If this behavior isextrapolated, it would be expected that for particle sizesand SF velocities within the capture region, all particleswill eventually be captured given enough time.It must be mentioned that while the particle sizes for
Brownian motion capture presented in this work for Al/Al2O3 are less than 10 nm with statistics of a few pct,the experimental evidence shown in Figure 1 indicatesthat significantly larger particles can be captured by thismechanism (such as 50 nm particles in Al-Mg/Al2O3
[7]).It is likely that the disparity stems from the simulationsof this work making use of pure Al/Al2O3, while thematrix/reinforcement systems in Figure 1 consist of
Fig. 7—Variation of the parameters (R�B nð Þ and WB nð Þ) of Eq. [21]with number of iterations.
Fig. 8—(a) Comparison of critical velocities for capture of 1 and2 pct of particles of various radii after 100,000 iterations, and (b)variation of percentage of captured particles with particle size andnumber of iterations.
METALLURGICAL AND MATERIALS TRANSACTIONS A

many other alloys and ceramics. Therefore, differentparticle sizes for Brownian motion capture are expectedto result when different values of the various material-dependent parameters, such as surface energies, areemployed in the model. Additionally, the current studyis based on the model developed in Reference 18, whichis one of the several previous models. The accuracy ofany model depends on how well the assumptions of thatmodel correspond to physical reality for a given alloysystem. For example, though the Kaptay model inReference 18 accurately predicts the experimentallydetermined critical velocity in the Al/ZrO2 system, it isless accurate in the Al/SiC system. The models presentedin Table I predict a range of critical velocities from0.187 to 5800 lm/s as compared to the experimentallydetermined 13,100 to 15,600 lm/s critical velocity in theAl/SiC system,[12] which further illustrate that it iscritical to select the best available model for the givenmaterial system. Nevertheless, it is expected that any ofthese models may be modified using the method ofincorporating Brownian motion presented above andthereby enable the prediction of NP capture statistics,which cannot be predicted by any of classical treat-ments.
IV. SUMMARY
In the present work, an analytical theory was devel-oped to describe the particle pushing/engulfment phe-nomena including the Brownian motion effect forMMCs/MMNCs synthesized using SP. The currentstudy is considered as one of the first studies toincorporate Brownian motion into a particle pushingmodel in a detailed manner using stochastic impulseconsiderations and to quantitatively describe the impactof Brownian motion on the NP capture of MMNCssynthesized using SP. The computational results basedon the model have been found to reproduce theexperimental observations, and the major findings ofthis work are summarized as follows:
� An analytically derived particle pushing modeldeveloped for micron-sized particles that predictedNPs would be pushed has been modified to accountfor Brownian motion effects and to show that undercertain conditions NPs will be captured.
� Two modes of capture were identified; in the ‘‘Cap-ture I’’ mode, large jumps allow the particle to over-come the repulsion of the solidification front, andthe effect of Brownian motion is essentially to sup-plement or enhance the drag force. On the otherhand, in ‘‘Capture II’’ mode, the net force acting onthe particle is insufficient to accelerate the particle toa velocity high enough to outrun the advancing SF.
� The effect of particle size on the steady state or criti-cal velocity of the SF was examined and showedthat this velocity is lowered when the effects ofBrownian Motion are taken into consider-ation—although the behavior is complex. There is asmall decrease for extremely small NPs (i.e., less
than 3 nm), a large decrease for particles in smallNPs (i.e., 3 to 8 nm), and no change for larger NPs(i.e., above 9 nm) for the Al/Al2O3 MMNC system.
ACKNOWLEDGMENTS
The authors wish to thank Dr. Robert T. McSwee-ney and Dr. Dev Venugopalan for their review and sug-gestions. This material is based upon work supportedby the U.S. Army Research Laboratory under Cooper-ative Agreement No. W911NF-08-2-0014. The views,opinions, and conclusions made in this document arethose of the authors and should not be interpreted asrepresenting the official policies, either expressed or im-plied, of Army Research Laboratory or the U.S. Gov-ernment. The U.S. Government is authorized toreproduce and distribute reprints for Government pur-poses notwithstanding any copyright notation herein.
NOMENCLATURE
a effective atomic/molecular size in the liquid(e.g., the diameter of an atom of the liquidmetal)
fmax upper limit of the fraction of the particles thathave a tendency toward capture
FDrag viscous drag force acting on the particleFNet net force acting on the particleFNett net force acting on the particle for current
iterationFSF force exerted on the particle by the
solidification fronth distance between particle and solidification
frontht¼o distance between particle and solidification
front at start of simulationIt impulse acting of particle during current
iterationkB Boltzmann’s Constantmfp mass of liquid atom/moleculemp mass of particlen number of iterationsPA size-dependent probability of particles that
have the tendency to be captured by thesolidification front
PB size-dependent probability of ‘‘capturable’’particles that are actually captured by thesolidification front
R radius of the particleR�A critical particle sizeR�B nð Þ critical ‘‘capturable’’ particle sizeDt time step of iterationT temperature of the liquidvfp velocity of liquid atom/moleculevp velocity of particlevSF velocity of the solidification front�vt average velocity of particle during current
iteration
METALLURGICAL AND MATERIALS TRANSACTIONS A

Dvt change in velocity during current iterationvss steady-state particle pushing velocityvssBrown steady-state particle pushing velocity taking
into consideration Brownian motionvt¼o velocity of particle at start of simulationvt�1 velocity of particle at the end of the previous
iterationvto velocity of particle at start of iteration after
adding velocity change due to Brownianmotion
DvB change in particle velocity due to Brownianmotion
Dvp change in velocity of the particleWA parameter controlling the shape of PA
WB nð Þ parameter controlling the shape of PB
XSFtdistance traveled by the solidification front attime t
Xptposition of particle at time t
DXp change in position of particlea ratio of radius of curvature of particle to radius
of curvature of the solidification frontrsl solid/liquid interfacial energyDrcls complex interfacial energyg viscosity of liquid metalqp density of particleh angle between direction of particle velocity and
direction of solidification frontht angle between direction of particle velocity and
direction of solidification front for currentiteration
REFERENCES1. M. De Cicco, H. Konishi, G. Cao, H.S. Choi, L.S. Turng, J.H.
Perepezko, S. Kou, R. Lakes, and X. Li: Metall. Mater. Trans. A,2009, vol. 40A, pp. 3038–45.
2. S.F. Hassan and M. Gupta: Metall. Mater. Trans. A, 2005,vol. 36A, pp. 2253–58.
3. X.Y. Jia, S.Y. Liu, F.P. Gao, Q.Y. Zhang, and W.Z. Li: Int. J.Cast Met. Res., 2009, vol. 22, pp. 196–99.
4. C.S. Goh, J. Wei, L.C. Lee, and M. Gupta: Acta Mater., 2007,vol. 55, pp. 5115–21.
5. A. Mazahery, H. Abdizadeh, and H.R. Baharvandi: Mater. Sci.Eng. A, 2009, vol. 518, pp. 61–64.
6. S. Mula, S. Padhi, S.C. Panigrahi, S.K. Pabi, and S. Ghosh:Mater. Res. Bull., 2009, vol. 44, pp. 1154–60.
7. B.F. Schultz, J.B. Ferguson, and P.K. Rohatgi: Mater. Sci. Eng.A, 2011, vol. 530, pp. 87–97.
8. J.B. Ferguson, F. Sheykh-Jaberi, C.-S. Kim, P.K. Rohatgi, and K.Cho: Mater. Sci. Eng. A, 2012, vol. 558, pp. 193–204.
9. J. Lan, Y. Yang, and X. Li: Mater. Sci. Eng. A, 2004, vol. 386,pp. 284–90.
10. Y. Yang, J. Lan, and X. Li: Mater. Sci. Eng. A, 2004, vol. 380,pp. 378–83.
11. Y. Yang and X. Li: J. Manuf. Sci. Eng., 2007, vol. 129, pp. 497–501.12. J.K. Kim and P.K. Rohatgi: Metall. Mater. Trans. A, 1998,
vol. 29A, pp. 351–58.13. D.R. Uhlman, B. Chalmers, and K.A. Jackson: J. Appl. Phys.,
1964, vol. 35, pp. 2986–93.14. A.A. Chernov, D.E. Temkin, and A.M. Melnikova: Sov. Phys.
Crystallogr., 1976, vol. 21, pp. 369–74.15. G.F. Bolling and J. Cisse: J. Cryst. Growth, 1971, vol. 10, pp. 56–66.16. D.M. Stefanescu, B.K. Dhindaw, A.S. Kacar, and A. Moitra:
Metall. Trans. A, 1988, vol. 19, pp. 2847–55.17. D. Shangguan, S. Ahuja, and D.M. Stefanescu: Metall. Trans. A,
1992, vol. 23A, pp. 669–80.18. G. Kaptay:Metall. Mater. Trans. A, 2001, vol. 32A, pp. 993–1005.19. A. Bareggi, E. Maire, A. Lasalle, and S. Deville: J. Am. Ceram.
Soc., 2011, vol. 94, pp. 3570–78.20. L. Fan: Doctoral Thesis, Auburn University, Alabama, 2011.21. Y. Chino and D.C. Dunand: Acta Mater., 2008, vol. 56, pp. 105–
13.22. S.A. Barr and E. Luijten: Acta Mater., 2010, vol. 58, pp. 709–15.23. Y. Wu, H. Liu, and E.J. Lavernia: Acta Metall. Mater., 1994,
vol. 42, pp. 825–37.24. B. Derby and J.R. Walker: Scripta Metall., 1998, vol. 22, pp. 529–
32.25. Y.M. Youssef, R.J. Dashwood, and P.D. Lee: Compos. A., 2005,
vol. 36, pp. 747–63.26. F.R. Juretzko, B.K. Dhindaw, D.M. Stefanescu, S. Sen, and P.A.
Curreri: Metall. Mater. Trans. A, 1998, vol. 29A, pp. 1691–96.27. U. Hecht and S. Rex: Metall. Mater. Trans. A, 1997, vol. 28A,
pp. 867–74.28. M. Smoluchowski: Ann. Phys., 1906, vol. 21, pp. 756–80.
METALLURGICAL AND MATERIALS TRANSACTIONS A