Embed Size (px)
Citation preview
Bringing Novel, Bio‐based Chemicals to Market: Strategies, Applications & Lessons Learned
Next Generation Bio Based Chemcials Molecules to Markets January 29, 2013

Not All Chemicals Are Created Equal™
2
HIGHER PERFORMANCE
NON-FOOD BASED OPTION
NO GREEN PRICE PREMIUM
LOWER CARBON FOOTPRINT
Myriant’s DNA
3
The Company • Formed in 2009; 150 Employees in 2012
• HQ in Quincy, MA
• 18,000 sq.ft. R&D lab in Woburn, MA
• Scale and Pilot Plant in Leuna, Germany
• Commercial Plant in Lake Providence, LA
Bio-Based Chemical Strategy • Convert Renewable Feedstocks to High Value Chemicals
• Focus on C3-C6 Chemicals
• Leverage Deep Biotech Experience to Further Pipeline
• Build-Own-Operate Model
• Strategic Partnerships to Accelerate Growth
Built by Myriant
4
People • All Core Biotech R&D Conducted in House
• ~50 Professionals; ~50% with PhDs
Facilities / Processes • State-of-the-Art 18,000 Square Ft. Laboratory
• All Genetic Engineering Tools Available on Site
• Non-GMO Platform
• Significant Fermentation Optimization Capabilities
• Fully Integrated from Lab to Commercial Scale

Scaled with Partners
5
D(-) Lactic Acid at 20,000L
Commercial Scale in 2008
Technology Proven
Commercial Yield Targets Maintained or Improved from
7L to 40L to 50,000L
Process Improves With Scale
Succinic Acid: Final Scale-Up Step Only 8x
COMMERCIAL SCALE PILOT PLANT SCALING R&D
Lake Providence Plant Online 1Q 2013
6
• First Bio-Succinic Acid Plant in U.S.
• 30 MM lb / Year Commercial Plant in Lake Providence, Louisiana
• Commercial Start-Up Q1 2013
• 140 MM lb/Year Expansion Plans Underway

Succinic Acid – Our Engine for Market Acceleration
7
Succinic Acid
Current Succinic Acid Applications
BDO Drop-in Applications i.e. Maleic Anhydride in BDO
Replacements for Adipic and Phthalic Anhydride
BUTANEDIOL
SOLVENTS
PLASTICIZERS
BIODEGRADABLE PLASTICS
URETHANES
Proven Chemistry Provides Access to High-Value Markets
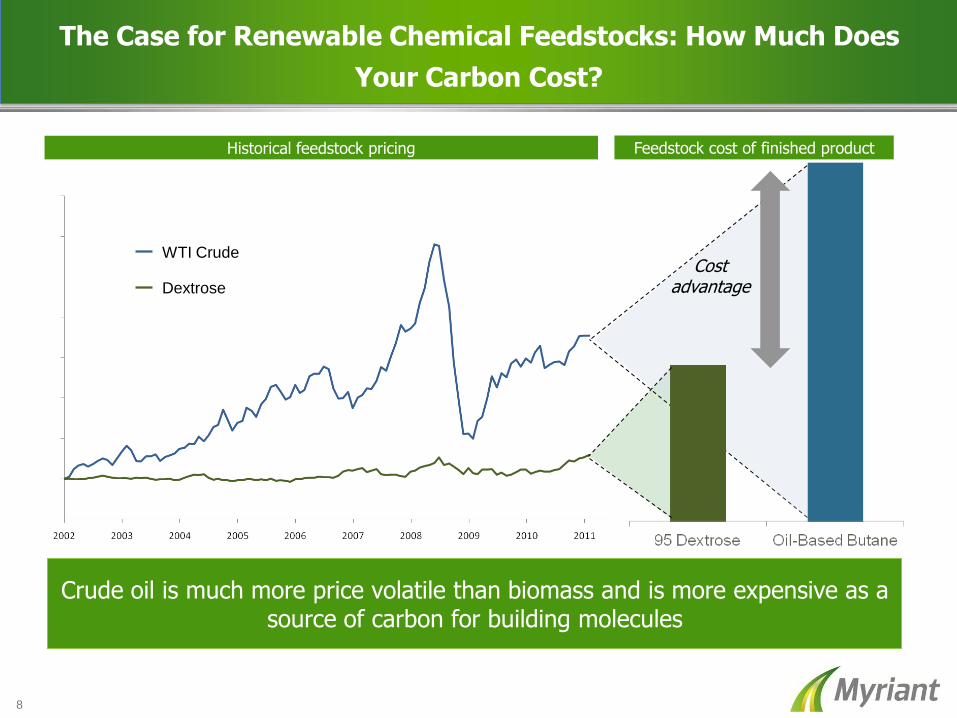
The Case for Renewable Chemical Feedstocks: How Much Does
Your Carbon Cost?
Feedstock cost of finished product Historical feedstock pricing
Cost advantage
Crude oil is much more price volatile than biomass and is more expensive as a source of carbon for building molecules
WTI Crude
Dextrose
8

Competitive Cost Advantage of Bio-based Succinic Acid
9
CH3CH3
OOO
OHOH
O
O
O
OH
OH
OH
OH
OH
CH3
OH
O
O
OHOH
O
O
O
OHOH
O
O
OH
OHOH
O
O
Crude Oil
Corn
Butane (4C)
Maleic Anhydride (4C)
Succinic Acid (4C)
Glucose (6C)
Refinery Maleic Anhydride Plant
Cat. Vanadium Phosphorus Oxide Catalyst
400 °C, O2 (150 kPa)
CO2 Waste (Yield Loss)
Succinic Acid Plant
130 °C H2 (30 MPa) Catalyst
Wet Mill
Pyruvic acid (3C)
Oxaloacetic acid (4C)
Malic acid (4C)
Fumaric acid (4C)
37 °C, 1 atm.
CO2
(sequestered)
More expensive raw material and requires high temperature , pressure, and expensive catalyst and 2 plants
Cheaper raw materials, low temperature and pressure, 1 plant
Inside the cell
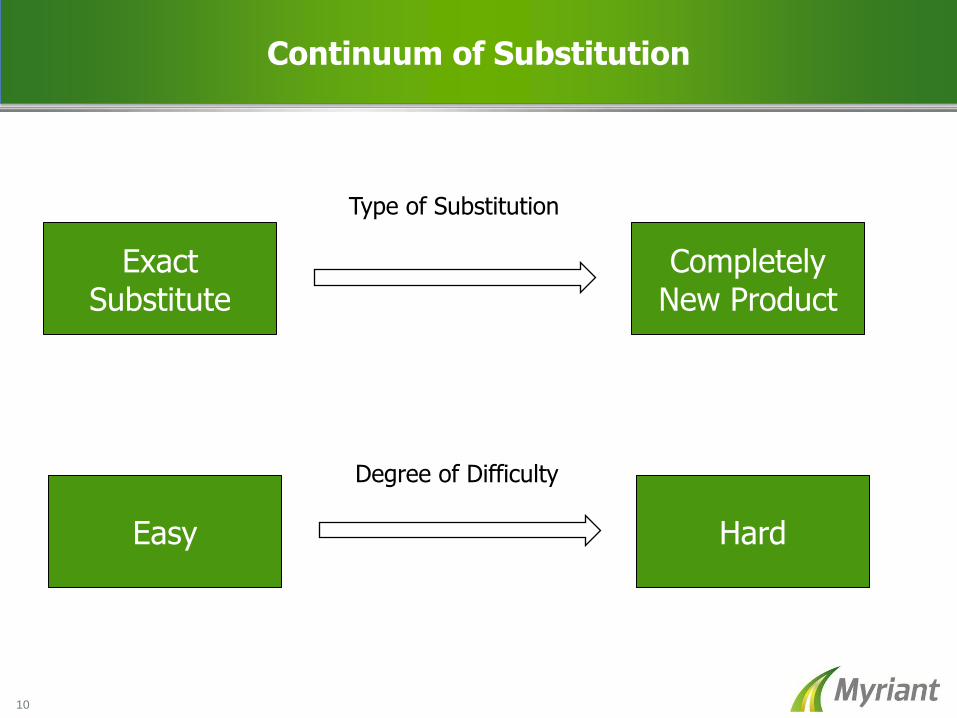
Continuum of Substitution
10
Exact Substitute
Completely New Product
Easy Hard
Type of Substitution
Degree of Difficulty
Constraints
11
• Product MUST work • Price, price, price •“Green” is insufficient to drive material replacement
The Landscape- “Green” Products Don’t Work
12
• More expensive
• Poorer quality illumination
• Toxic for the environment
• but, you’re green if you use them………….
Constraints
13
• Product MUST work
• WHAT IF… It does work? • Price, price, price
• WHAT IF… There is no price premium? •“Green” is insufficient to drive material replacement
• WHAT IF… It is “Greener” (renewable, smaller footprint)?

Example- Performance Chemicals
• Coalescing Solvents for Waterborne Paints
14
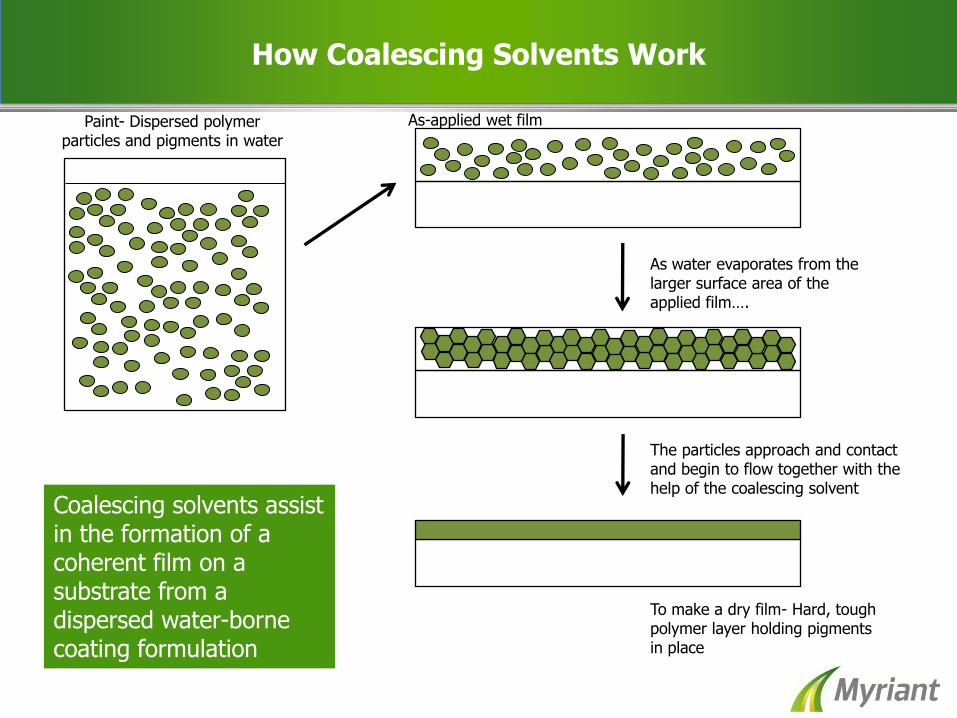
How Coalescing Solvents Work
Coalescing solvents assist in the formation of a coherent film on a substrate from a dispersed water-borne coating formulation
Paint- Dispersed polymer particles and pigments in water
As-applied wet film
The particles approach and contact and begin to flow together with the help of the coalescing solvent
To make a dry film- Hard, tough polymer layer holding pigments in place
As water evaporates from the larger surface area of the applied film….
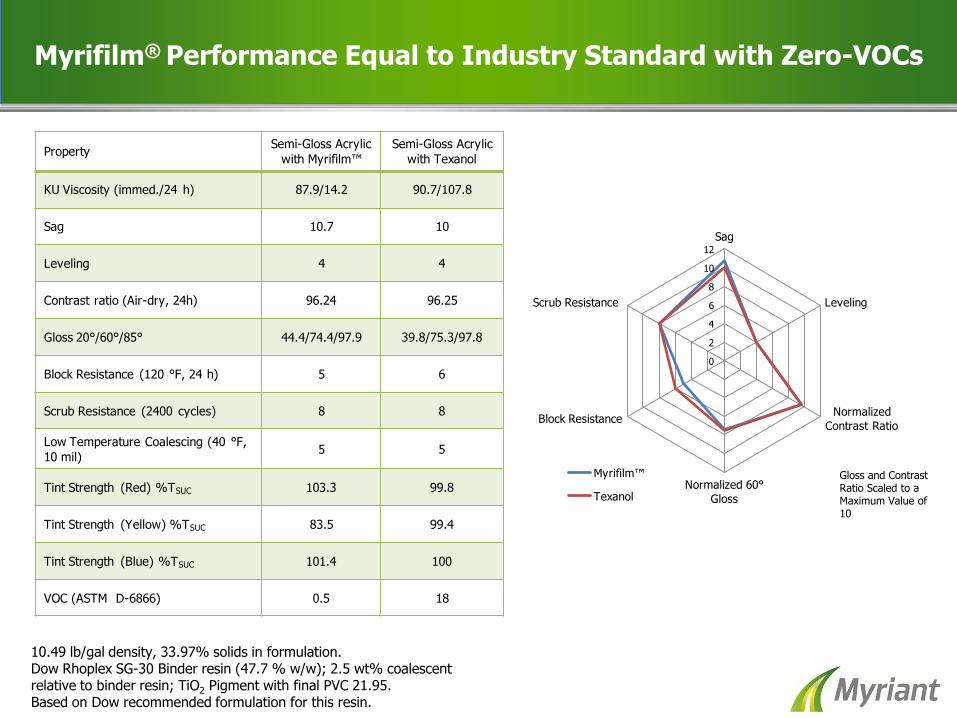
Myrifilm® Performance Equal to Industry Standard with Zero-VOCs
Gloss and Contrast Ratio Scaled to a Maximum Value of 10
10.49 lb/gal density, 33.97% solids in formulation. Dow Rhoplex SG-30 Binder resin (47.7 % w/w); 2.5 wt% coalescent relative to binder resin; TiO2 Pigment with final PVC 21.95. Based on Dow recommended formulation for this resin.
PropertySemi-Gloss Acrylic
with Myrifilm™
Semi-Gloss Acrylic
with Texanol
KU Viscosity (immed./24 h) 87.9/14.2 90.7/107.8
Sag 10.7 10
Leveling 4 4
Contrast ratio (Air-dry, 24h) 96.24 96.25
Gloss 20°/60°/85° 44.4/74.4/97.9 39.8/75.3/97.8
Block Resistance (120 °F, 24 h) 5 6
Scrub Resistance (2400 cycles) 8 8
Low Temperature Coalescing (40 °F,
10 mil)5 5
Tint Strength (Red) %TSUC 103.3 99.8
Tint Strength (Yellow) %TSUC 83.5 99.4
Tint Strength (Blue) %TSUC 101.4 100
VOC (ASTM D-6866) 0.5 18
0
2
4
6
8
10
12
Sag
Leveling
Normalized
Contrast Ratio
Normalized 60°
Gloss
Block Resistance
Scrub Resistance
Myrifilm™
Texanol
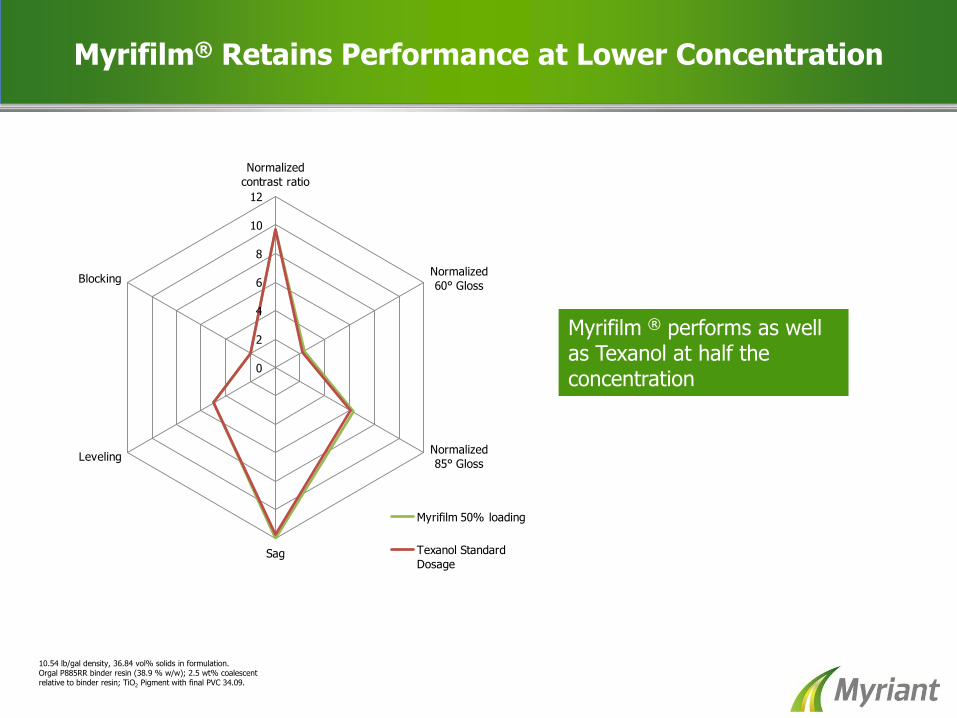
Myrifilm® Retains Performance at Lower Concentration
10.54 lb/gal density, 36.84 vol% solids in formulation. Orgal P885RR binder resin (38.9 % w/w); 2.5 wt% coalescent relative to binder resin; TiO2 Pigment with final PVC 34.09.
Myrifilm ® performs as well as Texanol at half the concentration
0
2
4
6
8
10
12
Normalized
contrast ratio
Normalized
60° Gloss
Normalized
85° Gloss
Sag
Leveling
Blocking
Myrifilm 50% loading
Texanol Standard
Dosage

Example- Polyurethanes
• Replacement for Adipic Acid in Polyester Polyols
18

Succinic Acid in Urethanes
19
• Succinic acid can be used in place of adipic acid to make polyurethanes with very good physical properties
• Replacement is straightforward- requires less modification to formulation than other “green” alternatives
• Same chemical functionality so fits into same processes and applications
• Provides a renewable alternative that works
O
OH
O
OH + OHO
OHn
OO
OHO
O
O
OOH
- H2O
OHOH
O
O
+ OHO
OH
- H2O
OO
OO
OH
OH
O
O
n
Succinic acid based polyester polyol
Adipic acid based polyester polyol
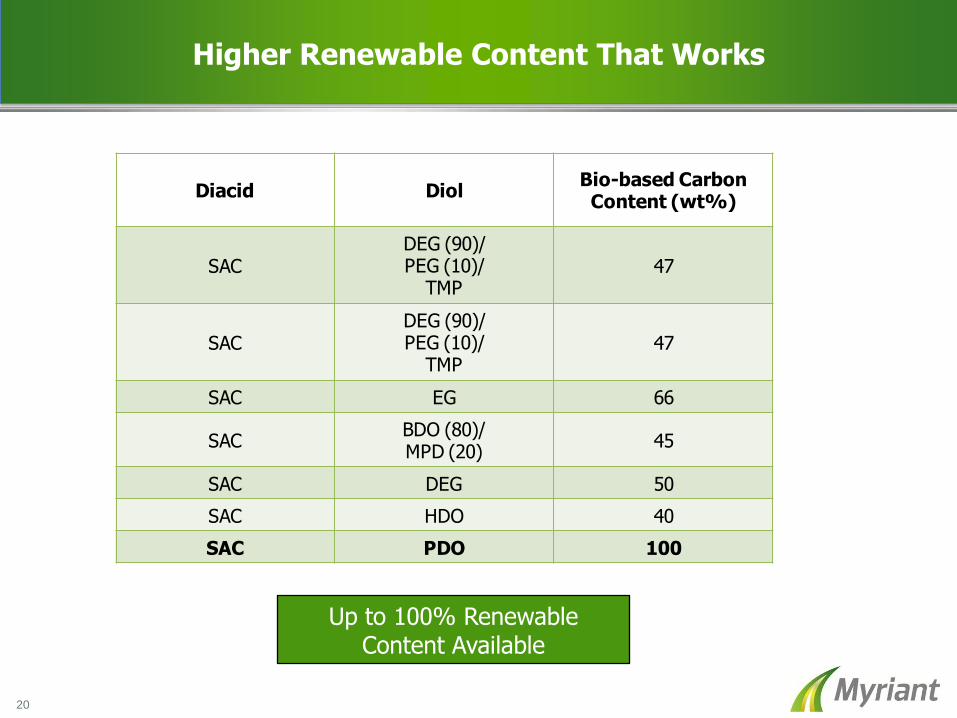
Higher Renewable Content That Works
20
Up to 100% Renewable Content Available
Diacid DiolBio-based Carbon Content (wt%)
SACDEG (90)/PEG (10)/
TMP47
SACDEG (90)/PEG (10)/
TMP47
SAC EG 66
SACBDO (80)/MPD (20)
45
SAC DEG 50
SAC HDO 40
SAC PDO 100

0
10
20
30
40
50
60
70
80
90
100
Shore A Hardness
Polyurethane Physical Properties
21
Comparable Shore A Hardness across all compositions
Crystalline materials- increased hardness
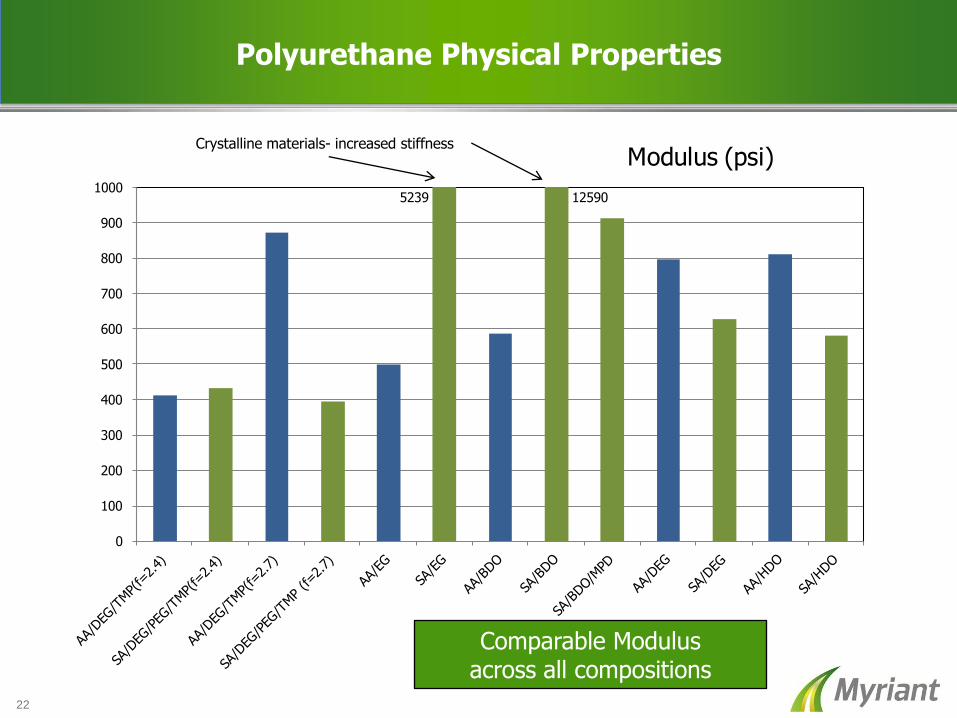
Polyurethane Physical Properties
22
Comparable Modulus across all compositions
Crystalline materials- increased stiffness
5239 12590
0
100
200
300
400
500
600
700
800
900
1000
Modulus (psi)
Example- Materials
• Plasticizer for Flexible PVC
23

Succinate Esters as Phthalate-Free Plasticizer Alternatives
24
OHOH
O
O
Succinic acid
O
O
O
Phthalic anhydride
2-EH
2-EH
Isononanol
Isodecanol
+
+
+
+
DOP
DOSX
DIDSX
DINSX
Dioctyl phthalate
Di-isononyl succinate
Di-isodecyl succinate
Dioctyl succinate
OHOH
O
OAdipic acid
2-EH + DOA
Dioctyl adipate
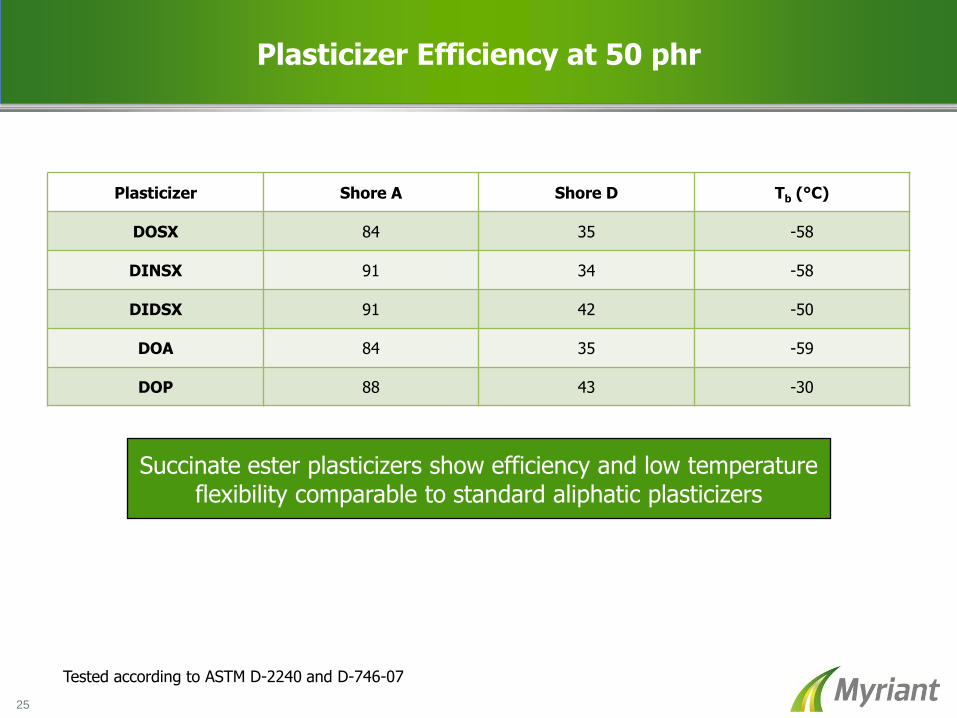
Plasticizer Efficiency at 50 phr
Plasticizer Shore A Shore D Tb (°C)
DOSX 84 35 -58
DINSX 91 34 -58
DIDSX 91 42 -50
DOA 84 35 -59
DOP 88 43 -30
25
Tested according to ASTM D-2240 and D-746-07
Succinate ester plasticizers show efficiency and low temperature flexibility comparable to standard aliphatic plasticizers
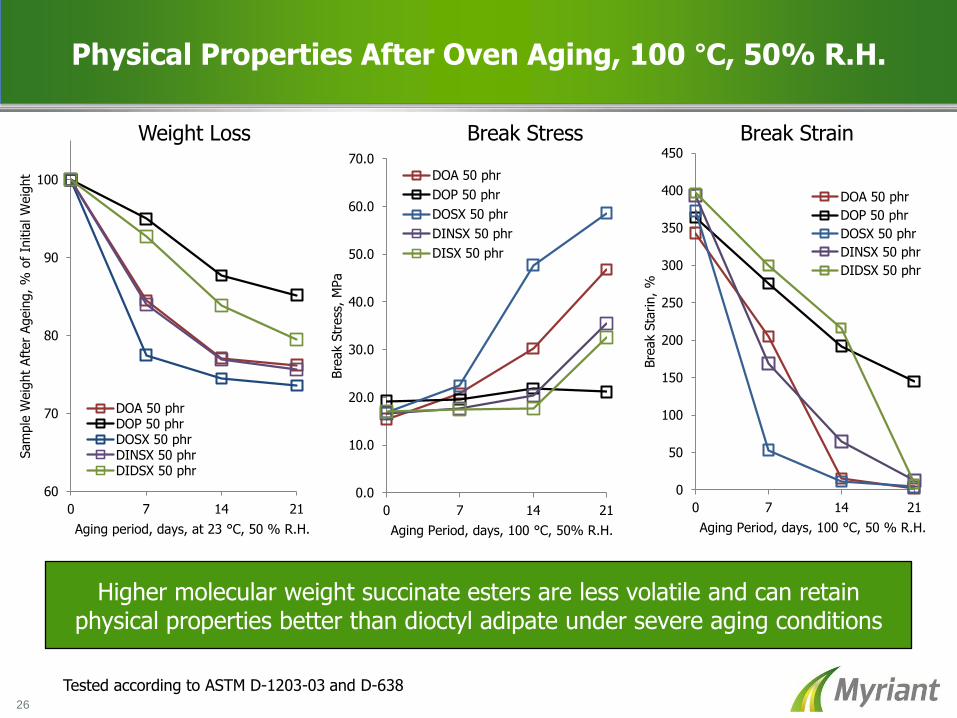
Physical Properties After Oven Aging, 100 °C, 50% R.H.
26
Tested according to ASTM D-1203-03 and D-638
60
70
80
90
100
0 7 14 21
Sam
ple
Weig
ht
Aft
er
Agein
g,
% o
f In
itia
l W
eig
ht
Aging period, days, at 23 °C, 50 % R.H.
DOA 50 phr DOP 50 phr DOSX 50 phr DINSX 50 phr DIDSX 50 phr
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
0 7 14 21
Bre
ak S
tress
, M
Pa
Aging Period, days, 100 °C, 50% R.H.
DOA 50 phr
DOP 50 phr
DOSX 50 phr
DINSX 50 phr
DISX 50 phr
0
50
100
150
200
250
300
350
400
450
0 7 14 21
Bre
ak S
tarin, %
Aging Period, days, 100 °C, 50 % R.H.
DOA 50 phr
DOP 50 phr
DOSX 50 phr
DINSX 50 phr
DIDSX 50 phr
Weight Loss Break Stress Break Strain
Higher molecular weight succinate esters are less volatile and can retain physical properties better than dioctyl adipate under severe aging conditions
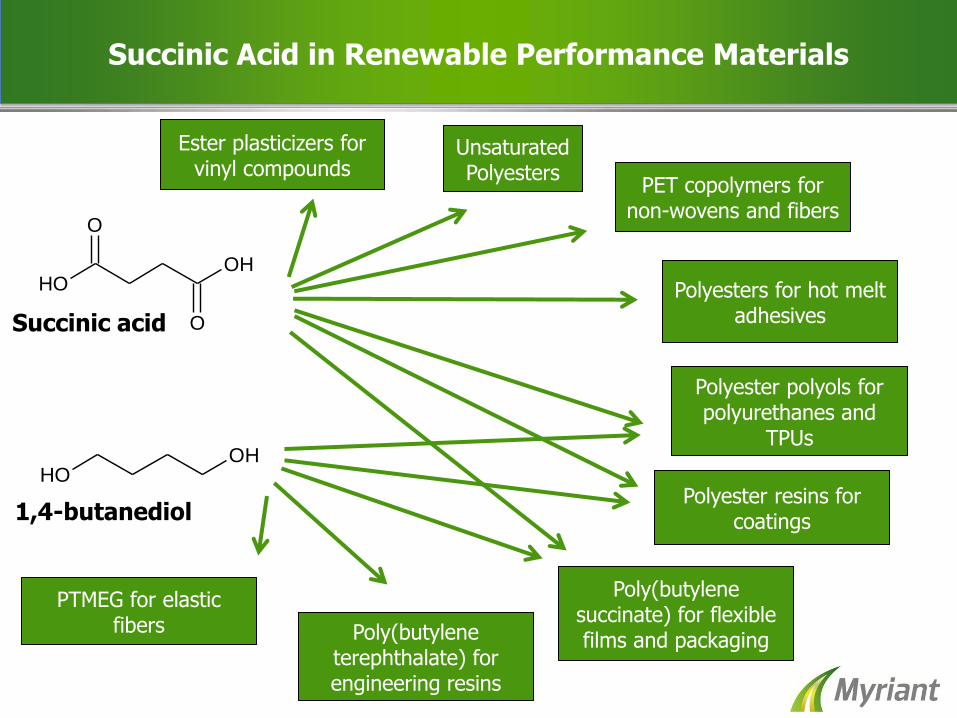
Succinic Acid in Renewable Performance Materials
OHOH
O
OSuccinic acid
OHOH
1,4-butanediol
PET copolymers for non-wovens and fibers
Polyesters for hot melt adhesives
Poly(butylene succinate) for flexible films and packaging
Ester plasticizers for vinyl compounds
Poly(butylene terephthalate) for engineering resins
Unsaturated Polyesters
Polyester polyols for polyurethanes and
TPUs
Polyester resins for coatings
PTMEG for elastic fibers

Transforming the Chemicals Industry
• Technical barriers to practical commercial supply and adoption of bio-based chemicals are falling quickly
• Commercial barriers to widespread adoption of bio-based chemicals including capital and supply chains for non-food feedstocks remain
• Market barriers get lower when a product performs well, has no green premium, and gives a smaller environmental footprint
28
28