Embed Size (px)
Citation preview
Fermentation management A practical guide
Chris Boulton University of Nottingham
Relevance of fermentation
• Key stage in whole brewing process • Major impact on:-
– Beer flavour • Total flavour compounds formed • Consistency of flavour
– Process efficiency • Conversion of extract to ethanol
– Process consistency • Cycle time consistency
Fermentation – the brewer’s perspective
• Controlled conversion of wort to green beer
• Control parameters – Yeast strain – Wort composition – Pitching rate – Wort oxygenation – Temperature
Fermentation – the yeast’s perspective
• The aim of yeast pitched into wort is to grow
• Beer is the spent growth medium
The art / science of fermentation management
• Manage the activities of yeast – Response of the genome to conditions the cells are
exposed to in brewing – Must consider whole of yeast brewery cycle
• Propagation • Pitching • Fermentation • Cropping • Storage
– Vital to consider influence of real-world practice
Assumptions Providing the control parameters are regulated in a
precise manner fermentation will proceed in a predictable manner and provide a consistent product
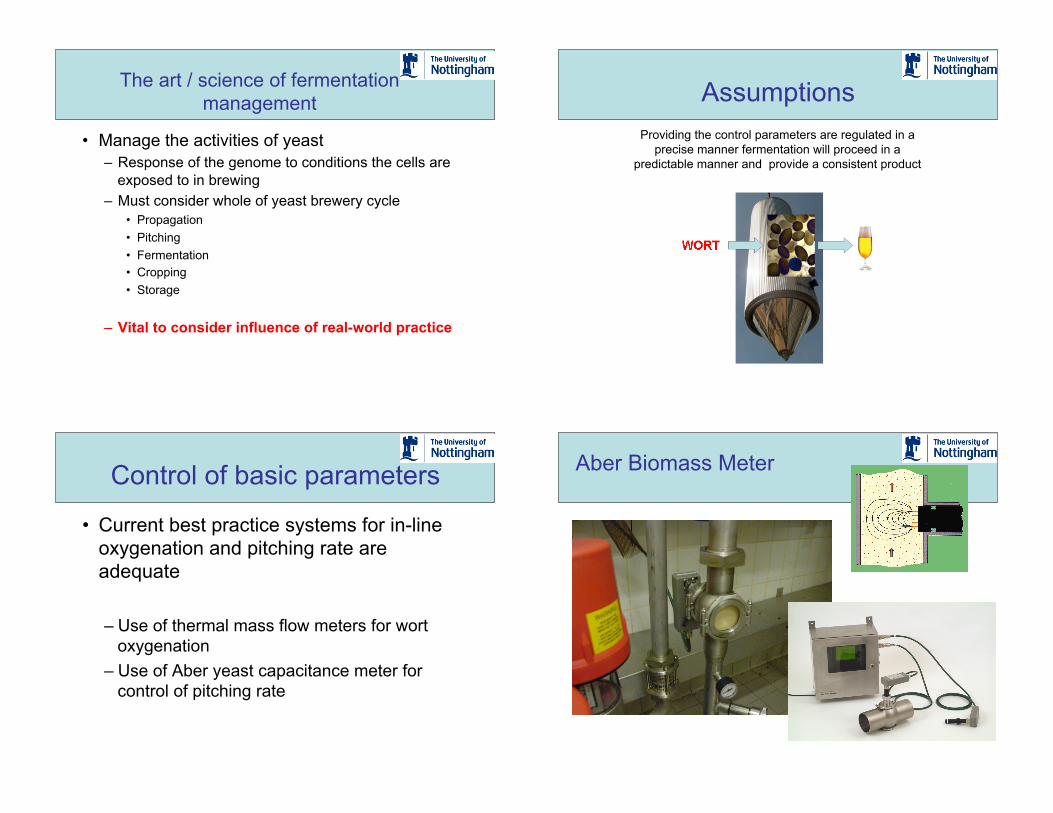
Control of basic parameters
• Current best practice systems for in-line oxygenation and pitching rate are adequate
– Use of thermal mass flow meters for wort oxygenation
– Use of Aber yeast capacitance meter for control of pitching rate
Aber Biomass Meter
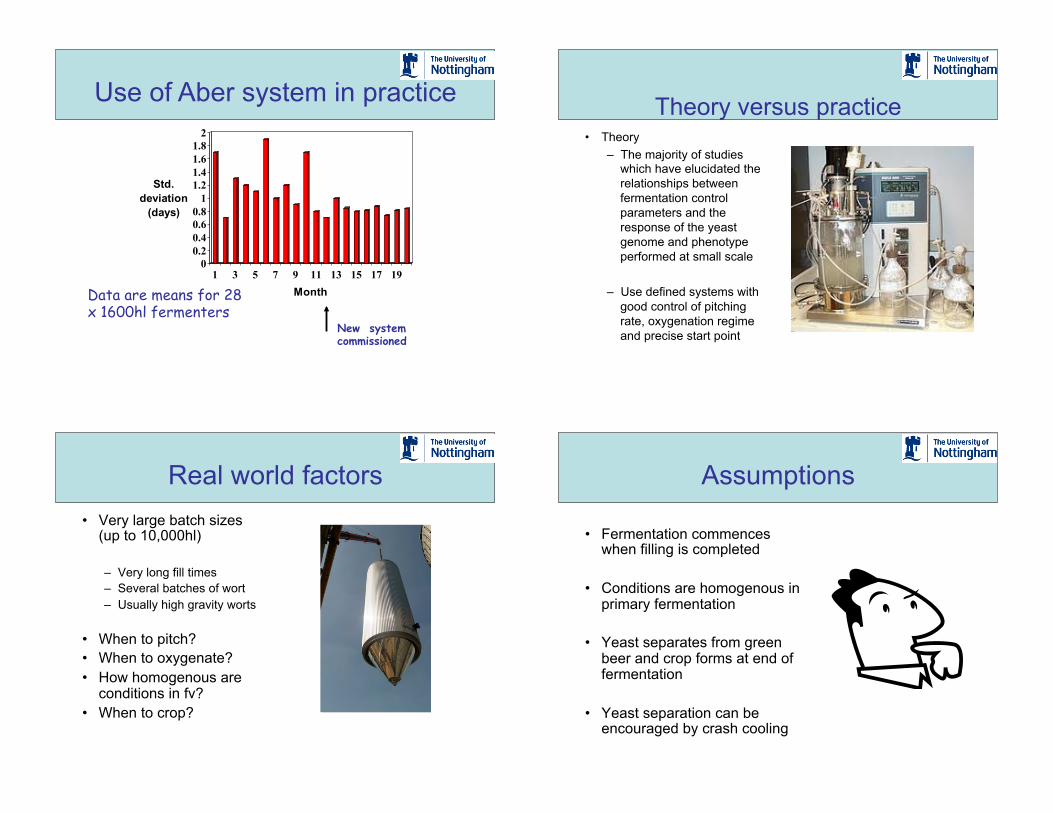
Use of Aber system in practice
00.20.40.60.811.21.41.61.82
Std. deviation
(days)
1 3 5 7 9 11 13 15 17 19Month
New system commissioned
Data are means for 28 x 1600hl fermenters
Theory versus practice
• Theory – The majority of studies
which have elucidated the relationships between fermentation control parameters and the response of the yeast genome and phenotype performed at small scale
– Use defined systems with good control of pitching rate, oxygenation regime and precise start point
Real world factors • Very large batch sizes
(up to 10,000hl)
– Very long fill times – Several batches of wort – Usually high gravity worts
• When to pitch? • When to oxygenate? • How homogenous are
conditions in fv? • When to crop?
Assumptions
• Fermentation commences when filling is completed
• Conditions are homogenous in primary fermentation
• Yeast separates from green beer and crop forms at end of fermentation
• Yeast separation can be encouraged by crash cooling
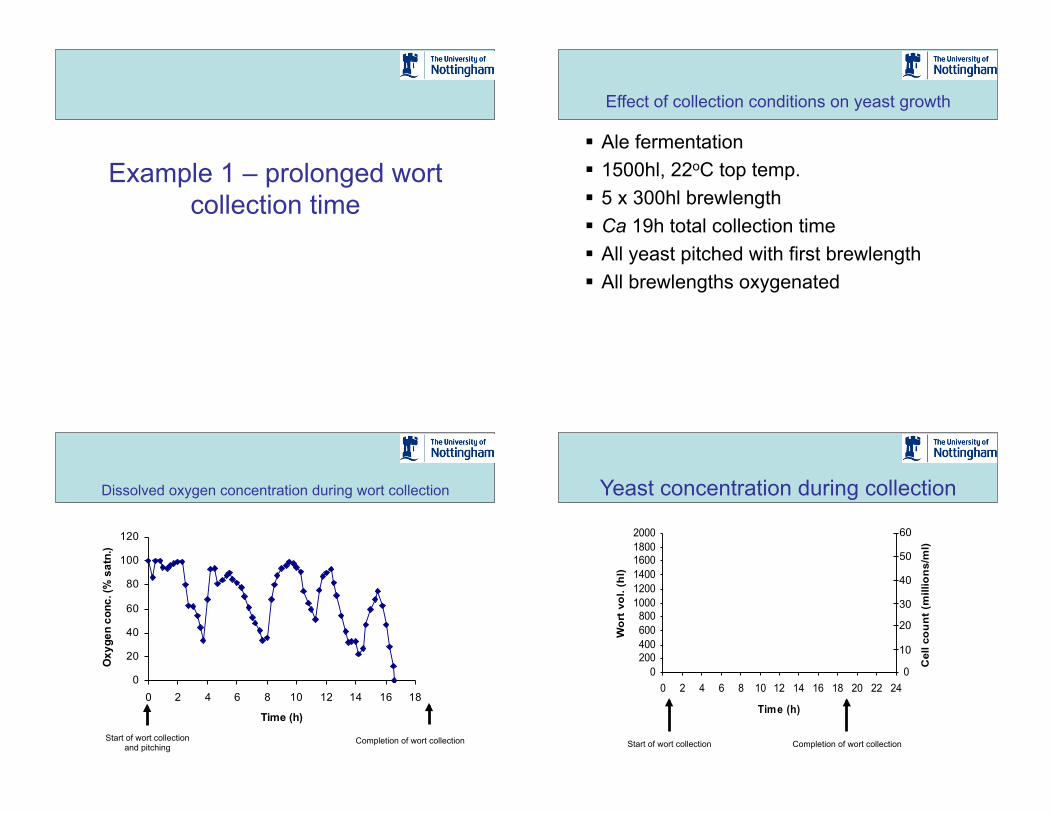
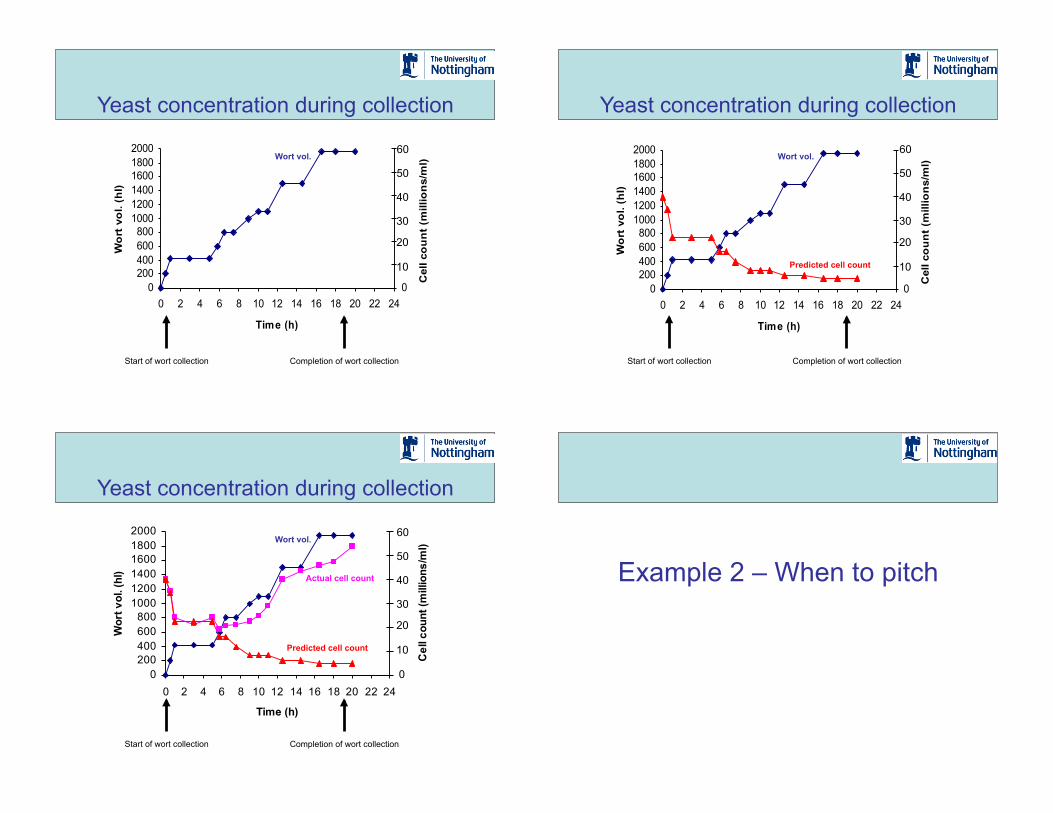
Example 1 – prolonged wort collection time
Effect of collection conditions on yeast growth
! Ale fermentation ! 1500hl, 22oC top temp. ! 5 x 300hl brewlength ! Ca 19h total collection time ! All yeast pitched with first brewlength ! All brewlengths oxygenated
0
20
40
60
80
100
120
0 2 4 6 8 10 12 14 16 18
Time (h)
Oxy
gen
conc
. (%
sat
n.)
Start of wort collection and pitching
Completion of wort collection
Dissolved oxygen concentration during wort collection
0200400600800100012001400160018002000
0 2 4 6 8 10 12 14 16 18 20 22 24
Time (h)
Wo
rt v
ol.
(hl)
0
2
4
6
8
10
12
Cel
l co
un
t (m
illio
ns/
ml)
Start of wort collection Completion of wort collection
Yeast concentration during collection
10
20
30
40
50
60
0200400600800100012001400160018002000
0 2 4 6 8 10 12 14 16 18 20 22 24
Time (h)
Wo
rt v
ol.
(hl)
0
2
4
6
8
10
12
Cel
l co
un
t (m
illio
ns/
ml)
Start of wort collection Completion of wort collection
Wort vol.
Yeast concentration during collection
10
20
30
40
50
60
0200400600800100012001400160018002000
0 2 4 6 8 10 12 14 16 18 20 22 24
Time (h)
Wo
rt v
ol.
(hl)
0
2
4
6
8
10
12
Cel
l co
un
t (m
illio
ns/
ml)
Start of wort collection Completion of wort collection
Wort vol.
Predicted cell count
Yeast concentration during collection
10
20
30
40
50
60
0200400600800100012001400160018002000
0 2 4 6 8 10 12 14 16 18 20 22 24
Time (h)
Wor
t vol
. (hl
)
0
2
4
6
8
10
12
Cel
l cou
nt (m
illio
ns/m
l)
Start of wort collection Completion of wort collection
Wort vol.
Actual cell count
Predicted cell count
Yeast concentration during collection
10
20
30
40
50
60
Example 2 – When to pitch
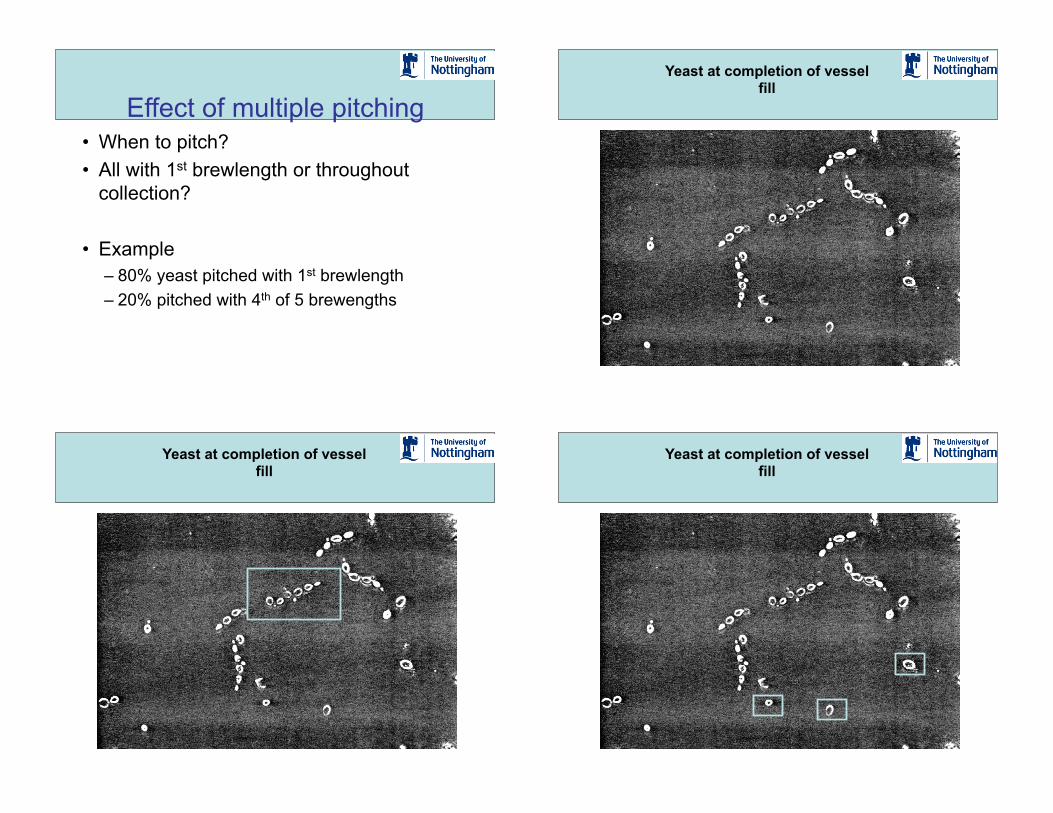
Effect of multiple pitching
• When to pitch? • All with 1st brewlength or throughout
collection?
• Example – 80% yeast pitched with 1st brewlength – 20% pitched with 4th of 5 brewengths
Yeast at completion of vessel fill
Yeast at completion of vessel fill
Yeast at completion of vessel fill
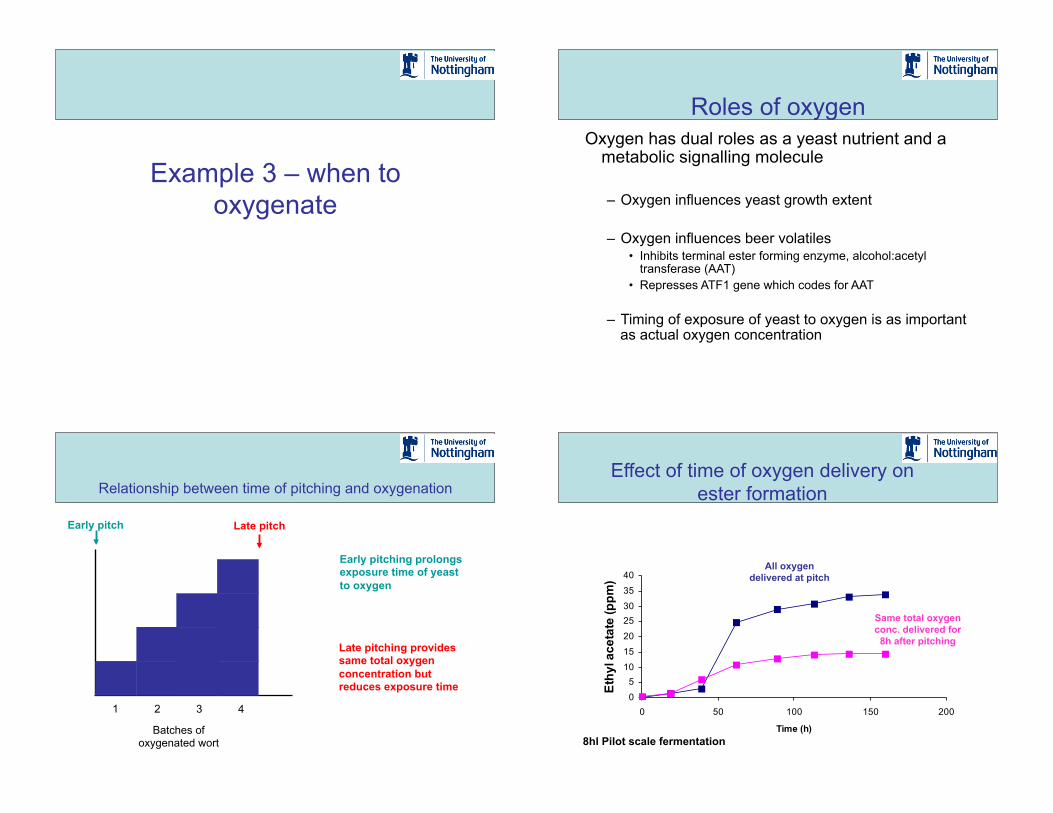
Example 3 – when to oxygenate
Roles of oxygen
Oxygen has dual roles as a yeast nutrient and a metabolic signalling molecule
– Oxygen influences yeast growth extent
– Oxygen influences beer volatiles • Inhibits terminal ester forming enzyme, alcohol:acetyl
transferase (AAT) • Represses ATF1 gene which codes for AAT
– Timing of exposure of yeast to oxygen is as important as actual oxygen concentration
Early pitch Late pitch
Batches of oxygenated wort
1 2 3 4
Relationship between time of pitching and oxygenation
Late pitching provides same total oxygen concentration but reduces exposure time
Early pitching prolongs exposure time of yeast to oxygen
Effect of time of oxygen delivery on
ester formation
0
510
15
20
2530
35
40
0 50 100 150 200
Time (h)
Ethy
l ace
tate
(ppm
)
8hl Pilot scale fermentation
All oxygen delivered at pitch
Same total oxygen conc. delivered for
8h after pitching
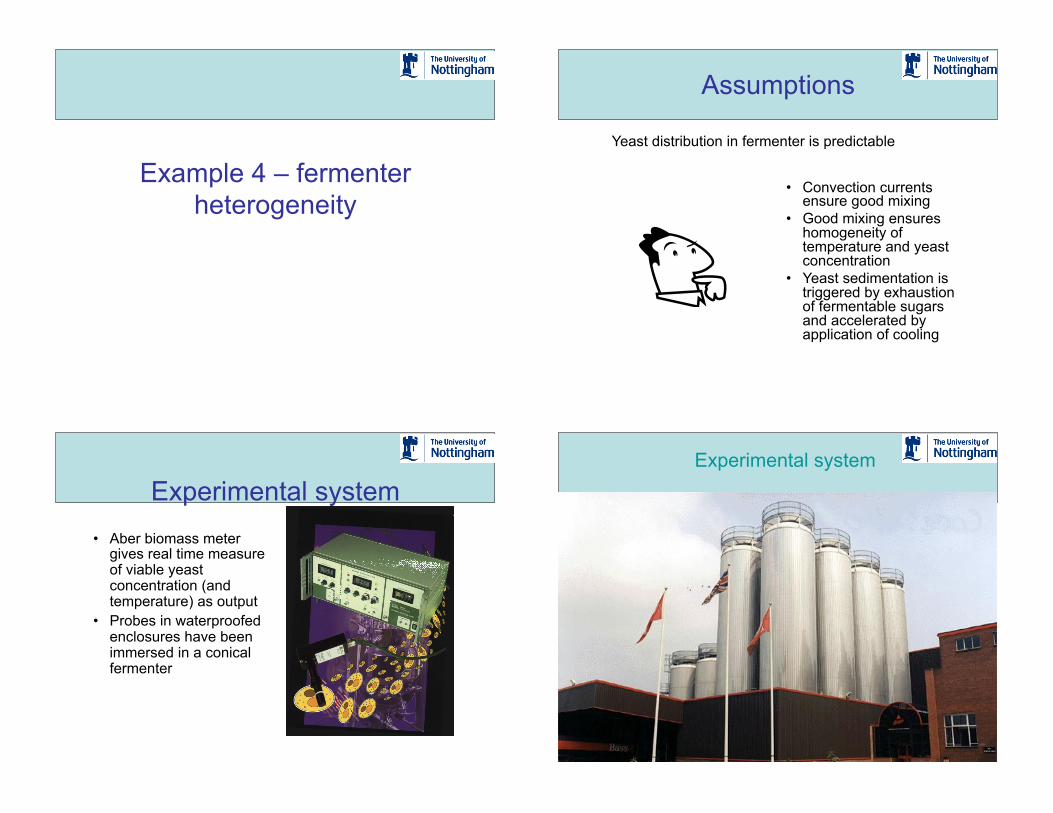
Example 4 – fermenter heterogeneity
Assumptions
• Convection currents ensure good mixing
• Good mixing ensures homogeneity of temperature and yeast concentration
• Yeast sedimentation is triggered by exhaustion of fermentable sugars and accelerated by application of cooling
Yeast distribution in fermenter is predictable
Experimental system • Aber biomass meter
gives real time measure of viable yeast concentration (and temperature) as output
• Probes in waterproofed enclosures have been immersed in a conical fermenter
Experimental system
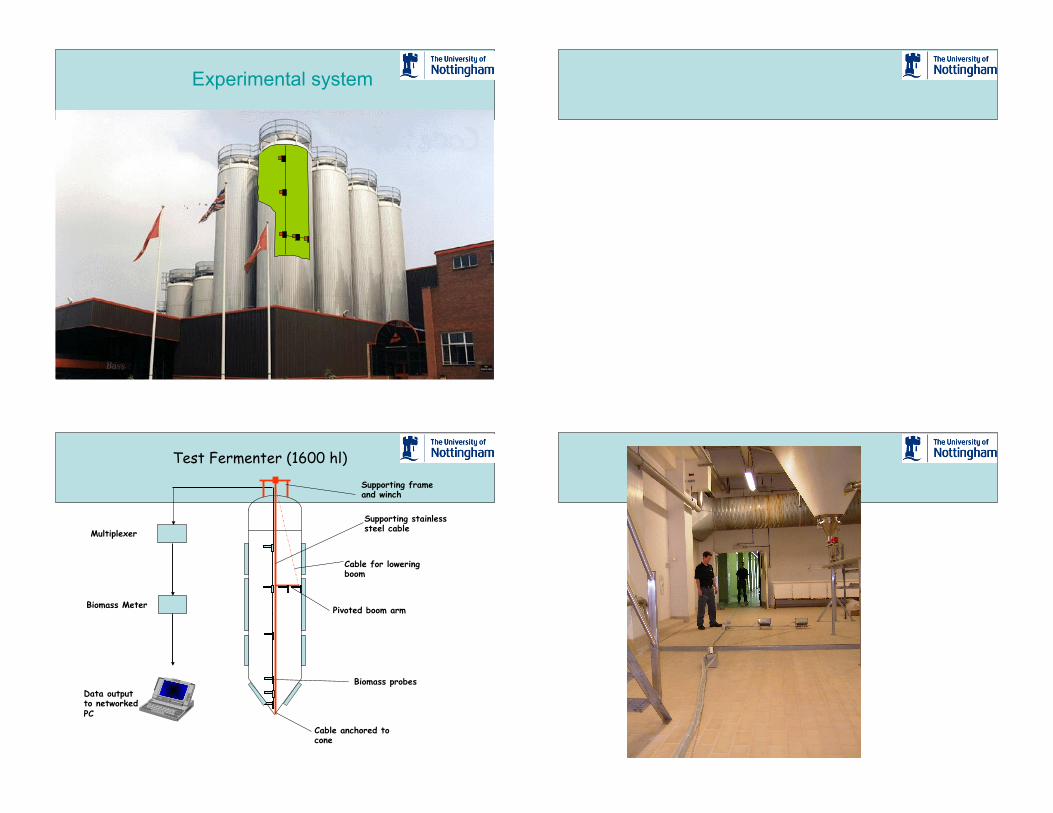
Experimental system
Test Fermenter (1600 hl)
Multiplexer
Biomass Meter
Data output to networked PC
Biomass probes
Supporting stainless steel cable
Pivoted boom arm
Cable for lowering boom
Supporting frame and winch
Cable anchored to cone
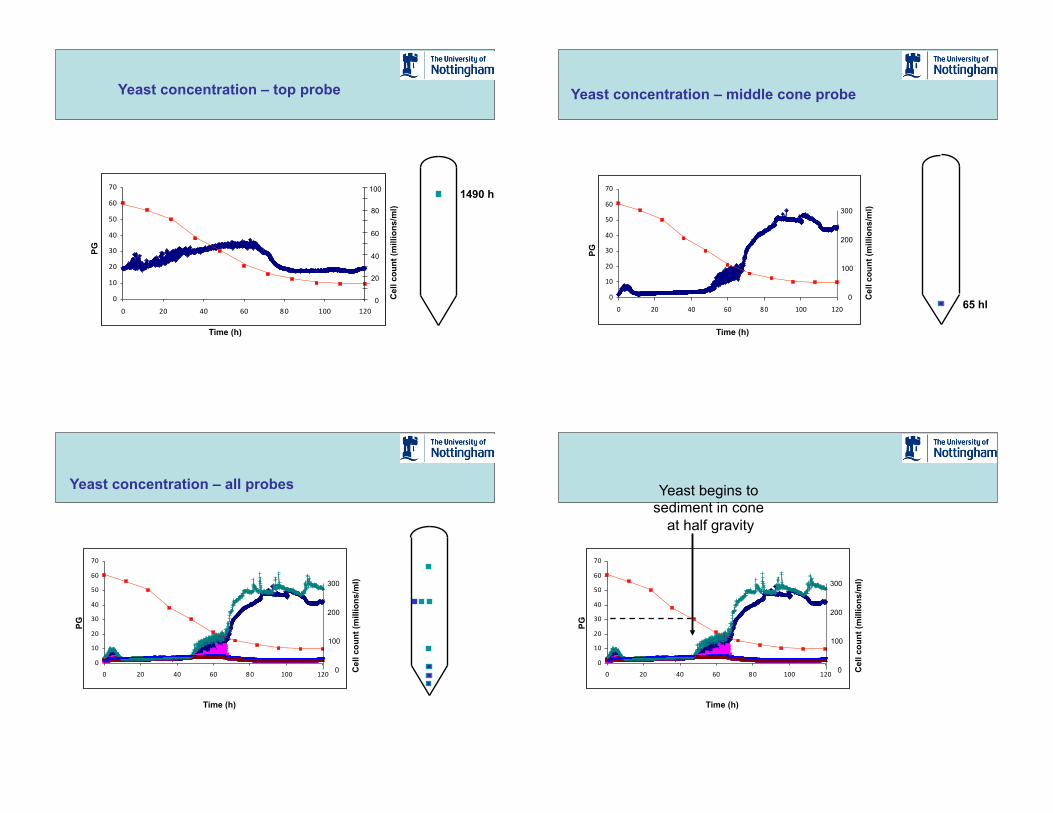
Yeast concentration – top probe
!
"!
#!
$!
%!
&!
'!
(!
! #! %! '! )! "!! "#!
!#%')"!"#"%"'")#!100
80
60
40
20
0
PG
Time (h)
Cel
l cou
nt (m
illio
ns/m
l)
1490 hl
Yeast concentration – middle cone probe
!
"!
#!
$!
%!
&!
'!
(!
! #! %! '! )! "!! "#!
!
#!
%!
'!
)!
"!!
"#!
"%!
300
200
100
0
PG
Time (h)
Cel
l cou
nt (m
illio
ns/m
l)
65 hl
!
"!
#!
$!
%!
&!
'!
(!
! #! %! '! )! "!! "#!
!
#!
%!
'!
)!
"!!
"#!
"%!
"'!
300
200
100
0
PG
Time (h)
Cel
l cou
nt (m
illio
ns/m
l)
Yeast concentration – all probes
!
"!
#!
$!
%!
&!
'!
(!
! #! %! '! )! "!! "#!
!
#!
%!
'!
)!
"!!
"#!
"%!
"'!
300
200
100
0
PG
Time (h)
Cel
l cou
nt (m
illio
ns/m
l)
Yeast begins to sediment in cone
at half gravity
!
"!
#!
$!
%!
&!
'!
(!
! #! %! '! )! "!! "#!
!
#!
%!
'!
)!
"!!
"#!
"%!
"'!
300
200
100
0
PG
Time (h)
Cel
l cou
nt (m
illio
ns/m
l)
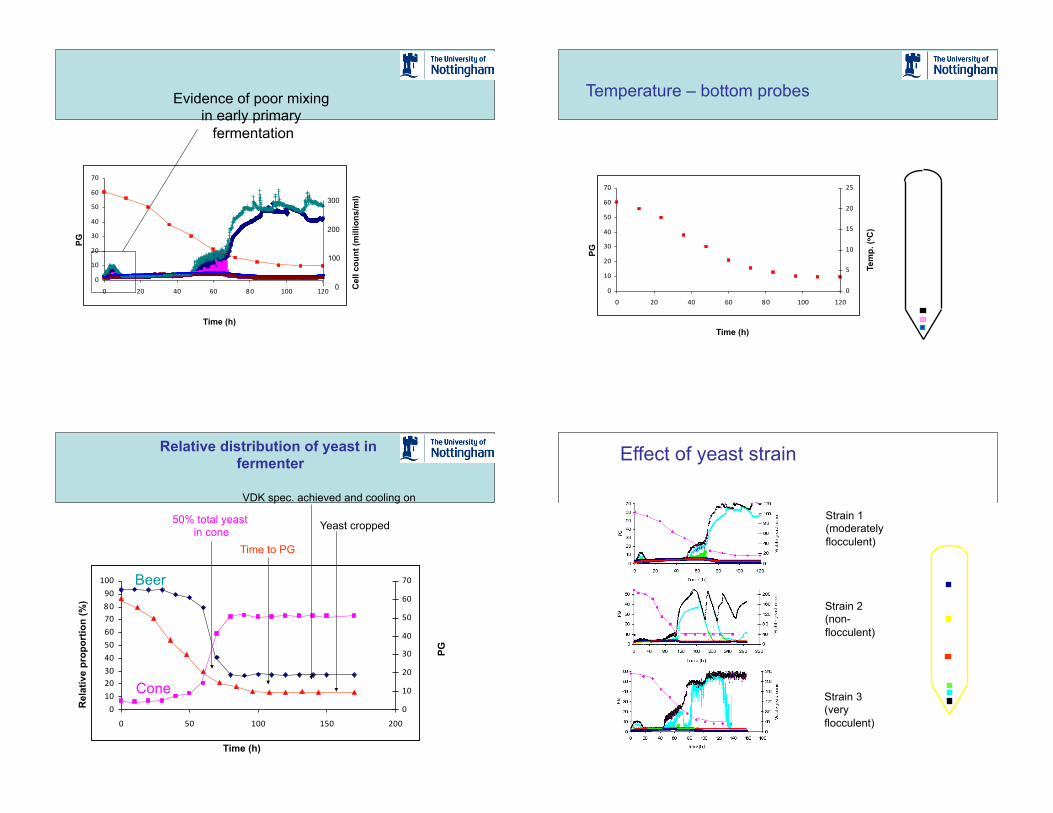
Evidence of poor mixing in early primary
fermentation
!
"!
#!
$!
%!
&!
'!
(!
! #! %! '! )! "!! "#!
!
&
"!
"&
#!
#&
PG
Time (h)
Tem
p. (o
C)
Temperature – bottom probes
Relative distribution of yeast in fermenter
Time (h)
Rel
ativ
e pr
opor
tion
(%)
PG
!"!#!$!%!&!'!(!)!*!
"!!
! &! "!! "&! #!!
!
"!
#!
$!
%!
&!
'!
(!
Cone
Beer
Yeast cropped
VDK spec. achieved and cooling on
Time to PG
50% total yeast in cone
Effect of yeast strain
Strain 1 (moderately flocculent)
Strain 2 (non-flocculent)
Strain 3 (very flocculent)
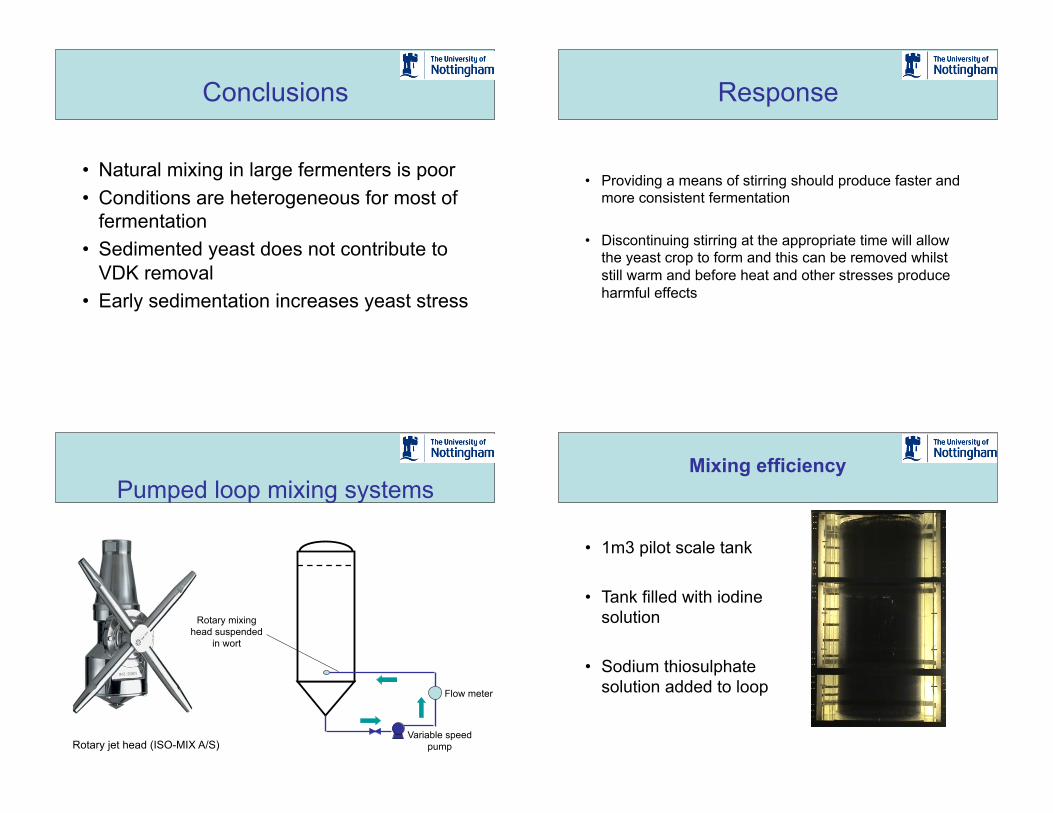
Conclusions
• Natural mixing in large fermenters is poor • Conditions are heterogeneous for most of
fermentation • Sedimented yeast does not contribute to
VDK removal • Early sedimentation increases yeast stress
Response
• Providing a means of stirring should produce faster and more consistent fermentation
• Discontinuing stirring at the appropriate time will allow the yeast crop to form and this can be removed whilst still warm and before heat and other stresses produce harmful effects
Pumped loop mixing systems
Rotary jet head (ISO-MIX A/S)
Flow meter
Variable speed pump
Rotary mixing head suspended
in wort
Mixing efficiency
• 1m3 pilot scale tank
• Tank filled with iodine solution
• Sodium thiosulphate solution added to loop
!
"!
#!
$!
%!
&!!
&"!
&#!
&$!
&%!
"!!
! "! #! $! %! &!! &"! &#! &$!
!"# $%&'(
)"*+
,$%-$*
./%012
03
!
&!
"!
'!
#!
(!
$!
)!
45
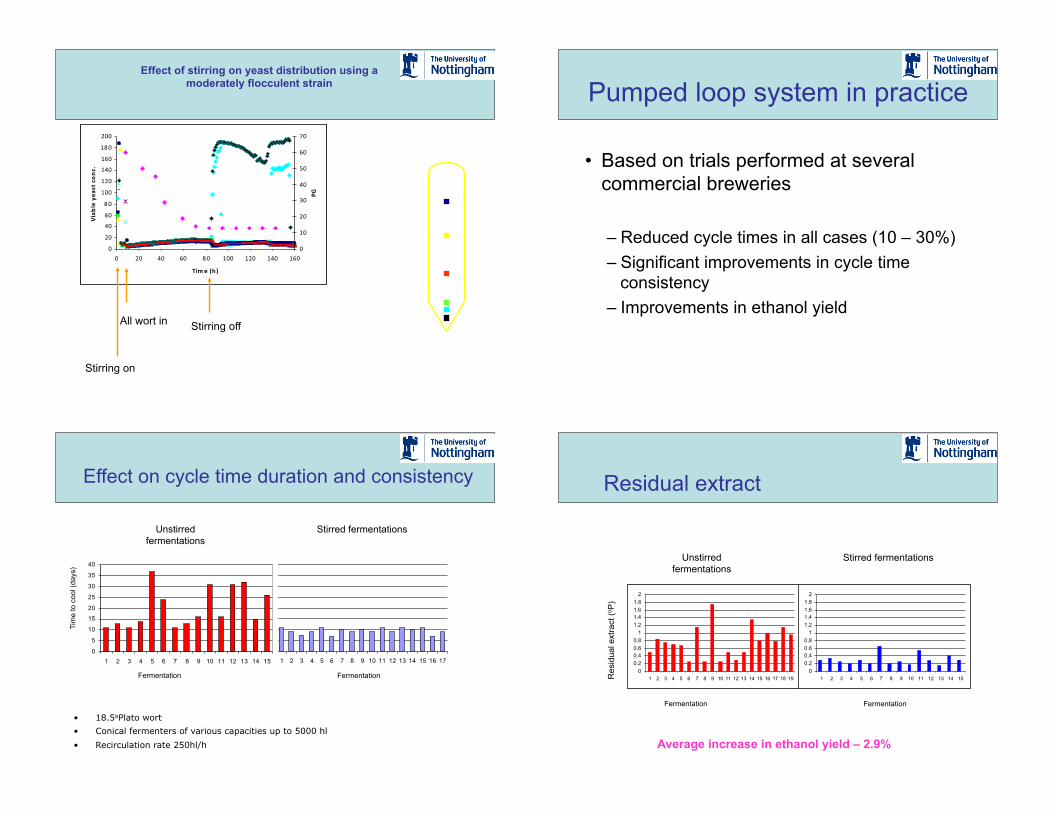
Stirring on
All wort in Stirring off
Effect of stirring on yeast distribution using a moderately flocculent strain Pumped loop system in practice
• Based on trials performed at several commercial breweries
– Reduced cycle times in all cases (10 – 30%) – Significant improvements in cycle time
consistency – Improvements in ethanol yield
Effect on cycle time duration and consistency
0
5
10
15
20
25
30
35
40
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 170
5
10
15
20
25
30
35
40
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Unstirred fermentations
Stirred fermentations
Fermentation Fermentation
Tim
e to
coo
l (da
ys)
• 18.5oPlato wort • Conical fermenters of various capacities up to 5000 hl • Recirculation rate 250hl/h
00.20.40.60.81
1.21.41.61.82
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 190
0.20.40.60.81
1.21.41.61.82
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Unstirred fermentations
Stirred fermentations
Fermentation Fermentation
Res
idua
l ext
ract
(oP
)
Residual extract
Average increase in ethanol yield – 2.9%
024681012141618
0 4 8 12 16 20 24 28
Time (h)
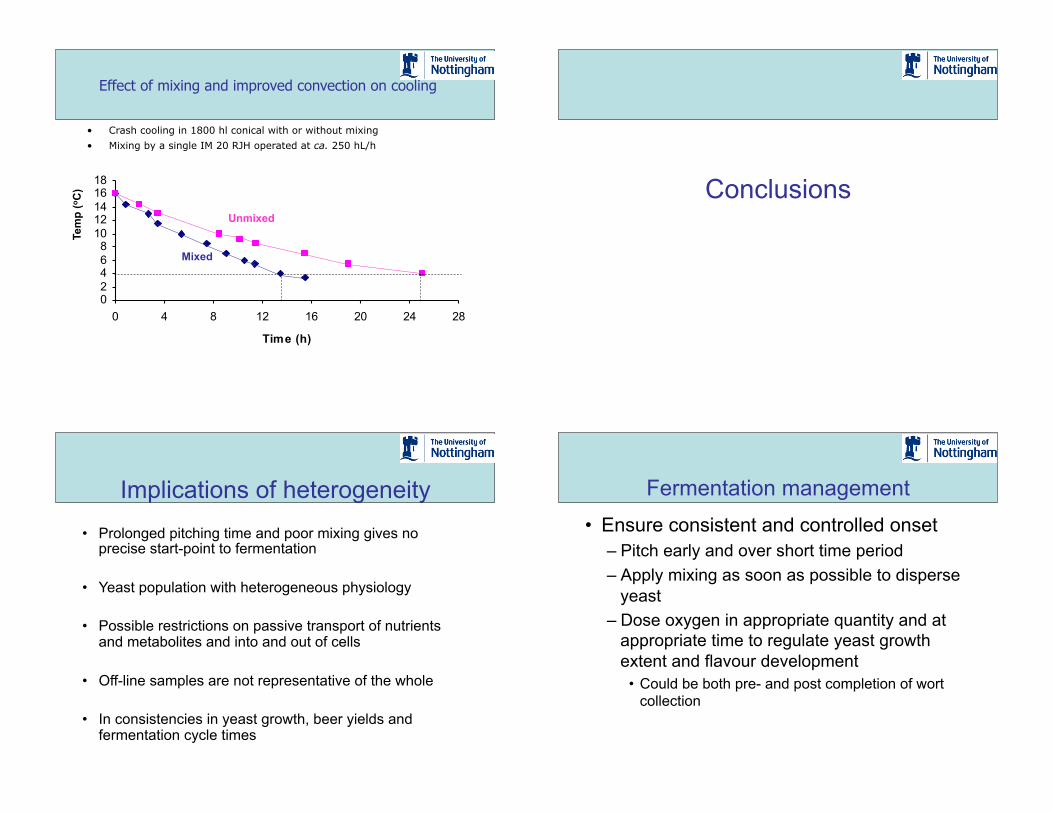
Unmixed
Mixed
Tem
p (o
C)
Effect of mixing and improved convection on cooling
• Crash cooling in 1800 hl conical with or without mixing • Mixing by a single IM 20 RJH operated at ca. 250 hL/h
Conclusions
Implications of heterogeneity
• Prolonged pitching time and poor mixing gives no precise start-point to fermentation
• Yeast population with heterogeneous physiology
• Possible restrictions on passive transport of nutrients and metabolites and into and out of cells
• Off-line samples are not representative of the whole
• In consistencies in yeast growth, beer yields and fermentation cycle times
Fermentation management
• Ensure consistent and controlled onset – Pitch early and over short time period – Apply mixing as soon as possible to disperse
yeast – Dose oxygen in appropriate quantity and at
appropriate time to regulate yeast growth extent and flavour development
• Could be both pre- and post completion of wort collection
Fermentation management
• Apply forced mixing throughout primary fermentation
• Cease mixing at time suitable for particular yeast strain
• Allow crop to form and remove warm and as soon as possible
• Mixing regime produces more consistent and higher yielding fermentations
• Mixing can be used to increase the efficiency of heat transfer from cooling jackets
Thank you for your attention!





























