Embed Size (px)
Citation preview
Booth Welsh Automation Ltd
Wireless in industrial automation.
June 2010
Contents
June 2010
Booth Welsh Automation Ltd.
3.-4. BWA wireless solutions
5. About Booth Welsh Automation
6. Wireless in Industrial Automation
7. Wireless Today
8.-10. Wireless Instrumentation
11. Future Prospects
12.-13. Case Study 1
14.-15. Case Study 2
16.-17. Case Study 3
June 2010
18. Wireless at Glasgow Caledonian University
2
Booth Welsh Automation Ltd.Wireless Solutions
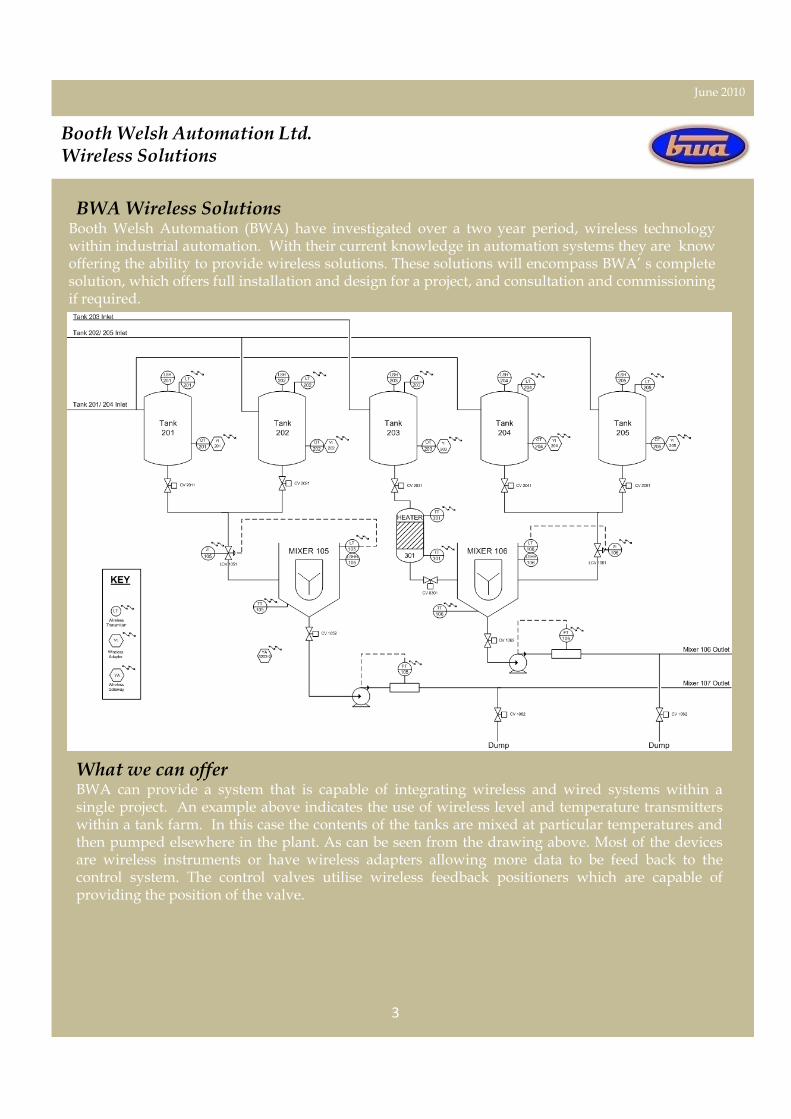
BWAWireless SolutionsBooth Welsh Automation (BWA) have investigated over a two year period, wireless technologywithin industrial automation. With their current knowledge in automation systems they are knowoffering the ability to provide wireless solutions. These solutions will encompass BWA’ s completesolution, which offers full installation and design for a project, and consultation and commissioningif required.
June 2010
3
BWA can provide a system that is capable of integrating wireless and wired systems within asingle project. An example above indicates the use of wireless level and temperature transmitterswithin a tank farm. In this case the contents of the tanks are mixed at particular temperatures andthen pumped elsewhere in the plant. As can be seen from the drawing above. Most of the devicesare wireless instruments or have wireless adapters allowing more data to be feed back to thecontrol system. The control valves utilise wireless feedback positioners which are capable ofproviding the position of the valve.
What we can offer
Introduction To Booth Welsh Automation Ltd.
June 2010
4
BWA is recognised as a leader in the supply ofengineered systems worldwide and asspecialists in control system upgrades andintegration using the most up-to-datetechnology and quality hardware. The secretof success has been controlled growthachieved by quality staff, working in a high-technology business, where they haveprovided a complete solution to a number ofblue chip clients.
BWA consists of five divisions which workcollectively to supply specialists engineeringsolutions to existing and potential customers.This specialist knowledge is spread across sixcontinents within nuclear , pharmaceutical, oil& gas and water industries. It is thecontinuing success and drive within BWAThat has pushed them forward into providingnew technologies which are capable ofdelivering more efficient, lower cost andgreener solutions.

Booth Welsh Automation Ltd.
Wireless in industrial Automation
Wireless is not a new technology and since theinception of Telegraphy by Marconi in theearly twentieth century wireless has becomethe foremost communications technologyused today.Wireless technology has been used within
industrial applications for decades althoughthe applications which they support are ingeneral, low priority and non critical to aplant or factory process. With thedevelopment in wireless networking andremote power sources which have been at theforefront of mobile phone technology, wirelesscan know play a much greater role inindustrial wireless applications.Industrial automation has the potential to
adopt wireless technology for use withinmonitoring and non critical control systems.Utilising industry standards such as ISA100
Wireless technology utilises industry standardprotocols but also adopts commercially readystandards such as IEEE 802.11 (WiFi). Thesestandards offer greater functionality to wiredsystems but also wireless systems increasingrange and mobility of sensor networks. It isencouraging however to realise theinvestment that has been introduced withinwireless manufacturing within industrial
June 2010
5
Utilising industry standards such as ISA100and WirelessHART manufacturers such asEmerson and Honeywell have producedwireless instrumentation allowing remotemonitoring of plant systems.
wireless manufacturing within industrialautomation. And it is these figures whichhave lead BWA to invest in researchingwireless technology and its benefits to itscustomers.
Booth Welsh Automation Ltd.
Wireless to Date
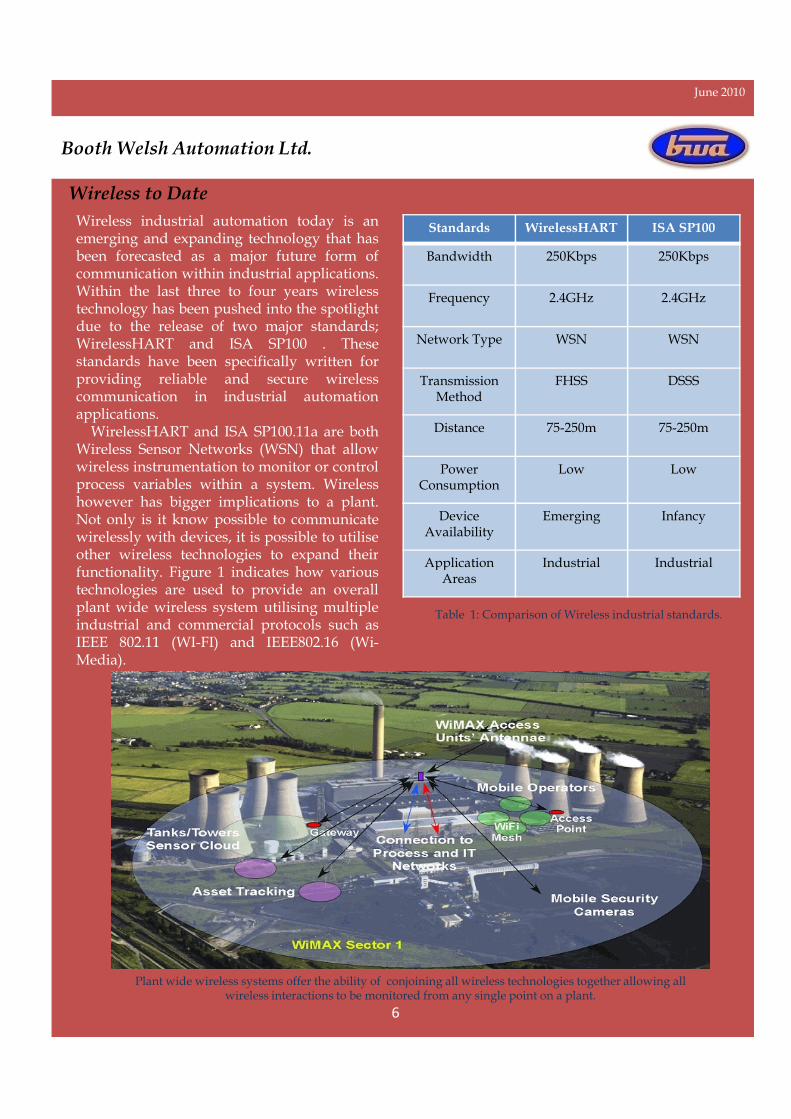
Wireless industrial automation today is anemerging and expanding technology that hasbeen forecasted as a major future form ofcommunication within industrial applications.Within the last three to four years wirelesstechnology has been pushed into the spotlightdue to the release of two major standards;WirelessHART and ISA SP100 . Thesestandards have been specifically written forproviding reliable and secure wirelesscommunication in industrial automationapplications.WirelessHART and ISA SP100.11a are both
Wireless Sensor Networks (WSN) that allowwireless instrumentation to monitor or controlprocess variables within a system. Wirelesshowever has bigger implications to a plant.Not only is it know possible to communicatewirelessly with devices, it is possible to utiliseother wireless technologies to expand their
June 2010
Standards WirelessHART ISA SP100
Bandwidth 250Kbps 250Kbps
Frequency 2.4GHz 2.4GHz
Network Type WSN WSN
Transmission Method
FHSS DSSS
Distance 75-250m 75-250m
Power Consumption
Low Low
Device Availability
Emerging Infancy
Application Industrial Industrial
6
other wireless technologies to expand theirfunctionality. Figure 1 indicates how varioustechnologies are used to provide an overallplant wide wireless system utilising multipleindustrial and commercial protocols such asIEEE 802.11 (WI-FI) and IEEE802.16 (Wi-Media).
Application Areas
Industrial Industrial
Table 1: Comparison of Wireless industrial standards.
Plant wide wireless systems offer the ability of conjoining all wireless technologies together allowing all wireless interactions to be monitored from any single point on a plant.

Booth Welsh Automation Ltd.
Wireless Instrumentation
Several manufacturers already provide wireless instrumentation implemented to thewirelessHART specification which was released in the first quarter 2009. Since then their has beenmany manufacturers who are supportive to this technology and have themselves began toimplement wireless devices for use within industrial applications. The following wirelessinstrumentation are readily available from their respective manufacturers and can be installed andconfigured by BWA.
Emerson Process Management
Smart wireless is Emerson's take on wirelessinstrumentation. Utilising the WirelessHARTstandard Smart wireless is capable ofremotely monitoring process systems on anindustrial plant.To achieve this Emerson produce several
wireless instruments for measuringtemperature, level, pressure flow etc. Theseinstruments are no different from Emersonwired transmitters although they offer smart
June 2010
7
wired transmitters although they offer smartdata and communicate by radio.
Emerson also produce Wireless thums whichare wireless adapters that are installed ontoexisting HART devices. These devicescommunicate smart data back to the systemwirelessly and provide diagnostics data whichcan be useful for identifying transducerdegradation prior to an emerging fault.Along with thum adapters Emerson also
provide wireless valve positioninstrumentation for indication purposes only.These can like the thum be installed onexisting wired control valves formeasurement.
BWA have 2 years of experience working withEmerson's smart wireless systems, and havealready installed prototype equipment at atest site at Glasgow Caledonian University.Smart wireless also uses Emerson AMS
device manager as a asset managementsystem. This tool offers diagnostics on systemperformance.
Emerson wireless THUM adapter
Emerson SMART wireless WSN

Booth Welsh Automation Ltd.
Wireless Instrumentation
Siemens Automation
Siemens automation provide wirelessinstrumentation as well as industrial wirelessLAN devices.Figure 1 show the Scalance W device which
is a zone 2 siemens access point utilising IEEE802.15.4 radios and 802.11b/g/n protocols(WiFi). Scalance systems have grown sincetheir initial development in 2005 in whichrapid roaming techniques and antennadiversity have been modified to providegreater functionality. Rapid roaming itself hasoffered the user the capability of emplacing aScalance AP on a moving system andcommunicating within specified control times.This has been very successful in many slipring applications where wear of the bearingsand cable within a wired solution have beencostly. Figure 2. Sitrans Pressure and Temperature transmitters
June 2010
8
costly.Unlike the Sitrans wireless transmitters the
Scalance AP is used to transmit and receiveradio and convert the signal to profibus orprofinet which can be forwarded to the PLC orremote I/O.
Figure 2. Sitrans Pressure and Temperature transmitters
Figure 1. Sitrans Wireless Adapter and Scalance W AP
Siemens alternatively produce the Sitrans rangeof wireless transmitters and adapters (Fig 1 andFig 2). Like Emerson's smart wireless systemSiemens have implemented the WirelessHARTprotocol within their sitrans transmitter range.Currently they have only Wireless Temperatureand Pressure transmitters that conform to thewirelessHART spec but they also have anadapter which has the same functionality as theEmerson Thum. The Wireless transmitterscurrently communicate with a wireless gatewayand do not communicate with the Scalance W.however due to the nature of the Scalance Wsystem and the antenna diversity it maintains, itis likely to be able to communicate withWirelessHART and IEEE 820.11 g/b.
BWA are currently a Siemens solutions provider and have worked very closely with many customers inproviding Siemens solutions. With this new technology BWA are ever more wiling to provide wirelesstechnology t o their customers bringing more competent solutions for any application.

Booth Welsh Automation Ltd.
Wireless Instrumentation
Honeywell One Wireless
Honeywell unlike Siemens and Emerson haveconstructed their wireless instrumentation tothe ISA 100.11a wireless standard. The mainreason for this is to meet the demands of theircustomers, and in particular Exxon Mobile.There are very subtle differences as can beseen from Table 1 between WirelessHART andISA SP100 and probably the most notable isthe incompatibility between the two. Thisreally means customers must choose one orthe other rather than utilising both.Honeywell produce a range of wireless
devices for pressure , temperature, level, flowas well as several wireless level positionersand gauge readers. Communicating using theISA SP100.a specification the transmitterscommunicate with the Honeywell onewireless multinode (AP) which is then feed to
June 2010
9
wireless multinode (AP) which is then feed tothe control system using Modbus, TCP/IP orOPC. The wirelessHART multinode alsoutilises the IEEE802.11 b/g standard allowingthe One wireless system to communicate withLocal IT systems.
Honeywell One Wireless transmitters and multinode
Honeywell Onewireless also allows the fullcompatibility with other ISA SP 100standards. To date only SP100.11a is the onlyspecification that has been released, althoughthere are multiple ISA subgroups working onother areas such as wireless backhaul andRFID. These workgroups however provide anadvantage to ISA SP100.a users by allowingmultiple types of wireless solutions on a plantto communicate using the same protocol. Thisallows for smoother and faster communicationfrom system to system. It also reduces theamount of hardware that would be neededwhen using different protocols.
BWA have two years of experience in testing wireless systems and are familiar with bothWirelessHART and ISA SP 100.11a devices. With BWA, wireless solutions will be applied specifically towhat the client needs and can incorporate instrumentation, RFID, Wireless backhaul and more. It isBWA’s intention to further advance their knowledge in this technology making them one of the mostexperienced wireless solution providers in the UK.

Booth Welsh Automation Ltd.
Future Prospects
Pepperl and Fuchs (P&F), Endrass and Hauser(E+H) and ABB also produce wirelessinstrumentation which conform to theWirelessHART specification. (P&F) arecurrently the only supplier from the abovewho currently provide wirelessinstrumentation. Endrass and Hauser arecurrently developing this technology with theprospect of producing devices by late 2010early 2011. ABB also have currently taken abackseat and have to date only produced awirelessHART adapter similar to theEmerson and Siemens adapters. Theycurrently are driving this adapter for allHART devices and are set to produce wirelessinstrumentation in the near future.As for ISA SP100.11a the standard was only
released late 2009 and this has lead manymanufacturers to hold off . Honeywell are
June 2010
Pepperl & Fuchs Wireless adapter , gateway and temperature transmitter.
10
manufacturers to hold off . Honeywell arecurrently the only major manufacturer whohave implemented the ISA SP100.11a intotheir instrumentation. Other potentialcompanies who are likely to do this are TexasInstruments, Yokogawa, RockwellAutomation, Fresscale and Apprion tomention a few.Unfortunately it is likely the ongoing battle
between WirelessHART and ISAAP100 willcontinue for the time being. This has reallyarisen from end users specifically BP forwirelessHART and Exxon Mobile for ISASP100.a forcing the technology to purposelyachieve their own targets.The future proposals for wireless are of yet
unclear but it is certain that this technologywill continue to grow. With Emerson alreadyachieving 1500 installations across the globeand with Honeywell pushing 600 it is clearthat there is a market for these systems.

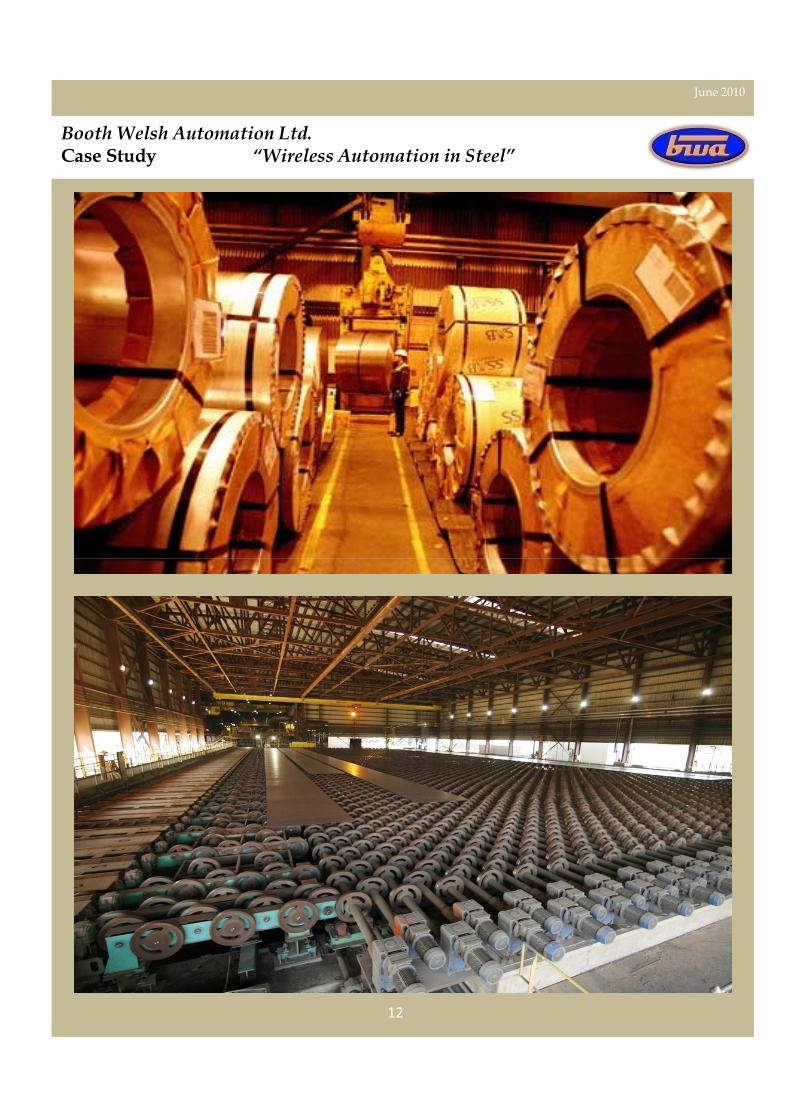
Booth Welsh Automation Ltd.Case Study “Wireless Automation in Steel”
This case study is of a Siemens system implemented by Siemens into a world leading steelmanufacturer SSAB Svenskt Stal. SAAB are a leading provider of specialist steel productsworldwide and produce Steel sheets of varying dimensions.
June 2010
11
SSAB Svenskt Stal used Siemens pofibus andwireless I(WLAN) communications tocommunicate with a new autonomous systemthat would be emplaced as a safer and moreefficient carriage system. The existing forkliftswere removed and replaced with ceilingmounted crab cranes.
Solution
SSAB Svenskt Stal have a warehouse inBorlange where they store and transport largesteel coils between several buildings forpowder coating/ painting or dispatch. Totransport these coils tall forklifts were used tomove the steel coils stacks between buildings.This proved to be time and money consumingand has lead to several personal injuries duringthe movement of the stacks.
ProblemThese crab cranes moved in conjunction withautomated stackers and cross transporters formoving between storage locations.The solution utilised siemens technology to
communicate between the crane, storage andsafety systems that are operating in thewarehouse. This was done by using wireless(IWLAN) products to communicate betweenthe stackers and the transporters so that thesystem would know where to move therelevant coils and by what route. The wirelesssolution greatly reduced price and was a muchmore practical solution for this type ofapplication.
Booth Welsh Automation Ltd.Case Study “Wireless Automation in Steel”
June 2010
12

Booth Welsh Automation Ltd.Case Study “Temperature profiling and Tank level measurement”
They installed and commissioned a SmartWireless solution at its expansive ChemicalDivision facility in Lake Charles Louisiana.The production installation follows field trials
Solution
PPG needed a cost-effective and reliablesolution to enable them to monitor variousareas of a vast 765 acre plant which is densewith pipes, buildings and equipment.
Problem
PPG industries is one of the worlds leadingcoatings and speciality products & servicescompanies. They supply to commercial andindustrial customers and transportationmarkets and aftermarkets. As part of theirproduction processes they need to passmaterials throughout their plant. Theyexperienced problems in installing varioustransmitters within part of their site andneeded a solution that would deliver reliablesignals back to their control room.
June 2010
13
The production installation follows field trialsof Emerson’s self-organizing wirelessnetworks conducted by a PPG cross-functionalprocess and corporate IT personnel team. Theteam verified the reliability and coexistenceperformance of the network, and alsodeployed it in the plant.The plant’s Smart Wireless network uses tenwireless Rosemounttransmitters for pipeline and steam headertemperature measurement which enablesoperators to watch for cold spots and adjuststeam throughput.PPG also commissioned eight wirelessRosemount transmitters on the self-organizingmesh for tank level measurements to providebackup of primary radar level measurements,helping ensure level control.

Booth Welsh Automation Ltd.Case Study “Temperature profiling and Tank level measurement”
PPG estimates installation costs for wired instruments that include near $20 per foot for wiring andconduit. These wireless measurements have the potential to increase process reliability and providelow-cost redundant measurement. PPG is using wireless to make operational improvements bycapturing and using new data, and is also anticipating cost advantages.
Results
June 2010
14

Booth Welsh Automation Ltd.Case Study “Data Reliability at Tata Chemicals”
Tata considered several vendors for a wirelesssolution and ultimately chose Honeywell’sOneWireless because of the solution’s robustfeatures, as well as Honeywell’s proven trackrecord with other solutions at the company’schemical plants, including Honeywell’s Experion®Process Knowledge System (PKS) and fieldinstruments.Honeywell’s OneWireless network is an industrialwireless mesh network that extends the processcontrol network into the field to deliverapplications that improve plant efficiency,reliability and safety. The wireless mesh network isformed with industrial wireless nodes, calledmultinodes, that self-discover to create anindustrial mesh network within seconds.
Tata installed OneWireless solutions at theMithapur cement plant. The implementationincluded wireless transmitters, gateway withSMPS and Lantronix converter. It also included
Solution
Tata was facing data accessibility challenges in thecement plant control room tapping signals from
Problem
Tata Chemicals Limited is India’s leadingmanufacturer of inorganic chemicals. It alsomanufactures fertilizers and food additives.Incorporated in 1939, the company has an annualturnover of over Rs 5,800 crore and is part of the$28.8 billion Tata Group, India’s foremost businessconglomerate.Tata Chemicals operates the largest and mostintegrated inorganic chemicals complex in India atMithapur in Gujarat, a state in western India.Mithapur has four main product groups: soda ash,chloro-caustic group, marine chemicals and salt,and cement. A pioneer and market leader in thebranded, iodized salt segment, the companymanufactures salt that has the highest purity level inthe country. It is also among the largest producersof synthetic soda ash in the world
June 2010
15
SMPS and Lantronix converter. It also includedserial interface card and FTA communicationassembly for communication with the controlsystem.Since implementing the OneWireless solution, datais accessible and accurate due to the signal’sreliability. Tata now taps transmitter signals fromremote locations and bypasses the entire looping ofsignals through different communication modules.The streamlined process saves money byeliminating the need for costly instrumentationcable. Maintenance and troubleshooting aresimplified, saving labour expense.
cement plant control room tapping signals fromremote process control areas and other distantlocations, including the gas scrubber. The longdistance made maintenance and troubleshooting ofthe signal that much tougher for engineers.Tata needed a wireless solution to extend its
control network securely to remote locations thatwould also provide seamless communication withexisting control applications.
Figure 1. Honeywell One Wireless Pressure Transmitter at Tata Chemicals.
Booth Welsh Automation Ltd.Case Study “Data Reliability at Tata Chemicals”
Since implementing OneWireless, Tata can now reliably tap transmitter signals from remote locations andbypass the entire looping of signals. The company has gained improved data accessibility and reliability, andhave cut the costs of expensive instrumentation cables. Other benefits include:• Improved safety and compliance• Decreased installation, operational and maintenance costs• Control network can securely access remote locations• Increased reliability and improved production efficiency through more accurate data enabling betterdecision making• Reduced maintenance requirements compared to wired transmitter alternative
Results
June 2010
16
Booth Welsh Automation Ltd.
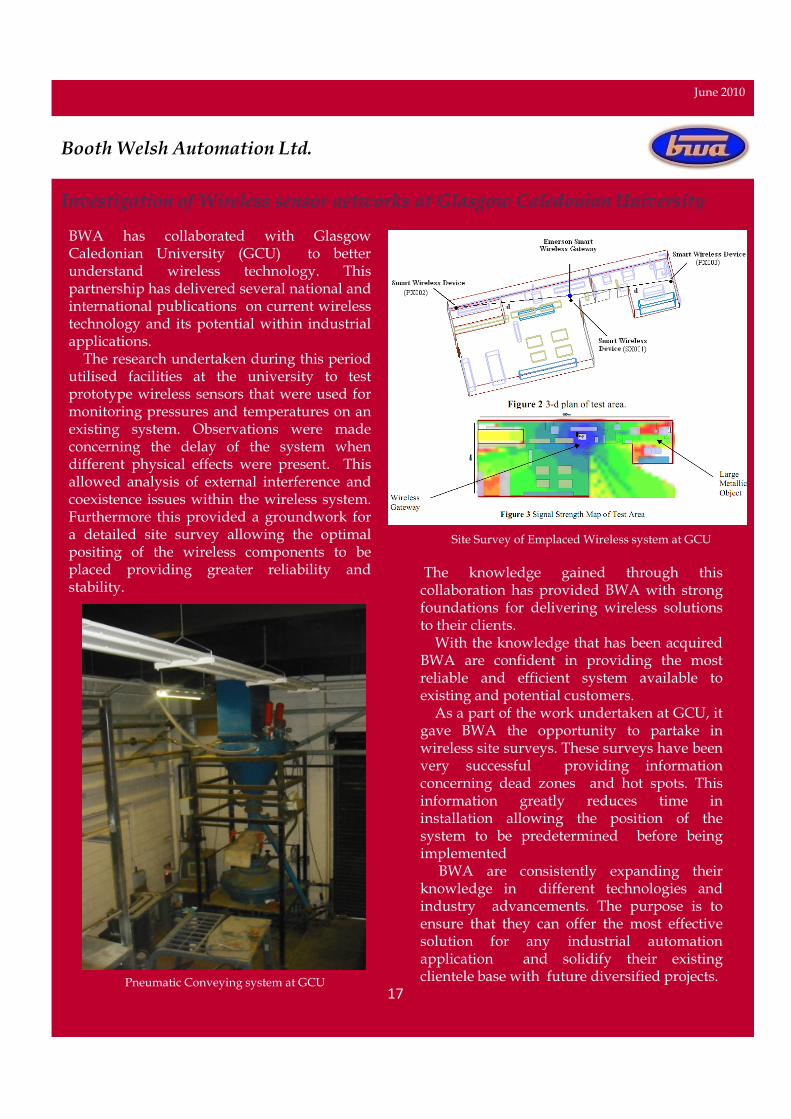
BWA has collaborated with GlasgowCaledonian University (GCU) to betterunderstand wireless technology. Thispartnership has delivered several national andinternational publications on current wirelesstechnology and its potential within industrialapplications.The research undertaken during this period
utilised facilities at the university to testprototype wireless sensors that were used formonitoring pressures and temperatures on anexisting system. Observations were madeconcerning the delay of the system whendifferent physical effects were present. Thisallowed analysis of external interference andcoexistence issues within the wireless system.Furthermore this provided a groundwork fora detailed site survey allowing the optimalpositing of the wireless components to be
Investigation of Wireless sensor networks at Glasgow Caledonian University
June 2010
Site Survey of Emplaced Wireless system at GCU
17
positing of the wireless components to beplaced providing greater reliability andstability.
The knowledge gained through thiscollaboration has provided BWA with strongfoundations for delivering wireless solutionsto their clients.With the knowledge that has been acquired
BWA are confident in providing the mostreliable and efficient system available toexisting and potential customers.As a part of the work undertaken at GCU, it
gave BWA the opportunity to partake inwireless site surveys. These surveys have beenvery successful providing informationconcerning dead zones and hot spots. Thisinformation greatly reduces time ininstallation allowing the position of thesystem to be predetermined before beingimplemented
BWA are consistently expanding theirknowledge in different technologies andindustry advancements. The purpose is toensure that they can offer the most effectivesolution for any industrial automationapplication and solidify their existingclientele base with future diversified projects.Pneumatic Conveying system at GCU

BWA Current Deployment
June 2010
Booth Welsh Automation Ltd.
June 2010
18
Current BWA Deployment percentages for existing long term customers.
Current BWA deployment percentages by Industry.
Booth Welsh Automation Ltd.
June 2010
19
Booth Welsh Automation Ltd1st AvenueStevenston Industrial EstateStevenstonAyrshire KA20 3LRUnited KingdomTel: +44 (0)1294 605123Fax: +44 (0)1294 605555Email: [email protected]