JOHNSON MATTHEY, INC.Gas Turbine Simple Cycle SCR/CO
SystemsPresented to McIIvaine CompanyBy Bob McGinty
Johnson Matthey Plc British Company - Founded in 1817 Traded on
the London Stock Exchange Member of the FTSE 100 8,500 Employees
Operating in 30 countries Stationary Emissions Control Group (SEC)
a division of Emission Control Technologies (ECT) SEC MISSION
Provides catalyst or catalyst-based systems to reduce gaseous
emissions and particulate matter from stationary, locomotive, and
marine engines, as well as turbines, boilers, and a wide range of
industrial processes.
Selective Catalytic Reduction (SCR) Systems
Principles of Operation and Process Considerations
Selective Catalytic Reduction (SCR) Systems Simplified Emission
Control Chemistry
Selective Catalytic Reduction 4 NH3 + 4 NO + O2 4 N2 + 6 H2O 4
NH3 + 2 NO2 + O2 3 N2 + 6 H2O Carbon Monoxide Reduction 2 CO + O2 2
CO2 2 C6H14 + 19 O2 12 CO2 + 14 H2O
Components of Gas Turbine Catalytic System
I. II. III. IV. V. VI. VII. VIII. IX.
Schematic of system components NH3 tank, forwarding pumps and
control NH3 vaporization skid and control NH3 injection grid
arrangement and design SCR catalyst reactor design considerations
CO catalyst Quench (Cooling) air system Cold flow modeling
Constructability lowest supplied vs. lowest installed cost
I. SCR System Components
SCR Reactor CO Reactor
Stack
Ammonia Storage Tank
Ammonia Pump Skid Ammonia Injection Grid Quench Air Injection
Ammonia Vaporizing Skid
II. NH3 Tank, Forwarding Pumps and Control
Storage tank, instrumentation, safety relief valves and excess
flow check valve. Access ladder, platform & containment Aqueous
ammonia Aqueous ammonia (19 % or 29% solution) Design pressure
30-50 PSIG Typical truck delivery quantity - 6,000 gallons
Pump skid Forwarding pumps (usually 2 x 100%) Minimum-flow &
recirculation system Inlet manifold vapor vent & return
II. NH3 Tank, Forwarding Pumps and Control
Storage tank, instrumentation, safety relief valves and excess
flow check valve. Access ladder and platform may not be required
Anhydrous ammonia Anhydrous ammonia (99.5 purity) Pressurized
storage tanks (250-300 PSIG design) Most economical source of
ammonia In situ vaporization (pumps not required) Minimal heating
requirement (low parasitic power load)
Issues to consider May require deluge system (fire fighting)
Permitting challenges depending on county Pressurized storage
vessel
II. NH3 Tank, Forwarding Pumps and Control Aqueous Ammonia
System
II. NH3 Tank, Forwarding Pumps and Control Anhydrous Ammonia
System
III. NH3 Vaporization Skid and Control
Ammonia vaporization/mixing skid components include:Aqueous
ammonia systems Vaporizer and electric or hot flue gas heating
Piping, controls and layout - Anhydrous ammonia systems Simplicity
requires control valve and carrier air at low pressure - All:
Control logic - Programmable Logic Controller (PLC) or DCS. Safety
considerations
III. NH3 Vaporization Skid and Control Electric Heated
Vaporizing Skid
III. NH3 Vaporization Skid and Control Recirculated Flue Gas
(RFG) Heated
III. NH3 Vaporization Skid and Control Anhydrous Vaporizing
Skid
IV. NH3 Injection Grid Arrangement and Design AIG Components
Modeling (NH3 distribution) Balancing manifolds Balancing valves
and flow elements Injection lances Nozzle sizing and spacing
IV. NH3 Injection Grid Arrangement and Design Ammonia Injection
Grid Duct Section Installation
IV. NH3 Injection Grid Arrangement and Design Ammonia Vaporizer
Skid & AIG Piping
V. SCR Catalyst Reactor Design Considerations Typical Catalyst
Media, Module & Test Coupons
V. SCR Catalyst Reactor Design Considerations SCR CATALYST
SELECTION CRITERIA Service life (customer requirement) Exhaust gas
temperature Turbine exhaust NOX levels Required NOX removal
Pressure loss allowance
Ammonia slip Catalyst temperature Reactor duct configuration
Flue gas flow distribution Flue gas temperature distribution
NH3/NOX distribution
Volumetric flow rate
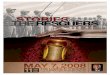
V. SCR Catalyst Reactor Design Considerations TEMPERATURE vs.
CATALYST ACTIVITY
Typical Catalyst Activity(As a function of temperature)100 95 90
85 80Approx Activity %
High Temperature Catalysts
75 70 65 60 55 50 45 40 35 30 200 300 400 500 600 700 800 900
1000 1100 1200
Low Temp Catalysts
High High Temp Catalysts
Conventional Catalysts
Operating Temperature Deg F
V. SCR Catalyst Reactor Design Considerations
Design Considerations: Seismic and wind loads Thermal growth
Catalyst support Accessibility (Internal and external components)
Thermal insulation Extent of prefabrication Constructability
V. SCR Catalyst Reactor Design Considerations
Catalyst system considerations include: Catalyst module support
Sealing and retention Catalyst sample coupons Catalyst deactivation
Flue gas flow and distribution Catalyst cleaning
VI. Carbon Monoxide Catalyst
Platinum or other based promotes CO to CO2 oxidation. Consists
of corrugated metallic foils or ceramics cells to provide high
surface area per cu. ft. of catalyst. Oxidation occurs on surface
of catalyst. Pressure drop is directly dependent on compactness and
catalyst depth.
VII. Quench (Cooling) Air System Turning Vain/Duct
Installation
VII. Quench (Cooling) Air System 3 x 100% Fan Arrangement
VIII. Cold Flow Modeling Cold flow modeling is a core method of
determining complex flow fields. Cold flow modeling involves the
design and fabrication of a Plexiglas model at a suitable scale to
geometrically duplicate the full-scale turbine. A scale of 12:1 is
generally used and replicates the flow field from the gas turbine
exhaust diffuser through the stack. Applicable gas turbine diffuser
swirl angle, exhaust plenum, ductwork sections, including turning
vanes, airfoils, duct dampers, perforated plates, cooling air
injection ports, ammonia injection grid, catalyst and all
identifiable structures are geometrically duplicated. These
appurtenances are introduced in various stages of the modeling in a
methodical process. After documenting the base flow conditions,
static mixing devices are introduced to the model to balance flue
gas distribution at turbine firing rates. Quantitative evaluation
of the modeling success is provided by the results of the modeling
itself. Flow distribution before and after installing static mixing
devices is compared to document the improvement achieved. Since the
before and after measurements are both obtained in the model, they
are directly comparable Cold flow modeling provides highly reliable
data because it is based on actual flow conditions generated by the
subject equipment on a scaled basis. Various parameters are
introduced to replicate the variable actually encountered in normal
operations. These variables include flow field variation from the
turbine operation and cooling air injection array.
VIII. Cold Flow Model Simple Cycle Turbine
IX. Construction - Lowest Supplied/Installed Cost PANEL ASSEMBLY
LOWEST SUPPLIED COST
IX. Construction - Lowest Supplied/Installed Cost SEMI-MODULAR
BALANCED COST
IX. Construction - Lowest Supplied/Installed Cost MODULAR LOWEST
INSTALLED COST
Simple Cycle SCR/CO Installation
Thank you for your time Please feel free to contact us for your
emission control needs (800) 800-3950 www.johnsonmatthey.com