Embed Size (px)
Citation preview

HUGHES PROPRIETARY
by
Bob (Abbas) Youssef
Hughes Networks SystemsOctober 9, 2008
DFMEA Training Workshop

HUGHES PROPRIETARY
FMEA Workshop Agenda
1. What is, History, and Why develop FMEA?
2. FMEA as a design tool.
3. FMEA development Process according to the automotive
industry standards [AIAG standard (US Automotive Industry
Action Group] and [VDA standard (German and Europeans
Standard)]
4. Management role and responsibility
5. What is required of team members to contribute to the FMEA
development process
6. Hockenheim project FMEA Example/Exercise
7. Silverstone project FMEA example/exercise.
8. Wrap Up with Q & A.
HUGHES PROPRIETARY
What is FMEA?
• Failure Mode and Effect Analysis is an
analytical methodology used to ensure that
potential problems have been considered
and addressed throughout the product and
process development process.
• Two types of FMEA, Design and Process.
Both are designated by:
– Design Failure Mode and Effect Analysis (DFMEA)
– Process Failure Mode and Effect Analysis
(PFMEA)

HUGHES PROPRIETARY
History
• NASA developed the FMEA methodology for the
Apollo project.
• Aviation, Aerospace, and Nuclear technology adopted
and applied the FMEA methodology.
• Then, the automotive industry adopted the FMEA
methodology to meet its quality challenges. And
therefore, the automotive suppliers are required to
develop DFMEA and PFMEA for their subsystems
and/or components.
• DFMEA is required and is not an option.
• FMEA methodology is extensively used worldwide.
• FMEA is also used in non-manufacturing areas.

HUGHES PROPRIETARY 5
Why Develop FMEA?
• Identify potential failure modes, their effects
• Prioritize risks associated with specific causes
• Identify ways of eliminating or reducing the specific
causes
• Use it as a design tool for design change and
product improvement.
• Identify key products characteristics, Critical
characteristics
• Identify key process characteristics

HUGHES PROPRIETARY 6
Why Develop FMEA?
• Allows the engineer to develop prevention control and
detection control early on in the product development
process.
• Document the control plan
• Improve product launch with fewer failures
• Improve quality, reliability, and safety of product
• $$$$ Reduce warrantee cost and improve company
bottom line $$$.
• It is complementary to the process of defining what
a design or process must do to satisfy the customer.
• Most importantly Improve customer satisfaction

HUGHES PROPRIETARY
FMEA as a Design tool
• FMEA must be and is best developed “before-the-event”
not “after-the-event.”
• Ideally, the Design FMEA process should be initiated in the
early stage of the design.
• The Process FMEA is best initiated before tooling or
manufacturing equipment is developed or purchased.
• In both FMEA types, if potential failure is identified, it
allows the engineer to change the design, the process, the
equipment without major cost commitment upfront.
• One of the FMEA result is the documentation of the
collective knowledge of cross-functional teams.

HUGHES PROPRIETARY
FMEA as a Design tool
• A major part of the Evaluation and analysis is the assessment of
risk and the discussion conducted regarding the design
(product/process) and the review of the functions and any
changes in the application and the resulting risk of potential
failure.
• FMEA identifies severity of the effect of a potential failures and
to provide an input to mitigating measures and controls to
reduce risk.
• Control Actions and countermeasures are outputs of the FMEA
and determined by Risk Priority Number (RPN)
• Simply if used as a design tool, it is worth the
investment

HUGHES PROPRIETARY
FMEA as a Design tool
When must we create DFMEA?
• Initial within 90 days of “selection”.
• Revised submitted 12 weeks prior to tooling release.
• Revise after ED testing based on failures.
• Revise during DV testing if there are failures.
• Revise after PV testing if there are failures.
• DFMEAs are “continuous improvement” tools which means they are “in progress” continuously during the project.

HUGHES PROPRIETARY
AIAG Standard
1. Identify Functions requirements and
Specifications (inputs)
2. Identify Potential Failures
3. Identify Effects of each Failure Mode
associated with the inputs,
4. Identify Potential Causes of each Failure
Mode
5. Identify Current Controls (Preventive and
Detection) of the causes
6. Identifying and Assessing Risk
1. Assign Severity, Occurrence and Detection
ratings to each Cause
2. Calculate (RPN) Risk Priority Number
7. Determine Recommended Actions to reduce
High RPN’s
8. Take appropriate Actions and Document
results of countermeasures
9. Recalculate RPN’s
VDA StandardStep 1: Draw up system elements and system structure tree
(system elements)
Step 2: Depict functions and function structure (Function tree)
Step 3: Perform failure analysis (Failure Nets)
– A failure analysis must be performed for each system
element
– The potential failure Causes are the conceivable
malfunctions of the lower SEs.
– The potential Effects of each Failure Mode associated with
the inputs.
– Identify Current Controls (Preventive and Detection) of the
causes
Step 4: Carry out RISK Assessment
– Assign Severity, Occurrence and Detection ratings to each
Cause
– Calculate (RPN) Risk Priority Number
Step 5: Perform Optimization
– Determine Recommended Actions to reduce High RPN’s
– Take appropriate Actions and Document results of
countermeasures
– Recalculate RPN’s
Process Steps To Complete FMEA
Always document, review and update the latest revision of FMEA document
(It is a live dynamic document).

HUGHES PROPRIETARY
Management Role is to Identify the TEAM
• *KEY* Create a cross-functional team (all areas of engineering,
quality, verification and validation testing, process and
manufacturing, program management)
• Appoint a team leader that would work as a facilitator as well
recommended.
• *KEY* Identify and appoint subject matter experts to
participate, consult, and lead the design change efforts if
needed.
• Empower the team to make recommendations and
countermeasures corrective actions to design changes,
prevention and detection controls.

HUGHES PROPRIETARY
FMEA development Process according to the automotive industry standards
• Team Members Roles and Responsibilities – Team leader will facilitate the discussion and maintain the team
discussion focused on the issue.
– Identify a scriber to help document the outcome of the
discussion
– Team members must encompass the necessary knowledge on
the subject.
– This is a data driven activities, each SME brings design
documents, schematics, bench test results, CAE analysis results,
components specifications, functional requirements, test
requirements and capabilities, Bill of Materials, and of course
cooperation and professional spirit.
– Lead engineers are to follow up and lead the efforts to implement
the recommended actions.

HUGHES PROPRIETARY
FMEA development Process according to the automotive industry standards
• SCOPE
– *KEY* Before the FMEA can begin, a clear understanding of
what is being evaluated must be determined.
– The scope of the FMEA defines the boundaries of the FMEA
analysis.
– Define the Customer
• End User ( Driver, passenger, etc)
• OEM assembly and manufacturing facilities
• Supply chain manufacturing facilities
• Government Regulators
– The scope of the DFMEA is the TCU and its
interface with the vehicle.

HUGHES PROPRIETARY
FMEA development Process according to the automotive industry standards
For DFMEA – Boundary diagram
– P diagram,
– Interface diagrams
– Block diagram
– Schematics
– Drawings, Bill of Materials
– Compliance testing
capabilities
– Assembly Sequence
For PFMEA – Boundary diagram
– P diagram,
– Interface diagrams
– Block diagram
– Schematics
– Drawings, Bill of Materials
– Assembly sequence
– Process Flow
– Testing Capabilities
Information Needed:

HUGHES PROPRIETARY
Function Structure and Boundary Diagrams
CustomerVehicleEnvironmentNoise
Noise
Expand this Block
• Failures modes are typically manifest at interfaces
• Understanding how the parts of the system interface is key
to defining the failure modes
• Failure mechanisms can be either at boundaries or within
blocks

HUGHES PROPRIETARY
Failure Modes
Identify the failure modes by asking
“What can go wrong” with each function.
Failure modes generally fall in one of the following 4
categories:
• No Function
• Partial/Over/Degraded Function
• Intermittent Function
• Unintended Functions

HUGHES PROPRIETARY
Examples
• Failure mode is a technical mechanism
that will cause an effect on a user.
– LED driver device fails
• An instrument panel warning light is on when
not supposed to be on.
• The light is not on when it should be on.
• The light is on when it’s supposed to be, but is
dim and hard to see.

HUGHES PROPRIETARY
Potential Effect(s) of Failure
Identify the potential effects by asking “If this Failure Mode happens, what will be the consequences” on:
The operation, function, or status of the item’s subcomponents?
The operation, function, or status of the next higher assembly?
The operation, function, or status of the system?
The operation, drive-ability, or safety of the vehicle?
What the customer will see, feel, or experience?
Compliance with government regulations?

HUGHES PROPRIETARY
What Effect does the mechanism have on the customer?
SPECIAL ATTENTION:
Potential Effect(s) of Failure are defined as the effects of the Failure Mode on the function, as perceived by the
customer
Describe the effects of the failure in terms of what the customer might notice or experience. Remember that the customer may be an internal customer as well as
the ultimate end user.
State clearly if the function could impact safety or noncompliance to regulations.
The effects should always be stated in terms of the specific system, subsystems, or component being
analyzed.

HUGHES PROPRIETARY
How severe is the failure?
For each failure mode listed on the FMEA we also include a Severity rank in Col. 4:
• In cases with multiple effects per failure mode, select the effect with the most Serious rank.
• A reduction in Severity ranking can be effected only through a design change.

HUGHES PROPRIETARY
DFMEA Suggested Severity Evaluation Criteria
Effect Criteria: Severity of Effect Defined Rank
Potential Failure mode affects safe vehicle operation and / or involves
noncompliance with government regulation WITHOUT warning.10
Potential Failure mode affects safe vehicle operation and / or involves
noncompliance with government regulation WITH warning.9
Loss of primary function (vehicle operable, but comfort / convenience functions
inoperable)8
Degradation of primary function (vehicle operable, but comfort / convenience
functions at reduced level of performance)7
Loss of secondary function (vehicle operable, but comfort / convenience
functions inoperable)6
Degradation of secondary function (vehicle operable, but comfort / convenience
functions at reduced level of performance)5
Appearance or Audible noise, vehicle operable, item does not conform and
noticed by most customerss (75%).4
Appearance or Audible noise, vehicle operable, item does not conform and
noticed by many customerss (50%).3
Appearance or Audible noise, vehicle operable, item does not conform and
noticed by discriminating customerss (<25%).2
No Effect No effect. 1
Failure to
meet safety
and/or
Regulatory
Requirement
s
Loss or
Degradation
of Primary
Function
Loss or
Degradation
of Secondary
Function
Annoyance
HUGHES PROPRIETARY 22
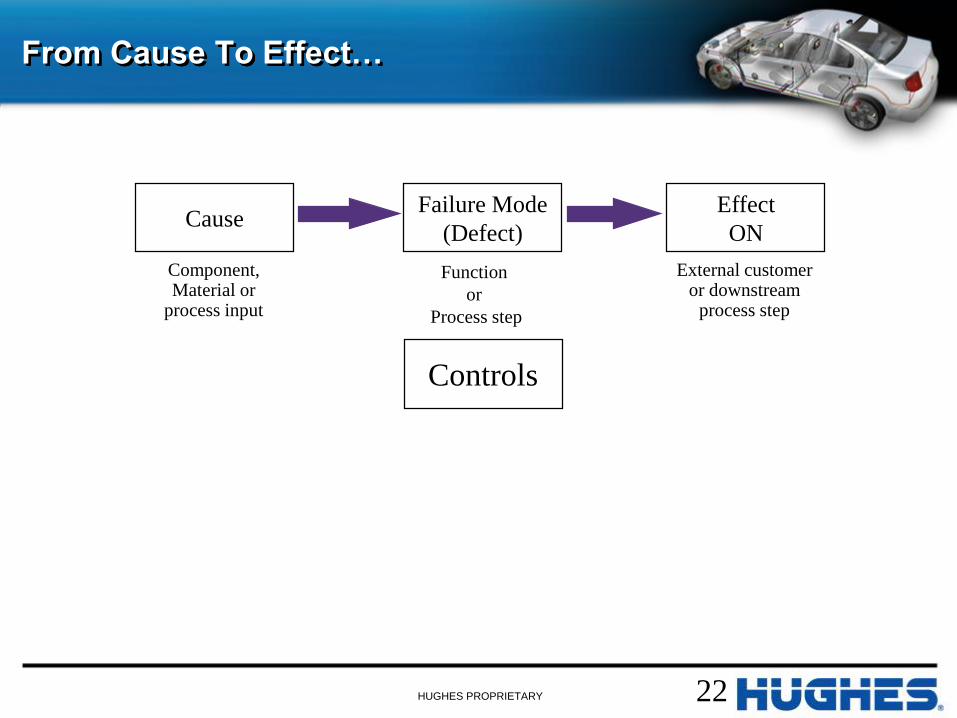
From Cause To Effect…
External customer or downstream
process step
Cause
Function
or
Process step
Component, Material or
process input
Failure Mode
(Defect)
Effect
ON
Controls

HUGHES PROPRIETARY
Occurrence Rating
• The likelihood that a specific Cause/Mechanism will
occur during the design life, or the probability that a
failure mechanism will be active, is represented by the
Occurrence number.
• Estimate the likelihood of Occurrence on a 1 to 10 scale.
In determining this estimate, questions such as the
following should be considered:
– Has an engineering analysis (e.g., reliability) been used to
estimate the expected comparable Occurrence rate ?
– Has a reliability prediction been performed using
analytical models to estimate the Occurrence rating?

HUGHES PROPRIETARY
DFMEA Occurrence Evaluation Criteria
Probability of Failure
3rd
editionPossible
Failure Rates
RankingPossible Failure
RatesRanking
Likelyhood of
Failure
Very High: 1 in 2 10 1 in 10 100k PPM 10 Very High
Failure is almost inevitable 1 in 3 9 1 in 20 50k PPM 9
High: Generally associated with
processes similar to previous1 in 8 8 1 in 50 20k PPM 8
processes that have often failed 1 in 20 7 1 in 100 10k PPM 7
Moderate: Generally associated with
processes similar to1 in 80 6 1 in 500 2k PPM 6
previous processes which have 1 in 400 5 1 in 2,000 500 PPM 5
experienced occasional failures, but
not in major proportions1 in 2,000 4 1 in 10k 100 PPM 4
Low: Isolated failures associated
with similar processes1 in 15,000 3 1 in 100k 10 PPM 3
Very Low: Only isolated failures
associated with almost identical
processes
1 in 150,000 2 1 in 1M 1 PPM 2
Remote: Failure is unlikely. No
failures ever associated with almost
identical processes
1 in 1,500,000 1Failure is eliminated
by Prevention control1 Very Low
Low
Moderate
High
3rd edition 4th Edition

HUGHES PROPRIETARY 25
Detection Scores At Various Levels Of The Process
Material or process input
Prevention Detection Detection Detection
Det = 1 Det = 3 Det = 7 Det = 10
External customer or downstream
process step
Cause
Process StepMaterial or process input
Failure Mode
(Defect)Effect
Controls

HUGHES PROPRIETARY
DFMEA Suggested Detection/Prevention Evaluation Criteria
Opportunity for
Detection
Criteria: Likelihood the existence of a defect will be detected by test content before product
advances to next or subsequent process
Detection Rank
No Detection
Opportunity
No current design control; Cannot detect or is not analyzed Almost
Impossible
10
Not Likely to
detect at any
stage
Design analysis/detection control have a weak detection capability; Virtual (i.e. CAE, FEA) is not
correlated to expected actual operating conditions
Very
Remote
9
Post Design
Freeze and prior
to launch
Product verification/validation after design freeze and prior to launch with PASS/FAIL testing (Subsystem
or system testing with acceptance criteria such as ride and handling, shipping evaluation, etc.)
Remote 8
Product verification/validation after design freeze and prior to launch with test to failure testing
(Subsystem or system testing until failure occurs, testing or system interactions etc.
Very Low 7
Product verification/validation after design freeze and prior to launch with Degradation testing (Subsystem
or system testing after durability test, e.g. function check)
Low 6
Prior to design
Freeze
Product validation (reliability testing, development or validation tests) prior to design freeze using Pass/Fail
testing (e.g. acceptance criteria for performance, function checks, etc.).
Moderate 5
Product validation (reliability testing, development or validation tests) prior to design freeze using test to
failure (e.g. until leaks, yields, cracks, etc.).
Moderately
High
4
Product validation (reliability testing, development or validation tests) prior to design freeze using
Degradation testing (e.g. data trends, before/after values, etc.).
High 3
Virtual Analysis
Correlated
Design analysis/detection controls have a strong detection capability. Virtual analysis (e.g. CAE, FEA, etc.)
is highly correlated with actual or expected operating conditions prior to design freeze.
Very High 2
Detection not
applicable;
failure
prevention
Failure cause or failure mode cannot occur because it is fully prevented through design solutions (e.g.,
proven design standard, best practice or common material, etc.).
Almost
Certain
1

HUGHES PROPRIETARY
Criticality
Each failure mode has a severity and each failure
mechanism has an occurrence.
The criticality of the failure mechanism is the severity of
the failure mode times the occurrence of the failure
mechanism.
Criticality = Severity x Occurrence
This is a good measure of the impact of a failure mode.

HUGHES PROPRIETARY 28
Risk Priority Numbers, RPN
• The risk priority number (RPN) is the product of the
rankings for:
– Severity (SEV)
– Probability of Occurrence (OCC)
– Difficulty to Detect (DET)
• High RPN’s are flags to take effort to reduce the
calculated risk
RPN = SEV x OCC x DET
Effects Causes Controls
Regardless of RPN, high severity scores must be given
special attention

HUGHES PROPRIETARY 29
Summary of Rating Definitions
Severity Occurrence Detection
Hazardous without
warning
Very high and
almost inevitable
Cannot detect or
detection with very
low probability
Loss of primary
function
High repeated
failures
Remote or low
chance of detection
Loss of secondary
function
Moderate failures Low detection
probability
Minor defect Occasional failures Moderate detection
probability
No effect Failure unlikely Almost certain
detection
High 10
Low 1
Ratin
g
Severity Occurrence Detection
Hazardous without
warning
Very high and
almost inevitable
Cannot detect or
detection with very
low probability
Loss of primary
function
High repeated
failures
Remote or low
chance of detection
Loss of secondary
function
Moderate failures Low detection
probability
Minor defect Occasional failures Moderate detection
probability
No effect Failure unlikely Almost certain
detection
Note: AIAG Definitions are
in the appendix!

HUGHES PROPRIETARY 30
The First Half of the FMEA Form
Product
Function/
Item
Potential Failure
Mode
Potential Failure
Effects
S
E
V
Potential Causes
O
C
C
Current Controls
D
E
T
R
P
N
What is the
function /
Item
In what ways
COULD the
Function go
wrong?
What is the impact
on the Key Output
Variables
(Customer
Requirements) or
internal
requirements?
Ho
w S
eve
re is th
e e
ffe
ct to
the
cu
so
tme
r?
What causes the
Key Input to go
wrong?
Ho
w o
fte
n d
oe
s c
au
se
or
FM
occu
r?
What are the existing
controls and
procedures (inspection
and test) that prevent
either the cause or the
Failure Mode? Some
forms have two
columns prevention
controls and detection
controls
Ho
w w
ell
ca
n y
ou
de
tect ca
use
or
FM
?
Ris
k P
rio
rity
Nu
mb
er
S*O
*D
0 0 0 0
0 0 0 0
0 0 0 0

HUGHES PROPRIETARY 31
The Second Half of theFMEA Form
Actions Recommended Resp. Actions Taken
S
E
V
O
C
C
D
E
T
R
P
N
What are the actions for reducing the
occurrance of the Cause, or improving
detection? Must address Critical
Failures (YC), high RPN's and hanging
fruits (easy fixes).
Whose
Responsible for the
recommended
action?
What are the completed
actions taken with the
recalculated RPN? Be sure
to include completion
month/year
Do
es n
ot ch
an
ge
Ne
w n
um
be
r b
ase
d o
n th
e c
ou
nte
r
me
asu
res T
ake
n
Ne
w n
um
be
r b
ase
d o
n th
e c
ou
nte
r
me
asu
res T
ake
n
Ne
w n
um
be
r b
ase
d o
n th
e c
ou
nte
r
me
asu
res T
ake
n
BY
7 1 2 14
MS
0
0

HUGHES PROPRIETARY
32
Pareto Of Top Ranking RPN’s
• Must Address Actions Recommended for:
– High severity rating 9 &10
– High Criticality (S*O)
– Then high RPN’s S*O*D)
• Key is FOCUS! And dedicat resources in the most effective way
HUGHES PROPRIETARY
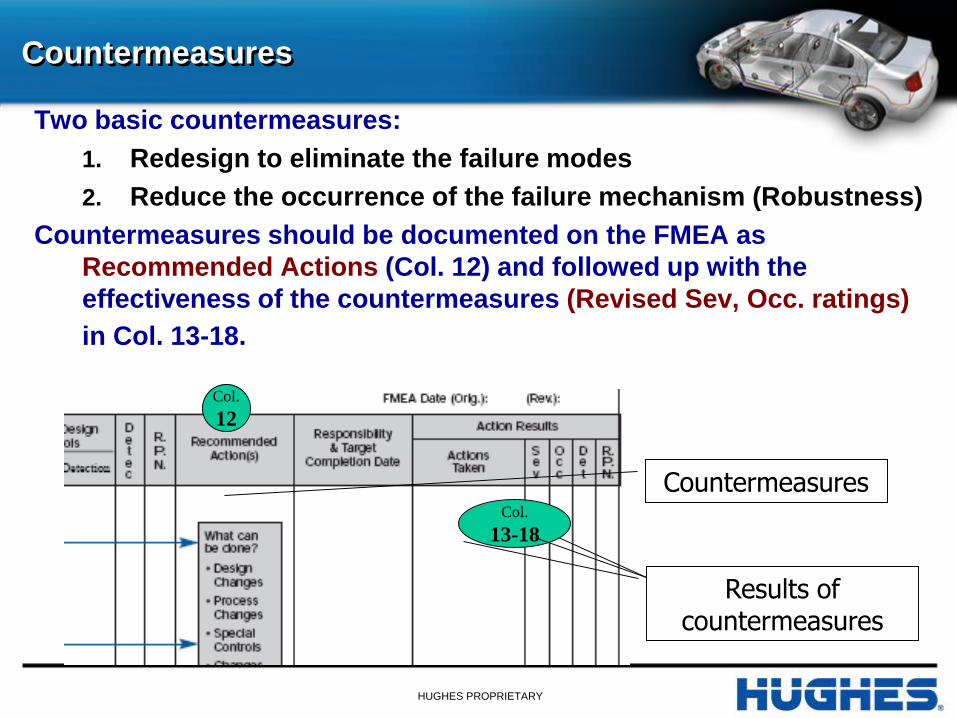
Countermeasures
Two basic countermeasures:
1. Redesign to eliminate the failure modes
2. Reduce the occurrence of the failure mechanism (Robustness)
Countermeasures should be documented on the FMEA as
Recommended Actions (Col. 12) and followed up with the
effectiveness of the countermeasures (Revised Sev, Occ. ratings)
in Col. 13-18.
Countermeasures
Results of countermeasures
Col.
12
Col.
13-18
HUGHES PROPRIETARY
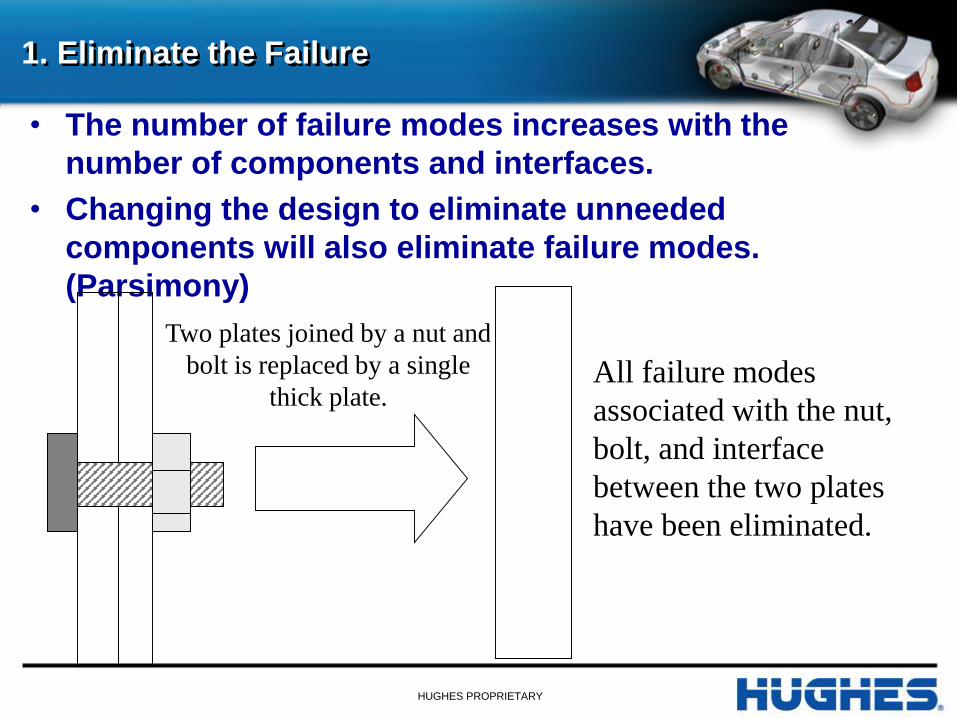
1. Eliminate the Failure
• The number of failure modes increases with the
number of components and interfaces.
• Changing the design to eliminate unneeded
components will also eliminate failure modes.
(Parsimony)
Two plates joined by a nut and
bolt is replaced by a single
thick plate.All failure modes
associated with the nut,
bolt, and interface
between the two plates
have been eliminated.

HUGHES PROPRIETARY
EXAMPLES

HUGHES PROPRIETARY
Real Time Exercise
Divide into Two groups, Silverstone and Hokenheim
Develop the FMEA of one function; remember that
Follow the process
20 minutes session
5 minutes report out per group
Have Fun
• each function will have more than one failure, and
• each failure will have more than one cause, and
• each cause will have prevention and detection controls
HUGHES PROPRIETARY
Group 1: Hockenheim project FMEA
• Report out and fill in the first four columns
• Potential failure modes >1
• Potential effects of the failure >1
• Potential causes/mechanisms of failure >1
• Estimate Severity of Failure, Probability of occurrence of cause and probability of prevention or detection
• Determine Current design controls for prevention
• Assess the risk of that failure with the RPN
• Countermeasures for high RPN failures
• Recommended actions
• New Occurrence and Detection
• New RPN
Develop the
FMEA for one function

HUGHES PROPRIETARY
Group 2: Silverstone project FMEA
Develop the
FMEA for one
function
• Report out and fill in the first four columns
• Potential failure modes >1
• Potential effects of the failure >1
• Potential causes/mechanisms of failure >1
• Estimate Severity of Failure, Probability of occurrence of cause and probability of prevention or detection
• Determine Current design controls for prevention
• Assess the risk of that failure with the RPN
• Countermeasures for high RPN failures
• Recommended actions
• New Occurrence and Detection
• New RPN

HUGHES PROPRIETARY
FMEA Links to design for six sigma
DFSS

HUGHES PROPRIETARY
Connection to Z-Score
0.5 308,5371.5 66,8072.5 6,2103.5 2334.5 3.4
“Z-score”
A standard Six Sigma metric
expressed in units of standard
deviation (s); corresponds to
probability of producing a defect
Z-score is a standard measure of the probability that a failure mechanism will be active given the amount of noise present.
Failure mechanisms associated with high z-scores are rarely active.
Failure mechanisms associated with low z-scores are often active.
Z Defects per Million
Opportunities (DPMO)
3210-1-2-3
0.4
0.3
0.2
0.1
0.0
Normal
CD
F
Z
Standard Normal Distribution: m=0, s=1
PD
F

HUGHES PROPRIETARY
Z-Score vs. Occurrence
1
1.5
2
2.5
3
3.5
4
4.5
1 2 3 4 5 6 7 8 9 10
Occurrence
Z-S
co
re
Z = 4.4 - 0.3 * Occ.
Z-Score and Occurrence measure exactly the same thing. On an FMEA we use Occurrence; in a Six Sigma project we use Z-Score. The above formula is useful for translating.
DFSS Connection: Robust delivery of technology is the primary goal of DFSS
projects. A typical Black Belt project should decrease occurrence of a failure
mechanism rate by 70%.
This is a decrease of 2 in occurrence if the initial occurrence is above 8 and a
decrease of 1 in occurrence if the initial occurrence is 2 to 7.

HUGHES PROPRIETARY
Prioritizing Actions
The purpose of the FMEA is to reduce risk.
The FMEA team should prioritize their actions based on the following:
first, on effects that have the highest Severity ratings (9-10)
second, on Causes that have the highest Criticality ratings (Severity times Occurrence)
third, on the highest RPNs

HUGHES PROPRIETARY
WRAP UP
• Thank you for coming and participating
• Please remember as we work on the DFMEAs, this
material is confidential and Hughes proprietary
since it summarizes all of our design concepts and
potential failures and effects.
• Take pride of what you do and be ready to embrace
this methodology as it can be very useful if used as
a design tool from the get go.
• In addition, it is required by our customers and fits
well within our concurrent engineering process.