Embed Size (px)
Citation preview

Indian Journal of Fibre & Textile ResearchVol. 19, December 1994, pp. 286-292
Bleaching of jute with peracetic acid
P Mazumder, S Sanyal, B Dasgupta, S C Shaw' & T K Guha RoyIndian Jute Industries' Research Association. 17 Taratola Road. Calcutta 700 088, India
Received 10 August 1993; revised received 8 November 1993; accepted 8 December 1993
The use of peracetic acid as a bleaching agent for jute fabrics has been investigated. The opti-mum bleaching results are obtained at 70°C around pH 6.5 for all the concentrations studied. Acomparison of peracetic acid bleaching with. the conventional peroxide bleaching shows that peracet-ic acid bleaching is more effective in reducing the losses in width, weight and tensile strength. Theimprovement in handle/feel and the low ash content of the peracetic acid bleached jute fabrics Havebeen attributed to silicate-free bleaching. SEM and IR studies of the bleached jute samples alsoshow improvement in the properties of peracetic acid bleached samples.
Keywords: Bleaching, Jute fabric, Peracetic acid
1 IntroductionJute is a lignocellulosic fibre composed mainly
of cellulose (58-63%), hemicellulose (21-24%)and lignin (12-14%) and can be bleached withvarious chemicals'<". Of the many oxidativebleaching agents available, alkaline calcium or so-dium hypochlorite and hydrogen peroxide arecommercially used for manufacture of decorativeand furnishing materials such as wall coverings,curtains, upholstery and shopping bags. Jute fa-bric bleached with alkaline hypochlorites or hy-drogen peroxide undergoes marked losses inweight and strength and also shows decrease inwidth. These are mainly attributed to the actionof bleaching agent or alkali or alkaline reagentson the non-cellulosic constituents of jute, i.e. hem-icellulose and lignin':", Besides, the heavy depositsof calcium or magnesium silicate on the fabricsurface, resulting from peroxide bleaching with si-licate, produce harsh feel and present difficultiesin subsequent processing.
In recent years, peracetic. acid is being increa-singly used for bleaching of synthetics 7 - 9, cellu-lose acetates 10, wood pulps 11,12, flax andcotton7-9,13. BleachingV'" with peracetic acid iseffectively carried out under mild acidic condi-tions (pH 5-6). The mild acidic condition is mostsuitable because of the fact that neither hydrocel-lulose nor. oxycellulose is produced at this pHrange!', It has also been demonstrated that pera-
"Department of Chemistry, Science College, Patna University,Patna 800 005, India.
cetic acid has no detrimental effect on cotton cel-lulose and acetates",
In view of this, bleaching with peracetic acidunder weakly acidic condition appears to be moreeffective in eliminating or reducing the most ofthe disadvantages of conventional bleaching withalkaline hypochlorite or hydrogen peroxide.Though peracetic acid is a powerful oxidizing andstripping agent for acid and pre-metallized dyes frompolyamide fibres", a survey of the literature indi-cates that no work has been reported so far onperacetic acid bleaching of jute. It is, therefore,thought worthwhile to undertake studies onbleaching of jute with peracetic acid.
This paper reports the bleaching of jute fabricwith peracetic acid and its comparison with theconventional hydrogen peroxide bleaching in re-spect of some important properties.
2 Materials and MethodsGrey fabric of decorative quality (15 x 15
threads/in; 11 oz/yd/: 50 in width) was prepared "from only tossa jute lCorchorus olitorius; gradeTDJ The fabric was rinsed in hot water (70-75°C) for 15 min prior to bleaching treatment.
All the chemicals used were of laboratorygrade, except the hydrogen peroxide (50% w/w)manufactured by National Peroxide Ltd, Bombay,India.
1.1 Preparation of Peracetic AcidPeracetic acid was prepared'? by reacting hy-
drogen peroxide (50% w/w) with glacial acetic ac-

MAZUMDER et al.: BLEACHING OF JlJfE WITH PERACETIC ACID
id in 1:2 molar ratio at room temperature for 24h. It contained about 20-25% w/v peracetic acidand 2-4% hydrogen peroxide. The estimation ofperacetic acid was carried out as per the methodreported by Christiansen et al. II
2.2 Bleaching Procedure2.2.1 Laboratory Bleaching Procedure
Pre-rinsed fabric samples (20 g each) were se-parately bleached with different concentrations ofperacetic acid (0.10, 0.25, 0.50 and 0.75%), main-taining the material-to-liquor ratio at 1:10. Theexperiments were carried out separately at differ-ent pH [4.5, 5.5, 6.5 and 7.5 (+ 0.5)], tempera-tures (50, 60 and 70°C) and for different dur-ations (15, 30, 45, 60 and 90 min). Duringbleaching operations, the pH of the bleach liquorwas monitored and maintained at specified valuesby the addition of sodium hexametaphosphateand tri-sodium phosphate. The peracetic acid inthe residual bath was determined. The bleachedfabric samples were rinsed with two changes ofwater and finally dried.
2.2.2 Pilot Plant Studies2.2.2.1 Peracetic Acid Bleaching
Pre-rinsed strips of grey jute fabric (size, 0.360m x 0.200 m; weight, about 225 g) were treatedin a fully automatic table-model laboratory jigger(Ernest Benz, Zurich, Switzerland) with peraceticacid (0.10, 0.25, 0.50 and 0.75%) at 70°C for 60min, maintaining the material-to-liquor ratio at1:10. The pH value was maintained around 6.5 bythe addition of hexametaphosphate and tri-sodi-urn phosphate. The bleached fabric samples werewashed with cold water (two changes).
2.2.2.2 Peroxide BleachingPre-washed strips of grey jute fabric (size, 0.360
m x 0.200 m; weight, 225 g) were bleached separ-ately with 0.10, 0.25, 0.50 and 0.7S% active hy-drogen peroxide solution (material-to-liquor ratio,1:10) containing 0.25% tri-sodium phosphate and1.0% sodium metasilicate as bath assistants/stabi-lizers for 1 h at 70-7 SaC, maintaining the pH va-lue between 9 and 11. The bleached fabrics werewashed with hot water (75-80°C) in the jigger andthen with a dilute solution of acetic acid to re-move the last traces of alkali, and finally with coldwater (two changes):
The bleached fabric samples after peracetic ac-id and peroxide bleaching treatments were air dri-ed and then tested for shrinkage in Width, loss in
287
weight, reflectance value, tensile strength, stiffnessand lignin content.
2.3 Test Methods2.3.1 Tri-green Reflectance Value
Tri-green reflectance value was determined withphotovolt reflection meter (Photovolt Corpora-tion, New York; Model No. 670) having OO/4SOoptics and was compared against the freshly pre-pared magnesium oxide deposition I. An averageof ten readings was recorded.
2.3.2 Tensile StrengthThe tensile strength of jute fabric was deter-
mined IH by ravelled strip (10 cm x 2.S em) methodon an Instron machine (Model 4301). Ten testswere performed on warp-way fabric samples/specimens.
2.3.3 Loss in WeightThe percentage loss in weight suffered by the
jute fabric due to bleaching treatment was evalu-ated by oven-dry weight basis.
2.3.4 Ash ContentThe percentage of ash content was determined
by incinerating the fibre in the muffle furnace atabout 6S0°C for 6 h and weighing the residue.
2.3.5 Lignin ContentThe method reported by Macmillan et al." was
used to measure the lignin content.
2.3.6 Carboxyl ValueThe carboxyl value was determined by the
iodometric method reported by Nabar and Pad-manabharr'".
2.3.7 Spectral AnalysisInfrared spectra were recorded on a Perkin-El-
mer Spectrophotometer (Model 399B) using theKBr pellets.
2.3.8 SEM StudiesThe bleached jute specimens, after being coated
with gold-palladium, were examined on a scann-ing electron microscope (Model S250, MK IT,Cambridge Instrument Ltd, UK) following themethod reported by Guha Roy et al.21•
3 Results and DiscussionThe experiments on the decomposition of pera-
cetic acid at different pH values and temperaturesshow that lower the pH value the lesser is the rateof decomposition for all the temperatures studied

288 INDIAN J. FmRE TEXT. RES., DECEMBER1994
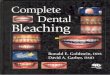
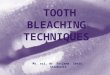
but at the same time the decomposition rate ishigher at higher temperature. Further, the rate ofdecomposition is higher in the first 30 min thanthose in subsequent time intervals. Since the de-sirable or faster decomposition of peracetic acidtook place at higher temperature, we have report-ed in Figs la-d the decomposition of peraceticacid solution only 'at 70°C for different concentr-ations and pH values. The reflectance values ofthe fabric samples were plotted against time atfixed concentration of peracetic acid and differentpH values (Figs 2a-d). The maximum reflectanceis observed at pH 6.5 (+ 0.5) and around 60 minreaction time for all the concentrations studied.
In view of the above laboratory findings, thepilot-plant studies were carried out at the temper-ature 70°C and pH 6.5 (+ 0.5) for four differentconcentrations of peracetic acid. The results(Table 1) show that the losses in weight, widthand tensile strength of the samples bleached withperacetic acid are substantially less than those ofthe samples bleached with conventional peroxide
0'75 r--------------------,
0'50...\!."
:r:~c:lIX) 0'25w:r:~z 0'100g 0u 0'75~wU<l
~0'50
0-0' 75 % - C~ COOOHA-0'50 'Yo -CH3 COOOH8-0'25 % -CH3 COOOH.-0' 10 % - CH3 C0OO-I
0'25
0'10
OL-__~~~==~====~~~o 15 30 45 60
solution. This decrease in losses may be due tothe fact that the fabrics were bleached in mildacidic medium and were not treated with alkali oralkaline reagent. The reflectance value of the fa-bric samples, bleached with both the methods,steadily increases with the, increase in concentra-tion of the bleaching agent. The whiteness of theperacetic acid bleached samples is comparable tothat of the conventionally peroxide bleached sam-ples. The lower ash content for peracetic acidbleached samples may be attributed to the pera-cetic acid bleaching with non-silicate stabilizer,since some deposition of insoluble silicon com-pounds occurs when sodium metasilicate is used.Moreover, the use of sodium metasilicate as stabi-lizer causes a bit harsh feel in the fabric. This wassubstantiated by measuring the bending length ofthe fabric samples bleached with both the meth-ods. The results show that the bending length va-lue of fabric bleached with hydrogen peroxide us-ing sodium metasilicate is higher than that of per-acetic acid bleached samples. The lignin content
900
TIME. min15 30 45 60 90
Fig. I+Decomposnion of peracetic acid solution with time during bleaching of jute at different peracetic acid concentrationsand pH values (pH (a) 7.5, (b) '6.5, (c) 5.5, and (d) 4.5)

MAZUMDER et al.: BLEACHING OF JUTE WITH PERACETIC ACID
70
60
(0)
50
40
W::;)-l 30~w;UwZo~ ~ 20ulIlWill
~ ~'70 (c)0::1-zl:w!:2wit:a:fXlCl-SOIiiI-
0- pH 1'5.- pH 5' 50- pH 5' 5A- pH 4' 5
so
40
30
20o 15 30 45 50
289
( b)
(d)
90 0 15 30 45 50 90
TIME, min
Fig, 2-Effect of peracetic acid concentration in solution with time and pH on the reflectance value of bleached fabrics[peracetic acid concentration (a) 0.1%, (b) 0.25%, (c) 0.5%, and (d) 0.75%)
of peracetic acid and hydrogen peroxide bleachedjute samples is more or less same.
The scanning electron photomicrographs of thehydrogen peroxide and peracetic acid bleachedjute specimens are shown in Figs 3a-d. It can beclearly observed from Figs 3c-d ,that the fibresbleached with 0.25 and 0.75% solution of pera-cetic acid (temperature, 70°C; pH, 6.5; treatmenttime, 60 min) are clean, free from deposits anddo not show any surface damage. In case of hy-drogen peroxide' bleaching at 0.25% concentra-
tion, similar surface features are observed but asthe concentration of hydrogen peroxide is in-creased to 0.75% (Fig. 3b), huge deposition onthe fibre surface is observed. This is because ofthe use of sodium metasilicate as stabilizer in caseof peroxide- bleaching. The quantity of sodiummetasilicate is higher than that used for 0.25%peroxide bleaching.
The infrared spectra of grey, peracetic acidbleached and hydrogen peroxide bleached fibres(Fig. 4) show a strong band at ·1735 ern - 1 in case

290 INDIAN). FIBRE TEXT. RES., DECEMBER 1994
Table I-Effect of bleaching treatment on jute fabric properties
Fabric % Decrease Tri-green Ash Bending length, mm Ligninreflectance content content.
Weight Width Strength (Warp) value 0/0 Warp Weft %
Dry Wet
Grey 28.0 0.70 4.04 4.22 14.1Peracetic acidbleached
1.0%. 1.06 0.33 8.0 11.1 49.50 0.66 3.81 3.92 13.72.5% 1.60 1.02 to.7 11.1 58.85 0.67 3.75 3.87 13.9
5.0% 2.05 1.32 14.6 15.5 64.80 0.82 3.53 3.87 13.27.5% 2;95 1.35 16.6 17.1 65.30 0.91 3.73 3.81 13.7
Hydrogen pero-xide bleached
1.0% 1.75 1.13 13.8 15.9 48.75 0.96 3.91 3.95 13.92.5% 2.85 2.04 15.1 22.4 57.80 0.98 3.92 3.93 14.05.0% 6.08 2.70 15.7 24.2 64.00 1.04 3.83 3.91 13.87.5% 6.20 2.81 17.2 25.0 65.80 1.58 3.80 3.95 13.9
The percentage of bleaching agents used is expressed on weight of materials.
Fig 3-Scanning electron micrographs of bleached jute fibres at different bleaching agent concentrations (a) 0.25% peroxi(b) 0.75% peroxide, (c) 0.25% peracetic acid, and (d) 0.75% peracetic acid

MAZUMDER et aL: BLEACHING OF JUTE WITII PERACETIC ACID 291
60
ot•.III 40uzs~i(/) 20zOIla::~
0
2000
Q
b
c
1800 1600 1400 1200
WAVE NU~8ER i em -,
Fig. 4-lnfrared spectra of (a) grey jute fibre (control), (b)0.25% peracetic acid bleached fibre, and (c) 0.25% peroxide
bleached fibre
of untreated jute fibre (Fig. 4a), due to the car-boxylic ester groups. The intensity of the band at1735 ern - I is found to be considerably reduced incase of peroxide bleached fibre (Fig. 4c). Thismay be attributed to the saponification of estergroups during the peroxide treatment which wasconducted under highly alkaline conditions (pH11.0). The carboxylic groups generated in the pro-cess are converted to the corresponding carboxyl-ate anion due to alkaline conditions of the bleach-ing bath. Consequently, the absorption band dueto > C = 0 stretching vibration of the RCOO - an-ions shifts at 1650-1550 cm-I, resulting in thebroadening of the absorption band in that region.
In case of peracetic acid bleached fibre (Fig.4b), the intensity of the ester band is muchstronger than that in the case of hydrogen perox-.ide bleached sample but slightly less than that incase of grey fibre. This suggests that the splittingof ester linkage to carboxylic acid is more pro-nounced in case of peroxide bleached samplethan that in case of peracetic acid bleached fibre.The splitting of ester linkage to carboxylic acidwas further confirmed by the determination ofcarboxyl content of the jute fibre (Table 2). Theresults show that the carboxyl value .of grey jutefibre sample is low while the value of peroxidebleached sample is much higher than that of pera-cetic acid bleached sample. The higher strength ofthe peracetic acid bleached fabrics (Table 1) mayalso be explained by the fact that the ester groupsoccur between the hemicellulose and lignin'? andconsequently retain the strength of the jute fibre/fabrics.
4 Conclusions4.1 The lower the pH value, the less is the rate
Table 2-Carboxyl content of bleached jute fibre samples
Fibre Carboxyl value,meq/100g
11.39
14.1318.82
Grey
Peracetic acid bleached
Hydrogen peroxide bleached
of decomposition of peracetic acid at all the threetemperatures studied, but at the same time the de-composition rate is higher at higher temperature.4.2 Optimum or good bleaching results are ob-tained at 70°C around pH fl.5 for all the con-centrations studied.4.3 The losses in width, weight and strength suf-fered by the peracetic acid bleached fabric areless than that of peroxide bleached samples.4.4 The feel of the peracetic acid bleached fabricis slightly better than that of the peroxidebleached fabric due to bleaching with non-silicatestabilizer.
AcknowledgementThe authors are thankful to Mr A K Sarkar,
Product Development Division, for infrared stud-ies, to Dr A K Mukhopadhyay and Mr S K Basu,Physics Division, for help in taking SEM photo-graphs. They are also thankful to Dr N C Som,Head of the Chemical Processing Division, for hiskeen interest in this. studies and to Dr A K Mu-kherjee, Director, UIRA, for valuable suggestions.
ReferencesI Guha Roy T K, Chatterjee S K, Adhikari 0 & Mukherjee
A K, J Text Inst, 79 (1988) 108.2 Ridge B P, Little A H & Wharton 1, J Text lnst, 35
(1944)T93.3 Kulkarni A Y & Guha Roy T K, J Text Assoc, 34 (1973)
59.4 Macmillan W G, Sengupta A B & Majumdar S K, J lndi-
an Chern Soc. 12 (1949) 105; 13 (1950) 115.5 Mukherjee R R & Radhakrishnan T, Text Prog, 4 (1972)
54.6 LewinM, TAPPI,41 (1958)8.7 Sadov F, Korchagin M & Matetsky A, Chemical technol-
ogy offibrous material(Mir Publisher, Moscow), 1978.8 Peters R H, Textile chemistry, Vol. 2, (Elsevier Publisher,
Amsterdam), 1967.9 Chesner L & Woodford G C, J Soc Dyers Colour, 74
(1958) 531.10 Trotman E R, Textile scouring and bleaching (Griffin,
London),1968.11 Christiansen C B, Burroway G L & Parker W F, TAPPI,
49(1966)49.12 Rapson W H, Wayman M &•Anderson C B, TAPPI, 48
(1965)65.13 lnterox Technical ManuJl~ 1979.14 Prett K, Dyer Text Print Bleach Finish, 128 (1962) 575.

292 INDIAN J. FmRE TEXT. RES., DECEMBER 1994
15 Nettles John E, Handbook of chemical specialities; textilefibre processing, preparation and bleaching, (John Wiley& Co., New York),1983.
16 Indian standard specifications: IS 271 (Bureau of Indian.Standards, New Delhi),1975.
17 Agnihotri V G, Res Ind; 10 (1965) 170.18 Mukherjee A C, Mukhopadhyay A K, Dutt A S & Mu-
khopadhyay U, Text ResJ, 51 (1981) 574.
.19 Macmillan W G, Sengupta A B & Roy A, J Text Inst; 43(1952)T103.
20 Nabar (J M & Padmanabhan C V, Proc, Indian Acad sa;31A(1950) 371.
21 Guha Roy T K, Mukhopadhyay A K & Mukherjee A K,Text Res J, 54 (1984) 874.
22 Das N N, Das S C & Mukherjee A K, Carbohydr Res,127 (1984) 345.