Embed Size (px)
Citation preview

International Energy AgencyBiomass and Bioenergy
IEA Bioenergy“This article was produced by the Implementing Agreementon Bioenergy, which forms part of a programme ofinternational energy technology collaboration undertakenunder the auspices of the International Energy Agency.”
U P D A T E
An important role of IEA Bioenergy is to promotethe market deployment of technologies forsustainable energy production. Task 33 of theImplementing Agreement has surveyed the progressmade by global biomass and waste gasificationRD&D programmes and commercial operations. Inthis context, the Task has recognised the advancesdemonstrated by the following three projects beingundertaken in Harboore, Denmark; Güssing, Austria;and Lyngby, Denmark. Overviews of these projectsare given below.
BWV’s Updraft Gasification ProcessOne of the success stories is the Babcock and WilcoxVølund Up-draft, Single-stage Biomass GasificationProcess demonstration at Harboore. This technologyis based on work conducted by Keramische IndustrieBedarfs, Berlin (Dr Horst Gatzke). The programmewas initiated in 1989 at a 1 MWth test facility at theKyndby Power Plant (Sealand), sponsored in part bythe Power Utility Company ELKRAFT and theDanish Energy Agency.
Based on these results, in December 1993 a nominal4 MWth woodchips gasifier was built with supportfrom the Danish Energy Agency in Harboore –initially to provide district heating for about 750subscribers in the municipality. The gasifier itselfwas optimized starting in early 1994 and continuingto mid-1996.
By 2000 a system for cleaning the tar-contaminatedproduct gas was developed. Initial work on cracking
the tar using catalysts proved commerciallyunreliable. The BWV system employs cooledcondensers followed by a wet electrostaticprecipitator to eliminate remaining tar and wateraerosols from the product gas.
In April 2000, two Jenbacher (Austrianmanufacturer) gas engines were installed. Thesenominal 1000 kWe natural gas fired engines weredown-rated to 648 kWe, but one was later up-rated to768 kWe.
The heavy tar compounds in the wastewater from thegas cleaning system are removed in a classicaloil/water separator. The water cleanup systeminstalled in 2000 also included an ultra filtration andreverse osmosis system for removing the light(water-soluble) tar compounds prior to dischargingthe wastewater into the municipal sewage system.The gas cleaning system operated satisfactorily, butthe system for removing the water-soluble tars failedafter a few hours of operation and had to beabandoned.
By the middle of 2002 BWV developed a proprietarywater cleanup system, called TARWATC. It is basedon evaporation using engine exhaust heat, light tarseparation, oxidation of residual contamination anddistrict heating based condensing heat recovery. Bylate 2003, the water cleaning system was optimizedand it has operated satisfactorily since then.
From December 2003 to July 2004, the plant hasused woodchips from local plantations with amoisture content varying between 39 and 50% (thegasifier will operate satisfactorily in the moisturerange 35 to 55%). During this time the gas engineshave delivered 3691 MWh of power to the grid,
Thermal Gasification of Biomass
CD966 15th Contribution Final 11/2/04 4:15 PM Page 2

corresponding to mean power efficiency (woodchipsto power) of 27.2%. Overall, since 1994, theHarboore gasifier has been in operation for morethan 70,000 hours and the engines have operated for9047 and 7096 hours respectively since theirinstallation in 2000.
The gasifier has a proven long-term capacity of 3700kWth fuel input and (when hot) it is able to modulatedown to a few hundred kWth and back to full loadwithin a few minutes.
The ash discharged from the system has a “totalorganic carbon” of less than 1% and can be used asa valuable fertilizer for the woodchips-producingplantations. The wastewater discharged from theTARWATC condenser is close to the quality ofpotable water.
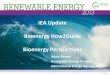
The Municipality of Harboore considers thisdemonstration plant a success, because the plant iscompletely fuelled by renewable energy and theenvironmental impact from the operation and thecost of the district heating supply is favourable incomparison to a state-of-the-art (grate-fired) plant.
Harboore biomass gasifier based CHP plant (Courtesy Babcock &
Wilcox Vølund)
The assistance from Dr Bjorn Teislev, ChiefExecutive R&D, Babcock & Wilcox Vølund, inproviding the details of this success story fromDenmark is gratefully acknowledged.
TUV’s Steam Gasification ProcessAnother success story is the University ofTechnology, Vienna, (TUV’s) Fast InternalCirculation Fluidized Bed (FICFB) biomass steamgasification process demonstration plant. In 1991 thedistrict of Güssing in Austria adopted a new energyconcept, where all energy demand would be met byrenewable energy. A biodiesel plant and a districtheating system, both based on biomass, wereinstalled to achieve this. As a result 95% of the heatdemand and more than 100% of the fuel demandwere satisfied by renewables. Thus, in one decade,Güssing changed its energy supply to be totallybased on renewables.
As part of this an innovative steam gasificationprocess, developed by TUV for combined heat andpower (CHP) production was demonstrated. Thislatest plant is an 8 MWth CHP plant. Biomass isgasified in a duel fluidised-bed (steam blown)reactor and the resulting gas is used to produce heatand power. Some basic information on this plant isas follows:
The fluidised bed gasifier consists of two zones, agasification zone and a combustion zone. Thegasification zone is a bubbling bed fluidised withsteam, to make a nitrogen-free producer gas. Thecombustion zone is a circulating bed fluidised withair which delivers the heat for the gasificationprocess via the circulating bed material.
The producer gas is cooled and cleaned by a twostage cleaning system. A heat exchanger reduces thetemperature from 850˚C to about 150˚C. The first
International Energy AgencyBiomass and Bioenergy
IEA Bioenergy
Start up of gasifier November 2001
Start up of gas engine April 2002
Fuel wood chips
Fuel Power 8000 kW
Electrical output 2000 kW
Thermal output 4500 kW
CD966 15th Contribution Final 11/2/04 4:15 PM Page 3

International Energy AgencyBiomass and Bioenergy
IEA Bioenergy
stage of the cleaning system is a fabric filter toremove particulates. In the second stage the gas isscrubbed to remove tar compounds. The dust fromthe filter, the spent scrubber liquid saturated with tar,and the condensate are thermally decomposed byrecycling them to the combustion zone of thegasifier. The clean gas is finally fed into a gas engineto produce electricity and heat.
From November 2001 to the end of July 2004, thegasifier has been operated for about 12,000 hoursand the gasifier in combination with the gas enginefor nearly 9000 hours.
The main characteristics of the producer gas includea low nitrogen content and high hydrogen content(H2 to CO ratio of 1.6–1.8). Besides powerproduction, the product synthesis gas can be used formany other applications. Within the EC-project,RENEW, a slip-stream of about 10 Nm3/h of productgas will be evaluated for Fischer-Tropsch (FT)conversion to diesel fuels. At present, the FT reactorsystem is under construction. The set-up should becomplete by the end of 2004 and first experimentalresults are expected in early 2005.
TUV is also exploring the alternative approach toconvert the synthesis gas to produce methane, assubstitute natural gas. This work is being undertakenwith the Paul Scherrer Institute and is financedpartly under the EC-project RENEW and partly bynational funds from Switzerland and Austria. A testrig for methanation was designed to performexperiments on a 2 kW scale. In the initial tests withsynthesis gas, it was observed that after more than120 hours on stream, the methanation catalystdemonstrated outstanding performance. More than98% CO and 99% tar were converted to methane.The chemical efficiency of the methanation reactionwas about 85%.
TUV is also planning to conduct experiments with ahigh temperature fuel cell in conjunction with theAustrian Bioenergy Centre and the Department ofEnergy and Process Engineering, NorwegianUniversity of Science and Technology, Trondheim.
This work will focus on the removal of dust, chlorineand sulphur components from the producer gas.
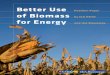
TUV has successfully scaled-up the fast-internalcirculating fluidized bed process from a pilot plant atthe University to a large-scale, commercialinstallation in Güssing. Furthermore, the supportingR&D by the research partners has been completed toan extent that allows the industrial partner to bringan economical and commercially viable biomass-driven CHP process to the market.
Biomass steam gasification plant at Güssing, Austria. (Courtesy
R. Rauch)
Assistance from Dr Reinhard Rauch, Institut furVerfahrenstechnik, Vienna, in providing the detailsof this success story from Austria is gratefullyacknowledged.
ReferencesHofbauer, H. et. al. 2002. Six Years Experience with theFICFB-Gasification process, 12th European Conferenceand Technology Exhibition on Biomass for Energy,Industry and Climate Protection, Amsterdam.
Rauch, R. et. al. 2004. Steam Gasification ofBiomass at the CHP Güssing – Status of theDemonstration Plant, 2nd World Conference andTechnology Exhibition on Biomass for Energy,Industry and Climate Protection, Rome.
Further information can be found athttp://www.renet.at or at http://www.ficfb.at.
CD966 15th Contribution Final 11/2/04 4:15 PM Page 4

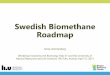
DTU’s Viking GasifierThe third success story is the Technical University ofDenmark (DTU’s) two-stage biomass gasificationprocess demonstration plant, known as the VikingGasifier, at Lyngby, Denmark. The Viking plant wascommissioned in mid-2002 and as of October 2003more than 2000 hours of operation with wood chipsas fuel have been conducted.
The plant is a small-scale gasifier with a nominalthermal input of 75 kW. The gasifier and engine havebeen operated continuously and unmanned for fivetest periods of approximately 450 hours each.
The Viking plant is based on the two-stagegasification process developed by the TechnicalUniversity of Denmark. In this process the pyrolysisand gasification reactions which take place in twoseparate reactors are thermally integrated todecompose the tars and to improve the overallprocess efficiency.
Viking gasifier at DTU, Lyngby, Denmark
The 600˚C hot pyrolysis products are partiallyoxidised by preheated air. This partial oxidationresults in a temperature increase to around 1100˚C atwhich most of the tar is decomposed.
The raw gases are cooled in heat exchangers,delivering heat for the process and for districtheating. The produced gas is cooled to 90˚C and atthis temperature the soot particles are removed dryin a simple bag house filter.
Upon further cooling, the steam contained in the gasis condensed. The toxicity of the condensate hasbeen tested and the material is acceptable forprocessing in Danish biological sewage plants. Thecooled gas is fed to a gas engine coupled to agenerator, producing power and district heating.
The gas engine is an integrated part of the wholegasification plant. The excess heat from the exhaustgas is utilised for drying and pyrolysis of thebiomass in the gasification system, and the enginedirectly controls the load of the gasifier.
In April 2003 three independent institutes measuredthe tar content in the raw and cleaned gas. Only oneof them was able to measure a minor content of tarin the raw gas (0.1 mg/Nm3 of naphthalene). Thedust content in the gas was also negligible (< 5mg/Nm3).
International Energy AgencyBiomass and Bioenergy
IEA Bioenergy
Plant Performance Data
Thermal input 68 kW
Fuel Wood chips
Moisture content 35-45 %
Gasifier efficiency 93%
Engine efficiency 32%
Electric efficiency 27%
Overall elect. efficiency 25%
Tar level <1 mg/Nm3
Dust level <5 mg/Nm3
CD966 15th Contribution Final 11/2/04 4:15 PM Page 5

Based on the experience obtained during operationof the Viking gasifier it is concluded that the plant iseasy to operate and control. So far, no problems withmetal corrosion have been observed.
The scale-up of the two-stage process to largecapacity plant activities is planned to start in 2004 inco-operation with private companies.
Assistance from Dr Benny Gøbel, BiomassGasification Group, Technical University ofDenmark, in providing the details of this successstory from Denmark is gratefully acknowledged.
ReferencesBrandt, P. et. al. 2000. High Tar Reduction in a Two-Stage Gasifier. Energy and Fuels; 14: 816-819.
Gøbel, B. et. al. 2002. High PerformanceGasification with the Two-Stage Gasifier.Proceedings of 12th European Conference andTechnology Exhibition on Biomass for Energy,Industry and Climate Protection, Amsterdam. pp.389-395.
Henriksen, U. et. al. 2003. The Design, Constructionand Operation of a 75 kW Two-Stage Gasifier.ECOS 2003, Copenhagen, Denmark. pp.1081-1088.
Staiger, B. et. al. 2004. Investigation on ExistingGasifier- and Gas Cleaning Technologies with anOnline-Tar Measuring System. 2nd World Conferenceand Technology Exhibition on Biomass for Energy,Industry and Climate Protection, Rome. OB7.3
Gøbel, B. et. al. 2004. Status – 2000 Hours ofOperation with the Viking Gasifier. 2nd WorldConference and Technology Exhibition on Biomassfor Energy, Industry and Climate Protection, Rome.OE1.5
Further information can be found athttp://www.bgg.mek.dtu.dk
International Energy AgencyBiomass and Bioenergy
IEA Bioenergy
CD966 15th Contribution Final 11/2/04 4:15 PM Page 6