Embed Size (px)
Citation preview

Journal of JSAM 62 (6): 116•`124, 2000Research Paper
Biogasification of Garbage Slurry by Methane
Fermentation System (Part 2)-Characteristics of Gasification Process-
Junye JIA*1, Yutaka KITAMURA*1, Tateshi FUJIURA*1,
Kouichi TAKEYAMA*1, C.L. HANSEN*2
Abstract
Characteristics of the 2nd phase of a methane fermentation system or gasification process were
evaluated experimentally. The substrate for the 2nd phase was supernatant from the effluent of
the 1st or acidogenic phase of an anaerobic process treating garbage slurry. The mesophilic
bench scale apparatus consisting of four CSTR's performed as well as a thermophilic gasification
process in regard to steady state data on pH, substrate consumption, biogas production rates and
methane yield. Kinetic simulations on the microbe growth and methane production determined
critical HRT was 5.4 days, HRT to facilitate maximum microbe density was 8.3 days, and HRT for
the maximum methane production rate was 6.7 days, respectively. Based on these HRT's, the total
vessel volume needed to handle the garbage produced by one person would be 82.5 L and the
methane produced per person would be 13.2L/d.
[Keywords] gasification process, kinetic evaluation, biogas production, methane yield, fundamental design
I Introduction
As the food industry has prospered and diets
have improved, there has been an increase in
the amount of garbage produced1). A process
needed to be developed to utilize precious or-
ganic resources and energy by disposing of
garbage without producing dioxin via in-
cineration or polluting water with organic
wastes. A methane fermentation system is a
method that will degrade garbage biologically
and produces biogas as alternative energy. It
has been applied successfully to the treatment
of agricultural and municipal sewage2). This
process would be especially applicable for
treatment of garbage from multi-story hous-
ings or for when homes are close enough to-
gether to provide low cost feed stock to a
communal system and easy utilization of the
biogas produced. Thermophilic3) and meso-
philic4) methane fermentation with high effi-
ciency reactors have been studied for their
applicability to garbage treatment. However,
there is little fundamental data on mesophilic
methane fermentation employing a conven-
tional reactor that is easily maintained and
relatively low cost.
In a former report5), we reported characteris-
tics of garbage solids degradation and volatile
acid (VA) formation in the acidogenic process
or the 1st phase of a 2 phase methane fermen-
tation system using synthetic garbage slurry6).
The acidogenic process kinetic parameters
were: microbe yield, 0.55 g-TS/g-TS; product
*1JSAM Member, Faculty of Life and Environmental
Science, Shimane University, Matsue-shi, 690-8504
Japan*2College of Agriculture, Utah-State University,
Logan, Utah, 84322-8700 USA

JIA, KITAMURA, FUJIURA, TAKEYAMA, HANSENBiogasification of Garbage Slurry by Methane Fermentation System (Part 2) 117
yield, 0.51 g-VA/g-TS; and critical hydraulic
retention time (HRTcri), 1.5 days. This article
reports the characteristics of acid consump-
tion and biogas production in the gasification
phase of the methane fermentation system
using effluent from the acidogenic process.
Garbage slurry was influent for the acidogenic
process7). In this paper, we report results of
using settled effluent from the acidogenic pro-
cess as influent for a biogasification system to
produce methane.
II Materials and Methods
1. Experimental apparatus
Figure 1 shows a diagram of the schematic
apparatus. The experimental gasification
system consisted of four glass flask reactors
(Sibata, Tokyo), each with 2.5L working
volume (12cm outside diameter and 40cm total
height), an acrylic water bath (52cm•~44cm•~
25 cm) equipped with a temperature controller
(Yamato BF-200, Tokyo), the gas stir system
composed of suction pumps (NRK UP2, Tokyo)
regulated by an on-off timer and gas distribu-
tion pipes, gas collection equipment with dry
test gas meters (Shinagawa DC-1A, Tokyo)and
gas bags (PINOCCHIO, Tokyo, 35cm diameter).
Stirring of reactors was conducted by blowing
generated biogas through the reactor contents
for 15 minutes at 6 hours interval. In order to
assure that the reactors worked as CSTR's,
feed and withdraw operations were conducted
by following the fill and draw method after
manual stirring was performed. The reactors
were set in a water bath to be maintained in
the mesophilic range (36•}1•Ž). Liquid paraffin
floated on the bath to prevent the water evap-
oration.
2. Materials and procedures
(1) Seeding sludge
Anaerobic digested sludge from a sewage
center (East Sewage Plant at Lake Shinji,
Shimane) was filtered with a 1.00mm steel
sieve (Maruto, Tokyo) to remove coarse solids,
and 2.5L of filtrate was added to each reactor.
Reactors were initially purged with N2 for
Fig. 1 Experimental apparatus of gasification process
118 Journal of the Japanese society of agricultural machinery Vol. 62, No. 6 (2000)
quick start-up.
(2) Propagation and acclimation
To propagate the methanogenic microbes
for the gasification process, synthetic waste-
water containing acetic acid 3.3g-VA/L as the
substrate and nutritions5) was fed to reach
reactor with a 15 day HRT. After the propaga-
tion, effluent from the acidogenic process7)
with a 5 day HRT was added to each
methanogenic reactor as substrate for the gas-
ification process with the same HRT. The feed
for the gasification process was prepared by
settling the acidogenic effluent for about an
hour and taking only the supernatant, the sed-
iment sludge was returned to each reactor.
The supernatant occupied about three-fifth of
the total effluent under steady state. Charac-
teristics of this supernatant were; pH, 5.1;
substrate concentration, 2.6g-VA/L. Garbage
solids concentration was nearly equal to 0
g-TS/L. According to Chang et al.8), an opera-
tional period of four to six times HRT is suffi-
cient to bring reactors to steady state. Thus,
the operation of reactors for propagation and
acclimation was carried out for 3 months, re-
spectively.
(3) Experimental runs
To assure that the gasification process
reached steady state, pH, substrate concentra-
tion, S (g-VA/L) and microbe density, X (g-TS/
L) were measured for the supernatant liquid or
influent to the reactors and the fermented
liquid or effluent from the reactors. Because
the garbage solids concentration was nearly 0
g-TS/L in the acidogenic supernatant, sus-
pended solids in the reactor was presumed to
be organisms or microbe density X. Produc-
tion rate and composition of biogas were also
measured as parameters of gasification proc-
ess. Following the propagation and acclima-
tion period in the gasification reactors, super-
natant feeding was continued to give 14,12,10
and 8 day HRT's (RUN 1 through 4 respective-
ly) for about three months.
3. Measurements
pH, S and X were determined by the proce-
dure mentioned in our first report5). Biogas
production rate was monitored everyday by
the gas meter. The biogas composition was
analyzed by gas chromatograph (Shimadzu
GC-14A, Tokyo) to know methane and carbon
dioxide concentrations according to the
method of Maekawa et al.9). H2S concentration
was determined by use of Kitagawa-type gas
detective tubes.
III Results and Discussion
1. Steady state characteristics of the gas-
ification process
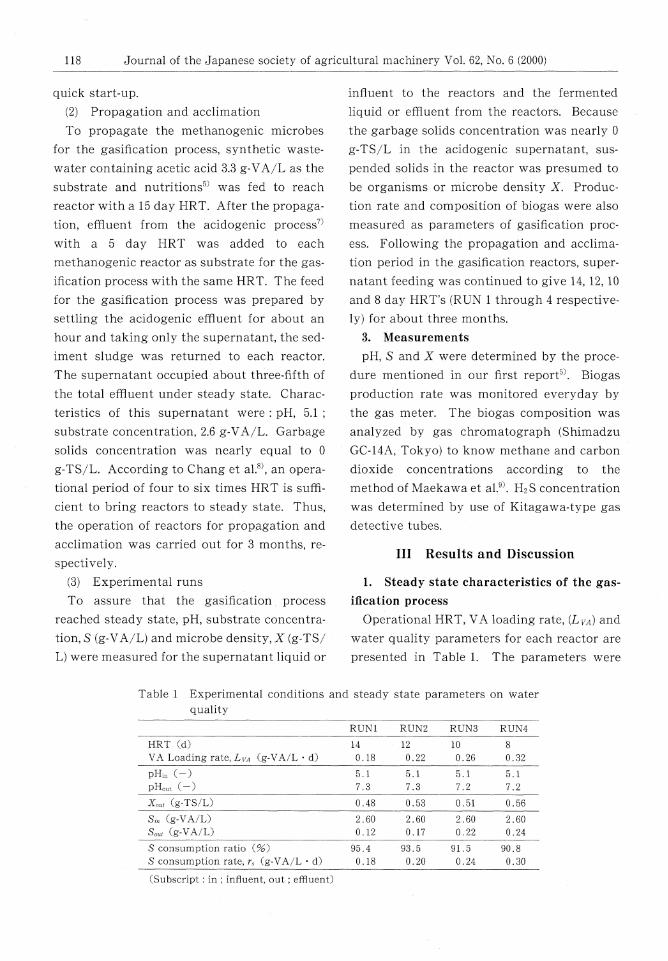
Operational HRT, VA loading rate, (LVA) and
water quality parameters for each reactor are
presented in Table 1. The parameters were
Table 1 Experimental conditions and steady state parameters on water
quality
(Subscript: in; influent, out; effiuent)

JIA, KITAMURA, FUJIURA, TAKEYAMA, HANSEN:Biogasification of Garbage Slurry by Methane Fermentation System (Part 2) 119
arithmetic mean values of 5 to 8 data points
that were obtained after steady state had been
established. Influent substrate concentration
(Sin) was held constant at 2.6g-VA/L. As HRT
decreased from 14 to 8 days, LVA increased to
0.32 from 0.18 g-VA/L• d. The influent pH
(pHin) was acidic at 5.1, whereas the effluent pH
(pHout) was in the neutral range from 7.2 to 7.3.
The pHout values were within the pH values of
7.0 to 7.4 which Li et al.10) observed for high-
solids methane fermentation and close to the
pH of 7.4 reported by Chun et al.11) for garbage
methane fermentation under mesophilic con-
ditions. Reactor microbe density (Xout) and
effluent substrate concentration (Sout) in-
creased respectively from 0.48 to 0.56g-TS/L
and 0.12 to 0.24g-VA/L with reductions in the
HRT. Because the Sin was constant, these in-
creases resulted in lessening of the substrate
consumption ratio ((Sin Sout)/Sin•~100%) from
95.4 to 90.8% and the rising of substrate con-
sumption rate, rs (=(Sin-Sout)/HRT) from 0.18 to
0.30g-VA/L• d. These dependencies of Xout and
Sout on the HRT conformed to the characteris-
tics reported by Chang et al.8) for mesophilic
methane fermentations fed acetic acid as the
sole substrate.
Table 2 shows total HRT, TS loading rate,
LTs and gas parameters for the experimental
reactors. The total HRT is for the whole meth-
ane fermentation system including 5 days of
HRT for the acidogenic phase. Biogas produc-
tion rate is the amount of biogas produced per
unit volume of reactor per day and yield is the
amount of biogas produced per unit mass of
consumed substrate. Biogas production rate
increased from 0.18 to 0.31L/L•Ed with the
decrease in the HRT and the obtained yield
was maintained between 0.98 and 1.02L/g-VA.
H2S was not detected (data not shown). The
methane concentrations were almost constant
between 71 and 72% despite changes in the
HRT, so that the methane production rate, rm
increased from 4.13 to 0.22L/L • d and the
methane yield, Ym ranged from 0.71 to 0.73 L/
g-VA. The biogas yields and methane concen-
trations calculated by Buswell et al.12) on the
stoichiometry are 0.75 L/g-VA and 50.0% for
acetic acid, 0.91L/g-VA and 58.3% for propion-
ic acid, 1.02L/g-VA and 62.5% for butyric acid
and 1.42L/g-VA and 72.2% for stearic acid,
respectively. Comparing these theoretical
values with the experimental biogas yields
from 0.98 to 1.02L/g-VA and methane concen-
trations from 71 to 72%, the influent ac-
idogenic supernatant was assumed to include
mostly longer chain volatile acids. Methane
yields, Ym' (=ƒÁm/LTs) based on TS balance
were also determined to range from 0.33 to 0.40
L/g-TS. The Ym' of 0.38L/g-TS obtained by
Sasaki et al.13) for the thermophilic garbage
methane fermentation under 15 day HRT was
within these values, so our mesophilic meth-
ane fermentation system is found to have as
Table 2 Experimental conditions and steady state parameters on biogas
production
*Garbage slurry: 7.2gTS/L

120 Journal of the Japanese society of agricultural machinery Vol. 62, No. 6 (2000)
high productivity of biogas as a thermophilic
fermentation due to the employment of the
phase separation method. Based on the
effluent water quality and the biogas produc-
tion, all the reactors were concluded to work
well as gasification processes.
2. Kinetic evaluation for gasification pro-
cess
For CSTR under steady state conditions, ƒÊ
(1/d), the specific growth rate of microbes was
generally assumed to be equal to the dilution
rate, D (1/d)14). However, in the case of an
anaerobic gasification process, methane mi-
crobe death occurs at every contact with
oxygen in the influent and must be ac-
counted for in the growth constants15). ƒÊ for
the gasification process of CSTR can be
modeled as follows
(1)
Where, Kd is self-decay constant (1/d). By
using the microbe growth rate, ƒÁx (=ƒÊ•EXout)
g-TS/L• d, the microbe yield, YG (=ƒÁx/ƒÁs)
g-TS/g-TS and the expression (1), a following
equation is derived:
(2)
Based on equation (2), the relationship be-
tween 1/D or the operational HRT for each
reactor and (Sin-Sout)/Xout was plotted using the
steady state data in Table 1 to show a linear
function as in Figure 2. According to the
values of intercept on the Y axis and the slope
for the obtained regression curve, YG and Kd
were determined to be 0.33g-TS/g-VA and 0.05
1/d respectively as the growth constants for
the gasification. These values were in accord-
ance with YG=0.3 and Kd=0.04 reported by
Sono16) for methane microbes under the phase
separation control.
Based on the Monod growth model of ƒÊ=
ƒÊ max•ESout/(Ks+Sout), a relationship between ƒÊ
and Sout is presented in Figure 3 which is a
Lineweaver-bark plot. According to the
Fig. 2 Plot for the determination of growth
constants
Fig. 3 Plot for the determination of kinetic
constants
values for slope and Y axis intercept for the
regression line, maximum specific growth rate
ƒÊ max=0.25(1/d) and substrate saturation con-
stant K=0.14(g-VA/L) were obtained, respec-
tively. Making a comparison of these values
with ƒÊmax=0.40 and Ks=0.05 for methane mi-
crobes with phase separation15), the growth
activity of methane microbes in this process
was 40% lower and the substrate saturation
constant was 3-fold worse than the reference.
It was considered to be due to the influent
substrate composition that consisted of sever-
al volatile acids with different consumption
characteristics by microbes.

JIA, KITAMURA, FUJIURA, TAKEYAMA, HANSEN:Biogasification of Garbage Slurry by Methane Fermentation System (Part 2) 121
Fig. 4 Simulation of relationship between
HRT and Xout
Fig. 5 Simulation of relationship betweenHRT and CH4 production rate
3. Simulation on the microbe growth and
methane production
Combining equation (2) with the Monod
growth model yielded an equation showingthe relationship between Xout and D:
(3)
Using equation (3), variation of Xout with 1/D
or the HRT was plotted in Figure 4. The X
axis intercept indicates the critical HRT of 5.4
days when wash out of methane microbes
from the reactor occurred. Numerical analysis
for the differential form of equation (3) derived
the HRT of 8.3 days to have the maximum
microbe density of 0.54g-TS/L.
Using the definition of methane yield Ym(=
ƒÁm/ƒÁ5), equation (3) was transformed to the fol-
lowing equation which presents the relation-
ship between ƒÁm and D:
(4)
Substitution of the mean Ym of 0.72(L/g-VA)
obtained from Table 2 to equation (4), give a
relation between ƒÁm and 1/D or the HRT. This
was simulated in Figure 5. This curve also
indicated the HRTcri , of 5.4 days, which was in
accordance with the HRTcri determined in
Figure 4. As the result of numerical analysis
of the differential form of equation (4), the
HRT for the maximum methane production
rate was 6.7 days, and the maximum ƒÁm was
0.22L/L• d.
4. Fundamental design of methane fer-
mentation system
Based on the simulation results above, opti-
mum HRT (HRTopt) to have maximum meth-
ane production for the gasification process
was set to be 6.7 days or 1.3 days longer than
the HRTcri . of 5.4 days. A system was designed
to treat the garbage produced by one person
according to the HRTopt, and the characteristic
values for both acidification and gasification
processes. The fundamental design indices for
the anaerobic fermentation system were a 5
day HRT for the acidogenic process and 6.7
day HRT for the gasification process as shown
in Table 3. The garbage production rate was
based on data by Sankai6). The working
volume of each reactor was determined ac-
cording to the formula, V=HRT• F(V: Reac-
tor volume, L; F: Flow rate, L/d). The practi-
cal or usable volume was calculated by assum-
ing one third of the total volume as the gas
space. According to our results7), acidogenic
slurry from the acidogenic reactors was
separated 3: 2 to produce the supernatant and
the sediment respectively. Therefore, the

122 Journal of the Japanese society of agricultural machinery Vol. 62, No. 6 (2000)
Table 3 Design parameters for methane fermentation
system
Fig. 6 Methane fermentation system for a 400 people condominium
slurry flow rate to obtain the acidogenic super-
natant of 5.25L/d must be 8.75L/d (divide 5.25
by 3/5). Accordingly, the sedimentation tank
volume was calculated to be about 0.5 L or
8.75/24•~4/3=0.49 when the withdrawing of
acidogenic slurry from the reactor was set at
24 times a day.
A flow diagram of a methane fermentation
system for a hypothetical condominium of 100
families with four persons each is shown in
Figure 6. Required volumes for the acidogenic
reactor (HRT=5 day), the sedimentation tank
and the gasification reactor were 14, 0.2 and
18.8m3 respectively, and the amount of meth-
ane transformed from the garbage by the
system was estimated to be 5.28m3/d. The
energy of the methane produced becomes 2.1•~
105 kJ based on its heating value17) of 4.0•~104
kJ/Nm3. This much energy will increase the
temperature of about 5m3 water by 10•Ž. Ac-
cording to Sasaki et al.18), the excess energy
that can be used is about 70% of the produced
biogas in the case of methane fermentation for
swine manure. Besides, Maekawa et al.19)
described that it varies with depending on the
fermentation method or the shape and materi-
al of the reactor. So that the excess energy of
the methane fermentation system here was
estimated by determining the amount of
energy required to increase the garbage slurry
temperature to the fermentation temperature
or 36•Ž. The estimation revealed that about
67% (16•Ž•~2.1m3/d•€(10•Ž•~5.0m3/d)•~2.1•~
105kJ=1.4•~105kJ) of the produced biogas is
necessary to heat the slurry when it is as-
sumed to be drained at 20•Ž and its specific
heat is the same as the water. Considering the
amount of energy to maintain the reactor and

JIA, KITAMURA, FUJIURA, TAKEYAMA, HANSEN:Biogasification of Garbage Slurry by Methane Fermentation System (Part 2) 123
the sedimentation tank at constant tempera-
ture, the excess energy will be about 10 to 20%
of the total produced biogas. It suggests that
this system is difficult to stand alone as an
energy production process.
On the other hand, much residual organics
were found in the effluent from the gasific-
ation reactor in this experiment. Its concentra-
tion was 0.51g/L as total volatile acid and 0.55
g/L as total solid. When COD is assumed to be
about 10 times of the total volatile acid20), the
organic concentration of effluent was es-
timated to be about 5.1g/L as COD. Also for
the residual concentrations of nitrogen and
phosphonium, Tsuji et al.21) reported that they
were 18 to 27mg-TN/L and 6.2 to 8.9mg-TP/L
respectively for the garbage methane fermen-
tation and their removal abilities were not
shown. Therefore, a secondary treatment such
as aerobic processes involving nitrification or
dephosphorization process would be necessary
for the effluent from the biogasification
system.
IV Conclusions
The characteristics of acid consumption,
biogas production and kinetic parameters in
the gasification process or the 2nd phase of the
methane fermentation system were evaluated
experimentally. A fundamental data to design
a biogasification system to treat garbage bio-
mass by methane fermentation was also deter-
mined.
(1) As HRT decreased from 14 to 8 days, pH
values, reactor microbe density, effluent sub-
strate consumption ratio, biogas production
rate, methane concentration and methane
yield changed from 7.3 to 7.2, 0.48 to 0.56g-TS/L,95% to 91%, 0.18 to 0.31L/L d, 71 to 72%
and 0.33 to 0.40L/g-TS, respectively.
(2) Kinetic evaluation for gasification proc-ess was determined by applying the material
balance and the Monod model. The following
were determined: microbe yield, 0.33(g-TS/
g-VA); self-decay constant, 0.05(l/d); maxi-
mum specific growth rate, 0.25(l/d) and sub-
strate saturation constant, 0.14(g-VA/L).
(3) The simulated relationship between
HRT and reactor microbe density or methane
production rate indicated that the critical HRT
was 5.4 days, the HRT for the maximum mi-
crobe density was 8.3 days and the HRT for the
maximum methane production rate was 6.7
days for the gasification process.
(4) Based on the simulation results above,
the fundamental design volumes to treat the
garbage produced by one person were deter-
mined as 35 L for the acidogenic reactor, 0.5L
for the sedimentation tank, and 47 L for the
gasification reactor. This system would pro-
duce methane of 13.2L/d.
References
1) Tosa, K.: Why Does the Garbage Disposer Become Pop-ular Now!?, Agricultural Machinery Report, Sep. & Oct.,12-14,1998
2) Switzenbaum, M.S.: Obstacles in the Implementationof Anaerobic Treatment Technology, BioresourceTechnology, Vol. 53, 255-262, 1995
3) Li, Y. Y.: Thermophilic Methane Fermentation of Or-ganic Solid Wastes, Journal of Japan Society on WaterEnvironment, Vol. 21 (10), 20-25, 1998
4) Kita, D., Takemoto, Y., Tsuji H., Iwanami H.: Studies onSimultaneous Treatment System for Garbage andSewage by Anaerobic Microorganisms (Part 2), AnnualReport of Technical Institute of Obayashi Co. Ltd., No.37, 133-136, 1988
5) Jia J.Y., Kitamura Y., Fujiura T., Hansen CL.:Biogasification of Garbage Slurry by Methane Fermen-tation System (Part 1), Journal of the JapaneseSocietyof Agricultural Machinery, Vol. 62 (5), 43-49, 2000
6) Sankai, T.: Development of Wastewater Purifier Corre-spond with Disposer for Garbage Recycling System,Water and Waste, Vol. 38 (7), 55-61, 1996
7) Jia J.Y., Kitamura Y., Fujiura T., Jiang, W.Z.,Kurabayashi, H.: Biogasification of Garbage Slurry byMethane Fermentation System (Part 2), Annual Meet-ing of the Society of Agricultural Structures, Japan,106-107, 1999
8) Chang, J.E., Noike, T., Matsumoto, J.: Effect of Reten-tion Time and Feed Substrate Concentration onMethanogenesis in Anaerobic Digestion, Proceedingsof the Japan Society of Civil Engineers, No. 320(4), 67-76, 1982
124 Journal of the Japanese society of agricultural machinery Vol. 62, No. 6 (2000)
9) Maekawa, T., Yamazawa, S., Yoshikawa, S. Hanaoka,
T.: On the Development of a Two-Phase Methane Fer-
mentation System (Part 1), Journal of the Society of
Agricultural Structure, Japan, Vol. 15 (1), 7-21, 1985
10) Li, Y.Y., Sasaki, H., Okuno, Y., Seki, K., Kamigochi, I.:
Mineral Nutrient Requirements for the High-Solids
Methane Fermentation of Organic Fraction of Munici-
pal Solid Waste, 32nd Proceedings of Japan Society on
Water Environment, 337, 1998
11) Chun, F.C., Kataoka, N., Miya, A., Suzuki, T.: Character-
istics of Methane Fermentation with Garbage under
Mesophilic and Thermophilic Conditions, 32nd Pro-
ceedings of Japan Society on Water Environment, 336,
1998
12) Buswell, A.M., Solo, Jr.F.W.: The Mechanism of Meth-
ane Fermentation, J. American Chem. Soc., Vol. 70,
1778-1780,1948
13) Sasaki, H., Li Y.Y., Okuno, Y., Seki, K., Kamigochi, Y.:
Characteristics of High Solid Methane Fermentation
with Garbage, 8th Annual Meeting of the Japan Socie-
ty of Waste Management Experts, 305-307, 1997
14) Yamane, T.: Biological Reaction Engineering, 2nd
press, Sangyo Tosho Co. Ltd., Tokyo, Japan, 198515) Stronach MS., Rudd T., Lester N.J.: 1. The Biochemis-
try of Anaerobic Digestion, 2. The Microbiology of
Anaerobic Digestion, Anaerobic Digestion Processes in
Industrial Wastewater Treatment, Springer-Verlag,
Germany, 1 20, 21-38, 1986
16) Sono, K.: Anaerobic Fixed Bed, in "Wastewater Treat-
ment by Microbial Fixed Process", (edited by Sudo, R.),
The Industrial Water Institute, Tokyo, Japan, 100-128,
1993
17) Maekawa, T.: Methane Fermentation, in "Biomass
Energy", (edited by Yamazawa, S.), Asakura Shoten Co.
Ltd., Tokyo, Japan, 115-161,1982
18) Sasaki, K., Kidani, T., Emoto, Y., Hamaoka, T.: Experi-
mental Methane Production from Swine Waste and the
Performance of Biogas Engine, Journal of the Society
of Agricultural Structure, Japan, Vol. 18(1), 38-46, 1988
19) Maekawa, T., Nakano, K., Yamazawa, S. Suzuki, S.:
Experimental Estimation of Film Heat Transfer Coeffi
cient on the Inner Wall of Two-Phase Methane
Fermentor, Journal of the Society of Agricultural
Structure, Japan, Vol. 21(1), 31-36, 1990
20) Kitamura, Y., Hansen, CL., Ishizuka, N.: Anaerobic
Gasification of Liquefied Okara, Journal of the Society
of Agricultural Structure, Japan, Vol. 30(3), 31-37, 1999
21) Tsuji, H., Kita, D., Ishizaki, K., Iwanami, H., Taguchi, N.:
Studies on Simultaneous Treatment System for Gar-
bage and Sewage by Anaerobic Microorganisms (Part
4), Annual Report of Technical Institute of Obayashi
Co. Ltd., No. 42, 95-100, 1990
(Received: 11. May. 2000-Question time limit: 31. Jan-uary. 2001)
「研 究 論 文 」
メ タ ン発 酵 シス テ ム に よ る生 ごみ ス ラ リー の バ イ
オ ガ ス変 換(第2報)
-ガ ス化 プ ロセ ス-
質 俊 業*1・ 北 村 豊*1・ 藤浦 建 史*1・ 竹 山光 一*1・
C.L.ハ ン セ ン*2
要 旨
生 ごみ ス ラ リー を原 料 とす る汚 泥 返 送 式 酸 生 成
プ ロセ スか らの 流 出液 を 用 い た メ タ ン変 換 シ ス テ
ム の 第 二 分 解 過 程(相 皿)で あ るガ ス化 プ ロ セ ス
の 特 性 を動 力 学 的 に 明 らか に した 。4基 の 完 全 混
合 リア ク タの 各 滞 留 時 間(HRT=8,10,12,14
日)に お い て,ガ ス化 プ ロ セ ス のpH,有 機 酸消 費
及 びバ イ オ ガ ス生 成 速 度,メ タ ン濃 度 メ タ ン収
率 等 特 性 値 を 測 定 した 結 果,ガ ス化 プ ロセ ス と し
て 正 常 に機 能 した こ と及 び高 温 発 酵 と同 等 のバ イ
オ ガ ス生 産 能 力 を持 ち 得 る こ とが わ かった 。 ま た
菌 体 増 殖 ・メ タ ン生 成 特 性 の シ ミュ レ ー シュ ンの
結 果 よ り,菌 体 を 流 出 さ せ る 臨 界HRTcri=5.4
日,菌 体 濃 度 を 最 大 とす るHRTXmax=8.3日,メ
タ ン生 成 速 度 を最 大 と す るHRTMmax=6.7日 が 求
め られ た。 以 上 の 結 果 に基 づ い て,1日1人 あ た
り250gの 生 ご み か ら13.2Lの メ タ ン生 成 量 が 求
め られ た 。
[キーワー ド]ガ ス化 プロセス,動 力学的評価,バ イオガス
生成,メ タン収率,基 本設計
*1会 員,島 根大学生物資源科学部(〒690-8504 島根県松
江市西川津町1060番 地 TEL 0852-32-6546)*2ユ タ州立大学農学部(ユ タ州 ローガン84322-8700ア メ
リカ合衆国)