Embed Size (px)
Citation preview

Biodiesel Training, Demonstration and Analysis
Prepared for:
Department of Fisheries and Aquaculture
And
Canadian Centre for Fisheries Innovation
Prepared by:
Centre for Aquaculture and Seafood Development
Fisheries and Marine Institute of Memorial University of Newfoundland
P.O. Box 4920, St. John’s, NL, A1C 5R3
February 15, 2011

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
1
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
REPORT COVER PAGE
Project Title:
Bio-Diesel Training Project #:
P 8073
Report Status
√ Applicable Block
Date Progress Report #
Final Report
√
February 15, 2011
Name
Signature
Date
Written by: Wade Murphy
February 15, 2011
Reviewed by: Heather Manuel February 15, 2011

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
2
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Contents
INTRODUCTION..................................................................................................................................... 3
MATERIALS AND METHODS ............................................................................................................. 4
ACQUIRING OIL SAMPLES ............................................................................................................... 4
PRE-PROCESSING OF OIL FEEDSTOCK.......................................................................................... 5
OILS FROM SALMON AQUACULTURE ...................................................................................... 7
BIODIESEL TRAINING SESSION ...................................................................................................... 7
COMMERCIALLY PROCESSED MARINE OILS .............................................................................. 8
TESTING OF BIODIESEL .................................................................................................................... 8
RESULTS AND DISCUSSIONS ........................................................................................................... 10
PRE-PROCESSING OF OIL FEEDSTOCKS ..................................................................................... 10
COD LIVER OIL PRE-PROCESSING ........................................................................................... 10 PROCESSING COD LIVERS TO EXCRACT OIL ........................................................................ 12 PROCESSING COMMERCIALLY PROCESSED MARINE OILS .............................................. 17
SALMONID OIL TESTING ............................................................................................................ 20
BIODIESEL TRAINING SESSION .................................................................................................... 21
TESTING OF BIODIESEL ................................................................................................................... 23
ASTM TESTING .................................................................................................................................. 23
SMALL ENGINE PERFORMANCE TESTING ................................................................................. 24
CONCLUSIONS ..................................................................................................................................... 31
RECOMMENDATIONS ........................................................................................................................ 32
APPENDIX A: BIODIESEL TRAINING WORKSHOP AGENDA ................................................. 34
APPENDIX B: LIST OF INVITED GUESTS ..................................................................................... 37
APPENDIX C: COD LIVER OIL ANALYSIS.................................................................................... 40
APPENDIX D: OIL TESTING PROCEDURES ................................................................................. 43
APPENDIX E: BIODIESEL STANDARDS/SPECIFICATIONS ..................................................... 44
APPENDIX F: MAXXAM ANALYTICS INC. ................................................................................... 45
RESULTS FOR COD LIVER OIL AND SALMON BIODIESEL .................................................... 45
APPENDIX G: TRAINING ON SMALL ENGINE DYNAMOMETER .......................................... 46
APPENDIX H: DYNAMOMETER RESULTS ................................................................................... 54

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
3
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
INTRODUCTION
The Centre for Aquaculture and Seafood Development (CASD), in partnership with Memorial
University’s (MUN) faculty of Engineering and Applied Science, is conducting research to advance
current biodiesel conversion technologies for specific applications to marine waste oil feedstock.
Existing conversion technologies have been developed to handle primarily homogenous oils from
vegetable sources. These technologies have had limited success when applied to marine waste oils.
Mitigating the technical challenges specifically associated with utilizing marine waste oils as biodiesel
feedstock is the focus of this research program.
The main objective of the current research program is to develop an economically viable, fish oil
derived biofuel/biodiesel production system for rural communities in Newfoundland and Labrador. In
the 2009-2010 fiscal year, the Centre for Aquaculture and Seafood Development (CASD) received
funding through the Fisheries Technology and New Opportunities Program (FTNOP) and the Canadian
Centre for Fisheries Innovation (CCFI) to acquire a customized mobile 55 gallon batch biodiesel
processor. The biodiesel processor was purchased from Biodiesel Logic Inc. and has been installed at
the CASD’s Atlantic Canada Fishery By-products Research Facility.
In previous research projects, there was significant interest from various industry partners in
investigating the potential for processing biodiesel from marine oils. When the Biodiesel Logic unit was
purchased, a component of the agreement required training to be provided by the manufacturer at the
site where the system was installed. CASD incorporated into the operational training program an
introductory workshop for interested industry participants.
As part of its research plan, CASD tested the units’ capabilities to produce biodiesel from marine oil;
specifically cod liver oil and salmon oil. Initial efforts to test locally acquired marine oil were met with
limited success. CASD readjusted its work plan to evaluate the system using marine oils that were
commercially processed. This would, in a sense, establish a bench mark for the units’ capabilities and
eliminate the quality of the oil as a contributing factor to any issues identified.
This report describes the work carried out on this project from April 2010 to January 2011.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
4
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
MATERIALS AND METHODS
ACQUIRING OIL SAMPLES
The production of biodiesel commonly uses oils derived from plant sources such as corn, soy, etc. This
oil feedstock can be extracted from farming operations which grow crops directed to supplying oils for
biodiesel production. Plant derived oils are also collected from food processing operations that generate
used fryer oils they need disposed.
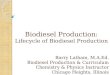
For the testing of the Biodiesel Logic processor (Figure 1) and the workshop CASD required
approximately 650 L of oil. The CASD project manager procured approximately 420 L of used plant
based fryer oil from food processing and food service operations. This plant based oil was used to test
and calibrate sensors on the Biodiesel Logic processing unit and for the day 1 component of the work
shop.
On day 2 of the workshop, CASD processed oil derived from marine feedstock sources. Marine oils,
unlike plant oils, have additional constituents that may interfere with the transesterification reaction (i.e.
the chemical process which converts organic oils into biodiesel). It was decided that the best approach
was to conduct the initial production of marine based biodiesel while an experienced technician was on
site. The CASD project manager sourced approximately 210 L of cod liver oil from Seaward Farms Inc.
for this purpose.
Figure 1: Biodiesel Logic Processor

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
5
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
PRE-PROCESSING OF OIL FEEDSTOCK
The oil feedstocks sourced from the food processing operations were initially processed through a
screening system. The oils were relatively debris free and required minimal processing prior to biodiesel
production. The cod liver oil supplied by Seaward Farms Inc., however, did require an additional
screening as there was a significant quantity of debris in the oil such as pieces of liver (Figure 2).
Figure 2: Cod liver oil from rendered livers prior to pre-processing
The Biodiesel Logic processor has a filtration system (Figure 3) at the input and between transfer points
to each processing step. The bag filters remove large particles that are in the oil and/or settle out during
processing. These filters can be cleaned if required.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
6
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 3: Bag filters between reactor tanks
The primary focus of research for the Biodiesel Logic processor was to produce biodiesel from oil
collected from marine by-products. Due to the nature of this raw material, the presence of a high
quantity of foreign material is very likely. Thus, the pre-processing of the feedstock oil included
pumping the raw feedstock oil through a pre-screening filter (Figure 4) and a 25 micron bag filter prior
to pumping the product into the biodiesel processing unit.
Figure 4: Pre-screening filter used to process oil

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
7
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
OILS FROM SALMON AQUACULTURE
Marine oil obtained from the by-products of salmonid aquaculture is also of interest. These by-products
consist of processing discards (i.e. gut material and trimmings) and dead fish collected from grow-out
operations (i.e. morts). The fat content of farmed salmonids is estimated to be between 15-18% of the
whole fish.
The salmonid aquaculture industry is in a growth phase in the province and is expected to have
significant production increases over the next 2 to 3 years. The industry will have an estimated
production of 26,000 MT by 2012. The available by-product estimates from this industry are:
Morts: Estimate of 2% mortality for industry
o Approximately 520 MT/yr
Processing Discards
o Gut material: 11% of round weight
Approximately 2800 MT/yr
o Trimmings from fillet processing: 5% of round weight
Assuming 40% of marketable salmonids are processed for fillets
520 MT
Currently, the majority of discards from this industry are either shipped to landfill/composting
operations or frozen in bulk for pet food manufacturers and/or mink farming operations. As the industry
continues to grow, there is potential for processing the discards for agricultural and/or food use as well
as other applications.
CASD has been providing support to research being conducted by Dr. Kelly Hawboldt, MUN Faculty of
Engineering and Applied Science, on efficient methods of recovering salmonid oil from processing
discards. The research investigates the option of particle size reduction to improve the extraction of high
quality salmonid oil by heating and/or ethanol extraction. However, not all oil will be of high enough
quality for food or animal use (e.g. oils extracted from morts). These oils could be another source of
biodiesel feedstock.
BIODIESEL TRAINING SESSION
The biodiesel workshop was held over a two day period on June 23rd
& 24th
. The first day of the
workshop provided the group with an overview of CASD and its history with respect to marine oil
processing in relation to the production of biodiesel. Day 1 of the workshop concluded with a hands-on
demonstration for testing the quality of oil using a titration method.
Day 2 of the workshop provided participants with information on the differences between plant derived
oils and the oils extracted from animal/protein sources. The participants were shown how to produce
biodiesel using vegetable oil, and how to stabilize the biodiesel for cold climates. Day 2 concluded with

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
8
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
a demonstration in which CASD ran a 6.5 hp diesel motor with a 50/50 blend of biodiesel/diesel. The
complete agenda and list of invited attendees are included in Appendices A and B.
COMMERCIALLY PROCESSED MARINE OILS
It was demonstrated during the workshop/training session, that the Biodiesel Logic processor is able to
produce a biodiesel from used vegetable fryer oil that will work in a diesel engine. However, the
question posed by the research funding group was; what are the best results that can be potentially
achieved with this system when processing marine feedstock oils?
To establish a bench mark of the biodiesel processor’s capabilities with respect to marine feedstock oils,
the CASD project manager procured two barrels of commercially processed and refined marine oils;
salmon oil and cod liver oil. A sample of each (4 L container) was initially ordered to perform a jar test
(refer to Appendix D for detailed procedure) to determine the amount of chemicals (i.e. methanol and
sodium hydroxide) required for the transesterification reaction.
TESTING OF BIODIESEL
At the onset of this project the intent was to produce biodiesel from used vegetable oil, and from cod
liver oil from rendered livers supplied by Seaward Farms Inc. However, further testing of the cod liver
oil (Appendix C) showed that it required additional processing to lower the free fatty acid (FFA) content
of the oil prior to producing biodiesel. During the training session biodiesel from used vegetable oil
feedstock was successfully produced. The used vegetable oil was collected from Country Ribbon and
the cafeterias of the Marine Institute (MI) and College of the North Atlantic (CNA). To determine the
quality of the biodiesels produced, the CASD proposed to use 2 evaluation methods; ASTM and small
engine dynamometer testing.
ASTM Testing
There are four standards available from ASTM International which provides quality assurance for
biodiesel used in freight trucks, buses, boats, ships and more. The ASTM specifications define
biodiesel as a “fuel comprised of mono-alkyl esters of long chain fatty acids derived from vegetable
oils or animal fats, designated B100.” The specifications provide details on requirements for fuel
characteristics as well as the relevant standard test methods to use for each. The specifications define
properties and controls critical to the viable use of biodiesel blends in the marketplace.
The ASTM biodiesel standards include the following:
ASTM D975-08a, Specification for Diesel Fuel Oils used for on- and off-road diesel
applications, was revised to allow for up to 5 percent biodiesel;
ASTM D396-08b, Specification for Fuel Oils used for home heating and boiler applications, was
revised to allow for up to 5 percent biodiesel; and

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
9
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
ASTM D7467-08, Specification for Diesel Fuel Oil, Biodiesel Blend (B6 to 20) a completely
new specification that covers finished fuel blends of between 6 (B6) and 20 (B20) percent
biodiesel for on- and off-road diesel engine use.
ASTM D6751-08, Specification for Biodiesel Fuel Blend Stock (B100) for Middle Distillate
Fuels used to control pure biodiesel (B100) quality prior to blending with conventional diesel
type fuels, was revised to include a requirement that controls minor compounds using a new cold
soak filterability test.
(Source: http://www.astm.org/SNEWS/ND_2008/D02E0_nd08.html)
Small Engine Dynamometer (Dyno) Testing
Memorial University’s Faculty of Engineering has a small engine testing dynamometer (dyno) which
measures key parameters (e.g. torque and horse power) in the operation of motors under load. The
CASD purchased a 6.5 hp diesel engine which was used on the dyno testing platform. The testing
evaluated the performance of the engine using various ratios of diesel and biodiesel fuel mixtures
ranging from 100% diesel to 50% diesel.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
10
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
RESULTS AND DISCUSSIONS
PRE-PROCESSING OF OIL FEEDSTOCKS
The oil feedstocks used in this project were procured from:
Country Ribbon Limited, MI and CNA cafeterias
o Used fryer oil
o Setting up and calibrating biodiesel reactor
o Day 1 of the training workshop
Seaward Farms Inc.
o Cod liver oil
o Day 2 of training workshop
Jedwards International Inc.
o Commercial marine oil for bench mark study
The oil feedstocks from Country Ribbon Limited and Seaward Farms Inc. required some processing
prior to loading the product into the stage 1 reactor (i.e. pre-processing reactor in Figure 1). The main
purpose of the pre-processing was to remove protein/food particles (bread crumbs, pieces of cod liver,
etc.) from the oil which could interfere in the transesterification reaction.
The oil was pumped through the 1 mm screen and through a 4 micron screen on the processing unit. A
25 micron bag filter system was ordered for pre-processing the oil samples; however, it did not arrive
prior to the commencement of this project. The biodiesel processor did aid in the removal of large
particulate matter however the larger mesh size of the primary filter allowed particles to pass through to
the 4 micron filter. This required additional cleaning over time.
COD LIVER OIL PRE-PROCESSING
The cod liver oil supplied by Seaward Farms Inc. was also processed through the 1 mm filter screen. A
sample of the oil was tested by Dr. Hawboldt to determine its initial quality. Testing of the oil was
conducted approximately 3 weeks prior to the delivery of the training workshop. A copy of the test
results is available in Appendix C. Based on the tests conducted by Dr. Hawboldt, the oil required
further processing to make it suitable for biodiesel production.
The first step in preparing oil for processing in the biodiesel reactor requires that a 500 ml sample of oil
be removed and tested for quality. The cod liver oil was tested as per the titration procedure outlined by
the technician from Biodiesel Logic (Appendix D). The titration number for the cold liver oil was high
(44-49). The biodiesel processor can only make biodiesel from feedstock oils with a FFA (free fatty
acid) number below 15. To verify that the oil was unsuitable for biodiesel processing as indicated by the

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
11
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
titration number, a second 500 ml sample of oil was removed and used to perform a “jar test”. For this
test, the same ratio of methanol and base (potassium hydroxide) was added to the oil. Figure 5 shows the
results of the test. The sample jar on the right shows a successful transesterification reaction performed
with vegetable oil. The oil separated into layers of methanol on the top, glycerine on the bottom and
biodiesel in the middle. The jar of cod liver oil on the left shows no reaction. Several variations of the
chemical ratio were tested using the cod liver oil. The results from each test had either no reaction or
soap production.
Figure 5: Mason jar test of stock oil; cod liver oil on the left and canola oil on the right
Both the titration number and the “jar test” indicated that the cold liver oil raw material was unsuitable
for biodiesel production. Further research was conducted to determine if there was a way to reduce the
FFA content of the cod liver oil. For oil feedstocks with high FFA numbers, an acid esterification
reaction could be used, however the amount of additional chemicals required and the additional by-
products produced deemed this option unviable. Also, the Biodiesel Logic processor would require
modifications for it to be compatible with the acid esterification method. As a result, fresher oil is
required for producing biodiesel.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
12
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
PROCESSING COD LIVERS TO EXCRACT OIL
Following the pre-processing experiments, additional cod livers were collected from Seawards Farms
during their harvesting operations in late October, 2010. A total of 6 barrels of cod livers were obtained.
The barrels of livers were transported to the MI and stored in the loading area of the MI by-products
facility where they were left to ferment over a 4 week period. After the fermentation period, the barrels
were placed in the chill room at 6OC for an additional 3 weeks to “winterize” the oil that was released by
the livers. Winterization is done to remove solids that would cause turbidity or cloudiness in the oil
when stored at chilled temperatures. These solids are high melting point triglycerides that are naturally
present in fish oils.
The separation of the oil from the solids and water was done following a 3 step process. The first step
involved draining the livers on a large screen. The barrels were carefully poured onto the drain screen
and allowed to drain for approximately 1 hour (Figures 6 & 7). The fermentation process had completely
broken down the livers. Therefore, when manipulating the livers on the screen to facilitate the draining
process, more solids fell into the oil.
Figure 6: Separating the oil from the livers

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
13
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 7: Cod livers draining on screen
The preparation of the barrels of cod livers was not weighed for yield assessment. However, based on
visual estimates ⅔ of the barrel was a mixture of cod livers and oil. The bottom ⅓ of the barrel was
mainly water (Figure 8). During the screening process, the barrels of product were decanted carefully to
minimize adding water to the oil as subsequent separation of water and oil would be required adding to
processing time.
Figure 8: Water released from the cod liver oil process
Once the initial screening was completed, the small solids remaining in the oil had to be removed
(Figure 9). Normal food grade processing of the oil would require that the product be processed through
a series of filters to remove all protein particulates from the oil. This cold filtration process is done to
retain the maximum amount of the long chained omega-3 fatty acids.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
14
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 9: Screened cod liver oil
For the production of biodiesel however, the focus was on removing compounds that interfere with the
transesterification process such as proteins and fat solids. To remove these components, the cod liver oil
was heated to 70OC for 2 minutes. The heating process coagulated, or cooked, the proteins in the oil.
The heated oil was then processed through the Westfalia centrifuge (Figure 10).
Figure 10: Heating (left) and centrifuging (right) cod liver oil
The clarified oil was stored in 135 L buckets until required for biodiesel processing. The extracted oil
was considered to be minimally processed oil (Figure 11).

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
15
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 11: Cod liver oil minimally processed
The first step in processing biodiesel from the minimally processed cod liver oil was to determine the
amount of sodium hydroxide (NaOH) needed to react with the oil. The oil was titrated using a 0.1%
sodium hydroxide solution. To determine the total amount of NaOH required for the process, the volume
of NaOH required to neutralize the cod liver oil was added to the basic amount of NaOH required to
process the oil (Appendix D). Based upon the results of the titration 7.4 g of NaOH/L was needed for
the minimally processed cod liver oil. Table 1 summarizes the amount of chemical inputs required to
produce biodiesel from the minimally processed cod liver oil.
TABLE 1: PROCESSING DATA FOR MINIMALLY PROCESSED COD LIVER OIL
Total Volume
of Oil (L)
Total Volume
of Methanol
(L)
Total Weight
of NaOH (g)
Volume of
Biodiesel
Produced (L)
Volume of
Methanol
Recovered (L)
161 32 1191 150 1.5
Overall, the minimally processed cod liver oil had a production yield of approximately 93% biodiesel.
The estimated cost to produce this biodiesel is $0.21/L based in the input costs (Table 2). For this
process, approximately 1.5 L of methanol was recovered (Table 1). However, during the initial
calibration of the biodiesel processor approximately 7 L of methanol was recovered when the used fryer
oil was processed through the system. For the minimally processed cod liver oil, the unrecovered
methanol may have been trapped in the biodiesel and/or removed with the glycerine prior to the
methanol recovery step in the process.
Table 2 outlines the raw material and chemical costs associated with biodiesel production for the
minimally processed cod liver oil.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
16
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
TABLE 2: MATERIAL COSTS FOR MINIMALLY PROCESSED COD LIVER OIL
PROCESSING COSTS
INPUTS Cost/Unit Amount Required Total Costs
Cod Liver Oil (L) N/A 161 L N/A
Methanol (L) $0.945 30.5 L $ 28.82
Caustic Soda (kg) $ 2.84 1.191 kg $ 3.38
Based on the data collected from this pilot production run, it is potentially viable to produce biodiesel
from cod liver oil.
At the current production levels, the volume of oil that Seaward Farms Inc. can obtain from processing
the cod livers is not significant enough to warrant selling the oil to food grade or nutraceutical grade
markets. However, to produce biodiesel, the company would have to make a small investment to
purchase a kettle and filtration system to clarify the recovered oil. The company could rent the current
MI biodiesel processor for a small fee which would be sufficient capacity to process current oil volumes.
The equipment required to refine the oil so that it meets the standards for food grade oil, such as a
contherm, centrifuge, decanter, etc., is more costly. Thus, producing biodiesel from the cod livers, which
are currently being discarded, can potentially provide economic benefits to this company by reducing in-
house fuel costs. The intent is that the company would use biodiesel produced by from its cod liver
discards to run its generator system which is currently used to power the cod ranch operation.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
17
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
PROCESSING COMMERCIALLY PROCESSED MARINE OILS
It was demonstrated during the training session, that the biodiesel reactor is able to produce a biodiesel
that will work in a diesel engine. The oil processed during this session was used fryer oil acquired from
a secondary food processing operation. The question posed by the research funding group was; what are
the best results that can be potentially achieved with this system when processing marine oils?
To establish a bench mark, the CASD project manager procured two barrels of commercially produced
marine oils; salmon oil and cod liver oil. A sample of each (4 L container) was initially ordered to
perform a jar test to determine the amount of chemicals required (See Figure 12).
Figure 12: Samples of marine oil used for the jar test
The jar test highlighted one issue with respect to processing the salmonid oil. The titration of the oil to
determine the required volume of caustic indicated that the minimum amount of caustic required was
5g/L of oil. However, the separation of the glycerine took much longer than the normal 2 hours observed
for other oils. The salmon oil was left over night to react and allow the glycerine to separate into layers
(See Figure 13). Based on the jar test results, the processing procedure for the salmonid oil had to be
modified to allow a longer separation period for the glycerine.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
18
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 13: Jar test performed on marine oils
TABLE 3: PROCESSING DATA FOR MARINE OILS
INPUT
MARINE
OIL
Total Volume
of Oil (L)
Total Volume
of Methanol
(L)
Total Weight
of NaOH (g)
Volume of
Biodiesel
Produced (L)
Volume of
Methanol
Recovered (L)
COD LIVER 175 42 1049 160 2.5
SAMLONID 190 42 1188 175 1.5
TABLE 4: PROCESSING COSTS FOR COMMERCIAL MARINE OILS
Input Cost/Unit Volume Required Total Costs
Cod Liver Oil $ 5.00 /L 190 L $ 950
Methanol $ 0.945/L 39.5 L $ 37.32
Caustic Soda $ 2.84/kg 1.049 kg $ 2.98
Salmonid Oil $ 5.70/L 190 L $ 1,083
Methanol $ 0.945/L 40.5 L $ 38.27
Caustic Soda $ 2.84/kg 1.188 kg $ 3.37

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
19
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Tables 3 & 4 provide a summary of the processing yields and costs for both commercially processed
marine oils. For each production run, a barrel of commercial oil was processed. However, a mechanical
problem with the biodiesel processor occurred when processing the cod liver oil which resulted in a loss
of approximately 15 L of raw oil. Based on the raw material and chemical input costs, the cost per litre
of biodiesel for each feedstock is estimated at:
- Cod Liver Oil:
Including raw oil cost: $5.66/L
Chemical cost only: $ 0.230/L
- Salmonid Oil
Including raw oil cost: $ 6.43/L
Chemical cost only: $0.238/L
As can be clearly seen, it is not economical to purchase commercial food grade oil to make biodiesel.
However, if the oil is obtained at little or no cost as a by-product of fish processing, and is not suitable
for food grade or nutraceutical grade oil, then the option to produce biodiesel becomes more
economical. It should be noted that the quality of the feedstock oil does have an impact on the yield of
biodiesel obtained. Thus not all waste fish oils will be suitable for biodiesel production.
Not included in the data is the cost to discard the glycerine produced. Biodiesel Logic indicated that the
glycerine can be used in agricultural operations as part of a soil conditioning material. However, before
it is used, any remaining methanol in the glycerine has to be evaporated off. Glycerine is also used in
other industries such as soaps, window wash, etc. Therefore, further investigation into the potential uses
of the glycerine by-product may be worthwhile.
Figure 14: Comparing the size of glycerine beads in canola oil (L) and salmon oil (R).

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
20
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
During the production of the marine biodiesels one of the differences noted was the size of the glycerine
beads that settled out of the biodiesel after the transesterification reaction was completed. As
demonstrated in figure 14 above, the beads produced from plant oils were much larger than those
produced from both of the marine oils used. This could have an impact on both the time that is required
for the glycerine to settle out and the presence of this material in the finished biodiesel. As noted
previously the time for glycerine to settle out was extended for both marine oils in comparison to the
typical settling time used for plant based oils.
Another difference in processing biodiesel from marine oil as compared to the vegetable oil was the
volume of methanol recovered. During the setting up of the unit and workshop, a total of 3 barrels of
used fryer oil (canola) was processed into biodiesel. For each batch processed, the volume of methanol
recovered ranged from 6 L on the initial batch to 7.5 L on the remaining 2 batches processed. The
increase in recovered methanol in the last 2 batches can be attributed to pre-treating with the glycerine
recovered from the previous batch. In comparison, the maximum volume of methanol recovered from
the marine oil feedstocks was 2.5 L. This is a significant reduction as compared to the canola oil results.
The minimally processed cod liver oil was also pre-treated with glycerine. The amount of methanol
recovered from this production was estimated at 1.5 L as compared to the 7.5 L recovered from
processing canola oil that was pre-treated. It is possible that the biodiesel produced retained methanol.
This may have contributed to lowering the flash point of the material below the standards for biodiesel
(Table 5).
SALMONID OIL TESTING
The evaluation of biodiesel production from salmonid oil was focused on using morts from grow-out
operations. This by-product is becoming a major concern for the aquaculture industry. CASD, from a
previous project, had commitment for Cooke Aquaculture to supply morts for processing and oil
extraction. However, due to the nature of this raw material, there is a tendency for emulsions to form
making oil extraction difficult. Thus, before handling this raw material, CASD worked with researchers
at Memorial University to determine an efficient and effective method of removing the oil from the
discards.
M.Sc. candidate Punayma Jayasinghe carried out the research under the supervision of Dr. K. Hawboldt.
The research focused on the feasibility and impact of utilizing salmonid fish waste for the production of
biodiesel. The study examined the characteristics of the extracted oil, chemical composition of the
material and the impact of the resulting biodiesel on the environment. A copy of Ms. Jayasinghe’s
research report and the findings can be acquired through the Queen Elizabeth Library of Memorial
University, or by contacting Dr. K Hawbolt, Faculty of Engineering and Applied Science, MUN.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
21
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
BIODIESEL TRAINING SESSION
The training session on the operation and maintenance of the Biodiesel Logic processing unit was
carried out during the week of June 21–25, 2010. Todd Bent from Biodiesel Logic supervised the
commissioning of the processor, and the operation and maintenance training of CASD technologists
(Figure 15). The by-product facility supervisor was provided additional training on the required
maintenance of the unit.
In conjunction with the training session, interested industry participants were invited to attend a work
shop on the production of biodiesel from marine oils. Participants in the work shop were provided with a
hands-on demonstration of the procedures for evaluating oil feedstock and the production of biodiesel
using the Biodiesel Logic processor. A copy of the work shop agenda and a list of invited industry
participants is provided in Appendices A and B, respectively.
Figure 15: Todd Bent of Bio-diesel Logic overseeing the training of CASD personnel
The training session and workshop highlighted some of the key benefits of the Biodiesel Logic
processor such as:
Glycerine, a by-product of biodiesel manufacturing, is used to pre-treat raw oil.
o Pre-treating the oil reduces the amount of base chemical (i.e. NaOH or KOH) required by
as much as 50% based on titration results.
The processor can recover up to 45% of the methanol used in the process.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
22
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
o The vlume of methanol recovered will depend on quality of the feedstock oil.
o This is an automated process carried out prior to final filtration and storage of the
biodiesel.
Cold filtration ensures the biodiesel is suitable to operate at temperatures below 0OC.
Automated process timers ensure consistency of the finished biodiesel.
o The processor has timers for each processing step which are set to allow sufficient time
for the completion of each reaction and/or each processing step. Timers control operating
time (e.g. 2 hours for pre-treatment step), and when pumps are circulating the oil. Settling
times can vary based on operators requirements.
o The processor is also equipped with temperature sensors which are set for each
processing step.
o The operator can adjust either process parameter (time or temperature) for a particular oil
feedstock.
The Biodiesel Logic processor ensures low cost biodiesel manufacturing. The oil processed during the
workshop maintained approximately 85% yield of finished biodiesel. In manufacturing biodiesel, the
volume of methanol required on average is 20% of the volume of oil being processed. This particular
processor is designed to process 209 L of oil per batch. For each batch, approximately 42 L of methanol
was required. The methanol used was laboratory grade (99.9% methanol) and cost $2.46/L or
$103.32/batch. At the completion of the process approximately 11 L of methanol was recovered from
each batch. This recovery reduced the methanol cost by $27.06 as the recovered methanol can be reused
in subsequent batches.
In addition to the methanol, the process required the addition of a basic chemical. For the work shop,
potassium hydroxide (KOH) was used. The KOH used was laboratory grade and cost $39.88/kg.
Titration testing of the raw oil prior to pre-treating indicated that as much as 4 kg of KOH would be
required for the reaction per batch. With pre-treating, however, the 3 batches of oil processed during the
training and workshop sessions on average required only 2.5 kg of KOH per batch. Based on
information provided by the Biodiesel Logic representative, pre-treating can potentially reduce the
amount of base required by as much as 50%.
The main by-product produced from the biodiesel process is glycerine. The lower the oil quality, the
higher the volume of glycerine recovered and the lower the yield of biodiesel. Glycerine is a product that
is used in the manufacture of soaps such as car wash soap. It also can be used in composting processes
as a carbon source.
The major cost in the biodiesel process is the chemical cost required for the transesterification reaction.
The CASD project manager contacted chemical suppliers in the Atlantic region for pricing of both
methanol and potassium hydroxide. Pricing was based on industrial grade materials which are suitable

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
23
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
for this process. Using industrial grade chemicals can potentially reduce these costs to approximately
$0.21/L.
TESTING OF BIODIESEL
As indicated in the previous discussion, CASD proposed two methods of testing the fish biodiesels
produced; ASTM testing and diesel engine performance tests.
ASTM TESTING
Samples of biodiesel produced from the commercial fish oils were shipped to Maxxam Analytics in
Ontario. Table 5 provides a summary of the test results as compared to the industry standards. Web links
to the Canadian, United States and European standards for biodiesel can be found in Appendix D.
Based upon the ASTM test results, the biodiesels CASD produced from marine oils do not meet the
B100 Canadian Standards for two critical specifications:
Flash Point
The flash point measures the tendency of the sample to form a flammable mixture with air under
controlled laboratory conditions. The flash point indicates the possible presence of highly volatile and
flammable materials in a relatively non-volatile or non-flammable material. The Canada/US minimum
standard for a B100 is 93oC. The CASD biodiesel samples had a flash point of less than 40
oC. This
indicates that there is a high concentration of volatile material in the biodiesel produced. It is possible
that the methanol content of the fish biodiesel is high since there was very little recovered during the
methanol recovery stage of the conversion process.
Acid Number
The acid number is used to determine the level of free fatty acids or processing acids that may be present
in biodiesel. Biodiesel with a high acid number has been shown to increase fuelling system deposits and
may increase the likelihood for corrosion. The acid numbers for both fish biodiesels do not meet the
ASTM standard.
Biodiesel is normally mixed with regular carbon diesel at rates between 5-20%. With such a low flash
point, mixing the fish biodiesels with regular carbon diesel would reduce the flash point of the
carbon/biodiesel mixture. Depending upon the amount of biodiesel used, the blended fuel would not
likely meet the ASTM standard for a biodiesel fuel.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
24
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
The fish biodiesels produced do not meet the ASTM standard for use in diesel engines mainly due to
their low flash points. However, discussions with the Laboratory co-ordinator with Maxxam Analytics,
it is possible that the biodiesels produced would make a high quality material for blending with furnace
oil. To test this hypothesis would require re-testing the biodiesel samples against the standards for
furnace oil.
A copy of the ASTM test results performed by Maxxam Analytics on the cod liver oil and salmon oil
biodiesels are included in Appendix F.
TABLE 5: BIODIESEL STANDARDS/SPECIFICATIONS FOR B100
Specification Standard
Canada/US
Cod Biodiesel Salmonid Biodiesel
Cetane Number Min 40 44.1 51
Flash Point (oC) >93 min <40 <40
Distillation (%) 85-95% @ 360 O
C 91.9 94.7
Water & Sediment (mg/kg) 500 0 0
Kinematic Viscosity mm2/s 1.9-6.0 4.244 3.535
Ash (% wt) 0.01 <0.005 <0.005
Sulfur (% wt) 0.05 0.00081 0.00065
Copper Strip Corrosion 3 h/50 OC 1A
1 1A
1
Cloud Point (OC) Report
OC -2 -4
Acid Number (mg KOH/g) 0.10 0.5 0.4
SMALL ENGINE PERFORMANCE TESTING
In preparing for project work with biodiesel CASD purchased a 10K Kubota generator and a 6.5 hp
diesel engine. The large diesel generator will be used for running the biodiesel reactor in remote
locations.
During the biodiesel training workshop, the ability of the biodiesel produced to run the small 6.5 hp
diesel engine was demonstrated. The initial blend tested was 80% regular carbon diesel and 20%
biodiesel. Prior to adding the biodiesel blend to the fuel tank, any remaining carbon diesel in the fuel
tank was removed. The engine performance using the biodiesel/diesel blends was similar to its
performance when using 100% commercial diesel with respect to starting and idling.
1 The 1A for the copper strip corrosion means that the strip was only slightly tarnished after the test. The copper strips are
compared to an ASTM standard which contains 12 different strips with varying degrees of tarnish. A rating of 1A is the least
tarnished one could possibly have.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
25
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Since the workshop in June 2010, the CASD project manager has continued to run the small diesel
engine on a 50/50 blend of biodiesel (Figure 16). Up to mid-August 2010, approximately 12 L of the
blended biodiesel had been used in the engine. There has been no change observed in the performance of
the engine with respect to starting and idling.
The CASD, in collaboration with the Faculty of Engineering and Applied Science of Memorial
University, installed the 6.5 hp diesel engine on a testing dynamometer (Dyno) located in the
Thermodynamics and Fluids Laboratory. In preparing the dyno testing system, CASD engineering
technologist Mark Ingerman, travelled to the Land & Sea Inc. training center in New Hampshire to be
trained on the set-up and operation of the dyno testing system (refer to “trip report” in Appendix G).
Figure 16: The 6.5 hp diesel engine running on a 50/50 Blend of biodiesel
During the dyno training session the instructor indicated that the diesel engine could not be directly
connected to the measuring system on the dyno. It was suggested to build a testing bed for mounting the
engine and having it connect to the torque drive through a belt drive. This would lessen the vibration on
the torque system and provide a smoother measurement. The CASD engineering technologist worked
with 2 engineering work term students to design and fabricate the test bed system (Figure 17). The
fabrication of the system was completed in early December 2010.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
26
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 17: Small engine test bed
Testing the performance of the 6.5 horse power diesel engine was conducted from December 13-23,
2010. The focus of the testing was to evaluate the impact various concentrations of biodiesel would
have on the total horsepower output of the engine. General industry guidelines with respect to the impact
on an engine’s performance suggest that using biodiesel would result in up to a 5% loss in horsepower
output. The impact on the engine performance would vary depending upon the amount of biodiesel
mixed with the carbon diesel.
The first step in evaluating the performance was to establish a testing procedure. Various procedures
were evaluated to determine if the information obtained was a true evaluation of the engine’s
performance. The procedures varied from running the engine at various throttle speeds and maintaining
a fixed load to a fixed throttle speed and varying the load applied to the engine. The procedure most
suited for the required testing was to fix the throttle speed at maximum revolutions per minute (RPM)
and apply the load over a series of stages.
In establishing the procedure the engine throttle was set at full open and no load was applied to the
torque converter giving a maximum RPM of 3600. To determine the minimum RPM, the engine throttle
was set at the full open position. Force was applied to the torque converter which slowed the RPM of the
engine. The stall point for the engine was determined to be approximately 1750 RPM’s. Therefore to
maintain minimum idle speed the minimum RPM for the engine was set at 1800.
For testing purposes the engine’s throttle was set in the full open position to eliminate any affect of the
governor. Before any load was applied, the engine was allowed to run for approximately 1 minute. Force

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
27
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
was applied to the torque converter to reduce the RPM of the engine from 3600 RPM to 2600 RPM. The
force was applied in stages to reduce the RPM of the engine by 200 RPM. The force remained constant
at each stage for approximately 90 seconds. Once the test was completed, the pressure on the torque
converter was reduced so that the engine could run at maximum RPM for a minimum of one minute
before repeating the procedure.
For each marine oil biodiesel, the following biodiesel mixtures were tested: 20% biodiesel; 50%
biodiesel; and 100% biodiesel. Each marine biodiesel was mixed with diesel purchased from a local gas
bar to obtain the desired biodiesel/diesel ratios. To mix the various concentrations of each test mixture, a
volumetric measuring cylinder was used (Figure 18). The mixed biodiesel was held in 5 L fuel cans until
required for testing.
Upon completion of a series of tests for each biodiesel blend, the remaining biodiesel was drained from
the fuel tank and approximately 1 L of commercial diesel was placed in the tank. The diesel engine was
run with approximately 20% load until the fuel in the tank was depleted. This took approximately 20
minutes. Any remaining fuel was drained from the tank before it was refilled for the next series of tests.
All the biodiesel mixtures tested were compared to commercial diesel results using the same testing
procedures. Figures 19 & 20 are the graphical summaries of the dyno testing. The overall results of the
testing were in line with what was anticipated. The individual graphical results for each biodiesel are
included in Appendix H. The summary data shown in Table 6 demonstrates that there is a small loss in
horse power when running the engine on biodiesel. The degree of horsepower loss ranged from 1.4% to
over 9% depending upon the amount of biodiesel used in the mixture. The average power loss was
approximately 4% for both marine biodiesels. However, if the biodiesel is mixed based on transport
Canada’s recommended level of 20% for vehicles, the average loss of power is less than 3% for both
types of marine oil.
Figure 18: Mixing the various ratios of biodiesel

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
28
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 19: Summary graph of dyno results for Cod Liver Biodiesel
Figure 20: Summary graph of dyno results for Salmon Biodiesel
Horse
Power
RPM
RPM
Horse
Power

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
29
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
TABLE 6: SUMMARY RESULTS FOR DYNAMOMETER TESTING
Cod 20% Cod 20%2 Cod 50% Cod 100 % Cod 100% 2
Median HP 5.35 5.30 5.66 5.20 5.11
% difference 2.44% 3.35% -3.09% 5.24% 6.78%
Average HP 5.40 5.34 5.66 5.25 5.18
% difference 1.42% 2.54% -3.33% 4.12% 5.48%
Salmon 20% 2 Salmon 20% Salmon 50% Salmon 50% 2 Salmon 100% Salmon 100% 2
Median HP 5.37 5.44 5.30 5.23 5.55 5.15
% difference 2.09% 0.78% 3.36% 4.64% -1.18% 6.10%
Average HP 5.40 5.43 5.32 5.25 5.57 4.97
% difference 1.40% 1.03% 3.01% 4.22% -1.44% 9.49%
Diesel Diesel 2
Median HP 5.43 5.54
Average HP 5.43 5.52
Average Diesel 5.48
Average Median 5.49
The dyno tests have shown that there is a loss in power when using fish oil biodiesel. The amount of
power loss varies with the ratio of biodiesel to carbon diesel. Based on recommendations put forward by
Transport Canada fuel mixing for vehicles should have a maximum inclusion of 20% biodiesel. At this
inclusion rate, the power loss in the engine varied between 1-3% for both types of biodiesel tested.
However there are other benefits to mixing biodiesel with carbon fuel. One of the major benefits of
biodiesel is the reduction of greenhouse gas emissions. Burning biodiesel can reduce tailpipe particulate
matter, hydrocarbons and carbon monoxide emissions in most modern four stroke engines.
The testing conducted on the dyno did not focus on the emissions from the engine. However, looking at
the exhaust from the engine it was noted that when burning commercial diesel the exhaust was very dark
and a significant amount of tailpipe particulate matter was present in the area. When the fish oil
biodiesel samples were tested, the exhaust from the system was notably lighter in appearance (Figure
21). Also, there was very little to no particulate material present in the exhaust area.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
30
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 21: Diesel exhaust when burning biodiesel
The dyno testing on the small diesel engine demonstrated that there is a slight power loss when using
fish oil biodiesel. The loss of power will vary depending on the type of oil feedstock and the
concentration of biodiesel used in the engine. During the set-up of the dyno two concerns were
identified:
1. Length of the exhaust for the engine.
a. The total length of the exhaust was approximately 35 feet.
b. Any particulate matter could deposit along the pipe resulting in an engine shut down.
c. There was no fan to draw the exhaust out of the system.
2. Variation in water pressure.
a. Water is used to increase the amount of torque on the system. During the testing it was
noted that the water pressure varied as much as 20%. This would have an impact on the
horse power results.
Prior to further testing it is recommended that an exhaust fan be installed to take the exhaust out of the
dyno testing system. This would reduce or eliminate any back-pressure on the engine. With respect to
varying water pressure, the addition of a boosted pump should be considered to ensure a consistent
supply of water at the required pressure.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
31
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
CONCLUSIONS
Overall, the Biodiesel Logic processor is capable of producing a biodiesel from marine oil feedstocks.
The training program provided by the manufacturer highlighted the key benefits of the system such as:
Consistency in final product output
Automated process systems for each step in the process
Improved yield and/or lower production cost as a result of pre-treating incoming oil
feedstock with glycerin from previous batch
The anticipated yield that is achievable from a high quality food grade marine oil feedstock is in excess
of 90%. Based on testing conducted with cod liver oil, this feedstock must be minimally processed prior
to conversion into biodiesel. The pre-processing done during this project involved heating the oil and
separating the solids. The degree of pre-processing will vary depending on the source and the quality of
the oil feedstock. Thus, this must be evaluated for each oil feedstock prior to conversion into biodiesel.
Using biodiesels as an alternate fuel for operating engines on equipment, such as generators, is not
expected to significantly impact on the performance of the engine. Testing conducted on the
dynamometer using a 6.5 hp diesel engine resulted in a performance loss of less than 4% horse power
when using biodiesel at the 100% level. The government of Canada recommends incorporating biodiesel
at a maximum of 20% for diesel operated trucks and 5% for marine applications. At the 20% inclusion
level the loss in engine performance during this study was approximately 1%.
The biodiesel produced using the various oil feedstocks (marine oils & used fryer oil) can potentially
provide a cost benefit in offsetting operating costs through incorporating the biodiesel as part of the fuel
supply. Based on the results from the marine oil processing, the chemical cost for biodiesel production
was approximately $0.21/L. The actual production cost can vary depending upon the grade and quantity
of chemicals purchased as well as the quality of the oil feedstock.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
32
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
RECOMMENDATIONS
Based on the research conducted to date the following recommendations are forwarded for consideration
for future research:
1. Evaluate the potential to produce biodiesel from other marine oil feedstocks.
a. Utilization of seal oil as the main source of feedstock for biodiesel production should be
considered. This is recommended due to the large volumes of seal blubber available in
Newfoundland and Labrador, the high yield of the oil from the blubber (estimated at
88%), and the simple extraction process as by-product of pelt processing (Source: CASD
2006).
b. Other sources of marine oils such as capelin, mackerel and herring may only be
economically viable where these oils are obtained as by-products of fishmeal production
(Source: CASD 2006). Evaluation of these oil feedstocks in conjunction with the
establishment of a small portable fish meal plant should be considered.
2. Identify the minimal processing requirements to produce biodiesel from salmonid discards.
a. Biodiesel can be produced from marine oils using the Biodiesel Logic processor.
However, only food grade commercial salmonid oil has been processed using this system.
Although discards recovered from salmonid processing operations were used to identify
the minimal processing required for this raw material on a laboratory scale, this process
needs to be scaled up to the 209 L batch size required for the Biodiesel Logic processor.
3. Conduct further evaluation on producing biodiesel from cod liver oil.
a. Initial research was conducted on cod liver oil recovered from ranched cod. There were
some difficulties encountered resulting in the necessity to pre-process the oil prior to
conversion into biodiesel. Further research is required to optimize the oil extraction from
the livers and identify recoverable oil yields and biodiesel production yields.
4. Dynamometer testing of the 6.5 hp engine indicated that there was some performance loss when
biodiesel was mixed with the carbon diesel. The loss in performance was only small and may
have been a result of other factors. It is recommended to purchase a larger test engine for
evaluating the fuels performance.
5. During this study only one barrel of each marine oil feedstock was processed through the
biodiesel processor. The glycerine pre-treating procedure should reduce the chemical inputs
since residual chemicals (i.e. methanol and NaOH/KOH) in the glycerine are transferred to the
incoming oil feedstock. In evaluating the processor’s capabilities and the economic viability of
each oil feedstock, it is recommended that a minimum of 4 barrels (800 L) of each oil feedstock
be processed to obtain a more accurate indication of the effectiveness and possible cost savings
obtained due to the pre-treatment step.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
33
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
6. The biodiesel processor is designed to be a portable unit so that it can be loaned/rented to
interested clients for use and evaluation. To make the system more suitable for moving to remote
sites it would be necessary to incorporate the unit onto an enclosed trailer. The unit could then be
towed to various locations for the purpose of testing biodiesel production as an option to reduce
fish processing discards and reduce in-house fuel costs.
7. One of the purported major benefits of the biodiesel processing system is the consistency of the
finished product it produces. The quality of the finished biodiesel is determined through ASTM
testing with the results compared to established standards. The costs for these tests are expensive
and the manufacturer claims that it is not necessary to conduct these tests on each individual
batch of biodiesel produced from a given feedstock. To ensure the biodiesel processor is
producing a consistent product from each marine oil feedstock of interest, it is recommended to
produce at least 3 batches of biodiesel from each feedstock (e.g. salmon oil, cod liver oil, seal oil,
herring oil, etc.) and have each batch tested for conformance to the ASTM standard. This will
verify that the system is functioning properly and can produce a consistent end product. Once
this has been verified it is recommended that a list of quick quality tests be developed that can be
conducted onsite to assess each batch without having to perform the expensive ASTM tests.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
34
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
APPENDIX A: BIODIESEL TRAINING WORKSHOP AGENDA

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
35
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
PRODUCTION OF BIO-DIESEL Demonstration of Biodiesel Logic Oil Processing Unit
Date: June 23 & 24, 2010
Location: Atlantic Canada Fishery By-products Research Facility, Mt. Scio Rd.
AGENDA DAY 1 8:45 – 9:15 am Meet and Greet
- Coffee and Muffins
9:15 - 9:30 am Welcome and Opening Remarks - Wade Murphy, By-Product Facility Supervisor
- Heather Manuel, Director CASD
9:30 – 10:15 am Making Bio-Diesel: The Transesterification Process - Speaker TBD
10:15 – 10:30 am BREAK

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
36
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
10:30 – 11:45 am Practical Exercise: Determining Oil Quality - Free Fatty Acid Titration
- Calculating Quantity of Base
11:45 am – 1 pm LUNCH 1:15 – 2:00 pm Overview of Bio-Diesel Reactor
- Biodiesel Logic
2:00 – 4:00 pm Demonstration: Production of Bio-Diesel - Large Scale
- Small Scale
DAY 2 8:45 – 9:00 am Meet and Greet
- Coffee and Muffins
9:00 – 9:45 am Producing Bio-Diesel from Animal Based Oils
- Presenter TBD
10:00 am – 12:00 pm Demonstration: Bio-Diesel Production using Cod Liver Oil
- Biodiesel Logic
12:00 – 1:00 pm LUNCH 1:00 – 2:00 pm Demonstration: Cold Filtration of Bio-Diesel
- Biodiesel Logic
2:00 – 3:00 pm Demonstration: Diesel Engine using Bio-Fuel
- Mark Ingerman
3:00 – 4:00 pm Review and Work Shop Wrap-up
- Wade Murphy

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
37
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
APPENDIX B: LIST OF INVITED GUESTS

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
38
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
The Centre for Aquaculture and Seafood Development
INVITES YOU TO ATTEND:
A 2-DAY WORKSHOP ON THE
PRODUCTION OF MARINE OIL BIODIESEL
Demonstration of Biodiesel Logic Oil Processing Unit
Date: June 23 & 24, 2010
Location: Atlantic Canada Fishery By-products Research Facility, Mt. Scio Rd.
SPACE IS LIMITED!
PLEASE RSVP BY JUNE 18, 2010 TO

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
39
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
INDUSTRY
Cooks Aquaculture
o Heather to fill in
Seaward Farms Ltd
o Valerie Johnson [email protected]
Barry Group
o Dion Dakins [email protected]
Seal Oil Processor
o George Walsh [email protected]
o Shannon Lewis [email protected]
Allen’s Fisheries Limited
o Sean Allen [email protected]
OCI Limited
o Fred Earl [email protected]
Country Ribbon Limited
o Leah Hounsell [email protected]
EDUCATION
MUN Engineering
o 1 Person from Dr. Kelly Hawboldt’s Group
College of the North Atlantic
o Leona Raymond [email protected]
School of Fisheries
o Geoff Whiteway/Leslie Bonnell
CASD
o Mark Ingerman

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
40
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
APPENDIX C: COD LIVER OIL ANALYSIS

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
41
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Percentage by weight
FFA Data 1 Data 2 Data 3 Data 4
All no. of data Average Range Stdev. RSD%
B1 4.19 2.52 0.43 2.69
4 2.46
0.43-4.19 1.55 62.9%
B2 1.26 2.32 1.32 2.33
4 1.81
1.26-2.33 0.60 33.1%
B3 4.63 4.53 1.07 1.26
4 2.87
1.07-4.63 1.97 68.7%
B4 1.63 1.73 0.68
3 1.34
0.68-1.73 0.58 42.9%
B5 2.69 2.27 0.42
3 1.79
0.42-2.69 1.21 67.2%
TAG Data 1 Data 2 Data 3 Data 4
All no. of data Average Range Stev. RSD%
B1 25.70 12.82 2.51 16.02
4 14.26
2.51-25.7 9.56 67.0%
B2 9.89 10.87 14.10 20.21
4 13.77
9.89-20.21 4.65 33.8%
B3 43.40 21.32 5.07 19.40
4 22.30
5.07-43.4 15.83 71.0%
B4 16.31 9.32 5.03
3 10.22
5.03-16.31 5.69 55.7%
B5 22.12 13.49 4.79
3 13.46
4.79-22.12 8.66 64.4%
Corrected no. of data Average Range Stdev. RSD%
2 2.60 2.52-2.69 0.12 4.6%
4 1.81 1.26-2.33 0.60 33.1%
2 1.16 1.07-1.26 0.13 11.5%
2 1.68 1.63-1.73 0.07 4.2%
2 2.48 2.27-2.69 0.29 11.8%

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
42
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Corrected no. of data Average Range Stdev. RSD%
3 18.18
12.82-25.7 6.71 36.9%
2 17.15
14.1-20.21 4.32 25.2%
3 15.26
5.07-21.32 8.88 58.2%
2 12.82
9.32-16.31 4.94 38.6%
2 17.80
13.49-22.12 6.10 34.3%

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
43
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
APPENDIX D: OIL TESTING PROCEDURES

• Why We Titrate:The biodiesel reaction needs alkaline lye (NaOH) or KOH, as a catalyst (methanol and vegetable oil wont' react to make biodiesel by themselves) Waste oil contains free fatty acids (FFA's), and the free fatty acids will mix with lye to make soap before the lye has a chance to participate in making biodiesel. We do a titration to find out how much free fatty acid is present and to find out how much to compensate for it by adding more lye so there's some left for the desired biodiesel reaction.
• How To Titrate:The titration performs the lye/free fatty acid reaction on a very small scale, and we use pH to measure it (somebody before us has previously figured out which pH change indicates that this reaction is complete, and it's at pH 8.5, the color change point of phenolphthalein indicator. Phenol red is close enough and is a hardware store item).
• How To Use The Information:The titration will give you a number (technically called acid value or acid number). We know that we can compensate for the fact that the free fatty acid will consume some of our lye, by adding a specific amount of lye to 'sacrifice' to the soap-making side reaction that the FFA's forces on us. The way this particular titration is written, every 1 ml titration result (ie the acid number) will tell us to add an extra 1 gram of lye for each liter of oil/ffa's you're using to make biodiesel to compensate for the side reaction caused by the FFA's.
Titration for NaOH (Sodium Hydroxide)Step 1: Make Reference Tester Solution:
First, make a .1% NaOH in water solution- 1 gram of catalyst in 1 liter of distilled water. Try and be as accurate as possible with the measurement of the 1 gram of NaOH. Keep it sealed and it'll last for many titrations. You should be as accurate as possible when measuring the 1 gram of NaOH. You can improve your accuracy by measuring 3 grams of NaOH and adding it to three liters of distilled water, or some similar variation on that theme. Every 1 ml of this solution will now contain 1/1000 of a gram of NaOH- an amount too small to weigh. The water makes it possible to measure such tiny amounts of NaOH however. Keep this base solution in a bottle with a tightly closed lid, make new base solution every 30 days and make a new base solution each time you open a new bag of NaOH or KOH.
Step 2- Perform a blank Titration:
Sometimes alcohol becomes slightly acidic with age, which would throw off your results. So we test it by performing a blank titration periodically. A blank titration looks just like a regular titration but without the oil. A blank titration neutralizes any acids that the isopropyl contained, so you're starting with a 'blank' slate and your real titration only reads the free fatty acids instead of the acids in the isopropyl. - Add 10 ml of isopropyl to a small 'beaker' - Add four drops of phenolphthalein or phenol red' - Swirl. It'll be some sort of yellow color' - Next, add NaOH/water drop by drop and keep swirling' - The moment it turns purple, stop- you've neutralized all the acids in the isopropyl. This is your starting point. You will now add oil to the mixture for the actual 'titration' step. If the isopropyl only needed 5 or 10 drops of NaOH/water solution to neutralize the acids, it's not very acidic. If it required a half milliliter or more of NaOH/water then that's more unusual (you should consider replacing your isopropyl alcohol). Perform a blank titration every time (it provides a more neutral starting point for the real titration) and the chance of batch failure will be greatly reduced.

Step 3: Measuring Oil Sample:
Measure an exact 1 ml of oil with an oral syringe. Measure the oil with a different syringe than the isopropyl. The amount of oil is very crucial , but the isopropyl isn't. Add the 1 ml of oil to the 10 ml of alcohol that you have prepared above and stir. The liquid will be yellow after you've added the oil.
Step 4: Add And Measure NaOH/Water Base Solution:
Now, add to this 'beaker', a small amount (¼ milliliter at a time) of the 0.1% NaOH solution drop by drop to the oil-alcohol-phenolphthalein mixture, stirring all the time. It might turn a bit cloudy, keep stirring. Keep on carefully adding the NaOH solution until the mixture starts to turn pink (magenta) and stays that way for 30 seconds of swirling. Don't mix up your oil and your lye/water syringes (clean them with isopropyl if you've made a mistake)
(Chopsticks make the best stirrers for titration.)
Take the number of milliliters of 0.1% NaOH solution you used and add 5 (the basic amount of NaOH needed for waste oil). This is the total number of grams of NaOH you'll need per liter of the oil you titrated.
Titration for KOH (Potassium Hydroxide)Step 1: Make Reference Tester Solution:
First, make a .1% KOH in water solution- 1 gram of catalyst in 1 liter of distilled water. Try and be as accurate as possible with the measurement of the 1 gram of KOH. Keep it sealed and it'll last for many titrations. You should be as accurate as possible when measuring the 1 gram of KOH. You can improve your accuracy by measuring 3 grams of KOH and adding it to three liters of distilled water, or some similar variation on that theme. Every 1 ml of this solution will now contain 1/1000 of a gram of KOH- an amount too small to weigh. The water makes it possible to measure such tiny amounts of KOH however. Keep this base solution in a bottle with a tightly closed lid, make new base solution every 30 days and make a new base solution each time you open a new bag of NaOH or KOH.
Step 2- Perform a blank Titration:
Sometimes alcohol becomes slightly acidic with age, which would throw off your results. So we test it by performing a blank titration periodically. A blank titration looks just like a regular titration but without the oil. A blank titration neutralizes any acids that the isopropyl contained, so you're starting with a 'blank' slate and your real titration only reads the free fatty acids instead of the acids in the isopropyl. - Add 10 ml of isopropyl to a small 'beaker' - Add four drops of phenolphthalein or phenol red' - Swirl. It'll be some sort of yellow color' - Next, add KOH/water drop by drop and keep swirling' - The moment it turns purple, stop- you've neutralized all the acids in the isopropyl. This is your starting point. You will now add oil to the mixture for the actual 'titration' step. If the isopropyl only needed 5 or 10 drops of KOH/water solution to neutralize the acids, it's not very acidic. If it required a half milliliter or more of KOH/water then that's more unusual (you should consider replacing your isopropyl alcohol). Perform a blank titration every time (it provides a more neutral starting point for the real titration) and the chance of batch failure will be greatly reduced.
Step 3: Measuring Oil Sample:
Measure an exact 1 ml of oil with an oral syringe. Measure the oil with a different syringe than the isopropyl. The amount of oil is very crucial , but the isopropyl isn't. Add the 1 ml of oil to the 10 ml of alcohol that you have prepared above and stir. The liquid will be yellow after you've added the oil.

Step 4: Add And Measure KOH/Water Base Solution:
Now, add to this 'beaker', a small amount (¼ milliliter at a time) of the 0.1% KOH solution drop by drop to the oil-alcohol-phenolphthalein mixture, stirring all the time. It might turn a bit cloudy, keep stirring. Keep on carefully adding the KOH solution until the mixture starts to turn pink (magenta) and stays that way for 30 seconds of swirling. Don't mix up your oil and your lye/water syringes (clean them with isopropyl if you've made a mistake)
(Chopsticks make the best stirrers for titration.)
Take the number of milliliters’ of 0.1% KOH solution you used and add 7 - 8 (the basic amount of KOH needed for waste oil). This is the total number of grams of KOH you'll need per liter of the oil you titrated.
To confuse matters further, KOH comes in a variety of purities. You want an 85% or higher. However for beginners we recommend just buying the 99% pure. Later on you can adjust your KOH levels to compensate for impurities (ie if you've got 90% pure KOH use 10% more of it and so on). Do not adjust the results of the titration! the titration will automatically reflect the impurity level for you.
55 US gallons = 208.186 liters

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
44
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
APPENDIX E: BIODIESEL STANDARDS/SPECIFICATIONS
ASTM standard for B100 is available at:
http://cta.ornl.gov/bedb/biofuels/biodiesel/Specification_for_Biodiesel_B100.xls
Canadian biodiesel standard is available at:
http://www.dieselnet.com/standards/ca/fuel_biodiesel.php
European and US biodiesel standards are available at:
http://www.biofuelsystems.com/biodiesel/specification.htm

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
45
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
APPENDIX F: MAXXAM ANALYTICS INC.
RESULTS FOR COD LIVER OIL AND SALMON BIODIESEL

Your P.O. #: P0079663 Your Project #: BIODIESEL
Attention: Wade MurphyMarine InstituteMemorial University of NFLDPO Box 4920155 Ridge RoadSt. John's, NFCanada A1C 5R3
Report Date: 2011/01/28
CERTIFICATE OF ANALYSIS
MAXXAM JOB #: B104849Received: 2011/01/13, 15:14
Sample Matrix: Petroleum Product# Samples Received: 2
Date Date MethodAnalyses Quantity Extracted Analyzed Laboratory Method ReferenceSulfated Ash 2 2011/01/13 2011/01/19 SLA SOP-00013 ASTM D874 Cloud Point 2 2011/01/13 2011/01/14 SLA SOP-00119 ASTM D5771 Copper Strip Corrosion 2 2011/01/13 2011/01/14 SLA SOP-00031 ASTM D130 Copper Strip Corrosion Temperature 2 2011/01/13 2011/01/14 SLA SOP-00031 ASTM D130 Copper Strip Corrosion Test Time 2 2011/01/13 2011/01/14 SLA SOP-00031 ASTM D130 Metals by ICP 2 2011/01/13 2011/01/14 SLA SOP-00114 ASTM D4951/D5185 PM Flash ( 1 ) 2 2011/01/13 2011/01/20 SLA SOP-00029 ASTM D93 Trace Sulfur by ANTEK 2 2011/01/13 2011/01/18 SLA SOP-00106 ASTM D5453 T.A.N. 2 2011/01/13 2011/01/28 SLA SOP-00054 ASTM D664 Viscosity @ 40°C 2 2011/01/13 2011/01/28 SLA SOP-00028 ASTM D445
* RPDs calculated using raw data. The rounding of final results may result in the apparent difference.
(1) Not an approved method for non-petroleum samples.
MAXXAM ANALYTICS
Approved by GRACE SISONTechnical and Customer Service Coordinator
GSI/gsiencl.
Total cover pages: 1
Maxxam Analytics International Corporation o/a Maxxam Analytics Sladeview Industrial: 4141 Sladeview Cresent, Unit 10, Mississauga L5L 5T1 (905) 569-7599 Fax (905) 569-6250
Page 1 of 4

Marine InstituteMaxxam Job #: B104849 Client Project #: BIODIESELReport Date: 2011/01/28
Your P.O. #: P0079663
RESULTS OF ANALYSES OF PETROLEUM PRODUCT
Maxxam ID I J 4 8 4 3 I J 4 8 5 0Sampling Date U n i t s Salmon Cod RDL
Biodiesel Oil Biodiesel
Phosphorus (P) wppm 2 1 1
Cloud Point °C -2.0 -4.0
Copper Strip Corrosion N/A 1A 1A
PM Flash Point °C <40 <40 40
Sulfated Ash %w/w <0.005 <0.005 0.005
Sulphur (S) wppm 8.100 6.500
Temperature °C 50.0 50.0 N/A
Test Hours hours 3 3 N/A
Total Acid Number (T.A.N.) mgKOH/g 0.40 0.50 0.10
Viscosity @ 40°C cSt 3.535 4.244
RDL = Reportable Detection Limit
Page 2 of 4

Marine InstituteMaxxam Job #: B104849 Client Project #: BIODIESELReport Date: 2011/01/28
Your P.O. #: P0079663
GENERAL COMMENTS
Sample IJ4843-01: Flash Point Test: Sample flashed on first application of test flame.
Sample IJ4850-01: Flash Point Test: Sample flashed on 1st application of test flame.
Results relate only to the items tested.
Page 3 of 4

Validation Signature Page
Maxxam Job #: B104849
The analytical data and all QC contained in this report were reviewed and validated by the following individual(s).
GRACE SISON, Technical and Customer Service Coordinator
====================================================================Maxxam has procedures in place to guard against improper use of the electronic signature and have the required "signatories", as per section 5.10.2 ofISO/IEC 17025:2005(E), signing the reports. For Service Group specific validation please refer to the Validation Signature Page.
Page 4 of 4

Your Project #: B104849
Attention: GRACE SISONMAXXAM ANALYTICS INC.SLADEVIEW4141 SLADEVIEW CRES. UNIT 10MISSISSAUGA, ONCANADA L5L 5T1
Report Date: 2011/02/02
Job/Sample Analysis Type Well Name/Sample ID Sample Point
B103439/ Z43106 Certificate of Analysis MAXXAM IJ4843-02R SALMON BIODIESELB103439/ Z43107 Certificate of Analysis MAXXAM IJ4850-02R COD OIL BIODIESEL
Encryption Key Please direct all questions regarding this Certificate of Analysis to your Project Manager.
STEPHANIE EWASIUK, Project Manager, Petroleum DivisionEmail: [email protected]# (780) 378-8580
====================================================================Maxxam has procedures in place to guard against improper use of the electronic signature and have the required "signatories", as per section5.10.2 of ISO/IEC 17025:2005(E), signing the reports. For Service Group specific validation please refer to the Validation Signature Page.
Report Distribution0 Reports(B103439)GRACE SISON MAXXAM ANALYTICS INC. 4141 SLADEVIEW CRES. UNIT 10MISSISSAUGA, CANADA
Date of Issue 2011/02/02
All analyses are performed according to internal procedures that are based on current published reference methods.

CERTIFICATE OF ANALYSIS
MaxxID Client ID Meter Number
B103439:Z43106Laboratory Number
MAXXAM ANALYTICS INC.Operator Name LSD Well ID
MAXXAMWell Name
N/AInitials of Sampler
MAXXAM ANALYTICSSampling Company
Field or Area Pool or Zone
IJ4843-02R SALMON BIODIESELSample Point
PLASTIC BOTTLEContainer Identity Percent Full
Test Recovery Sample Gathering Point Solution Gas
Test Type No. Multiple Recovery
I n t e r v a l
From:
To:
Elevations (m)
KB GRDWell Fluid Status Well Status Mode
Well Status Type Well Type
Gas or Condensate Project Licence No.
Production Rates
Water m3/d Oil m3/d Gas 1000m3/d
Gauge Pressures kPa
Source As Received
Temperature °C
Source
23.0As Received
Date Sampled Start Date Sampled End
2011/01/17Date Received
2011/02/02Date Reported
2011/02/02Date Reissued
MH3,SM4,SF ,MAM,MC3,SM1,AG3Analyst
PARAMETER DESCRIPTION Result unit MDL
Industrial
Cetane Number 51.1 n/a ASTM D613Oxidation Stability 0.2 hr EN 14112 0.1
Distillation Analysis
Distillation Recovery 91.9 wt% N/A 0.1Distillation Residue 7.6 wt% N/A 0.1Distillation Loss 0.5 wt% N/A 0.1
Industrial
Calcium (Ca) <1 mg/L 1Magnesium (Mg) <1 mg/L 1Potassium (K) <1 mg/L 1Sodium (Na) <1 mg/L 1Water and Sediment 0.000 % ASTM 2709Free Glycerin <0.001 mass% Obsolete 0.001Monoglycerides 0.20 mass% Obsolete 0.001Diglycerides 0.18 mass% Obsolete 0.001Triglycerides 0.39 mass% Obsolete 0.001Total Glycerin 0.12 mass% Obsolete 0.001
Physical Properties
Cold Soak Filtration Time 140 s ASTM D6217 1Micro Carbon Residue 0.100 mass% ASTM D4530 0.010Initial Boiling Point 175.0 °C ASTM1160 0.10005 Vol Percent 342.0 °C ASTM1160 0.100010 Vol Percent 345.0 °C ASTM1160 0.100015 Vol Percent 346.0 °C ASTM1160 0.100020 Vol Percent 348.0 °C ASTM1160 0.100025 Vol Percent 349.0 °C ASTM1160 0.100030 Vol Percent 350.0 °C ASTM1160 0.100035 Vol Percent 351.0 °C ASTM1160 0.100040 Vol Percent 352.0 °C ASTM1160 0.100045 Vol Percent 353.0 °C ASTM1160 0.100050 Vol Percent 354.0 °C ASTM1160 0.100055 Vol Percent 355.0 °C ASTM1160 0.100060 Vol Percent 355.0 °C ASTM1160 0.100065 Vol Percent 357.0 °C ASTM1160 0.1000
** Information not supplied by client -- data derived from LSD information Results relate only to items tested
Remarks:
CALGARY 2021-41 Avenue N.E., Calgary, Canada T2E 6P2 Tel: (403) 291-3077 Fax (403) 291-9468EDMONTON 6744-50 Street, Edmonton, Canada T6B 3M9 Tel: (780) 378-8500 Fax (780) 378-8699
GRANDE PRAIRIE #101, 7002 - 98 Street, Clairmont, Canada T0H 0W0 Tel: (780) 532-0227 Fax (780) 532-0288RED DEER Bay #3, 4845 79 Street, Red Deer, Canada T4P 2T4 Tel: (403) 341-8811 Fax (403) 341-8815 2011/02/02 10:22

CERTIFICATE OF ANALYSIS
MaxxID Client ID Meter Number
B103439:Z43106Laboratory Number
MAXXAM ANALYTICS INC.Operator Name LSD Well ID
MAXXAMWell Name
N/AInitials of Sampler
MAXXAM ANALYTICSSampling Company
Field or Area Pool or Zone
IJ4843-02R SALMON BIODIESELSample Point
PLASTIC BOTTLEContainer Identity Percent Full
Test Recovery Sample Gathering Point Solution Gas
Test Type No. Multiple Recovery
I n t e r v a l
From:
To:
Elevations (m)
KB GRDWell Fluid Status Well Status Mode
Well Status Type Well Type
Gas or Condensate Project Licence No.
Production Rates
Water m3/d Oil m3/d Gas 1000m3/d
Gauge Pressures kPa
Source As Received
Temperature °C
Source
23.0As Received
Date Sampled Start Date Sampled End
2011/01/17Date Received
2011/02/02Date Reported
2011/02/02Date Reissued
MH3,SM4,SF ,MAM,MC3,SM1,AG3Analyst
PARAMETER DESCRIPTION Result unit MDL
Physical Properties
70 Vol Percent 359.0 °C ASTM1160 0.100075 Vol Percent 362.0 °C ASTM1160 0.100080 Vol Percent 363.0 °C ASTM1160 0.100085 Vol Percent 369.0 °C ASTM1160 0.100090 Vol Percent 383.0 °C ASTM1160 0.100095 Vol Percent 391.0 °C ASTM1160 0.1000Final Boiling Point 391.0 °C ASTM1160 0.1000
** Information not supplied by client -- data derived from LSD information Results relate only to items tested
Remarks:
CALGARY 2021-41 Avenue N.E., Calgary, Canada T2E 6P2 Tel: (403) 291-3077 Fax (403) 291-9468EDMONTON 6744-50 Street, Edmonton, Canada T6B 3M9 Tel: (780) 378-8500 Fax (780) 378-8699
GRANDE PRAIRIE #101, 7002 - 98 Street, Clairmont, Canada T0H 0W0 Tel: (780) 532-0227 Fax (780) 532-0288RED DEER Bay #3, 4845 79 Street, Red Deer, Canada T4P 2T4 Tel: (403) 341-8811 Fax (403) 341-8815 2011/02/02 10:22

CERTIFICATE OF ANALYSIS
MaxxID Client ID Meter Number
B103439:Z43107Laboratory Number
MAXXAM ANALYTICS INC.Operator Name LSD Well ID
MAXXAMWell Name
N/AInitials of Sampler
MAXXAM ANALYTICSSampling Company
Field or Area Pool or Zone
IJ4850-02R COD OIL BIODIESELSample Point
PLASTIC BOTTLEContainer Identity Percent Full
Test Recovery Sample Gathering Point Solution Gas
Test Type No. Multiple Recovery
I n t e r v a l
From:
To:
Elevations (m)
KB GRDWell Fluid Status Well Status Mode
Well Status Type Well Type
Gas or Condensate Project Licence No.
Production Rates
Water m3/d Oil m3/d Gas 1000m3/d
Gauge Pressures kPa
Source As Received
Temperature °C
Source
23.0As Received
Date Sampled Start Date Sampled End
2011/01/17Date Received
2011/02/02Date Reported
2011/02/02Date Reissued
MH3,SM4,SF ,MAM,MC3,SM1,AG3Analyst
PARAMETER DESCRIPTION Result unit MDL
Industrial
Cetane Number 44.1 n/a ASTM D613Oxidation Stability 0.2 hr EN 14112 0.1
Distillation Analysis
Distillation Recovery 94.7 wt% N/A 0.1Distillation Residue 5.0 wt% N/A 0.1Distillation Loss 0.3 wt% N/A 0.1
Industrial
Calcium (Ca) <1 mg/L 1Magnesium (Mg) <1 mg/L 1Potassium (K) <1 mg/L 1Sodium (Na) 2 mg/L 1Water and Sediment 0.000 % ASTM 2709Free Glycerin <0.001 mass% Obsolete 0.001Monoglycerides 0.34 mass% Obsolete 0.001Diglycerides 0.14 mass% Obsolete 0.001Triglycerides 0.29 mass% Obsolete 0.001Total Glycerin 0.14 mass% Obsolete 0.001
Physical Properties
Cold Soak Filtration Time 280 s ASTM D6217 1Micro Carbon Residue 0.170 mass% ASTM D4530 0.010Initial Boiling Point 184.0 °C ASTM1160 0.10005 Vol Percent 336.0 °C ASTM1160 0.100010 Vol Percent 340.0 °C ASTM1160 0.100015 Vol Percent 342.0 °C ASTM1160 0.100020 Vol Percent 344.0 °C ASTM1160 0.100025 Vol Percent 347.0 °C ASTM1160 0.100030 Vol Percent 349.0 °C ASTM1160 0.100035 Vol Percent 351.0 °C ASTM1160 0.100040 Vol Percent 352.0 °C ASTM1160 0.100045 Vol Percent 354.0 °C ASTM1160 0.100050 Vol Percent 358.0 °C ASTM1160 0.100055 Vol Percent 360.0 °C ASTM1160 0.100060 Vol Percent 362.0 °C ASTM1160 0.100065 Vol Percent 366.0 °C ASTM1160 0.1000
** Information not supplied by client -- data derived from LSD information Results relate only to items tested
Remarks:
CALGARY 2021-41 Avenue N.E., Calgary, Canada T2E 6P2 Tel: (403) 291-3077 Fax (403) 291-9468EDMONTON 6744-50 Street, Edmonton, Canada T6B 3M9 Tel: (780) 378-8500 Fax (780) 378-8699
GRANDE PRAIRIE #101, 7002 - 98 Street, Clairmont, Canada T0H 0W0 Tel: (780) 532-0227 Fax (780) 532-0288RED DEER Bay #3, 4845 79 Street, Red Deer, Canada T4P 2T4 Tel: (403) 341-8811 Fax (403) 341-8815 2011/02/02 10:22

CERTIFICATE OF ANALYSIS
MaxxID Client ID Meter Number
B103439:Z43107Laboratory Number
MAXXAM ANALYTICS INC.Operator Name LSD Well ID
MAXXAMWell Name
N/AInitials of Sampler
MAXXAM ANALYTICSSampling Company
Field or Area Pool or Zone
IJ4850-02R COD OIL BIODIESELSample Point
PLASTIC BOTTLEContainer Identity Percent Full
Test Recovery Sample Gathering Point Solution Gas
Test Type No. Multiple Recovery
I n t e r v a l
From:
To:
Elevations (m)
KB GRDWell Fluid Status Well Status Mode
Well Status Type Well Type
Gas or Condensate Project Licence No.
Production Rates
Water m3/d Oil m3/d Gas 1000m3/d
Gauge Pressures kPa
Source As Received
Temperature °C
Source
23.0As Received
Date Sampled Start Date Sampled End
2011/01/17Date Received
2011/02/02Date Reported
2011/02/02Date Reissued
MH3,SM4,SF ,MAM,MC3,SM1,AG3Analyst
PARAMETER DESCRIPTION Result unit MDL
Physical Properties
70 Vol Percent 370.0 °C ASTM1160 0.100075 Vol Percent 374.0 °C ASTM1160 0.100080 Vol Percent 380.0 °C ASTM1160 0.100085 Vol Percent 386.0 °C ASTM1160 0.100090 Vol Percent 393.0 °C ASTM1160 0.100095 Vol Percent 401.0 °C ASTM1160 0.1000Final Boiling Point 410.0 °C ASTM1160 0.1000
** Information not supplied by client -- data derived from LSD information Results relate only to items tested
Remarks:
CALGARY 2021-41 Avenue N.E., Calgary, Canada T2E 6P2 Tel: (403) 291-3077 Fax (403) 291-9468EDMONTON 6744-50 Street, Edmonton, Canada T6B 3M9 Tel: (780) 378-8500 Fax (780) 378-8699
GRANDE PRAIRIE #101, 7002 - 98 Street, Clairmont, Canada T0H 0W0 Tel: (780) 532-0227 Fax (780) 532-0288RED DEER Bay #3, 4845 79 Street, Red Deer, Canada T4P 2T4 Tel: (403) 341-8811 Fax (403) 341-8815 2011/02/02 10:22

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
46
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
APPENDIX G: TRAINING ON SMALL ENGINE DYNAMOMETER

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
47
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
The Centre for Aquaculture and Seafood Development (CASD)
Trip Report To Land & Sea Dynamometers
Submitted By: Mark Ingerman Submitted to: Heather Manuel

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
48
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Table of Contents
1.0 Background: .............................................................................................. Page 1 2.0 Goals and Expectations: ................................................................................. Page 1 3.0 Training session overview: ................................................................................. Page 1 3.1 Morning Session: ................................................................................. Page 1 3.2 Afternoon Session: ................................................................................. Page 1 4.0 Recommendations: ................................................................................. Page 3 4.1 Chassis and test bed modification:.......................................................... Page 3 4.2 Cell/Facility Modification:........................................................................ Page 4 4.3 Software upgrade: ................................................................................. Page 5 5.0 Conclusions: ................................................................................. Page 5

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
49
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Trip Report to Land and Sea Dynamometers
1. Background:
This tech transfer is part of a project in progress that involves the production of biodiesel through marine waste products. Part of this project is to understand the effects and performance of using biodiesel in a diesel engine. Therefore the marine institute has teamed up with MUN's Faculty of Engineering (FOE) to utilize their facilities in particular their dynamometer (dyno). Unfortunately the dyno was never set up and no one at the FOE was ever trained in how to use or set up this equipment. It was then arranged for two techs one from FOE and the other from The Centre for Aquaculture and Seafood Development (CASD) to travel to Land and Sea Dynamometers manufacturing and training facility in Concord, New Hampshire for a one day training course.
2. Goals and Expectations:
Learn how to use and navigate within the new software for the dyno.
Learn how to properly set up a safe and user friendly cell for using this equipment.
Understand what is needed for a cell and test bed design for the particular diesel engine that
we will be using.
3. Training session overview:
3.1 Morning Session:
The first half of this training was a classroom session where the instructor Kevin Hamilton taught the basics of how to start up, navigate and configure the software for our particular needs. The software has a vast amount of options, however due to time constraints we focused on how to use the software for the particular equipment package that FOE has purchased. 3.2 Afternoon Session: The afternoon session mainly focused on a hands-on demo where the trainees got to operate an actual dynamometer that was located in their testing facility. This facility has a number of working cells that housed different configurations of engine/dyno test beds. Each engine and dyno test bed was housed in a room or cell engineered for sound dampening and ventilation with the control panel mounted safely outside and it could be viewed through a window made from transparent lexan that is virtually bullet
Trip Report to Land and Sea Dynamometers

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
50
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
proof. The cell that was used as shown in figure 1 and 2 had a small Brigs and Stratton gasoline engine coupled to one of their dynos. A variety of tests were run measuring horsepower, torque, engine exhaust temperature ect. These tests were run at different engine speeds and engine throttle postions.
Figure 1
Figure 2
Trip Report to Land and Sea Dynamometers

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
51
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
4. Recommendations:
4.1 Chassis and test bed modification:
There were a number of questions asked about using this dyno on a diesel engine. The test
bed that the FOE has in place now will not be sufficient for testing the diesel engine that was
purchased for this project. A sprocket, belt and jackshaft configuration is needed for the
testing of a diesel engine very similar to the setup in figure 3. The diesel engine cannot be
directly coupled to the absorber because of the engine harmonics and vibration associated
with a 4 stroke diesel engine. Therefore there will have to be a new test bed designed and
constructed for this project.
Figure 3
Trip Report to Land and Sea Dynamometers
4.2 Cell/Facility Modification:

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
52
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
The recommended cell would look like figure 4. The FOE facility does not have the ideal
setup for running these dyno tests. The most important is the safety issue. There needs to
be at minimum an adequate shield installed to protect the user from flying debris. The
sound damping is not adequate at the FOE facility however, for this test personal protective
ear muffs could be used. Figure 5 shows the sound damping brick wall. The ventilation is
also not adequate at the FOE test facility. The recommended exchange of air in a cell is 50
times a minute. However, the particular tests on the diesel for horsepower and torque will
be rather short tests and the longer running fuel consumption tests can be done outside.
Figure 4
Figure 5
Trip Report to Land and Sea Dynamometers

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
53
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
4.3 Software upgrade:
It is recommended that the software be upgraded to the 2010 version that was
demonstrated during the training session. The software is approximately $500 and this also
comes with a tech support line that can be used to help with the initial setup and any
problems encountered or questions about the dyno that the user may have.
5. Conclusions:
The training section at Land and Sea Dynamometers was not only very worthwhile but essential for the
safe operation of their dynamometers. The basics of the software are now understood and there is a
clear picture of what if needed to set up a proper test bed for the diesel engine. The new design will not
only be useful for the diesel engine but it can be used to mount a variety of different engines that the
FOE could use for lab demos or research purposes.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
54
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
APPENDIX H: DYNAMOMETER RESULTS

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
55
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 6: Regular diesel test.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
56
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 7: Regular diesel, Test #2.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
57
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 8: Cod Biodiesel at 20%.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
58
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 9: Cod Biodiesel at 20%; Test #2.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
59
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 10: Cod Biodiesel at 50%.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
60
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 11: Cod Biodiesel at 100%.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
61
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 12: Cod Biodiesel at 100%; Test #2.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
62
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 13: Salmon Biodiesel at 20%.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
63
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 14: Salmon Biodiesel at 20%.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
64
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 15: Salmon Biodiesel at 50%.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
65
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 16: Salmon Biodiesel at 50%; Test #2.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
66
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 17: Salmon Biodiesel at 100%.

Centre for Aquaculture and
Seafood Development
P.O. Box 4920, St. John’s, NL A1C 5R3
Tel: 709-778-0532, Fax: 709-778-0670
67
P-8073 Biodiesel Training, Demonstration and Analysis – Final Report
Figure 18: Salmon Biodiesel at 100%; Test #2.