Embed Size (px)
Citation preview

Clemson UniversityTigerPrints
All Dissertations Dissertations
5-2008
BIODIESEL PRODUCTION FROM HIGHFREE FATTY ACID CONTENT FEEDSTOCKSKaewta SuwannakarnClemson University, [email protected]
Follow this and additional works at: https://tigerprints.clemson.edu/all_dissertations
Part of the Chemical Engineering Commons
This Dissertation is brought to you for free and open access by the Dissertations at TigerPrints. It has been accepted for inclusion in All Dissertations byan authorized administrator of TigerPrints. For more information, please contact [email protected].
Recommended CitationSuwannakarn, Kaewta, "BIODIESEL PRODUCTION FROM HIGH FREE FATTY ACID CONTENT FEEDSTOCKS" (2008). AllDissertations. 207.https://tigerprints.clemson.edu/all_dissertations/207

BIODIESEL PRODUCTION FROM HIGH FREE FATTY ACID CONTENT
FEEDSTOCKS
A Dissertation
Presented to
the Graduate School of
Clemson University
In Partial Fulfillment
of the Requirements for the Degree
Doctor of Philosophy
Chemical Engineering
by
Kaewta Suwannakarn
May 2008
Accepted by:
Dr. James G. Goodwin, Jr., Committee Chair
Dr. David A. Bruce
Dr. Christopher L. Kitchens
Dr. Shiou-Jyh Hwu

ii
ABSTRACT
Biomass, such as animal fats and grease, is one of the better sources for
transportation fuels, e.g. biodiesel. Use of such biomass in the biodiesel synthesis
decreases the need for fossil energy, provides an outlet for utilizing the abundant
resources effectively and economically, results in a cleaner fuel that is biodegradable,
renewable, and non-toxic. Free fatty acid (FFA) esterification and triglyceride (TG)
transesterification with low molecular weight alcohols are the central reactions for the
biodiesel production. The focus of this research is to establish a better fundamental
insight into heterogeneous catalysis for biodiesel forming reactions, in an attempt to
design the catalyst systems more proficient and durable for applications concerning
biodiesel synthesis.
Commercial processes normally involve low reaction temperatures (i.e. 60 °C) to
maintain the alcohols in the liquid phase; however, the use of high reaction temperatures
is required to improve the catalytic activity. Using gas-phase esterification of acetic acid
with methanol (as a probe reaction) at the reaction temperatures exceeding the boiling
point of water, the intrinsic activities of a variety of solid acid catalysts were investigated
and compared. All catalysts (zeolite (Hβ), sulfated zirconia (SZ), tungstated zirconia
(WZ), and Nafion/silica (SAC-13)) exhibited the similar capacity for effectively catalyze
esterification. The nature of the active sites for solid acid catalysts (Brønsted vs. Lewis
acid sites) was examined and discovered that Brønsted acid sites were found to be a key
for the catalysis.

iii
Knowledge of the reaction mechanism for heterogeneous esterification at high
reaction temperatures was elucidated by using SAC-13 as a catalyst. The results
suggested that the reaction proceeded via a single site mechanism and followed the same
reaction pathway as homogeneous catalysis in which the adsorbed acetic acid appeared to
react with the alcohol from the gas phase. As the reaction temperatures increased, a
change in the reaction controlling step for esterification from surface reaction (at low
temperature) to carboxylic acid adsorption (at high temperature) satisfactorily explained
the experimental observations. As a result, the reaction orders for the alcohols were
changed toward negative values, suggesting that use of a large excess of alcohol (as
typically used at lower temperatures) could result in a significant lower reaction rate.
The negative impact of alcohols on the catalyst activity at high reaction
temperatures was further remarked in a parallel study on the solid acid catalyzed liquid-
phase transesterification of triglyceride. Operating under N2 atmosphere and temperature
of 120 °C, a solid acid catalyst containing sulfur, i.e. sulfated zirconia, was deactivated
by a permanent removal of its active sites in the presence of liquid alcohols. All of these
results would lead to a better design for the reaction system dealing with the methanolysis
of waste greases. Finally, the feasibility of a continuous multiphase reaction system was
successfully demonstrated by using a simulative mixture of waste greases (lauric acid in
tricaprylin). By conducting the reaction at high temperatures (>100 °C) and atmospheric
pressure, a residue alcohol and byproduct water were continuously removed, resulting in
the completion in esterification reaction and a better physical-chemical characteristics of
ester products.

iv
DEDICATION
I would like to dedicate my dissertation to my beloved parents, Wirut and
Nongluk Suwannakarn, who made all of this possible through the endless words of
encouragement and undoubted confidence in me. Particularly, to my considerate
boyfriend, Sakorn Chindanonda, whose love, support, and inspiration have enlightened
and entertained me throughout the course of this journey.

v
ACKNOWLEDGMENTS
I would like to express my heartfelt thanks to all those individuals whose wisdom,
support, and encouragement made my journey possible.
Special thanks extended to Dr. James G. Goodwin, my advisor, who guided me
through hurdles, and provided constant support that made my journey completed lot
easier than it would have been. Despite his busy schedule, he would always find the time
to discuss anything from intriguing experimental results to an issue of being survive in
the scientific world. Dr. Edgar Lotero, my academic mentor, inspired the series of
experiments described in this dissertation. Dr. Lotero provided the means to take the
experiments to unprecedented level. Dr. Lotero’s creativity, desire to understand the
unexpected, and dedication to his work, directly contributed to many accomplishments in
the group. I also would like to thank Dr. David Bruce for his permission for the use of his
laboratory facilities and valuable scientific discussion. I wish to thank my other
committee members, Dr. Christopher Kitchens and Dr. Shiou-Jyh Hwu, who were more
than generous with their expertise and precious time.
I would like to thank all the members of the Goodwin group who directly and
indirectly provided helpful discussion, and assistance. My thanks also go to the numerous
individuals in CH&E Department and Clemson Thai Association, for making Clemson to
be the place in my memory forever.
Finally, I gratefully acknowledge financial supports from U.S. Department of
Agriculture and from the Animal Co-Products Research & Education Center (ACREC) at
Clemson University.

vi
TABLE OF CONTENTS
Page
TITLE PAGE....................................................................................................................... i
ABSTRACT........................................................................................................................ ii
DEDICATION................................................................................................................... iv
ACKNOWLEDGMENTS ...................................................................................................v
LIST OF TABLES............................................................................................................. ix
LIST OF FIGURES ........................................................................................................... xi
CHAPTER
1. INTRODUCTION .............................................................................................1
2. BACKGROUND ...............................................................................................3
2.1 Biodiesel facts .....................................................................................3
2.2 Fats and oils .........................................................................................5
2.3 Biodiesel production............................................................................7
2.4 The challenge for the current biodiesel production ...........................10
2.5 Methods for processing waste greases and oils in
biodiesel synthesis .............................................................................12
2.6 Homogeneous catalysis .....................................................................16
2.7 Heterogeneous catalysis ....................................................................19
2.8 Research objectives ...........................................................................27
2.9 References .........................................................................................28
3. A COMPARATIVE STUDY OF GAS PHASE ESTERIFICATION ON
SOLID ACID CATALYSTS ..........................................................................37
3.1 Introduction .......................................................................................38
3.2 Experimental......................................................................................39
3.3 Results and discussion.......................................................................43
3.4 Conclusions .......................................................................................54
3.5 References .........................................................................................54

vii
Table of Contents (Continued)
Page
4. SOLID BRøNSTED ACID CATALYSIS IN THE GAS PHASE ESTERIFICATION OF ACETIC ACID ........................................................58
4.1 Introduction .......................................................................................59
4.2 Experimental......................................................................................62
4.3 Results ...............................................................................................65
4.4 Discussion..........................................................................................74
4.5 Conclusions .......................................................................................81
4.6 References .........................................................................................82
5. STABILITY OF SULFATED ZIRCONIA AND THE NATURE OF
THE CATALYTICALLY ACTIVE SPECIES IN THE
TRANSESTERIFICATION OF TRIGLYCERIDES......................................86
5.1 Introduction .......................................................................................87
5.2 Experimental......................................................................................90
5.3 Results and discussion.......................................................................93
5.4 Conclusions .....................................................................................108
5.5 References .......................................................................................109
6. THREE-PHASE REACTION SYSTEM FOR ESTERIFICATION
OF FATTY ACIDS........................................................................................114
6.1 Introduction .....................................................................................115
6.2 Experimental....................................................................................118
6.3 Results and discussion.....................................................................122
6.4 Conclusions .....................................................................................139
6.5 References .......................................................................................139
7. SUMMARY AND RECOMMENDATIONS................................................145
7.1 Summary..........................................................................................145
7.2 Recommendations ...........................................................................148

viii
Table of Contents (Continued)
Page
APPENDICES .................................................................................................................150
A: Arrhenius plots in the temperature range of pore condensation ....................151
B: IR spectra of WZ............................................................................................152

ix
LIST OF TABLES
Table Page
2.1 American Society for Testing and Materials (ASTM) Standards
of maximum allowed quantities in diesel and biodiesel ....................................4
2.2 Free fatty acid contents in oils and fats............................................................11
3.1 Pretreatment methods and catalyst characterization results of
the solid acids studied. .....................................................................................40
3.2 The apparent activation energies for gas-phase esterification of
acetic acid with methanol on SAC-13, SZ, WZ, and Hβ.................................45
3.3 Calculated initial TOF for gas-phase esterification of acetic
acid with methanol at 130°C............................................................................49
4.1 Apparent activation energies and catalytic activities for gas-
phase esterification of acetic acid with methanol and ethanol
over SAC-13 at 120°C. ....................................................................................67
4.2 Orders of reaction for gas-phase esterification of acetic acid
with MeOH/EtOH at 90-130°C. ......................................................................71
4.3 The estimated values of rate constants and adsorption constants
in the kinetic model (Equation 2) for the esterification of acetic
acid with MeOH/EtOH at 90°C. ......................................................................78
5.1 Sulfur content of SZ catalyst samples after washing with fresh
alcohol batches multiple times at 120°C, 6.8 atm, and with
continuous stirring. ........................................................................................100
6.1 The absolute amount of water in the liquid condensates and
liquid reaction mixtures (determined by Karl-Fisher analysis)
after 2 h TOS** for the reaction of 25 wt% HLa in HLa-TCp
mixture at 130 °C, 1 atm. ...............................................................................131
6.2 The absolute amount of water in the liquid condensates and
liquid reaction mixtures after 2 h for the reaction of WZ
catalyzed TCp conversion at 130 °C, 1 atm...................................................131

x
List of Tables (Continued)
Table Page
6.3 The initial reaction rates for the simultaneous esterification and
transesterification of the several HLa-TCp mixtures at 130 °C,
1 atm, MeOH flow rate 0.2 mL/min. .............................................................134

xi
LIST OF FIGURES
Figure Page
2.1 Chemical structures of vegetable oils and animal fats.......................................6
2.2 Triglyceride transesterification reaction. ...........................................................9
2.3 Carboxylic acid esterification. .........................................................................13
3.1 TOS catalyst activity for the gas-phase esterification of acetic
acid with methanol at 130°C, atmospheric pressure, molar ratio
of methanol:acetic acid = 1. .............................................................................46
3.2 Reusability of inorganic catalysts: a) Hβ, b) WZ and c) SZ for
gas-phase esterification of acetic acid with methanol at reaction
temperature 150°C. (●) fresh catalysts, (○) after re-calcination
of the used catalyst at 315°C for 2 h. ...............................................................50
3.3 Activity of WZ for gas-phase esterification of acetic acid with
methanol at reaction temperature 150°C: (●) freshly calcined
WZ, (○) after dehydration of the spent catalyst in a flow of He
at 315°C for 2 h................................................................................................52
3.4 The catalytic activity of gas-phase esterification of acetic acid
with methanol over WZ at 130°C: (●) freshly calcined WZ, (○)
water-pretreated freshly calcined WZ..............................................................52
4.1 Schematic of the reaction system for gas-phase esterification. .......................64
4.2 Evolution of reaction with TOS for gas-phase esterification of
acetic acid with (●) methanol and (○) ethanol catalyzed by
SAC-13 at 120°C, 1 atm, and a molar ratio of acid-to-alcohol =
1. ....................................................................................................................66
4.3 Arrhenius plots for gas phase esterification of acetic acid with
a) methanol (R2=0.99) or b) ethanol (R
2=0.94) (temperature
90°C-to-140°C, 1atm, and molar ratio of acid-to-alcohol = 1)........................68
4.4 Gas phase esterification of acetic acid with (●) methanol or (○)
ethanol at 120°C: effect of acetic acid and alcohol
concentration....................................................................................................69

xii
List of Figures (Continued)
Figure Page
4.5 The evolution of reaction vs. TOS when the catalyst was pre-
saturated in a flow of acetic acid or methanol at reaction
temperature a) 120°C and b) 90°C...................................................................73
4.6 Gas-phase esterification of acetic acid with methanol at 90°C
on SAC-13 following pyridine poisoning........................................................75
5.1 The catalytic activity profiles for TCP transesterification
catalyzed by SZ with (Ο) MeOH, (∆) EtOH, and () BuOH at
120°C, 6.8 atm, molar ratio of alcohol:TCP = 12:1.........................................94
5.2 Reusability of SZ during three reaction cycles of TCP
transesterfication with a) MeOH, b) EtOH, and c) BuOH using
a 12:1 molar ratio of alcohol-to-TCP. ((Ο) first cycle, (∆)
second cycle, and () third cycle). T = 120°C and 10 wt%
catalyst.. ...........................................................................................................97
5.3 SZ relative deactivation following multiple reaction cycles
with TCP transesterification of MeOH, EtOH, and BuOH at
120°C, 6.8 atm, molar ratio of alcohol:TCP= 12:1..........................................98
5.4 Activities of alcohol pre-contacted SZ catalysts and activities
of alcohol solutions used in the catalyst washing steps
compared to catalyst recycling experiments as shown in Figure
5.2 ((a) MeOH, (b) EtOH, and (c) BuOH) in TCP
transesterification at 120°C, 6.8 atm, molar ratio of
alcohol:TCP= 12:1.. .......................................................................................101
5.5 Activity for methanol alcoholysis of TCP of the alcohol used in
washing the catalyst for various lengths of time compared to
the first reaction cycle with SZ (120°C, 6.8 atm).. ........................................102
5.6 Sulfuric acid catalyzed TCP transesterification with a)
methanol, b) ethanol, and c) butanol at similar sulfur
concentrations as in the leachate alcohol and compared to the
first of reaction with SZ (T=120°C, P=6.8 atm, molar ratio of
alcohol:TCP= 12:1)........................................................................................104

xiii
List of Figures (Continued)
Figure Page
5.7 NMR spectra of a) the methanol filtrate after washing SZ at
120°C for 2 h, and b) methanol solution with a representative
concentration of dimethyl sulfate...................................................................107
5.8 Schematic representation of possible active site leaching
mechanism for SZ.. ........................................................................................108
6.1 Simplified schematics of the experimental apparatus used for
continuous multiphase reactions: (A) a well-stirred semi-batch
stainless steel reactor, (B) a four bladed turbine stirrer, (C) a
sampling port, (D) a heating oven, (E) a ventilation port.. ............................122
6.2 The evolution of a) HLa conversion and b) TCp conversion in
the absence of WZ with 25 wt% HLa in HLa-TCp mixture, at a
MeOH flow rate of 0.2 mL/min, 130 °C, and 1 atm......................................125
6.3 Catalytic activity profile for WZ catalyzed reaction of a model
HLa-TCp mixture containing 25 wt% HLa. MeOH flow rate
0.2 mL/min, T=130 °C, P= 1 atm, and 7 wt% catalyst... ...............................126
6.4 Effect of MeOH flow rate on the catalytic activity for WZ
catalyzed the reactions of a) HLa conversion and b) TCp
conversion with 25 wt% HLa in HLa-TCp mixture, at 130 °C,
and 1 atm........................................................................................................128
6.5 The reaction progress for WZ catalyzed TCp conversion with
MeOH flow rate of a) 0.1 mL/min, b) 0.2 mL/min, and c) 0.3
mL/min (T=130 °C, P= 1 atm).......................................................................132
6.6 The reaction network involved in the simultaneous FFA
esterification and TG transesterification catalyzed by the solid
acid catalyst....................................................................................................133
6.7 Catalytic activity of WZ-catalyzed reactions of a) HLa
conversion and b) TCp conversion as a function of HLa content
in the HLa-TCp mixture (MeOH flow rate = 0.2 mL/min,
T=130 °C, P= 1 atm)......................................................................................135

xiv
List of Figures (Continued)
Figure Page
6.8 Reusability of WZ during three consecutive 2h-reaction cycles
for 25 wt% of HLa in HLa-TCp mixture with MeOH flow rate
of 0.2 mL/min at 130 °C, and 1 atm... ...........................................................137
6.9 Catalytic activity of the used catalysts regenerated by ( ) re-
calcination under flowing air... ......................................................................138
A.1 Arrhenius plots for (a) SAC-13, (b) WZ, (c) SZ, and (d) Hβ
zeolite.... .........................................................................................................151
B.1 IR spectra of pyridine adsorbed at room temperature for WZ
catalyst calcined at 700°C. ............................................................................152

1
CHAPTER ONE
INTRODUCTION
Biodiesel, a mixture of mono alkyl esters of long chain free fatty acids, has
become increasingly attractive worldwide because it is made from renewable resources
and combines high performance with environmental benefits. In commercial processes,
highly refined vegetable oils, primarily consisting of triglycerides (TGs) and typically
used as feedstocks, are transesterified with low molecular weight alcohols, e.g. methanol
and ethanol, using homogeneous alkali catalysts (such as NaOH and KOH). To be more
economically viable, the use of virgin oils, which cost accounts for 88% of the total
estimated production cost of biodiesel, could be replaced with a more economical
feedstock, such as waste fats and oils that contain a low to moderate amount of free fatty
acids (FFAs) in addition to moisture and other impurities. However, the synthesis of
biodiesel from these low quality oils is challenging due to undesirable side reactions as a
result of the presence of FFAs and water. The pretreatment stages, involving an acid
catalyzed pre-esterification integrated with water separation, are necessitated to reduce
acid concentrations and water to below threshold limits prior to being processed by
standard biodiesel manufacturing. Besides catalyzing esterification, acid catalysts are
able to catalyze TG transesterification, opening the door for the use of acid catalysts to
perform simultaneous FFA esterification and TG transesterification.
Moreover, in general industrial processes, heterogeneous catalysts are more
desirable because they are non-corrosive, separable, and recyclable. The use of solid

2
catalysts would also reduce the number of reaction and separation steps required in the
conversion of fats and oils to biodiesel, allowing for more economical processing and
yielding higher quality ester products and glycerol.
Despite several advantages of heterogeneous acid catalysis in biodiesel synthesis,
research comprising of the use of solid acid catalysts for the reactions has been limited
due to pessimistic expectations for reaction rates. Fundamental aspects, such as the nature
of the catalytically active species, have not yet been explored. The inconsistencies among
previous studies regarding the reaction mechanism are still in question. In particular, the
feasibility of using solid acid catalysts in a more economical continuous process has not
been systematic investigated.
The aim of this research has focused on heterogeneous catalysis for biodiesel
synthesis from low-cost feedstocks. The intrinsic catalytic performance of a variety of
promising solid acid catalysts, by use of model compunds, for the esterification reaction,
a crucial step for a reduction of FFA content in waste fats and oils, has been compared
and their characteristics have been studied to understand the factors that govern their
reactivity. The kinetics of heterogeneous esterification has been studied in a wide range
of reaction temperatures to clarify discrepancies regarding the reaction mechanism.
Practicing the fundamental aspects in heterogeneous catalysis, the design of more
economical continuous processing for biodiesel synthesis from low-cost feedstocks has
been elaborately evaluated and all possible reactions occurring during the process have
been systematic examined. In this research, special attention has been paid to important
practical issues such as catalyst re-usability and regeneration.

3
CHAPTER TWO
BACKGROUND
As a result of the energy crisis during an era of growing energy consumption
combined with an increase in greenhouse gas (i.e. CO2) concentrations from burning
petroleum-based fuels, the area of alternative fuels has been increasingly researched.
Biodiesel, a biomass-derived fuel, has been realized as an interesting alternative fuel due
to not only its environmental and technological advantages, but also several extra societal
benefits, for instance, rural revitalization, creation of new jobs, and less global warming.
2.1 Biodiesel facts
Biodiesel is defined as fuel comprised of a mixture of mono alkyl esters of long
chain fatty acids derived from vegetable oils or animal fats which conforms to the
requirements set by ASTM D6751. Biodiesel exhibits the properties and the
characteristics that are comparable to conventional diesel (Table 2.1). Consequently, it
can be used either as a substitute for diesel fuel or more commonly in fuel blends. In
addition, biodiesel offers the advantages over the petroleum-based diesel such as 1) a
higher cetane number and a higher flash point, meaning better and safer performance, 2)
higher lubricity which prolongs engine life and reduces the frequency of engine part
replacement, and 3) the presence of oxygen in biodiesel (~10%) improves combustion
and reduces CO and hydrocarbon emissions.

4
Table 2.1 American Society for Testing and Materials (ASTM) Standards of maximum
allowed quantities in diesel and biodiesel [1,2].
Property Diesel Biodiesel
Standard ASTM D975 ASTM D6751
Composition HCa (C10-C21) FAME
b (C12-C22)
Kin.viscosity (mm2/s) at 40 °C 1.9-4.1 1.9-6.0
Boiling point (°C) 188-343 182-338
Flash point (°C) 60-80 100-170
Cloud point (°C) -15 to 5 -3 to 12
Pour point (°C) -35 to -15 -15 to 16
Water (vol %) 0.05 0.05
Carbon (wt %) 87 77
Hydrogen (wt %) 13 12
Oxygen (wt %) 0 11
Sulfur (wt %) 0.05 0.05
Cetane number (ignition quality) 40-55 48-60
Stoichiometric air/fuel ratio (AFR) 15 13.8
HFRRc (µm) 685 314
BOCLEd scuff (g) 3600 >7000
Life-cycle energy balance (energy units
produced per unit energy consumed)
0.83/1 3.2/1
aHydrocarbons.
bFatty Acid Methyl Esters.
cHigh Frequency Reciprocating Rig.
dBall-on-
Cylinder Lubricity Evaluator.

5
Blends of biodiesel and petroleum diesel are designated by a “B” followed by the
volume percentage of biodiesel fuel in the blend, i.e., B20 represents 20 vol% of
biodiesel and 80 vol% petroleum diesel. B5 and B20, the most common blends, can be
used in unmodified diesel engines.
2.2 Fats and oils
Fats and oils are members of the lipids family. Lipids may either be a solid or
liquid at room temperature, depending on their structure and composition. Normally,
“oil” refers to a lipid that is liquid at room temperature, while “fat” refers to a lipid that is
solid or semi-solid at room temperature. Fats and oils primarily consist of esters of
glycerol (mono-, di-, and triglycerides) and low to moderate contents of free fatty acids
(carboxylic acids). Other compounds such as phospholipids, polypeptides, sterols, water,
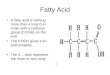
odorants and other impurities can be found in crude oils and fats. The structures of mono-
, di-, and triglycerides (MGs, DGs, and TGs) consists of glycerol (a backbone of carbon,
hydrogen, and oxygen) esterificed with fatty acids (chains of carbon and hydrogen atoms
with a carboxylic acid group at one end), as shown in Figure 2.1. Free fatty acids (FFAs)
can contain 4-24 carbon atoms with some degree of unsaturation (typically 1-3 C-C
double bonds). Fats have more saturated fatty acids, the compositional building blocks,
than oils, which give rise to a higher melting point and higher viscosity of the former.
Consequently, biodiesel produced from saturated fats have a higher cloud and gel points
than those made from unsaturated oils, making the former unsuitable to use in cold
climates.

6
CH2
CH
CH2
O
C
O
O
C
O
O
C
O
x
y
z
CH2
CH
CH2
OH
O
C
O
O
C
O
y
z
CH2
CH
CH2
OH
OH
O
C
Oz
Triglyceride Diglyceride Monoglyceride
C O
OH
x
Carboxylic acid (saturated) Carboxylic acid (unsaturated)
Figure 2.1 Chemical structures of vegetable oils and animal fats.
Food-grade vegetable oils, containing a low FFA level, are currently used for
commercial biodiesel production. Although waste greases such as yellow grease and
brown grease, containing a FFA level of 15% and 33% respectively, are considered as the
attractive feedstocks for biodiesel synthesis because of its wide availability and low cost
compared to food-grade vegetable oils [3].
C O
OH
x

7
2.3 Biodiesel production
There are four primary options for making biodiesel from fats and oils.
2.3.1. Direct use and blending
The possibility of direct use of vegetable oils as fuel has been recognized since
the beginning of the diesel engine. In 1893, Rudolf Diesel successfully demonstrated his
innovation, the diesel engine, by running it on peanut oil (a biomass fuel), and for the
first time, the possibility of utilizing the biomass fuel for engine fuels was established.
However, the straight use of vegetable oils to replace the conventional fuels encounters
the operational problems due to its high viscosity (11-to-17 times higher than diesel fuel).
Polymerization, as a result of reactivity of C-C double bonds that may be present, lower
its volatility which causes the formation of carbon deposits in engines due to incomplete
combustion, and oil ring sticking, thickening and gelling of the lubricating oils as a result
of contamination [4].
Due to the great advancement in petroleum industries, fossil fuels could be
produced at much cheaper cost than biomass alternatives, resulting in, for many years, the
near elimination of the biomass fuel production infrastructure. However, interest in the
use of vegetable oils for engine fuels has been reported periodically. For instance, during
the World War II, vegetable oils were used and tested in diesel engines in several
countries, e.g., Belgium, France, the United Kingdom, Germany, Japan, etc.
Vegetable oils can be used by blending with the diesel fuel, given rise to the
improvement in physicochemical properties of the former. Nevertheless, the long term

8
use of this blending in a modern diesel engine becomes impractical because of the
decrease in power output and thermal efficiency by carbon deposits [4,5].
2.3.2. Microemulsions
A microemulsion is technically defined as a stable dispersion of one liquid phase
into another, which has the droplet diameter approximately 100 nm or less.
Microemulsion process has been studied for biodiesel production as a means to improve
the viscosity of vegetable oils by blending with a simple alcohol i.e, methanol or ethanol
[6,7]. However, the significant injector needle sticking, the carbon deposits, the
incomplete combustion, and the increase in the viscosity of lubricating oils are reported
for utilizing the fuel produced from this process in long term run [7].
2.3.3. Thermal cracking (pyrolyis)
Pyrolysis is defined as the conversion of one substance into another by means of
heat in the absence of air or oxygen at temperatures range from 450 °C to 850 °C or by
heat with the aid of a Lewis acid catalyst. The Lewis acid catalysts used in this process
include zeolites, clay montmorrilite, aluminum choride, aluminum bromide, ferrous
choride, and ferrous bromide. However, the removal of oxygen during thermal processing
also eliminates the environmental benefits associated with using an oxygenated fuel [5].
In addition, these fuels are produced more like gasoline rather than diesel.
2.3.4. Transesterification (Alcoholysis)
Transesterification reactions are a reversible reaction that involves the
transformation of an ester into a different ester. For manufacturing biodiesel,

9
transesterification is performed to lower the viscosity of vegetable oils. Specifically, a
triglyceride (TG) molecule (primary compound in vegetable oils) reacts with a low
molecular weight alcohol, yielding a mono alkyl ester and a byproduct glycerine, which
is used in pharmaceutical and cosmetic industries. The transesterification reaction for
biodiesel synthesis is shown in Figure 2.2.
Figure 2.2 Triglyceride transesterification reaction.
Since transesterification is a reversible reaction, alcohols are usually charged in
excess to assist in rapid triglyceride conversion and ensure a complete conversion.
Methanol and ethanol are commonly used, especially methanol because of its low cost.
The rate of the reaction can be significantly improved by the presence of acid or basic
catalysts. In general, the use of basic catalysts is more desirable since it provides the
satisfactory conversion within a short time.
Among the mentioned methodologies, transesterification is considered as the best
current process. Currently, most of the commercial biodiesel production is performed by
the alkali-catalyzed transesterification, since it can be operated under mild conditions to
achieve significant conversion with minimal side reactions and reaction time. However,
CH2-O-C-R”
CH-OOC-R”
CH2-OOC-R”
O
Triglyceride
3 R’-OH
Alcohol
3 R”-C-OR’
O
Ester
CH2-OH
CH-OH
CH2-OH
Glycerol
+ +
Acid/Base
catalyst

10
the standard biodiesel production suffers from the presence of water and free fatty acids
(FFAs) in feedstocks. On one hand, water favors the formation of FFAs by hydrolysis of
triglycerides and esters products (biodiesel). Formation of FFA in presence of basic
homogeneous catalysts gives rise to soap, creating serious problems for product
separation, and ultimately hindering catalytic activity. As a result, highly refined
vegetable oils are required for the process; otherwise, the pretreatment steps are
necessitated for the feedstocks to reduce the acid and water concentrations below an
optimum threshold limit, i.e., FFAs < 1 wt% and water < 0.5 wt% [8].
2.4 The challenge for the current biodiesel production
The major obstacles of current biodiesel production are the cost and limited
availability of fat and oil resources. There are two aspects relevant to the cost of biodiesel
synthesis; the raw material cost and the processing cost.
In term of the processing cost, the current biodiesel synthesis involves the use of
homogeneous alkali catalysts operating in a batch-type process followed by an additional
effort to remove the liquid catalysts and saponified products. To make biodiesel
commercially viable and compete with petroleum-based diesel, a continuous process
needs to be developed to replace the time-consuming batch process since the latter
presents high capital costs, labor intensity, and difficult process and product quality
control. In addition, replacing liquid catalysts with heterogeneous catalysts would
minimize the separation steps, and bring more benefits associated with it; for instance, it

11
is environmentally friendly, easy to be recovered, and can potentially be reused.
Eventually, the production costs can be substantially reduced.
Regarding raw material cost concerns, the cost of highly refined vegetable oils,
which accounts for 80% of total production cost [3], can be significantly lowered by
substituting with more economical feedstocks such as restaurant waste and animal fats.
However, the quality of these low-cost feedstocks can generate processing problems in
the standard biodiesel production because the alkali-catalyzed system is very sensitive to
water, free fatty acids and other impurities. Even refined oils and fats could contain small
amounts of free fatty acids, as shown in Table 2.2.
Table 2.2 Free fatty acid contents in oils and fats [5].
Vegetable oil Acid valuea
Corn 0.11
Cottonseed 0.07
Crambe 0.36
Peanut 0.20
Rapeseed 1.14
Soybean 0.20
Sunflower 0.15
aAcid values are mg of KOH necessary to neutralize the FFA in 1 g of oil sample.
Moreover, the current increased production of animal fats, waste cooking oils, and
greases from household and industrial sources is a growing problem and an opportunity.

12
According to the National Renderers Association, about 9.3 billion tons of fats and
greases, including inedible tallow, yellow grease, edible tallow, lard, and poultry fat, are
processed by the rendering industry annually [9]. All these waste greases and fats can be
sold commercially for inclusion in livestock feed. However, since 2002, the European
Union (EU) has enforced a ban on feeding such rendered byproducts to certain animals,
because it has the potential to pass animal diseases such as Bovine Spongiform
Encephalopathy (BSE) to other animals or humans. Since these feedstocks are readily
available with a low price, the use of such biomass for the synthesis of biodiesel provides
a means to convert waste fats and oils into a more valuable product. However, the use of
such feedstocks in the standard process is challenging due to high concentrations of
FFAs, water, and other impurities. Pretreatment stages, acid-catalyzed esterification
integrated with water separation, are necessary to minimize the acid and water content to
less than the threshold limits set by the subsequent alkali-catalyzed transesterification.
2.5 Methods for processing waste greases and oils in biodiesel synthesis
Esterification is the central reaction to reduce the levels of FFA in the low-cost
feedstocks to an acceptable range, making the feedstocks suitable for further processing
in the standard biodiesel synthesis.
Esterification is the reversible reaction between carboxylic acids and alcohols in
the presence of strong acid catalyst, resulting in the formation of water and at least one
ester product (Figure 2.3). The mechanism of homogeneous catalyzed esterification has

13
long been established; a protonated carboxylic acid is nucleophilically attacked by an
alcohol molecule from the bulk phase yielding an ester and water.
Figure 2.3 Carboxylic acid esterification.
Esterification can be carried out by a catalyst free method, enzymatic method, or
use of homogeneous and heterogeneous acid catalysts.
Non-catalytic esterification is normally performed under supercritical conditions
for alcohol i.e., the critical temperature and pressure of methanol are 239°C and 8.09
MPa. Under such reaction conditions, the alcohol itself starts acting as a catalyst [10], the
degree of alcohol solubility in oil is increased, thereby favoring the transition from a
solubility-limited reaction to a rate-limited reaction [11,12]. As a result, TG
transesterification can be simultaneously performed. Additional benefits from a
supercritical alcohol method are the separation of esters and glycerol from reaction
mixture becomes much easier since in the presence of water and glycerol will be in the
water portion while esters are in the upper portion. Saka and Kusdiana [13] reported a
fast and high conversion of rapeseed oil into methyl esters by using supercritical
methanol without the aid of any catalyst. However, in this process, high energy intensity
is required and additional safety hazards are presented.
Carboxylic acid
R’-OH
Alcohol Biodiesel Water
+ +
Acid catalyst
R”-C-OH
O
H2O R”-C-OR’
O

14
It is well known and widely documented that lipase, a glycerol ester hydrolase,
can be used for various esterification reactions in different fields such as oil and fat
restructuring [14-17]. The advantages of using an immobilized lipase as a biocatalyst for
esterification reactions include enhanced solubility of hydrophobic substrates, elimination
of side reactions caused by water, facilitation of product recovery, and protection from
microbial contamination [15]. For instance, using low reaction temperatures, 98%
conversion of carboxylic acid was achieved within 12.5 h for methanolysis of oleic acid
[16]. The half-life of the lipase used was reported to be 15 days. However, lipase is
relatively more expensive, in addition to insufficient reaction yields, higher sensitivity to
the reaction conditions (e.g., pH values, temperatures), as well as, long reaction times
when compared to the use of homogeneous or heterogeneous acid catalysts.
The use of homogeneous and heterogeneous acid catalysts for FFA esterification
has been extensively researched due to the insensitivity to the wide range of feedstocks,
high production yields, relatively low cost, and potentially being recovered and reused.
Literature review relevant to the use of acid catalysts for biodiesel synthesis using high
FFA level feedstocks is provided in the next section.
The most common approach for processing waste greases in the biodiesel
synthesis is a two-step acid-pretreatment before the successive base-catalyzed
transesterification [18-21]. By using a two-step sulfuric acid-catalyzed pre-esterification,
Canakci and Van Gerpen [20] were able to reduce the acid levels of the high FFA
feedstocks (reaction mixtures containing 20-40 wt% FFA) below 1 wt% within 1 h,
making the feedstocks suitable for the subsequent alkali-catalyzed transesterification.

15
Recently, the two-step catalyzed processes was shown to be an economic and practical
method for biodiesel production from waste cooking oils where the acid values of 75.9
mg KOH/g were presented [18]. Employing a ferric sulfate catalyzed reaction followed
by KOH catalyzed transesterification, a yield of 97.3% fatty acid methyl ester (FAME)
was achieved within 4 h. By integrating the heterogeneous catalyst in the pretreatment
process, several advantages have been introduced such as no acidic wastewater, high
efficiency, low equipment cost, and easy recovery compared to corrosive liquid acids.
Another reaction route for a two-step process was proposed and proven by Saka and his
co-workers [10,22,23], where the first step involves hydrolysis with subcritical water at
270 °C and subsequently followed by methyl esterification of the oil products at the same
temperature. In this process, triglycerides were hydrolyzed with subcritical water to yield
FFAs, which further reacted with supercritical methanol, resulting in a completed
reaction within 20 min.
Besides catalyzing the esterification, acid catalysts are able to perform TG
transesterification; however, acid catalysts are 3 orders of magnitude slower than basic
catalysts [24], thus allowing FFA esterification and TG transesterification to be catalyzed
simultaneously [1,3,8,25]. The slow activity can be traded off with a decrease in process
complexity, equipment pieces, and the amount of waste stream. For instance, Zhang et al.
[3,8] have shown that, in biodiesel production using waste cooking oils, a one-step acid-
catalyzed process offered more advantages over the alkali-catalyzed process with regard
to both technological and economical benefits. It was also proved to be a competitive
alternative to a two-step acid pre-esterification process. Hence, it is imperative for this

16
research to provide a brief review on the use of acid catalysts for FFA esterification and
TG transesterification reaction.
2.6 Homogeneous catalysis
Acid-catalyzed esterification
Simple liquid BrØnsted acid catalysts, such as sulfuric acid, phosphoric acid,
hydrochloric acid, and others, are effective catalysts for the direct esterification. In
commercial processes, sulfuric acid is found to be the catalyst of choice for organic
synthesis for an esterification reaction. For instance, at 240 °C and 70 bar, using 1.7 wt.%
H2SO4, remarkably high catalytic activity (90% acid conversion within 15 min) was
obtained [26]. Under such harsh conditions; however, side reactions such as alcohol
dehydration could also be observed.
In fact, liquid Lewis acid catalysts, i.e., BF3, TiCl4, HfCl4.2THF, Sc(OTf)3, and
others, are capable to efficiently esterify the carboxylic acid, and more beneficial than
BrØnsted acids since undesired parallel side reactions i.e., alcohol dehydration can be
suppressed [27-30]. Water produced from either direct esterification or a side reaction
(i.e., alcohol dehydration) was reported to have a negative effect on the reaction rate due
to thermodynamic limitations and lowering the catalyst performance by strongly binding
to the active species (H+) in the solution, giving rise to weaker acids.
Attempts to simultaneously remove byproduct water were performed in a variety
of methods i.e. azetropic distillation [31], reactive distillation [2,32,33], and reactive

17
stripping [34,35]. However, few of the above techniques have been applied commercially
in the biodiesel synthesis.
Since esterification is an equilibrium process, excessive amounts of alcohol are
required to drive the reaction to completion. Although the optimum alcohol-to-oil molar
ratio has not yet been established, a wide range from 4:1 to 40:1 has been adopted in
academic studies [20,36,37]. However, the use of a large excess of alcohol can cause
operating problems relevant to the downstream process, i.e. difficulty in product
recovery.
Even though esterification is a well-known reaction that has been extensively
studied, there is still an intensive search for newer catalysts possessing characteristics of
easy recovery and recycling, and allowing the reactions to perform with an equimolar
ratio of alcohol to acid at mild to moderate reaction conditions. Moreover, the intensive
scope should be expanded into more complex cases, e.g. esterification dealing with long
chain fatty acids, and FFA esterification in the presence of triglycerides, the typically
encountered situation in biodiesel synthesis.
Acid-catalyzed transesterification
Due to the fact that the reaction rate of a liquid acid catalyzed transesterification
was 4000 times slower than using alkali-catalysts [15] and their stronger corrosive nature
than liquid bases, the use of liquid acids has never enjoyed the same popularity as its
counterpart in the industrial process. For instance, Freedman et al. [24] investigated the
kinetics of sulfuric acid in the transesterification of soybean oil with butanol at

18
temperatures above 100°C, achieved complete conversion with a reaction time more than
3 h. The use of high reaction temperatures, in this case, not only speeds up the rate of the
reaction, but also improves the miscibility of the alcoholic polar media into a non-polar
oily phase, resulting in much faster reactions. However, the use of liquid acid catalysts
presents advantages over that of liquid bases with respect to biodiesel synthesis utilizing
low-cost feedstocks; the performance of acid catalysts is insensitive to the presence of
FFA in the feedstocks, allowing simultaneous esterification and transesterification.
Recently, a number of studies have increasingly paid attention to the use liquid acids for
biodiesel formation from high FFA content feedstocks [38-41], and it has been
considered as a commercially viable alternative route to alkali-catalysis [3].
Homogeneous catalysis limitations
In general, homogeneous catalysis is more active than heterogeneous catalysis
since the active sites are within a liquid phase and are capable to move freely in the
reagents. Meanwhile, the active sites of solid catalysts are confined to the surface,
making the reactions limited by the effect of internal mass transfer resistance. However,
it has been reported that in a per site basis, solid acid catalysts show the same capacity as
liquid catalysts for performing reactions [38]. In addition, industrial processes prefer the
use of solid catalysts to carry out chemical transformations due to their ease in separation
from any reaction mixture. Solid catalysts can potentially be regenerated, and they are
environmentally benign since they can be used over and over releasing little waste to the
environment.

19
2.7 Heterogeneous catalysis
Acid-catalyzed esterification
Several studies have contributed to the use of solid acids as heterogeneous
catalysts for the esterification of carboxylic acid with alcohol. Nowadays, esterification
of fatty acids with alcohol has commercially been performed by using liquid catalysts
such as sulfuric acid, hydrofluoric acid, and para-toluenesulfonic acid (PTS), but these
are toxic, corrosive and often hard to remove from the reaction solution. Thus it is keenly
desirable to use solid acid catalysts, because the use of solid acids eliminates the
drawbacks associated with homogeneous (liquid) acids. Many heterogeneous catalysts
have been reported in the literature to be active in esterification [1,42-44].
Esterification reactions can be catalyzed with catalysts having a medium acid
strength; hence, ion-exchange resins such as Amberlyst-15 and Nafion® (having high
acid density of medium acid strength) are promised to be active catalysts for
esterification [45,46]. Although, Amberlyst-15 and Nafion® contain highly acidic sites,
in the reaction of carboxylic acids with long chains of hydrocarbon moieties, they show
less activity due to diffusion limitations. The catalyst’s activity strongly depends on the
accessibility of the acid sites as determined by the degree of swelling of the material. The
adsorption effect must be taken into account for this reaction, since more than 95% of the
protons are inside micro-spheres and are only accessible to chemical species which are
able to diffuse into the polymer matrix [47]. In addition, the main drawback associated
with using an organic resin catalyst is that the sulfonic acid cation exchange resins are not

20
stable at temperatures over 140°C, inhibiting the implication of these catalysts in a
reactions that requires high reaction temperatures. For this kind of application, inorganic
catalysts are more desirable.
Among inorganic solid catalysts, zeolites are popular catalysts for organic
synthesis. General advantages for zeolites are that they can be synthesized with different
crystal structures, framework Si/Al ratios, and proton exchange levels. This level of
control when synthesizing zeolites makes it possible to maintain different properties such
as size and structure of pores, strength of acid sites and their distribution, and surface
hydrophobicity which offers the additional advantages in achieving effective segregation
of water which otherwise is reported to poison the catalyst acid sites [48]. For instance,
the catalyst activity is found to be enhanced with increasing the Si/Al ratio, indicating
that the reaction is influenced by stronger acid site strength as well as by surface
hydrophobicity. Several zeolites such as modified H-Y, H-Beta, H-ZSM-5,
aluminophosphate and silicoaluminophosphate molecular sieves have been employed as
esterification catalysts [49-52].
However, mass transfer resistance becomes critical when microporous materials
are employed as the catalysts for many organic reactions. Although zeolites are active
catalysts for esterification, they catalyze the reaction rather slowly due to the steric
hindrance associated with bulky fatty acids, or due to poor adsorption inside zeolite
pores. Considering the severe pore size limitation of microporous molecular sieves, the
reaction of large molecules would have to take place at the external surface of crystals.
Consequently, zeolites with the larger pore size have been used with any success in fatty

21
acid esterification [53,54]. Even though zeolite catalysts show high activity, the reaction
always gives a variety of undesired by-products due to the use of higher reaction
temperatures [55].
With the combination of extremely high surface areas and flexible pore sizes,
silica mesostructured materials have been studied extensively [56]. Silica mesoporous
materials modified with sulfonic groups are utilized in pretreatment esterification
reactions of high free fatty acid oils [57]. Incorporating functionalized organic groups,
organic hybrid mesoporous silicas functionalized with sulfonic acid groups have shown
successful results for acid catalyzed esterification. Moreover, the hydrophobic character
of SO3H-mesoporous materials has already been mentioned as being beneficial for the
overall conversion and selectivity. Fine tuning of catalyst hydropobicity has been
achieved by introducing methyl groups on the catalyst surface by a variety of well-known
procedures. The amount of water adsorbed on the catalysts decreases as the samples
become richer in methyl groups. The incorporation of methyl groups not only increases
the activity, but also the selectivity. The acid strength can be adjusted by choice of the
organosulfonic precursor. With the reactions of long chain hydrocarbon carboxylic acid,
diffusion has been demonstrated to be a limiting process in the mesoporous catalysts. By
choice of the surfactant template, the pore diameter can be increased in order to decrease
internal mass transfer resistance.
Mesoporous ordered materials of the MCM family are generally not sufficiently
acidic to catalyze esterification due to pure silica structure. Introducing aluminum,

22
zirconium, titanium or tin compounds in silica, the catalyst activity for esterification is
improved.
Al-MCM-41 materials, an MCM with aluminum deposited in the framework,
behave as active catalysts in a variety of acid-catalyzed reactions. Nevertheless, the
catalytic activity of Al-MCM-41 in the esterification of glycerol with oleic acid is much
lower than that of zeolites beta with a similar Si/Al ratio [58], whereas the selectivity to
mono-olein increases substantially. To increase the catalytic activity while keeping the
benefits of a large pore diameter, new acid groups can be introduced on the catalyst
surface.
MCM-41-supported heteropoly acids (HPAs) are used as a catalyst in the gas
phase esterification of acetic acid and 1-butanol [59]. This catalyst proved to have a high
activity (95% conversion of 1-butanol). MCM-41-supported HPAs showed a higher
activity than pure HPA. The enhanced activity may be ascribed to a high dispersion of the
HPA on MCM-41, providing more surface proton sites than pure HPA. However this
material is considerably more hydrophilic than the original; water formation from the
reaction can cause HPA migration from MCM-41 pores to the outer surface. Moreover,
the activities of spent catalysts decrease significantly due to sintering.
Dodecatungstophosphoric acid (H3PW12O40) has been reported to pose a higher
acidity than liquid acids, sulfuric acid and PTS [45]. Heteropoly acids, like H3PW12O40
supported on carbon, were used in esterification as a heterogeneous catalyst [55],
showing 68% conversion and 100% selectivity on the esterification of acetic acid and
ethanol. These heteropoly acids (HPA) are usually employed in liquid phase reactions

23
due to its high solubility in polar media. Consequently, the reaction usually ends up being
performed in the homogeneous phase. To overcome the leaching problem, an acidic salt
of H3PW12O40, Cs2.5H0.5PW12O40 was prepared and used for carboxylic acid esterification
[45]. This material presents several characteristics suitable for carrying out reactions such
as high surface area, mesoporosity, strong acidity, and hydrophobicity. Although, it
exhibits a lower catalytic activity than organic resins, the activity of Cs2.5H0.5PW12O40
was retained due to the hydrophobic nature of the surface in the presence of water [45].
Recently, sulfated zirconia (SO4/ZrO2) catalysts have found many applications in
several acid catalyzed reactions [60-62]. These compounds are active for hydrocarbon
conversion at temperatures lower than the most of the generally used solid catalysts,
normally at temperatures from 100 to 200°C or lower [63]. Although S-ZrO2 is promised
as an active catalyst for esterification due to its high acid strength, it suffers from great
deactivation due to coke formation and sulfate leaching [64]. The latter raises the critical
issue of homogeneous catalyzed reactions. For this catalyst, the presence of water not
only inhibits the reaction, but also modifies the acid sites of the S-ZrO2 catalyst, leading
to sulfate leaching [45,65]. S-ZrO2 is easily hydrolyzed in free water to form other
species such as SO42-
, HSO4-, and H2SO4 [66], resulting in sulfate group leaching. Sulfate
leaching tests has been performed by several groups [61,63,66]. To overcome water
instability, new S-ZrO2 have been designed [67]. By employing chlorosulfonic acid as a
precursor, these new S-ZrO2 exhibit higher stability in the presence of water and superior
catalytic activity than S-ZrO2 prepared from sulfuric acid [67].

24
In addition sulfated tin oxide (SO42-
/SnO2) was explored to be a more effective
catalyst than S-ZrO2 due to a stronger Lewis acid strength from Sn4+
[64]. According to
TPD measurement using ammonia, most active sites on the surface of S-SnO2 were
manifested to have high strength of acidity with a narrow distribution compared to the
heterogeneity of acidity on S-ZrO2. Moreover, S-SnO2 prepared from meta-stanic acid
has been shown to provide a superior activity than S-ZrO2 for the esterification of n-
octanoic acid with methanol at temperatures below 150 °C. Nevertheless, fewer studies
concentrating on S-SnO2 was attributed to the relatively difficult preparation and
undesirable side reactions such as alcohol dehydration due to their strong acidity.
The catalytic activities of hafnium salts, zirconium salts, and diphenylammonium
triflate have been investigated for the esterification of carboxylic acids with primary and
secondary alcohols in equimolar ratios [68,69]. The results showed good yields of ester
products. In addition, using an equimolar ratio of reactant instead of excess alcohol
reduces waste generated, providing environmental benefits. This catalyst does not have a
strong acid strength on the surface; thus, undesirable side reactions such as dehydration
can be avoided. For instance, Takahashi et al. [70] obtained catalytic activity as high as
Nafion-H and superior selectivity for esterification for a variety of carboxylic acids. In
addition, the oxide is not sensitive to air or water, thus the esterification does not require
water free conditions.
In general, large pore size, strength of acid sites, high active site concentration,
and surface hydrophobicity can be contributed to obtaining an improved performance of a
solid acid catalyst in carboxylic acid esterification.

25
The diffusion of molecules to the active sites often becomes critical for porous
solid acids such as zeolites. Pore size is a critical parameter which significantly
influences the catalyst selectivity and needs to be tuned to meet the steric requirements of
the different fatty monoesters [27]. With larger pore diameters, processing of large
molecules is achievable; the materials yield a high activity comparable to homogeneous
catalysts, i.e., sulfuric acid.
High acid density is required for acid catalyzed esterification. An acidic salt such
as HPA (Cs2.5H0.5PW12O40) and Nafion® are classified as having dense superacidity
characteristics and higher activities when compared to Amberlyst-15 and metal oxides,
W-ZrO2 and S-ZrO2 [59].
Besides acidity, the reaction also depends on the environment of the acid sites
such as surface hydrophobicity [58]. The activity increases with a hydrophobic character
of the catalyst. When the catalyst surface is surrounded by hydrophobic groups, water
rarely accesses the active sites. This seems to hinder the reverse hydrolytic reaction. In
favor of simplifying the process, the reaction can be completed without the removal of
water. In addition, accumulation of hydrophilic molecules on catalyst pores raises a
diffusion-limited problem, resulting in catalyst activity reduction. Tolerance of water is
often important for solid acids for use in esterification, because water is formed as a
product. Moreover, it was reported that water not only inhibits the reaction, but also
lowers the acid strength of the acid catalysts, yielding a loss of catalytic activities [48].

26
Nevertheless, preparation methods play an important role in affecting these
catalyst characteristics: pore diameter, acidity, and hydrophobicity. To obtain effective
catalysts, the potential preparation method should to be determined.
Acid-catalyzed transesterification
Despite numerous advantages associated to the use of solid acid catalysts,
research on direct transesterification using heterogeneous acid catalyst for biodiesel
synthesis has been scarcely explored due to their insufficient activity. One of the few
studies dealing with transesterification of TG feedstocks utilized an inorganic resin acid
catalysts, i.e. Amberlys-15 and sugar-based catalysts [71-74], and mild reaction
conditions were employed to avoid the catalyst degradation due to their polymeric matrix
structure. As a result, using a relatively low reaction temperature (60 °C), 0.7%
conversion of sunflower oil was obtained [72]. In addition, when using an organic
catalyst, the swelling capacity becomes a critical issue since it dictates a substrate’s
accessibility to the acid sites. Unfortunately, TG is not a good swelling agent due to
lengthy alkyl tails of substantial hydrophobicity, disfavoring the promise of organic
resins as biodiesel catalysts.
In this case, inorganic solid acid catalysts are more desirable where high reaction
temperatures are necessitated to enhance the catalyst performance [75,76]. Among a
variety of available inorganic acid catalysts, a number of solid acid catalysts, such as
sulfonated aluminosilicates [77], aluminum phosphate [78], sulfated tin oxide [64],
sulfated zirconia [64], tungstated zirconia alumina [64], and 12-tungstophosphoric acid

27
impregnated on ZrO2, SiO2, Al2O3, and activated carbon [79], have been explored in
reactions using vegetable oils to estimate their potential for biodiesel related applications.
Recently, an increasing number researchers have paid more attention to the use of TG
model compounds, i.e. triacetin [38,43,80], tricaprylin [81,82], for biodiesel formation
reactions in order to develop a better fundamental understanding relevant to catalyst
activation and deactivation. By understanding catalyst deactivation, one should be able to
design catalysts and catalytic systems which are more resistant to deactivation and, thus,
more proficient and durable for applications concerning biodiesel synthesis.
2.8 Research objectives
Fatty acid esterification using solid acids is not yet well established in industry, as
it is much more difficult to find a suitable solid acid for long-chain acid esterification
compared to shorter acids such as acetic acid. The studies dealing with using solid acids
for catalyzing long-chain fatty acids were limited by showing only the catalysts’ activity.
The reaction mechanism for the heterogeneous acid catalyzed esterification was proposed
to be similar to the homogeneously catalyzed one. However, in a wide range of reaction
temperatures, there is a major difference concerning the relationship between the surface
hydrophobicity and the catalyst’s activity [5], the adsorption characteristic of the
substances, and the effect of side reactions as temperatures increase. Hence, the
objectives of this research were:

28
i. To determine the intrinsic catalytic performance of a variety of promising
solid acid catalysts for the esterification reaction and describe their
characteristics that govern their reactivity.
ii. To investigate the mechanistic aspects concerning the heterogeneous acid
catalyzed esterification in a wide range of reaction temperatures in order to
clarify discrepancies regarding the reaction mechanism.
iii. To evaluate the possibility for performing simultaneous esterification and
transesterification in a single reactor by the use of temperatures exceeding
100°C.
iv. To explore the nature of solid acid catalysts in biodiesel forming reactions and
develop fundamental knowledge regarding the catalyst deactivation,
reusability, and regeneration in order to design better solid acid catalysts for
the synthesis of biodiesel from high free fatty acid content feedstocks.
2.9 References
1. Lotero, E., Liu, Y.J., Lopez, D.E., Suwannakarn, K., Bruce, D.A., and Goodwin,
J.G., Jr., "Synthesis of biodiesel via acid catalysis" Ind. Eng. Chem. Res. 44
(2005) 5353.
2. Kiss, A.A., Dimian, A.C., and Rothenberg, G., "Biodiesel by catalytic reactive
distillation powered by metal oxides" Energy & Fuels 22 (2008) 598.
3. Zhang, Y., Dube, M.A., McLean, D.D., and Kates, M., "Biodiesel production
from waste cooking oil: 2. Economic assessment and sensitivity analysis"
Bioresour. Technol. 90 (2003) 229.

29
4. Srivastava, A. and Prasad, R., "Triglycerides-based diesel fuels" Renewable &
Sustainable Energy Reviews 4 (2000) 111.
5. Ma, F.R. and Hanna, M.A., "Biodiesel production: a review" Bioresour. Technol.
70 (1999) 1.
6. Schwab, A.W., Bagby, M.O., and Freedman, B., "Preparation and Properties of
Diesel Fuels from Vegetable-Oils" Fuel 66 (1987) 1372.
7. Ziejewski, M., Kaufman, K.R., Schwab, A.W., and Pryde, E.H., "Diesel engine
evaluation of a nonionic sunflower oil-aqueous ethanol microemulsion" J. Am.
Chem. Soc. 61 (1984) 1620.
8. Zhang, Y., Dube, M.A., McLean, D.D., and Kates, M., "Biodiesel production
from waste cooking oil: 1. Process design and technological assessment"
Bioresour. Technol. 89 (2003) 1.
9. National Renderers Association (2005), www.renderers.org.
10. Kusdiana, D. and Saka, S., "Effects of water on biodiesel fuel production by
supercritical methanol treatment" Bioresour. Technol. 91 (2004) 289.
11. Warabi, Y., Kusdiana, D., and Saka, S., "Reactivity of triglycerides and fatty
acids of rapeseed oil in supercritical alcohols" Bioresour. Technol. 91 (2004) 283.
12. Bunyakiat, K., Makmee, S., Sawangkeaw, R., and Ngamprasertsith, S.,
"Continuous production of biodiesel via transesterification from vegetable oils in
supercritical methanol" Energy & Fuels 20 (2006) 812.
13. Saka, S. and Kusdiana, D., "Biodiesel fuel from rapeseed oil as prepared in
supercritical methanol" Fuel 80 (2001) 225.
14. Hsu, A.F., Jones, K.C., Foglia, T.A., and Marmer, W.N., "Continuous production
of ethyl esters of grease using an immobilized lipase" J. Am. Chem. Soc. 81
(2004) 749.

30
15. Fukuda, H., Kondo, A., and Noda, H., "Biodiesel fuel production by
transesterification of oils" J. Biosci. Bioeng. 92 (2001) 405.
16. Deng, L., Nie, K.L., Wang, F., and Tan, T.W., "Studies on production of biodiesel
by esterification of fatty acids by a lipase preparation from Candida sp. 99-125"
Chinese J. Chem. Eng. 13 (2005) 529.
17. Chang, H.M., Liao, H.F., Lee, C.C., and Shieh, C.J., "Optimized synthesis of
lipase-catalyzed biodiesel by Novozym 435" J. Chem. Technol. Biotechnol. 80
(2005) 307.
18. Wang, Y., Ou, S.Y., Liu, P.Z., Xue, F., and Tang, S.Z., "Comparison of two
different processes to synthesize biodiesel by waste cooking oil" J. Mol. Catal. A.
252 (2006) 107.
19. Lepper, H. and Friesenhagen, L., "Process for the production of fatty acid esters
of short-chain aliphatic alcohols from fats and/or oils containing free fatty acids"
1986 U.S.
20. Canakci, M. and Van Gerpen, J., "Biodiesel production from oils and fats with
high free fatty acids" Trans. ASAE 44 (2001) 1429.
21. Zullaikah, S., Lai, C.C., Vali, S.R., and Ju, Y.H., "A two-step acid-catalyzed
process for the production of biodiesel from rice bran oil" Bioresour. Technol. 96
(2005) 1889.
22. Minami, E. and Saka, S., "Kinetics of hydrolysis and methyl esterification for
biodiesel production in two-step supercritical methanol process" Fuel 85 (2006)
2479.
23. Saka, S., Kusdiana, D., and Minami, E., "Non-catalytic Biodiesel Fuel Production
with Supercritical Methanol Technologies" J. Sci. Ind. Res. 65 (2006) 420.
24. Freedman, B., Butterfield, R.O., and Pryde, E.H., "Transesterification Kinetics of
Soybean Oil" J. Am. Chem. Soc. 63 (1986) 1375.

31
25. Zheng, S., Kates, M., Dube, M.A., and McLean, D.D., "Acid-catalyzed
production of biodiesel from waste frying oil" Biomass & Bioenergy 30 (2006)
267.
26. Khan, A.K., "Research into biodiesel kinetics & catalyst development" (2002),
University of Queensland: Brisbane.
27. Hoydonckx, H.E., De Vos, D.E., Chavan, S.A., and Jacobs, P.A., "Esterification
and transesterification of renewable chemicals" Top. Catal. 27 (2004) 83.
28. Baertsch, C.D., Komala, K.T., Chua, Y.H., and Iglesia, E., "Genesis of Bronsted
acid sites during dehydration of 2-butanol on tungsten oxide catalysts" J. Catal.
205 (2002) 44.
29. Macht, J., Baertsch, C.D., May-Lozano, M., Soled, S.L., Wang, Y., and Iglesia,
E., "Support effects on Bronsted acid site densities and alcohol dehydration
turnover rates on tungsten oxide domains" J. Catal. 227 (2004) 479.
30. Di Serio, M., Tesser, R., Dimiccoli, M., Cammarota, F., Nastasi, M., and
Santacesaria, E., "Synthesis of biodiesel via homogeneous Lewis acid catalyst" J.
Mol.Catal. A. 239 (2005) 111.
31. Lacaze-Dufaure, C. and Mouloungui, Z., "Catalysed or uncatalysed esterification
reaction of oleic acid with 2-ethyl hexanol" Appl. Catal. A. 204 (2000) 223.
32. Popken, T., Gotze, L., and Gmehling, J., "Reaction kinetics and chemical
equilibrium of homogeneously and heterogeneously catalyzed acetic acid
esterification with methanol and methyl acetate hydrolysis" Ind. Eng. Chem. Res.
39 (2000) 2601.
33. Kiss, A.A., Dimian, A.C., and Rothenberg, G., "Solid acid catalysts for biodiesel
production - Towards sustainable energy" Adv. Syn. Catal. 348 (2006) 75.
34. Nijhuis, T.A., Beers, A.E.W., Kapteijn, F., and Moulijn, J.A., "Water removal by
reactive stripping for a solid-acid catalyzed esterification in a monolithic reactor"
Chem. Eng. Sci. 57 (2002) 1627.

32
35. Schildhauer, T.J., Kapteijn, F., and Moulijn, J.A., "Reactive stripping in pilot
scale monolith reactors - application to esterification" Chem. Eng. Proc. 44
(2005) 695.
36. Veljkovic, V.B., Lakicevic, S.H., Stamenkovic, O.S., Todorovic, Z.B., and Lazic,
M.L., "Biodiesel production from tobacco (Nicotiana tabacum L.) seed oil with a
high content of free fatty acids" Fuel 85 (2006) 2671.
37. Canakci, M. and Van Gerpen, J., "A pilot plant to produce biodiesel from high
free fatty acid feedstocks" Trans. ASAE 46 (2003) 945.
38. Lopez, D.E., Goodwin, J.G., Jr., Bruce, D.A., and Lotero, E., "Transesterification
of triacetin with methanol on solid acid and base catalysts" Appl. Catal. A. 295
(2005) 97.
39. Wu, Q., Chen, H., Han, M.H., Wang, D.Z., and Wang, J.F., "Transesterification
of Cottonseed oil catalyzed by bronsted acidic ionic liquids" Ind. Eng. Chem. Res.
46 (2007) 7955.
40. Ataya, F., Dube, M.A., and Ternan, M., "Acid-catalyzed transesterification of
canola oil to biodiesel under single- and two-phase reaction conditions" Energy &
Fuels 21 (2007) 2450.
41. Ataya, F., Dube, M.A., and Ternan, M., "Variables affecting the induction period
during acid-catalyzed transesterification of Canola oil to FAME" Energy & Fuels
22 (2008) 679.
42. Liu, Y.J., Lotero, E., and Goodwin, J.G., Jr., "A comparison of the esterification
of acetic acid with methanol using heterogeneous versus homogeneous acid
catalysis" J. Catal. 242 (2006) 278.
43. Lopez, D.E., Suwannakarn, K., Bruce, D.A., and Goodwin, J.G., Jr.,
"Esterification and transesterification on tungstated zirconia: Effect of calcination
temperature" J. Catal. 247 (2007) 43.

33
44. Lopez, D.E., Suwannakarn, K., Goodwin, J.G., Jr., and Bruce, D.A., "Kinetics of
Acetic Acid Esterification and Triacetin Transesterification on Tungstated
Zirconia" Submitted to Ind. Eng. Res. (2006).
45. Chen, X., Xu, Z., and Okuhara, T., "Liquid phase esterification of acrylic acid
with 1-butanol catalyzed by solid acid catalysts" Appl. Catal. A. 180 (1999) 261.
46. Heidekum, A., Harmer, M.A., and Hoelderich, W.F., "Addition of carboxylic
acids to cyclic olefins catalyzed by strong acidic ion-exchange resins" J. Catal.
181 (1999) 217.
47. Zhang, Z.Y., Hidajat, K., and Ray, A.K., "Determination of adsorption and kinetic
parameters for methyl tert-butyl ether synthesis from tert-butyl alcohol and
methanol" J. Catal. 200 (2001) 209.
48. Liu, Y.J., Lotero, E., and Goodwin, J.G., Jr., "Effect of water on sulfuric acid
catalyzed esterification" J. Mol. Catal. A. 245 (2006) 132.
49. Wu, K.C. and Chen, Y.W., "An efficient two-phase reaction of ethyl acetate
production in modified ZSM-5 zeolites" Appl. Catal. A. 257 (2004) 33.
50. Zhao, Z.H., "Studies on esterification reaction over aluminophosphate and
silicoaluminophosphate molecular sieves" J. Mol. Catal. A. 168 (2001) 147.
51. Koster, R., Linder, B., Poels, E., and Bliek, A., "The mechanism of the gas-phase
esterification of actic acid and ethanol over MCM-41" J. Catal. 204 (2001) 333.
52. Ma, Y.D., Wang, Q.L., Yan, H., Ji, X.D., and Qiu, Q., "Zeolite-catalyzed
esterification .1. Synthesis of acetates, benzoates and phthalates" Appl. Catal. A.
139 (1996) 51.
53. Camblor, M.A., Corma, A., Martinez, A., Perezpariente, J., and Primo, J.,
"Selective Oxidation of Organic-Compounds over the Large-Pore Beta-Ti
Zeolite" Heterogeneous Catalysis and Fine Chemicals Iii. 78 (1993) 393.

34
54. Corma, A., Rodriguez, E., Sanchez, N., and Aricil, J., "Process for the selective
production of monoesters of diols and triols using zeolitic catalysts" (1994).
55. Chu, W.L., Yang, X.G., Ye, X.K., and Wu, Y., "Vapor phase esterification
catalyzed by immobilized dodecatungstosilicic acid (SiW12) on activated carbon"
Appl. Catal. A. 145 (1996) 125.
56. Clark, J.H., "Solid acids for green chemistry" Acc. Chem. Res. 35 (2002) 791.
57. Mbaraka, I.K., Radu, D.R., Lin, V.S.Y., and Shanks, B.H., "Organosulfonic acid-
functionalized mesoporous silicas for the esterification of fatty acid" J. Catal. 219
(2003) 329.
58. Perez-Pariente, J., Diaz, I., Mohino, F., and Sastre, E., "Selective synthesis of
fatty monoglycerides by using functionalised mesoporous catalysts" Appl. Catal.
A. 254 (2003) 173.
59. Verhoef, M.J., Kooyman, P.J., Peters, J.A., and van Bekkum, H., "A study on the
stability of MCM-41-supported heteropoly acids under liquid- and gas-phase
esterification conditions" Micropor. Mesopor. Mat. 27 (1999) 365.
60. Hino, M. and Arata, K., "Synthesis of Solid Superacid Catalyst with Acid
Strength of H0< -16.04" J. C. S. Chem. Comm. (1980) 851.
61. Hino, M. and Arata, K., "Synthesis of esters from acetic acid with methanol,
ethanol, propanol, butanol, and isobutyl alcohol catalyzed by solid superacid'
Chem. Lett. (1981) 1671.
62. Arata, K., Matsuhashi, H., Hino, M., and Nakamura, H., "Synthesis of solid
superacids and their activities for reactions of alkanes" Catal. Tod. 81 (2003) 17.
63. Ardizzone, S., Bianchi, C.L., Ragaini, V., and Vercelli, B., "SO4-ZrO2 catalysts
for the esterification of benzoic acid to methylbenzoate" Catal. Lett. 62 (1999) 59.

35
64. Furuta, S., Matsuhashi, H., and Arata, K., "Catalytic action of sulfated tin oxide
for etherification and esterification in comparison with sulfated zirconia" Appl.
Catal. A. 269 (2004) 187.
65. Omota, F., Dimian, A.C., and Bliek, A., "Fatty acid esterification by reactive
distillation: Part 2 - kinetics-based design for sulphated zirconia catalysts" Chem.
Eng. Sci. 58 (2003) 3175.
66. Corma, A. and Garcia, H., "Organic reactions catalyzed over solid acids" Catal.
Tod. 38 (1997) 257.
67. Yadav, G.D. and Murkute, A.D., "Preparation of a novel catalyst UDCaT-5:
enhancement in activity of acid-treated zirconia-effect of treatment with
chlorosulfonic acid vis-a-vis sulfuric acid" J. Catal. 224 (2004) 218.
68. Ishihara, K., Nakayama, M., Ohara, S., and Yamamoto, H., "Direct ester
condensation from a 1 : 1 mixture of carboxylic acids and alcohols catalyzed by
hafnium(IV) or zirconium(IV) salts" Tetrahedron. 58 (2002) 8179.
69. Wakasugi, K., Misaki, T., Yamada, K., and Tanabe, Y., "Diphenylammonium
triflate (DPAT): efficient catalyst for esterification of carboxylic acids and for
transesterification of carboxylic esters with nearly equimolar amounts of
alcohols" Tetrahedron Lett. 41 (2000) 5249.
70. Takahashi, K., Shibagaki, M., and Matsushita, H., "The esterification of
Carboxylic-Acid with Alcohol over Hydrous Zirconium-Oxide" Bull. Chem. Soc.
Japan 62 (1989) 2353.
71. dos Reis, S.C.M., Lachter, E.R., Nascimento, R.S.V., Rodrigues, J.A., and Reid,
M.G., "Transesterification of Brazilian vegetable oils with methanol over ion-
exchange resins" J. Am. Chem. Soc. 82 (2005) 661.
72. Vicente, G., Coteron, A., Martinez, M., and Aracil, J., "Application of the
factorial design of experiments and response surface methodology to optimize
biodiesel production" Ind. Crops Prod. 8 (1998) 29.

36
73. Zong, M.H., Duan, Z.Q., Lou, W.Y., Smith, T.J., and Wu, H., "Preparation of a
sugar catalyst and its use for highly efficient production of biodiesel" Green
Chem. 9 (2007) 434.
74. Mo, X., Suwannakarn, K., Liu, Y., Lotero, E., Goodwin, J.G., Jr., and Lu, C.,
"Activation and deactivation characteristics of sulfonated carbon catalysts" J.
Catal. 254 (2008) 332.
75. Liu, K.S., "Preparation of Fatty-Acid Methyl Esters for Gas-Chromatographic
Analysis of Lipids in Biological-Materials" J. Am. Chem. Soc.71 (1994) 1179.
76. Freedman, B., Pryde, E.H., and Mounts, T.L., "Variables Affecting the Yields of
Fatty Esters from Transesterified Vegetable-Oils" J. Am. Chem. Soc. 61 (1984)
1638.
77. Mittelbach, M., Silberholz, A., and Koncar, M. Novel aspects concerning acid-
catalyzed alcoholysis of triglycerides. in Oils-Fats-Lipids 1995, Proceedings of
the World Congress of the International Society for Fat Research, 21st. 1995. The
Hague: P.J. Barnes&Associates, Bridgwater, UK).
78. Kaita, J., Mimura, T., Fukuoda, N., and Hattori, Y., Catalysts for
Transesterification. 2002 U.S.
79. Kulkarni, M.G., Gopinath, R., Meher, L.C., and Dalai, A.K., "Solid acid catalyzed
biodiesel production by silmutaneous esterification and transesterification" Green
Chem. 8 (2006) 1056.
80. Lopez, D.E., Goodwin, J.G., Jr., and Bruce, D.A., "Transesterification of triacetin
with methanol on Nafion® acid resins" J. Catal. 245 (2007) 381.
81. Suwannakarn, K., Lotero, E., Goodwin, J.G., Jr., and Lu, C., "Stability of Sulfated
Zirconia and the Nature of the Catalytically Active Species in the
Transesterification of Triglycerides" J. Catal. 255 (2008) 279.
82. Lopez, D.E., Goodwin, J.G., Jr, Bruce, D.A., and Furuta, S., "Esterification and
Transesterification Using Modified-Zirconia Catalysts" Appl. Catal. A. 339
(2008) 7683.

37
CHAPTER THREE
A COMPARATIVE STUDY OF GAS PHASE ESTERIFICATION ON SOLID ACID CATALYSTS
[As published in Catalysis Letters, 114, (2007), 122-128]
Abstract
For the first time, a comprehensive comparison of the intrinsic activities of solid
acid catalysts in terms of turnover frequency (TOF) is reported for the gas-phase
esterification of acetic acid with methanol. The catalysts studied included a zeolite (Hβ),
two modified zirconias (sulfated zirconia, SZ; and tungstated zirconia, WZ), and an
acidic resin-silica composite (Nafion/silica, SAC-13). Activities on a per weight basis
decreased in the following order: Hβ ~ SAC-13 >> SZ > WZ at 130°C. However, on a
rate-per-site basis (TOF), all catalysts showed comparable activities. The TOF results
suggest that the acid sites of these catalysts have similar capacity for effectively
catalyzing esterification. All catalysts deactivated to a quasi-steady-state rate with TOS.
Regeneration experiments suggested that catalyst deactivation was due mainly to site
blockage by carbonaceous deposits. Selective poisoning experiments showed that the
reaction predominately took place on Brønsted acid sites.

38
3.1 Introduction
Carboxylic acid esters constitute major components of numerous natural products
and synthetic compounds. They are widely used as softeners, emulsifiers, dispersants,
detergents, surfactants, and biodiesel fuel. In general, esters are prepared by the
esterification of carboxylic acids with alcohols. The most common methodology for this
reaction involves the utilization of liquid mineral acid catalysts such as sulfuric acid in
batch reactors [1]. Current liquid-phase esterification processes pose several drawbacks
such as equipment corrosion, difficulty in handling, and separation of products from the
catalyst. For these reasons, the use of solid acid catalysts, which are non-corrosive,
reusable, and can be easily separated from the reaction mixture, should provide an
efficient and cost effective way to carry out acid-catalyzed esterification.
Many heterogeneous catalysts have been reported to be active in esterification:
ion exchange resins [2, 3], zeolites [4], supported metal oxides [5-7], supported
heteropolyacids (HPAs) [8, 9], and others [10-12]. Although studies of esterification over
solid acid catalysts are numerous, most solid-catalyzed studies have used high
temperature and pressure to enhance the performance of solid catalysts and to keep the
reactants, especially low molecular weight alcohols, in the liquid phase. Esterification is
thermodynamically favored in the vapor phase due to higher values of the equilibrium
constants in comparison with those for the liquid-phase reaction [13, 14]. Moreover gas-
phase esterification can be suitably conducted at 1:1 alcohol-to-acid molar ratios contrary
to the common practice in liquid systems to employ excess alcohol to drive the reaction
to completion. The use of excess alcohol in the starting mixture not only leads to higher

39
energy consumption because of separation requirements, but may also have a negative
effect on the catalyst activity [4, 13].
In this work, different solid acid catalysts were studied for the gas-phase
esterification reaction of equimolar ratios of acetic acid and methanol, including Nafion-
SiO2 composite (SAC-13), zeolite β (Hβ), sulfated zirconia (SZ), and tungstated zirconia
(WZ) (representatives of acidic ion-exchange resin, zeolite, and metal oxide catalysts,
respectively). Their catalytic activities were compared in terms of apparent activation
energies, turnover frequencies, and deactivation-regeneration behavior. Although, a
number of studies have been reported on the activity of solid catalysts for esterification
reactions, to the best of our knowledge, no work has so far compared the performance of
different solid acid catalysts for this reaction in terms of turnover frequency (TOF), i.e.,
intrinsic activity per measured site. Here for the first time, using catalyst activities and
acid site concentrations, TOFs have been calculated in an attempt to compare the activity
of different solid acid catalysts for gas-phase esterification in a way that more accurately
represents their true catalytic ability.
3.2 Experimental
3.2.1 Materials
The protonated form of zeolite β (Hβ) was purchased from Zeolyst. Nafion/SiO2
nanocomposite (SAC-13) was obtained from Sigma-Aldrich. Sulfated zirconia (SZ) and
tungstated zirconia (WZ) were kindly supplied by Magnesium Electron Inc. (MEI). All
catalysts were crushed and/or sieved to 170/140 mesh particle size. Catalyst

40
characteristics are summarized in Table 3.1. Acetic acid and methanol with > 99% purity,
as reported by the supplier, were purchased from Sigma- Aldrich, and Acros,
respectively.
Table 3.1 Pretreatment methods and catalyst characterization results of the solid acids studied. Catalyst Pretreatment
method
Elemental
analysis
wt%
(element)f
BET
surface
areag
(m2/g)
Average
pore size
diameter
(nm)
Pore
volume
(cm3/g)
h
Surface acid
site
concentration
(µmol/g)
XRD
pattern
SAC-13 Dried at 100°C for 2h.
0.4% (S) 418 > 10a > 0.6a 131b -
SZ Calcined at 600°C for 2h.
1.7% (S) 155 4.1 0.15 105 ± 12c Tetragonal ZrO2
WZ Calcined at 700°C for 2h.
13.7% (W) 115 5.1 0.15 59 ± 4c Tetragonal ZrO2
Hβ (Si:Al = 103e)
Calcined at 500°C for 2h.
42.7% (Si), 0.4% (Al)
620a 0.5×0.5 and
0.8×0.6 d
0.35 130b -
aInformation provided by the supplier bCalculated from elemental analysis: sulfur content for SAC-13 and aluminum content for Hβ cDetermined from NH3 TPD dZeolite pore dimensions eCalculated from elemental analysis fMaximum error = ± 4% gMaximum error = ± 4% hMaximum error = ± 3%
3.2.2 Catalyst characterization
3.2.2.1 Elemental analysis and X-ray diffraction
Powder X-ray diffraction spectra were collected in the 5-90° 2Θ range for SZ,
WZ, and zeolite Hβ with a Scintag XDS 2000 diffractometer using Cu/Kα radiation with
a wavelength of λ = 1.54 Å. Chemical analyses of the materials were carried out by
Galbraith Laboratories.

41
3.2.2.2 BET analysis
The surface areas of the solid acids were determined by N2 BET analysis (N2,
UHP, National Specialty Gases). The catalysts were degassed at 200°C under vacuum for
3 h to desorb adsorbed molecules (mainly water) from the catalyst surface before BET
measurements.
The pore volume and pore size distributions of SZ and WZ were calculated from
the adsorption/desorption branches of the isotherms using the Barrett-Joyner- Halenda
(BJH) method [15].
3.2.2.3 Temperature-programmed desorption of ammonia
Three hundred mg of SZ or WZ was heated up to 315°C under 30 cc/min of He
(UHP, National Specialty Gases) for 1 h to remove adsorbed volatile materials. Next, the
sample was cooled down to room temperature and saturated in a 100 cc/min stream of
10% NH3/He (Anhydrous grade, National Specialty Gases) for 2 h. The system was then
purged at 60°C for 4h with 30 cc/min of He to eliminate physisorbed NH3. For TPD, the
temperature was ramped from 60°C to 600°C at a rate of 10°C /min. A thermal
conductivity detector was used to measure the NH3 desorption profiles. For comparison
purposes, 300 mg of SZ or WZ was pretreated under the same conditions but without
NH3 adsorption and the temperature ramped from 60°C to 600°C. This was used as a
baseline to calculate acid site concentrations from NH3 TPD data.

42
3.2.3 Esterification
Reaction was carried out in a differential fixed bed reactor (ID = 0.7 cm) at 100-
140°C and atmospheric pressure. Prior to reaction, SAC-13 was dehydrated under a flow
of 30 cc/min of He (UHP, National Specialty Gases) at 100°C for 2 h. The inorganic
catalysts were pretreated in situ at 315°C for 2 h under 30 cc/min of air (UHP zero grade
air, National Specialty Gases) and then cooled down to 100°C before the temperature was
adjusted to the desired value under flowing He.
Gaseous acetic acid (HAc) and methanol (MeOH) were obtained from
temperature controlled liquid saturators by passing through them known flow rates of He.
The reactants were further mixed with additional He to vary concentrations and flow
independently. Small amounts of catalysts were used to maintain differential conversion
(<10%) conditions: 20 mg for WZ or SZ, and 5 mg for SAC-13 or Hβ. In order to obtain
a catalyst bed height/diameter greater than 1.5, an inert solid, α-Al2O3 (surface area = 3
m2/g), was well mixed with the catalysts. α-Al2O3 showed insignificant activity for
esterification as measured by blank experiments carried out in the absence of a catalyst.
The reactants (acetic acid and methanol) were introduced to the reactor in equimolar
ratios with a total flow rate of 120 cc/min [PHAc= 0.0085 atm, PMeOH= 0.0085 atm].
Heating and insulating tapes were wrapped around the stainless-steel tubing of the
reaction system to maintain a 120°C temperature in order to avoid reagent condensation.
Esterification can be autocatalyzed by acetic acid itself at moderate temperatures [16];
however, only a trace of methyl acetate was detected in the absence of a catalyst under
these reaction conditions. The concentrations of the reactants at the reactor entrance and

43
the effluent products were analyzed by a Varian CP-3380 gas chromatograph equipped
with an FID detector and a fused silica column (60 m × 0.53 mm × 0.1 µl, coated with
CP WAX 52 CB). Helium was the carrier gas.
3.3 Results and discussion
3.3.1 Catalyst characterization
Table 3.1 shows the surface areas, surface acidities, and XRD patterns determined
for the catalysts employed in this study. The XRD results indicate that the pretreated
zirconia-based oxides contained only the tetragonal phase of zirconia with the tungsten
oxide or sulfate species existing only as amorphous species or small crystallites ≤ 5 nm in
diameter. The diffraction pattern of Hβ was compared to literature powder X-ray
diffraction data, confirming the correct structure and level of crystallinity.
The concentration of acid sites for zeolite Hβ was estimated from its Al content,
assuming that every tetrahedral aluminum atom in the framework accounted for an acid
site and that all these sites were accessible. Camiloti et al. [17] employed TPD of
ammonia to determine the acidity of zeolite Hβ and found the NH3/Al ratios were equal
to one, suggesting that every aluminum atom provides an accessible potential site.
Nevertheless, using an estimation of acid site density from the Al content should be
considered to provide a maximum value for the concentration of active surface sites,
meaning that TOFs calculated correspond to minimum TOF values. The number of acid
sites for SAC-13 was estimated from its sulfur content since each sulfonic group

44
constitutes an active site and all such groups in SAC-13 have been reported to be
accessible for reaction [18].
The acid site concentrations of SZ and WZ measured by NH3 TPD are in
agreement with those previously reported by Kim et al. [19] (1.7 wt% S content) and
Shimizu et al. [20] (16.6 wt% W content), respectively.
3.3.2 Reaction studies
Because of the relatively high boiling points of the reactants (64.7°C for MeOH
and 118°C for HAc at 1 atm) and the presence of micro- and meso-pores in most of the
catalysts studied, pore condensation may take place and should be avoided in order to
make a reasonable assessment of intrinsic catalyst activities. According to the Kelvin
equation [21], 130°C is the lowest temperature at which reaction can be carried out on Hβ
without having capillary condensation of reagents (under our reaction conditions),
assuming cylindrical shaped pores. For the mesoporous catalysts SZ and WZ, the
threshold temperature for condensation is 100°C. Due to the macroporous structure of
SAC-13, pore condensation should occur below 90°C. The on-set of pore condensation
was verified experimentally using reaction data, e.g., significant change in slope of
Arrhenius plots (not shown). Reaction at appropriate temperatures (≥130°C for Hβ,
≥100°C for SZ, WZ, and SAC-13) showed no pore condensation effects. Data is not
reported nor used in determination of the apparent activation energies below the
respective pore condensation temperatures of the various catalysts. For all catalysts, a
reaction temperature of 130°C was employed for comparison of TOF results.

45
The potential effect of internal and external mass transfer limitations was
determined at a reaction temperature of 130°C for Hβ (the most active, and most
microporous catalyst). By varying the catalyst particle sizes in the range 89-297 µm, a
change in the overall rate of reaction was not observed. Thus, intraparticle diffusional
resistance of reactants did not affect our experimental results. By varying the total flow
rate (100-150 cc/min), the rate of methyl acetate formation was insignificantly changed,
suggesting that no external mass transfer effects were present. Hence, all further
experiments were conducted with catalyst particle sizes 89-104 µm at the flow conditions
of 120 cc/min.
Given the exothermic nature of esterification with ∆Hrxn = -19.1 kJ/mole
(calculated using Aspen®), heat transfer limitations could also lead to kinetic data
misinterpretation. Thus, all experiments were performed at low acetic acid conversions
(below 10%) in a differential fixed bed reactor. An Arrhenius plot of the rate data vs. 1/T
(not shown) does not indicate any evidence for mass or heat transfer limitations.
Apparent activation energies calculated (Table 3.2) are in line with reaction controlling
kinetics.
Table 3.2 The apparent activation energies for gas-phase esterification of acetic acid with methanol on SAC-13, SZ, WZ, and Hβ.
Catalysts Apparent activation
energy (kJ/mol)
Temperature range
SAC-13 61 ± 2 100°C -140°C SZ 57 ± 1 100°C -140°C WZ 65 ± 5 100°C -140°C Hβ 55 ± 4 130°C -140°C

46
All Ea values were in the range, 55-65 kJ/mol, with Hβ < SZ < SAC-13 < WZ.
Note, the Ea value observed for SAC-13 is consistent with that previously reported by Liu
et al. [18] of 51 kJ/mol for the liquid-phase esterification of acetic acid with methanol
catalyzed by SAC-13. The dissimilarity in values (10 kJ/mol difference) may be
explained by the low- and high- temperature regimes employed in these two studies.
Initial rates reported in terms of TOF were employed in the Arrhenius plots to compare
catalytic activities. As suggested by Ea values, all catalysts showed similar capacity to
catalyze esterification efficiently, as confirmed by calculations of TOF values (discussed
later).
TOS, min
0 20 40 60 80 100 120 140
Rate of methyl acetate formation,
µmol/s/g cat
0
5
10
15
20
25
30
35
WZ
SZ
SAC-13
Hß
Figure 3.1 TOS catalyst activity for the gas-phase esterification of acetic acid with methanol at 130°C, atmospheric pressure, molar ratio of methanol:acetic acid = 1.

47
Figure 3.1 shows the evolution of esterification with time-on-stream (TOS) for the
different solid catalysts reported as rate of formation of methyl acetate per gram of
catalyst. All catalysts exhibited 100% selectivity for methyl acetate. The activity of Hβ
was similar to that of SAC-13, followed by SZ and WZ in that order. The observed
catalyst deactivation may be attributed to two possible factors: accumulation of water
around the acid sites on the surface, and the deposit of carbonaceous materials.
Water is known to deactivate sulfuric acid used as the catalyst in the liquid phase
esterification of acetic acid with methanol by forming a strong hydration sphere around
the protons [16]. Similar water induced deactivation appears to occur for solid acid
Brønsted sites in SAC-13 [18]. Hence, water cluster formation around Brønsted sites in
heterogeneous catalysts in general can be expected to cause deactivation. Under gas flow
reaction conditions, there should be a more limited impact of water since it cannot build
up large concentrations neither on the catalyst surface nor in the gas phase. Moreover,
catalyst deactivation by water should be affected by surface hydrophobicity. For instance,
Palani et al. [22] studied the effect of Si/Al ratios of Al-MCM-41catalysts used for the
gas-phase esterification of acetic acid with amyl alcohol and found that higher acid
conversions were obtained as the Si/Al ratio increased due to the capacity of the materials
to expel water from the pores (greater hydrophobicity). However, since acid site
concentrations in aluminosilicates decrease as the Si/Al ratio increases, there must be
optimal catalyst composition that allows the achievement of maximum catalyst
performance. In a different study, Mbaraka and Shanks [12] reported that further
functionalization of mesoporous organosulfonic silicas with hydrophobic organic groups

48
improved catalytic performance in the esterification of fatty acids with low molecular
weight alcohols. Thus, as suggested from the reaction profiles in Figure 3.1, under our
experimental conditions, any deactivation by water accumulation on the catalyst surface
seems to affect the catalyst activity of Hβ the least (Hβ, SAC-13, WZ, and SZ exhibited
23%, 30%, 35%, and 50% activity loss after 2 h TOS, respectively) due to its more
hydrophobic surface, in line with what is expected.
For SZ, in principle, water produced as a byproduct can hydrolyze sulfate groups
to H2SO4; however, under our experimental conditions (gas-phase reaction at lower that
10% conversion), one would not expect sulfur leaching by hydrolysis of sulfate groups,
as substantiated by the almost complete recovery of activity upon re-calcination (section
3.4).
3.3.3 Comparison of initial reaction rate on a site basis (TOF)
Table 3.3 presents TOF values calculated using initial reaction rates at 5 min TOS
(130°C) and the concentration of acid sites reported in Table 3.1. On a site basis, the
order of activity was: zeolite Hβ ~ SAC-13 > WZ ~ SZ. Note that although Hβ and SAC-
13 showed much higher activities (factor of four) per gram of catalyst than SZ and WZ,
their activities were within a factor of two on a rate-per-site basis. Thus, the relative high
catalytic activities of Hβ and SAC-13 in a per-weight basis can be attributed mostly to
their higher acid site concentrations. Other factors, such as uncertainties in the estimation
of “active” acid site concentrations (especially for WZ and SZ), different susceptibility to
catalyst deactivation (given variations in surface hydrophobicity) and differences in acid
site strengths, could have contributed to the observed TOF differences for esterification

49
with the various catalysts. Based on all the potential sources of error, one is led to
conclude that catalytic performance in terms of TOF for the series of catalysts used in
this study is very similar. This observation together with the fact that all catalysts yielded
similar Ea values for esterification suggest that these materials are probably using sites
with similar characteristics to carry out the reactions.
Table 3.3 Calculated initial TOF for gas-phase esterification of acetic acid with methanol at 130°C.
Catalyst Initial rate
(µmol/g cat/s)
TOFa
(10-2 s-1)
Hβ 24.6 ± 0.1 18.9 SZ 7.5 ± 1.4 7.2 WZ 5.2 ± 0.2 8.9 SAC-13 24.4± 1.4 18.6
aCalculated based on acid site concentrations in Table 3.1.
3.3.4 Deactivation and regeneration
The stability and the potential cause of catalyst deactivation were explored only
for the inorganic catalysts due to the thermal instability of SAC-13 (decomposes at
250°C). To examine catalyst regeneration, the inorganic catalysts (WZ, SZ, and Hβ) were
re-calcined under a flow of air at 315°C for 2h. After re-calcination, the reaction profile
produced by all inorganic catalysts resembled with some minor differences those
obtained using the fresh catalysts (Figure 3.2). It is noted that for SZ, even though the
fresh and used catalysts gave rise to parallel reaction profiles, the total activity of the used
catalyst was below that of the fresh catalyst. This indicates that a small population of
active sites may have been irreversibly lost during deactivation or regeneration.

50
Figure 3.2 Reusability of inorganic catalysts: a) Hβ, b) WZ and c) SZ for gas-phase esterification of acetic acid with methanol at reaction temperature 150°C. (●) fresh catalysts, (○) after re-calcination of the used catalyst at 315°C for 2 h.
TOS, min
0 20 40 60 80 100 120 140
Rate of methyl acetate formation,
µmol/s/g cat
0
2
4
6
8
10
12
14
16
18
fresh catalyst
after regeneration(recalcination)
c)
TOS, min
0 20 40 60 80 100 120 140
Rate of methyl acetate formation,
µmol/s/g cat
0
2
4
6
8
10
12
14
16
18
20
Cycle1
Cycle2
b)
TOS, min
0 20 40 60 80 100 120 140Rate of methyl acetate formation,
µmol/s/g cat
0
10
20
30
40
50
fresh catalyst
after regeneration(recalcination)
a)

51
WZ regeneration was also examined by drying the used catalysts under a flow of
He at 315°C. This procedure was applied to eliminate mostly adsorbed moisture on the
catalyst surface leaving behind carbonaceous deposits that could have been formed
during the first reaction cycle. Formation of carbonaceous deposits can block active sites
on WZ as other authors have reported. Bilbao-Elorriaga et al. [23] previously reported,
for instance, catalyst deactivation due to “coke” deposition in gas- phase esterification of
acetic acid and n-butanol for a SiO2-Al2O3 catalyst. As can be seen in Figure 3.3, after
drying at 315°C, WZ showed activity very close to that observed for the steady state
activity of the fresh catalyst, suggesting that water accumulation have a minimal impact
on catalyst deactivation and that formation of carbonaceous deposits is the major reason
for catalyst deactivation on WZ.
Since water does not seem to be affecting the activity of WZ, we decided to probe
the effect of water on this catalyst by pretreating a fresh sample of WZ with water vapor
at the reaction temperature. As shown in Figure 3.4, water pretreatment surprisingly
increased the initial reaction rate, while steady state reaction rates were comparable for
both fresh and water- pretreated catalysts. The unexpected enhancement of reaction rate
at short TOS for water- pretreated WZ should be a consequence of the generation of
Brønsted acid sites on this catalyst produced by water adsorption on Lewis acid sites.

52
TOS, min
0 20 40 60 80 100 120 140
Rate of methyl acetate formation,
µmol/s/g cat
0
5
10
15
20
fresh catalyst
after regeneration(drying in He at 315°C)
Figure 3.3 Activity of WZ for gas-phase esterification of acetic acid with methanol at reaction temperature 150°C: (●) freshly calcined WZ, (○) after dehydration of the spent catalyst in a flow of He at 315°C for 2 h.
TOS, min
0 20 40 60 80 100 120 140
Rate of methyl acetate formation,
µmol/s/g cat
0
1
2
3
4
5
6
calcined fresh catalyst
water-pretreated fresh catalyst
Figure 3.4 The catalytic activity of gas-phase esterification of acetic acid with methanol over WZ at 130°C: (●) freshly calcined WZ, (○) water-pretreated freshly calcined WZ.

53
It is known that Lewis and Brønsted sites are easily exchangeable by adsorption-
desorption of water molecules [24]. The observation of enhanced reaction rates with
increased water concentrations has been reported previously for gas-phase esterification
with a molybdate zirconia catalyst [24]. In that report, the authors also attributed the
enhanced observed rate to a reversible formation of Brønsted sites by water adsorption on
Mo oxide species on the catalyst surface. Hence, for the water-pretreated WZ catalyst, it
is probably the reversible character of the water-formed sites that leads to reaction rate
enhancement only at the initial stages of reaction.
3.3.5 Brønsted vs. Lewis acidity
To further elucidate the role of Brønsted vs. Lewis acid sites in esterification,
poisoning experiments using pyridine (Py) and a sterically hindered 2,6-di-tert-
butylpyridine (sh-Py) were carried out on WZ. Thus, catalysts were separately pre-
saturated with either Py or sh-Py for 120 min at reaction temperature (130°C).
Physisorbed molecules were eliminated under flow of He for 20 min followed by the
reaction. The sh-Py is known to strongly adsorb only on Brønsted acid sites; while the
Py can interact with both Brønsted and Lewis acid sites [25]. After catalyst poisoning, a
95% reduction on the initial activity was observed for catalyst samples poisoned by both
Py and sh-Py, suggesting that Brønsted sites are mainly responsible for the catalysis even
though Lewis sites were present in the catalyst, as shown by IR spectra (not shown).
However, some residual activity (less than 5%) was observed after poisoning, which
could be attributed to weak acid sites adsorbing/desorbing reversibly the Py and sh-Py
molecules. Alternatively, the observed residual activity may be due to a small fraction of

54
Brønsted acid sites generated in situ by the interaction of the alcohol and the catalyst
surface as suggested by Iglesia and co-workers [25]. However, a flow of methanol co-fed
with pyridine could not completely suppress the catalytic activity, indicating possibly that
alcohol generated Brønsted acid sites may not be the source of the residual activity in this
case.
3.4 Conclusions
The intrinsic activities of zeolite Hβ, SAC-13, SZ, and WZ have been investigated
for the gas-phase esterification of acetic acid and methanol. Calculated Ea values for all
catalysts were in the range of 55-65 kJ/mol, similar to values for liquid phase reaction at
lower temperatures. On a weight basis, Hβ and SAC-13 showed higher activities than SZ
and WZ. Nonetheless, all catalysts exhibited similar catalytic activities on a rate-per-site
basis. TOF results suggest that all catalysts have acid sites capable of effectively
catalyzing esterification. All the inorganic catalysts used in this study could be almost
completely regenerated by re-calcination at 315°C. For WZ, catalyst deactivation was
related to the formation of carbonaceous deposits rather than the accumulation of water
on Brønsted acid sites. Selective poisoning experiments for WZ suggested that the
reaction primarily took place on Brønsted acid sites.
3.5 References
1. Lotero, E., Liu, Y.J., Lopez, D.E., Suwannakarn, K., Bruce, D.A., and Goodwin,
J.G., Jr., "Synthesis of biodiesel via acid catalysis", Ind. Eng. Chem. Res. 44 (2005) 5353.

55
2. Chen, X., Xu, Z., and Okuhara, T., "Liquid phase esterification of acrylic acid with 1-butanol catalyzed by solid acid catalysts" Appl. Catal. A 180 (1999) 261.
3. Heidekum, A., Harmer, M.A., and Hoelderich, W.F., "Addition of carboxylic acids to cyclic olefins catalyzed by strong acidic ion-exchange resins" J.Catal. 181 (1999) 217.
4. Kirumakki, S.R., Nagaraju, N., and Narayanan, S., "A comparative esterification of benzyl alcohol with acetic acid over zeolites H beta, HY and HZSM5" Appl. Catal. A 273 (2004) 1.
5. Omota, F., Dimian, A.C., and Bliek, A., "Fatty acid esterification by reactive distillation: Part 2 - kinetics-based design for sulphated zirconia catalysts" Chem. Eng. Sci. 58 (2003) 3175.
6. Matsuhashi, H., Miyazaki, H., Kawamura, Y., Nakamura, H., and Arata, K., "Preparation of a solid superacid of sulfated tin oxide with acidity higher than that of sulfated zirconia and its applications to aldol condensation and benzoylation" Chem. Mat. 13 (2001) 3038.
7. Ramu, S., Lingaiah, N., Devi, B.L.A.P., Prasad, R.B.N., Suryanarayana, I., and Prasad, P.S.S., "Esterification of palmitic acid with methanol over tungsten oxide supported on zirconia solid acid catalysts: effect of method of preparation of the catalyst on its structural stability and reactivity" Appl. Catal. A 276 (2004) 163.
8. Izumi, Y. and Urabe, K., "Catalysis of Heteropoly Acids Entrapped in Activated Carbon" Chem. Lett. (1981) 663.
9. Sepulveda, J.H., Yori, J.C., and Vera, C.R., "Repeated use of supported H3PW12O40 catalysts in the liquid phase esterification of acetic acid with butanol" Appl. Catal. A 288 (2005) 18.
10. Iizuka, T., Fujie, S., Ushikubo, T., Chen, Z.H., and Tanabe, K., "Esterification of Acrylic-Acid with Methanol over Niobic Acid Catalyst" Appl. Catal. (1986) 1.
11. Jermy, B.R. and Pandurangan, A., "Catalytic application of Al-MCM-41 in the esterification of acetic acid with various alcohols" Appl. Catal. A 288 (2005) 25.

56
12. Mbaraka, I.K., Radu, D.R., Lin, V.S.Y., and Shanks, B.H., "Organosulfonic acid-functionalized mesoporous silicas for the esterification of fatty acid" J.Catal. 219 (2003) 329.
13. Chu, W.L., Yang, X.G., Ye, X.K., and Wu, Y., "Vapor phase esterification catalyzed by immobilized dodecatungstosilicic acid (SiW12) on activated carbon" Appl. Catal. A 145 (1996) 125.
14. Wu, K.C. and Chen, Y.W., "An efficient two-phase reaction of ethyl acetate production in modified ZSM-5 zeolites" Appl. Catal. A 257 (2004) 33.
15. Barrett, E.P., Joyner, L.G., and Halenda, P.P., "The determination of pore volume and area distributions in porous substance. I. Computations from nitrogen isotherms" J. Am. Chem. Soc. 73 (1951) 373.
16. Liu, Y.J., Lotero, E., and Goodwin, J.G., Jr, "Effect of water on sulfuric acid catalyzed esterification" J. Mol. Catal. A 245 (2005) 132.
17. Camiloti, A.M., Jahn, S.L., Velasco, N.D., Moura, L.F., and Cardoso, D., "Acidity of Beta zeolite determined by TPD of ammonia and ethylbenzene disproportionation" Appl. Catal. A 182 (1999) 107.
18. Liu, Y.J., Lotero, E., and Goodwin, J.G., Jr, "A Comparison of Esterification of Acetic acid with Methanol Using Heterogeneous vs. Homogeneous Acid Catalysis" J.Catal. 242 (2006) 278.
19. Kim, S.Y., Goodwin, J.G., Hammache, S., Auroux, A., and Galloway, D., "The impact of Pt and H-2 on n-butane isomerization over sulfated zirconia: Changes in intermediates coverage and reactivity" J. Catal. 201 2001 1.
20. Shimizu, K., Venkatraman, T.N., and Song, W.G., "NMR study of tungstated zirconia catalyst: acidic properties of tungstated zirconia and influence of tungsten loading" Appl.Catal.A 224 2002 77.
21. Ostrovskii, N.M., Bukhavtsova, N.M., and Duplyakin, V.K., "Catalytic reactions accompanied by capillary condensation. 1. Formulation of the problems" React. Kinet.Catal.Lett. 53 (1994) 253.

57
22. Palani, A. and Pandurangan, A., "Esterification of acetic acid over mesoporous Al-MCM-41 molecular sieves" J. Mol. Catal. A 226 2005 129.
23. Bilbao-Elorriaga, J., Gonzalez-Marcos, J.A., Gonzalez-Velasco, J.R., and Arandes-Esteban, J.M., "Effect of operating conditions on acetic acid and n-butanol esterification in the gas phase" Afinidad 40 (1983) 40 459.
24. Li, L., Yoshinaga, Y., and Okuhara, T., "Unusual acceleration of acid-catalyzed reactions by water in the presence of Mo/Zr mixed oxides calcined at high temperatures" Phys. Chem. Chem. Phys. 4 (2002) 6129.
25. Macht, J., Baertsch, C.D., May-Lozano, M., Soled, S.L., Wang, Y., and Iglesia, E., "Support effects on Bronsted acid site densities and alcohol dehydration turnover rates on tungsten oxide domains" J. Catal. 227 (2004) 479.

58
CHAPTER FOUR
SOLID BRøNSTED ACID CATALYSIS IN THE GAS PHASE ESTERIFICATION OF
ACETIC ACID
[Reproduced with permission from Industrial and Engineering Chemistry Research, 46,
(2007), 7050-7056. Copyright 2007 American Chemical Society]
Abstract
Solid acid catalysts are attractive replacements for liquid mineral acids for
esterification reactions, where ester products are important for end products as diverse as
perfumes and biofuels. Although the mechanism of homogeneous esterification has long
been known, the mechanistic pathways for esterification over heterogeneous catalysts are
still being pursued. This paper presents the results of an investigation into the mechanism
of gas phase esterification in the temperature range of 90-140°C for a simple carboxylic
acid (acetic acid) and short chain alcohols (methanol and ethanol) catalyzed by a solid
catalyst having only Brønsted acid sites, silica-supported Nafion® (SAC-13). In this
study, evidence from pyridine poisoning experiments suggested that esterification
proceeds via a single site mechanism on solid Brønsted acid catalysts such as SAC-13, as
has also been concluded for reaction in the liquid phase at temperatures ≤ 60°C. Based on
initial rate data for methanol reaction, the order of reaction for acetic acid shifted only
from 0.7 to 0.9 as the temperature changed from 90°C to 130°C. However, the order of
reaction for methanol shifted from 0.2 to -0.9 for the same temperature range. The results
for ethanol reaction were similar. Based on these outcomes, the reaction most probably

59
takes place between adsorbed acetic acid molecules on the active sites of the catalyst and
alcohol molecules from the bulk fluid. However, as the temperature increases from 90°C
to 130°C the rate limiting step becomes acetic acid adsorption. The reaction is also
hindered by the competitive adsorption of the alcohol on the acid sites of the catalyst.
Experiments involving pre-adsorption of reactants offered further evidence of the
inhibiting effect of the alcohol and the change in the rate controlling step for reaction at
temperatures above 100°C.
4.1 Introduction
Esters of carboxylic acids are important in a variety of products ranging from
perfumes to biofuels; the latter is of particular significance because of the rising price of
crude oil and environmental concerns. Esterification reactions are conventionally carried
out in the liquid phase using batch reactors and strong liquid mineral acids, such as
sulfuric acid, as the catalyst. This processing methodology, however, requires additional
catalyst neutralization and separation steps with the catalyst being disposed as salts,
increasing processing costs in general and contributing to pollution. On the other hand,
solid catalysts can be easily separated from reaction products and can be in most cases
used for multiple reaction cycles. In addition, solid catalysts can be easily used in
continuous processing operations, further improving the economics of ester manufacture.
Nafion resin, a perfluorinated ion-exchange copolymer, has been increasingly
portrayed as an attractive solid catalyst for heterogeneous esterification due to both its
strong acidity comparable to sulfuric acid’s and its thermal stability (up to 280°C) [1-4].

60
However, its extremely low dry surface area (0.02 m2/g) typically requires the use of
polar reactants or solvents. Recently, a Nafion resin/silica composite (SAC-13), which is
made of Nafion resin nanoparticles well dispersed on a porous silica support, has been
developed. It presents a high total surface area and can, unlike its parent Nafion-H resin,
catalyze reactions requiring non-polar media or in the gas phase since no swelling of the
resin is needed to expose the active sites. The acid resin domains on SAC-13 contain only
Brønsted acid sites (dangling sulfonic acid groups) with an acidity close to that of 100%
sulfuric acid [4,5], making SAC-13 an excellent material to study fundamental
mechanistic aspects of gas-phase esterification catalyzed by Brønsted acid sites on solids.
The fundamental development of kinetic models in the esterification reaction can
be categorized into homogeneous catalyzed- and heterogeneous catalyzed-mechanisms.
For non-sterically hindered alcohols, the homogeneous mechanism, where a protonated
carboxylic acid is nucleophilically attacked by an alcohol molecule yielding an ester and
water, has been well established [6]. Conversely, results in the literature concerning the
fundamental aspects of solid-catalyzed esterification reactions are ambiguous at best.
Thus far, two hypothesized mechanisms for esterification on heterogeneous acid catalysts
have been proposed: a single site mechanism (Eley-Rideal type, ER) [1,7-10] and a dual
site mechanism [11-13]. Chu et al. [14] observed that the gas-phase esterification of
acetic acid was either dual site or single site depending on the alcohol used. By using
transient and steady state experiments, isotopic labeling experiments, and TPD, Koster et
al. [11] suggested that the gas phase reaction of acetic acid and ethanol on MCM-41 was
carried out through a dual site mechanism in which both acetic acid and ethanol need to

61
adsorb on the surface for reaction to occur. Other authors studying liquid phase reaction
have reached similar conclusions [12,13]. However, from a chemical standpoint, it is
difficult to conceive that for solid acid catalyzed esterification to happen it is a pre-
requisite that both the alcohol and the carboxylic acid be adsorbed on acid sites. Under
this scenario, the nucleophilic attack of the adsorbed alcohol on the protonated carboxylic
acid should be inhibited since the electron pair on the alcohol oxygen (which is
responsible for the nucleophilic characteristics of the alcohol) would be involved in its
interaction with the catalytic active site. For solid acids carrying out esterification using
Brønsted acid sites, a homogenous-like reaction pathway makes more sense. In fact,
recent research in our labs [1] has shown that the mechanisms of reaction in liquid-phase
at 60°C for a homogeneous liquid Brønsted acid (H2SO4) and for a solid Brønsted acid
catalyst (SAC-13) are similar. The mechanism for reaction on a solid Brønsted acid in the
liquid phase at lower temperatures would appear to involve first protonation of the
carboxylic acid at the catalyst sites followed by nucleophilic attack of the alcohol from
the fluid phase. It also appears that the alcohol adsorbs on the acid sites, however, with
minimal reaction. Although that research clearly showed that esterification reactions
proceed in the liquid phase at 60°C via a single site mechanism in which the protonated
carboxylic acid is the intermediate molecule, it was not possible to explain the
inconsistencies among the previous studies of solid Brønsted acid catalyzed
esterifications.
In this paper, the mechanism of esterification in the gas phase at higher
temperature on a solid Brønsted acid (SAC-13) is addressed and the impact of alcohol

62
chain length on catalytic performance reported. In addition, strong evidence is provided
suggesting a change in the reaction rate controlling step for esterification as the
temperature is increased, providing a clear explanation for some of the ambiguity this
phenomenon has introduced in the relevant esterification literature.
4.2 Experimental
4.2.1 Materials
Commercially available SAC-13 (silica-supported Nafion®) was purchased from
Sigma-Aldrich. The catalyst was crushed and sieved to 140/170 mesh particle size.
Acetic acid, and methanol (>99% purity) were purchased from Sigma-Aldrich, and
ethanol (99.5% purity) was obtained from Acros.
4.2.2 Catalyst characterization
4.2.2.1 Chemical analysis and BET measurement
Chemical analyses of the materials were carried out by Galbraith Laboratories
(Knoxville, TN, USA). The surface area of SAC-13 was measured by BET analysis. The
crushed SAC-13 was degassed at 90°C under vacuum for 3 h to desorb volatile impurities
(mainly water) before BET measurements. Pore volume and average pore diameter were
determined.
4.2.2.2 Acidity measurement
The acid site concentration on SAC-13 was estimated from the total amount of
sulfur as measured by elemental analysis. This estimation was further verified using an

63
ion-exchange/titration method. For ion-exchange/titration measurements, three hundred
mg of crushed SAC-13 was dried at 105°C for 1 h. The catalyst was then suspended in 10
cc of a 20 wt% NaCl solution in a conical flask. An Innova Reactor Shaker System with
an agitation rate of 150 rpm was used to keep the solution well mixed at room
temperature for 24 h. Subsequently, the aqueous solution was filtrated and titrated with
0.15 wt% NaOH solution [15].
4.2.3 Esterification
The reaction system used is shown in Figure 4.1. Known flows of He were passed
through temperature controlled gas saturators delivering a gaseous flow of acetic acid and
the alcohol (MeOH or EtOH) to the reactor. An additional flow of He was employed in
order to vary the reagent concentration and total flow rate independently. The reaction
was carried out in a stainless-steel differential reactor (ID = 0.7 cm) at 1 atm and in the
temperature range of 90-140°C. The effluent gas was analyzed using a gas
chromatograph (Varian CP3380) equipped with a CPWAX 52CB VARIAN fused silica
capillary column (60 m × 0.53 mm × 1 µm). The column oven temperature was held at 40°C
for 4 min, then raised to 50°C at 5°C/min, and held there for 1 min. Finally, the
temperature was increased at 25°C/min to 180°C and kept constant for 3.8 min. The
reactor was loaded with SAC-13 (5 mg) mixed with α-Al2O3 (295 mg) to give a catalyst
bed height/diameter greater than 1.5. The catalytic activity of α-Al2O3 was tested in the
absence of SAC-13 and was found to be insignificant for acetic acid conversion.
Moreover, no conversion due to autocatalysis by acetic acid itself was detected.

64
Figure 4.1 Schematic of the reaction system for gas-phase esterification.
Insignificant change was observed in reaction rate due to variations in catalyst
particle size (89-297 µm) or total flow rate (100-150 cc/min). Thus, since all experiments
were carried out with particle size of 89-104 µm and total flow rate of 120 cc/min, mass
transfer limitations on the reaction rate measurements were able to be ruled out.
Catalyst pre-adsorption experiments were carried out by saturating the catalyst
surface under either a gas flow containing acetic acid or methanol for 10 min followed by
a flow of the reactant mixture to initiate reaction.
Methanol Acetic acid
MFC Helium
MFC Helium MFC Helium
Gas Chromatography
Vent
Reactor
MFC
Air
Helium Valve
Vent
6-port sample valve
Switching valve
Pretreatment gases
or

65
4.3 Results
4.3.1 Catalyst characterization results
The sulfur content and BET surface area of SAC-13 were 0.4 wt% and 220 m2/g,
respectively. An acid site concentration of 137 ± 15 µmol/g was estimated by the ion-
exchange/ titration method [15,16]. This value is consistent with the value based on the
SAC-13 sulfur content (131 µmol/g). The acidity of silanol groups on the silica support is
too weak to show any significant esterification activity, as has been shown by Harmer et
al. [4]. Hence, catalyst activity can be considered to be exclusively due to the sulfonic
groups on the supported resin nanodomains.
4.3.2 The effect of alcohol chain length
Esterification was studied using two alcohols, methanol (MeOH) and ethanol
(EtOH). Reactions were carried out at 120°C. The molar ratios of acid-to-alcohol were 1
[PAcid = PAlc = 0.0085 atm or CAcid = CAlc = 400 µmol/L]. Reaction rate profiles with time-
on-stream (TOS) for both alcohols are shown in Figure 4.2. The selectivities towards the
corresponding esters were 100%. The deactivation profiles for both reactions were
similar, showing 40% activity losses during the first hour before reaching pseudo-steady-
state. However, it can be seen that the catalytic activity of SAC-13 for esterification using
ethanol was much lower than that using methanol. TOF results (Table 4.1) show that a
70% lower catalytic site activity was obtained for the reaction using ethanol vs. methanol.
Thus, the additional steric hindrance present with ethanol may influence catalyst activity,

66
as has been suggested by others for heterogeneous acid catalyzed esterification [14,17-
20].
TOS, min
0 20 40 60 80 100 120 140
Rate of ester form
ation, µmol/s/g cat
0
2
4
6
8
10
12
14
16
MeOH
EtOH
Figure 4.2 Evolution of reaction with TOS for gas-phase esterification of acetic acid with
(●) methanol and (○) ethanol catalyzed by SAC-13 at 120°C, 1 atm, and a molar ratio of
acid-to-alcohol = 1.
3.3 The influence of reaction temperature
Reactions were carried out at various reaction temperatures, ranging from 90°C to
140°C at an alcohol-to-acetic acid ratio of 1:1 (Figure 4.3). Due to the macrostructure of
the SiO2 support, the threshold reaction temperature to avoid pore condensation was 90°C
[2]. Not surprisingly, as the reaction temperature increased, the rate of ester formation
increased as well. Apparent activation energies (Ea) (see Table 4.1) were determined
using initial reaction rates. An Ea of 60 ± 2 kJ/mol was determined for methanol, and 58

67
± 1 kJ/mol for ethanol. The high values obtained for Ea further support the fact that,
under the reaction conditions used, esterification was kinetically controlled and no mass
transfer limitations were present. The Ea value calculated for methanol is consistent with
that previously reported by Liu et al. [1] for the liquid phase esterification of acetic acid
with methanol at lower temperatures catalyzed by SAC-13 (51.8 kJ/mol).
Table 4.1 Apparent activation energies and catalytic activities for gas-phase esterification
of acetic acid with methanol and ethanol over SAC-13 at 120°C.
Alcohol Initial rate,
µmol/g cat/s TOF (10
-2 s
-1)*
Ea (kJ/mol)
Methanol 14.4 ± 0.5 10.5 60± 2
Ethanol 4.3 ± 0.8 3.1 58± 1 *
Based on the number of acid sites measured by the ion-exchange/ titration method and the initial
reaction rate.

68
1/T (K-1)
0.0023 0.0024 0.0025 0.0026 0.0027 0.0028
ln (initial rate)
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
a)
1/T (K-1)
0.0023 0.0024 0.0025 0.0026 0.0027 0.0028
ln (initial rate)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
b)
Figure 4.3 Arrhenius plots for gas phase esterification of acetic acid with a) methanol
(R2=0.99) or b) ethanol (R
2=0.94) (temperature 90°C-to-140°C, 1atm, and molar ratio
of acid-to-alcohol = 1).

69
ln (CHAc)
5.0 5.5 6.0 6.5 7.0
ln (initial rate)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
MeOH at CMeOH
= 400 µmol/L
EtOH at CEtOH
= 270 µmol/L
ln (CAlc)
5.0 5.5 6.0 6.5 7.0
ln (initial rate)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
MeOH with CHAc
= 400 µmol/L
EtOH with CHAc
= 400 µmol/L
Figure 4.4 Gas phase esterification of acetic acid with (●) methanol or (○) ethanol at
120°C: effect of acetic acid and alcohol concentration.

70
4.3.4 Reaction order
Results from the gas-phase esterification of acetic acid with methanol and ethanol
on SAC-13 at 120°C using different initial molar ratios are shown in Figure 4.4. Reaction
rates at 5 min were found to increase as the concentration of acetic acid was increased.
Increasing the concentration of the alcohol, on the other hand, resulted in a decrease in
the initial reaction rate at this temperature (120°C).
Using a power rate law approximation,
βα
AlcHAcinitial CkCr = (4.1)
the apparent reaction orders for esterification with methanol at 120°C were 0.7 (α) and -
0.5 (β) for acetic acid and methanol, respectively. The apparent reaction orders for
esterification with ethanol at 120°C were 1 (α) and -1 (β) for acetic acid and ethanol,
respectively. In addition, the apparent reaction orders determined using the steady state
rates ( ssr ) were very similar (0.6 (α) and -0.3 (β) for acetic acid and methanol,
respectively; 1 (α) and -1 (β) for acetic acid and ethanol, respectively), suggesting a
common molecular pathway throughout TOS. Although the negative values for the
alcohols are consistent with those found by Nijhuis et al. [9], several researchers have
reported a positive dependency of reaction rate on the concentration of alcohols [1,21].
Interestingly, however, this positive dependency was found only in the temperature range
of 45-75°C. Thus, it was decided to further explore the impact of reaction temperature on
the apparent reaction orders by lowering the reaction temperature. As summarized in
Table 4.2, at 90°C, more positive reaction orders were determined for both alcohols than
at 120°C. Hence, as the temperature was raised from 90°C to 120°C, the reaction orders

71
for both alcohols decreased significantly. A parallel study in our group using tungstated
zirconia (WZ) for the gas-phase esterification of acetic acid with methanol at 110-130°C
[22] has shown the same reaction order transition for methanol from a more positive
value to a more negative value as the reaction temperature was increased.
Table 4.2 Orders of reaction for gas-phase esterification of acetic acid with MeOH/EtOH
at 90-130°C.
Based on initial rate ( βα
AlcHAcinitial PkPr = )a
α Β Reaction
90°C 120°C 130°C 90°C 120°C 130°C
HAc+MeOH 0.76 0.72 0.90 0.22 -0.45 -0.97
HAc+EtOH 0.78 1.00 0.99 -0.32 -0.99 -0.98
Based on steady state rate ( βα
AlcHAcss PkPr = )a
Α β Reaction
90°C 120°C 130°C 90°C 120°C 130°C
HAc+MeOH 0.64 0.61 0.87 0.06 -0.33 -0.97
HAc+EtOH 0.88 1.18 1.29 -0.32 -1.02 -1.03
aMaximum error = ±0.05
4.3.5 Pre-adsorption experiments
For the pre-adsorption experiments, the catalyst was saturated in flow with either
acetic acid or methanol during 10 min before the reaction took place. Figure 4.5 shows
reaction rate profiles at 120°C and 90°C for the catalyst after pre-adsorption of each of
the reactants compared with direct reaction on the fresh calcined catalyst. Initial data
points were collected at 2 min and 5 min for the reactions at 120°C and 90°C,
respectively. As can be seen (Figure 4.5a), at 2 min TOS, a lowered initial catalytic
activity was observed for the catalyst pre-adsorbed with MeOH at the reaction

72
temperature of 120°C. In contrast, there was little difference between the initial reaction
rate after pre-adsorption of acetic acid and when the mixture of reactants came in contact
with the fresh catalyst. With small variation, however, all the reaction profiles reached
the same pseudo-steady-state rate after 10 min TOS. On the other hand, at 90°C, the
initial catalytic activities of the pre-adsorbed or fresh catalyst were not significantly
different and within a maximum possible experimental error of ±10% (Figure 4.5b).

73
TOS, min
0 10 20 30 50 100
Rate of methyl acetate form
ation,
µmol/s/g cat
0
5
10
15
20
25
30
Preadsorbed w/ HAc
Preadsorbed w/ MeOH
Direct reaction
a) 120°C
TOS, min
0 10 20 30 50 100
Rate of methyl acetate form
ation,
µmol/s/g cat
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
Preadsorbed w/ HAc
Preadsorbed w/ MeOH
Direct reaction
b) 90°C
Figure 4.5 The evolution of reaction vs. TOS when the catalyst was pre-saturated in a
flow of acetic acid or methanol at reaction temperature a) 120°C and b) 90°C.

74
4.4 Discussion
The mechanistic pathway for esterification using homogeneous catalysis has been
extensively studied [6]. The mechanism involves the protonation of the carbonyl oxygen
on the acid followed by the attack of the weak alcohol nucleophile to form a tetrahedral
intermediate, which after proton transfer and disproportionation yields the ester and water
products. Although the homogeneous mechanistic pathway is well established, there has
been some debate in the literature about whether heterogeneous esterification involves a
single site (one reagent absorbs on the surface active sites and the other reacts from the
bulk phase) [1,7-10,23] or a dual site (both reagent adsorb on surface active sites and then
reaction occurs) [11,12,24] mechanism. Moreover, the nature of the reaction intermediate
(protonated carboxylic acid or protonated alcohol) is still unclear.
To determine whether a mechanistic pathway is single site or dual site, the
selective poisoning of Brønsted acid sites using an organic base such as pyridine is useful
[1,25,26]. For instance, a linear decrease in rate with increasing adsorbed base molecules
would suggest that the reaction involves a single site mechanism. On the other hand, an
exponential decay in activity would suggest that a dual site pathway is operable. Here,
pyridine poisoning of Brønsted sites on SAC-13 have been carried out in the gas phase at
120°C to discern if at temperatures higher than 60°C a single site mechanism is still
dominating the reaction. Gaseous pyridine was obtained by flowing He through a gas
saturator and further diluting it with additional He. The catalyst was exposed to the flow
of pyridine for different short periods of time. Then, after flushing the system with He for
1 h, reaction was started. The amount of adsorbed pyridine on the acid sites should be

75
proportional to the contact time of pyridine gas with the catalyst surface, assuming
saturation of the sites is not reached. As shown in Figure 4.6, the steady state catalytic
activity at 120°C decreased with pyridine contact time in agreement with what is
expected for a single site mechanism.
Exposure time, min
0 1 2 3 4 5
Steady-state rate of methyl acetate form
ation,
µmol/s/g cat
0
2
4
6
8
10
12
Figure 4.6 Gas-phase esterification of acetic acid with methanol at 90°C on SAC-13
following pyridine poisoning.
In order to elucidate the reaction pathway, a mechanistic equation has been
postulated based on the apparent reaction orders. The reaction orders for the
homogeneous acid catalyzed esterification are close to 1 for both acid and alcohol [27-
29], which is in contraposition to what we have found for the SAC-13 catalyzed reaction.
However, under homogenous acid catalyzed conditions, the conformational freedom of
any protonated species (alcohol, carboxylic acid, or ester) and proton mobility are most

76
probably canceling any inhibitory effect that the alcohol can exert on catalytic activity. In
addition, most mechanistic work on this reaction has been carried out at low temperatures
(below 100°C) and, as shown, this may also influence reaction orders. On a solid surface,
however, conformational freedom and mobility is limited. Thus, the inhibitory effect of
the alcohol is more pronounced when there are some definite ways a carboxylic acid
molecule can access a catalytic site that has been already occupied by a methanol
molecule. In this study, the negative reaction orders found for the alcohol in SAC-13
catalyzed esterification is an indication that it has an inhibitory effect on esterification by
competing for active sites on the catalyst surface. Likewise, the positive reaction order
for the carboxylic acid shows that this molecule is involved in the rate determining step.
The fact that the reaction order of the alcohol (MeOH, 90°C) can be positive at lower
temperature indicates that it can also be involved in the rate determining step. Based on
the evidence that esterification proceeds via a single site mechanism, however, the fact
that the order of reaction of the alcohol approaches -1 as temperature is raised suggests
that it is likely not be involved in the rate determining step at higher temperatures. Since
acetic acid is always involved in the rate determining step (because it always has a
positive reaction order), a heterogeneous mechanism can be postulated similar to the
homogeneous one.
A homogenous-like esterification mechanism that best fits acetic acid
esterification by MeOH on SAC-13 in the liquid phase at lower temperatures (40-60°C)
has been given by Liu et al. [1] It can be written in a general fashion as:

77
Alcohol adsorption/desorption
Alc + S Alc·S
(I)
Carboxylic acid
adsorption/desorption
Acid + S Acid·S
(II)
Surface reaction (Eley-Rideal)
Acid·S + Alc E·S + W
(III)
Ester adsorption/desorption
E·S E + S
(IV)
Water adsorption/desorption
W + S W·S
(V)
where Alc = alcohol, S = vacant acid site on the catalyst surface, Acid = carboxylic acid,
E = ester, W = water, and Alc·S, Acid·S, E·S, and W·S = molecules adsorbed on acid
sites. Similar to the homogenous pathway, steps (II) to (IV) are, respectively, the
activation of the carboxylic acid by protonation followed by the nucleophilic attack of the
alcohol to produce water and the adsorbed ester. The alcohol and water can also compete
for the catalyst acid sites as shown in steps (I) and (V). Thus, using a pseudo-steady-state
approximation and assuming low conversions, the following general mechanistic
equation is obtained (the derivation method can be found in Liu et al.) [1].
)1)(( Acid
Alcrxnacid
acidAlcAlcAlcrxnacid
AcidAlcrxnacid
CCkk
kCKCkk
CCkkr
++++
=
−
−
(4.2)
k alc
k -alc
k acid
k -acid
k rxn
k -rxn
k water
k -water
k -ester
k ester

78
where CAlc and CAcid are the concentrations of the alcohol and the carboxylic acid,
respectively; KAlc represents the adsorption equilibrium constant for the alcohol on the
Brønsted acid sites; kacid and k-acid are the carboxylic acid adsorption and desorption
constants, respectively; and krxn is the surface reaction constant.
Polymath 6.0 (nonlinear equation solver program) using the Levenberg-
Marquartdt (L-M) algorithm was used to obtain the parameter values in the rate
expression. Using equation (2) and the representative selection of esterification reactions
at 90°C, the kinetic parameter values can be estimated, as shown in Table 4.3.
Table 4.3 The estimated values of rate constants and adsorption constants in the kinetic
model (Equation 2) for the esterification of acetic acid with MeOH/EtOH at 90°C.
Parameter HAc+MeOH HAc+EtOH Units
rxnk 0.02 0.06 L s-1
gcat-1
acidk 0.13 0.05 L s-1
gcat-1
acidk− 14.0 13.0 µmol s-1
gcat-1
AcidK 0.009 0.004 L µmol-1
AlcK 0.01 0.02 L µmol-1
Acid
Alc
KK
1 5 -
Correlation index
(R2)
0.91 0.96 -
The adsorption equilibrium constants for the alcohols are found to be larger than those of
acetic acid. Similar results were also obtained (for liquid phase reaction at 60°C) by Liu
et al. [1] who pointed out the greater capability of the alcohol to cover the acid sites
compared to acetic acid. The same order, KAcid < KAlc, has also been reported by Ali and
Merchant [29] and Yu et al. [30]. The equilibrium constant ratio, KAlc /KAcid, were found

79
to be significantly higher for EtOH, suggesting a reason why catalyst activity is lowered
for the larger alcohol. This ratio previously proposed by Kirumakki et al. [31] was used
by them to evaluate the efficiency of the different solid catalysts (Hβ, HY, and HZSM5)
in the liquid phase esterification of n-propyl alcohol with acetic acid.
By using equation (2), the reaction rate results for low and high temperature
reaction can be understood. If, for instance, at low temperatures the adsorption/desorption
of the carboxylic acid on the acid sites is relatively fast while surface reaction is slow,
krxnCAlc << kacid, k-acid, equation (2) reduces to,
)1( AcidAcidAlcAlc
AcidAlc
CKCK
CkCr
++≈ (4.3)
with acid
acid
Acidk
kK
−
= (the adsorption equilibrium constant of the carboxylic acid) and k =
krxn KAcid. This expression includes the competing adsorption of the alcohol on the acid
sites which explains why the reaction orders for methanol and acetic acid at low
temperatures are not 1. Equation (3) is identical to that derived using Langmuir-
Hinshelwood assumptions in which surface reaction is the rate controlling step.
On the other hand, if at high temperatures krxnCAlc >> kacid, k -acid, that is surface
reaction is faster than acetic acid adsorption/desorption, equation (2) becomes,
AlcAlc
Acidacid
CK
Ckr
+≈
1 (4.4)
in agreement with the observed negative reaction order approaching -1 for the alcohol
(both MeOH and EtOH) but positive order for acetic acid. This simplified equation is

80
identical to one derived using Langmuir-Hinshewood assumptions for the rate limiting
step being the adsorption of the carboxylic acid on acid sites.
The variation in apparent reaction order for the alcohol (both MeOH and EtOH)
indicates that equations (3) and (4) represent two extreme cases. Reaction using
methanol at 90°C and 120°C would appear to be within the transition zone between
purely surface reaction controlling (equation (3)) and acetic acid adsorption controlling
(equation (4)). Reaction at and above 120°C using ethanol, however, would appear to be
best described by equation (4) (i.e., acetic acid adsorption being the rate limiting step)
because of the apparent reaction orders of -1 (EtOH) and 1 (acetic acid).
Given that the temperature threshold for this reaction order transition seems to
start at lower temperature for the larger alcohol (EtOH, where the only difference with
methanol is an additional methylene moiety), one can infer that the source for this
difference should reside in the additional steric effect. Thus, if this trend is maintained,
use of larger alcohols with stronger inhibitory effects on the adsorption of carboxylic
acids on catalytic sites should result in lower transition temperatures to acetic acid
adsorption being rate controlling.
Reagent pre-adsorption experiments further support the case for a change in the
controlling step for esterification as the reaction temperature was increased from 90 to
120°C. From Figure 4.5a, it is apparent that the initial catalyst activity at 120°C (look at
the first point taken at 2 min TOS) was highest when acetic acid was adsorbed prior to
reaction and lowest when methanol was the reactant preadsorbed. When both reactants
were co-fed to the fresh catalyst, they competed for the active sites on the surface with

81
methanol adsorption initially blocking only a small fraction of the sites. A different
scenario, however, can be seen at 90°C, where pre-adsorbing either acetic acid or
methanol did not significantly change the catalytic activity observed for short TOS
(Figure 4.5b). This suggests that at lower temperatures there is a relatively fast
adsorption-desorption equilibration of the reactants on active sites. Under these
circumstances, the surface reaction becomes the rate controlling step.
4.5 Conclusions
Three fundamental aspects of gas-phase esterification of acetic acid with low
molecular alcohols catalyzed by Nafion/silica nanocomposite SAC-13 have been
investigated at 90-140°C. First, it was shown that even the minimum increment of one
methylene group in the alcohol alkyl chain can significantly affect esterification activity.
This was noted by a 70% difference in reaction activity for esterification using methanol
vs. ethanol. Second, experiments involving pyridine poisoning and pre-adsorption of the
reactants on the catalyst at higher reaction temperature showed that the reaction
proceeded via a single site mechanism in which the adsorbed acetic acid appear to react
with the alcohol from the gas phase. Finally, a change in reaction orders for the alcohols
toward negative values as the reaction temperature was increased from 90°C to 130°C
suggests that the alcohol and carboxylic acid compete for active sites with an increased
inhibitory effect of the alcohol with temperature. A change in the reaction controlling
step for esterification (assuming a homogenous-like reaction pathway) from surface
reaction to carboxylic acid adsorption is able to satisfactorily explain the experimental

82
observations for the effect of temperature and the concentration dependences. These
results indicate that, for high reaction temperatures, use of a large excess of alcohol (as
typically used at lower temperatures) can result in significantly lower reaction rates.
4.6 References
1. Liu, Y.J., Lotero, E., and Goodwin, J.G., Jr, "A Comparison of Esterification of
Acetic acid with Methanol Using Heterogeneous vs. Homogeneous Acid
Catalysis" J.Catal. 242 (2006) 278.
2. Suwannakarn, K., Lotero, E., and Goodwin, J.G., Jr, "A Comparative Study of
Gas Phase Esterification on Solid Acid Catalysts" In Press.(2006).
3. Harmer, M.A., Sun, Q., Vega, A.J., Farneth, W.E., Heidekum, A., and
Hoelderich, W.F., "Nafion resin-silica nanocomposite solid acid catalysts.
Microstructure-processing-property correlations" Green Chem. 2 (2000) 7.
4. Harmer, M.A., Farneth, W.E., and Sun, Q., "High surface area nafion resin/silica
nanocomposites: A new class of solid acid catalyst" J. Am. Chem. Soc. 118 (1996)
7708.
5. Waller, F.J. and Van Scoyoc, R.W., "Catalysis with Nafion" Chemtech. 17 (1987)
438.
6. McMurry, J. and Begley, T., The organic chemistry of biological pathways.
(2005).
7. Kirumakki, S.R., Nagaraju, N., and Narayanan, S., "A comparative esterification
of benzyl alcohol with acetic acid over zeolites H beta, HY and HZSM5" Appl.
Catal. A 273 (2004) 1.
8. Palani, A. and Pandurangan, A., "Esterification of acetic acid over mesoporous
Al-MCM-41 molecular sieves" J. Mol.Catal. A. 226 (2005) 129.

83
9. Nijhuis, T.A., Beers, A.E.W., Kapteijn, F., and Moulijn, J.A., "Water removal by
reactive stripping for a solid-acid catalyzed esterification in a monolithic reactor"
Chem. Eng. Sci. 57 (2002) 1627.
10. Jermy, B.R. and Pandurangan, A., "Catalytic application of Al-MCM-41 in the
esterification of acetic acid with various alcohols" Appl. Catal. A. 288 (2005) 25.
11. Koster, R., van der Linden, B., Poels, E., and Bliek, A., "The mechanism of the
gas-phase esterification of acetic acid and ethanol over MCM-41" J. Catal. 204
(2001) 333.
12. Teo, H.T.R. and Saha, B., "Heterogeneous catalysed esterification of acetic acid
with isoamyl alcohol: kinetic studies" J. Catal. 228 (2004) 174.
13. Lee, M.J., Wu, H.T., and Lin, H.M., "Kinetics of catalytic esterification of acetic
acid and amyl alcohol over Dowex" Ind. Eng. Chem. Res. 39 (2000) 4094.
14. Chu, W.L., Yang, X.G., Ye, X.K., and Wu, Y., "Vapor phase esterification
catalyzed by immobilized dodecatungstosilicic acid (SiW12) on activated carbon"
Appl. Catal. A. 145 (1996) 125.
15. Margolese, D., Melero, J.A., Christiansen, S.C., Chmelka, B.F., and Stucky, G.D.,
"Direct syntheses of ordered SBA-15 mesoporous silica containing sulfonic acid
groups" Chem. Mat. 12 (2000) 2448.
16. Liu, Y.J., Lotero, E., and Goodwin, J.G., "Effect of water on sulfuric acid
catalyzed esterification" J. Mol. Catal. A. 245 (2006) 132.
17. Mbaraka, I.K., Radu, D.R., Lin, V.S.Y., and Shanks, B.H., "Organosulfonic acid-
functionalized mesoporous silicas for the esterification of fatty acid" J. Catal.
219 (2003) 329.
18. Lilja, J., Murzin, D.Y., Salmi, T., Aumo, J., Arvela, P.M., and Sundell, M.,
"Esterification of different acids over heterogeneous and homogeneous catalysts
and correlation with the Taft equation" J. Mol. Catal. A. 182 (2002) 555.

84
19. Warabi, Y., Kusdiana, D., and Saka, S., "Biodiesel fuel from vegetable oil by
various supercritical alcohols" Appl. Biochem. Biotechnol. 113-16 (2004) 793.
20. Hino, M. and Arata, K., "Synthesis of esters from acetic acid with methanol,
ethanol, propanol, butanol, and isobutyl alcohol catalyzed by solid superacid"
Chem. Lett. (1981) 1671.
21. Altiokka, M.R. and Citak, A., "Kinetics study of esterification of acetic acid with
isobutanol in the presence of amberlite catalyst" Appl. Catal. A. 239 (2003) 141.
22. Lopez, D.E., Suwannakarn, K., Goodwin, J.G., Jr., and Bruce, D.A., "Kinetics of
Acetic Acid Esterification and Triacetin Transesterification on Tungstated
Zirconia" Submitted to Ind. Eng. Res. (2006).
23. Kirumakki, S.R., Nagaraju, N., Chary, K.V.R., and Narayanan, S., "Kinetics of
esterification of aromatic carboxylic acids over zeolites H beta and HZSM5 using
dimethyl carbonate" Appl. Catal. A. 248 (2003) 161.
24. Lee, M.J., Chiu, J.Y., and Lin, H.M., "Kinetics of catalytic esterification of
propionic acid and n-butanol over Amberlyst 35" Ind. Eng. Chem. Res. 41 (2002)
2882.
25. Lopez, D.E., Goodwin, J.G., Jr, and Bruce, D.A., "Transesterification of triacetin
with methanol on Nafion acid resins" J. Catal. 245 (2006) 381.
26. Macht, J., Baertsch, C.D., May-Lozano, M., Soled, S.L., Wang, Y., and Iglesia,
E., "Support effects on Bronsted acid site densities and alcohol dehydration
turnover rates on tungsten oxide domains" J. Catal. 227 (2004) 479.
27. Ronnback, R., Salmi, T., Vuori, A., Haario, H., Lehtonen, J., Sundqvist, A., and
Tirronen, E., "Development of a kinetic model for the esterification of acetic acid
with methanol in the presence of a homogeneous acid catalyst" Chem. Eng. Sci.
52 (1997) 3369.

85
28. Popken, T., Gotze, L., and Gmehling, J., "Reaction kinetics and chemical
equilibrium of homogeneously and heterogeneously catalyzed acetic acid
esterification with methanol and methyl acetate hydrolysis" Ind. Eng. Chem. Res.
39 (2000) 2601.
29. Ali, S.H. and Merchant, S.Q., "Kinetics of the esterification of acetic acid with 2-
propanol: Impact of different acidic cation exchange resins on reaction
mechanism" Int. J. Chem. Kinet. 38 (2006) 593.
30. Yu, W.F., Hidajat, K., and Ray, A.K., "Determination of adsorption and kinetic
parameters for methyl acetate esterification and hydrolysis reaction catalyzed by
Amberlyst 15" Appl. Catal. A. 260 (2004) 191.
31. Kirumakki, S.R., Nagaraju, N., and Chary, K.V., "Esterification of alcohols with
acetic acid over zeolites H beta, HY and HZSM5" Appl. Catal. A. 299 (2006) 185.

86
CHAPTER FIVE
STABILITY OF SULFATED ZIRCONIA AND THE NATURE OF THE CATALYTICALLY ACTIVE SPECIES IN THE TRANSESTERIFICATION OF
TRIGLYCERIDES
[As published in Journal of Catalysis, In Press, (2008)]
Abstract
Sulfated zirconia (SZ) exhibits remarkable activity for various hydrocarbon
reactions under mild conditions and has been found of interest for biodiesel synthesis.
However, no detailed study reported has addressed its activity and stability in liquid polar
media such as alcohols, although a number of papers have suggested the possibility for
some sulfur leaching. This paper presents an investigation into the activity and stability of
a commercial sulfated zirconia (SZ) catalyst for the liquid-phase transesterification of
triglycerides at 120°C. The kinetics of tricaprylin (TCP) transesterification with a series
of aliphatic alcohols (methanol, ethanol, and n-butanol) were measured at 120°C and 6.8
atm in a Parr batch reactor. It was found that the catalytic activity for TCP conversion
decreased as the number of carbons in the alkyl chain of alcohol increased, most likely as
a result of increased steric hindrance. The SZ catalyst underwent significant activity loss
with subsequent reaction cycles. Characterization results of used catalysts after exposing
them to various alcohols at 120°C showed that the SO42- moieties in SZ were
permanently removed. The SO42- species were leached out most likely as sulfuric acid
that further reacted with alcohols to form monoalkyl and dialkyl sulfate species, as
evidenced by 1H NMR studies. This was in essence the main route for catalyst

87
deactivation. The results from this study, for the first time, conclusively show that in
alcoholic-liquid media at higher temperatures SZ deactivates by leaching of its active
sites, leading most likely to significant homogeneous rather than heterogeneous catalysis.
5.1 Introduction
The transesterification of triglycerides, often called alcoholysis, is the reaction of
triesters of glycerol with an alcohol to form alkyl esters and glycerol. This reaction has
been the object of extensive research due to the diverse uses of its products, e.g., the
synthesis of polyester or PET in the polymer industry [1], the synthesis of intermediates
for the pharmaceutical industry [2], the curing of resins in the paint industry [3], the
synthesis of biodiesel in the alternative fuel industry [4-7], etc. The synthesis of biodiesel,
for instance, has been lately a great focus of the research regarding triglyceride
transesterification due to our need to replace fossil fuel energy sources with renewable
biofuels amid concerns about greenhouse gas emissions. For biodiesel synthesis,
transesterification of fats or oils containing mainly triglycerides is performed to reduce
the viscosity, producing a biofuel (fatty alkyl esters) that can substitute for petroleum
based-diesel without engine modifications.
Transesterification can be catalyzed by both bases and acids. Although the
reaction rate of alkali-catalyzed transesterification has been reported to be 4000 times
faster than that using acids [5], the use of base catalysts for biodiesel synthesis
necessitates refined feedstocks with low content of water (<0.5 wt%) and fatty acids (<1
wt%), which in the long run increases the cost of biodiesel production. This is apparent

88
with the use of virgin vegetable oils (3-6 wt% fatty acids), which forces the use of higher
amounts of the homogenous base catalyst (some catalyst is lost in the neutralization of
the free fatty acids) producing additional waste (soap) and complicating product
separation. Thus, for feedstocks with high amounts of free fatty acids, acid catalysis
would be preferable to base catalysis as the former allows for the simultaneous
esterification of free fatty acids and transesterification of triglycerides under the
appropriate reaction conditions without the formation of soap [7-9].
Industrial processes, in general, prefer the use of solid catalysts to carry out
chemical transformations due to their ease in separation from any reaction mixture. In
addition, solid catalysts can potentially be regenerated, and they are environmentally
benign since they can be used over and over releasing little waste to the environment.
Among solid acid catalysts, sulfated zirconia (SZ) has received considerable
attention over the last 20 years due to its strong acid properties [10-12]. SZ, for instance,
has shown exceptional high activity for various hydrocarbon reactions at mild
temperatures, e.g., alkane isomerization, although it deactivates rapidly due to coke
deposition [11,12]. A great volume of research has been devoted to SZ modifications to
improve its resistance to deactivation in gas-phase reactions [11]. The nature of the active
sites on SZ has been extensively studied for hydrocarbon transformations by many
research groups [13-15]. For example, Lercher and co-workers [16] showed that the
covalent sulfate species on SZ responsible for high catalytic activity for n-butane
isomerization at 100°C were easily removed by free water at room temperature.

89
However, only limited information exists about the activation-deactivation behavior of
SZ for reactions in anhydrous polar liquid media like alcohols.
In liquid phase reactions, it has been reported that SZ shows significant activity in
the esterification of acetic acid with n-butanol at 75°C [17]. According to these authors,
SZ could be completely regenerated after a simple calcination at 550°C. Similar results
were reported by Kiss et al. [18] for the esterification of dodecanoic acid with 2-ethyl-
hexanol at 160°C. These authors showed that catalyst activity dropped to only 90% of its
original value after five-consecutive runs. But, SZ activity could be restored by re-
calcination at 650°C. In contrast to these previous reports, Jitputti et al. [19] used SZ for
the transesterification of crude palm kernel oil with methanol at 200°C, obtaining
remarkably high yields; however, the spent catalyst was fully deactivated and could not
be reused. The authors proposed that catalyst deactivation was due to a combination of
catalyst leaching and the blocking of active sites by reactants and/or products. The same
conclusion has been drawn by Ni and Meunier for the use of SZ in esterification of
palmitic acid and methanol at 60°C [20]. However, no evidence was provided to
substantiate this hypothesis.
In the present work, we have studied SZ for the acid catalyzed alcoholysis of
triglycerides using a model triglyceride compound, tricaprylin (TCP), and three low
molecular weight alcohols (methanol, ethanol, and n-butanol). Tricaprylin, containing the
same chemical functionality of any triglyceride molecules, can be obtained in a pure form
unlike the larger triglycerides. In addition, it has been shown that there is little difference
in rates for triglycerides as large as tricaprylin or larger [21]. By using a model compound

90
like tricaprylin, we were able to develop a fundamental insight into triglyceride
transesterification. For the first time, special attention has been given to the issue of
catalyst deactivation in alcoholic condensed media at temperatures above 100°C, as such
conditions will be most likely required for the use of solid acid catalysts in biodiesel
synthesis.
5.2 Experimental
5.2.1 Materials
A sulfated-doped zirconium hydroxide precursor (XZO 1249/01) was kindly
provided by Magnesium Electron Inc. (MEI, Flemington, NJ). The sulfated zirconia
catalyst was prepared by calcining the parent doped hydroxide under static air at 600 °C
for 2 h. After calcination, the solid was kept in a desiccator until further use.
Glyceryl trioctanoate (Tricaprylin, with > 99% purity as reported by the supplier)
was purchased from Sigma-Aldrich. Anhydrous methanol (99.8%), ethanol (99.5%), and
n-butanol (99.4%) were purchased from Fisher Scientific. Methyl caprylate (99%,
Aldrich), ethyl caprylate (99%, Aldrich), and glycerol (99%, Acros) were used as
reference compounds for GC calibration. All analytical chemicals were
chromatographically pure and used without further purification. Hexane and ethyl acetate
of HPLC grade were obtained from Fisher Scientific. They were mixed in a volume ratio
of 1:1 and used as solvent for GC analysis.

91
5.2.2 Catalyst characterization
The sulfur content of fresh calcined and spent SZ samples was analyzed by
Galbraith Laboratories, Inc. (Knoxville, TN, USA). Thermogravimetric analysis (TGA)
was carried out using a Pyris 1 analyzer (Perkin-Elmer) to characterize sulfur content in
the catalyst. Under a nitrogen flow of 20 mL/min, the temperature was first stabilized at
30°C for 1 min and then ramped to 1000°C at 10°C/min. The surface area of the calcined
SZ catalyst was determined by N2 BET analysis using a Micromeritics ASAP 2010. The
crystallinity of the calcined SZ powder was analyzed by a Scintag XDS 2000
diffractometer using Cu/Kα radiation with a wavelength of λ = 1.54 Å. NH3 TPD was
used to estimate the acid strength and site concentration of SZ, as previously described
[22].
5.2.2 Reaction study
Transesterification of tricaprylin (TCP) with methanol (MeOH), ethanol (EtOH),
and n-butanol (BuOH) was carried out at 120oC in a Parr 4590 batch reactor consisting of
a stainless steel reactor vessel, a glass liner, a four bladed pitched turbine impeller, and a
thermocouple. To ensure that most of the reactants were in the liquid phase, the reactor
was initially pressurized at 6.8 atm (0.68 atm higher than the vapor pressure of methanol
at 120oC). The typical molar ratio of alcohols-to-tricaprylin used was 12:1. The catalyst
concentration was 10 wt% based on the weight of the tricaprylin. By keeping the amount
of the catalyst and the tricaprylin constant throughout the study, the total volume of the
reaction mixture was changed depending on the alcohol used. For the reaction start up,
the catalyst was initially charged into the reactant mixture at room temperature; then, the

92
reaction mixture was pressurized and heated to the desired temperature at 120oC over 7
min. Finally, the stirrer speed was increased to 2138 rpm and this point was taken as time
zero for the reaction. The sampling method was the following, as described previously
[23]. At particular times-of-reaction, sample aliquots (0.15 mL) were withdrawn from the
reaction mixture using a microscale syringe with a pressure-lock button. The reaction
sample was immediately mixed with 0.8 mL solvent (hexane: ethyl acetate = 1:1 v/v) at
room temperature followed by centrifuging to separate out any catalyst particles. Forty
µL of homogeneous liquid were then withdrawn and further diluted in 5 mL of solvent
containing a known amount of methyl laurate, an internal standard, followed by GC
analysis. Sample analysis using a Hewlett–Packard 6890 gas chromatograph followed the
same procedure as used in previous work [23].
5.2.3 Catalyst leaching
Since one possible cause for catalyst deactivation is the leaching of active catalyst
species (especially sulfur) into the solution, changes in sulfur content of the catalyst were
studied under the experimental conditions used. To estimate the degree of sulfur leaching,
since preliminary study had indicated the alcohol to be the facilitator, a sample of the
fresh calcined SZ was contacted with MeOH, EtOH, and BuOH at 120oC and 6.8 atm
under constant stirring. After 2 h, the resulting solutions were centrifuged and filtrated to
remove the solid catalyst. Then, the solutions were used for reaction without any catalyst.
The pH and the acidity of the filtrate were measured by titration with 0.05 M NaOH
using a pH meter combined with phenolphthalein as a colorimetric indicator.

93
5.3 Results and discussion
5.3.1 Catalyst characterization
The fresh calcined SZ contained 1.73 wt% of sulfur (ICP method, Galbraith
Laboratories Inc.). This result was consistent with sulfur content (1.74 wt% of sulfur)
determined by TGA using N2. N2 BET analysis showed a specific surface area (SBET) of
155 m2/g. Analysis of the N2 adsorption isotherm at -196°C showed mesopores of about 4
nm and a pore volume of 0.15 cm3/g. The acid site concentration determined by NH3
TPD was 105 ± 12 µmol/g. X-ray diffraction of the SZ powder showed exclusively the
tetragonal phase of ZrO2.
5.3.2 Reaction studies
All experiments were conducted using a catalyst particle size of 89-104 µm and a
stirrer speed of 2138 rpm. Mass transfer limitations were able to be ruled out, as has been
previously described [24,25]. As a result, all the measured reaction rates can be
considered to be reaction controlled.
To exclude contributions from potential non-catalytic reactions, blank
transesterification reactions of TCP with the three different alcohols were carried out at
120oC and 6.8 atm in the absence of the catalyst. Negligible activity (less than 0.6% TCP
conversion after 2 h) was observed in all cases. With the catalyst in place, at time zero
(after the start-up period) about 5% TCP conversion was observed. The evolution of
catalytic activity with time for TCP transesterification with MeOH, EtOH, and BuOH at
120oC is shown in Figure 5.1. All reactions showed 100% selectivity to the

94
corresponding ester products. The reaction using MeOH showed the highest activity with
84% TCP conversion at 2 h. Under the same reaction conditions, the conversions of TCP
using EtOH and BuOH were only 45% and 37%, respectively, at 2h TOS.
Figure 5.1 The catalytic activity profiles for TCP transesterification catalyzed by SZ with (Ο) MeOH, (∆) EtOH, and () BuOH at 120°C, 6.8 atm, molar ratio of alcohol:TCP = 12:1.
A similar trend has also been reported for the transesterification of rapeseed oil
with various alcohols under supercritical conditions [26], suggesting that the lower
reaction rates obtained with EtOH and BuOH are in part a result of steric hindrance
effects of the larger alkyl chains in these alcohols [27,28]. It should be noted, however,
that triglyceride conversion did not decrease proportionately to alkyl chain length. A
greater effect on the relative triglyceride conversion was observed when the chain length
changed from C1 to C2 than when it changed from C2 to C4, although for the latter case
the chain length increase was also twice as much. Similar observations have been
Time, min
0 30 60 90 120 150
TCP conversion
0.0
0.2
0.4
0.6
0.8
1.0
MeOH
EtOH
BuOH

95
reported for the esterification of carboxylic acids with different chain lengths with
methanol using a homogeneous acid catalyst [29]. As suggested for carboxylic acids with
different chain lengths, the tendency toward similar conversion profiles with increasing
alcohol chain length is probably the result of “conformational leveling” effects where
large alkyl moieties assume conformations that counteract the contribution of steric
hindrance [29].
Interestingly, the faster reaction rates have been observed by Freedman et al. [30]
for acid catalyzed transesterification of vegetable oils with the heavier alcohols. This
could be explained by the alcohol solubility where the short chain alcohols, especially
methanol, have poor solubility in oils. However, under our reaction conditions, TCP and
all the alcohols used were completely soluble. Therefore, the lower reaction rates
obtained with the heavier alcohols were in part the result of steric hindrance, as expected
from fundamental chemical principles.
5.3.2 Catalyst recycling
One of the main advantages of heterogeneous acid catalysts over liquid acids is
that the former can be easily recovered from the reaction mixture and can be potentially
regenerated and reused. In the present study, catalyst recycling studies were carried out
by recovering the used catalysts after 2 h of reaction and re-using them (without
pretreatment) with fresh reagents in a subsequent reaction cycle. Figure 5.2 presents the
results for three successive 2h reaction cycles of TCP alcoholysis with MeOH, EtOH, and
BuOH, showing that there was a continuous activity loss for all reactions. However, to
account for the effect of the different TCP and alcohol concentrations used in each case

96
as a result of the different alcohol volumes used to maintain a molar ratio of 12:1
(alcohol:TCP), our results are presented in terms of relative initial catalytic activity in
Figure 5.3. As can be seen, the degree of catalyst deactivation was reasonably similar
regardless of the alcohol type. More on this issue will be given in the next section.
As has been previously presented by several authors [11,12,31], carbon deposition
can be a leading cause for catalyst deactivation with SZ. Hence, in an attempt to
eliminate carbon deposits that may have formed during the first reaction cycle, the
recovered solid was dried overnight at 100°C and re-calcined under 20 cc/min of flowing
air at 315°C for 4 h, as previously performed by Suwannakarn et al. [22]. Activities of the
re-calcined catalyst were comparable to activities obtained for the second reaction cycle
where the catalyst was used without treatment, suggesting that formation of carbonaceous
deposits was not the reason behind catalyst deactivation in this case.
5.3.3 Catalyst leaching and deactivation
As previously reported, ionic sulfur species supported on the SZ catalyst surface
can be modified and successively transformed into H2SO4, HSO4-, and SO4
2- by the
presence of free water in the liquid phase [31], leading to the loss of active sites from the
solid surface. Omota et al. [32], for instance, observed that after contacting fresh SZ
catalyst samples with water, there was a fast drop in the pH of the solution, indicating
that acid species were likely being leached out into solution. Other authors have as well
documented the capacity of water to leach out the active catalytic species in SZ [16,32-
34]. To the best of our knowledge, however, no one thus far has addressed the impact of
alcohols on the deactivation of SZ by site leaching.

97
Time, min
0 30 60 90 120 150
TCP conversion
0.0
0.2
0.4
0.6
0.8
1.0
Cycle1
Cycle2
Cycle3
a) MeOH
Figure 5.2 Reusability of SZ during three reaction cycles of TCP transesterfication with a) MeOH, b) EtOH, and c) BuOH using a 12:1 molar ratio of alcohol-to-TCP. ((Ο) first cycle, (∆) second cycle, and () third cycle). T = 120°C and 10 wt% catalyst.
Time, min
0 30 60 90 120 150
TCP conversion
0.0
0.1
0.2
0.3
0.4
Cycle1
Cycle2
Cycle3
c) BuOH
Time, min
0 30 60 90 120 150
TCP conversion
0.0
0.1
0.2
0.3
0.4
0.5
Cycle1
Cycle2
Cycle3
b) EtOH

98
To study the effect of alcohols on SZ catalyst deactivation, fresh calcined SZ
samples were immersed in the three different alcohols (MeOH, EtOH, and BuOH) at
120°C and 6.8 atm, under continuous stirring for 2 h. Afterwards, the alcoholic solutions
were centrifuged and filtrated to remove the solid catalysts. The recovered catalysts were
dried overnight, and further used for reaction.
Cycle
1.0 1.5 2.0 2.5 3.0 3.5 4.0
Relative activity (%)
0
20
40
60
80
100
EtOH
MeOH
BuOH
Figure 5.3 SZ relative deactivation following multiple reaction cycles with TCP transesterification of MeOH, EtOH, and BuOH at 120°C, 6.8 atm, molar ratio of alcohol:TCP= 12:1.
Figure 5.4 shows activities for TCP transesterification of the recovered catalysts
from the three alcohol washes and the activities for TCP transesterification in the absence
of the catalyst using the alcohol solutions (filtrates) obtained after the washing
experiments. As can be seen, alcohol pre-contacted catalysts showed activities close to
the 2nd cycle activities from the cycling experiments. The small variation in reaction
activities can be attributed to differences arising from the previous step undergone, i.e.,

99
pre-contact with the reaction mixture vs. pure alcohol, or to experimental error. On the
other hand, the filtrates (alcohol solutions used in the alcohol pre-contact pretreatment)
presented activities comparable to the 1st reaction cycle, indicating that in-solution
(homogeneous, not heterogeneous) catalytic species are the ones apparently primarily
responsible for catalyst activities during the first reaction cycles at 120°C.
In order to further explore these phenomena, SZ samples were washed using a
fresh alcohol for multiple times. The sulfur content of samples pretreated this way was
then measured using TGA and ICP, the latter carried out by Galbraith Laboratories, Inc.
(Table 5.1). Elemental sulfur analyses by ICP and TGA were in good agreement within
an experimental error of ± 3%. As shown, after the first alcohol washing pretreatment, SZ
samples retained 85% of the original sulfur content (1.73 wt%) regardless of the alcohol
used, suggesting that, under the conditions used, sulfur species were leached out to the
same extent regardless of alcohol characteristics (e.g., polarity, nucleophilicity and alkyl
chain length). It should be noted that after washing the catalyst in pure distilled water one
time under the reaction conditions used, the catalyst still retained 1.30 wt% of sulfur,
75% of its original sulfur content. Note also that the amount of sulfur retained in the
catalyst after washing it with the fresh alcohols three times was almost identical to the
sulfur content remaining in the catalyst after only one water wash. As expected, water
more efficiently removes sulfate species from the catalyst surface, probably due to its
higher polarity and its stronger hydrogen bonding capacity. Thus, if one assumes that
under our conditions water is able to remove all the leachable sulfur, a single 2-hour
alcohol wash or; based on the reaction cycle experiments, one 2-hour reaction cycle with

100
a mixture of alcohol and triglyceride effectively removes almost 70% of the leachable
sulfate species on the catalyst surface.
Table 5.1 Sulfur content of SZ catalyst samples after washing with fresh alcohol batches multiple times at 120°C, 6.8 atm, and with continuous stirring.
Sulfur content (wt%) determined by N2 TGAb,c
Alcohol
Sulfur content (wt%) after the first wash determined
by ICP methoda After 1 washd
After 2 washesd
After 3 washesd
MeOH 1.47 1.44 1.27 1.20 EtOH 1.42 1.48 1.33 1.24 BuOH 1.48 1.42 1.30 1.26
a Determined by Galbraith Laboratories, Inc. b Sulfur content was determined assuming sulfate moieties desorbed as SO3 gas. c Experimental error ± 0.01 wt% d Wash for 2 h.
The leaching process during the first reaction cycle is fast. As determined by N2
TGA results for the sulfur content of SZ, after washing with methanol for only 15 min
under reaction conditions, the sulfur content of SZ was 1.47 wt%, comparable to the
result obtained from methanol washing for 2 h under reaction conditions. This
observation is further supported by the fact that reactions carried out using the methanol
solution recovered after the 15 minutes washing step followed the same reaction profile
as reactions carried out using the methanol solution after 2 h of catalyst washing (Figure
5.5). Similar results were found for EtOH. However, a longer contacting time (at least 1
h) was required for the BuOH case. Thus, it seems that alcohols with larger alkyl chain
lengths have somewhat slower kinetics for leaching the active sites in SZ.

101
Time, min
0 30 60 90 120 150
TCP conversion
0.0
0.2
0.4
0.6
0.8
1.0Cycle1
Cycle2
Cycle3
Washed SZ
MeOH Solution (filtrate)
a) MeOH
Time, min
0 30 60 90 120 150
TCP conversion
0.0
0.1
0.2
0.3
0.4
0.5
0.6Cycle1
Cycle2
Cycle3
Washed SZ
EtOH Solution (filtrate)
b) EtOH
Time, min
0 30 60 90 120 150
TCP conversion
0.0
0.1
0.2
0.3
0.4Cycle1
Cycle2
Cycle3
Washed SZ
BuOH Solution (filtrate)
c) BuOH
Figure 5.4 Activities of alcohol pre-contacted SZ catalysts and activities of alcohol solutions used in the catalyst washing steps compared to catalyst recycling experiments as shown in Figure 5.2 ((a) MeOH, (b) EtOH, and (c) BuOH) in TCP transesterification at 120°C, 6.8 atm, molar ratio of alcohol:TCP= 12:1.

102
One further implication of our results is that at temperatures above 100°C, the
leaching ability of sulfate ions from SZ may be related to the presence of the –OH
function in the alcohols, imposing a chemical limitation to the use of SZ for reactions
using or producing compounds with this functionality. Certainly, further research is
required to investigate this issue from a general standpoint in light of the existence of
conflicting reports [18].
Time, min
0 30 60 90 120 150
TCP conversion
0.0
0.2
0.4
0.6
0.8
1.0
Cycle1
MeOH Sol-2h
MeOH Sol-15m
Figure 5.5 Activity for methanol alcoholysis of TCP of the alcohol used in washing the catalyst for various lengths of time compared to the first reaction cycle with SZ (120°C, 6.8 atm).
5.3.4 Active species in alcohol solution
In an attempt to determine if sulfate species leached out as H2SO4, H2SO4
solutions containing concentrations close to those measured in the alcohol washing
solutions and catalyst deactivation studies were prepared and their catalytic activity in the

103
alcoholysis of TCP was followed (Figure 5.6). The catalytic activity obtained from low
concentration H2SO4 solutions was similar to those obtained from reactions using SZ,
suggesting that sulfate ions may have indeed leached from the catalyst surface as H2SO4.

104
Time, min
0 20 40 60 80 100 120 140
TCP conversion
0.0
0.2
0.4
0.6
0.8
1.0
Cycle1
H2SO
4
MeOH
Time, min
0 20 40 60 80 100 120 140
TCP conversion
0.0
0.1
0.2
0.3
0.4
0.5
Cycle1
H2SO
4
EtOH
Time, min
0 20 40 60 80 100 120 140
TCP conversion
0.0
0.1
0.2
0.3
0.4
0.5
Cycle1
H2SO
4
BuOH
Figure 5.6 Sulfuric acid catalyzed TCP transesterification with a) methanol, b) ethanol, and c) butanol at similar sulfur concentrations as in the leachate alcohol and compared to the first of reaction with SZ (T=120°C, P=6.8 atm, molar ratio of alcohol:TCP= 12:1).

105
To further support this observation, sulfuric acid solutions and filtrates from
alcohol washing experiments were titrated using 0.05 M NaOH. Our results from NaOH
titration were not consistent with the expected molar ratio of 2H+:S for H2SO4. For
instance, a solution of 113 ppm H2SO4 in BuOH showed a H+:S ratio of 1.3 value.
Similar results (value of H+:S ratio = 0.92 value) were obtained for filtrate from BuOH
washing experiments. However, as it has been established for the behavior of H2SO4 in
aliphatic alcohols [35], H2SO4 can undergo esterification with the alcohol to produce
mono alkyl-hydrogen and dialkyl sulfate; the latter widely used as an alkylating agent in
organic synthesis and chemically induced mutagenesis [36,37]. In fact, dialkyl sulfates
are produced commercially by the direct reaction of alcohol and sulfuric acid [36]. In
addition, it is known that sulfuric acid can readily react with alcohols to yield dialkyl
sulfates even in the gas-phase conditions of the planet’s atmosphere [38,39]. The reaction
of H2SO4 and alcohols has been reported to occur through the following reaction
mechanism,
H2SO4 + ROH RSO3H + H2O (1)
ROSO3H + ROH (RO)2SO4 + H2O (2)
In order to corroborate the presence of alkyl-sulfate compounds in our reaction
mixtures, residual alcohol solutions after SZ alcohol washing under reaction conditions
were analyzed by 1H NMR (JEOL ECX 300,300.5 MHz). Figure 5.7a shows the 1H NMR
spectrum of a methanol solution obtained from washing SZ at 120°C and 6.8 atm with
peaks at 3.739 ppm and 3.636 ppm corresponding to monomethyl hydrogen sulfate and
dimethyl sulfate, respectively [39]. In addition, control 1H NMR experiments obtained

106
using trace amounts of dimethyl sulfate in the alcohols showed a strong 1H NMR peak at
3.636 ppm (Figure 5.7b), confirming the presence of this species in the leachate
solutions. Hence, a deactivation pathway for SZ in alcohols at temperatures above 100°C
can be proposed (see Figure 5.8).

107
Figure 5.7 NMR spectra of a) the methanol filtrate after washing SZ at 120°C for 2 h, and b) methanol solution with a representative concentration of dimethyl sulfate.
H
a)
4.0 3.9 3.8 3.7 3.6 3.5 3.4 3.3 3.2 3.1 3.0 2.9 2.8 2.7
ppm
b)
4.0 3.9 3.8 3.7 3.6 3.5 3.4 3.3 3.2 3.1 3.0 2.9 2.8 2.7 4.1
ppm

108
Figure 5.8 Schematic representation of possible active site leaching mechanism for SZ.
5.4 Conclusions
The activity and the stability of SZ was investigated for the liquid-phase
transesterification of TCP using a series of aliphatic alcohols (methanol, ethanol, and n-
butanol) at 120°C and 6.8 atm. The highest catalytic activity was observed in
methanolysis, followed by ethanolysis and butanolysis, respectively. The decrease in
catalytic activity with alcohol size was probably due to increased steric hindrance. The
SZ catalyst deactivated with subsequent reaction cycles in all cases due to sulfate ion
species leaching most likely as sulfuric acid. Under the reaction conditions used, almost
all catalytic activity in the first reaction cycle appeared to be due to homogeneous rather
than heterogeneous catalysis as a result of the sulfur leaching. The degree of sulfur
Dialkyl sulfate
+H
+
Sulfated zirconia
Sulfuric acid Monoalkyl hydrogen sulfate
R-OH,
- H2O
R-OH
S
O
O
HO OH S
O
O OH
O
R
S
O
O O
O
RR
R-OH,
- H2O
Z r Z r
O O
O
O
S
O O
H

109
removal depended on alcohol size and contacting time. The catalyst deactivation pathway
proposed includes the removal of sulfate ions from the catalyst surface as sulfuric acid,
which subsequently reacts with alcohol to form monoalkyl hydrogen sulfate and dialkyl
sulfate in solution, as determined by 1H NMR studies.
5.6 References
1. Meyer, U. and Hoelderich, W.F., "Transesterification of methyl benzoate and
dimethyl terephthalate with ethylene glycol over basic zeolites" Appl. Catal. A. 178 (1999) 159.
2. Duran, D., Wu, N., Mao, B., and Xu, J., "Application of fast reversed phase liquid chromatography for analysis of pharmaceutical related boronic acid and boronic pinacol ester functionalized compounds" J. of Liq. Chromatogr. Related Technol. 29 (2006) 661.
3. Barrault, J., Pouilloux, Y., Clacens, J.M., Vanhove, C., and Bancquart, S., "Catalysis and fine chemistry" Catal. Today 75 (2002) 177.
4. Di Serio, M., Ledda, M., Cozzolino, M., Minutillo, G., Tesser, R., and Santacesaria, E., "Transesterification of soybean oil to biodiesel by using heterogeneous basic catalysts" Ind. Eng. Chem. Res. 45 (2006) 3009.
5. Fukuda, H., Kondo, A., and Noda, H., "Biodiesel fuel production by transesterification of oils" J. Biosci. Bioeng. 92 (2001) 405.
6. Ma, F.R. and Hanna, M.A., "Biodiesel production: a review" Bioresour. Technol. 70 (1999) 1.
7. Lotero, E., Liu, Y.J., Lopez, D.E., Suwannakarn, K., Bruce, D.A., and Goodwin, J.G., Jr., "Synthesis of biodiesel via acid catalysis" Ind. Eng. Chem. Res. 44 (2005) 5353.

110
8. Zhang, Y., Dube, M.A., McLean, D.D., and Kates, M., "Biodiesel production from waste cooking oil: 1. Process design and technological assessment" Bioresour. Technol. 89 (2003) 1.
9. Zhang, Y., Dube, M.A., McLean, D.D., and Kates, M., "Biodiesel production from waste cooking oil: 2. Economic assessment and sensitivity analysis" Bioresour. Technol. 90 (2003) 229.
10. Hino, M. and Arata, K., "Synthesis of Solid Superacid Catalyst with Acid Strength of H0< -16.04" J. C. S. Chem. Comm. (1980) 851.
11. Yadav, G.D. and Nair, J.J., "Sulfated zirconia and its modified versions as promising catalysts for industrial processes" Microporous Mesoporous Mater. 33
(1999) 1.
12. Song, X.M. and Sayari, A., "Sulfated zirconia-based strong solid-acid catalysts: Recent progress" Catal. Rev. Sci. Eng. 38 (1996) 329.
13. Clearfield, A., Serrette, G.P.D., and Khazisyed, A.H., "Nature of Hydrous Zirconia and Sulfated Hydrous Zirconia" Catal. Today 20 (1994) 295.
14. Morterra, C., Cerrato, G., Pinna, F., and Signoretto, M., "Bronsted Acidity of a Superacid Sulfate-Doped Zro2 System" J. Phys. Chem. 98 (1994) 12373.
15. Babou, F., Coudurier, G., and Vedrine, J.C., "Acidic Properties of Sulfated Zirconia - an Infrared Spectroscopic Study" J. Catal. 152 (1995) 341.
16. Li, X.B., Nagaoka, K., and Lercher, J.A., "Labile sulfates as key components in active sulfated zirconia for n-butane isomerization at low temperatures" J. Catal. 227 (2004) 130.
17. Peters, T.A., Benes, N.E., Holmen, A., and Keurentjes, J.T.F., "Comparison of commercial solid acid catalysts for the esterification of acetic acid with butanol" Appl. Catal. A. 297 (2006) 182.

111
18. Kiss, A.A., Dimian, A.C., and Rothenberg, G., "Solid acid catalysts for biodiesel production - Towards sustainable energy" Adv. Synth. Catal. 348 (2006) 75.
19. Jitputti, J., Kitiyanan, B., Rangsunvigit, P., Bunyakiat, K., Attanatho, L., and Jenvanitpanjakul, P., "Transesterification of Crude Palm Kernel Oil and Crude Coconut Oil by Different Solid Catalysts" Chem. Eng. J. 116 (2006) 61.
20. Ni, J. and Meunier, F.C., "Esterification of free fatty acids in sunflower oil over solid acid catalysts using batch and fixed bed-reactors" Appl. Catal. A. 333 (2007) 122.
21. Lopez, D.E., Goodwin, J.G., Jr., and Bruce, D.A., "Transesterification of triacetin with methanol on Nafion (R) acid resins" J. Catal. 245 (2007) 381.
22. Suwannakarn, K., Lotero, E., and Goodwin, J.G., Jr., "A Comparative Study of Gas Phase Esterification on Solid Acid Catalysts" Catal. Lett. 114 (2007) 122.
23. Liu, Y.J., Lotero, E., Goodwin, J.G., Jr., and Mo, X., "Transesterification of Poultry Fat with Methanol Using Mg-Al Hydrotalcite Derived Catalysts" Appl. Catal. A. 331 (2007) 138.
24. Liu, Y.J., Lotero, E., Goodwin, J.G., Jr., and Lu, C.Q., "Transesterification of triacetin using solid Bronsted bases" J. Catal. 246 (2007) 428.
25. Liu, Y.J., Lotero, E., and Goodwin, J.G., Jr., "A comparison of the esterification of acetic acid with methanol using heterogeneous versus homogeneous acid catalysis" J. Catal. 242 (2006) 278.
26. Warabi, Y., Kusdiana, D., and Saka, S., "Biodiesel fuel from vegetable oil by various supercritical alcohols" Appl. Biochem. Biotechnol. 113 (2004) 793.
27. Suwannakarn, K., Lotero, E., and Goodwin, J.G., Jr., "Solid Brønsted Acid Catalysis in the Gas Phase Esterification of Acetic Acid" Ind. Eng. Chem. Res. 46 (2007) 7050.

112
28. Jermy, B.R. and Pandurangan, A., "Catalytic application of Al-MCM-41 in the esterification of acetic acid with various alcohols" Appl. Catal. A. 288 (2005) 25.
29. Liu, Y.J., Lotero, E., and Goodwin, J.G., Jr., "Effect of carbon chain length on esterification of carboxylic acids with methanol using acid catalysis" J. Catal. 243 (2006) 221.
30. Freedman, B., Pryde, E.H., and Mounts, T.L., "Variables Affecting the Yields of Fatty Esters from Transesterified Vegetable-Oils" J. Am. Oil Chem. Soc. 61 (1984) 1638.
31. Corma, A. and Garcia, H., "Organic reactions catalyzed over solid acids" Catal. Today 38 (1997) 257.
32. Omota, F., Dimian, A.C., and Bliek, A., "Fatty acid esterification by reactive distillation: Part 2 - kinetics-based design for sulphated zirconia catalysts" Chem. Eng. Sci. 58 (2003) 3175.
33. Okuhara, T., Kimura, M., and Nakato, T., "A water-tolerant solid acid, Cs2.5H0.5PW12O40, for hydrolysis of esters in water" Appl. Catal. A. 155 (1997) L9.
34. Kimura, M., Nakato, T., and Okuhara, T., "Water-tolerant solid acid catalysis of Cs2.5H0.5PW12O40 for hydrolysis of esters in the presence of excess water" Appl. Catal. A. 165 (1997) 227.
35. Liler, M., Reaction Mechanisms in Sulfuric Acid. 1971, New York: Academic Press Inc.
36. Theodore, S. and Sai, P.S.T., "Esterification of ethanol with sulfuric acid: A kinetic study" Can. J. Chem. Eng. 79 (2001) 54.
37. Wolfenden, R. and Yuan, Y., "Monoalkyl sulfates as alkylating agents in water, alkylsulfatase rate enhancements, and the ''energy-rich" nature of sulfate half-esters" Proc. Natl. Acad. Sci. USA 104 (2007) 83.

113
38. Levitt, N.P., Zhao, J., and Zhang, R.Y., "Heterogeneous chemistry of butanol and decanol with sulfuric acid: Implications for secondary organic aerosol formation" J. Phys. Chem. 110 (2006) 13215.
39. Suzuki, Y., Kawakami, M., and Akasaka, K., "H-1 NMR application for characterizing water-soluble organic compounds in urban atmospheric particles" Environ. Sci. Technol. 35 (2001) 2656.

114
CHAPTER SIX
THREE-PHASE REACTION SYSTEM FOR ESTERIFICATION OF FATTY ACIDS
Abstract
Waste greases used in biodiesel production contain high concentrations of free
fatty acids (FFAs). In order to efficiently utilize these low cost feedstocks for biodiesel
synthesis, a preliminary acid catalyzed esterification pretreatment is necessary to reduce
their free fatty acid content. In this study, a continuous three phase reaction system has
been investigated for the simultaneous esterification of free fatty acids (FFAs) and
transesterification of triglycerides (TGs) using model mixtures of TGs and FFAs to
simulate waste greases. The reaction of 0-25 wt% lauric acid (HLa) in tricaprylin (TCp)
(a model FFA-TG mixture) with methanol catalyzed by a commercial tungstated zirconia
(WZ) catalyst was carried out in a well-stirred semi-batch reactor at 130 °C operating at
atmospheric pressure. Methanol was continuously charged to the reactor at flow rates of
0.1, 0.2, and 0.3 mL/min. Unreacted methanol and water produced during the reaction
were continuously removed, thereby, favoring esterification. Esterification occurred four
times faster than transesterification. For instance, at 2 h, 85% HLa and 22% TCp have
reacted for a reaction system containing 25 wt% HLa in a HLa-TCp mixture. Under our
reaction conditions and in the presence of the catalyst, the byproduct water was produced
not only from HLa esterification, but also from methanol dehydration. As a result, a
significant fraction of the triglyceride was increasingly converted into its ester product by
two routes: direct TG transesterification and TG hydrolysis followed by esterification.

115
The catalyst, WZ, underwent 37% deactivation after three 2h-reaction cycles, and
completely recovered its original activity by a simple re-calcination in flowing air. Here,
the feasibility of a continuous multiphase process for reducing free fatty acids (FFAs) in
low-cost biodiesel feedstocks has been successfully demonstrated.
6.1 Introduction
Transesterification of triglycerides (TGs) and esterification of free fatty acids
(FFAs) with low molecular weight alcohols (e.g., methanol or ethanol) are the main
chemical pathways for the synthesis of biodiesel (mono alkyl esters of fatty acids) [1-3].
Biodiesel, a biofuel that can replace directly for petroleum-derived diesel without engine
modifications, has gained a lot of attention due to its environmental and technological
advantages. Among those advantages are: its renewable character, non-associated toxicity
and complete biodegradability, cleaner burning than petroleum-based diesel with
reduction of greenhouse gas emissions, no sulfur content, and geopolitical independence.
In conventional biodiesel production, the transesterification reaction (also known
as alcoholysis) of refined vegetable oils is achieved by using homogeneous alkali
catalysts (CH3ONa, NaOH and KOH). To make biodiesel more cost-competitive with
petroleum diesel, the use of refined oils, which cost accounts for 88% of the total
estimated production cost of biodiesel [4], could be replaced with more economical
feedstocks, such as waste greases (e.g., yellow grease containing more than 5 wt% FFAs)
[1]. However, the synthesis of biodiesel from low quality oils is challenging due to
undesirable side reactions as a result of the presence of FFAs and water. On one hand,

116
water favors the formation of FFAs by hydrolysis of TGs (primary component of
vegetable oils and waste greases) and esters products (biodiesel). Formation of FFA in
presence of base homogeneous catalysts gives rise to soap, creating serious problems for
product separation and, ultimately hindering catalytic activity. For all the above reasons,
the cheaper waste grease feedstocks cannot be directly processed with conventional
biodiesel synthesis technology using homogeneous base catalysts and an acid catalyzed
pre-esterification steps with subsequent water separation steps are necessary to reduce the
FFA and the water concentrations below an optimum threshold limit, i.e., FFAs < 1 wt%
and water < 0.5 wt% [5].
Besides being able to catalyze esterification of FFAs, acid catalysts can also
catalyze TG transesterification [6-10], offering the possibility to carry out simultaneously
both esterification of FFAs and transesterification of TGs in a single reactor [11,12].
Ideally, the implementation of environmentally friendly heterogeneous (solid)
catalysts in large scale biodiesel production is preferable to eliminate the drawbacks
associated with homogeneous catalysts (i.e., corrosiveness, production of waste, excess
use of water in washing steps, and energy intensive separation operations). Moreover,
solid catalysts should ease the application of continuous reaction systems that improve
overall process economics.
In principle, the use of esterification temperatures higher than the boiling point of
water in a continuous three phase reaction system using a solid acid catalyst and
operating at atmospheric pressure should lead to the simultaneous co-distillation of the
byproduct water and the unreacted alcohol. This would eliminate the poisoning effect of

117
water on the acid catalyst [13] and should drive the reaction toward the completed
formation of products. In addition, the use of low concentrations of the alcohol should
favor the reaction, as has been shown that at high temperatures the alcohol can have a
negative reaction order on esterification catalyzed by solid acids [14].
Despite the potential benefits of a continuous multiphase reaction system for
biodiesel synthesis, only a handful of studies are found in the literature for this
application [15-17]. For instance, Santacesaria et al. [16] demonstrated the use of a well-
stirred slurry reactor and a spray tower loop reactor operating at atmospheric pressure for
the esterification of oleic acid in soybean oil using Relite CFS (a sulfonic acid exchange
resin), obtaining 98% FFA conversion in 4 h for both reactors. However, with these
reactor configurations the authors observed liquid-solid phase mass transfer limitations,
which continuously changed during the reaction due to the change in reactant viscosity as
the ester product formed. Another example of the use of a continuous multiphase reaction
system for esterification was shown by Kiss et al. [17,18]. These authors reported the use
of a catalytic reactive distillation system for lauric acid esterification with methanol/2-
ethylhexanol catalyzed by sulfated zirconia at temperatures exceeding 100°C (120-
180°C), showing that 99% FFA conversion could be achieved as shown by Aspen
calculations. Sulfated zirconia was chosen as the promising candidate for the simulation
since it showed remarkably activity, selectivity, good thermal stability, and potential of
reusability based on the experimental results using a reflux type reactor (STEM Omni-
Reacto Station 6100). Their proposed conceptual process design involved the 14-stage
RD column operating at a low reflux ratio of 0.01-0.1 kg/kg. However, reactor operation

118
required a highly active catalyst due to the low residence time (~10 min) of the liquid
phase inside the column. In addition, a small contacting time between liquid-gas
interphase could inhibit the catalytic reaction rates due to a limited solubility of alcohols
in the oily liquid phase.
In the present work, tungstated zirconia (WZ), a strong solid acid [19,20], has
been used in a three phase reaction system to catalyze the esterification of model
biodiesel feedstocks with high concentrations of a FFA, lauric acid (a medium size fatty
acid primary found coconut oil [21]), simulating conditions found in waste grease
feedstocks with up to a 25 wt% content of FFAs. Reaction conditions included
temperatures above 100°C and atmospheric pressure. Tungstated zirconia (WZ) has been
initially chosen for this application as it is a robust inorganic solid acid catalyst, which
has exhibited interesting activities for esterification reactions [2,22,23]. The model
compounds chosen for this work, namely, tricaprylin and lauric acid, have been shown to
provide reaction data that correlates well with that of larger TGs and FFAs as found in
vegetable oils and animal fats [2]. Here, special attention has been paid to important
practical aspects such as catalyst re-usability and regeneration.
6.2 Experimental
6.2.1 Materials
Commercially available tungstated zirconia (XZO1251) amorphous precursor was
kindly provided by Magnesium Electron Inc. (MEI, Flemington, NJ). The amorphous

119
sample was calcined under static air at 800 °C for 2 h. After calcination, the solid was
kept in a desiccator until further use.
Glyceryl trioctanoate (tricaprylin, with 99% purity as reported by the supplier),
dodecanoic acid (lauric acid, 98%), anhydrous methanol (99.8%) were purchased from
Sigma-Aldrich. Methyl laurate (99.5%, Sigma-Aldrich), methyl caprylate (99%, Sigma-
Aldrich), caprylic acid (99%, MP Biomedicals Inc.), dicaprylin (97%, Sigma-Aldrich),
monocaprylin (99%, Sigma-Aldrich), and glycerol (99%, Acros) were used as reference
compounds for GC calibration. All analytical chemicals were chromatographically pure
and used as received (i.e., no further purification was employed). Isopropanol (99%) of
HPLC grade was obtained from Fisher Scientific and used as solvent for GC analysis.
6.2.2 Catalyst characterization
Elemental analysis for tungsten content in fresh calcined tungstated zirconia (WZ)
was performed using inductively coupled plasma emission spectroscopy (Galbraith
Laboratory, Knoxville, TN). Catalyst surface area, pore volume, and pore size
distribution (BJH method) were determined by N2 BET analysis using a Micromeritics
ASAP 2010. Prior to the analysis, the catalyst sample was degassed at 200 °C and 10-3
Torr for 3 h. Powder X-ray diffraction (XRD) measurements of the calcined tungstated
zirconia (WZ) catalyst were recorded in the 5°-90° 2θ range using a Scintag XDS 2000
diffractometer with Cu/Kα radiation and a wavelength of λ = 1.54 Å. The acid strength
and site concentration of calcined WZ samples were determined by NH3 TPD, as
previously described [22].

120
6.2.2 Reaction study
Reactions of a HLa-TCp mixture (lauric acid (HLa) in tricaprylin (TCp)) with
methanol (MeOH) were carried out in an isothermal, well-mixed Parr 4590 reactor
consisting of a stainless steel reactor vessel, a four bladed pitched turbine stirrer driven
by a high-torque magnetic coupling, and a K-type thermocouple. Since metal reactor
surfaces could catalyze the reactions [24], a 30-mL glass liner was used. The simplified
schematic of the three phase experimental apparatus is shown in Figure 6.1. In this study,
the FFA concentration in the reactant mixture was varied from 0-25 wt% to simulate the
composition range of refined vegetable oils-to-low quality grade greases. The catalyst
concentration was 7 wt% based on the weight of TCp. The amount of the catalyst and
TCp were kept constant throughout the study. Hence, the reader should notice that the
total volume of the reaction mixture and the concentration of TCp changed as the amount
of HLa was varied. For reaction start-up, the HLa-TCp mixture and the catalyst were
loaded into the reactor and mixed at room temperature. Regardless of MeOH feed rate, 1
mL of MeOH was charged into the line leading to the reactor by a syringe pump (Genie
programmable syringe pump, Kent Scientific Corp.) to fill up the methanol inlet line, thus
preventing a “pseudo” induction period. The reactor was then purged by nitrogen for 30
min to minimize the air inside the reactor chamber prior to heating up [3]. Afterwards,
the reaction mixture was heated to the desired temperature (130oC) over 7-10 min.
Finally, the stirrer speed was increased to 2138 rpm and the continuous flow of MeOH
was started into the reactor. This point was taken as time zero for the reaction. Reactor
products in the gas phase were condensed and collected in an ice bath trap. Reaction

121
progress was monitored by withdrawing sample aliquots (0.15 mL) from the reaction
mixture at specified time intervals. Reaction samples were immediately mixed with 0.4
mL solvent (isopropanol) at room temperature followed by centrifuging to separate out
any catalyst particles. Fifty µL of homogeneous liquid were then withdrawn and further
diluted in 5 mL of solvent containing a known amount of methyl valerate, an internal
standard, followed by GC analysis.
The GC analysis was performed using a Hewlett–Packard 6890 gas
chromatograph equipped with an automatic injector, an on-column inlet, a 30 m × 0.25
mm × 0.25 µm EC-WAX column, and FID. Following the injection of 0.1 µL of analyte
sample, the column temperature was initially held at 40°C for 3 min, then ramped to
180°C with rate of 40°C/min (hold for 3 min), finally ramped up at 10 °C/min to 270°C
and maintained there for 5 min.

122
Figure 6.1 Simplified schematics of the experimental apparatus used for continuous multiphase reactions: (A) a well-stirred semi-batch stainless steel reactor, (B) a four bladed turbine stirrer, (C) a sampling port, (D) a heating oven, (E) a ventilation port.
6.3 Results and discussion
6.3.1 Catalyst characterization
The color of WZ changed from white to light yellow during calcination,
indicating the formation of crystalline WO3 particles [25]. As further shown by powder
X-ray diffraction pattern (data not shown), the calcined WZ samples contained primarily
the tetragonal phase of ZrO2 and detectable bulk WO3-like species. Elemental analysis
revealed that the calcined catalyst contained 13.3 wt% of tungsten. N2 BET analysis
showed a specific surface area (SBET) of 64 m2/g. Analysis of the N2 adsorption isotherm
Syringe pump
B C
D
A
TC
Ice trap
Condenser
E

123
showed average mesopores of about 8 nm and a pore volume of 0.12 cm3/g, suggesting
that pore diffusion limitations of the bulky triglyceride molecules should be trivial. The
acid site concentrations determined by NH3 TPD was 44 µmol/g. The physical properties
of the calcined catalyst measured here are in good agreement with those of a previous
study [23].
6.3.2 Reaction studies
The potential effect of internal and external mass transfer limitations was
investigated using a model HLa-TCp mixture containing 25 wt% HLa. By varying the
catalyst particle size in the range 105-to-250 µm, and using different stirrer speeds, i.e.,
1790 and 2385 rpm, no significant change in reaction rate was observed, indicating that
no external and internal mass transfer effects were present. As a result, all experiments
were conducted using a catalyst particle size of 149-177 µm and a stirrer speed of 2138
rpm. In addition, note that all reaction mixtures after every reaction run were completely
homogeneous in all the range of HLa concentrations used, suggesting that under our
reaction conditions mass transfer effects due to the formation of two liquid phases can
also be ruled out.
Since HLa is a weak organic acid (pKa close to 4.86), the possibility of self-
catalyzed FFA esterification and FFA-catalyzed TCp transesterification was investigated
for a model HLa-TCp mixture containing 25 wt% HLa (with the highest HLa
concentration used) at 130 oC, 1 atm, and a MeOH flow rate of 0.2 mL/min. As shown in
Figure 6.2, 8% HLa conversion and 11% TCp conversion were observed after 2 h in the
absence of WZ. In contrast, when the reaction was carried out in the presence of WZ

124
calcined at 800°C, 85% HLa conversion and 22% TCP conversion were achieved within
2 h (Figure 6.3). Note that in relative terms, it looks as if transesterification was less
favored than esterification when using the solid catalyst. This may be seen as evidence of
an intrinsic characteristic of heterogeneous (solid) catalysts in the transesterification of
TGs. For instance, both FFA esterification and TG transesterification undergo parallel
reaction mechanisms. Both FFAs and TGs initially require the activation of their
respective carboxylic/carbonyl functions by protonation (under acid catalyzed conditions)
for the methanol nucleophilic attack to take place [1,26,27]. The main different between
the FFA-catalyzed situation and the WZ-catalyzed one is that in the former case the acid
sites required for activation are mingle (in the same phase) with both FFAs and TGs,
minimizing constrains that may be involved in this initial step of the molecular reaction
pathway. A different scenario is encountered when using WZ. Here, both FFA and TG
species have to approach a surface that acts as a very bulky substituent to the acid sites
exerting a strong steric effect towards any approaching molecules from the reaction
media. Thus, one can see how the activation of a larger TG molecule on a WZ-surface
acid site would pose a greater challenge than that of a smaller (also more polar, which
should contribute to a more favorable interaction) FFA. We believe, it is this inescapable
characteristic encountered with reaction systems using solid catalysts is the source of the
different relative activity gains in esterification/transesterification observed when going
from the FFA-catalyzed-to-the WZ-catalyzed reactions.

125
Time, min
0 20 40 60 80 100 120 140
HLa% C
onversion
0
2
4
6
8
10
Time, min
0 20 40 60 80 100 120 140
TCp% C
onversion
0
2
4
6
8
10
Figure 6.2 The evolution of a) HLa conversion and b) TCp conversion in the absence of WZ with 25 wt% HLa in HLa-TCp mixture, at a MeOH flow rate of 0.2 mL/min, 130 °C, and 1 atm.

126
Time, min
0 20 40 60 80 100 120 140
%Conversion
0
20
40
60
80
100HLa Conversion
TCp Conversion
Figure 6.3 Catalytic activity profile for WZ catalyzed reaction of a model HLa-TCp mixture containing 25 wt% HLa. MeOH flow rate 0.2 mL/min, T=130 °C, P= 1 atm, and 7 wt% catalyst.
The results obtained for FFA-catalyzed vs. WZ-catalyzed reactions show an
order of magnitude increase for esterification and one fold increase for transesterification,
pointing to the key role of acid strength, as the greater activity for WZ-catalyzed vs. HLa-
catalyzed reactions is the result of the superior acid strength of the acid sites in WZ vs.
that of HLa.
The miscibility of the polar alcohol in the nonpolar TG- rich phase has also been a
key factor that can influence the rate of reaction [28]. However, even at room temperature
after the reaction run, homogenous mixtures of methanol-HLa-TCp for the HLa
concentration range (0-25 wt.%) used here can be obtained (note that the solubility of

127
polar alcohol increases as temperatures increase [29]), suggesting that for this case study
alcohol solubility should not play any effect on the reaction rates.
6.3.3 The solubility of methanol in the HLa-TCp mixture
The solubility of alcohols in the oil phase is important owing to the fact that under
our reaction conditions (reaction temperature used: 130°C) is expected that a large
amount of the MeOH fed to the system would be eliminated from the reaction mixture
due to its high vapor pressure [24]. Alcohol concentration can be a crucial parameter as it
may control the reaction rate. Thus, the influence of MeOH flow rates on the solubility of
MeOH in the reaction mixture and on the reaction rate and catalyst activity was
evaluated. As shown in Figure 6.4 for the 25 wt% HLa reaction mixture, insignificant
change in reaction rates was observed when MeOH flow rates were varied from 0.1 to 0.3
mL/min. This indicates that the solubility limit of MeOH in the oil phase was reached
even at a MeOH flow rate of 0.1 mL/min, at which the MeOH concentration in the
reaction liquid mixture was 0.1 mol/L throughout the course of reaction.

128
Time, min
0 20 40 60 80 100 120 140
HLa %
Conversion
0
20
40
60
80
100
0.1 ml/min
0.2 ml/min
0.3 ml/min
Time, min
0 20 40 60 80 100 120 140
TCp %
Conversion
0
5
10
15
20
25
0.1 ml/min
0.2 ml/min
0.3 ml/min
Figure 6.4 Effect of MeOH flow rate on the catalytic activity for WZ catalyzed the reactions of a) HLa conversion and b) TCp conversion with 25 wt% HLa in HLa-TCp mixture, at 130 °C, and 1 atm.
a)
b)

129
6.3.4 Water production and its effect on reaction pathway
One of the benefits of a continuous multiphase reaction is that water formed
during the esterification reaction should be simultaneously removed, as the reaction
temperature used is above the boiling point of water. However, one has to consider that
because water is produced during the esterification of HLa, TCp hydrolysis could have
also contributed to the overall TCp conversion. For instance, at 85% HLa conversion (at
2 h of reaction) 23.5 mmol of water should have been produced and some of this water
could have potentially reacted with glyceride species in solution, forming caprylic acid
(HCp). Indeed, in this study HCp was observed, but at very low concentrations (at 85%
HLa conversion, a 4% yield of HCp was obtained). In addition, there was never a build
up of HCp concentration, suggesting that after its formation HCp underwent rapid
esterification.
When the absolute amount of water (containing in the liquid condensate from the
cold trap and in the liquid reaction mixture) was measured at 2h, the amount obtained
was 20.5 mmol (as determined by Karl-Fisher titration). This amount of water was lower
than the theoretical yield that should have been obtained from a 85% HLa conversion
(i.e., 23.5 mmol). The difference in the water quantity obtained could have been the result
of: 1) water vapor remaining in the empty space at the top of the reactor (approximate
volume: 10 mL); 2) some water being kept in the reaction mixture as HCp (accounting
for only 1.5 mmol); and/or 3) some water remained adsorbed on the catalyst surface
(should be in the range of 0.051-6 mmol, based on the calculation from acid site
concentration and catalyst’s pore volume, respectively).

130
Interestingly, water measured (both in the liquid condensate and the liquid
mixture) after 2 h of the reaction increased with MeOH flow rates (Table 6.1). As the
esterification rate did not change with MeOH flow rates (because MeOH concentration
remained the same), this observation suggests that methanol dehydration could have been
also taking place under our reaction conditions. Note that in the absence of MeOH
dehydration as an extra source for water, one would have to have observed a comparable
amount of water produced in every case regardless of the MeOH flow rate used.
Furthermore, we detected traces of methyl ether in the condensed recovered from the cold
trap as direct evidence that alcohol dehydration was indeed taking place. In general, the
direct dehydration of alcohols can occur on solid acid catalysts as the temperature is
increased [30-34]. Note, however, that in our reaction system the concentration of
methanol in the liquid phase stayed constant for all the MeOH flow rates applied,
suggesting that MeOH dehydration is probably taking place between MeOH adsorbed on
acid sites and MeOH in the gas phase [35,36].
The influence of MeOH flow rates on water production were further examined for
a 0 wt% HLa in TCp in the presence of WZ under the same conditions used for the
25wt% HLa-TCp mixture (130 °C, 1 atm). Pure TCp was used to simplify the reaction
and exclude water formed from HLa esterification such that water generated during the
course of reaction could solely be produced from alcohol dehydration. The moisture
contents in the liquid condensate at 2 h TOS for these experiments are reported in Table
6.2. As evidenced from the water formed at the end of the run, the rate of methanol
dehydration increased as the methanol flow rate increased. Furthermore, note that the

131
excess water produced was proportional to the excess MeOH in the gas phase; in
agreement with our previous hypothesis that MeOH dehydration must be taking place
with MeOH mainly from the gas phase.
Table 6.1 The absolute amount of water in the liquid condensates and liquid reaction mixtures (determined by Karl-Fisher analysis) after 2 h TOS** for the reaction of 25 wt% HLa in HLa-TCp mixture at 130 °C, 1 atm. MeOH Flow rate* (mL/min) 0.1 0.2 0.3
Water in the liquid reaction mixture at 2 h (mmol) 3.7 2.7 2.1
Water in the liquid condensate at 2 h (mmol) 9.8 17.8 19.1
Total water (mmol) 13.5 20.5 21.2
* Water content in MeOH = 0.045 wt%. ** Water produced at 85%HLa conversion = 23.5 mmol. Experimental error ± 10%
Table 6.2 The absolute amount of water in the liquid condensates and liquid reaction mixtures after 2 h for the reaction of WZ catalyzed TCp conversion at 130 °C, 1 atm. MeOH Flow rate (mL/min) 0.1 0.2 0.3
Water in the liquid reaction mixture at 2 h (mmol) 0.6 0.5 0.6
Water in the liquid condensate at 2 h (mmol) 4.9 7.3 9.8
Total water (mmol) 5.5 7.8 10.4
As can be seen from Figure 6.5, the increase in the amount of water formed did
not have a dominant effect on TCp conversion, i.e., 22% TCp conversion at 0.1-0.2
mL/min vs. 26% TCp conversion at 0.3 mL/min at 2 h, suggesting that when using
MeOH flow rates of 0.1-0.2 mL/min direct TCp transesterification was the predominant
reaction with a minor contribution from the reaction pathway involving TCp hydrolysis-
HCp esterification.

132
Time, min
0 20 40 60 80 100 120 140
TCp %
Conversion
0
5
10
15
20
25
30
0.1 mL/min
0.2 mL/min
0.3 mL/min
Figure 6.5 The reaction progress for WZ catalyzed TCp conversion with MeOH flow rate of a) 0.1 mL/min, b) 0.2 mL/min, and c) 0.3 mL/min (T=130 °C, P= 1 atm).
6.3.5 Reaction network
It can be inferred from our results that during the solid acid catalyzed
esterification of FFAs and transesterification of TGs using methanol, the following
network of reaction pathways takes place (Figure 6.6). FFAs undergo acid-catalyzed
esterification. TGs are transformed by two routes: direct TG transesterification and TG
hydrolysis followed by FFA esterification. Water can be produced by both FFA
esterification and alcohol dehydration.

133
Figure 6.6 The reaction network involved in the simultaneous FFA esterification and TG transesterification catalyzed by the solid acid catalyst.
6.3.6 The effect of free fatty acid content on catalyst activity
The effect of FFA content on WZ activity for esterification-transesterification of
HLa-TCp mixtures with HLa contents of 0, 5, 15, and 25 wt% was investigated, as shown
in Figure 6.7. A 100% HLa conversion (no HLa was detected from GC analysis) was
obtained after 1 h for mixtures with 5 wt% HLa. Thus, at least for the lower FFA content
mixture, the continuous multiphase reaction system could effectively remove all FFAs
from the reaction mixture. The %conversion of HLa decreased as the concentration of
HLa increased from 5-to-25 wt%. Using initial reaction rates as a basis for comparison
(Table 6.3), it can be observed that the rate of HLa esterification increased as the acid
content in the reaction system increased, but the rate of TCp conversion gradually
decreased with increasing HLa concentrations. The respective increase and decrease in
the rates of HLa and TCp conversion is the result of a concentration effect, as the reaction
volume was not balance; this, assuming that both HLa and TCp have positive reaction
TG transesterification FFA esterification
TG FFA
TG hydrolysis
FFAs Glycerol Ethers Esters Water
Alcohol dehydration
Alcohol FFA/TG Mixture

134
orders. Positive reaction orders for FFAs and carboxylic acids in general have been
reported for esterification by many authors in a wide temperature range [37-39], and the
same should be expected for transesterification [27].
Table 6.3 The initial reaction rates for the simultaneous esterification and transesterification of the several HLa-TCp mixtures at 130 °C, 1 atm, MeOH flow rate 0.2 mL/min. %wt of HLa in HLa-TCp mixture 0 wt% 5 wt% 15 wt% 25 wt%
Rate of HLa conversion (mmol·min-1· g cat-1) 0 0.09 0.24 0.42
Rate of TCp conversion (mmol·min-1· g cat-1) 0.10 0.10 0.08 0.075
6.3.7 Catalyst deactivation and regeneration
One of the main advantages of heterogeneous acid catalysts over liquid acids is
that the former can be easily recovered from the reaction mixture and can be potentially
regenerated and reused. TGA analysis revealed that WZ is thermally stable up to 800°C
without forming any volatile compound (data not shown). This allows for easy catalyst
regeneration under oxidizing conditions [23]. In the present study, catalyst recycling
studies were carried out by recovering the used catalyst samples after 2 h of reaction and
re-using them (without pretreatment) with fresh reagents in subsequent reaction cycles.
Figure 6.8 presents the results for three successive 2h reaction cycles of the simultaneous
transesterification and esterification of a 25 wt% HLa-in-TCP solution with MeOH flow
rate of 0.2 mL/min at 130°C, and 1 atm. The results show that there was a continuous
activity loss, showing 25% drop in activity after the first use.

135
Time, min
0 20 40 60 80 100 120 140
HLa %
Conversion
0
20
40
60
80
100
0%HLa 5%HLa
15%HLa
25%HLa
Time, min
0 20 40 60 80 100 120 140
TCP %
Conversion
0
10
20
30
0%HLa
5%HLa
15%HLa
25%HLa
Figure 6.7 Catalytic activity of WZ-catalyzed reactions of a) HLa conversion and b) TCp conversion as a function of HLa content in the HLa-TCp mixture (MeOH flow rate = 0.2 mL/min, T=130 °C, P= 1 atm).

136
Catalyst regeneration was carried out by calcining the used catalyst under flow of
carbon-free air (UHP grade) at 500°C for 4 h. As shown on Figure 6.9, calcination at
500°C resulted in the complete recovery of catalyst activity to its original value. In a
follow-up study presently underway, a complete and detailed study of catalyst
deactivation-and-regeneration for WZ as used in this work will be presented.

137
Time, min
0 20 40 60 80 100 120 140
HLa %
Conversion
0
20
40
60
80
100
1st Cycle
2nd Cycle
3rd Cycle
Time, min
0 20 40 60 80 100 120 140
TCP %
Conversion
0
5
10
15
20
25
1st Cycle
2nd Cycle
3rd Cycle
Figure 6.8 Reusability of WZ during three consecutive 2h-reaction cycles for 25 wt% of HLa in HLa-TCp mixture with MeOH flow rate of 0.2 mL/min at 130 °C, and 1 atm.

138
Time, min
0 20 40 60 80 100 120 140
HLa %
Conversion
0
20
40
60
80
100
1st Cycle
2nd Cycle
3rd Cycle
Re-calcination
Time, min
0 20 40 60 80 100 120 140
TCP %
Conversion
0
5
10
15
20
25
1st Cycle
2nd Cycle
3rd Cycle
Re-calcination
Figure 6.9 Catalytic activity of the used catalysts regenerated by ( ) re-calcination under flowing air.

139
6.4 Conclusions
The continuous three phase alcoholysis reaction of 0-25 wt% lauric acid (HLa) in
the presence of tricaprylin (TCp) catalyzed by a commercial tungstated zirconia (WZ)
was investigated in a well-stirred semi-batch Parr reactor at 130 °C under atmospheric
pressure. Methanol was continuously fed into the reactor with a flow rate (0.1-0.3
mL/min); as a result, water produced during the reactions was simultaneously eliminated.
WZ effectively catalyzed the reactions, where 85% HLa conversion and 22% TCp
conversion were achieved within 2 h for a model HLa-TCp mixture. Under our reaction
conditions, TCp was converted to the final ester product (methyl caprylate) by two
routes: direct TCp transesterification and TCp hydrolysis followed by esterification with
the direct transesterification route being the one that dominated the formation of ester
species from TCp. Water could be produced not only by HLa esterification, but also from
methanol dehydration in the presence of WZ. The WZ catalyst used here, being an
inorganic stable oxide, appears as a viable candidate for the proposed application, as it
was able to completely remove HLa for reaction mixtures with up to 5 wt% FFA and, it
was easily regenerated by calcination under flowing air at high temperatures, completely
recovering its original catalytic activity.
6.6 References
1. Lotero, E., Liu, Y.J., Lopez, D.E., Suwannakarn, K., Bruce, D.A., and Goodwin,
J.G., "Synthesis of biodiesel via acid catalysis" Ind. Eng. Chem. Res. 44 (2005) 5353.

140
2. Lopez, D.E., Goodwin, J.G., Jr, Bruce, D.A., and Furuta, S., "Esterification and Transesterification Using Modified-Zirconia Catalysts' Appl. Catal. A. 339 (2008) 7683.
3. Liu, Y., Lotero, E., Goodwin, J.G., and Mo, X., "Transesterification of poultry fat with methanol using Mg-A1 hydrotalcite derived catalysts" Appl. Catal. A. 331 (2007) 138.
4. Haas, M.J., McAloon, A.J., Yee, W.C., and Foglia, T.A., "A process model to estimate biodiesel production costs" Bioresour. Technol. 97 (2006) 671.
5. Issariyakul, T., Kulkarni, M.G., Dalai, A.K., and Bakhshi, N.N., "Production of biodiesel from waste Eryer grease using mixed methanol/ethanol system" Fuel Proc. Technol. 88 (2007) 429.
6. Suwannakarn, K., Lotero, E., Goodwin, J.G., Jr., and Lu, C., "Stability of Sulfated Zirconia and the Nature of the Catalytically Active Species in the Transesterification of Triglycerides' J. Catal. 255 (2008) 279.
7. Vicente, G., Coteron, A., Martinez, M., and Aracil, J., "Application of the factorial design of experiments and response surface methodology to optimize biodiesel production" Ind. Crops Prod. 8 (1998) 29.
8. Mittelbach, M., Silberholz, A., and Koncar, M. Novel aspects concerning acid-catalyzed alcoholysis of triglycerides. in Oils-Fats-Lipids 1995, Proceedings of the World Congress of the International Society for Fat Research, 21st. 1995. The Hague: P.J. Barnes&Associates, Bridgwater, UK).
9. Kaita, J., Mimura, T., Fukuoda, N., and Hattori, Y., Catalysts for Transesterification. 2002: U.S.
10. Furuta, S., Matsuhashi, H., and Arata, K., "Biodiesel fuel production with solid amorphous-zirconia catalysis in fixed bed reactor' Biomass & Bioenergy. 30 (2006) 870.

141
11. Zheng, S., Kates, M., Dube, M.A., and McLean, D.D., "Acid-catalyzed production of biodiesel from waste frying oil" Biomass & Bioenergy 30 (2006) 267.
12. Zhang, Y., Dube, M.A., McLean, D.D., and Kates, M., "Biodiesel production from waste cooking oil: 1. Process design and technological assessment" Bioresour. Technol. 89 (2003) 1.
13. Liu, Y.J., Lotero, E., and Goodwin, J.G., Jr., "Effect of water on sulfuric acid catalyzed esterification" J. Mol. Catal. A. 245 (2006) 132.
14. Suwannakarn, K., Lotero, E., and Goodwin, J.G., Jr., "Solid bronsted acid catalysis in the gas-phase esterification of acetic acid" Ind. Eng. Chem. Res. 46 (2007) 7050.
15. Joelianingsih, Nabetani, H., Hagiwara, S., Sagara, Y., Soerawidjaya, T.H., Tambunan, A.H., and Abdullah, K., "Performance of a bubble column reactor for the non-catalytic methyl esterification of free fatty acids at atmospheric pressure" J. Chem. Eng. Japan 40 (2007) 780.
16. Santacesaria, E., Tesser, R., Di Serio, M., Guida, M., Gaetano, D., Agreda, A.G., and Cammarota, F., "Comparison of different reactor configurations for the reduction of free acidity in raw materials for biodiesel production" Ind. Eng. Chem. Res. 46 (2007) 8355.
17. Kiss, A.A., Omota, F., Dimian, A.C., and Rothenberg, G., "The heterogeneous advantage: biodiesel by catalytic reactive distillation" Top. Catal. 40 (2006) 141.
18. Kiss, A.A., Dimian, A.C., and Rothenberg, G., "Biodiesel by catalytic reactive distillation powered by metal oxides" Energy & Fuels 22 (2008) 598.
19. Arata, K. and Hino, M., Proceedings in the 9th International Congress on Catalysis.(1988): 1727.

142
20. Hino, M. and Arata, K., "Synthesis of Solid Superacid of Tungsten-Oxide Supported on Zirconia and Its Catalytic Action for Reactions of Butane and Pentane" J. Chem. Soc. Chem. Comm. (1988) 1259.
21. Arruzazabala, M.D., Molina, V., Mas, R., Carbajal, D., Marrero, D., Gonzalez, V., and Rodriguez, E., "Effects of coconut oil on testosterone-induced prostatic hyperplasia in Sprague-Dawley rats" J. Pharmacy and Pharmacology 59 (2007) 995.
22. Suwannakarn, K., Lotero, E., and Goodwin, J.G., Jr., "A comparative study of gas phase esterification on solid acid catalysts" Catal. Lett. 114 (2007) 122.
23. Lopez, D.E., Suwannakarn, K., Bruce, D.A., and Goodwin, J.G., Jr., "Esterification and transesterification on tungstated zirconia: Effect of calcination temperature" J. Catal. 247 (2007) 43.
24. Dasari, M.A., Goff, M.J., and Suppes, G.J., "Noncatalytic alcoholysis kinetics of soybean oil" J. Am. Chem. Soc. 80 (2003) 189.
25. Barton, D.G., Shtein, M., Wilson, R.D., Soled, S.L., and Iglesia, E., "Structure and electronic properties of solid acids based on tungsten oxide nanostructures" J. Phy. Chem. B 103 (1999) 630.
26. Ataya, F., Dube, M.A., and Ternan, M., "Acid-catalyzed transesterification of canola oil to biodiesel under single- and two-phase reaction conditions" Energy &
Fuels 21 (2007) 2450.
27. Lopez, D.E., Goodwin, J.G., Jr., and Bruce, D.A., "Transesterification of triacetin with methanol on Nafion (R) acid resins" J. Catal. 245 (2007) 381.
28. Freedman, B., Pryde, E.H., and Mounts, T.L., "Variables Affecting the Yields of Fatty Esters from Transesterified Vegetable-Oils" J. Am. Chem. Soc. 61 (1984) 1638.
29. Ma, F.R., Clements, L.D., and Hanna, M.A., "Biodiesel fuel from animal fat. Ancillary studies on transesterification of beef tallow" Ind. Eng. Chem. Res. 37 (1998) 3768.

143
30. Blagov, S., Parada, S., Bailer, O., Moritz, P., Lam, D., Weinand, R., and Hasse, H., "Influence of ion-exchange resin catalysts on side reactions of the esterification of n-Butanol with acetic acid" Chem. Eng. Sci. 61 (2006) 753.
31. Baertsch, C.D., Komala, K.T., Chua, Y.H., and Iglesia, E., "Genesis of Bronsted acid sites during dehydration of 2-butanol on tungsten oxide catalysts" J. Catal. 205 (2002) 44.
32. Kolah, A.K., Asthana, N.S., Vu, D.T., Lira, C.T., and Miller, D.J., "Reaction kinetics of the catalytic esterification of citric acid with ethanol" Ind. Eng. Chem. Res. 46 (2007) 3180.
33. Barbosa, S.L., Hurtado, G.R., Klein, S.I., Junior, V.L., Dabdoub, M.J., and Guimaraes, C.F., "Niobium to alcohol mol ratio control of the concurring esterification and etherification reactions promoted by NbCl5 and Al2O3 catalysts under microwave irradiation" Appl. Catal. A. 338 (2008) 9.
34. Hino, M., Takasaki, S., Furuta, S., Matsuhashi, H., and Arata, K., "Meta-Stannic acid as an effective support for the preparation of sulfated and tungstated stannias" Appl. Catal. A. 321 (2007) 147.
35. An, W., Chuang, K.T., and Sanger, A.R., "Dehydration of methanol to dimethyl ether by catalytic distillation" Can. J. Chem. Eng. 82 (2004) 948.
36. Vishwanathan, V., Jun, K.W., Kim, J.W., and Roh, H.S., "Vapour phase dehydration of crude methanol to dimethyl ether over Na-modified H-ZSM-5 catalysts" Appl. Catal. A. 276 (2004) 251.
37. Liu, Y.J., Lotero, E., and Goodwin, J.G., Jr., "Effect of carbon chain length on esterification of carboxylic acids with methanol using acid catalysis" J. Catal. 243 (2006) 221.
38. Nijhuis, T.A., Beers, A.E.W., Kapteijn, F., and Moulijn, J.A., "Water removal by reactive stripping for a solid-acid catalyzed esterification in a monolithic reactor" Chem. Eng. Sci. 57 (2002) 1627.

144
39. Kirumakki, S.R., Nagaraju, N., and Narayanan, S., "A comparative esterification of benzyl alcohol with acetic acid over zeolites H beta, HY and HZSM5' Appl. Catal. A. 273 (2004) 1.

145
CHAPTER SEVEN
SUMMARY AND RECOMMENDATIONS
7.1 Summary
In the present research, a variety of promising solid acid catalysts was
investigated for the gas-phase esterification of acetic acid with methanol at temperatures
greater than 100°C at atmospheric pressure in a packed bed reactor. On a weight basis,
zeolite Hβ and SAC-13 (Nafion®/Silica nanocomposite) showed higher activities than
modified zirconia catalysts, namely sulfated zirconia (SZ) and tungstated zirconia (WZ).
Nonetheless, when intrinsic catalytic activities of all catalysts were compared on a rate-
per-site basis (turnover frequency, TOF), all solid acid catalysts exhibited similar
catalytic activities, suggesting that all catalysts have acid sites capable of effectively
catalyzing esterification and the difference in the reactivities in a per-weight basis was
attributed to the catalysts’ acid site concentrations. The results are consistent with their
apparent Ea values (55-65 kJ/mol), indicating that these materials are probably using sites
with similar characteristics to carry out the reactions.
However, the use of organic resin catalyst such as SAC-13 at high reaction
temperatures is restricted due to easy damage to the organic polymer, resulting in a more
complicated regeneration process. On the other hand, all the inorganic catalysts used in
this study could be almost completely regenerated by re-calcination at 315°C. Under
reaction conditions used, for WZ, catalyst deactivation was related to the formation of

146
carbonaceous deposits rather than the accumulation of water on Brønsted acid sites. This
implies to the benefit of using high reaction temperatures for this application.
In contrast to liquid acids that possess well-defined acid properties, solid acid
catalysts may contain a variety of acid sites, usually categorizing into Brønsted and Lewis
acidity. The role of Brønsted vs. Lewis acidity for esterification was explored using 2,6-
di-tert-butylpyridine to selectively poison Brønsted acid sites. The results for WZ-
catalyzed reaction showed that the esterification primarily took place on Brønsted acid
sites.
In the following study, the fundamental aspects concerning the mechanistic
pathway in the solid acid catalyzed esterification at wide range of reaction temperatures
(90-140°C) have been explored. Nafion/silica nanocomposite (SAC-13) was a good
candidate for this study since it has only Brønsted acid sites, simplifying the reactivity
that could be partially contributed from Lewis acid sites. The results showed that,
regardless of temperature range, the heterogeneous acid catalyzed esterification reaction
proceeded via a single site (Eley-Rideal type) mechanism in which the carboxylic acid
was first protonated and subsequently reacted with the alcohol from the bulk phase. As
the reaction temperature was increased from 90°C to 130°C, reaction orders for the
alcohols were changed toward negative values (0.2 to -0.9), while the reaction orders for
carboxylic acid remained at 0.7-0.9. This indicates a change in the reaction determining
step (RDS) for esterification from surface reaction (at low reaction temperatures) to
carboxylic acid adsorption (at high reaction temperatures), perhaps due to an increased
inhibitory effect of the alcohol with increased temperature. The reaction order transition

147
appeared to start at lower temperatures when the larger alcohol was used. The results
from this study suggest that the discrepancies among the previous studies of solid
Brønsted acid catalyzed esterifications could be explained by the difference in the
temperatures and the alcohols used in the studies. In addition, for high reaction
temperatures, use of a large excess of alcohol (as typically used at lower temperatures)
can result in significantly lower reaction rates.
The impact of temperatures on the performance of solid acid catalysts for
biodiesel forming reactions was further studied for triglyceride (TG) transesterification.
Among inorganic catalysts, sulfated zirconia (SZ) was a good candidate for the
hydrocarbon conversion reactions due to its Brønsted acidity combined with its
mesoporosity and its excellent thermal stability. However, in the presence of polar media
such as alcohols, the SZ catalyst deactivated with subsequent reaction cycles due to the
permanent removal of sulfate ion species which further underwent the reactions with the
corresponding alcohols to form monoalkyl hydrogen sulfate and dialkyl sulfate in
solutions, leading to homogeneous-like catalysis.
In contrast to the rapid deactivation found in SZ, tungstated zirconia (WZ) has
been shown to be insusceptible to polar compounds and its excellent thermal and
chemical stability make WZ an appealing candidate for solid catalyzed biodiesel forming
reactions which operate at high reaction temperatures. Finally, the semi-continuous
multiphase reaction system where liquid biodiesel feedstocks reacted with alcohols from
the gas-phase with the aid of the solid acid catalyst (WZ) was proposed and elaborately
evaluated. This way, methanol continuously fed into the reactor simultaneously

148
eliminated unreacted methanol and water produced during the esterification reaction. The
results showed that WZ effectively catalyzed the reactions, where 85% free fatty acid
(FFA) conversion and 22% triglyceride (TG) conversion were achieved within 2 h for a
model lauric acid (C12) – tricaprylin (C8) mixture, showing that WZ catalysts appears as a
viable candidate for the proposed application, as it was able to effectively remove FFA
from low-quality graded biodiesel feedstocks and, it was easily regenerated by
calcination under flowing air at high temperatures, completely recovering its original
catalytic activity.
Although water showed the negative impact on the acid catalyzed esterification at
low reaction temperatures (below 100°), under reaction conditions used, water enhanced
the rate of tricaprylin conversion by the parallel triglyceide hydrolysis. Under reaction
conditions used, water could be produced not only by FFA esterification, but also from
methanol dehydration in the presence of WZ. Thus, suitable solid acid catalysts for the
biodiesel synthesis application need to be chosen to control the undesired side reaction.
7.2 Recommendations
Following studies are recommended to further build up our current knowledge of
heterogeneous catalysis for biodiesel synthesis from high free fatty acid content
feedstocks:
• The impact of unsaturated FFAs and TGs and the presence of other impurities in low-
cost biodiesel feedstocks on the solid acid catalyst activation and deactivation in order
to cover a wide variety range of biodiesel feedstocks.

149
• Although a number of reports have shown the negative impact of water on the
reaction rate and on the catalyst deactivation, so far, most of the works have been
carried out at low temperatures. Hence, it is imperative for future research to
investigate the impact of reaction temperatures on the water affecting the reactions.
Since the present research has shown the possible enhancement in reaction rates for
TG conversion, this could open the door for the potential alternative route for
biodiesel synthesis from waste greases and oils.
• To efficiently use the benefit accommodated with heterogeneous acid catalysis, the
performance of different reactor configurations such as plugged flow reactor and
trickle bed reactor should be investigated in order to establish fundamental
knowledge of reactor design suitable for biodiesel synthesis application.
• Economic assessment should be performed in parallel to the kinetic investigation. In
this way, a more economical process for the production of biodiesel could be
accomplished.

150
APPENDICES

151
APPENDIX A
Arrhenius plots in the temperature range of pore condensation
1/T (K-1)
0.00240 0.00245 0.00250 0.00255 0.00260 0.00265 0.00270
ln rate
3.0
3.1
3.2
3.3
3.4
3.5
3.6
3.7
1/T (K-1)
0.0023 0.0024 0.0025 0.0026 0.0027 0.0028 0.0029 0.0030
ln rate
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
1/T (K-1)
0.0023 0.0024 0.0025 0.0026 0.0027 0.0028 0.0029 0.0030
ln rate
0.0
0.5
1.0
1.5
2.0
2.5
1/T (K-1)
0.0024 0.0026 0.0028 0.0030
ln rate
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
Figure A.1 Arrhenius plots for (a) SAC-13, (b) WZ, (c) SZ, and (d) Hβ zeolite.
a) SAC-13 b) WZ
c) SZ d) H-BEA

152
APPENDIX B
IR spectra of WZ
Figure B.1 IR spectra of pyridine adsorbed at room temperature for WZ catalyst calcined
at 700°C.
1163.90
1448.54
1487.58
1537.75
1611.67
1636.49
0.63
0.64
0.65
0.66
0.67
0.68
0.69
0.70
0.71
0.72
0.73
0.74
0.75
0.76
Absorbance
1200 1400 1600 1800 2000
Wavenumbers (cm-1)
B- L-