Embed Size (px)
Citation preview

THE
MAINTENANCE= REVIEW
BEYOND THE OILY RAG
Maintenance in UKfactories may still be relegated to a man in abroom cupboard wielding an oily rag, but that's no way to run an
industry says management consultant Stanley Oliver. It's notenough just to 'keep things going' — a maintenance engineering
manager must get involved with every thing from budgetary controlto computer implementation.
MANUFACTURING ENGINEER OCTOBER 1990

MAINTENANCE
Some duplication of terminology andsubsequent confusion is the inevitableresult of historical development. Thus wehave such expressions in use as:-
• plant engineering• maintenance engineering• plant maintenance engineering• works engineering
Before we come to a 'modern focus' title we canexpress our general understanding of what thissubject is about. At the outset, it must be pointedout that we are not constrained to applications in amanufacturing environment, although a highproportion of members are employed in this area.It follows that many members are employed inareas not strictly limited to 'manufacturing', but allare probably included in one of the following:-a) manufacturing; including shipyards, coal
mines, power stations and so on,b) major non-manufacturing service industries
(organisations) such as airports, railways,transport, Armed Forces, Education, roadbuilding,
c) large and complex buildings in the commercialand public sectors such as office blocks,shopping complexes and entertainment com-plexes (eg: The Barbican).What we shall, for the moment, call 'mainte-
nance engineering1 officially appeared in the UK on3rd September 1946 with the signing of theMemorandum of Association of the 'IncorporatedPlant Engineers', the birth of the Institution of PlantEngineers.
Interest in this subject area heightened with theGovernment's active interest from around 1967.This was in response to inquiries received by the(then) Ministry of Technology. A working partywas set up, having the following aims:-a) to encourage designers to give more thought
and consideration to maintenance aspects oftheir machinery and equipment,
b) to set standards for maintenance work,c) to encourage smaller companies to use
planned maintenance according to their needs,d) to spread information on the subject of
maintenance operations,e) to support research in the area of maintenance
cost-effectiveness, including the true cost of'downtime'.
(Report by the Working Party on MaintenanceEngineering, HMSO Ref: SBN11470107 5)
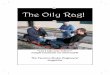
A new title was created, to cover the technologyof installation, commissioning, maintenance,replacement and removal of plant, machinery andequipment, of feedback to its operation and design,and of related subjects and practices. The new titlewas 'terotechnology' and this expression includesmaintenance engineering with other importantaspects such as installation and commissioning ofnew plant and equipment (see Figure 1 for apictorial representation). In this, it agrees with theobjectives and aims of the Institution of PlantEngineers.
The word terotechnology is a combination ofthe Greek word 'tereo' (meaning 'to watch','observe') and 'technology'. A dictionary definitionis offered, as follows:-"Terotechnology is concerned with the applicationof managerial, financial, engineering and otherskills to extend the operational life of, and increasethe efficiency of equipment and machinery"
The Government working party reported onmanagement shortcomings to include:-i) senior management avoidance of involvementii) lack of knowledge amongst maintenance
managers of planning, control and decision-making.It is hoped that few modern management teams
today would neglect this vital aspect, but it doesseem that true support is only given in largecompanies and/or high-technology/high-prestigecompanies (including for example those serviceand consumer industries interfacing directly withthe customer).
At least, modern management have thecomputer to assist them and this is a relatively newand powerful dimension. It is to be the main thrustof the present articles.
It has to be admitted in passing that we havenot really solved the problem of subject title forgeneral usage. It is difficult to envisage industry ingeneral using the title of 'TerotechnologyDepartment' in their organisations.
Referring to Figure 1 (Aspects of Terotechno-logy), special mention needs to be made of thearea described as planned maintenance. Thisconcerns plans, procedures and actions to reduceemergency maintenance to a minimum, whilstkeeping general maintenance costs to a minimum.It also aims to make the best use of maintenancepersonnel. Importantly, it includes both correctivemaintenance and preventive maintenance.
Corrective maintenance simply restores afacility to an acceptable standard after breakdown,or combats excessive deterioration before actualbreakdown takes place. If any reader is wonderingwhy Figure 1 has placed corrective maintenanceas a wing of planned maintenance when oneaspect of it is restoration after a breakdown, thereason is as follows.
Breakdown restoration cannot be an indepen-dent branch of terotechnology as it would imply alack of planning for this contingency. Although wemay accept breakdowns of non-critical machinesand plant equipment as normal and acceptable, wemust plan such contingencies, nevertheless. Wecan use historical data and statistical forecasting toestimate the amount of resources needed to meetthe need when it arises.
In construction management, it is not uncommonto look for the minimum amount of maintenancework to enable the piece of plant to operate in theshort-term safely while on site (one presumes that itmay not be operating at maximum efficiency).Remedial work is then carried out to restore it to asatisfactory standard, at a more convenient time.
The maintenancedepartment can easily be found—just look for the most dirty and
scruffy p lace on the site ft
Corrective maintenance also covers a repair inanswer to a complete breakdown.
Preventive maintenance is work directed to theprevention of failure of a facility. It involves plannedprogrammes to reduce wear, reduce unexpectedbreakdowns to the minimum, and generally tomaintain plant and machinery in good workingcondition.
Routine preventive maintenance includes allwork such as replacing light bulbs or otherfunctional parts before they actually fail (based onthe results of statistical analysis). Typicalexamples are the routine schemes of work carriedout on machines, pumps, hoists, lifts and liftingequipment).
Long-Term preventive maintenance is con-cerned with installing built-in key devices of greatreliability (such as automatic lubrication devices,special protection covers and permanently-sealedunits).
It is abundantly clear that preventive mainte-nance is essential to flow-line production.
For the purpose of this article I shall be lookingat maintenance work under two headings:-A. Run-of-the-mill work relating to
existing machines, equipment and plant. Thisincludes:-oiling, greasing, cleaning, replenishing reser-voirs and so on, Wiroutine 'caretaker' work such as 'tightenings'and routine running adjustments,preventive maintenance schedules, breakdownrepairs.
B. Installation and commissioning of new,incoming technology and the full on-goingcritical maintenance systems for them. Alsocontrol for the avoidance of 'catastrophes' andsignificant downtime.
RationaleSome executives and senior managers seem to
regard maintenance engineering as merely 'adepartment that keeps things going'. Its budget,once established, is only allowed to increase intune with some national measure of escalatingcosts.
In some organisations, this department caneasily be found - simply by looking for the mostdirty and scruffy place on the site. It may also be'something of a wonder' to see how they can keepfactory machinery and plant going in the face of
MANUFACTURING ENGINEER OCTOBER 1990

MAINTENANCEFigure 1: The shape ofmaintenance practice tocome? A schematic view ofterotechnology
undermanning and shortage of spare parts andadequate equipment.
The 'keeping things going' school of managersmay indeed see things in general being repairedand maintained... but at what cost? How soon arerepairs effected? And how well are they done? Isan accurate record kept of lost production time dueto shortcomings in this area? Until someone in theorganisation keeps a full and accurate record of alltime lost due to this cause and calculates the truetotal loss over a year, it is not possible to know howwellyou have 'kept things going'.
Modern progressive managements are lookingfurther into the problem and its solution, (taking amanagement consultant's point of view). Themaintenance engineering department is nowrequired to satisfy three distinct criteria:-
1. to operate a fully effective planned maintenanceservice,
2. to provide a first-class breakdown servicewhere needed, in the minimum time laid downto standards agreed at the planning stage (andbearing in mind a natural scale of priorities formachines and plant performing work of greateror lesser degree of urgency to the productionprocess),
3. to make the maximum contribution to theorganisation's overall financial efficiency.
It is, indeed, the last-mentioned area that 'sortsthe winners from the losers' in the practicalmanagement situation. It is quite likely that themanagement team in the 'keeping things going'school has never thought for one moment that the'plant department' has much to do with thecompany's balance sheet (could it possibly be thatimportant?).
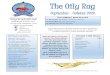
Figure 2 is an attempt to show in tabular formthe maintenance engineering department's influ-ence on costs (using a marginal costingpresentation relating to the marginal costingbreakeven chart).
It is clear from this table that, as well as theobvious adverse effect on products of manufacturedue to faulty machines and equipment, the latterwill also cause excessive consumption ofelectricity and other power sources, and alsodamage to valuable tools and equipment.
It is vital, however, to consider the rather lessobvious area of fixed overhead costs. Officemachinery, for example, has a very close link withproductivity in general company terms. Again, alarge factory will have a canteen to match, and thishas a wide range of machinery and equipment tobe maintained. This is a vital service to employeesand excellent 'public relations', and thus morale-building in nature. It is an expensive set-up andneeds to operate well and at minimum waste andcost levels.
Studies of UK industry have shown thatmaterials in work-in-progress spend a large part oftheir life being handled and moved from place toplace. The maintenance engineering departmentmust keep internal transport vehicles, conveyors,cranes and other handling equipment in first-classcondition.
We may conclude this introduction andrationale with an action plan for a progressivemaintenance engineering manager:-
a) to generally adopt a progressive and plannedapproach to the cost areas listed at Figure 2,
b) to take part fully in production, budgetarycontrol and other management meetings. For
example, cooperation with production engi-neering in preparing justifications for thepurchase of new technology,
c) to become more conversant with financialmatters, shifting his/her image slightly fromthe 'spanner-in-hand' engineer to that of an'engineer-accountant1,
d) to adopt an efficient style of written reportingwithin the style of administration adopted forthe maintenance engineering department,
e) to make use of a modern computer to operatethe department with the very best use ofmanpower and resources and ensure that aim(d) is achieved.
The overall aim of higher management will be toembrace the concept of terotechnology in thepursuit of increased profitability.
Before moving on to look at what the computercan do to help the maintenance engineeringdepartment, we will return for a moment toFigure 1 (aspects of terotechnology), and the word'feedback'. That is to say, feedback to operationand design stages of the organisation served bythis department in a regular and accurate return ofinformation relating to actual performance.
Efficient management demands strict control ifoverall effort is to be optimised and the maximumacceptable profit is to be made throughproductivity achievements and a reasonable use ofcompany resources (the word 'reasonable', here,implies that it is possible to abuse companyresources in order to obtain short-term gain).
A simple but excellent example of this is thehard driving of a machine which really should betaken off the line for a much-needed overhaul. Aparticular contract may be completed because of
MANUFACTURING ENGINEER OCTOBER 1990

MAINTENANCEMarginal (variable) costs
A) PRIME COSTS(r) direct cost of raw materials - wastagedoe to machine defects
(ij) •ditecUabour costs - lost ttrne due to
s|pRJ|tl|pa!iiiteiiiance service
sxpenses -special tooljfig costs-uni
Gife?lfeS|f # j fage and-excess wear due tofteryire of plant or pis-use of
B: VARIABLE OVERHEAD COSTS( | elettrfcal power (running charges) -
(ij.l los t Of ifalsi'ng 'production process
fals gsed in the produc-iori |prte?'(eg, editing flufds)
Fixed (overhead) costsTotal cost of^iiaint(search forraents
whilst improving quality of ser-vfefe-to em-ployees)Office machinery and equipmentMaintenance oi> roadways' an&a^i&fated•factqry'buildiFigs
damage and' exeess -wear* doeLtatapits fti
Figure 2: Countingthe costs-amaintenance policymust take more thanjust downtime intoaccount
this unfortunate use of the machine, but seriousdamage could result for the machine, which mightfar outweigh the profit on the work done (of course,there might also be safety aspects to consider). Itall adds up to the company taking the professionaladvice of the maintenance engineering manager.
Feedback of cost control data, for example,forms the whole basis of 'management-by-exception' reporting in financial management.Immediate action is taken on reported exceptionsto (or variations from) previously set standards.
We are thus considering (at Figure 1) the needto intelligently gather the total and continuing workexperience across the terotechnology spectrumand regularly and formally report on it to the vitaloperation and design functions.
Design feedback will be mainly to machine tooland plant manufacturers and will be extremelyhelpful to them in future design improvements.This will also be very important to the purchasingcompany when drawing up specifications for newtechnology (the new machines must not make themistakes of the old machines).
Design feedback will also serve our company'sown tool design and plant design offices insupplying better tools and fixtures of all types,including machine guards and materials handlingequipment.
Feedback to the operations side of themanagement effort will be wide-ranging and it ishere that a computer will 'come into its own'. If themaintenance engineering department is systemati-cally gathering and inputting data to the computeron a regular basis, subsequent managementreports will be readily available on any particularaspect required.
Much of the information required will befinancial in nature and will include aspects like:planned and actual overtime workingdeveloping pattern of repair costs to individualmachines and plant,escalation of fuel costs to individual pieces of plant(eg: furnances and ovens),stock control information.
Computer AssistanceWe will now look at a particular computer-
based systems, the TIMS computer-aided mainte-nance system offered by Key Computer ServicesLimited of Newcastle upon Tyne (TIMS iscopyright of Huski Software Ltd, 1986/1989). KeyComputer Services Ltd provides a consultancyservice to assist customers in feasibility studies,planning the implementation of a system, andpersonnel training.
TIMS is a menu-driven, on-line, interactivecomputer-aided maintenance management systemdesigned to supply immediate information toenable an engineer to plan an efficient and effectivework programme.
The major factors contributing to poorperformance have been identified as:-poor support to planning and scheduling,lack of information and communication,inadequate parts control and location.
Time is often wasted travelling in search ofparts and/or repair information, down-time due toincorrect work schedules and hold-ups whenwaiting to be allocated new work. TIMS objectivesinclude:-higher availability of equipment,
improved efficiency and lower running costs,elimination of much of the paper and routine datahandling,provision of a method of data collection andreporting to:-
satisfy maintenance information and analysis,plan and schedule well,progress work effectively,retrieve historical data,achieve good stock control,prepare good reports.
provision of a structure which can be enhanced,with the ability to grow on demand.
The TIMS system is able to run on IBM andIBM-compatible machines with DOS 2.0 andhigher operating systems.
Machines with 286 processors provide goodoperating speed. In a LAN (local area network)environment, a 386 machine as a file-serverprovides speed advantages. (This can be amicro-computer and large backing store deviceand is useful for management and storage ofsoftware computer files in networked systems. Itallows the creation and deletion of files, forexample, and is very useful in the control ofloosely-coupled systems, such as micro-computerpersonal work stations with mainframe computersin fast networks).
Hard disk storage can vary from 30MB to300MB on most systems, although higher storagedisks can be used.
The system can be run on Novell LAN and anumber of other LANs and provides a recordlocking scheme, allowing a large number of usersto operate the system simultaneously, in a truemulti-user environment.
A wide range of printers can support the systemand laser printers that accept standard text arehappy with it, too.
The system is provided with security levels forthe following principal areas:-engineering; stock; utility; job card production.
The raising of job cards, purchase orders andstock movements may have unique codes againsta person's name.
The software system has no real limit offundamental data storage (eg: the maximum ofassets supported). It is actually quoted as inexcess of two-million assets.. .work orders,history etc. The normal restriction will bedependent on disk storage capacity. The standardrelease permits one-million records.
The system is claimed to have very comprehen-sive on-line help facilities, with each moduleproviding help information on its own function anduse within the system.
In addition, a TIMS 'story and practise tutorial'is available and the system manual is set within amodule for high-speed access to detailedinformation.
The 'computing tools' at least appear now to beavailable to a modern plant maintenance engi-neering manager. SBFor more information circle ME82
MANUFACTURING ENGINEER OCTOBER 1990