Embed Size (px)
Citation preview

Page 1 of 12
BETTER PLANT PERFORMANCE THROUGH BETTER
ANALYZER MANAGEMENT
Hans van Nuenen
KROHNE Oil & Gas
Breda, the Netherlands
KEYWORDS
ANALYZER MANAGEMENT, DATA ACQUISITION
INTERFACING, DCS, LIMS, ERP
ABSTRACT
For decades, refineries and chemical plants have been spending a significant
amount of money on projects for the installation of Quality Measuring Instruments
(QMI) including in-line process analyzers, environmental quality analyzers, gas
detection sensors etc. In comparison, almost no investment is done on an integrated
plant quality data infrastructure which creates means for considerable
improvements on the availability and accuracy of these capital assets. Present
techniques for automatic data acquisition and data handling minimize the clerical
work inherent to manual procedures, hence improving the reliability of data
information. Decision makers will benefit from the maximized transparency on
true performance of the analyzers in the plant, in particular for custody transfer
applications (QMI-release) where the return on investment will become even
obvious.
INSTRUMENT VALIDATION
The high manpower cost of maintenance for QMI’s makes it essential to have better means for
cost control. However, reducing the direct cost of maintenance could well lead to unacceptable
risk levels of plant unavailability, the cost of which could far outweigh the direct cost avoidance.
Therefore a balance has to be found to optimize controlled cost cutting.
One of the many time consuming activities in the maintenance work on QMI’s is the validation
and calibration of instruments. The validation intervals, if specified by the manufacturer, are
typically worst case figures to guarantee maximum accuracy. However, by continuously
monitoring the performance of the instruments, it often appears that the validation intervals can
be extended considerably, hence reducing cost substantially.

Page 2 of 12
A maintenance person may adjust (calibrate) an instrument if a deviation of the expected value
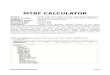
occurs. However, by applying some statistics, it often appears that this is not necessary, or even
worse, may make the instrument less accurate. In order to apply statistics, historical figures are
required.
FIGURE 1. INAPPROPRIATE INSTRUMENT CALIBRATION
Specifically the current generation of instruments is far more reliable and accurate than they are
given credit for. Where operators have tended to place blame on analyzers, these instruments are
seldom at fault. By monitoring the instruments, a historical record of past performance can be
built up to substantiate an assertion, avoiding cost.
When the method used to check the instrument accuracy, is not well developed or procedures are
not adhered to, the blame of inaccurate operation will normally be put on the instrument. Means
have to be provided to detect these situations as early as possible. The normal scatter in results
and the variation of the drift in time make it necessary to obtain validation measurements over
longer periods in time. The validation process will have to be based upon the use of statistical
control techniques. These analytical validation results have a relation to the maintenance
activities executed and determine those to be executed. Combination of analytical and
maintenance data will lead the way to elimination of error sources in the measuring and checking
process, which otherwise go unnoticed. When this is to be executed by hand it is a time
consuming exercise and therefore normally not performed.
It has been shown at various plant sites that this approach, when automated, leads to better
performance of the instruments and more efficient use of maintenance manpower. It has been
shown that simplification of the data acquisition and data entry process is required to get
sufficient and continuous cooperation of all parties involved, to make the application a success.
Data entry facilities have to be present at the actual job locations, to eliminate the need for
intermediate hand written notes. Tedious data input can be eliminated. Vague procedures can be
replaced by well defined dialogues via operator stations with the use of automatic logging and
registration of events and personnel identification. Unnecessary time delays in execution of these
guided procedures can be traced [1].
- 2
- 1.5
- 1
- 0.5
0
0 .5
1
1 .5
2
1 4 7 10 13 16 19 2 2 25 28 31 34 3 7 40 43 46 49 52 55 58 61 64 67 70 7 3 76 79 82 85 8 8 91 94 97 100
Instrument variation
Instrument calibration
Warning Limit

Page 3 of 12
STAKEHOLDERS
The bottom-line reason why you need better analyzer management is to be able to give key
people better information to make decisions on how to run the plant equipment. Such people
include:
Process Operators in order to keep track of the operational state and overall availability
of on-line analyzers
QMI Engineers as they are informed about the actual analyzer performance against
target
Laboratory Personnel responsible for the quality of all traceable standards on site and of
the certification of quality of all products that are transferred to customers against
established contracts
Maintenance Staff in their effort to achieve optimal efficiency in analyzer maintenance
activities and to ensure highest availability of process analyzer assets
Plant Management as the ultimate custodian of the equipment concerned with the
responsibility for improvement in plant and refinery effectiveness
ANALYZER MANAGEMENT
FIGURE 2. INTEGRATED ANALYZER MANAGEMENT SYSTEM
Integrated Analyzer Management is the overall term used to describe the combination of:
Analytical Performance – on a continuous basis
Analyzer Availability – keeping track of operational states
Analyzer Maintainability – making accessible to maintenance
Decision maker
Distributed Control System (DCS)
Enterprise Resource Planning (ERP)
Laboratory Info. Management System(LIMS)
Plant Information System (PI)
Integrated Analyzer Management System
Plant I T infrastructure

Page 4 of 12
ANALYTICAL PERFORMANCE
Validation is the process of confirmation of actual analyzer performance against traceable and
accepted standards and is, in contrast with calibration, a non-corrective metrological procedure.
Standards are referred to as ‘reference samples’ or ‘calibration materials’. Standards are usually
kept within confines of the plant and either maintained by the technicians responsible for the
analyzer system or by the laboratory.
Traceability shall be achieved through methodology, e.g. as per ASTM [2][3] or SMS [4]
methods
Accepted refers to mutual agreement between partners about the used standards and
methodology followed. Partners are all who have a defined interest in the use of the analyzer
system[5].
To verify that an instrument is working correctly, various procedures have to be executed. These
procedures are related to accuracy and time response.
Methods of validation [6] in relation to accuracy are:
Reference sample method – The sample reference material is directly introduced at the
sample port of the analyzer. The recorded analyzer result is compared with the accepted
reference value of the reference sample.
Line sample method – During normal operation of the analyzer a sample is drawn at the
analyzer sample port and the corresponding analyzer result is recorded. The sample is
analyzed by the laboratory. The analyzer result is then compared with the accepted
reference value produced by the laboratory.
Reference measurement method – With this method a portable analyzer is temporarily
lined-up in series with the one-line analyzer. The reading of the on-line analyzer is
compared with the reading of the portable analyzer. The reference measurement can be
treated for data handling in the same way as the line sample method.
Filter method – This is a simple method which resembles the reference sample method
and has the same data handling. E.g. an optical filter is used to simulate a change in
process conditions.
Methods of validation in relation to timing are:
Response time method – The time measured for the detector to reach its threshold upon
exposure to a reference sample
Timed response method – The response is measured after a predetermined period of
exposure to a reference sample
AVAILABILITY
Availability is defined as a measure of the degree to which an item is in an operable and
committable state at the start of a mission when the mission is called for at a random point in
time. Availability is the parameter that translates system reliability and maintainability

Page 5 of 12
characteristics into an index of effectiveness. It is based on the question, “is the equipment
available in a working condition when it is needed?”
Mean Time Between Failures (MTBF) is the predicted elapsed time between inherent failures
of a system during operation. MTBF can be calculated as the arithmetic mean (average) time
between failures of a system. The MTBF is typically part of a model that assumes the failed
system is immediately repaired (zero elapsed time), as a part of a renewal process.
Mean Time To Failure (MTTF), in contrast with MTBF, the MTTF measures the average time
between failure with the modeling assumption that the failed system is not repaired but replaced.
Mean Time Between Maintenance (MTBM) includes all corrective and preventive actions
compared to MTBF which only accounts for failures.
Mean Time To Repair (MTTR) is a basic measure of the maintainability of repairable items. It
represents the average time required to repair a failed component or device. Expressed
mathematically, it is the total corrective maintenance time divided by the total number of
corrective maintenance actions during a given period of time. It generally does not include lead
time for parts not readily available, or other Administrative or Logistic Downtime (ALDT).
Administrative and Logistics Down Time (ALDT) is the time spent waiting for parts,
administrative processing, maintenance personnel, or transportation (no maintenance time).
Mean Down Time (MDT) is the average time that a system is non-operational. This includes all
time associated with repair, corrective and preventive maintenance, self imposed downtime and
any logistics or administrative delays. The difference between MDT and MTTR (mean time to
repair) is that MDT includes any and all delays involved; MTTR looks solely at repair time.
Availability, in the simplest form, is: A = Uptime / (Uptime + Downtime) .
Inherent Availability looks at availability from a design perspective:
Ai = MTBF / (MTBF+MTTR).
Operational Availability
In the operational world we talk of the operational availability equation. Operational availability
looks at availability by collecting all of the breakdowns in a practical system
Ao = MTBM / (MTBM+MDT).
MAINTAINABILITY
Preventive maintenance is generally considered to include both condition-monitoring and life-
extending tasks which are scheduled at regular intervals. Some tasks, such as QMI validation,
must be done while the equipment is operating and others, such as internal cleaning, must be
done while the equipment is shut down.

Page 6 of 12
Corrective maintenance is defined as maintenance work which involves the repair or
replacement of components which have failed or broken down. For failure modes which lend
themselves to condition monitoring, corrective maintenance should be the result of a regular
inspection which identifies the failure in time for corrective maintenance to be planned and
scheduled, then performed during a routine plant outage. When corrective maintenance is done,
the equipment should be inspected to identify the reason for the failure and to allow action to be
taken to eliminate or reduce the frequency of future similar failures. These inspections should be
included in the overall maintenance plan.
Predictive Maintenance is the art of knowing in advance which maintenance will be needed
and when. The discussion on the value of predictive maintenance has long been decided. There is
no doubt that cost, time, personnel, profit, even company reputation can benefit from doing what
is needed at the most convenient time.
ANALYZER MANAGEMENT IN HISTORY
Historically, Analyzer Management has typically been a manual operation, if done at all.
If authorized maintenance personnel start a validation, he first has to inform the operator about
the fact that he intends to take the instrument off-line. If not, then normal process operation
might be interrupted.
Normally a work instruction has been made per type of instrument. In this instruction all steps to
be performed to validate and /or calibrate an instrument has been listed. These instructions have
to be followed each time a validation has to be performed.
The danger in this approach is that the written instructions might be used only the first few times.
After a while, the engineer will typically execute the validation from his memory. Of course this
will be correct in most cases, but invariably mistakes will be made especially in case of
temporary replacement of manpower. Also instructions might change over time without the
maintenance engineer noticing. An integrated Analyzer Management System can present on the
spot the up to date instructions for each instrument and even more guide the engineer through the
procedure.
According to the written instructions, readings from instruments will have to be taken. This can
be the cause of possible misinterpretations, misreading and typographical errors. Automatic
reading at the right moment can be dealt with by an integrated Analyzer Management & Data
Acquisition System.
Often calculations have to be made, e.g. the percentage of range. The readings have to be entered
in a calculator, the calculation has to be made and the result must be written down. Again there
are ample possibilities for errors. Calculations can, of course, also be performed by an integrated
Analyzer Management System.
The results of a validation session will normally be written down on an instrument work sheet.
This is a historical overview of all validations, calibrations and repair. Although this gives a
good overview per instrument, it is not very well suited to get an overview over several
instruments. Therefore, these data are being retyped into a computer database to allow for easy
manipulation. It is obvious that this is a time consuming effort with plenty possibilities for
mistakes.

Page 7 of 12
INTEGRATED ANALYZER MANAGEMENT
To avoid the above mentioned problems, an integrated Analyzer Management and Data
Acquisition System (AMADAS), such as CalSys® could be implemented with the following
objectives in mind:
Independence with respect to the Distributed Control System (DCS) and instruments –
Complete independence of any particular brand of equipment means that the system can
be used in any plant without the need for re-design and/or re-implementation.
Independence also means that future developments are easier to handle, e.g. it is more
likely that new instruments of other vendors can be hooked to the independent integrated
Analyzer Management System.
Communication interfaces to the major DCS and instrument brands – The system should
be capable of communicating with various on the market DCS systems and also with
different analyzers of any brand. Communication between the DCS and the integrated
Analyzer Management System allows for:
o The process operator to initiate validations via the DCS
o The DCS to give the integrated Analyzer Management and Data Acquisition
System (AMADAS) permission to start a validation
o The DCS to perform the data-acquisition and process control for the Integrated
Analyzer Management System, but only after permission has been granted by the
operator to go into maintenance mode. Then the actual validation is executed by
the Analyzer Management System. AMADAS can request the DCS for preparing
an instrument validation and wait for the permissive signal. This ensures that
AMADAS validates the entire chain including A/D conversion and processing in
the DCS system.
o Automatic or semi-automatic software calibration by means of changing signal
conversion constants in the DCS system.
Communication between instruments and AMADAS can be useful in cases where the
DCS cannot provide all data of a particular instrument. Instruments sometimes use
different data channels for measurement data and validation/calibration data. A direct link
between AMADAS and the particular instrument will by-pass these limitations and
provide the means for automated validation/calibration.
Elimination of the need for redundancy in AMADAS – As the zero and span correction
values resides in the DCS, an interrupted AMADAS operation will not interfere with the
process operation of the instruments and with the presentation of the data to the operator
via DCS. Hence, there are no strict redundancy requirements for AMADAS which allows
for a straight forward and robust IT infrastructure.
Communication interfaces with Laboratory Information Management System (LIMS) – In
order to support the Line Sample Method of validation, a direct link between LIMS and
AMADAS is required. Time stamped data sets are used to link the laboratory analysis
results to the on-line analyzer readings at the moment of sample taken.
Communication interfaces with Enterprise Resource Planning (ERP) system – Preventive
maintenance actions can result from the validation sessions executed. Interfacing between

Page 8 of 12
AMADAS and ERP will allow for instant job activity registration and maintenance job
ticket submission via the ERP system.
Direct process interfaces – In some circumstances data required for proper maintenance
are not be acquired via the DCS or DCS has no control over the stream selection valves
that connect an instrument to the process and calibration equipment. AMADAS is, in
these circumstances, capable of having its own analog and digital I/O interfaces to
perform the data acquisition and control directly. An interface with DCS is still required
in case automatic authorization is required.
De-centralized architecture with central database – It is unrealistic to assume that all
validations and calibrations can be automated and controlled remotely. It is more likely
that some can be initiated from a central control room while others require that the
instrument is within reach. Ideally, the AMADAS workstations are located where the
validation/calibration takes place and data is stored in a centralized database server. De-
centralization also increases the system availability and allow for multi-disciplinary use
of AMADAS.
FIGURE 3. PLANT WIDE INTERFACING

Page 9 of 12
KEY PERFORMANCE INDICATORS
Key performance indicators show where an asset is performing well or even over-performing.
But more importantly is to know where the assets are underperforming, to what extent and to
how to schedule any necessary maintenance.
FIGURE 4. KEY PERFORMANCE INDICATORS
Such information is highly transparent. It detects areas of immediate, medium and long-term
concern. It can help predict sources of trouble. It focuses on bad actors in the plant assets. But
also, it gives the operator the flexibility to schedule his improvements and maintenance in a
timely manner. This saves on:
Time
Costs
People
Convenience
Other Resources
PLANT-WIDE PERFORMANCE SUMMARY
The most obvious advantage of the plant wide available information is to track the performance
of each individual analyzer. It can also be used to compare different types of analyzers amongst
each other to determine the best type for the particular task in terms of performance and
reliability. It can even be done on a manufacturer basis.
Behind each performance summary is naturally a number of layers of information that can be
viewed and interpreted.
The bottom line is a drastic increase in transparency on individual analyzer and plant
performance.

Page 10 of 12
TYPICAL PETROCHEMICAL PLANT
PERFORMANCE SUMMARY REPORT
Report period
Site
Plant
Unit
01-Aug-09 01-Sep-09
<Site>
<Plant>
<All>
Performance Summary # %
Total number of measurements
Measurements validated
Total number of accepted results
Average accepted results per measurement
Measurements used for performance calculation
Success rate
381
376
351
0.9
362
313
98.7
100%
86.5%
Breakdown Summary # %
Measurements used for performance calculation
No results
Insufficient results
Below expectations
Adequate
Tighten control
Minor problems
Above expectation
362
5
3
41
32
33
27
221
100%
1.4%
0.8%
11.3%
8.8%
9.1%
7.5%
61.0%
FIGURE 5. PERFORMANCE SUMMARY REPORT

Page 11 of 12
CONCLUSION
Judgment of the analyzer performance is not an easy task and when the accuracy checking
method is not well developed or procedures are not followed in detail it may happen that the
analyzer will be blamed for inaccurate operation. Therefore means has to be provided to detect
these situations as early as possible.
The normal scatter in results and the variation of the drift over time makes it necessary to use
and interpret validations over longer periods of time. This is why statistical control needs to be
applied in the validation process.
Tools, like AMADAS, will assist to eliminate sources of potential error which otherwise will not
be noticed by showing the relation between analytical and maintenance data.
It has been shown at various installations that the application of automated data collection
systems have lead to a better performance and a more efficient use of maintenance manpower.
However, it has been shown that a high degree in automation of the data generation and data
entry is required to obtain sufficient cooperation of all parties involved and so to make the
application a success.
AMADAS will not only assist to avoid unnecessary calibration (adjustments), but will also make
unnecessary time delays visible and so preventing repetition of it in future.
Summary of the improvements [7] by application of an AMADAS system:
The obtained accuracy of the analyzer result is expected to increase. In some cases
improvements by a factor 2 are not unusual. When this is taken into account for the
‘critical analyzers’, as not only applied for QMI release purposes, the yield may become
enormous when operating a process plant unit more accurately to specs. less ‘GIVE
AWAY’
Reduction of man-hours used for checking of the analyzers. The reduction is caused by
Automatic Validation, most efficient when ‘reference method’ is applied. In addition,
reduction of man-hours is achieved by minimizing unnecessary validation and calibration
due to the consistent use of control charts and statistical methods. it is estimated that
the reduction of man-hours will be between 10 to 50%
Validation initiated by the operator to check whether an analyzer is still performing
accurately without the need to call-in an analyzer technician
Availability and reproducibility rates of the analyzers will improve. at locations where
analyzer management systems are used, it was shown that figures can be obtained above
95%
The historical performance interpretation of AMADAS is capable to early notify the
presence of a deteriorated performance It has been estimated that this will increase the
QMI-release rates of blends by as much as 20%, especially during the first years of
operation.

Page 12 of 12
REFERENCES
1. Duysings, “Description of the Analyzer Management And Data Acquisition System”, MF
93-1410, Shell International Petroleum Maatschappij, April, 1994.
2. ASTM D3764, “Standard Practices for Validation of Process Stream
Analyzers”.
3. ASTM D6299, “Applying Statistical Quality Assurance Techniques to evaluate
Analytical Measurement System Performance”.
4. SMS 1006, “Guidelines for Statistical Control of Test Methods”.
5. Cusell, “Analyzer Management And Data Acquisition System”, OP 97-30425, Shell
International Oil Products, October, 1997.
6. IP 340, “Code of practice for calibrating and checking process analyzers”
7. Horst, Dick, “AMADAS Benefits”, Hamburg, Germany, November, 2000.
![8h-dorrberckersept.27 ojo pag2 - scielo.sld.cuscielo.sld.cu/pdf/rie/v33n3/rie08312.pdf · MTBM A MTBM MDT = + [6] (1) Fig. 7. Comportamiento de los fallos de en los bloques de generación](https://img.pdfslide.us/doc/110x75/5d43645988c993050a8bbe88/8h-dorrberckersept27-ojo-pag2-mtbm-a-mtbm-mdt-6-1-fig-7-comportamiento.jpg)



























![[organization name] MTBF and MTTR Downtime Dashboard KPI … · 2017. 10. 15. · [organization name] MTBF and MTTR Downtime Dashboard KPI MTBF MTBF Nov Corrective action ID ATI)](https://img.pdfslide.us/doc/110x75/610e0b6c168138163b1c1b7f/organization-name-mtbf-and-mttr-downtime-dashboard-kpi-2017-10-15-organization.jpg)