Embed Size (px)
Citation preview
4Autor Titel (gegebenenfalls gekürzt)
© Carl Hanser Verlag Zeitschrift Kunststofftechnik / Journal of Plastics Technology 12 (2016) 6
12 (2016) 6
eingereicht/handed in: 30.10.2014 angenommen/accepted: 19.05.2016
Dipl.-Ing. Stefan Littek1, Prof. Dr.-Ing. Volker Schöppner1, Dr. Artjom Döring2,
Prof. Dr. Dirk Kuckling2 1Kunststofftechnik Paderborn (KTP), Universität Paderborn 2Organische und Makromolekulare Chemie, Universität Paderborn
Berechnung des Materialabbaus von PP und PS in der Plastifiziereinheit Teil 2: Modellierung und Verifikation am Einschneckenextruder
Für Polypropylen (PP) und Polystyrol (PS) wurde eine nichtlineare Gleichung aufgestellt, welche die Materialschädigung bei der Extrusion als Funktion der Temperatur (T), Schergeschwindigkeit (��) und Verweilzeit (tv) berechnet. In dieser Veröffentlichung wird die Modellierung und die Simulation für den Extrusionsprozess erläutert. Der Materialabbau wurde durch die Gelpermeationschromatographie (GPC) und die Messung der intrinsischen Viskosität (IV) charakterisiert. Die gemessenen Daten werden mit den berechneten Werten verglichen und diskutiert.
Calculation of the material degradation of PP and PS in the plasticizing unit Part 2: Modeling and verification for the single screw extruder
A nonlinear equation for Polypropylene (PP) and Polystyrene (PS) was derived which calculates the material degradation during single screw extrusion as a function of temperature (T), shear rate (��) and residence time (tv). The modeling and simulation of the whole screw is explained in this publication. The evaluation of the experimental investigation concerning material degradation was analyzed by the gel permeation chromatography (GPC) and the measurement of the intrinsic viscosity (IV). The measured and calculated values were compared and discussed.
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 450
Berechnung des Materialabbaus für PP und PS in der Plastifiziereinheit Teil 2: Modellierung und Verifikation am Einschneckenextruder
S. Littek, V. Schöppner, A. Döring, D. Kuckling
1 EINLEITUNG
Im ersten Teil der Veröffentlichung wurde ein Materialmodell vorgestellt, mit dem der Molekülmasseverlust von PP-Homopolymer und PS unter Einwirkung von Schergeschwindigkeit, Temperatur und Verweilzeit beschrieben werden kann. Gegenstand des zweiten Teiles der Veröffentlichung ist die Benutzung dieser Materialmodelle im Rahmen der Prozessmodellierung für den Einschneckenextruder. Hierdurch wird es möglich, den Molekülmasseverlust für beliebig konfigurierte Schnecken und Betriebspunkte zu berechnen, so dass im Rahmen einer Prozessverbesserung dieser Materialabbau verkleinert werden kann.
Die Materialgesetze lauten:
Mn
Mn,0= 1/ [(exp (
T
T0) ∗ (1 + (
γ
γ0)𝐚)]
tvtv,0
Gleichung 1
IV
IV0= 1/ [(exp (
T
T0) ∗ (1 + (
γ
γ0)𝐚)]
tvtv,0
Gleichung 2
Mit den Prozessgrößen Temperatur T, Verweilzeit tv und Schergeschwindigkeit , den Eingangsgrößen Mn,0 und IV0, den Ausgangsgrößen Mn und IV und dem Exponenten a=2.
0
[s-1]
T0
[°C]
tv,0
[s]
PP 10058,1 13664,86 2,03
PS 423,8 47,88 2385,7
Tabelle 1: Übersicht der Koeffizienten für PP und PS
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 451
2 MODELLIERUNG DES MATERIALABBAUS IN REX
Die Berechnung des Materialabbaus wurde in die Schneckensimulations-software REX integriert. In dieser Software werden die Temperaturverläufe und Strömungsverhältnisse intervallweise bestimmt. Das integrierte Abbaumodell wird mit den vorhandenen Modellen für das Druck-Durchsatzverhalten [1], das Aufschmelzverhalten [2] und die Temperaturentwicklung [3] gekoppelt. Die Software REX berechnet für die benötigten Parameter Schergeschwindigkeit, Temperatur und Verweilzeit [4] Mittelwerte pro Intervall.
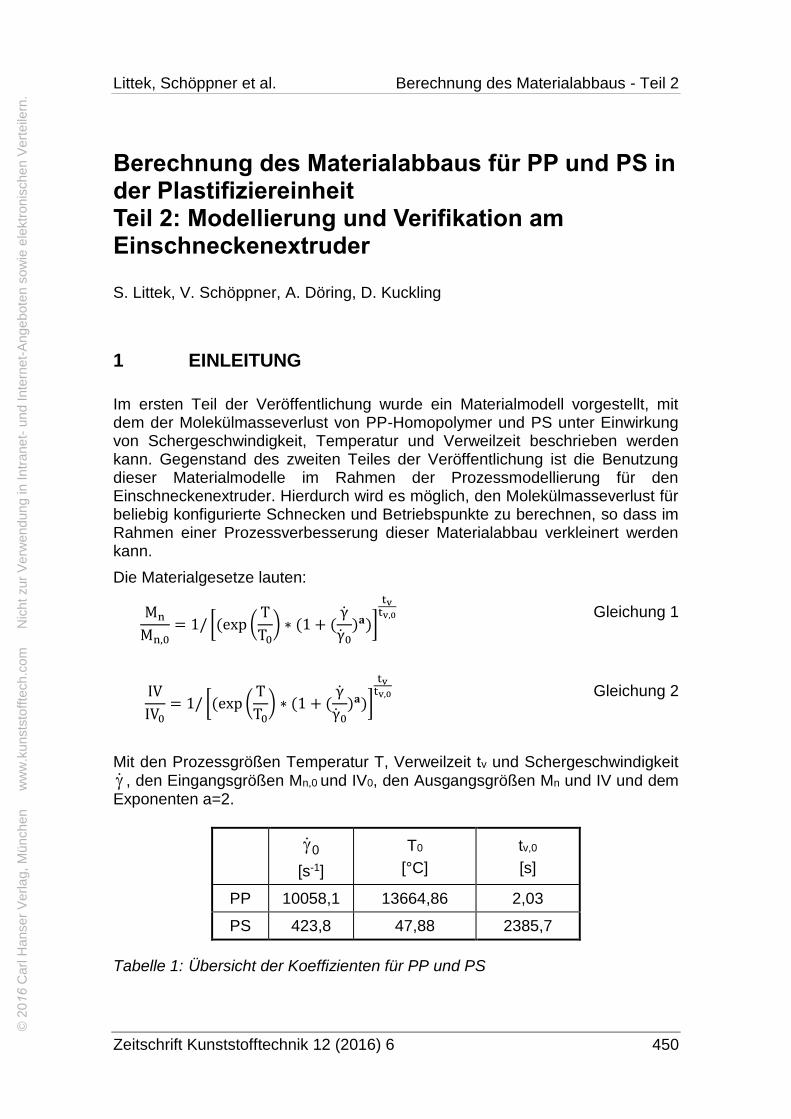
Um eine Aussage über den Verlauf der Molekülmasse über der Schneckenlänge treffen zu können, sind Bilanzierungen in der Plastifiziereinheit notwendig. Hierzu wird die Plastifiziereinheit in 150 Abschnitte unterteilt (Bild 1). In diesen Abschnitten wird unter Berücksichtigung der Massetemperatur, der Verweilzeit und den verschiedenen Schergeschwindigkeiten jeweils eine mittlere Molekülmasse berechnet.
Bild 1: Prinzipielle Darstellung der Aufteilung einer 3-Zonen-Schnecke in Abschnitte
Für die Berechnung des Molekülmasseabbaus im jeweiligen Schnecken-abschnitt sind die Prozessbedingungen und die Trennung in Schmelze und Feststoff zu berücksichtigen.
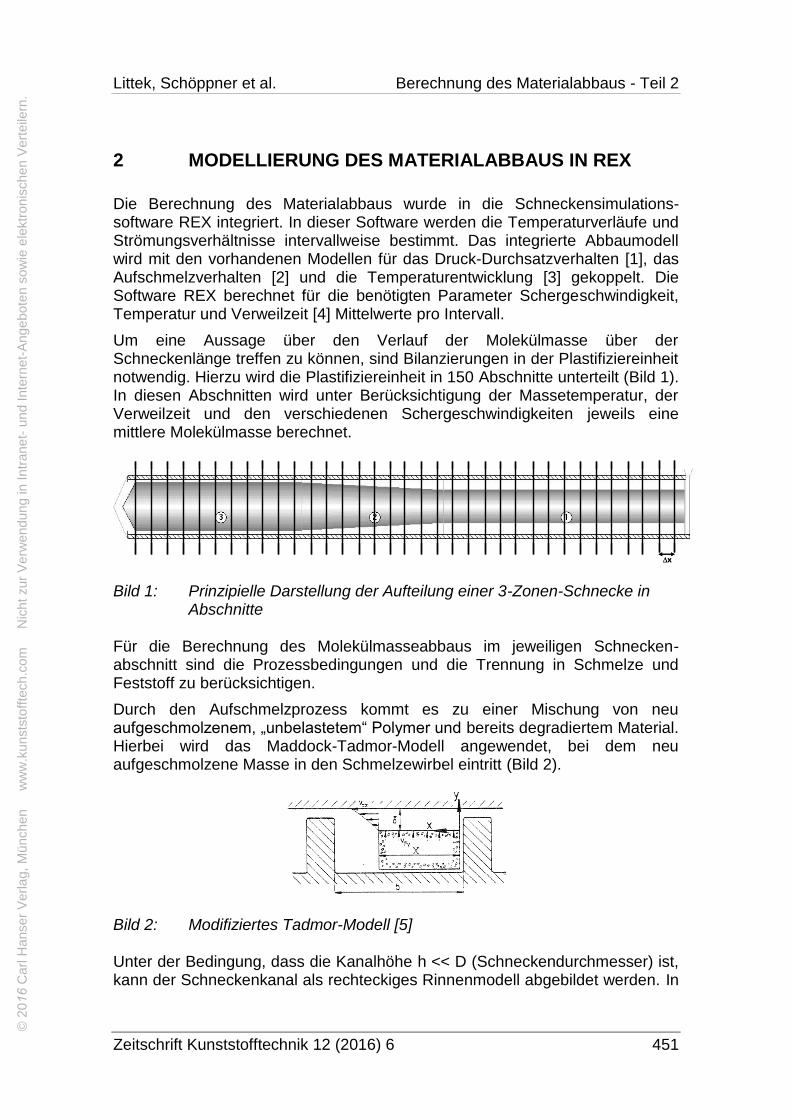
Durch den Aufschmelzprozess kommt es zu einer Mischung von neu aufgeschmolzenem, „unbelastetem“ Polymer und bereits degradiertem Material. Hierbei wird das Maddock-Tadmor-Modell angewendet, bei dem neu aufgeschmolzene Masse in den Schmelzewirbel eintritt (Bild 2).
Bild 2: Modifiziertes Tadmor-Modell [5] Unter der Bedingung, dass die Kanalhöhe h << D (Schneckendurchmesser) ist, kann der Schneckenkanal als rechteckiges Rinnenmodell abgebildet werden. In
∆x∆x
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 452
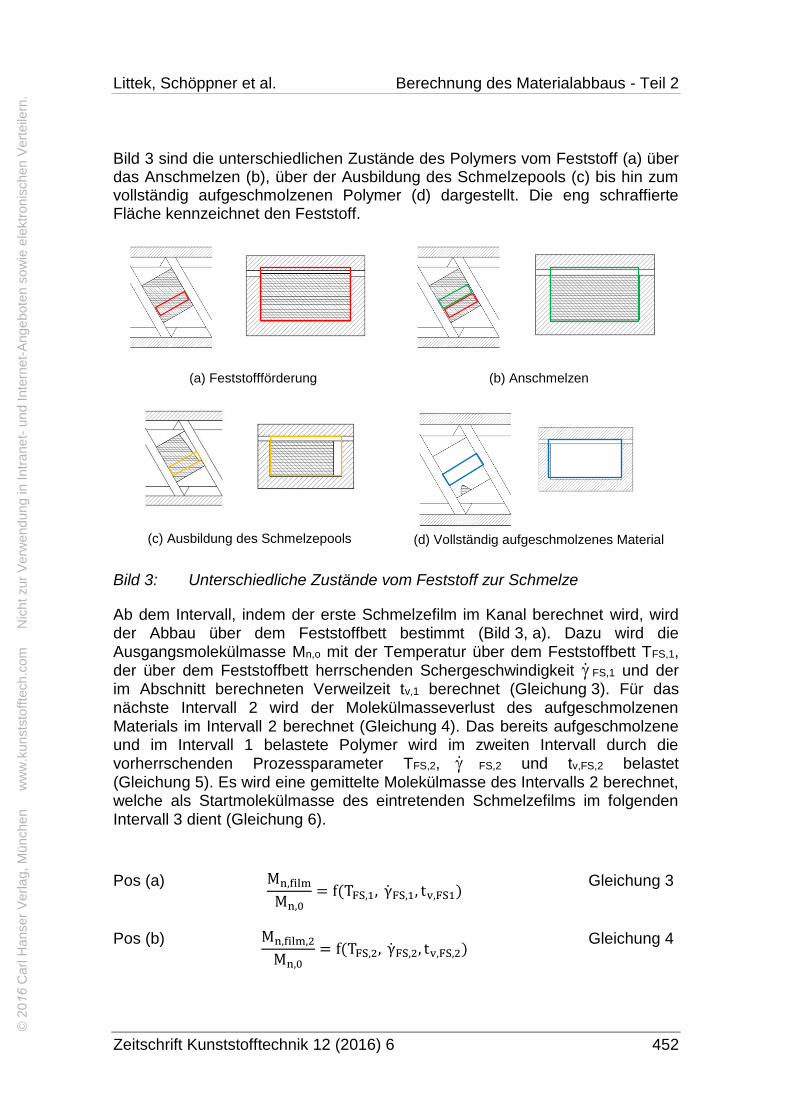
Bild 3 sind die unterschiedlichen Zustände des Polymers vom Feststoff (a) über das Anschmelzen (b), über der Ausbildung des Schmelzepools (c) bis hin zum vollständig aufgeschmolzenen Polymer (d) dargestellt. Die eng schraffierte Fläche kennzeichnet den Feststoff.
(a) Feststoffförderung
(b) Anschmelzen
(c) Ausbildung des Schmelzepools (d) Vollständig aufgeschmolzenes Material
Bild 3: Unterschiedliche Zustände vom Feststoff zur Schmelze
Ab dem Intervall, indem der erste Schmelzefilm im Kanal berechnet wird, wird der Abbau über dem Feststoffbett bestimmt (Bild 3, a). Dazu wird die Ausgangsmolekülmasse Mn,o mit der Temperatur über dem Feststoffbett TFS,1, der über dem Feststoffbett herrschenden Schergeschwindigkeit FS,1 und der im Abschnitt berechneten Verweilzeit tv,1 berechnet (Gleichung 3). Für das nächste Intervall 2 wird der Molekülmasseverlust des aufgeschmolzenen Materials im Intervall 2 berechnet (Gleichung 4). Das bereits aufgeschmolzene und im Intervall 1 belastete Polymer wird im zweiten Intervall durch die vorherrschenden Prozessparameter TFS,2, FS,2 und tv,FS,2 belastet (Gleichung 5). Es wird eine gemittelte Molekülmasse des Intervalls 2 berechnet, welche als Startmolekülmasse des eintretenden Schmelzefilms im folgenden Intervall 3 dient (Gleichung 6).
Pos (a) Mn,film
Mn,0= f(TFS,1, γFS,1, tv,FS1)
Gleichung 3
Pos (b) Mn,film,2
Mn,0= f(TFS,2, γFS,2, tv,FS,2)
Gleichung 4
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 453
Mn,film,2,1
Mn,film,1= f(TFS,2, γFS,2, tv,FS,2)
Gleichung 5
Mn,film,2,2 =
Mn,film,2 ∗ mfilm,2 +Mn,film,2,1 ∗ mfilm,1
mfilm,2 + mfilm,1
Gleichung 6
Diese Berechnung wird solange durchgeführt, bis es zur Bildung des Schmelzepools kommt (Bild 3, c). Ab diesem Punkt wird mit den lokalen Prozessparametern der Molekülmasseverlust des aufgeschmolzenen Polymers und der Schmelze im Schmezepool im Intervall berechnet. Der Abbau des aufgeschmolzenen Feststoffs wird mit den Prozessparametern über dem Feststoffbett berechnet und auf die Ausgangsmolekülmasse Mn,0 bezogen (Gleichung 7). Der Molekülmasseverlust der Schmelze, welcher durch die Prozessparameter im Pool belastet wird, wird auf die mittlere Molekülmasse aus dem vorherigen Intervall bezogen (Gleichung 8). Aus den beiden Molekülmassen wird die mittlere Molekülmasse für das folgende Intervall berechnet (Gleichung 9).
Pos (c) Mn,film,x
Mn,0= f(TFS,x, γFS,x, tv,FS,x)
Mn,pool,x,x−1
Mn,pool,x−1,x−1= f(Tpool,x, γpool,x, tv,pool,x)
Gleichung 7
Gleichung 8
Mn,pool,x,x =
Mn,film,x ∗ mfilm,x +Mn,pool,x ∗ mpool,x
mfilm,x + mpool,x
Gleichung 9
Ab dem Zeitpunkt, ab dem das Polymer vollständig aufgeschmolzen ist (Bild 3, d), wird mit den vorherrschenden Prozessparametern im Intervall der Materialabbau der Schmelze berechnet. Bei der Berechnung des Molekülmasseverlustes von Polystyrol wird anstatt der Molekülmasse Mn mit der intrinsischen Viskosität nach Billmeyer gerechnet.
3 VERIFIKATION AM EINSCHNECKENEXTRUDER
Zur Verifikation der nichtlinearen Gleichung und Modellierung, welche auf den Ergebnissen am Zylindersystem basieren, wurden für die beiden Polymertypen PP und PS experimentelle Untersuchungen zum Materialabbau am Ein-schneckenextruder vorgenommen. Im folgenden Abschnitt werden die verwendeten Schneckentypen und Extruder näher beschrieben, die verwendeten Materialien anhand ihrer rheologischen und makromolekularen
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 454
Eigenschaften charakterisiert und die variierten Prozessparameter vorgestellt. Die gewonnenen Messwerte werden präsentiert und diskutiert und im Anschluss eine Gegenüberstellung zwischen den berechneten und gemessen Werten geben.
3.1 Anlagentechnik
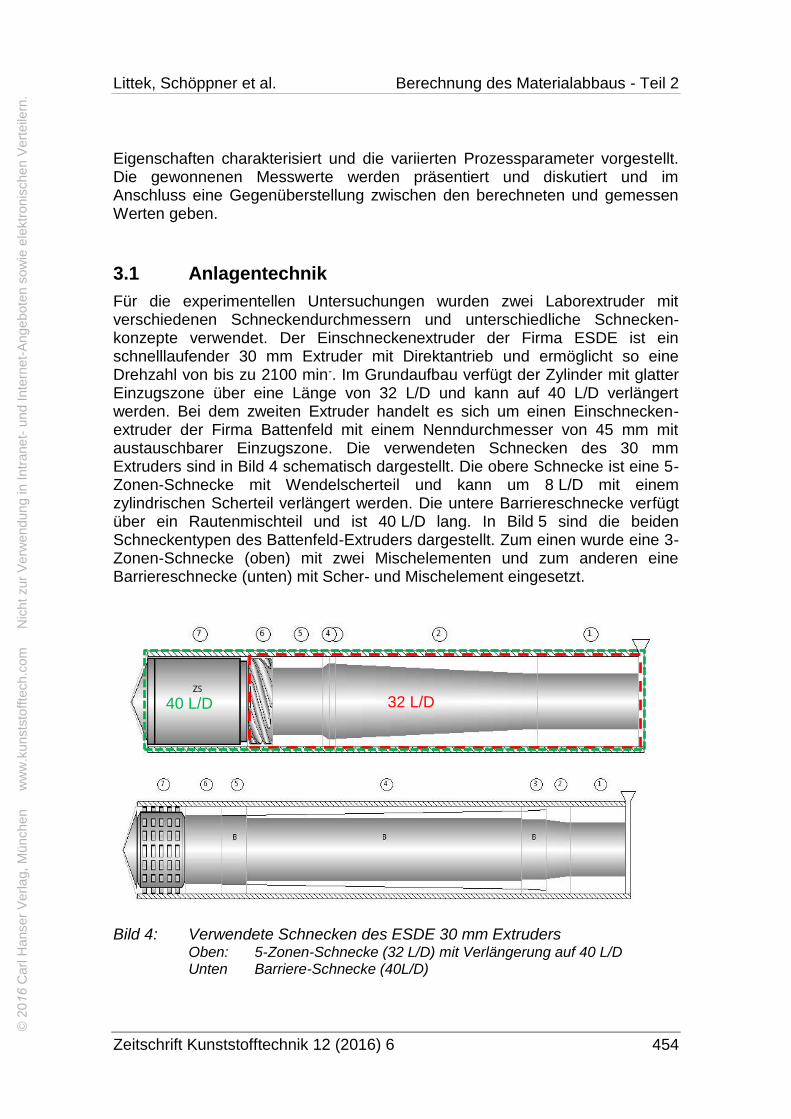
Für die experimentellen Untersuchungen wurden zwei Laborextruder mit verschiedenen Schneckendurchmessern und unterschiedliche Schnecken-konzepte verwendet. Der Einschneckenextruder der Firma ESDE ist ein schnelllaufender 30 mm Extruder mit Direktantrieb und ermöglicht so eine Drehzahl von bis zu 2100 min-. Im Grundaufbau verfügt der Zylinder mit glatter Einzugszone über eine Länge von 32 L/D und kann auf 40 L/D verlängert werden. Bei dem zweiten Extruder handelt es sich um einen Einschnecken-extruder der Firma Battenfeld mit einem Nenndurchmesser von 45 mm mit austauschbarer Einzugszone. Die verwendeten Schnecken des 30 mm Extruders sind in Bild 4 schematisch dargestellt. Die obere Schnecke ist eine 5-Zonen-Schnecke mit Wendelscherteil und kann um 8 L/D mit einem zylindrischen Scherteil verlängert werden. Die untere Barriereschnecke verfügt über ein Rautenmischteil und ist 40 L/D lang. In Bild 5 sind die beiden Schneckentypen des Battenfeld-Extruders dargestellt. Zum einen wurde eine 3-Zonen-Schnecke (oben) mit zwei Mischelementen und zum anderen eine Barriereschnecke (unten) mit Scher- und Mischelement eingesetzt.
Bild 4: Verwendete Schnecken des ESDE 30 mm Extruders Oben: 5-Zonen-Schnecke (32 L/D) mit Verlängerung auf 40 L/D Unten Barriere-Schnecke (40L/D)
32 L/D 40 L/D
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 455
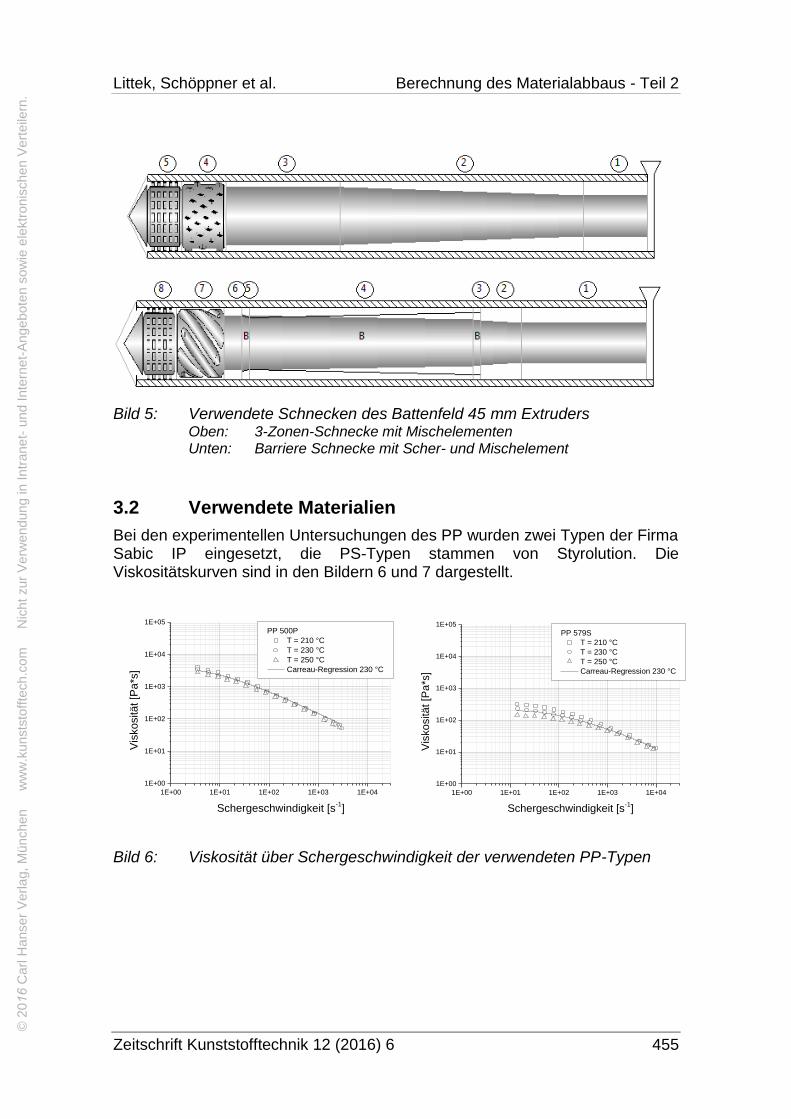
Bild 5: Verwendete Schnecken des Battenfeld 45 mm Extruders Oben: 3-Zonen-Schnecke mit Mischelementen Unten: Barriere Schnecke mit Scher- und Mischelement
3.2 Verwendete Materialien
Bei den experimentellen Untersuchungen des PP wurden zwei Typen der Firma Sabic IP eingesetzt, die PS-Typen stammen von Styrolution. Die Viskositätskurven sind in den Bildern 6 und 7 dargestellt.
Bild 6: Viskosität über Schergeschwindigkeit der verwendeten PP-Typen
1E+00 1E+01 1E+02 1E+03 1E+04
1E+00
1E+01
1E+02
1E+03
1E+04
1E+05
PP 500P
T = 210 °C
T = 230 °C
T = 250 °C
Carreau-Regression 230 °C
Vis
ko
sitä
t [P
a*s
]
Schergeschwindigkeit [s-1]
1E+00 1E+01 1E+02 1E+03 1E+04
1E+00
1E+01
1E+02
1E+03
1E+04
1E+05
PP 579S
T = 210 °C
T = 230 °C
T = 250 °C
Carreau-Regression 230 °C
Vis
ko
sitä
t [P
a*s
]
Schergeschwindigkeit [s-1]
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 456
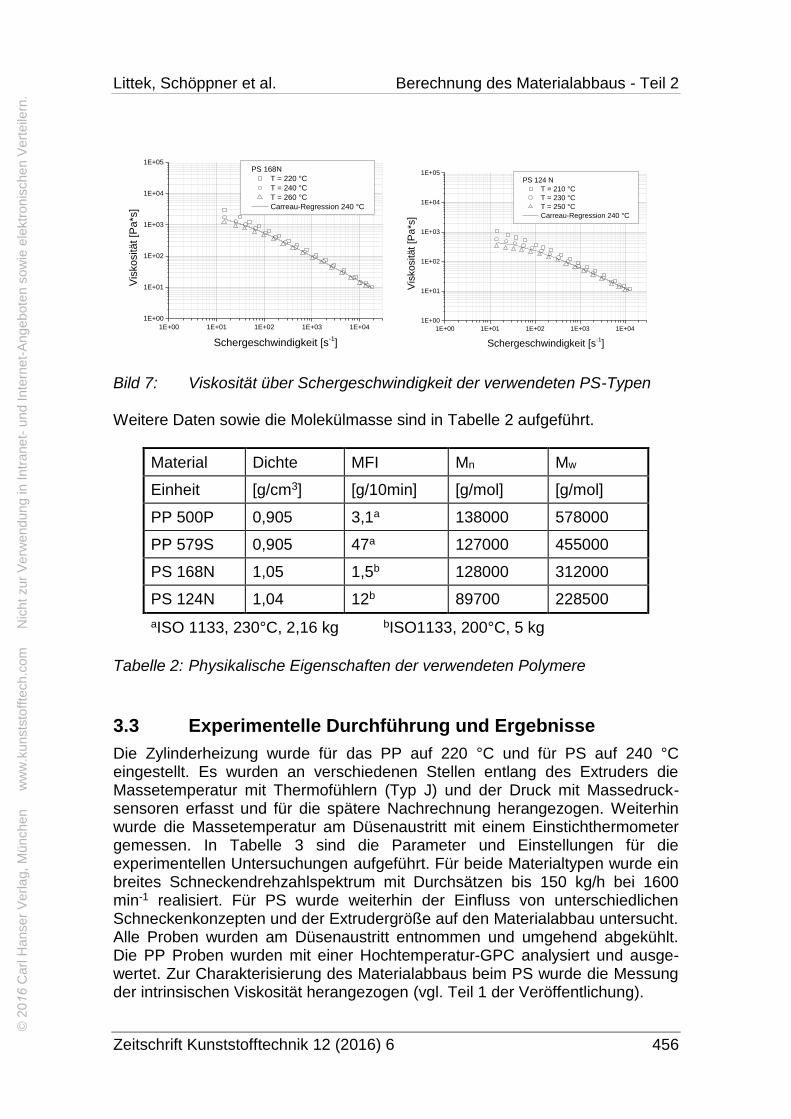
Bild 7: Viskosität über Schergeschwindigkeit der verwendeten PS-Typen Weitere Daten sowie die Molekülmasse sind in Tabelle 2 aufgeführt.
Material Dichte MFI Mn Mw
Einheit [g/cm3] [g/10min] [g/mol] [g/mol]
PP 500P 0,905 3,1a 138000 578000
PP 579S 0,905 47a 127000 455000
PS 168N 1,05 1,5b 128000 312000
PS 124N 1,04 12b 89700 228500
aISO 1133, 230°C, 2,16 kg bISO1133, 200°C, 5 kg
Tabelle 2: Physikalische Eigenschaften der verwendeten Polymere
3.3 Experimentelle Durchführung und Ergebnisse
Die Zylinderheizung wurde für das PP auf 220 °C und für PS auf 240 °C eingestellt. Es wurden an verschiedenen Stellen entlang des Extruders die Massetemperatur mit Thermofühlern (Typ J) und der Druck mit Massedruck-sensoren erfasst und für die spätere Nachrechnung herangezogen. Weiterhin wurde die Massetemperatur am Düsenaustritt mit einem Einstichthermometer gemessen. In Tabelle 3 sind die Parameter und Einstellungen für die experimentellen Untersuchungen aufgeführt. Für beide Materialtypen wurde ein breites Schneckendrehzahlspektrum mit Durchsätzen bis 150 kg/h bei 1600 min-1 realisiert. Für PS wurde weiterhin der Einfluss von unterschiedlichen Schneckenkonzepten und der Extrudergröße auf den Materialabbau untersucht. Alle Proben wurden am Düsenaustritt entnommen und umgehend abgekühlt. Die PP Proben wurden mit einer Hochtemperatur-GPC analysiert und ausge-wertet. Zur Charakterisierung des Materialabbaus beim PS wurde die Messung der intrinsischen Viskosität herangezogen (vgl. Teil 1 der Veröffentlichung).
1E+00 1E+01 1E+02 1E+03 1E+04
1E+00
1E+01
1E+02
1E+03
1E+04
1E+05PS 168N
T = 220 °C
T = 240 °C
T = 260 °C
Carreau-Regression 240 °C
Vis
ko
sitä
t [P
a*s
]
Schergeschwindigkeit [s-1]
1E+00 1E+01 1E+02 1E+03 1E+04
1E+00
1E+01
1E+02
1E+03
1E+04
1E+05PS 124 N
T = 210 °C
T = 230 °C
T = 250 °C
Carreau-Regression 240 °C
Vis
ko
sitä
t [P
a*s
]
Schergeschwindigkeit [s-1]
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 457
Durchmesser [mm]
Schnecke Material Temperatur-profil [°C]
Druck an der Spitze [bar]
Drehzahl [U/min]
30 5-Zonen-Schnecke PP 500P
PP 579S konstant 220 ca. 50
100, 200, 400, 800, 1200, 1600
30 Barriereschnecke
5-Zonen-Schnecke
PS 168N
PS 124N konstant 240 ca. 70
100, 200, 300, 400, 600, 800,
1200, 1600
45 Barriereschnecke
5-Zonen-Schnecke
PS 168N
PS 124N konstant 240 ca. 30 50, 100, 200, 400
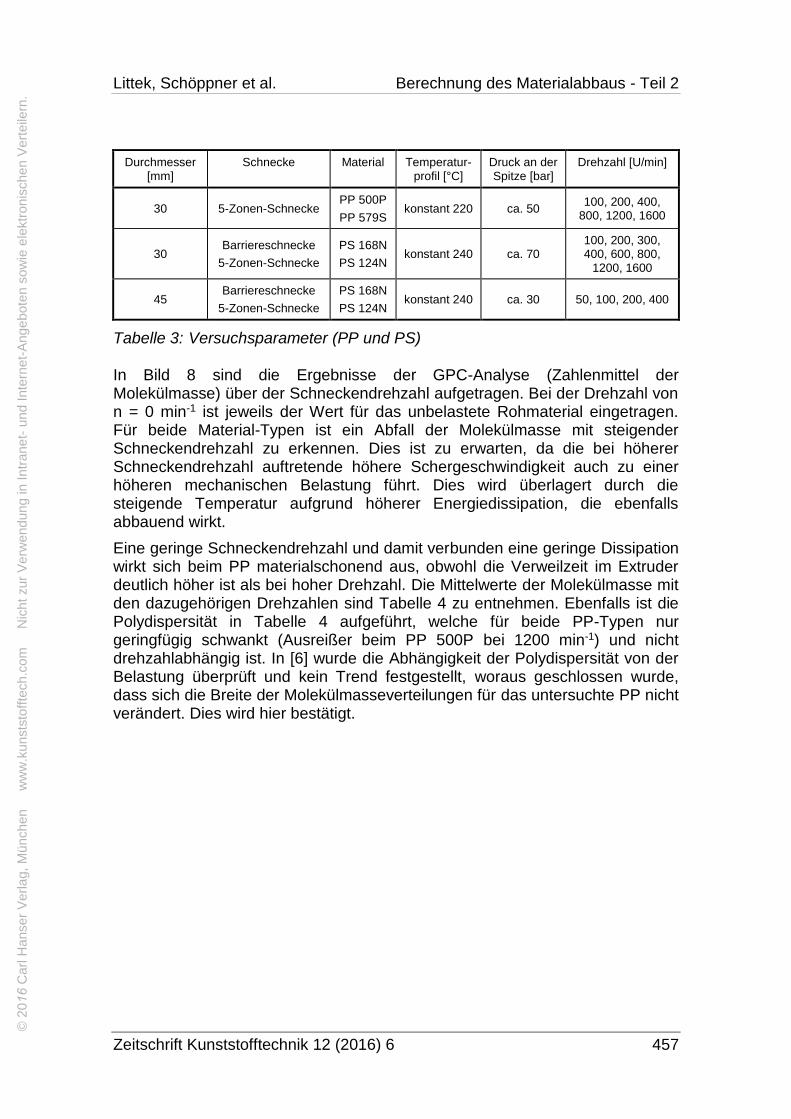
Tabelle 3: Versuchsparameter (PP und PS) In Bild 8 sind die Ergebnisse der GPC-Analyse (Zahlenmittel der Molekülmasse) über der Schneckendrehzahl aufgetragen. Bei der Drehzahl von n = 0 min-1 ist jeweils der Wert für das unbelastete Rohmaterial eingetragen. Für beide Material-Typen ist ein Abfall der Molekülmasse mit steigender Schneckendrehzahl zu erkennen. Dies ist zu erwarten, da die bei höherer Schneckendrehzahl auftretende höhere Schergeschwindigkeit auch zu einer höheren mechanischen Belastung führt. Dies wird überlagert durch die steigende Temperatur aufgrund höherer Energiedissipation, die ebenfalls abbauend wirkt.
Eine geringe Schneckendrehzahl und damit verbunden eine geringe Dissipation wirkt sich beim PP materialschonend aus, obwohl die Verweilzeit im Extruder deutlich höher ist als bei hoher Drehzahl. Die Mittelwerte der Molekülmasse mit den dazugehörigen Drehzahlen sind Tabelle 4 zu entnehmen. Ebenfalls ist die Polydispersität in Tabelle 4 aufgeführt, welche für beide PP-Typen nur geringfügig schwankt (Ausreißer beim PP 500P bei 1200 min-1) und nicht drehzahlabhängig ist. In [6] wurde die Abhängigkeit der Polydispersität von der Belastung überprüft und kein Trend festgestellt, woraus geschlossen wurde, dass sich die Breite der Molekülmasseverteilungen für das untersuchte PP nicht verändert. Dies wird hier bestätigt.
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 458
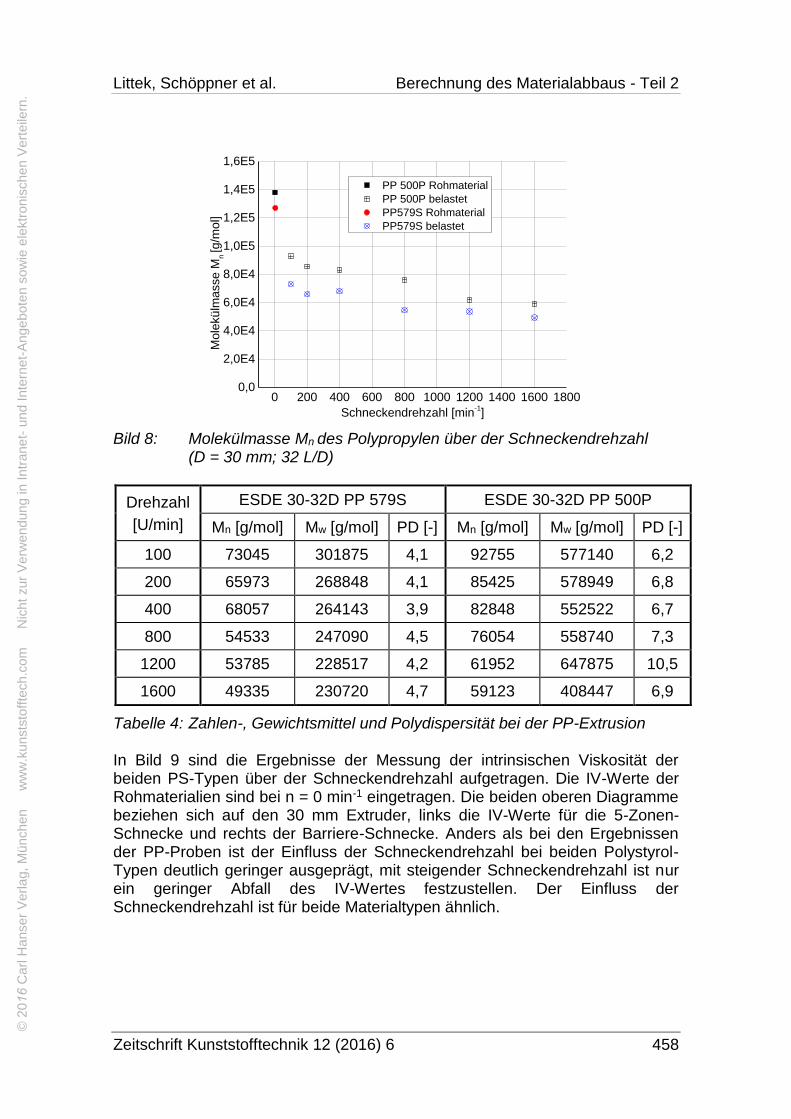
Bild 8: Molekülmasse Mn des Polypropylen über der Schneckendrehzahl (D = 30 mm; 32 L/D)
Drehzahl
[U/min]
ESDE 30-32D PP 579S ESDE 30-32D PP 500P
Mn [g/mol] Mw [g/mol] PD [-] Mn [g/mol] Mw [g/mol] PD [-]
100 73045 301875 4,1 92755 577140 6,2
200 65973 268848 4,1 85425 578949 6,8
400 68057 264143 3,9 82848 552522 6,7
800 54533 247090 4,5 76054 558740 7,3
1200 53785 228517 4,2 61952 647875 10,5
1600 49335 230720 4,7 59123 408447 6,9
Tabelle 4: Zahlen-, Gewichtsmittel und Polydispersität bei der PP-Extrusion In Bild 9 sind die Ergebnisse der Messung der intrinsischen Viskosität der beiden PS-Typen über der Schneckendrehzahl aufgetragen. Die IV-Werte der Rohmaterialien sind bei n = 0 min-1 eingetragen. Die beiden oberen Diagramme beziehen sich auf den 30 mm Extruder, links die IV-Werte für die 5-Zonen-Schnecke und rechts der Barriere-Schnecke. Anders als bei den Ergebnissen der PP-Proben ist der Einfluss der Schneckendrehzahl bei beiden Polystyrol-Typen deutlich geringer ausgeprägt, mit steigender Schneckendrehzahl ist nur ein geringer Abfall des IV-Wertes festzustellen. Der Einfluss der Schneckendrehzahl ist für beide Materialtypen ähnlich.
0 200 400 600 800 1000 1200 1400 1600 18000,0
2,0E4
4,0E4
6,0E4
8,0E4
1,0E5
1,2E5
1,4E5
1,6E5
PP 500P Rohmaterial
PP 500P belastet
PP579S Rohmaterial
PP579S belastetM
ole
külm
asse M
n [g
/mol]
Schneckendrehzahl [min-1]
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 459
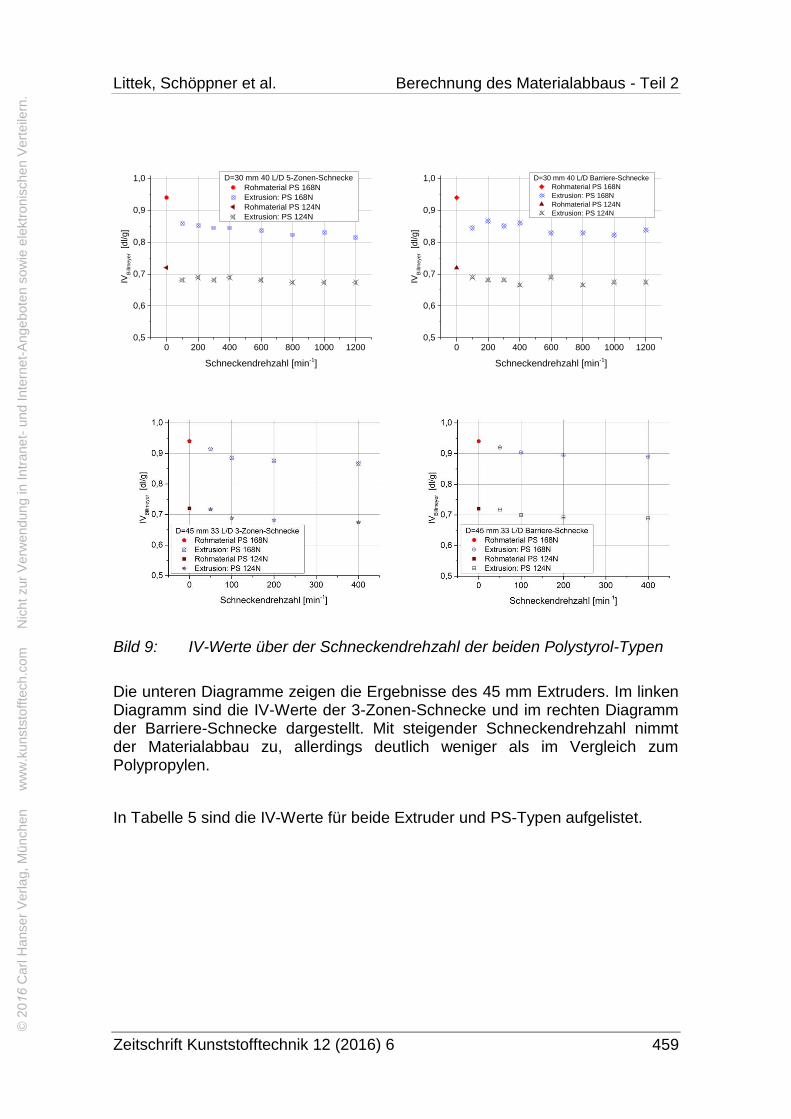
Bild 9: IV-Werte über der Schneckendrehzahl der beiden Polystyrol-Typen
Die unteren Diagramme zeigen die Ergebnisse des 45 mm Extruders. Im linken Diagramm sind die IV-Werte der 3-Zonen-Schnecke und im rechten Diagramm der Barriere-Schnecke dargestellt. Mit steigender Schneckendrehzahl nimmt der Materialabbau zu, allerdings deutlich weniger als im Vergleich zum Polypropylen.
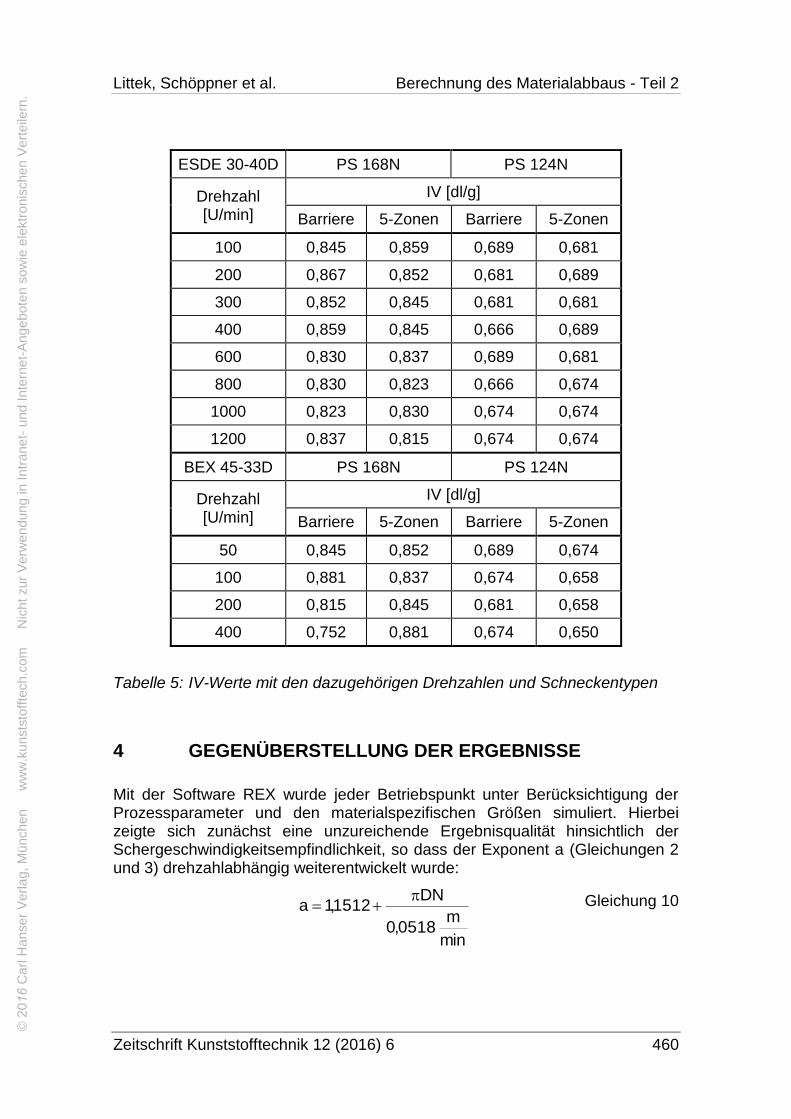
In Tabelle 5 sind die IV-Werte für beide Extruder und PS-Typen aufgelistet.
0 200 400 600 800 1000 12000,5
0,6
0,7
0,8
0,9
1,0 D=30 mm 40 L/D 5-Zonen-Schnecke
Rohmaterial PS 168N
Extrusion: PS 168N
Rohmaterial PS 124N
Extrusion: PS 124N
IVB
illm
eyer [
dl/g
]
Schneckendrehzahl [min-1]
0 200 400 600 800 1000 12000,5
0,6
0,7
0,8
0,9
1,0 D=30 mm 40 L/D Barriere-Schnecke
Rohmaterial PS 168N
Extrusion: PS 168N
Rohmaterial PS 124N
Extrusion: PS 124N
IVB
illm
eyer [
dl/g
]
Schneckendrehzahl [min-1]
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 460
ESDE 30-40D PS 168N PS 124N
Drehzahl [U/min]
IV [dl/g]
Barriere 5-Zonen Barriere 5-Zonen
100 0,845 0,859 0,689 0,681
200 0,867 0,852 0,681 0,689
300 0,852 0,845 0,681 0,681
400 0,859 0,845 0,666 0,689
600 0,830 0,837 0,689 0,681
800 0,830 0,823 0,666 0,674
1000 0,823 0,830 0,674 0,674
1200 0,837 0,815 0,674 0,674
BEX 45-33D PS 168N PS 124N
Drehzahl [U/min]
IV [dl/g]
Barriere 5-Zonen Barriere 5-Zonen
50 0,845 0,852 0,689 0,674
100 0,881 0,837 0,674 0,658
200 0,815 0,845 0,681 0,658
400 0,752 0,881 0,674 0,650
Tabelle 5: IV-Werte mit den dazugehörigen Drehzahlen und Schneckentypen
4 GEGENÜBERSTELLUNG DER ERGEBNISSE
Mit der Software REX wurde jeder Betriebspunkt unter Berücksichtigung der Prozessparameter und den materialspezifischen Größen simuliert. Hierbei zeigte sich zunächst eine unzureichende Ergebnisqualität hinsichtlich der Schergeschwindigkeitsempfindlichkeit, so dass der Exponent a (Gleichungen 2 und 3) drehzahlabhängig weiterentwickelt wurde:
min
m0518,0
DN1512,1a
Gleichung 10
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 461
mit dem Schneckendurchmesser D und der Drehzahl N. Die Parameter wurden dabei unter Beibehaltung der Koeffizienten der Tabelle 2 ermittelt. Die Schergeschwindigkeitsempfindlichkeit wurde damit abgesenkt.
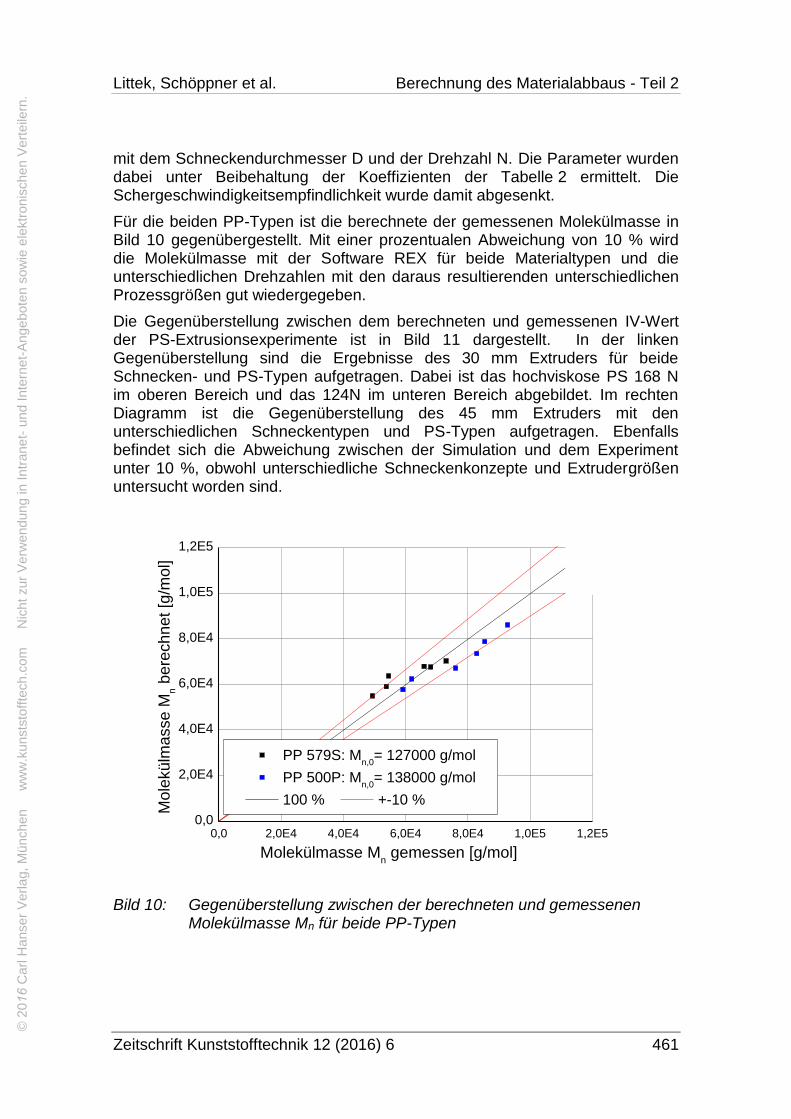
Für die beiden PP-Typen ist die berechnete der gemessenen Molekülmasse in Bild 10 gegenübergestellt. Mit einer prozentualen Abweichung von 10 % wird die Molekülmasse mit der Software REX für beide Materialtypen und die unterschiedlichen Drehzahlen mit den daraus resultierenden unterschiedlichen Prozessgrößen gut wiedergegeben.
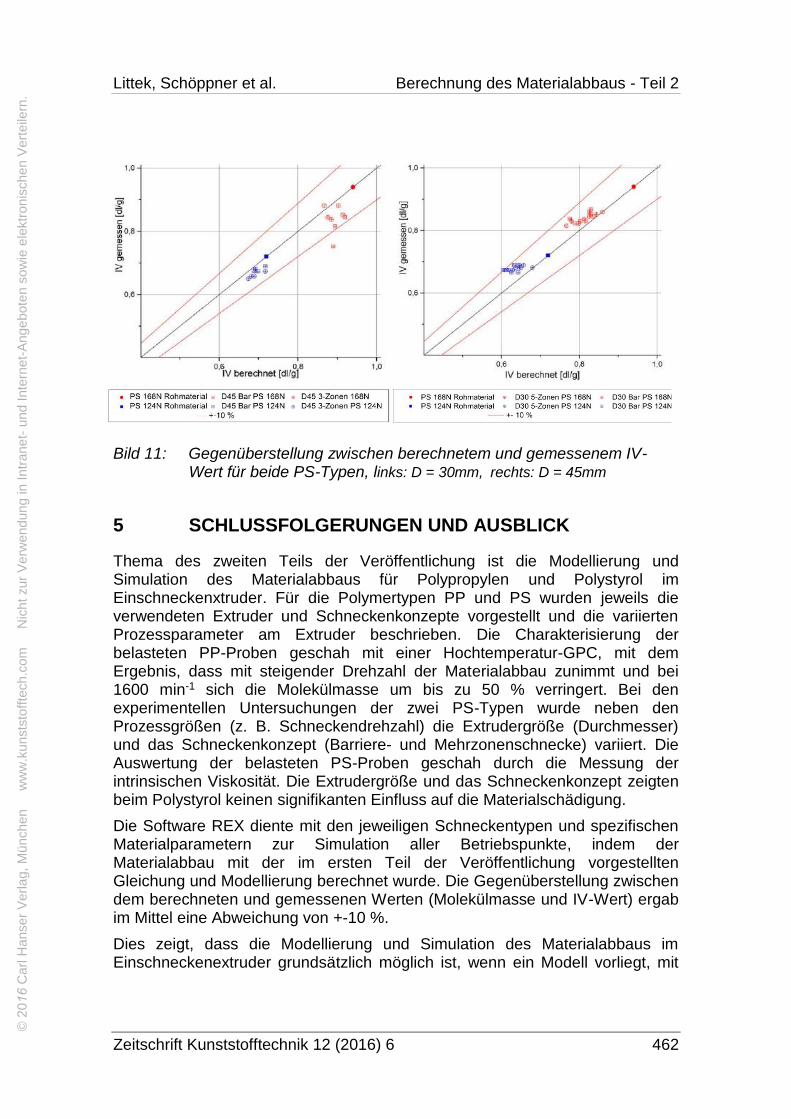
Die Gegenüberstellung zwischen dem berechneten und gemessenen IV-Wert der PS-Extrusionsexperimente ist in Bild 11 dargestellt. In der linken Gegenüberstellung sind die Ergebnisse des 30 mm Extruders für beide Schnecken- und PS-Typen aufgetragen. Dabei ist das hochviskose PS 168 N im oberen Bereich und das 124N im unteren Bereich abgebildet. Im rechten Diagramm ist die Gegenüberstellung des 45 mm Extruders mit den unterschiedlichen Schneckentypen und PS-Typen aufgetragen. Ebenfalls befindet sich die Abweichung zwischen der Simulation und dem Experiment unter 10 %, obwohl unterschiedliche Schneckenkonzepte und Extrudergrößen untersucht worden sind.
Bild 10: Gegenüberstellung zwischen der berechneten und gemessenen Molekülmasse Mn für beide PP-Typen
0,0 2,0E4 4,0E4 6,0E4 8,0E4 1,0E5 1,2E50,0
2,0E4
4,0E4
6,0E4
8,0E4
1,0E5
1,2E5
Molekülmasse Mn gemessen [g/mol]
Mo
lekülm
asse
Mn b
ere
ch
ne
t [g
/mo
l]
PP 579S: Mn,0
= 127000 g/mol
PP 500P: Mn,0
= 138000 g/mol
100 % +-10 %
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 462
Bild 11: Gegenüberstellung zwischen berechnetem und gemessenem IV-Wert für beide PS-Typen, links: D = 30mm, rechts: D = 45mm
5 SCHLUSSFOLGERUNGEN UND AUSBLICK
Thema des zweiten Teils der Veröffentlichung ist die Modellierung und Simulation des Materialabbaus für Polypropylen und Polystyrol im Einschneckenxtruder. Für die Polymertypen PP und PS wurden jeweils die verwendeten Extruder und Schneckenkonzepte vorgestellt und die variierten Prozessparameter am Extruder beschrieben. Die Charakterisierung der belasteten PP-Proben geschah mit einer Hochtemperatur-GPC, mit dem Ergebnis, dass mit steigender Drehzahl der Materialabbau zunimmt und bei 1600 min-1 sich die Molekülmasse um bis zu 50 % verringert. Bei den experimentellen Untersuchungen der zwei PS-Typen wurde neben den Prozessgrößen (z. B. Schneckendrehzahl) die Extrudergröße (Durchmesser) und das Schneckenkonzept (Barriere- und Mehrzonenschnecke) variiert. Die Auswertung der belasteten PS-Proben geschah durch die Messung der intrinsischen Viskosität. Die Extrudergröße und das Schneckenkonzept zeigten beim Polystyrol keinen signifikanten Einfluss auf die Materialschädigung.
Die Software REX diente mit den jeweiligen Schneckentypen und spezifischen Materialparametern zur Simulation aller Betriebspunkte, indem der Materialabbau mit der im ersten Teil der Veröffentlichung vorgestellten Gleichung und Modellierung berechnet wurde. Die Gegenüberstellung zwischen dem berechneten und gemessenen Werten (Molekülmasse und IV-Wert) ergab im Mittel eine Abweichung von +-10 %.
Dies zeigt, dass die Modellierung und Simulation des Materialabbaus im Einschneckenextruder grundsätzlich möglich ist, wenn ein Modell vorliegt, mit
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 463
dem die lokalen Belastungen im Extruder in eine mittlere Materialveränderung umgerechnet werden können.
Zukünftige Arbeiten dienen dazu, die im vorgestellten Modell verwendete Anpassung auf experimentelle Daten hinsichtlich ihrer Größenunabhängigkeit zu prüfen. Weiterhin müssen weitere Untersuchungen folgen, inwieweit die gefundenen Materialgesetzte auch für andere PP- oder PS-Typen angewendet werden können. Hier ist besonders interessant die Frage, ob unterschiedliche additivierte bzw. stabilisierte Materialien deutliche Unterschiede zeigen.
Literatur
[1] Potente, H.; White, J. L.
Screw Extrusion: Science and Technology
Carl Hanser Verlag, München, 2003
DOI: 10.3139/9783446434189
[2] Aigner, M. Computational and experimental modelling of transport phenomena in single screw extruders under consideration of the melt quality
Dissertation JKU Linz, 2014
[3] Schöppner, V.; Hörmann, H.; Lakemeyer, C.; Anger, K.
Thermische Betrachtung temperierter Einschnecken: Einfluss einer Schneckentemperierung auf die Schmelzetemperatur
Zeitschrift Kunststofftechnik 4, 2011, S. 137-159
[4] Lappe, H. Untersuchungen zum Verweilzeit- und Längsmischverhalten von Schmelzeextrudern und konventionellen Plastifizierextrudern
Dissertation, Universität-GH Paderborn, 1985
[5] Tadmor, Z.; Gogos, C.G.
Principles of Polymer Processing
John Wiley & Sons, New York 1979
ISBN: 978-0-471-38770-1
[6] Littek, S.; Schöppner, V.; Huber, K.; Schneider, M.
Messung zum Materialabbau von PP
Zeitschrift Kunststofftechnik 4, 2012, S. 415-438
Bibliography DOI 10.3139/O999.010616 Zeitschrift Kunststofftechnik / Journal of Plastics Technology 12 (2016) 6; page 449–464 © Carl Hanser Verlag GmbH & Co. KG ISSN 1864 – 2217
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.
Littek, Schöppner et al. Berechnung des Materialabbaus - Teil 2
Zeitschrift Kunststofftechnik 12 (2016) 6 464
Stichworte: Molekülmasseverlust, Materialschädigung, Intrinsische Viskosität, Extrusion, Einschneckenextruder, modellieren
Keywords: Molecular weight loss, material degradation, intrinsic viscosity, extrusion, single screw extruder, modelling
Autor/author:
Dipl.-Ing. Stefan Littek Prof. Dr. Volker Schöppner Dr. rer. nat. Artjom Döring Prof. Dr. Dirk Kuckling Kunststofftechnik Paderborn (KTP) Organische und Makromolekulare Chemie Universität Paderborn Warburger Straße 100 33098 Paderborn
E-Mail-Adresse:
[email protected] Webseite: www.ktpweb.de Tel.: +49 (0)5251/602451 Fax: +49 (0)5251/603821
Herausgeber / Editors:
Editor-in-Chief Prof. em. Dr.-Ing. Dr. h.c. Gottfried W. Ehrenstein Lehrstuhl für Kunststofftechnik Universität Erlangen-Nürnberg Am Weichselgarten 9 91058 Erlangen Deutschland Tel.: +49 (0)9131/85 - 29703 Fax: +49 (0)9131/85 - 29709 E-Mail: [email protected] Europa / Europe Prof. Dr.-Ing. Dietmar Drummer, verantwortlich Lehrstuhl für Kunststofftechnik Universität Erlangen-Nürnberg Am Weichselgarten 9 91058 Erlangen Deutschland Tel.: +49 (0)9131/85 - 29700 Fax: +49 (0)9131/85 - 29709 E-Mail: [email protected]
Amerika / The Americas Prof. Prof. hon. Dr. Tim A. Osswald, verantwortlich Polymer Engineering Center, Director University of Wisconsin-Madison 1513 University Avenue Madison, WI 53706 USA Tel.: +1 608/263 9538 Fax: +1 608/265 2316 E-Mail: [email protected]
Verlag / Publisher:
Carl-Hanser-Verlag GmbH & Co. KG Wolfgang Beisler Geschäftsführer Kolbergerstraße 22 D-81679 München Tel.: +49 (0)89/99830-0 Fax: +49 (0)89/98480-9 E-Mail: [email protected]
Redaktion / Editorial Office:
Dr.-Ing. Eva Bittmann Christopher Fischer, M.Sc. E-Mail: [email protected] Beirat / Advisory Board:
Experten aus Forschung und Industrie, gelistet unter www.kunststofftech.com
© 2
016
Car
l Han
ser
Ver
lag,
Mün
chen
w
ww
.kun
stst
offte
ch.c
om
Nic
ht z
ur V
erw
endu
ng in
Intr
anet
- un
d In
tern
et-A
ngeb
oten
sow
ie e
lekt
roni
sche
n V
erte
ilern
.